 Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —
Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —

Suporturi radiator tip ștanțat: Specificații de fabricație și secrete ale restaurării
REZUMAT
Procesul de realizare a suporturilor pentru radiator prin ambutisare implică două categorii distincte: procesul industrial de formare a metalelor groase în cadrul structurale pentru vehicule, și selecția acestor piese pentru restaurarea auto sau pentru performanță. În sectorul de fabricație, acest proces utilizează prese cu tonaj ridicat (adesea între 600–800 de tone) pentru a prelucra materiale precum aluminiu sau oțel de 0,250 inch, cu toleranțe de precizie de până la +/- 0,010 inch. Pentru pasionații de automobile, alegerea se face între suporturi din oțel ambutisat de tip OEM, care oferă rigiditatea și autenticitatea fabricii, și variantele tubulare aftermarket, proiectate pentru reducerea greutății în aplicațiile de cursă. Indiferent dacă proiectați un ansambru pentru un camion Clasa 8 sau restaurați un Mustang clasic, înțelegerea mecanismelor de ambutisare și a identificării codurilor de dată este esențială pentru asigurarea integrității structurale și a valorii vehiculului.
Mecanica Producției: Cum sunt amprentate Suporturile de Radiator
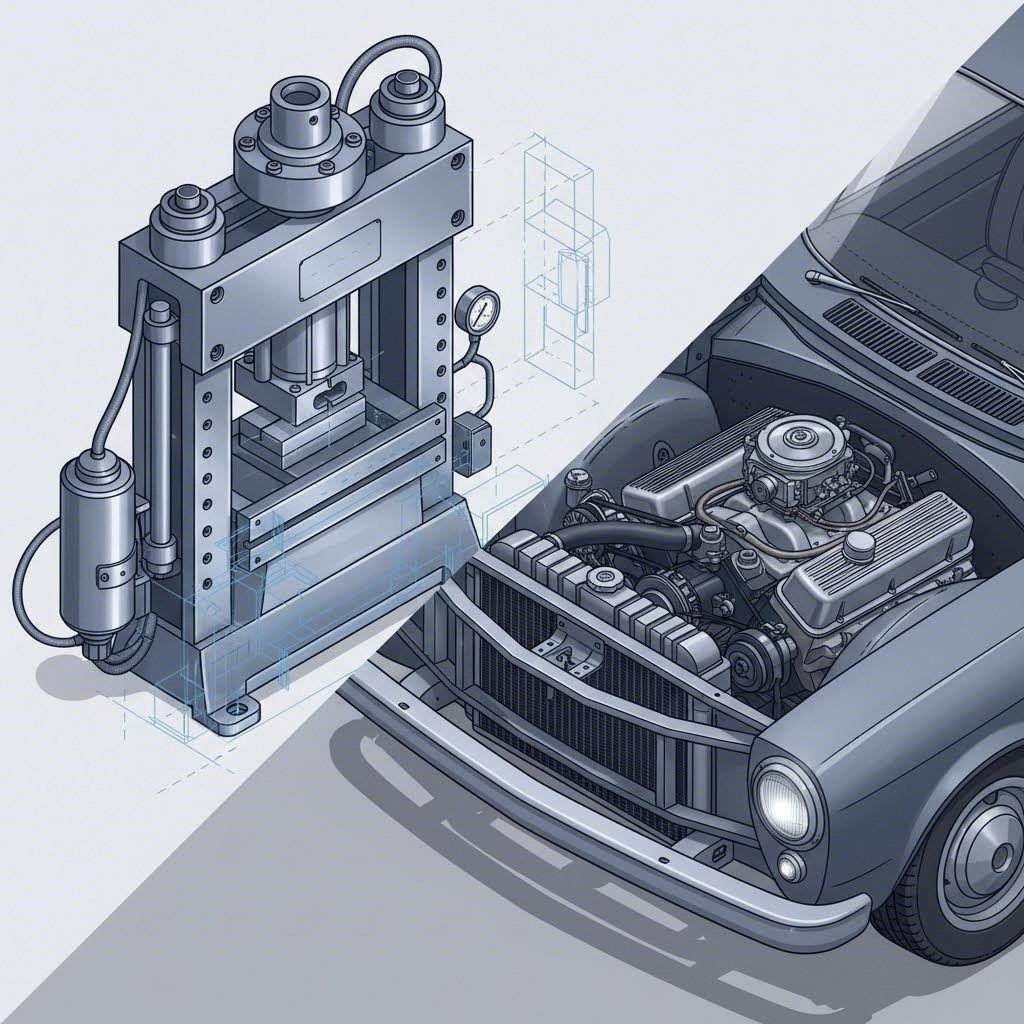
Producția unui suport de miez de radiator este o realizare de inginerie industrială grea. Spre deosebire de panourile simple ale caroseriei, aceste suporturi sunt componente structurale care trebuie să susțină greutatea radiatorului, a condensatorului și adesea a caroseriei din față, menținând în același timp o aliniere rigidă pentru capotă și pentru arcuri. Procesul începe cu selecția materialului, în general oțel de înaltă rezistență sau aluminiu de grosime mare. De exemplu, în aplicațiile heavy-duty, cum ar fi camioanele din clasa 8, producătorii pot folosi aluminiu de 0,250 inch grosime pentru a echilibra rezistența cu greutatea.
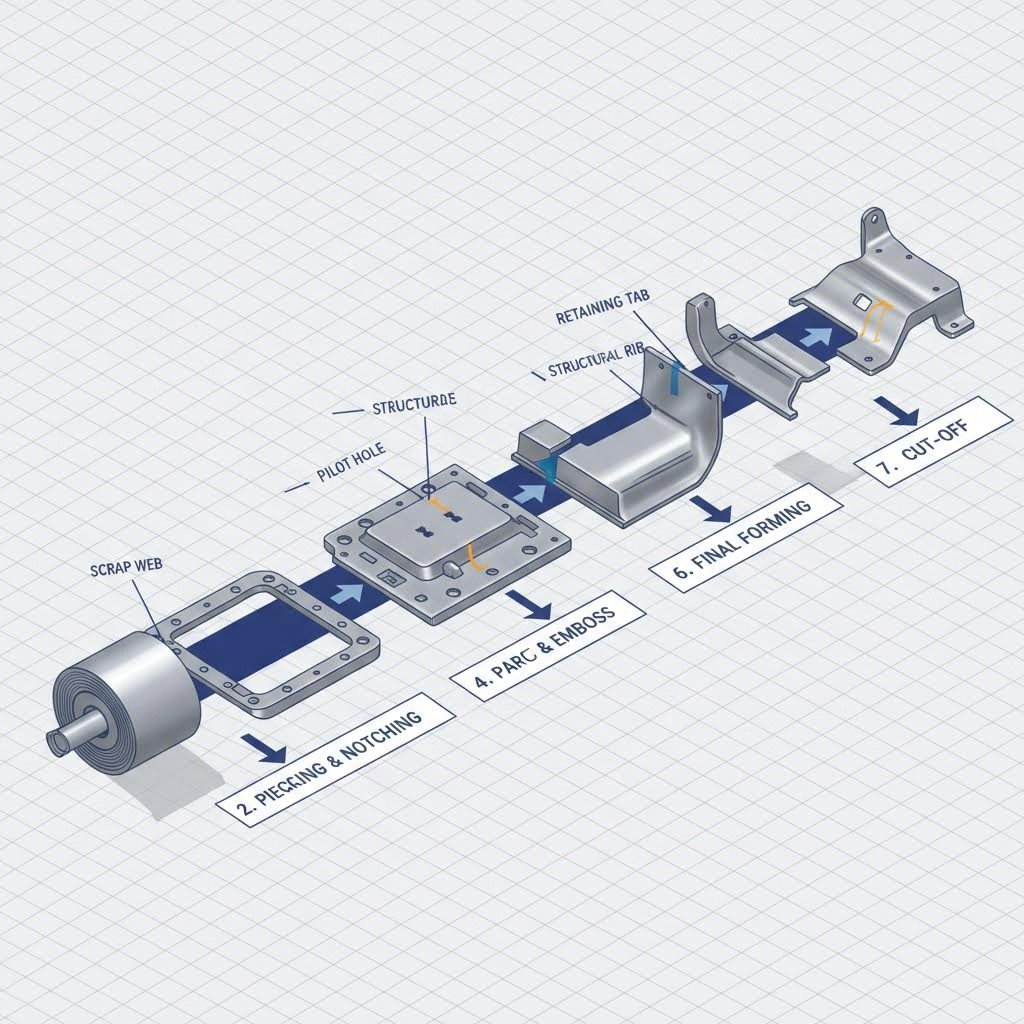
Pentru a forma aceste materiale robuste, producătorii utilizează prese hidraulice sau mecanice masive. Datele furnizate de specialiști din industrie, precum Aranda Tooling, subliniază utilizarea preselor de 800 de tone pentru tanțarea ansamblurilor de cadru pentru radiator. Procesul implică adesea tanțarea progresivă cu matrițe, la care o bandă continuă de metal este alimentată prin mai multe stații. Fiecare stație efectuează o tăiere, o îndoire sau o perforare specifică, modelând treptat tabla plană într-un cadru complex tridimensional. Această metodă asigură o repetabilitate și eficiență ridicate, fiind capabilă să producă volume de peste 15.000 de unități anual.
Precizia este indispenzabilă în acest sector. Un suport de radiator nu este doar un element de fixare; este un punct de referință pentru întregul ansamblu frontal al vehiculului. Producătorii de top respectă standarde stricte de control al calității, menținând toleranțe de până la +/- 0,010 inch. Acest nivel de precizie se obține prin utilizarea unor echipamente avansate și operațiuni secundare, cum ar fi sudura robotică, pentru asamblarea mai multor componente stampilate într-un singur ansamblu coerent. Pentru entitățile auto care doresc să acopere decalajul dintre prototiparea rapidă și producția de mare volum, Shaoyi Metal Technology oferă precizie certificată IATF 16949. Cu capacități de presare până la 600 de tone — comparabile cu standardele majore din industrie — livrează componente structurale esențiale, cum ar fi brațe de suspensie și subansamble de caroserie, respectând în același timp specificațiile globale ale producătorilor OEM.
Companii precum Regal Metal Products utilizează de asemenea dimensiuni mari ale mesei (până la 60” x 168”) pentru a se adapta amprentei considerabile a suporturilor pentru nuclee auto. Aceste capacități permit producerea unor piese stampate dintr-o singură bucată sau asambluri complexe care integrează puncte de montare pentru sistemele de suspensie și răcire, asigurând faptul că piesa îndeplinește cerințele riguroase ale liniilor moderne de asamblare auto.
Oțel Stamat vs. Suporturi Tubulare: O comparație de performanță
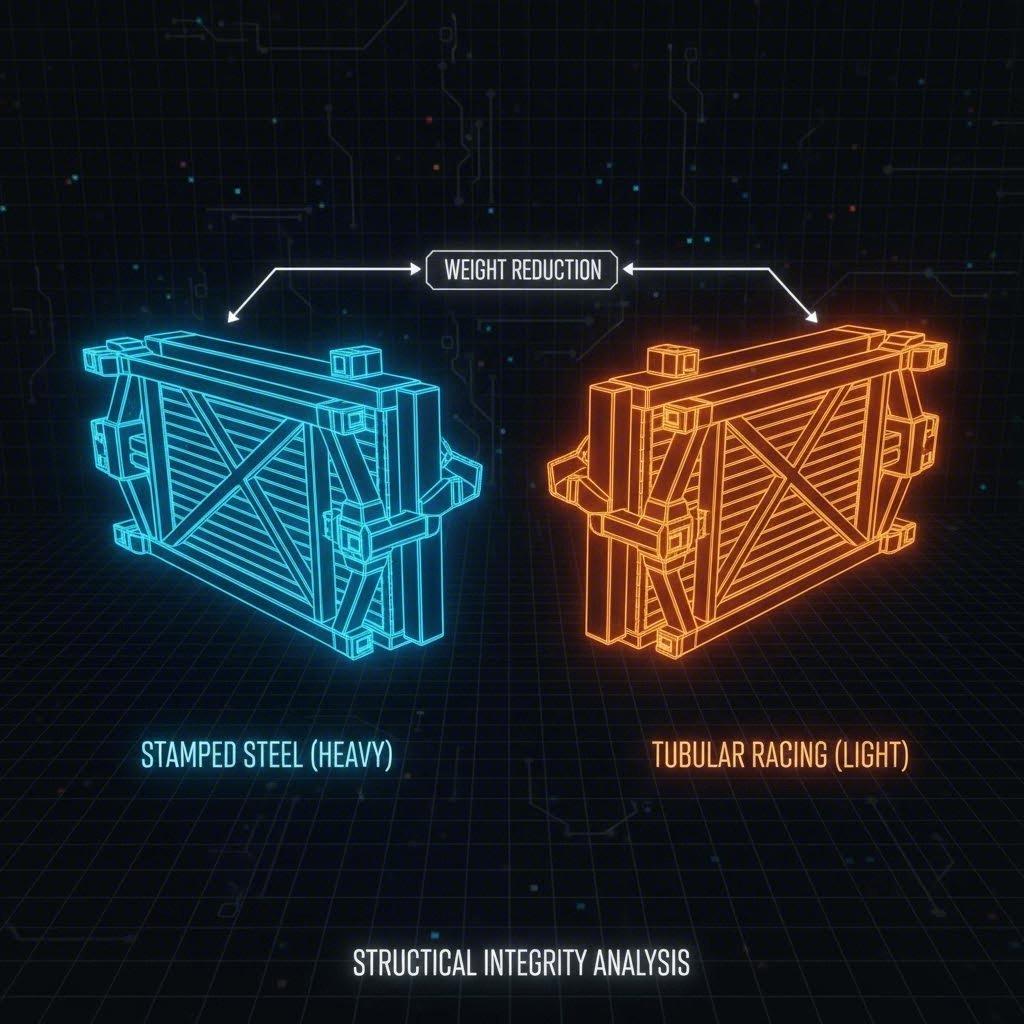
Pentru pasionații de automobile, termenul «suporturi pentru radiator stamate» indică adesea un moment de decizie: să rămâi la piesa standard din oțel stamat sau să treci la o variantă tubulară? Această alegere modifică în mod fundamental caracterul vehiculului, influențând totul, de la distribuția greutății până la eficiența sistemului de răcire.
Suporturi OEM din Oțel Stamat sunt standardul pentru restaurări și mașinile stradale. Fabricate prin metodele de presare puternică descrise mai sus, aceste piese sunt concepute să se flexeze și să absoarbă energia în timpul unei coliziuni, protejând astfel cadrul. Ele oferă potrivire corectă conform fabrică, găuri pre-forate pentru cablaje electrice și puncte de montare pentru accesorii originale, cum ar fi rezervoarele pentru lichidul de parbriz și claxoane. Cu toate acestea, sunt grele și pot restricționa fluxul de aer către radiator din cauza construcției lor masive și solide.
Suporturi tubulare și din cromoli , cum ar fi cele de la Rhodes Custom Auto, sunt alegerea preferată pentru cursele de acceleratie și aplicațiile pe pistă. Realizate din țevi ușoare (adesea 4130 Chromoly), aceste suporturi pot reduce semnificativ greutatea — economisind adesea între 10 și 20 de livre de pe partea frontală a mașinii, acolo unde contează cel mai mult. Designul lor deschis maximizează fluxul de aer către radiator, un avantaj esențial pentru motoarele de înaltă performanță. Compromisul constă adesea în rigiditatea redusă în scenariile de condus zilnic și lipsa punctelor de montaj pentru accesorii standard, ceea ce le face mai puțin potrivite pentru o mașină stradală complet echipată.
| Caracteristică | OEM din Oțel Stantat | Tubular / Chromoly Aftermarket |
|---|---|---|
| Utilizare primară | Restaurare, Condus Zilnic, Reparații după Coliziune | Cursă de Acceleratie, Zi de Pista, Pro-Touring |
| Material | Tablă Stantată (Oțel/Aluminiu) | Țeavă Sudată (Oțel Moale sau Chromoly) |
| Greutate | Greu (Greutate Standard de Fabrică) | Ușor (Economie de 10-20 de livre) |
| Fluxul de aer | Restrictiv (Panouri solide blochează aerul) | Maxim (design deschis) |
| Montaj | Montare directă cu piese de serie | Poate necesita modificări pentru accesorii |
Restaurare și autenticitate: decodificarea marcajelor de dată de pe suportul radiatorului
În lumea restaurării mașinilor clasice, în special pentru Mustang, Chevelle și Camaro, suportul radiatorului stampilat este esențial pentru verificare. Experții în autenticitate și colecționarii serioși caută anumite marcaje de dată și coduri ale producătorului pentru a determina dacă mașina își păstrează tabla originală sau dacă a fost reparață cu piese de schimb.
La vehiculele precum Ford Mustang clasic, marcajul cu data este notoriu de greu de găsit, dar esențial pentru evaluarea în cadrul concursurilor. Entuziaștii de pe Concours Mustang Forum observă că aceste marcaje se află adesea sub suportul bateriei sau în spatele traversei laterale. Un marcaj tipic de linie de producție poate apărea ca un cod dată (de exemplu, „4/14/64”), corespunzător datei de fabricație a vehiculului. Totuși, discrepanțele reprezintă semnale de alarmă. Un marcaj care indică „A 62” sau formate similare, necorespunzătoare unei date, indică adesea un Piesă de schimb pentru service —un component instalat de un dealer sau o caroserie după un accident, nu pe linia de asamblare din fabrică.
Decodificarea acestor timbre necesită un ochi atent. Pentru restaurările Chevrolet, codurile de dată pot apărea pe placa de sus, lângă blocajul capotei sau pe partea motorului suportului. Formatul urmează de obicei o structură lună/săptămâna/zi. Dincolo de personaje, metoda de ataşare este un semn deosebit. Suporturile de fabrică erau, de obicei, sudate la punct cu sudori cu rezistență industrială de mare amperaj, lăsând gropi mici și precise. Suporturile de schimb sunt adesea sudate cu plug (MIG sudate prin găuri forate), un indicator vizual clar că istoricul "suportului radiatorului de ștampilare" al acelui vehicul include o reparație a coliziunii.
Provocări de instalare şi aliniere
Înlocuirea unui suport de radiator stampilat nu este o operațiune simplă de înșurubare; este o intervenție structurală care determină alinierea întregului ansamblu frontal. Deoarece acest suport leagă aripile interioare stânga și dreapta, el dictează simetria compartimentului motor. O problemă frecventă la suporturile înlocuitoare aftermarket este variația ușoară a dimensiunilor. Chiar și o abatere de câțiva milimetri poate duce la decalaje nedorite la capotă sau la o aliniere incorectă a aripilor.
Instalarea reușită începe cu pregătirea. Majoritatea suporturilor înlocuitoare stampilate sosesc cu un strat negru EDP (Electro-Deposit Primer). Deși acesta previne ruginirea în timpul transportului, trebuie slefuit sau eliminat în punctele de sudură pentru a asigura o aderență corespunzătoare. specialiștii experimentați recomandă montarea uscată a întregului ansamblu frontal — aripi, capotă și grilă — înainte de a suda complet noul suport. Acest lucru permite ajustarea găurilor de fixare sau adăugarea de distanțieri.
Pentru cei care repara un vehicul vechi, păstrarea etichetei originale cu numărul de identificare al vehiculului (VIN), adesea găsită pe suportul radiatorului în anumite modele, este o considerație legală și esențială pentru valoare. Dacă suportul este ruginit, dar zona cu marcajul rămas intactă, unii restauatori aleg să transfere secțiunea originală marcată pe noul suport, deși acest lucru necesită abilități experte de finisare metalică pentru a rămâne nedetectabil.
Întrebări frecvente
1. Se poate circula fără un suport de radiator?
Nu, este extrem de periculos și mecanic riscant să conduci fără un suport de radiator. Acest component are un rol mult mai important decât doar susținerea radiatorului; el oferă rigiditate structurală partii frontale a vehiculului, conectând șinele de cadru și jantele interioare ale capotei. Fără acesta, partea frontală se poate deforma semnificativ, ceea ce duce la nealinierea panourilor caroseriei și potențiala defectare a sistemului de blocare a capotei. În plus, radiatorul nu ar avea o montare sigură, ceea ce ar provoca vibrații, deteriorarea conductelor de răcire și, în final, supratacere catastrofală sau deteriorarea motorului.
2. Ce tip de lipitură se folosește la reparațiile radiatorului?
La repararea radiatorilor din alamă sau cupru, des întâlnite în vehiculele cu suporturi stampilate mai vechi, lipiturile specifice pe bază de plumb-estaniu sunt standard. Compoziții frecvente includ 40/60 (40% estaniu, 60% plumb) sau 30/70. Cu toate acestea, precizia este esențială; așa cum se menționează în discuțiile din industrie, o căldură excesivă sau un material necorespunzător pot slăbi miezul. Radiatoarele moderne din aluminiu cu rezervoare din plastic, care se asociază cu suporturi stampilate mai noi, nu pot fi de obicei lipite și necesită în general înlocuirea miezului sau aplicarea unor petice din epoxid pentru reparații temporare.