 Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —
Малые партии, высокие стандарты. Наша служба быстрого прототипирования делает проверку точнее и проще —

Секреты мастерских по индивидуальной обработке: 9 ключевых моментов перед размещением заказа

Что такое цех индивидуальной механической обработки и почему он важен
Представьте, что вам нужен специализированный металлический компонент, которого просто нет в продаже. Возможно, это уникальный кронштейн для авиационно-космической техники, индивидуальный фитинг для медицинского оборудования или прецизионная шестерня для промышленного станка. Куда вы обратитесь? Именно здесь цех индивидуальной механической обработки становится незаменимым.
Цех индивидуальной механической обработки — это специализированном производственном предприятии предприятие, которое изготавливает детали строго в соответствии с вашими индивидуальными техническими требованиями, а не массово производит стандартизированные компоненты. В отличие от традиционных заводов, выпускающих тысячи одинаковых изделий, такие цеха делают акцент на точность, гибкость и способность воплотить ваши уникальные конструкторские решения в физическую реальность.
Представьте это так: массовое производство — это как заказ блюд из фиксированного меню в ресторане быстрого питания, тогда как работа с мастерской по индивидуальному изготовлению деталей — это как личный шеф-повар, который создаёт блюда специально под ваши вкусы и пищевые потребности.
Что отличает индивидуальное механическое производство от массового
Фундаментальное различие заключается в подходе и возможностях. Стандартные производственные мощности оптимизированы под объёмы и экономическую эффективность, выпуская большие партии идентичных деталей с минимальными отклонениями. Индивидуальное механическое производство, напротив, ориентировано на сложность и уникальность.
Когда вы разрабатываете прототип, нуждаетесь в заменяющей детали для устаревшего оборудования или требуете компонентов с сложная геометрия и строгие допускаемые отклонения , массовое производство просто не подойдёт. Цифровые станки с ЧПУ в мастерских, специализирующихся на индивидуальном производстве, способны обрабатывать сложные конструкции, которые невозможно или чрезвычайно сложно изготовить стандартными методами.
Обратите внимание на следующие ключевые различия:
- Специализированное оборудование: Индивидуальные мастерские инвестируют в передовые фрезерные станки с ЧПУ, токарные станки, шлифовальные станки и электроэрозионное оборудование, способные обеспечивать допуски до ±0,0001 дюйма — точность, которая редко требуется или достигается при массовом производстве.
- Квалифицированные токари: На таких предприятиях работают опытные специалисты, обладающие глубоким пониманием свойств материалов, выбора режущего инструмента и методов программирования, необходимых для успешного выполнения сложных проектов.
- Гибкие производственные возможности: Независимо от того, требуется ли вам один прототип или партия из 500 специализированных компонентов, индивидуальные мастерские адаптируют свои процессы под ваши конкретные требования.
- Процессы, ориентированные на качество: Каждая деталь проходит индивидуальную обработку, а строгие процедуры контроля и обеспечения качества гарантируют соответствие каждого компонента вашим точным техническим требованиям.
Роль точного производства в современной промышленности
Вы обнаружите, что услуги прецизионной механической обработки являются основой инноваций практически во всех передовых отраслях промышленности. Когда инженеры аэрокосмических компаний разрабатывают новые компоненты летательных аппаратов, когда производители медицинского оборудования создают спасающие жизни имплантаты или когда автомобильные инженеры изготавливают прототипы систем следующего поколения — все они полагаются на ближайшие к ним станки с ЧПУ и специализированные предприятия для воплощения своих проектов в жизнь.
Согласно источники отрасли прецизионная механическая обработка незаменима в современном производстве благодаря своей способности изготавливать высококачественные сложные детали с превосходным качеством поверхности. Эта технология позволяет создавать всё — от хирургических инструментов, требующих биосовместимых материалов, до компонентов оборонной техники, отвечающих требованиям военного стандарта по прочности.
Почему эта возможность столь важна? В современной конкурентной среде дифференциация продукции зачастую определяется инженерным совершенством. Готовые компоненты могут подойти для базовых применений, однако прорывные инновации требуют индивидуальных решений. Хорошо оснащённое механическое производство обеспечивает связь между вашими CAD-моделями и функциональными деталями высокой точности — превращая цифровые концепции в осязаемые изделия, соответствующие самым строгим техническим требованиям.
Основные процессы механической обработки, которые должен понимать каждый покупатель
Итак, вы нашли мастерскую по индивидуальной механической обработке — но знаете ли вы, какой процесс подходит именно для вашего проекта? Понимание основных методов механической обработки помогает эффективно взаимодействовать с производителями и гарантирует выбор оптимального подхода для ваших конкретных задач. Рассмотрим подробнее четыре основных процесса, с которыми вы столкнётесь.
Фрезерование и токарная обработка на станках с ЧПУ
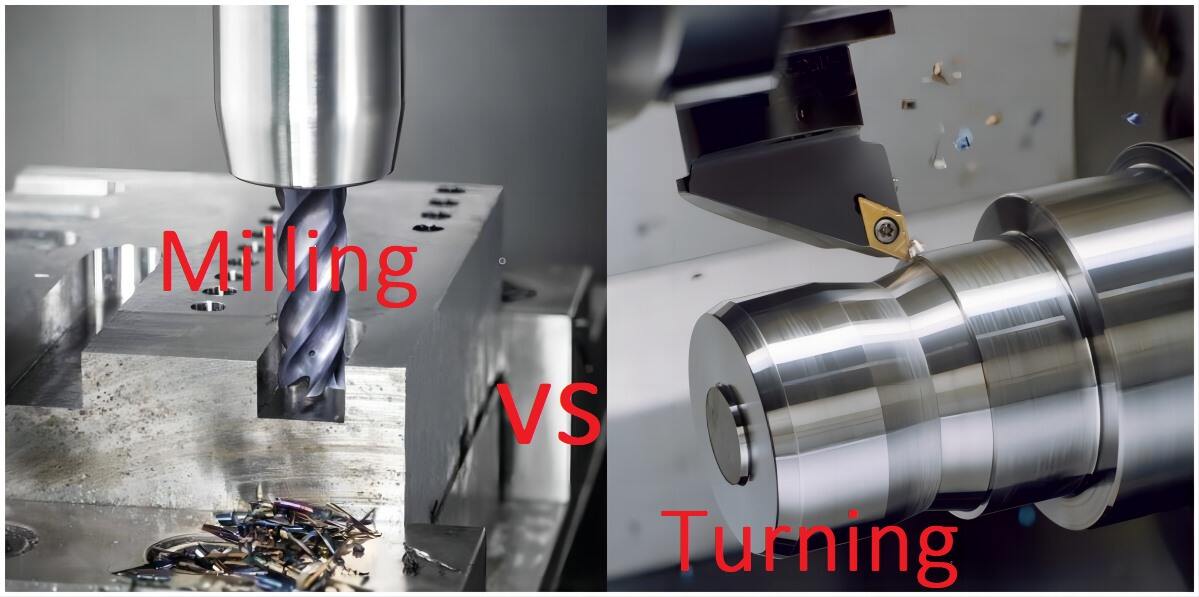
Когда фрезеровка с ЧПУ удаляет материал из заготовки, используемый метод определяет возможные формы и конструктивные элементы. Два наиболее распространённых процесса — фрезерование и токарная обработка — принципиально различаются по способу удаления материала.
Фрезерование на CNC при фрезеровании заготовка остаётся неподвижной, а вращающийся режущий инструмент перемещается по нескольким осям, снимая материал. Представьте себе резец скульптора, вращающийся со скоростью несколько тысяч оборотов в минуту и точно удаляющий материал, чтобы раскрыть заданную форму. Этот процесс отлично подходит для создания сложных геометрических форм, плоских поверхностей, пазов, карманов и сложных трёхмерных контуров. Благодаря многоосевым возможностям станки с ЧПУ для фрезерования способны изготавливать детали с неправильными формами и детализированными элементами, которые невозможно получить другими методами.
Токарная обработка на CNC напротив, вращает сам заготовку, в то время как неподвижный режущий инструмент формирует её. Представьте гончарный круг, но для металла. Этот метод идеально подходит для цилиндрических или круглых деталей — валов, втулок, колец и фланцев. ЧПУ-токарная обработка обеспечивает исключительную эффективность при изготовлении симметричных компонентов и зачастую позволяет завершать детали быстрее и с меньшими затратами по сравнению с фрезерованием, когда геометрия детали это допускает.
Вот практическое различие: если у вашей детали круглое поперечное сечение и симметричные элементы, то, скорее всего, оптимальным выбором будет ЧПУ-токарная обработка. Если же требуются сложные карманы, неправильные контуры или многогранные элементы, следует выбирать ЧПУ-фрезерование. Многие современные передовые производственные мощности оснащены комбинированными токарно-фрезерными центрами, объединяющими оба этих процесса и позволяющими выполнять полный цикл изготовления детали в одной установке.
Специализированные процессы для сложных геометрий
Когда стандартные фрезерование и токарная обработка достигают своих пределов, на помощь приходят специализированные процессы. Два ключевых метода позволяют решать задачи, недоступные для обычной ЧПУ-обработки.
Смельчение становится необходимым, когда требуется точность, превышающая возможности токарного или фрезерного станка. При этом процессе заготовка перемещается относительно вращающегося абразивного круга, что позволяет достичь чистоты поверхности и допусков, недостижимых при традиционной механической обработке. Шлифование широко применяется при изготовлении подшипников, шпинделей, измерительных поверхностей, а также любых деталей, требующих ультраточной размерной точности или зеркального качества поверхности.
Эрозионная обработка (Electrical Discharge Machining) основан на принципиально ином подходе. Вместо снятия материала режущим инструментом электроэрозионная обработка (ЭРО) использует контролируемые электрические искры для эрозионного удаления материала с заготовки. Это неконвенциональный метод превосходно подходит для обработки чрезвычайно твёрдых материалов и создания сложных внутренних геометрических форм, недоступных для традиционных режущих инструментов. Проволочная электроэрозионная обработка (ПЭРО) обеспечивает точность геометрии до ±1 мкм, что делает её незаменимой при производстве пресс-форм, компонентов для авиакосмической отрасли и медицинских устройств.
Швейцарская обработка также заслуживает упоминания. Эта специализированная технология токарной обработки с ЧПУ использует подвижную бабку для поддержки заготовки в непосредственной близости от зоны резания, что позволяет изготавливать чрезвычайно мелкие и высокоточные детали. Это основной метод производства медицинских имплантов, компонентов часов и миниатюрных электронных деталей, требующих исключительной точности.
| Тип процесса | Лучшие применения | Совместимость материала | Типичные допуски |
|---|---|---|---|
| Фрезерование на CNC | Сложные формы, плоские поверхности, карманы, трёхмерные контуры, прототипы | Алюминий, сталь, латунь, титан, пластмассы, композитные материалы | ±0,001"–±0,005" (±0,025–±0,127 мм) |
| Токарная обработка на CNC | Цилиндрические детали, валы, втулки, кольца, симметричные компоненты для крупносерийного производства | Алюминий, сталь, латунь, медь, титан, инженерные пластмассы | ±0,001"–±0,005" (±0,025–±0,127 мм) |
| Смельчение | Ультраточные поверхности, подшипники, шпиндели, финишная обработка с жёсткими допусками | Закалённые стали, керамика, карбиды, инструментальные стали | ±0,0001"–±0,0005" (±0,0025–±0,0127 мм) |
| Электроэрозионная Обработка | Сложные полости, труднообрабатываемые материалы, сложные внутренние элементы, изготовление пресс-форм | Закалённые металлы, экзотические сплавы, проводящие материалы, карбиды | ±0,0002" до ±0,001" (±0,005 до ±0,025 мм) |
Понимание этих процессов помогает подобрать оптимальный метод обработки в соответствии с требованиями вашего проекта. При изготовлении прототипов нового изделия с помощью ЧПУ фрезерование обеспечивает необходимую гибкость. Для серийного производства цилиндрических деталей ЧПУ-обработка на токарных станках обеспечивает высокую эффективность. А когда ваши технические требования предполагают соблюдение самых жёстких допусков или обработку самых твёрдых материалов, шлифование и электроэрозионная обработка (ЭРО) предоставляют возможности, недоступные при использовании стандартных методов.
Обладая базовыми знаниями о технологических процессах механической обработки, вы готовы принять следующее важнейшее решение — выбор подходящего материала для ваших деталей, изготавливаемых по индивидуальному заказу.
Руководство по выбору материалов для деталей, изготавливаемых по индивидуальному заказу
Теперь, когда вы знакомы с доступными процессами механической обработки, возникает следующий важнейший вопрос: из какого материала должна быть изготовлена ваша деталь? Этот выбор влияет на всё — прочность, массу, стоимость, коррозионную стойкость и даже на то, подойдёт ли выбранный вами способ механической обработки в принципе.
Выбор материала — это не просто технический пункт для отметки. Он напрямую влияет на успех проекта, его сроки и бюджет. специализированная мастерская по точной механической обработке может работать с десятками различных материалов, однако грамотный выбор предполагает понимание компромиссов между эксплуатационными характеристиками, обрабатываемостью и стоимостью.
Металлы и сплавы для конструкционных применений
Когда первостепенное значение имеют прочность, долговечность и термостойкость, металлы становятся вашим основным выбором. Однако не все металлы одинаково хорошо поддаются механической обработке — и их стоимость также различается. Рассмотрим наиболее распространённые варианты.
Алюминиевые сплавы доминируют в сфере индивидуальной механической обработки по веской причине. Согласно данным Hubs, алюминиевые сплавы обладают превосходным соотношением прочности к массе, высокой теплопроводностью и электропроводностью, а также естественной коррозионной стойкостью. Их также легко обрабатывать, что делает их наиболее экономичным вариантом для многих проектов.
Наиболее популярные марки включают:
- Алюминий 6061: Универсальный сплав-«рабочая лошадка» с хорошей прочностью, превосходной обрабатываемостью и универсальностью для широкого круга применений
- Алюминий 7075: Любимый сплав аэрокосмической отрасли — поддаётся термообработке до твёрдости, сопоставимой с твёрдостью стали, при сохранении низкой массы
- Алюминий 5083: Превосходная стойкость к морской воде, что делает его идеальным выбором для морских и строительных применений
Сталь и нержавеющая сталь используются тогда, когда алюминий не обеспечивает требуемую прочность, твёрдость или жаропрочность. Нержавеющие стали, такие как 304 и 316, обеспечивают превосходную коррозионную стойкость в медицинских, пищевых и морских средах. Для задач повышенной производительности нержавеющая сталь 17-4 может быть упрочнена старением до твёрдости, сопоставимой с твёрдостью инструментальных сталей.
Низкоуглеродистые стали, такие как 1018 и 1045, обеспечивают экономически эффективные решения для конструкционных элементов, сборочных приспособлений и технологической оснастки, где коррозия не является главной проблемой. Их показатели обрабатываемости значительно различаются: у свободнообрабатываемой стали (SAE 12L14) они достигают 170 %, тогда как у подшипниковой стали (SAE 52100) снижаются примерно до 40 %.
Бронза и латунь заслуживают внимания для специализированных применений. При необходимости механической обработки бронзы для износостойких подшипников, втулок или морского оборудования фрезерная обработка бронзы на станках с ЧПУ обеспечивает детали с превосходной стойкостью к коррозии и низким коэффициентом трения. Латунь C36000 — один из наиболее легко обрабатываемых материалов, что делает её экономически выгодной для серийного производства фитингов и декоративных компонентов.
Специальные сплавы выдерживают экстремальные условия окружающей среды. Титановые сплавы, такие как Ti-6Al-4V, обладают исключительным соотношением прочности к массе и применяются в аэрокосмической промышленности и для изготовления медицинских имплантатов, однако их обрабатываемость составляет всего около 20 %. Жаропрочные суперсплавы, например Inconel 718 — с обрабатываемостью лишь 10 % — сохраняют механические свойства при температурах, при которых обычные металлы разрушились бы.
Инженерные пластмассы для специализированных компонентов
Металлы не всегда являются оптимальным решением. Инженерные пластмассы обеспечивают уникальные преимущества: малый вес, стойкость к химическим воздействиям, электрическую изоляцию и зачастую более низкую стоимость механической обработки.
POM (Delrin) дельрин выделяется как наиболее обрабатываемая пластмасса среди доступных. Его сочетание высокой точности обработки, отличной размерной стабильности, низкого коэффициента трения и минимального водопоглощения делает его идеальным материалом для изготовления шестерён, подшипников и прецизионных механических компонентов. Если требуется соблюдение жёстких допусков при обработке пластмассовых деталей, дельрин, как правило, является наилучшим выбором.
При механической обработке компонентов из нейлона вы работаете с материалом, ценящимся за высокую ударную вязкость, химическую стойкость и долговечность. Наиболее распространёнными марками нейлона для обработки на станках с ЧПУ являются нейлон 6 и нейлон 66; однако при механической обработке нейлона необходимо учитывать его способность поглощать влагу — детали могут потребовать кондиционирования перед окончательным использованием.
Поликарбонат обладает исключительной ударной вязкостью — выше, чем у АБС-пластика, — и хорошей оптической прозрачностью. Его часто обрабатывают на станках для изготовления жидкостных устройств, защитных крышек и автомобильных светопрозрачных элементов, где важны одновременно прочность и прозрачность.
ПИК представляет собой высокопрочный сегмент инженерных пластиков. Благодаря превосходным механическим свойствам, термостойкости в широком диапазоне температур и выдающейся химической стойкости ПЭЭК часто заменяет металлы в применениях, критичных к массе. Медицинские марки ПЭЭК применяются при изготовлении биомедицинских имплантатов и хирургических инструментов.
Акрил обеспечивает оптическую прозрачность, приближающуюся к стеклу, при значительно меньшем весе. Хорошо обрабатывается на станках для изготовления витрин, световодов и декоративных компонентов, однако более хрупкий по сравнению с поликарбонатом и требует осторожного обращения.
Подбор материалов для вашего применения
Выбор подходящего материала означает соответствие его свойств вашим конкретным требованиям. Ниже приведено типичное соответствие материалов отраслевым применениям:
- Материалы авиационного класса: Алюминиевый сплав 7075, титановые сплавы, жаропрочные суперсплавы, ПЭЭК — с приоритетом на высокое отношение прочности к массе и эксплуатационные характеристики в экстремальных условиях
- Материалы, совместимые с медицинскими применениями: Нержавеющая сталь 316, титан Ti-6Al-4V, ПЭЭК медицинского класса, дельрин — с обязательными требованиями биосовместимости, способности к стерилизации и коррозионной стойкости
- Автомобильные компоненты: Алюминиевый сплав 6061, легированные стали 4140 и 4340, бронза для втулок, обрабатываемая на станках с ЧПУ, нейлон для износостойких компонентов — сбалансированное сочетание эксплуатационных характеристик и экономической эффективности
- Общепромышленное применение: Алюминиевый сплав 6061, низкоуглеродистая сталь 1018, латунь C36000, ПОМ, АБС-пластик — с акцентом на обрабатываемость и экономическую эффективность производства
Полезный совет: если вы сомневаетесь в выборе материала, начните с определения самого важного для вас требования — будь то масса, прочность, коррозионная стойкость или стоимость, — а затем сузьте круг возможных вариантов на этой основе.
Помните, что обрабатываемость материала напрямую влияет на стоимость вашего проекта. Материалы с более высоким показателем обрабатываемости обрабатываются быстрее, медленнее изнашивают инструмент и, в конечном счёте, обходятся дешевле в производстве. Обработка детали из лёгкой для резания латуни может стоить вдвое дешевле, чем обработка детали такой же геометрии из титана — даже без учёта цен на исходные материалы.
Когда выбор материала определён, следующий шаг — точное указание требуемой точности изготовления деталей. Понимание допусков помогает избежать как чрезмерно жёстких требований (что повышает стоимость), так и недостаточно строгих (что создаёт риск отказа детали).

Допуски: простое объяснение для успешной реализации проекта
Вот сценарий, который постоянно повторяется в производстве: инженер устанавливает сверхжёсткие допуски по каждому размеру детали, полагая, что чем жёстче — тем лучше. Результат? Смета, превышающая ожидаемую в три раза, и срок поставки, значительно превышающий установленный дедлайн. Знакомо?
Понимание допусков — это не просто технические знания: это разница между экономически обоснованным проектом и неоправданно дорогостоящим. Когда вы заказываете механически обработанные детали у специализированной мастерской по индивидуальной обработке, указания допусков напрямую влияют на стоимость заказа, сроки изготовления и работоспособность ваших компонентов в соответствии с заданными требованиями.
Понимание обозначений и стандартов допусков
Допуск определяет общую величину допустимого отклонения размера от заданного значения. Согласно American Micro Industries, инженеры устанавливают допуски для обеспечения надлежащей работы компонентов в составе сборочных единиц, а производители используют их в качестве критически важных параметров контроля качества на всех этапах производства.
Вы столкнетесь со спецификациями допусков в нескольких стандартизированных форматах:
- Двусторонние допуски: Допускается отклонение в обоих направлениях (например, 25,00 ±0,05 мм)
- Односторонние допуски: Допускается отклонение только в одном направлении (например, 25,00 +0,00/−0,10 мм)
- Предельные размеры: Указываются непосредственно максимальное и минимальное допустимые значения (например, 24,95–25,05 мм)
Международный стандарт ISO 2768 устанавливает общие руководящие принципы допусков с классами точности от высокой (f) до очень грубой (v). Эта система охватывает линейные размеры, угловые размеры, внешние радиусы и высоту фасок. Однако эти требования представляют собой общие стандарты, которые могут не применяться ко всем деталям, изготавливаемым по индивидуальному заказу: то, что действительно необходимо, определяется конкретным применением вашей детали.
Вот ключевое понимание: количество знаков после запятой в указании допуска напрямую связано со сложностью изготовления и стоимостью. Допуск ±0,02 дюйма допускает диапазон, в десять раз превышающий диапазон ±0,002 дюйма, что существенно влияет на сложность производства и на ту сумму, которую вам придётся заплатить.
Как требования к допускам влияют на ваш проект
Представьте допуски как балансировку. Слишком жёсткие допуски означают, что вы платите за точность, которая вам не нужна. Слишком широкие допуски — и детали не будут правильно соединяться или функционировать.
Как Инженеры по производству RPWORLD отметим, что часто считают: чем жёстче допуски, тем выше качество изделия. На самом деле жёсткие допуски лишь свидетельствуют о высоком качестве изготовления отдельных деталей — они напрямую не определяют общее качество изделия. Качество изделия в конечном счёте зависит от того, насколько корректно детали собираются и взаимодействуют друг с другом.
Учитывайте экономические последствия: при стандартной обработке на станках с ЧПУ базовым уровнем достижимых допусков обычно является ±0,005 дюйма (0,127 мм). Достижение более жёстких допусков зачастую требует дополнительных операций — таких как шлифование или электроэрозионная обработка (EDM), специализированного оборудования, помещений с контролируемой температурой и усиленных мер контроля качества — всё это повышает себестоимость и увеличивает сроки изготовления.
| Допустимый уровень | Типичный диапазон | Лучшие применения | Влияние на стоимость |
|---|---|---|---|
| Стандартной | ±0,25 мм (±0,010") | Общие механические компоненты, кронштейны, корпуса, некритичные сборки | Базовый уровень — наиболее экономичный |
| Прецизионный | ±0,05 мм (±0,002 дюйма) | Сопрягаемые детали, подшипники, прецизионные посадки, компоненты для аэрокосмической промышленности | увеличение на 50–100 % |
| Сверхточная | ±0,0125 мм (±0,0005 дюйма) | Медицинские импланты, оптические компоненты, измерительные приборы, критически важные сборочные узлы | увеличение на 100–200 % |
На достижимые допуски влияет несколько факторов:
- Перепады температур: Станки и заготовки расширяются и сжимаются при изменении температуры, что влияет на размеры
- Износ инструмента: Режущие инструменты постепенно изнашиваются в процессе производства, вызывая изменение размеров
- Свойства материалов: Коэффициенты теплового расширения, обрабатываемость и размерная стабильность значительно различаются в зависимости от материала
- Повторяемость установки: Квалифицированные станочники, применяющие правильные методики, могут обеспечить повторяемость установки в пределах ±0,025 мм (±0,001 дюйма)
Эмпирическое правило: укажите наименее строгие допуски, которые всё ещё обеспечивают надлежащее функционирование. Строгие допуски оставляйте только для тех элементов, где точность действительно имеет значение — сопрягаемые поверхности, посадки подшипников и критически важные интерфейсы.
При работе с услугами высокоточной обработки на станках с ЧПУ чётко формулируйте свои функциональные требования. Квалифицированное предприятие поможет вам определить, какие размеры являются критичными, а для каких можно применять стандартные допуски. Такой совместный подход — в отличие от повсеместного применения чрезмерно строгих требований — позволяет изготавливать детали, идеально выполняющие свои функции, по разумной цене.
Например, втулка, предназначенная для установки на вал, может требовать допуск ±0,002 дюйма на внутренний диаметр, чтобы обеспечить правильную посадку. В то же время внешний диаметр и длина могут вполне удовлетворительно функционировать при допуске ±0,010 дюйма. Понимание этой разницы помогает указывать только те допуски, которые действительно необходимы.
При правильном понимании допусков вы готовы рассмотреть ещё одно решение, влияющее на стоимость: необходимы ли вам детали в количестве, достаточном для изготовления прототипов, или требуется серийное производство — каждое из этих решений требует различных подходов и имеет свои преимущества.
Изготовление прототипов методом механической обработки против серийного производства
Вы разработали инновационную деталь. Теперь возникает ключевой вопрос: нужен ли вам один прототип для проверки концепции или вы уже готовы к выпуску сотен деталей в серийном производстве? Ответ на этот вопрос принципиально меняет подход специализированного цеха по механической обработке к вашему проекту — а также размер вашей оплаты.
Граница между изготовлением прототипов и серийным производством в последние годы значительно стёрлась. Согласно аналитикам отрасли , традиционные правила, согласно которым продукты последовательно проходили этапы от прототипирования через опытно-промышленное производство к массовому выпуску, больше не действуют. Современные заказчики требуют высокой степени персонализации по ценам, характерным для массового производства, и производители вынуждены соответствующим образом адаптироваться.
Понимание того, где находится ваш проект в этом спектре — и как он может развиваться, — помогает выбрать подходящего партнёра по механической обработке и избежать дорогостоящих сюрпризов на пути реализации.
От быстрого прототипирования до полноценного серийного производства
Механическая обработка прототипов и серийные запуски преследуют принципиально разные цели, даже если они производят идентичные детали. Приоритеты, процессы и структуры затрат существенно различаются.
На этапе прототипирования скорость, как правило, важнее стоимости единицы изделия. Вам необходима работоспособная продукция в кратчайшие сроки для проверки конструкции, тестирования посадки и функциональности или демонстрации концепции заинтересованным сторонам. Прототип в количестве одной штуки стоимостью 500 долларов США может быть вполне приемлемым, если он поступит через три дня и подтвердит работоспособность вашей конструкции до начала изготовления оснастки.
Серийное производство меняет эти приоритеты. Как только ваш дизайн прошел валидацию, первостепенное значение приобретают стабильность параметров, экономическая эффективность и контроль качества. Та же деталь может стоить 50 долларов за штуку при заказе партии из 100 единиц — однако достижение такой цены требует иных подходов к подготовке оборудования, оптимизации технологических процессов и систем контроля качества.
Именно здесь объём партии оказывает решающее влияние на стоимость одной единицы продукции. Данные по производству RapidDirect наглядно демонстрируют эту зависимость:
| Количество | Цена за единицу (пример: алюминиевая деталь) | Влияние затрат на наладку |
|---|---|---|
| 1 шт. | $300+ | 100 % затрат на подготовку производства приходится на одну единицу |
| 10 штук | $45–75 | Настройка распределена по партии |
| 100 штук | $15–30 | Затраты на подготовку производства становятся незначительным фактором в расчёте стоимости одной единицы |
| 500+ штук | $8–20 | Эффект от увеличения объёма производства реализуется в полной мере |
Почему различия столь значительны? Затраты на подготовку производства — включая программирование CAM, изготовление приспособлений, наладку инструмента и проверку первой изготовленной детали — остаются относительно неизменными независимо от объёма заказа. Например, плата за подготовку в размере 300 долларов США добавит 300 долларов к стоимости одного прототипа, но лишь по 3 доллара на каждую деталь при выпуске партии из 100 штук. Именно эта экономическая реальность объясняет, почему прототипы изначально стоят дорого и почему цена за единицу резко снижается по мере увеличения объёма заказа.
Масштабирование вашего проекта с правильным партнёром
Не все механические цеха поблизости одинаково хорошо выполняют как прототипирование, так и серийное производство. Некоторые специализируются на быстром выполнении работ по разработке, тогда как другие оптимизированы для стабильного выпуска крупных партий. Понимание этих различий помогает выбрать подходящего партнёра — или нескольких партнёров — на разных этапах жизненного цикла вашего проекта.
При оценке цеха для изготовления прототипов обратите внимание на следующие приоритеты:
- Скорость: Смогут ли они поставить функциональные детали за несколько дней, а не недель?
- Возможность проверки конструкции: Предоставляют ли они обратную связь по технологичности конструкции до начала обработки металла?
- Гибкость внесения изменений: Насколько быстро они смогут учесть изменения в конструкции между итерациями?
- Материальная универсальность: Могут ли они работать с материалом, который вы планируете использовать в серийном производстве, или только с альтернативными материалами, удобными для прототипирования?
- Оперативность коммуникации: Будут ли инженеры отвечать на ваши вопросы и совместно работать над оптимизацией конструкции?
Оценка, ориентированная на производство, смещается в сторону иных критериев:
- Последовательность: Какие системы обеспечения качества гарантируют соответствие каждого компонента заданным спецификациям на протяжении всего производственного цикла?
- Экономическая эффективность: Каким образом они оптимизируют процессы для минимизации себестоимости единицы продукции при крупносерийном выпуске?
- Контроль качества: Какие протоколы контроля, методы статистического процессного контроля (SPC) и документация предоставляются?
- Емкость: Смогут ли они выполнить ваши объёмы заказов в установленные сроки?
- Масштабируемость: В случае роста спроса смогут ли они нарастить объёмы производства без ущерба для качества?
Наиболее универсальные производственные мощности — зачастую те, которые предлагают комплексные услуги токарной обработки на станках с ЧПУ в сочетании с фрезерными возможностями — способны поддержать ваш проект от первоначальной концепции до полномасштабного серийного производства. Такая преемственность даёт существенные преимущества: производственное предприятие изучает особенности ваших деталей, понимает ваши требования к качеству и сохраняет стабильность технологических процессов по мере увеличения объёмов выпуска.
Практический подход, которым пользуются многие инженеры, предполагает мышление в разрезе временных рамок: «Где вы видите этот продукт через шесть недель, шесть месяцев и шесть лет?». Такой взгляд помогает чётко отделить потребности в немедленном прототипировании от долгосрочного видения производства. Концептуальная модель, требующая подтверждения на рынке, принципиально отличается от уже проверенного проекта, готового к серийному производству — даже если файл CAD выглядит идентично.
Местные механические мастерские зачастую превосходно справляются с работой по созданию прототипов, предлагая личное взаимодействие и быструю итерацию. Для серийного производства вы можете рассмотреть более широкий спектр вариантов, включая предприятия с большей производственной мощностью или специализированными сертификатами, требуемыми в вашей отрасли. Многие успешные программы разработки продукции начинаются с обращения к местному токарю для изготовления прототипов, а затем переходят к партнёрам, оптимизированным для серийного производства, по мере роста объёмов.
Ключевой момент — это соответствие ваших текущих потребностей нужным возможностям, при этом важно учитывать, как эти потребности будут развиваться в будущем. Когда вопросы, связанные с прототипированием и серийным производством, ясны, вы готовы оценить ещё один критически важный фактор: сертификаты качества, подтверждающие процессы и возможности производственного участка.

Сертификаты качества и их значение для вас
Вероятно, вы уже видели логотипы сертификаций, размещённые на сайтах механообрабатывающих предприятий: ISO 9001, AS9100, IATF 16949. Но что эти аббревиатуры на самом деле означают для ваших деталей? Большинство конкурентов просто перечисляют сертификаты, не поясняя их значимость. Давайте изменим эту ситуацию.
Понимание сертификатов качества — это не сбор значков. Это знание того, какие именно сертификаты имеют значение для вашего конкретного применения и какие гарантии они предоставляют. Когда предприятие по изготовлению нестандартных деталей обладает соответствующим сертификатом, это свидетельствует о наличии документированных процессов, подтверждённых возможностей и ответственности, которые напрямую влияют на качество поставляемых вам деталей.
Что означают сертификаты качества для ваших комплектующих
Представьте сертификаты как подтверждение со стороны независимой третьей стороны того, что предприятие действительно выполняет то, что заявляет. Согласно American Micro Industries, сертификаты выступают в качестве опорных столпов, обеспечивающих и подтверждающих каждый этап производственного процесса в рамках системы менеджмента качества. Они формализуют процедуры, определяют контрольные точки и отслеживают соблюдение требований на постоянной основе.
Основой большинства производственных сертификатов является ISO 9001 — международный стандарт в области систем менеджмента качества. Этот базовый сертификат гарантирует, что на предприятии внедрены следующие элементы:
- Документированные рабочие процессы: Каждый процесс зафиксирован письменно, а не просто запомнен отдельными сотрудниками
- Мониторинг эффективности: Метрики отслеживают результаты по качеству и выявляют проблемы до того, как они превратятся в устойчивые тенденции
- Протоколы корректирующих действий: При возникновении проблем применяются системные процессы, направленные на устранение коренных причин, а не только их проявлений
- ## Ориентированность на клиента: Требования к качеству передаются от ваших технических спецификаций через каждый этап производства
Однако стандарт ISO 9001 — это лишь отправная точка. Отраслевые сертификаты опираются на эту основу, дополняя её дополнительными требованиями, адаптированными под сектора, где отказ недопустим.
Отраслевые стандарты и их требования
Именно здесь выбор сертификата приобретает решающее значение. Предприятие, сертифицированное для выполнения работ в автомобильной отрасли, может не соответствовать требованиям аэрокосмической отрасли — и наоборот. Понимание этих различий помогает оценить, способно ли предприятие действительно обеспечить выполнение требований вашей конкретной задачи.
Как отмечает TUV Nord , как стандарты для автомобильной отрасли (IATF 16949), так и для аэрокосмической отрасли (AS9100) базируются на стандарте ISO 9001 и дополняют его отраслевыми требованиями. В автомобильной отрасли акцент делается на обеспечение чрезвычайно высокого уровня стабильности при больших объёмах производства и постоянном совершенствовании процессов. В аэрокосмической отрасли основное внимание уделяется изготовлению компонентов, пригодных для эксплуатации в полёте, с применением строгих контрольных мер, необходимых для выполнения этой задачи.
При работе со специальными материалами, такими как нитроник 60 для коррозионно-агрессивных сред или требовательные аэрокосмические сплавы, эти сертификаты гарантируют, что производственное предприятие понимает уникальные требования к обращению с такими материалами, их обработке и контролю.
| Сертификация | Отраслевой фокус | Основные требования | Преимущества для клиентов |
|---|---|---|---|
| ISO 9001 | Общее производство | Система менеджмента качества, документированные процессы, постоянное совершенствование, ориентация на клиента | Единый базовый уровень качества, системный подход к решению проблем, документированные процедуры |
| AS9100D | Авиакосмическая промышленность, космос, оборона | Управление рисками, управление конфигурацией, строгая документация, контроль целостности продукции, включение в базу данных OASIS | Компоненты, пригодные для полётов, полная прослеживаемость, аттестованные процессы для критически важных применений |
| IATF 16949 | Цепочка поставок в автомобильной промышленности | Предотвращение дефектов, снижение вариаций, устранение потерь, контроль поставщиков, постоянное совершенствование | Стабильность качества при высоких объёмах производства, статистический контроль процессов, надёжные системы обеспечения качества |
| ISO 13485 | Медицинские устройства | Контроль проектирования, управление рисками, прослеживаемость, валидация стерилизации, работа с жалобами | Соблюдение нормативных требований, обеспечение безопасности пациентов, полная цепочка документации |
| NADCAP | Специальные процессы в аэрокосмической отрасли | Аккредитация, специфичная для процесса, в области термообработки, химической обработки и неразрушающего контроля | Проверенные специализированные процессы — дополнительный уровень качества сверх общей сертификации |
Для авиационных услуг по фрезерованию на станках с ЧПУ и обработке сплава ковар требуются сертификаты соответствия стандарту AS9100D. Организации, прошедшие сертификацию, включены в базу данных OASIS (Online Aerospace Supplier Information System — Онлайн-система информации о поставщиках аэрокосмической отрасли), что предоставляет заказчикам проверенный реестр поставщиков, соответствующих требованиям.
Медицинская механическая обработка требует соблюдения стандарта ISO 13485, регулирующего все этапы — от управления проектированием до обработки жалоб. Данная сертификация гарантирует полную прослеживаемость каждого компонента медицинского изделия и обеспечивает безопасность пациентов как главный приоритет производственных процессов.
Автомобильные применения, требующие высокоточной обработки в больших объемах, как правило, предполагают наличие сертификата IATF 16949. Этот стандарт специально направлен на решение уникальных задач первичных механических операций, входящих в автомобильные цепочки поставок — где стабильность параметров тысяч деталей имеет такое же значение, как и качество каждой отдельной детали.
Как статистический контроль процессов обеспечивает стабильность
Сертификация требует не только оформления документов. Она предписывает применение системных методов контроля качества, позволяющих выявлять проблемы до того, как бракованные детали будут отправлены заказчику. Статистический контроль процессов (SPC) лежит в основе такого подхода.
SPC использует сбор данных в реальном времени и статистический анализ для мониторинга производственных процессов. Вместо проверки деталей после их изготовления SPC отслеживает ключевые геометрические размеры непосредственно в ходе производства — выявляя тенденции, указывающие на потенциальные проблемы до нарушения установленных допусков.
Вот как выглядит применение SPC на практике:
- Контрольные карты: Операторы наносят измеренные значения на контрольные карты в ходе производственных циклов, отслеживая закономерности, сигнализирующие о смещении процесса
- Исследования воспроизводимости процесса: Статистический анализ подтверждает, что процесс стабильно соответствует техническим требованиям с запасом по допускам
- Проверка первой детали: Первые изготовленные детали проходят всестороннюю проверку до начала серийного производства
- Инспекция в процессе производства: Критические размеры контролируются через установленные интервалы на всех этапах производства
Когда вы сотрудничаете с сертифицированным предприятием, вы полагаетесь не только на его слово — вы получаете выгоду от документированных систем качества, проверенных независимыми органами по сертификации. Такие аудиты подтверждают, что системы управления качеством действительно функционируют в соответствии с документацией, обеспечивая ответственность, которой не могут достичь неформальные обязательства в области качества.
Задайте потенциальным партнёрам по механической обработке следующий вопрос: «Как вы контролируете качество в ходе производства, а не только после его завершения?» Ответ на него покажет, применяют ли они на практике управление производственным процессом или ограничиваются лишь проверкой готовых деталей.
Наличие надлежащих сертификатов особенно важно для регулируемых отраслей. Производители медицинских изделий подвергаются проверке со стороны Управления по санитарному надзору за качеством пищевых продуктов и лекарств (FDA). Поставщики продукции для аэрокосмической отрасли должны соответствовать требованиям аудита ведущих подрядчиков. Поставщики продукции для автомобильной промышленности проходят аудиты, установленные их заказчиками. Во всех этих случаях сотрудничество с механическими обрабатывающими партнёрами, имеющими соответствующие сертификаты, упрощает выполнение ваших собственных требований по соответствию нормативным стандартам и снижает риски в цепочке поставок.
Поняв требования к сертификации, вы готовы оценить потенциальных партнёров по механической обработке с учётом ваших конкретных потребностей — при этом следует учитывать не только их технические возможности, но и соответствие их квалификации отраслевым и применяемым требованиям вашей компании.
Как оценить и выбрать подходящего партнёра по механической обработке
Вы определили требования к своему проекту, выбрали материалы и понимаете необходимые допуски. Теперь наступает решающий момент: какой партнер по механической обработке действительно воплотит ваш дизайн в жизнь? Неправильный выбор означает потерю времени, превышение бюджета и детали, не соответствующие техническим требованиям. Правильный выбор обеспечивает сотрудничество, в результате которого качественные компоненты будут поставлены в срок.
Выбор ближайшего цеха ЧПУ можно сравнить с подбором кандидата на ключевую должность. Вы приобретаете не просто время работы станка с ЧПУ — вы выбираете партнёра, который повлияет на успех вашего проекта. Согласно Modus Advanced , выбор партнёра по услугам механической обработки на станках с ЧПУ имеет решающее значение как для подрядчиков Министерства обороны США, так и для разработчиков потребительской электроники. Подойдёт далеко не любой поставщик.
Рассмотрим системный подход к оценке потенциальных партнёров по механической обработке с учётом ваших конкретных требований.
Ключевые вопросы, которые следует задать потенциальным партнёрам по механической обработке
Относитесь к оценке как к собеседованию при приёме на работу. Лучшие механические цеха приветствуют тщательное расспросы — это сигнал о серьёзном заказчике, который ценит качество. Цеха, которые уклоняются от вопросов или дают расплывчатые ответы, тем самым раскрывают важную информацию о том, как они будут выполнять ваш проект.
Начните с вопросов об опыте и возможностях:
- В каких областях вы специализируетесь? Некоторые предприятия ориентируются на аэрокосмическую отрасль, другие — на производство медицинских устройств или автомобильных компонентов. Опыт работы в конкретной отрасли имеет значение, поскольку механические цеха рядом со мной, хорошо знакомые с вашей сферой деятельности, уже знают действующие стандарты, используемые материалы и характерные для неё вызовы.
- Можете ли вы привести примеры аналогичных проектов? Прошлые проекты демонстрируют возможности лучше любых обещаний. Запросите примеры реализованных проектов (кейсы) или рекомендации от клиентов с аналогичными требованиями.
- Какое оборудование и какие технологические процессы вы предлагаете? Убедитесь, что у них имеется необходимое конкретное оборудование — фрезерные станки с ЧПУ с 3 осями, станки с 5 осями, швейцарские токарные станки, электроэрозионные станки (EDM), — требуемое для изготовления ваших деталей. Как Pro-Type Industries примечания: мастерские должны, как минимум, обеспечивать токарную, фрезерную и шлифовальную обработку поверхностей.
- Какова ваша производственная мощность и текущее время выполнения заказов? Мастерская с отличными возможностями, но имеющая шестинедельную очередь заказов, может не справиться с срочными проектами.
Вопросы, ориентированные на качество, раскрывают уровень операционной зрелости:
- Какие сертификаты у вас есть? Соответствие сертификатов требованиям вашей отрасли: ISO 9001 — базовый стандарт, AS9100 — для аэрокосмической промышленности, IATF 16949 — для автомобильной промышленности, ISO 13485 — для медицинской техники.
- Как вы обеспечиваете качество в ходе производства? Обращайте внимание на конкретные ответы о статистическом контроле процессов (SPC), промежуточном контроле и верификации первого образца, а не на общие заверения в отношении качества.
- Какое оборудование для контроля качества вы используете? Координатно-измерительные машины (КИМ), оптические компараторы и аттестованные измерительные инструменты свидетельствуют о серьёзной инфраструктуре контроля качества.
- Предоставляете ли вы отчёты по результатам контроля и сертификаты на материалы? Требования к документации различаются в зависимости от отрасли — убедитесь, что поставщик способен предоставить всё необходимое.
Вопросы, касающиеся коммуникации и обслуживания, позволяют оценить качество рабочих отношений:
- Кто будет моим основным контактным лицом? Прямой доступ к инженерам или менеджерам проектов ускоряет решение проблем.
- Как вы обрабатываете обратную связь по конструкции или замечания, касающиеся технологичности производства? Лучшие партнёры предоставляют рекомендации по конструированию с учётом технологичности производства (DFM), что улучшает ваши детали и снижает затраты.
- Какова ваша процедура обработки заказов на внесение изменений или редактирование конструкции? Гибкость на этапах разработки имеет чрезвычайно важное значение.
Оценка возможностей цеха с учётом ваших потребностей
Имея на руках ответы, полученные на собеседовании, систематически оцените каждого потенциального партнёра с точки зрения соответствия требованиям вашего проекта. Не каждый цех должен быть выдающимся во всех областях — но он обязательно должен демонстрировать высокий уровень компетентности в тех областях, где этого требует ваш проект.
Используйте этот контрольный список для структуризации вашей оценки:
- Соответствие технических возможностей: Могут ли они обрабатывать указанные вами материалы с требуемой точностью с использованием соответствующих технологических процессов?
- Соответствие сертификатов: Имеют ли они сертификаты, обязательные для вашей отрасли или требуемые вашими заказчиками?
- Соответствие объемов: Оснащены ли они оборудованием, достаточным для выполнения ваших объёмов — будь то прототипирование или серийное производство?
- Реалистичность сроков поставки: Смогут ли они реально уложиться в ваши сроки без ущерба для качества?
- Качество коммуникации: Оперативно ли они ответили, исчерпывающе ли ответили на вопросы и проявили ли искренний интерес к вашему проекту?
- Прозрачность ценообразования: Содержит ли их коммерческое предложение подробную и понятную информацию или же оно расплывчато и затрудняет сравнение?
- Географические аспекты: Влияет ли географическое расположение на стоимость доставки, удобство коммуникации или возможность посещения производственных мощностей?
Обращайте внимание на «тревожные сигналы» в ходе оценки. Согласно OGBC отсутствие прозрачности в ценообразовании и слабая коммуникация являются серьёзными тревожными сигналами. Если услуга механической обработки неохотно предоставляет чёткие расчёты стоимости или уклоняется от прямых ответов, это может привести к недопониманию или ошибкам на последующих этапах.
Местные мастерские против онлайн-услуг
Стоит ли искать фрезерные услуги ЧПУ рядом с вами или рассмотреть онлайн-услуги механической обработки? Оба варианта имеют свои обоснованные преимущества в зависимости от вашей ситуации.
Местные механические мастерские предлагают ряд очевидных преимуществ:
- Личное общение упрощает сложные технические дискуссии
- Вы можете посетить производственное помещение, осмотреть оборудование и познакомиться с командой
- Сокращённое время и стоимость доставки для срочных проектов
- Более простое взаимодействие на этапах разработки прототипов и их доработки
- Формирование отношений способствует установлению долгосрочного партнёрства
Онлайн-услуги механической обработки предоставляют иные преимущества:
- Более широкий доступ к возможностям за пределами вашей географической зоны
- Часто более быстрое получение онлайн-котировок на механическую обработку благодаря автоматизированным системам
- Конкурентоспособные цены за счёт работы в большем масштабе
- удобство подачи запросов и заказов круглосуточно и без выходных
- Стандартизированные процессы, хорошо подходящие для простых деталей
При поиске онлайн-цеха по фрезерной и токарной обработке с ЧПУ выбирайте поставщика, предлагающего поддержку в режиме реального времени — это обеспечит тот же уровень удобства, что и при работе с местным цехом. Возможность напрямую пообщаться со специалистом значительно повышает вероятность вашего удовлетворения результатом и успешного завершения проекта. Многие онлайн-провайдеры предлагают поддержку по телефону, в чате в режиме реального времени или по электронной почте.
Рассмотрите следующий практический подход: используйте местные цеха, когда требуется тесное взаимодействие, быстрая итерация или изготовление сложных деталей, требующих постоянной координации; задействуйте онлайн-сервисы — для стандартных деталей, выгодных цен на проверенные конструкции или когда местные варианты не обладают необходимыми техническими возможностями. Многие инженеры поддерживают отношения как с локальными, так и с онлайн-поставщиками, выбирая каждого из них в зависимости от того, насколько его сильные стороны соответствуют конкретным потребностям проекта.
Получение и сравнение коммерческих предложений
Запрос котировки на изготовление деталей методом ЧПУ онлайн или в местных мастерских требует предоставления последовательной информации для обеспечения объективного сравнения. Подготовьте полный пакет запроса коммерческого предложения (RFQ), включающий:
- Файлы CAD в общепринятых форматах (STEP, IGES или родные форматы)
- чертежи в 2D-формате с указанием критических размеров и допусков
- Спецификации материалов, включая марку и любые особые требования
- Необходимое количество и предполагаемые постоянные объемы поставок
- Срок поставки и возможная гибкость по срокам
- Требования к отделке поверхности и любые дополнительные операции обработки
- Требования к инспекции и документации
Когда котировки поступят, не ограничивайтесь анализом только итоговой цены. Оцените, что включено в предложение: расходы на подготовку оборудования, контроль качества, сертификаты на материалы, упаковку и доставку. Более низкая котировка, не включающая необходимые вам услуги, на самом деле не является более выгодной.
Имейте в виду: хотя может показаться привлекательным выбрать мастерскую с самыми низкими ценами, это не всегда оптимальный выбор в долгосрочной перспективе. Оборудование высокого качества имеет более высокую первоначальную стоимость, однако обеспечивает лучшее качество продукции и меньшее количество производственных ошибок.
Установите четкие ожидания в отношении коммуникации до размещения заказов. Подтвердите, с кем именно вы будете взаимодействовать, каким образом будут предоставляться обновления о ходе работ и какие этапы согласования должны быть пройдены перед началом производства. Эти детали предотвращают недопонимание и помогают соблюдать график выполнения проектов.
Когда критерии оценки определены чётко, а отбор партнёров осуществляется по систематизированному подходу, вы готовы принять взвешенное решение. Следующий шаг — подготовка документации по вашему проекту, чтобы обеспечить бесперебойное формирование коммерческого предложения и запуск производства, что создаёт благоприятные условия как для вас, так и для выбранного вами партнёра по механической обработке.
Подготовка вашего проекта к успешной индивидуальной механической обработке
Вы выбрали партнёра по механической обработке — что дальше? Разница между безупречным ходом проекта и его затруднённой реализацией зачастую определяется степенью подготовки. Неполная документация, нечёткие технические требования и слабая коммуникация вызывают больше задержек и превышения бюджета, чем любые технические сложности. Хорошая новость заключается в том, что небольшие усилия на начальном этапе значительно улучшают конечные результаты.
Согласно Dipec, время — это деньги, особенно в отраслях, где сроки выполнения и экономическая эффективность определяют успех или провал проекта. Быстрые и прозрачные коммерческие предложения зависят от правильной подготовки и подхода. Давайте подробно рассмотрим, как именно настроить ваш проект на успех.
Подготовка ваших CAD-файлов и технической документации
Ваши CAD-файлы и технические чертежи являются основой всего проекта. Правильно подготовленный комплект файлов устраняет неоднозначность в отношении размеров, допусков и конструктивных элементов. Если у производственного участка отсутствует полная информация, ему придётся делать предположения — а предположения влекут за собой задержки, изготовление некорректных деталей и дорогостоящие изменения в заказе.
Вот последовательность обязательных этапов подготовки:
- Чётко сформулируйте свои требования. Прежде чем приступать к работе в CAD-программном обеспечении, задокументируйте функциональное назначение детали: какие нагрузки она должна выдерживать? В какой среде будет эксплуатироваться? С какими компонентами должна взаимодействовать? Эти функциональные требования определяют все последующие решения.
- Подготовьте полные CAD-файлы в поддерживаемых форматах. Форматы STEP, IGES или родные форматы CAD работают лучше всего — избегайте использования только 2D-чертежей, поскольку они не содержат информации о глубине и недостаточно наглядны. Включите все элементы конструкции, отверстия, резьбы и геометрические детали. Файлы, в которых отсутствует критически важная информация, задерживают подготовку коммерческого предложения, поскольку производственные компании запрашивают уточнения.
- Создайте аннотированные 2D-технические чертежи. Даже при наличии 3D-файлов CAD аннотированные 2D-чертежи значительно ускоряют процесс подготовки коммерческого предложения. Укажите размеры, критичные для функционирования изделия, задайте допуски там, где требуется высокая точность, и обозначьте требования к шероховатости поверхности. Это исключает вопросы относительно резьбовых соединений или отделки — а значит, сокращает количество уточняющих запросов.
- Точно укажите материалы и виды отделки. Расплывчатые указания материалов приводят к задержкам при подготовке коммерческих предложений. Вместо «алюминий» укажите «алюминиевый сплав 6061-T6». Вместо «нержавеющая сталь» укажите «нержавеющая сталь марки 316L». Отметьте, требуется ли дополнительная отделка поверхности — полировка, анодирование или нанесение покрытия.
- Укажите требуемые объёмы поставки; если объём неопределён, приведите диапазон. Объем производства сильно влияет на цену и сроки поставки. Предложение на 1 единицу значительно отличается от предложений на 10, 50 или 100 единиц. Если вы не уверены в окончательных объемах, запросите предложения для нескольких размеров партий — например: «Предложение на 10, 50 и 100 единиц».
- Установите реалистичные сроки. Четко укажите требования к поставке. Необходимы детали через 7–10 дней? Сроки гибкие в течение нескольких недель? Укажите место доставки, чтобы стоимость и сроки доставки можно было точно учесть при формировании коммерческого предложения.
- Документируйте вторичные операции. Требуется ли сборка, гравировка, маркировка или постобработка деталей (например, склеивание или сварка)? Сообщите об этом заранее. Указание всех необходимых операций позволяет избежать задержек и гарантирует, что коммерческое предложение будет охватывать весь объем работ.
Полезный совет: предоставление как STEP-файла, так и 2D-технического чертежа с аннотациями значительно ускоряет процесс формирования коммерческого предложения. Это исключает вопросы по допускам, резьбам или шероховатости поверхности — а значит, вы получите предложение быстрее.
Рекомендации по эффективной коммуникации для успешного завершения проекта
Даже при идеальной документации пробелы в коммуникации могут сорвать проект. Установление чётких каналов связи и согласование ожиданий до начала производства позволяют избежать дорогостоящих недопониманий.
Типичные ошибки, приводящие к задержкам и превышению бюджета:
- Направление неполных чертежей. Отсутствующие размеры, неясные допуски или отсутствие указаний на материал вынуждают производственные цеха приостановить работу и запросить уточнения — что добавляет к срокам выполнения проекта несколько дней.
- Завышенные оценки сроков изготовления. Заказчики зачастую недооценивают время, необходимое для закупки материалов, подготовки оборудования, механической обработки, контроля качества и доставки — особенно при изготовлении сложных деталей. Эксперты отрасли рекомендуется заранее запрашивать реалистичные сроки изготовления, отдельно учитывать сроки закупки материалов и предусматривать небольшой резерв времени на непредвиденные обстоятельства.
- Выбор исключительно по цене. Самое дешевое предложение зачастую становится самым затратным выбором. Задержки с поставками, неудачные инспекции и переделка могут обойтись значительно дороже первоначальной экономии. Учитывайте общую стоимость проекта, а не только цену за единицу.
- Пренебрежение требованиями к документации по качеству. Если в вашей отрасли требуется прослеживаемость, отчёты об инспекциях или сертификаты на материалы, укажите эти требования заранее. Запрос документов после начала производства вызывает задержки и иногда оказывается невозможным.
- Недостаточное внимание выстраиванию отношений. Если ваше единственное взаимодействие с производственным предприятием сводится к отправке запроса коммерческого предложения (RFQ) и получению цены, вы упускаете возможности получения приоритетного расписания, проактивного решения проблем и более выгодных цен в долгосрочной перспективе.
Для компонентов, изготавливаемых на станках с ЧПУ и требующих высокой точности или сложной геометрии, заранее запланируйте обсуждение до начала производства со своим партнёром по механической обработке. Проанализируйте критические характеристики, подтвердите точки контроля и согласуйте порядок информирования о внесении изменений. Такие инвестиции в коммуникацию окупаются на всех этапах производства.
Когда проекты включают специализированные процессы, такие как фрезерование акрила на станках с ЧПУ или токарная обработка на станках с ЧПУ для изготовления прецизионных компонентов, особое внимание следует уделить требованиям к обработке материалов. Пластиковые материалы, например акрил, требуют бережного обращения во избежание трещин и микротрещин («crazing»), а при прецизионной токарной обработке особое внимание необходимо уделить креплению заготовки и выбору инструмента.
Учитывайте, как отзывчивые партнёры по механической обработке оптимизируют весь процесс. Аттестованные производственные площадки, такие как Shaoyi Metal Technology демонстрируют ключевые критерии отбора надёжного партнёра: они предлагают масштабируемые решения — от быстрого прототипирования до серийного производства — со сроками выполнения, составляющими всего один рабочий день. Их сертификат IATF 16949 подтверждает, что описанные ранее системы обеспечения качества действительно внедрены, а высокая оперативность взаимодействия отражает те стандарты коммуникации, которые обеспечивают успешную реализацию проектов.
Прежде чем направить свой запрос коммерческого предложения (RFQ), пройдитесь по следующему заключительному контрольному списку:
- Файлы CAD полностью готовы и содержат все смоделированные элементы
- чертежи в 2D включают все критические размеры и допуски
- Спецификации материалов точные, а не общие
- Требования к количеству чётко указаны
- Ожидаемые сроки выполнения реалистичны и оговорены
- Вторичные операции задокументированы
- Требования к контролю качества и документированию указаны
- Указано место доставки для расчёта точной стоимости перевозки
Правильная подготовка превращает процесс получения коммерческого предложения из утомительного диалога «туда-сюда» в отлаженный процесс. Производственные предприятия могут быстро предоставить точные коммерческие предложения при наличии полной информации — а производство проходит гладко, когда ожидания согласованы с самого начала.
Благодаря правильной подготовке вашего проекта вы находитесь в выгодной позиции для достижения успеха. Однако перед окончательным выбором подхода к производству стоит разобраться, как традиционная механическая обработка соотносится с альтернативными методами изготовления — это поможет убедиться, что вы выбрали оптимальный технологический процесс для ваших конкретных требований.

Традиционная механическая обработка по сравнению с альтернативными методами производства
Вот вопрос, который может сэкономить вам тысячи долларов: действительно ли фрезерная обработка с ЧПУ — оптимальный выбор для вашего проекта? Хотя специализированные цеха по изготовлению деталей по индивидуальным заказам обеспечивают исключительную точность и универсальность, они не всегда являются наилучшим решением. Иногда литьё, 3D-печать, литьё под давлением или обработка листового металла лучше соответствуют вашим потребностям — при меньших затратах или более коротких сроках выполнения.
Понимание того, когда следует выбирать механическую обработку металлов на станках с ЧПУ вместо альтернативных методов, позволяет отличить осведомлённых покупателей от тех, кто переплачивает за неподходящий технологический процесс. Согласно анализу производственных процессов компании 3D People , не существует единого «наилучшего» метода — у каждого из них есть свои сильные стороны, а наиболее рациональный подход зачастую предполагает комбинированное применение нескольких технологий на разных этапах жизненного цикла изделия.
Рассмотрим, в каких случаях обработка металлов на станках с ЧПУ превосходит альтернативные методы, а в каких случаях стоит полностью рассмотреть иные варианты.
Когда обработка металлов на станках с ЧПУ превосходит альтернативные методы
ЧПУ-станок для обработки металлов обеспечивает возможности, которые другие производственные процессы просто не в состоянии обеспечить в определённых сценариях. Понимание этих «точек силы» помогает эффективно использовать преимущества механической обработки и избегать ситуаций, в которых альтернативные методы будут более предпочтительны.
Требования к точности склоняют баланс в пользу ЧПУ. Когда допуски составляют менее ±0,005 дюйма или требуется шероховатость поверхности, достижимая только шлифованием, механическая обработка металлов становится обязательной. У аддитивных технологий (3D-печати) максимальная точность обычно составляет ±0,1–0,3 мм, тогда как литьё под давлением затруднено при изготовлении элементов, требующих сверхточного размерного контроля. Для посадок с высокой точностью, рабочих поверхностей подшипников или критически важных стыков обработка алюминия и другие процессы ЧПУ обеспечивают необходимую точность.
Свойства материала зачастую определяют выбор технологии. Вам нужны высокопрочные металлы, такие как титан, закалённая сталь или аэрокосмические сплавы? Операции на станках с ЧПУ обрабатывают материалы, которые технологии аддитивного производства (3D-печати) и литья под давлением попросту не в состоянии обработать. Хотя аддитивное производство и расширилось на металлические материалы, обработка на станках с ЧПУ по-прежнему обеспечивает превосходные механические свойства и более широкий выбор материалов для требовательных применений.
Экономика обработки наиболее выгодна при малых и средних объёмах производства. Как показывает анализ затрат RPWORLD, обработка на станках с ЧПУ обеспечивает конкурентоспособную стоимость единицы продукции при количестве деталей от 1 до 5000 штук без необходимости вложений в дорогостоящую оснастку. Вы избегаете расходов на изготовление пресс-форм в размере свыше 3000 долларов США, требуемых при литье под давлением, что делает механическую обработку идеальным решением для изделий, для которых не оправданы затраты на оснастку для крупносерийного производства.
Гибкость проектирования на этапе разработки способствует итеративному усовершенствованию. В отличие от литья под давлением, где любые изменения конструкции требуют изготовления новой оснастки, программы ЧПУ можно сравнительно легко модифицировать. Такая гибкость делает механическую обработку идеальной для изготовления прототипов и изделий, находящихся ещё на стадии доработки.
Рассмотрите фрезерную обработку на станках с ЧПУ как лучший вариант, когда вам необходимы:
- Точные допуски менее ±0,005 дюйма (±0,127 мм)
- Высокопрочные металлы или пластмассы инженерного класса
- Количество деталей от 1 до нескольких тысяч штук
- Возможность быстрой итерации дизайна
- Сложные геометрические формы с точными элементами
- Отличное качество поверхности для выполнения функциональных или эстетических требований
Соответствие методов производства требованиям проекта
Теперь изменим точку зрения. В каких случаях альтернативные методы превосходят обработку на станках с ЧПУ? Честные рекомендации по таким сценариям помогут сэкономить средства и ускорить вывод продукции на рынок.
3D-печать превосходит другие методы по сложности изделий и скорости изготовления. Если в вашем дизайне присутствуют органические формы, внутренние каналы или геометрия, требующая длительной обработки с множества установок, аддитивное производство зачастую оказывается предпочтительным решением. С помощью 3D-печати детали изготавливаются за 2–7 дней без затрат на оснастку — это идеальный вариант для быстрого прототипирования и проверки конструкции. Однако по мере увеличения Заметки Gizmospring 3D-печать становится дороже для крупных деталей и предлагает ограниченный выбор материалов по сравнению с механической обработкой.
Литьё под давлением доминирует в производстве пластмасс в больших объёмах. Как только вы начинаете выпускать 10 000 и более одинаковых пластиковых деталей, экономика литья под давлением становится привлекательной. Высокие затраты на изготовление оснастки (от 3000 до 100 000 долларов США и выше) распределяются на большой объём выпускаемой продукции, что значительно снижает себестоимость одной единицы по сравнению с возможностями механической обработки. Сроки изготовления первичной оснастки — от 20 до 60 дней — являются компромиссом ради долгосрочной экономической эффективности.
Литьё подходит для сложных металлических деталей при серийном производстве. Для сложных металлических геометрий при средних и высоких объёмах литьё по выплавляемым моделям или литьё под давлением могут оказаться экономически выгоднее, чем механическая обработка каждой отдельной поверхности. Многие литые детали подвергаются окончательной механической обработке на критически важных поверхностях — это сочетает эффективность литья с точностью механической обработки там, где это наиболее важно.
Обработка листового металла эффективно решает задачи изготовления корпусов и кронштейнов. Когда ваш дизайн включает плоские заготовки, изгибаемые в трёхмерные формы — корпуса, кронштейны, компоненты шасси — операции пробивки листового металла и штамповки металла зачастую оказываются быстрее и экономичнее, чем механическая обработка из цельного проката. Процессы обработки листового металла приводят к меньшим отходам материала и более эффективно справляются с тонкостенными геометриями.
| Метод | Лучший выбор для | Диапазон объема | Варианты материалов | Типичное время выполнения |
|---|---|---|---|---|
| Обработка CNC | Точная обработка деталей, жёсткие допуски, металлы, инженерные пластмассы, прототипы и серийное производство | от 1 до 5000 штук | Самый широкий ассортимент: более 100 металлов, пластиков и композитов | 7–14 дней |
| 3D-печать (SLS/МФП) | Сложные геометрии, быстрое прототипирование, органические формы, внутренние элементы | от 1 до 1000 штук | Ограниченный ассортимент: 5–15 инженерных пластмасс | 2–7 дней |
| Литье под давлением | Пластиковые детали для крупносерийного производства, стабильное качество, сложные формы | от 1000 до 1 000 000+ штук | Огромный ассортимент: более 1000 термопластов | 15–60 дней (включая изготовление оснастки) |
| Кастинг | Сложные металлические геометрии, средние и высокие объёмы, крупногабаритные детали | от 100 до 100 000+ штук | Алюминиевые, цинковые, стальные, бронзовые сплавы | 20–45 дней |
| Изготовлении листового металла | Корпуса, кронштейны, шасси, тонкостенные детали | от 1 до 10 000+ штук | Сталь, алюминий, нержавеющая сталь, медь | 5–15 дней |
Выбор правильного решения для вашего применения
Решение принимается на основе четырёх основных факторов: требований к точности, потребностей в материалах, ожидаемых объёмов и ограничений по срокам.
Начните с точности. Если ваши допуски стандартные (±0,25 мм или менее строгие) и вам требуются пластиковые детали в больших объёмах, то, скорее всего, оптимальным решением будет литьё под давлением. Если же для металлических компонентов требуются допуски ±0,05 мм или более строгие, выбирайте фрезерную обработку на станках с ЧПУ.
Реалистично оцените свои объемы. Многие проекты начинаются с изготовления прототипов, затем переходят на производство небольшими партиями и потенциально достигают массового производства. Наиболее рациональный подход зачастую включает применение аддитивного производства (3D-печати) для первоначальных концепций, фрезерную обработку на станках с ЧПУ для функциональных прототипов и начального этапа производства, а литьё под давлением — после того, как объём спроса оправдывает инвестиции в оснастку.
Учитывайте требования к материалам. Высокопрочные металлы, специальные сплавы и инженерные пластмассы, требующие применения конкретных марок, указывают на целесообразность использования фрезерной обработки на станках с ЧПУ. Стандартные термопласты при крупносерийном производстве предпочтительнее изготавливать методом литья под давлением. Сложные геометрические формы при ограниченном выборе пластиковых материалов хорошо подходят для аддитивного производства (3D-печати).
Для автомобильных применений, требующих компонентов с высокой точностью, сложных сборок шасси или специальных металлических втулок, услуги высокоточной обработки на станках с ЧПУ оказываются особенно ценными. Производственные мощности, подобные Shaoyi Metal Technology предлагают контроль качества с поддержкой SPC, который обеспечивает согласованность на всех производственных циклах — это ключевое отличие при выполнении требовательных автомобильных спецификаций, где каждый компонент должен соответствовать строгим стандартам.
Гибридный подход зачастую оказывается наиболее эффективным: используйте аддитивное производство для быстрой проверки концепции, фрезерную обработку на станках с ЧПУ — для изготовления точных прототипов и первых партий продукции, а затем перейдите к литью под давлением, когда объёмы выпуска оправдывают инвестиции в оснастку.
Имейте в виду, что эти методы не исключают друг друга. Многие успешные изделия изготавливаются с применением нескольких технологий производства: например, высокоточные элементы обрабатываются механическим способом, тогда как менее ответственные участки отливаются или формуются методом литья под давлением. Цель состоит не в поиске одного «лучшего» метода, а в выборе оптимальной технологии для каждой детали и каждого этапа жизненного цикла изделия.
Понимая как преимущества индивидуальной механической обработки, так и реальные достоинства альтернативных методов, вы сможете принимать обоснованные решения в области производства, позволяющие оптимизировать затраты, качество и сроки изготовления с учётом ваших конкретных требований.
Часто задаваемые вопросы о мастерских по индивидуальной механической обработке
1. Что такое мастерская по индивидуальной механической обработке и чем она отличается от стандартного производства?
Мастерская по индивидуальной механической обработке — это специализированное предприятие, создающее детали строго в соответствии с точными техническими требованиями заказчика, а не массово производящее стандартизированные компоненты. В отличие от традиционных заводов, ориентированных на выпуск большого количества идентичных изделий, мастерские по индивидуальной обработке оснащаются передовым оборудованием с ЧПУ, способным обеспечивать допуски до ±0,0001 дюйма, используют квалифицированных фрезеровщиков и токарей, обладающих глубокими знаниями сложных свойств материалов, и предлагают гибкое производство — от единичных прототипов до партий деталей. Такой подход учитывает сложность и индивидуальность изделий, что делает его идеальным для производства компонентов авиационно-космической техники, медицинского оборудования и промышленных машин, требующих высокоточных деталей, недоступных на рынке.
2. Как выбрать между фрезерованием на станках с ЧПУ и токарной обработкой на станках с ЧПУ для моего проекта?
Выбор зависит от геометрии вашей детали. При токарной обработке на станке с ЧПУ заготовка вращается, а неподвижный инструмент формирует её поверхность — это идеальный метод для цилиндрических или круглых деталей, таких как валы, втулки и кольца, часто позволяющий изготавливать их быстрее и с меньшими затратами. При фрезерной обработке на станке с ЧПУ заготовка остаётся неподвижной, а вращающиеся режущие инструменты перемещаются по нескольким осям, что обеспечивает превосходные результаты при обработке сложных геометрий, плоских поверхностей, карманов и сложных трёхмерных контуров. Если у вашей детали круглое поперечное сечение и симметричные элементы, выбирайте токарную обработку. Для деталей с нестандартной формой, многогранными элементами или сложными карманами предпочтительна фрезерная обработка. Многие современные производственные мощности сегодня используют комбинированные токарно-фрезерные центры, объединяющие оба этих способа, что позволяет выполнять полный цикл обработки за одну установку.
3. С какими материалами могут работать специализированные цеха по точной механической обработке?
Цехи по индивидуальной механической обработке работают с десятками материалов, включая металлы, инженерные пластмассы и специальные сплавы. К распространённым металлам относятся алюминиевые сплавы (6061, 7075, 5083), нержавеющие стали (304, 316, 17-4), бронза, латунь и титан. Инженерные пластмассы варьируются от ПОМ (Делрин) для прецизионных зубчатых передач до ПЭЭК — для высоконагруженных применений, а также включают нейлон, поликарбонат и акрил. Выбор материала влияет на прочность, массу, коррозионную стойкость, обрабатываемость и стоимость. В аэрокосмической отрасли обычно требуются алюминиевый сплав 7075 или титан, медицинские изделия должны быть выполнены из биосовместимых нержавеющих сталей или ПЭЭК, тогда как автомобильные компоненты обеспечивают баланс между эксплуатационными характеристиками и стоимостью за счёт использования алюминиевого сплава 6061 и легированных сталей.
4. Как спецификации допусков влияют на стоимость индивидуальной механической обработки?
Спецификации допусков напрямую влияют на сложность производства и стоимость проекта. Стандартные допуски ±0,25 мм (±0,010 дюйма) являются наиболее экономичной базой для общих компонентов. Повышенные допуски точности ±0,05 мм (±0,002 дюйма) для сопрягаемых деталей и подшипников могут увеличить стоимость на 50–100 %. Ультраточные допуски ±0,0125 мм (±0,0005 дюйма) для медицинских имплантов или оптических компонентов могут удвоить или утроить затраты. Более жёсткие спецификации зачастую требуют дополнительных операций, таких как шлифование, специализированного оборудования, температурно-контролируемых помещений и усиленного контроля качества. Ключевой принцип — указывать максимально допустимые (наиболее «свободные») допуски, обеспечивающие надлежащее функционирование изделия, сохраняя строгие допуски исключительно для критически важных элементов, например, сопрягаемых поверхностей и посадок подшипников.
5. Какие сертификаты следует учитывать при выборе компании, выполняющей индивидуальную механическую обработку?
Соответствуйте сертификатам, требуемым в вашей отрасли. Стандарт ISO 9001 устанавливает базовые требования к системе менеджмента качества, применимые в общем машиностроении. Стандарт AS9100D является обязательным для аэрокосмической отрасли и гарантирует пригодность компонентов для эксплуатации на летательных аппаратах с полной прослеживаемостью. Стандарт IATF 16949 регламентирует цепочки поставок в автомобильной промышленности, делая акцент на стабильности высоких объёмов производства и статистическом контроле процессов. Стандарт ISO 13485 регулирует производство медицинских изделий, предусматривая контроль проектирования и ориентацию на безопасность пациентов. NADCAP обеспечивает процесс-специфическую аккредитацию в области термообработки и химической обработки компонентов для аэрокосмической отрасли. Аттестованные предприятия, такие как Shaoyi Metal Technology, имеющие сертификат IATF 16949, демонстрируют документально подтверждённые процессы, верифицированные возможности и контроль качества на основе статистического контроля процессов (SPC), что гарантирует стабильное качество выпускаемых деталей.