 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Sekrety specjalistycznej firmy z zakresu spawania blachy: od surowej stali do gotowych części

Czym jest specjalistyczna firma zajmująca się spawaniem blachy
Wyobraź sobie, że potrzebujesz niestandardowego uchwytu, skomplikowanej obudowy lub elementu konstrukcyjnego, którego po prostu nie ma w ofercie gotowych produktów. Do kogo się zwrócić? To właśnie w takiej sytuacji specjalistyczna firma zajmująca się spawaniem blachy staje się nieoceniona. Te specjalistyczne zakłady obróbki metali przekształcają surowe półfabrykaty metalowe w precyzyjnie zaprojektowane elementy dostosowane do Twoich szczegółowych wymagań — łącząc koncepcje projektowe z rzeczywistością funkcjonalną.
Definicja specjalistycznych usług spawania blachy
Specjalistyczna firma zajmująca się spawaniem blachy koncentruje się na tworzeniu niestandardowych części i zespołów metalowych poprzez ekspertyzę w zakresie technik spawania blachy połączone z procesami cięcia, kształtowania i wykańczania. W przeciwieństwie do zakładów produkujących masowo standardowe elementy, specjaliści ci pracują na podstawie plików CAD, rysunków inżynierskich lub opisów klienta, aby wytworzyć unikalne komponenty, takie jak ramy, kołnierze, obudowy oraz złożone zespoły konstrukcyjne.
Co wyróżnia producentów specjalistycznych?
- Możliwości niestandardowe: Każdy projekt otrzymuje indywidualne podejście – od interpretacji projektu po końcową kontrolę jakości.
- Ekspertyza materiałowa: Głęboka wiedza na temat zachowania różnych stopów podczas spawania blach, w tym obliczeń odkształceń sprężystych (spring-back) oraz uwzględniania kierunku ziarna materiału.
- Dokładne tolerancje: Podczas gdy ogólna obróbka metalu dopuszcza tolerancje w zakresie ±1/16 cala do ±1/8 cala, zakłady specjalistyczne osiągają często tolerancje nawet ścisłe jak ±0,005 cala do ±0,010 cala.
- Certyfikaty jakości: Dokumentowane systemy zapewnienia jakości wspierające branże lotniczą, medyczną, motocyklową oraz inne sektory podlegające regulacjom.
Te firmy zajmują się również specjalistycznymi technikami, takimi jak spawanie blach za pomocą drutu topiącego z rdzeniem aktywnym (flux-cored), stosowanego w przypadku konkretnych zastosowań wymagających głębszego wtopienia lub pracy w warunkach zewnętrznych, gdzie użycie gazu osłonowego nie jest praktyczne.
Dlaczego precyzyjna obróbka blach ma tak duże znaczenie w przemyśle?
Dlaczego więc precyzja odgrywa tak istotną rolę? Rozważmy następujące aspekty: elementy, które nie pasują do siebie poprawnie, wymagają kosztownych modyfikacji na miejscu, co zwiększa koszty robocizny i wydłuża harmonogram realizacji projektu. Odchylenia wymiarowe mogą prowadzić do awarii produktu, roszczeń gwarancyjnych oraz szkody dla reputacji firmy. W branżach, w których wymagane są ścisłe tolerancje, niewystarczająca jakość usług związanych z obróbką blach i spawaniem oznacza kosztowne opóźnienia lub wręcz odrzucenie zamówienia.
Wysokiej jakości usługi spawania blach zapewniają wartość poprzez:
- Zmniejszenie całkowitych kosztów projektu: Eliminację konieczności poprawek i modyfikacji na miejscu
- Poprawę efektywności montażu: Precyzyjne elementy pasują do siebie od pierwszego razu
- Poprawa właściwości produktu: Dokładność wymiarowa ma bezpośredni wpływ na niezawodność eksploatacyjną
- Zgodność z przepisami: Pełna śledzilność, statystyczna kontrola procesu oraz dokumentacja inspekcji pierwszego egzemplarza
Inwestycja w specjalistyczną obróbkę blachy przynosi korzyści w postaci skrócenia czasu montażu, wyeliminowania konieczności poprawek oraz poprawy wydajności produktu. Niezależnie od tego, czy rozwijasz urządzenia medyczne, których bezpieczeństwo pacjentów zależy od precyzyjnej dokładności wymiarowej, czy też produkujesz obudowy elektroniczne wymagające precyzyjnej ochrony przed zakłóceniami elektromagnetycznymi (EMI), współpraca z doświadczonymi usługami spawania blach zapewnia, że Twoje komponenty spełniają najwyższe wymagania stawiane przez dane zastosowanie.
Rodzaje metod spawania w obróbce blachy
Czy kiedykolwiek zastanawiałeś się, dlaczego niektóre elementy z blachy mają niemal niewidoczne szwy, podczas gdy inne wykazują wyraźne grzbietki spawalnicze? Odpowiedź tkwi w odpowiednim doborze metody spawania dla danego zastosowania. Zrozumienie rodzajów spawania stosowanych w obróbce blach pozwala na skuteczną komunikację z wykonawcami i zapewnia, że Twoje projekty otrzymają optymalną technikę łączenia pod względem wytrzymałości, estetyki oraz efektywności kosztowej.
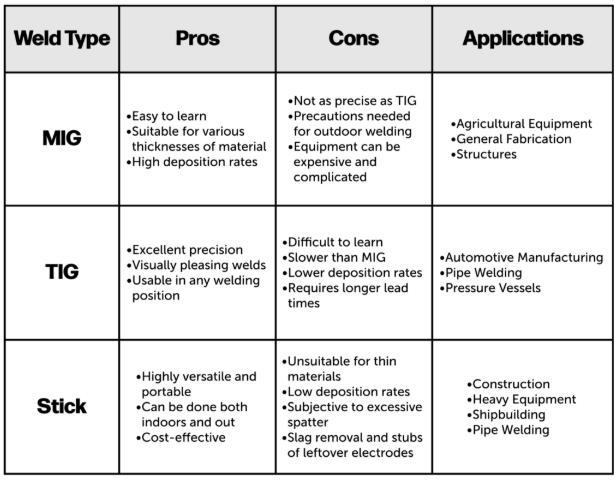
Spawanie MIG w celu zwiększenia wydajności produkcji
Gdy szybkość produkcji ma znaczenie, spawanie blach metodą MIG staje się właściwym wyborem dla specjalistycznych zakładów spawalniczych . Spawanie metodą Metal Inert Gas (MIG) — zwane również spawaniem łukowym w osłonie gazowej (GMAW) — wykorzystuje ciągle podawaną drutową elektrodę, która topi się w kąpieli spawalniczej, podczas gdy obojętny gaz osłonowy chroni spoinę przed zanieczyszczeniem ze środowiska.
Dlaczego spawanie blach za pomocą spawarki MIG jest tak popularne? Rozważ następujące zalety:
- Szybkie czasy spawania: Ciągła podajka drutu pozwala spawaczom na szybkie wykonywanie połączeń bez konieczności przerywania pracy w celu wymiany elektrod
- Wszechstronna kompatybilność z materiałami: Doskonale nadaje się do stali węglowej, stali nierdzewnej oraz aluminium
- Łatwiejsza technika: Operatorzy mogą uzyskiwać wysokiej jakości wyniki przy mniejszym stopniu szkolenia w porównaniu z innymi metodami
- Czysta praca: Minimalna ilość żużlu i rozprysków oznacza mniejsze nakłady czasu na czyszczenie po spawaniu
Spawanie MIG wyróżnia się w produkcji nadwozi samochodowych, wytwarzaniu przemysłowego sprzętu oraz montażu konstrukcji, gdzie wielkość produkcji uzasadnia szybsze prędkości spawania. W przypadku grubszych materiałów wymagających głębokiego wnikania ciepła, wykonawcy czasem stosują techniki spawania blach za pomocą spawania otulonego (FCAW), które często można wykonywać na zewnątrz bez zewnętrznego gazu osłonowego, co czyni je wyjątkowo uniwersalnymi w różnych środowiskach.
Spawanie TIG do zastosowań precyzyjnych
Gdy projekt wymaga wyjątkowej jakości spoiny i jej estetycznego wyglądu, spawanie TIG blach daje nieosiągalne rezultaty. Spawanie wolframowe w osłonie gazowej (TIG) – technicznie znane jako spawanie łukowe wolframowe w osłonie gazowej (GTAW) – wykorzystuje nieroztopiony elektrodę wolframową do wytworzenia łuku, podczas gdy spawacz ręcznie doprowadza materiał dodatkowy w miarę potrzeby.
Dlaczego wykonawcy zalecają spawanie TIG do elementów krytycznych? Proces ten oferuje:
- Wysoką precyzję i pełną kontrolę: Spawacze mogą precyzyjnie kontrolować dopływ ciepła, zapobiegając przeżarciu cienkich materiałów
- Wyjątkowa estetyka spoin: Tworzy czyste, wizualnie atrakcyjne wałki spoiny, które często nie wymagają dodatkowego wykańczania
- Elastyczność Materiałowa: Radzi sobie z szeroką gamą metali, w tym ze staleniami nierdzewnymi, aluminium, tytanem oraz stopami specjalnymi
- Bez prysania: Tworzy bezbłędne strefy robocze i komponenty
Spawanie TIG jest popularne w przypadku wyposażenia do przetwórstwa spożywczego, gdzie kluczowe znaczenie ma czystość, rurociągów paliwowych i zbiorników, układów wydechowych oraz elementów lotniczych i kosmicznych. Choć spawanie elektrodą otwartą (MMA) blach cienkich pozostaje opcją stosowaną przy naprawach terenowych i zastosowaniach na zewnątrz, precyzja spawania TIG czyni je preferowaną metodą w kontrolowanych warunkach warsztatowych, gdzie priorytetem jest jakość, a nie szybkość.
Spawanie punktowe do operacji montażowych
Spawanie punktowe blach oferuje zupełnie inne podejście — wykorzystuje opór elektryczny zamiast łuku do łączenia materiałów. Dwa elektrody wywierają nacisk i przepuszczają prąd elektryczny przez nachodzące na siebie arkusze metalu, generując w punkcie styku wystarczającą ilość ciepła, aby je ze sobą zespolić.
Metoda ta zapewnia kilka wyraźnych zalet:
- Wyjątkową szybkość: Każde spawanie trwa ułamki sekundy
- Nie wymaga materiałów dodatkowych: Zmniejsza koszty zużywalne i eliminuje konieczność dobierania materiałów dodatkowych
- Łatwa automatyzacja: Bezproblemowo integruje się z linią produkcyjną wyposażoną w roboty
- Minimalna obróbka końcowa: Spoiny praktycznie nie wymagają czyszczenia ani wykańczania
- Bezpieczniejsza obsługa: Nie wymaga otwartego płomienia ani gazów osłonowych
Spawanie punktowe dominuje w montażu nadwozi samochodowych, produkcji urządzeń AGD oraz w każdej aplikacji wymagającej szybkiego łączenia cienkich, nachodzących na siebie blach. To właśnie dzięki niemu nowoczesne nadwozia samochodów mogą być montowane z tysiącami spójnych i niezawodnych połączeń.
Porównanie metod spawania dla Twojego projektu
Wybór odpowiedniej metody spawania zależy od konkretnych wymagań projektu. Spawarka laserowa do blachy zapewnia wyjątkową precyzję przy spawaniu mikroskładników oraz materiałów wrażliwych na ciepło, podczas gdy tradycyjne metody znajdują zastosowanie w szerszym zakresie zastosowań. Poniżej przedstawiamy porównanie głównych metod:
| Metoda | Najlepsze zastosowania | Zakres grubości materiału | Prędkość |
|---|---|---|---|
| Włókno MIG | Nadwozia samochodowe, sprzęt przemysłowy, zespoły konstrukcyjne, fabrykacja produkcyjna | blacha nr 24 do ½ cala (0,6 mm do 12,7 mm) | Szybkie — idealne do produkcji masowej |
| Złóżka TIG | Składniki do przemysłu lotniczego, sprzęt do przetwórstwa spożywczego, układy paliwowe, precyzyjne obudowy | blacha nr 26 do ¼ cala (0,5 mm do 6,4 mm) | Wolne — priorytetem jest jakość, a nie szybkość |
| Spawanie punktowe | Zespół samochodowy, urządzenia AGD, obudowy, połączenia nakładkowe blach | grubość 28 gauge do 1/8 cala (0,4 mm do 3,2 mm) | Bardzo szybkie — kilka sekund na spoinę |
| Spawanie laserowe | Urządzenia medyczne, elektronika, precyzyjne przyrządy pomiarowe, materiały wrażliwe na ciepło | grubość 30 gauge do 1/8 cala (0,3 mm do 3,2 mm) | Bardzo szybkie z minimalnym odkształceniem |
| Współrdzeniowa (FCAW) | Ciężka technika, budownictwo zewnętrzne, grube elementy konstrukcyjne | grubość 18 gauge do 1 cala (1,2 mm do 25,4 mm) | Szybkie z głębokim przenikaniem |
Według eksperci branży spawalniczej spawanie laserowe działa około trzy do pięciu razy szybciej niż tradycyjne metody spawania łukowego w przypadku cienkich materiałów, tworząc przy tym niemal niewidoczne szwy z minimalną strefą wpływu ciepła. Sprawia to, że jest ono idealne w zastosowaniach wymagających zarówno dużej prędkości, jak i precyzji.
Główny wniosek? Dostosuj metodę spawania do priorytetów swojego projektu. Potrzebujesz szybkiej produkcji zespołów stalowych? Spawanie MIG jest odpowiedzią. Wymagasz bezbłędnej estetyki w sprzęcie gastronomicznym ze stali nierdzewnej? Spawanie TIG jest rozwiązaniem. Montujesz tysiące identycznych obudów? Spawanie punktowe zapewnia nieosiągalną wydajność. Zrozumienie tych różnic pozwala wybrać partnera z zakresu obróbki metalu wyposażonego w odpowiednie kompetencje i możliwości do realizacji konkretnych zastosowań.
Materiały przetwarzane przez specjalistów od spawania blach
Jakiego materiału powinieneś wybrać do swojego kolejnego projektu wykonywanego z blachy? Odpowiedź zależy od wymagań Twojego zastosowania dotyczących wytrzymałości, masy, odporności na korozję oraz budżetu. Doświadczona firma specjalizująca się w spawaniu blachy pracuje z różnorodnymi materiałami — każdy z nich charakteryzuje się unikalnymi właściwościami, które czynią go idealnym do konkretnych zastosowań. Zrozumienie tych opcji pozwala podejmować świadome decyzje oraz skutecznie komunikować się ze swoim partnerem z zakresu wykonywania elementów z blachy.
Gatunki stali i ich zastosowania przemysłowe
Stal pozostaje podstawowy materiał stosowany w obróbce blachy , zapewniający doskonałą proporcję wytrzymałości do kosztów we wielu zastosowaniach. Jednak nie wszystkie stali są jednakowe. Firmy specjalistyczne pracują z kilkoma odrębnymi kategoriami stali:
- Stal walcowana na gorąco: Wytwarzana w wysokich temperaturach, ta stal charakteryzuje się dużą giętkością i łatwością obróbki przy niższych kosztach. Jest idealna do elementów konstrukcyjnych, ram oraz zastosowań, w których jakość wykończenia powierzchni nie jest kluczowa
- Stal walcowana na zimno: Przetwarzane w temperaturze pokojowej w celu uzyskania wytrzymałych i bardziej precyzyjnych wymiarowo produktów — idealne do budowy obiektów komercyjnych oraz systemów magazynowych
- Stal galwanizowana: Standardowe blachy stalowe powlekane cynkiem w celu zapewnienia odporności na korozję, powszechnie stosowane w budownictwie, przemyśle motocyklowym i samochodowym, telekomunikacji oraz branżach energetyki wiatrowej i słonecznej
W przypadku spawania blach ocynkowanych producenci napotykają specyficzne wyzwania. Czy można skutecznie spawać blachy ocynkowane? Oczywiście — jednak wymaga to wiedzy specjalistycznej. Powłoka cynkowa może utrudniać penetrację spoiny i powodować porowatość w gotowym połączeniu. Doświadczeni spawacze zazwyczaj usuwają powłokę cynkową z obszaru bezpośrednio przyległego do spoiny, a następnie ponownie nanoszą cynk po zakończeniu spawania, aby przywrócić ochronę przed korozją.
Spawanie metodą MIG blach ocynkowanych wiąże się również z zagrożeniami dla zdrowia. Zgodnie z ekspertami ds. bezpieczeństwa w zakresie obróbki metali cynk ulatnia się podczas spawania, tworząc opary tlenku cynku, które mogą powodować „gorączkę z oparów metalu” – objawy podobne do grypy, w tym nudności, bóle głowy i dreszcze. Dodatkowo niewielkie ilości ołowiu w powłokach ocynkowanych mogą się ulatniać, co potencjalnie prowadzi do długotrwałych problemów zdrowotnych. Prawidłowa wentylacja, stosowanie respiratorów oraz szkolenia BHP są niezbędne podczas operacji spawania blach ocynkowanych.
Zastosowania aluminium i innych lekkich metali
Gdy ważna jest masa, aluminium zapewnia wyjątkową wydajność. Waży ono mniej więcej jedną trzecią masy stali i stało się niezastąpione w wielu branżach. Blachy metalowe przeznaczone do spawania często wykonane są z aluminium, gdy aplikacje wymagają:
- Zmniejszenia masy elementów: Kluczowe w zastosowaniach lotniczych, motocyklowych, samochodowych oraz transportowych, gdzie każdy funt wpływa na zużycie paliwa
- Naturalna odporność na korozję: Aluminium tworzy ochronną warstwę tlenkową, która chroni je przed degradacją środowiskową
- Doskonała przewodność cieplna i elektryczna: Sprawia, że jest on idealny do wymienników ciepła, obudów elektronicznych oraz elementów elektrycznych
- Możliwość recyklingu: Aluminium można recyklingować wielokrotnie bez utraty jego właściwości, co wspiera cele zrównoważonego rozwoju
Zgodnie z przemysłowymi wytycznymi materiałami graniczna wytrzymałość na rozciąganie aluminium mieści się w zakresie od 40 do ponad 690 MPa, w zależności od składu stopu; dodatkowe stopy znacznie zwiększają charakterystyki wytrzymałościowe. Producentom żywności i napojów aluminium służy jako materiał opakowaniowy, podczas gdy producenci pojazdów wykorzystują je szeroko do paneli nadwozia w celu zmniejszenia całkowitej masy pojazdu.
Spawanie aluminium wymaga innych technik niż spawanie stali. Jak zauważają profesjonalni spawacze , aluminium ma niższą temperaturę topnienia i szybko przewodzi ciepło, co wymaga precyzyjnej kontroli podczas operacji spawania. Najlepsze wyniki uzyskuje się zwykle przy zastosowaniu spawania TIG, choć spawanie MIG sprawdza się dobrze przy grubszych przekrojach oraz w środowiskach produkcyjnych.
Niestralonowa stal do oporu na korozyję
Gdy Twoje zastosowanie wymaga zarówno wytrzymałości, jak i wysokiej odporności na korozję, stal nierdzewna staje się materiałem pierwszego wyboru. Zawartość chromu w jej składzie tworzy samoregenerującą się warstwę tlenkową, która chroni przed rdzą i działaniem czynników chemicznych. Specjalistyczni wykonawcy często pracują z poniższymi rodzajami stali nierdzewnej:
- Austenityczne (seria 300): Najczęstszy rodzaj, zapewniający doskonałą odporność na korozję oraz dobrą kuteść — idealny do urządzeń do przetwórstwa spożywczego, urządzeń medycznych oraz zastosowań architektonicznych
- Ferrytyczne (seria 400): Stal magnetyczna o dobrej odporności na korozję i niższej cenie — nadaje się do elementów wyposażenia samochodów oraz sprzętu AGD
- Martenzytyczna: Stal hartowalna, zapewniająca dużą twardość — stosowana w narzędziach tnących oraz instrumentach chirurgicznych
Stal nierdzewna wyróżnia się w środowiskach, w których ważna jest higiena. Komercyjne kuchnie, zakłady farmaceutyczne oraz zakłady przetwórstwa spożywczego polegają na jej nieporowatej powierzchni, która hamuje rozwój bakterii i łatwo poddaje się czyszczeniu. Materiał ten oferuje również atrakcyjny wygląd dzięki jasnej, nowoczesnej powłokę — stąd jego popularność w widocznych elementach architektonicznych oraz urządzeniach konsumenckich.
Chociaż stal nierdzewna zazwyczaj kosztuje więcej niż stal węglowa lub aluminium, jej trwałość zapewnia często długoterminowe oszczędności poprzez ograniczenie konieczności konserwacji oraz przedłużenie okresu użytkowania.
Miedź i metale specjalne
Ponadto oprócz głównych materiałów, specjalistyczni wykonawcy pracują także z miedzią i innymi metalami w celu zastosowań specyficznych:
- Miedź: Charakteryzuje się wyjątkową przewodnością elektryczną i cieplną, co czyni ją niezbędna w przewodach, urządzeniach elektronicznych, elementach instalacji sanitarnej oraz zastosowaniach dekoracyjnych. Blachy miedziane nie zawierają wystarczającej ilości żelaza, aby rdzewieć, a po stopieniu z innymi pierwiastkami stają się silniejsze.
- Mosiądz i brąz: Stopy miedzi zapewniające wyjątkowe cechy estetyczne oraz odporność na korozję w przypadku elementów wyposażenia morskiego, ozdobnych urządzeń sanitarnych oraz instrumentów muzycznych
- Tytan: Wyjątkowy stosunek wytrzymałości do masy w połączeniu z doskonałą odpornością na korozję dla zastosowań lotniczych, implantów medycznych oraz aplikacji wysokowydajnych
Każdy materiał wymaga określonych parametrów spawania, materiałów dodatkowych oraz procedur obsługi. Współpraca z doświadczonym partnerem z zakresu obróbki blachy gwarantuje, że wybór materiału będzie zgodny zarówno z wymaganiami dotyczącymi jego właściwości użytkowanych, jak i możliwością jego przetwarzania – stanowi to podstawę sukcesu projektu w dowolnej dziedzinie zastosowania przemysłowego.

Branże obsługiwane przez specjalistycznych wykonawców blachowniczych
Kto naprawdę potrzebuje możliwości specjalistycznej firmy zajmującej się spawaniem blachy? Odpowiedź może zaskoczyć. Od pojazdu, którym jeździsz, po budynek, w którym pracujesz – obróbka blachy i spawanie wpływają praktycznie na każdy aspekt współczesnego życia. Zrozumienie, które branże polegają na tych usługach, pozwala ocenić zakres wiedzy fachowej oraz specjalistycznego sprzętu, jakimi musi dysponować partner wykonawczy przy produkcji blachowniczej, aby zapewnić wysoką jakość rozwiązań dostosowanych do konkretnego zastosowania.
Elementach motoryzacyjnych i transportowych
Przemysł motocyklowy i samochodowy stanowi jedną z największych grup odbiorców usług spawania i obróbki blachy. Zgodnie z eksperci branżowi , współczesna obróbka blachy w przemyśle motocyklowym i samochodowym wykracza daleko poza proste tłoczenie i spawanie, stając się precyzyjną dziedziną obejmującą innowacje w zakresie nauki o materiałach oraz mistrzostwo w symulacjach cyfrowych.
Jakie komponenty wymaga ta branża? Lista jest bardzo obszerna:
- Elementy podwozia: Szyny ramy, poprzeczki i zespoły podramy tworzące szkielet konstrukcyjny pojazdu
- Części zawieszenia: Wahacze, uchwyty i płyty montażowe wymagające precyzyjnych tolerancji w celu prawidłowego wyważenia
- Zespoły konstrukcyjne: Słupki A, słupki B, listwy progowe i blachy podłogowe zapewniające ochronę w przypadku zderzenia
- Panele nadwozia: Maski silnikowe, nadkola, drzwi, boczne panele i dachy określające estetykę pojazdu
- Obudowy baterii: Kluczowe komponenty dla pojazdów elektrycznych pełniące funkcje nośnych elementów nadwozia, centrów zarządzania temperaturą oraz struktur bezpieczeństwa
Wybór najlepszego spawarki do blach karoseryjnych wymaga zrozumienia, że zastosowania motocyklowe i samochodowe stawiają wysokie wymagania zarówno co do wytrzymałości, jak i precyzji. Wiele zakładów produkcyjnych stosuje hybrydowe techniki łączenia — łącząc spawanie punktowe, spawanie laserowe, nitowanie samo-przecinające oraz klejenie konstrukcyjne, aby dostosować się do konstrukcji wielomateriałowych. Przy wyborze najlepszej spawarki do projektów z blachy karoseryjnej należy zwrócić uwagę na możliwość stosowania zarówno tradycyjnego spawania oporowego, jak i zaawansowanych technik, takich jak zdalne spawanie laserowe, które osiąga prędkość około pięciokrotnie większą niż konwencjonalne spawanie punktowe.
Produkcja Sprzętu Przemysłowego
Ciężka technika, maszyny i systemy przemysłowe w znacznym stopniu zależą od umiejętności spawania i obróbki blachy. Te zastosowania często wymagają nie tylko wysokiej wytrzymałości konstrukcyjnej, ale także precyzyjnej dokładności wymiarowej.
Producenci sprzętu przemysłowego polegają na specjalistycznych zakładach wykonywania elementów z blachy w zakresie:
- Obudów i osłon maszyn: Ochronnych obudów chroniących operatorów przed ruchomymi częściami przy jednoczesnym zapewnieniu dostępu do konserwacji
- Szaf sterowniczych i obudów elektrycznych: Precyzyjnych obudów zapewniających ekranowanie przed interferencjami elektromagnetycznymi (EMI) oraz ochronę środowiskową czułej elektroniki
- Systemy Przenośników: Kanałów transportowych, pojemników zbiorczych i ram konstrukcyjnych do operacji transportu materiałów
- Urządzenia rolnicze: Elementów urządzeń roboczych, części nadwozi traktorów oraz systemów magazynowania
- Elementy klimatyzacji, wentylacji i ogrzewania: Instalacji wentylacyjnych, komór rozdzielczych i jednostek obsługi powietrza do klimatyzacji w budynkach komercyjnych i przemysłowych
- Obudowy sprzętu medycznego: Podwozi i obudów dla złożonych urządzeń diagnostycznych, narzędzi chirurgicznych oraz infrastruktury szpitalnej
Zgodnie z informacjami źródłowymi z przemysłu wytwórczego wiele urządzeń medycznych – od złożonych maszyn po narzędzia chirurgiczne – wykonuje się z blachy metalowej. Metalowe instrumenty chirurgiczne można produkować w precyzyjnych wymiarach i zamawiać w określonych ilościach, zapewniając szpitalom stały dostęp do niezbędnych narzędzi.
Zastosowania w architekturze i budownictwie
Przemysł budowlany przyjął spawanie blach jako kluczowy element zarówno w zastosowaniach konstrukcyjnych, jak i dekoracyjnych. Wykonywanie elementów z blachy zapewnia wytrzymałość, trwałość oraz elastyczność, jakich wymaga nowoczesna architektura.
Zastosowania w budownictwie obejmują:
- Elementy konstrukcyjne: Kolumny nośne, modułowe konstrukcje szkieletowe, odpływy podłogowe, kraty, kanały z kołnierzami oraz przemysłowe ścieżki poruszania się
- Systemy dachowe: Płyty metalowe, paski uszczelniające, rynny oraz elementy odpływowe
- Elementy elewacji: Płyty dekoracyjne, osłony przed słońcem oraz awionetki odporno na warunki atmosferyczne
- Wyposażenie wnętrza: Systemy balustrad, elementy stolarskie, wieżyczki oraz niestandardowe płyty dekoracyjne
- Infrastruktura: Elementy konstrukcyjne mostów, obudowy sprzętu telekomunikacyjnego oraz obudowy urządzeń energetycznych
Jak zauważają specjaliści ds. budownictwa, architekci i projektanci wykorzystują gięcie blachy do tworzenia elementów, które nie tylko zapewniają ochronę, ale także podnoszą walory wizualne. Możliwość formowania materiału w złożone kształty przy jednoczesnym zachowaniu integralności konstrukcyjnej czyni go niezwykle wartościowym zarówno w zastosowaniach funkcyjnych, jak i estetycznych.
Dodatkowe branże wymagające specjalistycznego gięcia blachy
Ponad te główne sektory specjalistyczni wykonawcy gięcia blachy obsługują liczne dodatkowe branże:
- Lotnictwo i astronautyka: Składniki statków powietrznych i kosmicznych wymagające ścisłych tolerancji oraz egzotycznych materiałów, takich jak tytan czy specjalne stopy aluminium
- Elektronika: Podwozia, obudowy i panele spełniające określone wymagania dotyczące odprowadzania ciepła, ekranowania elektromagnetycznego oraz estetyki
- Przetwórstwo żywnościowe: Wyposażenie ze stali nierdzewnej wymagające połączeń sanitarnych oraz powierzchni odpornych na rozwój bakterii
- Urządzenia gospodarstwa domowego: Obudowy oraz wewnętrzne elementy konstrukcyjne lodówek, pralek, klimatyzatorów oraz innego sprzętu gospodarstwa domowego
- Produkcja mebli: Nogi do stołów metalowych, oparcia do krzeseł oraz elementy dekoracyjne łączące wytrzymałość z nowoczesną estetyką
- Automatyka i robotyka: Wytrzymałe części i komponenty do specjalistycznych maszyn i narzędzi
Każda branża stawia przed nami unikalne wymagania – od odporności na korozję wymaganej w zastosowaniach morskich po normy biokompatybilności obowiązujące przy implantach medycznych. Kwalifikowany wykonawca specjalistyczny rozumie te różnorodne wymagania i posiada odpowiednie certyfikaty, wyposażenie oraz wiedzę ekspercką umożliwiającą obsługę różnych potrzeb klientów. Ta różnorodność branżowa wyjaśnia również, dlaczego wybór odpowiedniego partnera z zakresu wykonywania elementów na zamówienie – takiego, który ma doświadczenie w konkretnej dziedzinie działalności klienta – jest tak istotny dla powodzenia projektu.
Opis procesu wykonywania elementów na zamówienie
Zidentyfikowaliście firmę specjalizującą się w spawaniu blach, która posiada odpowiednie kompetencje do realizacji Waszego projektu. Co dalej? Zrozumienie procesu wykonywania elementów pozwala na ustalenie realistycznych oczekiwań, przygotowanie odpowiedniej dokumentacji oraz skuteczną komunikację z partnerem produkcyjnym na każdym etapie realizacji. Od pierwszego zapytania po ostateczną dostawę poniżej przedstawiamy, czego można się spodziewać na poszczególnych etapach.
Przegląd projektu i analiza DFM
Każdy udany projekt rozpoczyna się szczegółową analizą projektu. Gdy przekażecie pliki CAD, rysunki konstrukcyjne lub szkice koncepcyjne, zespół inżynierów wykonawcy dokonuje oceny Waszego projektu pod kątem możliwości jego wytworzenia – tzw. analizy DFM.
Co analizuje ta recenzja? Zgodnie z ekspertami od precyzyjnej blachy, właściowa analiza DFM uwzględnia kutek materiału, możliwości maszyn, czas realizacji oraz optymalizację kosztów. Jednak oto tajemnica branżowa: jeśli chcesz części najwyższej jakości przy krótkim czasie realizacji, samo zrozumienie zasad DFM nie wystarcza. Przesłanie modeli CAD do warsztatu precyzyjnej blachy jak najwcześniej pozwala wykorzystać ich wiedzę ekspercką przy kształtowaniu decyzji projektowych.
W trakcie tej fazy należy spodziewać się, że partner wykonawczy zajmie się:
- Wybór materiału: Zalecaniem optymalnych materiałów na podstawie wymagań aplikacyjnych i budżetu
- Ocena tolerancji: Identyfikacją wymiarów, które mogą wymagać dostosowania w celu zapewnienia niezawodnej produkcji
- Optymalizacją promieni gięcia: Zapewnieniem zgodności specyfikacji gięcia z właściwościami materiału oraz dostępnym narzędziem
- Zagadnienia spawania: Doradztwem dotyczącym spawania blachy metodą MIG lub innymi metodami odpowiednimi dla Twojej zbiórki
- Możliwościami redukcji kosztów: Zasugerowanie modyfikacji projektu zmniejszających złożoność produkcji bez utraty funkcjonalności
Takie wspólne podejście zapobiega drogim zmianom zamówień i konieczności ponownej obróbki na późniejszym etapie. Jak zauważają eksperci branżowi, wykonawca blacharski musi dysponować pewną elastycznością, aby podjąć najlepsze decyzje dotyczące realizacji Państwa zamówienia – zarówno pod względem materiałów, jak i przyjętej metody.
Wytwarzanie prototypów i próbek
Po zakończeniu optymalizacji projektu większość projektów przechodzi do etapu wytwarzania prototypów. Ten kluczowy etap pozwala na fizyczną weryfikację projektu przed przejściem do masowej produkcji.
Jakie metody prototypowania stosują specjalistyczni wykonawcy blacharscy? Zgodnie z przewodnikami procesów blacharskich, najczęściej stosowane podejścia to:
- Obróbka CNC: Zapewnia precyzję, uniwersalność i krótki czas realizacji – idealne do wytwarzania elementów o ścisłych tolerancjach i złożonej geometrii
- Prototypowanie blachy: Stosowane do obudów, płytek oraz komponentów wymagających operacji gięcia i kształtowania
- Cięcie laserem z ręcznym kształtowaniem: Zapewnia szybką możliwość iteracji w celu weryfikacji początkowego założenia projektowego
Prototypy pełnią wiele zadań poza prostą kontrolą dopasowania. Pozwalają na przeprowadzanie testów funkcjonalnych, wspomagają określenie najbardziej odpowiedniej metody spawania zespołów blachowych oraz ujawniają potencjalne problemy jeszcze przed ich przekształceniem się w kosztowne problemy produkcyjne. Wielu klientów wykonuje dwie lub trzy iteracje prototypów przed zatwierdzeniem produkcji – a ta inwestycja zwykle zwraca się wielokrotnie dzięki zapobieganiu awariom w użytkowaniu.
Produkcja i montaż
Po zatwierdzeniu prototypów rozpoczyna się produkcja. Sekwencja produkcyjna zwykle przebiega w następującej kolejności:
- Zakup materiałów: Zamówienie określonych materiałów z wymaganymi certyfikatami oraz raportami badań hutniczych
- Operacje cięcia: Cięcie laserem, cięcie strumieniem wody lub tnącym blach surowych na półfabrykaty elementów
- Operacje gięcia: Gięcie na CNC z użyciem prasy krawędziowej, tłoczenie lub gięcie na zimno w celu utworzenia kształtów trójwymiarowych
- Spawanie i łączenie: Stosowanie odpowiednich technik spawania i cięcia blach w zależności od wymagań dotyczących materiału i zastosowania
- Wykończenie powierzchni: Szlifowanie, polerowanie, piaskowanie lub powłoka proszkowa w celu osiągnięcia określonego wyglądu i ochrony
- Montaż: Montaż sprzętu, elementów złącznych oraz integrowanie podzespołów w gotowe zespoły
W trakcie produkcji oczekuj regularnej komunikacji ze strony swojego partnera produkującego. Profesjonalne zakłady zapewniają aktualizacje stanu postępów w kluczowych etapach i natychmiast informują o wszelkich problemach, które mogą wpłynąć na terminy dostawy lub specyfikacje.
Kontrola jakości i certyfikacja
Zanim jakiejkolwiek części zostaną wysłane, kompleksowa kontrola jakości zapewnia ich zgodność ze specyfikacjami zamawiającego. Zgodnie z ekspertami ds. zarządzania jakością , skuteczna kontrola jakości obejmuje szczegółową inspekcję surowców, monitorowanie procesu produkcyjnego, weryfikację wymiarów oraz testy po zakończeniu obróbki.
Jakie metody inspekcji powinny być stosowane?
- Inspekcja wizualna: Badanie spoin, powierzchni oraz ogólnego wykonania pod kątem wad
- Weryfikacja wymiarów: Stosowanie suwmiarek, mikrometrów, maszyn CMM oraz sztywnych śrub pomiarowych do potwierdzenia kluczowych wymiarów
- Inspekcja pierwszego artykułu: Kompleksowa dokumentacja pierwszych wyprodukowanych części w odniesieniu do wszystkich wymagań rysunkowych
- Testowanie Funkcjonalności: Weryfikacja, czy zmontowane zespoły działają zgodnie z przeznaczeniem w rzeczywistych warunkach użytkowania
- Badania nieniszczące: Metody takie jak badanie penetracyjne barwnikami lub ultradźwiękowe sprawdzanie integralności krytycznych spoin
W przypadku branż objętych regulacjami producent powinien dostarczyć kompletnych pakietów dokumentacyjnych, w tym certyfikatów materiałów, raportów z inspekcji oraz świadectw zgodności. Współpraca z doświadczonymi producentami, którzy rozumieją sposób wykonywania spawania MIG blach cienkich zgodnie z obowiązującymi normami, zapewnia spełnienie przez Twoje komponenty standardów branżowych od samego początku.
Oczekiwania dotyczące harmonogramu i komunikacja
Jak długo należy się spodziewać trwania procesu? Harmonogramy różnią się znacznie w zależności od złożoności projektu, jednak poniżej przedstawiono ogólny schemat:
| Faza projektu | Typowy okres trwania | Kluczowe wyniki |
|---|---|---|
| Wycena | 24-72 godziny | Szczegółowy podział kosztów oraz szacunkowy czas realizacji |
| Przejście DFM | 2–5 dni roboczych | Opinie inżynierskie oraz sugestie dotyczące optymalizacji projektu |
| Prototypowanie | 5-15 dni roboczych | Próbki fizyczne do weryfikacji i testowania |
| PRODUKCJA | 2–6 tygodni | Gotowe części spełniające wszystkie określone wymagania |
| Końcowa Inspekcja | 1-3 dni roboczych | Dokumentacja jakościowa oraz przygotowanie do wysyłki |
Preferencje dotyczące komunikacji należy ustalić na wczesnym etapie. Najlepsze spawanie blachy uzyskuje się w ramach współpracy, w której obie strony utrzymują otwartą komunikację na każdym etapie procesu. Oczekuj, że twój wykonawca spawalniczy będzie aktywnie informował o dostępności materiałów, postępach produkcji oraz wszelkich potrzebnych wyjaśnieniach dotyczących projektu.
Zrozumienie tego cyklu pracy pozwala Ci dostarczyć odpowiednie informacje od samego początku, przewidywać punkty decyzyjne oraz odpowiednio planować własne harmonogramy. Ale jakie właściwie urządzenia i techniki umożliwiają wykonywanie wysokiej jakości spawów blachy? To właśnie obszar, w którym specjalistyczni wykonawcy spawalniczy osiągają mistrzostwo — a poznanie ich możliwości pomaga Ci ocenić potencjalnych partnerów produkcyjnych.

Urządzenia i techniki stosowane przy wysokiej jakości spawaniu blachy
Wybrałeś swojego partnera z zakresu wykonywania części i rozumiesz proces — ale co tak naprawdę decyduje o różnicy między pośrednim spawaniem a takim, które działa bezbłędnie przez lata? Odpowiedź tkwi w prawidłowym doborze sprzętu oraz opanowaniu odpowiednich technik. Niezależnie od tego, czy oceniasz specjalistyczną firmę zajmującą się spawaniem blach lub uruchamiasz własną warsztatową placówkę, zrozumienie tych podstawowych kwestii pozwala Ci rozpoznać wysoką jakość wykonania oraz skutecznie komunikować swoje oczekiwania.
Dobór odpowiedniego spawarki do danego materiału
Wybór najlepszej spawarki do blach zależy od kilku czynników: rodzaju materiału, jego grubości, objętości produkcji oraz wymaganej jakości spoiny. Oto, na co zwracają uwagę doświadczeni wykonawcy przy dopasowywaniu sprzętu do konkretnych zastosowań:
- Dla cienkich stali węglowych (grubość 24 gauge i mniejsza): Spawarka MIG do blach z regulowanym napięciem i prędkością podawania drutu zapewnia kontrolę niezbędną do uniknięcia przeżarcia. Warto zwrócić uwagę na urządzenia oferujące płynny start łuku oraz stałe i równomierne podawanie drutu.
- Dla stali nierdzewnej: Spawarki TIG zapewniają precyzję i kontrolę temperatury niezbędną do czystych, odpornych na korozję spoin bez utraty właściwości materiału
- Dla aluminium: Specjalistyczne wyposażenie MIG z pistoletami szpulkowymi lub systemami push-pull albo spawarki TIG prądu przemiennego zaprojektowane z uwzględnieniem unikalnych cech aluminium
- Dla produkcji wysokotomowej: Systemy zautomatyzowane lub półzautomatyczne zapewniające stałe parametry w trakcie tysięcy spoin
Wybór średnicy drutu znacząco wpływa na jakość spoiny na blachach. Zgodnie z wytycznymi spawalniczymi firmy Miller Electric należy dobrać średnicę drutu do zakresu natężenia prądu:
- drut o średnicy 0,023 cala: 30–130 A — idealny dla cienkich materiałów
- drut o średnicy 0,030 cala: 40–145 A — uniwersalny dla materiałów o lekkiej i średniej grubości
- drut o średnicy 0,035 cala: 50–180 A — odpowiednie do prac na materiałach średniej grubości
- drut o średnicy 0,045 cala: 75–250 A — odpowiednie do cięższych materiałów
Przy spawaniu blach metodą TIG pręty dodatkowe powinny zazwyczaj odpowiadać składowi metalu podstawowego. W przypadku zastosowań krytycznych należy skonsultować się z zaleceniami dostawcy materiału, aby zapewnić zgodność metalurgiczną.
Wybór gazu osłonowego w celu uzyskania optymalnych wyników
Gaz osłonowy ma istotny wpływ na jakość spoiny, głębokość przetopu oraz wygląd połączenia. Dobór najlepszego gazu do spawania blach metodą MIG wymaga zrozumienia, jak różne mieszaniny zachowują się przy spawaniu różnych materiałów.
Według przemysłowe wytyczne dotyczące gazów osłonowych , oto co sprawdza się najlepiej:
| Materiał | Grubość | Zalecany gaz | Zalety |
|---|---|---|---|
| Stal węglowa | Do grubości 14 gauge | 92% argonu / 8% CO2 | Dobre przebicie i kontrola odkształceń |
| Stal węglowa | blacha o grubości 14 gauge – 1/8 cala | 75% argonu / 25% CO2 | Wysokie prędkości spawania, minimalne odkształcenia i rozpryski |
| Stal nierdzewna | Wszystkie kalibry | 92% argonu / 8% CO2 | Dobra kontrola tam, gdzie odporność na korozję nie jest kluczowa |
| Aluminium | Do 3/8 cala | 100% Argon | Najlepszy transfer metalu, stabilność łuku, minimalne rozpryski |
Dlaczego wybór najlepszego gazu do spawania blachy jest tak istotny? Nieodpowiednia mieszanka może powodować nadmierne rozpryski, słabe wnikanie lub porowatość osłabiającą połączenie. Czysty CO2 zapewnia głębokie wnikanie, ale generuje więcej rozprysków — co jest akceptowalne przy pracach konstrukcyjnych ukrytych z widoku, lecz problematyczne przy widocznych elementach wymagających czystej powierzchni.
Zapobieganie wyginaniu i zniekształcaniu
Wyginanie (deformacja cieplna) stanowi jedno z najbardziej irytujących wyzwań w spawaniu blachy. Zrozumienie przyczyn jego powstawania pozwala na jego zapobieganie. Zgodnie ze specjalistami z zakresu obróbki blachy kilka czynników przyczynia się do odkształceń:
- Właściwości materiału: Przewodnictwo cieplne, współczynnik rozszerzalności cieplnej oraz wytrzymałość na rozciąganie wpływają na sposób, w jaki metal reaguje na ciepło spawania
- Wprowadzenie ciepła: Szybkie lub nierównomierne nagrzewanie i ochładzanie powodują naprężenia termiczne, które deformują materiał
- Siły mechaniczne: Niewłaściwe zaciskanie lub niewystarczające podparcie umożliwiają przemieszczanie się materiału podczas spawania
Efektywne techniki zarządzania ciepłem obejmują:
- Spawanie punktowe: Wykonywanie krótkich szwów z przerwami chłodzącymi między przejściami zamiast ciągłych szwów
- Spawanie od tyłu: Spawanie odcinkami w kierunku przeciwnym do ogólnego kierunku szwu
- Zrównoważone spawanie: Przełączanie się między stronami symetrycznych zespołów w celu wyrównania naprężeń termicznych
- Radia grzewcze: Stosowanie wsporników podtrzymujących z miedzi lub aluminium w celu odprowadzania ciepła od cienkich materiałów
- Sterowana wartość prądu: Używanie minimalnego dopływu ciepła niezbędnego do uzyskania odpowiedniej głębokości przetopu
Zgodnie z wytycznymi dotyczącymi parametrów spawania, zbyt wolne poruszanie się źródła ciepła powoduje nadmierny dopływ ciepła, co prowadzi do zbyt szerokich szwów spawalniczych i słabej głębokości przetopu — w przypadku cienkich materiałów powoduje to również przeżarcie. Właściwa prędkość przesuwu zapewnia optymalny balans między głębokością przetopu a kontrolą ciepła.
Niezbędne uchwyty i przyrządy montażowe
Wysokiej jakości uchwyty i przyrządy montażowe do spawania blach pozwalają na pełną kontrolę nad elementem roboczym zamiast walki z nim. Poprawne przygotowanie przyrządów montażowych spełnia wiele funkcji:
- Zachowuje współosiowość: Utrzymuje elementy w odpowiednim położeniu przez cały czas trwania procesu spawania
- Przeciwdziała odkształceniom: Kompensuje naprężenia termiczne, które w przeciwnym razie spowodowałyby odkształcenie części
- Poprawia powtarzalność: Zapewnia powtarzalne wyniki w kolejnych partiach produkcyjnych
- Zwiększa bezpieczeństwo: Zapobiega przemieszczaniu się przedmiotu obrabianego, które może spowodować uraz lub wady spawania
Zalecane uchwyty spawalnicze do blachy, pogrupowane według zastosowania:
- Do ogólnego pozycjonowania: Zaciski typu C z blokadą i obrotowymi podkładkami dopasowującymi się do nieregularnych powierzchni
- Do spawania krawędzi: Zaciski typu Kantoor chwytające wzdłuż krawędzi blachy bez utrudniania dostępu do spoiny
- Do połączeń czołowych: Magnetyczne kwadraty i zaciski kątowe zapewniające precyzyjne wyrównanie
- Do prac z panelami: Zaciski typu Intergrip lub zaciski do paneli specjalnie zaprojektowane do zastosowań w karoseriach pojazdów oraz podobnych zastosowań
- Dla serii produkcyjnych: Indywidualne uchwyty z zaciskami dźwigniowymi umożliwiające szybkie załadunek i rozładunek
Zgodnie z najlepszymi praktykami produkcyjnymi należy zapewnić bezpieczne zamocowanie lub uchwycenie elementów z blachy stalowej podczas wykonywania operacji — zapewnia to stabilizację materiału i zapobiega jego przemieszczaniu się lub odkształceniom spowodowanym siłami spawalniczymi. Należy stosować odpowiednie zaciski, szablony lub uchwyty, aby zagwarantować jednolite rozłożenie nacisku.
Systemy podparcia mają takie samo znaczenie. Należy zastosować skuteczne podparcie, aby zminimalizować odkształcenia — może ono obejmować stosowanie bloków podporowych, ograniczników tylnych lub wałków wsporczych podczas operacji gięcia lub kształtowania wykonywanych przed spawaniem. Prawidłowe podparcie rozprowadza siły i zmniejsza prawdopodobieństwo odkształceń już przed rozpoczęciem spawania.
Zrozumienie tych podstawowych zagadnień dotyczących sprzętu i technik zapewnia Państwu słownictwo potrzebne do omawiania oczekiwań dotyczących jakości z wykonawcami. Ale co dzieje się, gdy wszystko nie przebiega idealnie? Nawet doświadczeni spawacze napotykają trudności — wiedza na temat sposobów, w jakie specjaliści radzą sobie z typowymi problemami, pozwala rozpoznać kompetentnych partnerów oraz realistyczne rozwiązania.
Przygotowanie się na najczęstsze wyzwania związane ze spawaniem blachy
Nawet najbardziej wykwalifikowani spawacze napotykają problemy przy pracy z cienkimi materiałami. Przepalenie, odkształcenia termiczne oraz nieestetyczne wady mogą sparaliżować realizację projektu i frustrować zarówno wykonawców, jak i klientów. Zrozumienie metod, jakie stosują specjaliści do rozwiązywania tych problemów, pozwala rozpoznawać wysoką jakość wykonywanych prac oraz ustalać realistyczne oczekiwania w ramach współpracy z firmą specjalizującą się w spawaniu blachy. Omówimy najpowszechniejsze problemy oraz sprawdzone sposoby ich rozwiązywania.
Kontrola wpływu ciepła na materiały cienkie
Dlaczego spawanie cienkich blach powoduje tak wiele problemów? Odpowiedź tkwi w fizyce. Cienkie materiały — zazwyczaj o grubości 1/8 cala lub mniejszej — szybko pochłaniają ciepło, ale mają zbyt małą masę, aby je rozproszyć. Powstaje w ten sposób bardzo wąski zakres między osiągnięciem prawidłowego stopienia a całkowitym przepaleniem elementu roboczego.
Według profesjonalne poradniki dotyczące spawania , najlepsza metoda spawania cienkich blach obejmuje kilka kluczowych strategii:
- Niższe ustawienia natężenia prądu: Większość spawania cienkich metali metodą TIG odbywa się przy natężeniu prądu wynoszącym 50 A lub mniej, a niektóre zastosowania wymagają nawet zaledwie 5–10 A
- Wyższe prędkości przesuwu: Zbyt wolne poruszanie się powoduje gromadzenie się ciepła, co znacznie zwiększa ryzyko przepalenia
- Mniejsze materiały zużywalne: Zastosowanie drutu o średnicy 0,023–0,030 cala w spawaniu metodą MIG zmniejsza dopływ ciepła w porównaniu z grubszymi drutami
- Tryby spawania impulsowego: Przełączenie się między impulsami prądu wysokiego i niskiego pozwala na lekkie ochłodzenie spoiny między szczytami.
A co z łukowym spawaniem cienkich blach metalowych? Ta technika wymaga wyjątkowej kontroli łuku. Rozpocznij łuk na grubszej części materiału, o ile to możliwe, a następnie szybko przesuń go na cieńszą część. Takie podejście ułatwia zapalenie łuku bez natychmiastowego przegrzania delikatnych obszarów.
Spawanie przerywane stanowi kolejne skuteczne rozwiązanie. Zamiast wykonywać ciągłe szwy, doświadczeni spawacze tworzą krótkie szwy z okresami chłodzenia pomiędzy przejściami. Zapobiega to nagromadzeniu ciepła w skupionych obszarach, jednocześnie zapewniając pełną penetrację połączenia.
Korekcja odkształceń po spawaniu
Co więc robić, gdy mimo najlepszych starań zapobiegawczych wystąpią odkształcenia? Nie panikuj — profesjonalni konstruktorzy opracowali sprawdzone metody korekcji odkształconych blach metalowych po operacjach spawalniczych.
Po pierwsze, należy zrozumieć przyczyny odkształceń. Podczas spawania nagrzany obszar rozszerza się, podczas gdy otaczający go chłodny metal stawia opór temu rozszerzaniu. Gdy spoina ochładza się i kurczy się, pociąga za sobą otaczający materiał, powodując zniekształcenia. Im cieńszy jest materiał, tym wyraźniejszy staje się ten efekt.
Metody korekcji obejmują:
- Wyrównywanie mechaniczne: Używanie młotków, podkładek i narzędzi do planiszowania w celu ostrożnego przywrócenia metalowi pierwotnego kształtu
- Skurcz termiczny: Celowe stosowanie ciepła na rozciągniętych obszarach powoduje kontrolowany skurcz, który przeciwdziała odkształceniom
- Ulgę w stresie: Kontrolowane nagrzewanie i powolne schładzanie mogą złagodzić naprężenia wewnętrzne powodujące odkształcenia
- Planiszowanie: Lekkie uderzenia młotkiem, które rozciągają metal na wybranych obszarach w celu przeciwdziałania skurczowi powstałemu podczas spawania
Profilaktyka pozostaje łatwiejsza niż korekcja. Zgodnie z opiniami specjalistów od spawania, stosowanie odprowadzaczy ciepła, takich jak przymocowane blisko strefy spawania profile aluminiowe lub miedziane, pozwala szybko odprowadzać ciepło. W przypadku większych elementów chłodzone wodą płyty chłodzące zapewniają jeszcze skuteczniejsze zarządzanie temperaturą.
Kluczowy wniosek? Monitoruj temperaturę w trakcie całego procesu spawania. Używaj kredek wskazujących temperaturę lub termometrów podczerwieni do śledzenia temperatury między przejściami. Utrzymanie niższej temperatury między przejściami przy cienkich materiałach zapobiega gromadzeniu się ciepła, które powoduje silne odkształcenia.
Wypełnianie otworów i naprawa wad
Nie ma znaczenia, czy zamykasz przestarzałe otwory montażowe, czy naprawiasz przypadkowe przeżarcia – spawanie otworów w blachach wymaga specyficznych technik różniących się od tych stosowanych przy standardowych złączy spawanych.
Dla małych otworów o średnicy mniejszej niż 1/4 cala, profesjonalne poradniki do napraw nadwozi zaleca się użycie miedzianej podkładki. Przymocuj miedź za otworem — pochłania ona ciepło z spawania i zapewnia powierzchnię do budowy spoiny. Przewód MIG nie przykleja się do miedzi, co zapewnia czystą wewnętrzną powierzchnię zamiast brzydkiego grudka wystającego na tył.
Dla większych otworów będą potrzebne dyski naprawcze lub niestandardowo wycięte płytki wypełniające:
- Dobierz odpowiedni rozmiar patcha: Wycinaj patche nieco mniejsze niż otwór, aby umożliwić pełne zespolenie wokół obwodu
- Strategiczne rozmieszczenie: Umieszczanie patchów lekko zagłębionych pozwala szlifować spoiny na poziomie bez tworzenia wypukłych obszarów
- Najpierw wykonaj przyspawki: Umieść początkowe przyspawki w punktach przeciwległych (pod kątem 180 stopni), aby utrzymać patch w pozycji
- Spawaj obwód metodą przerywaną: Zakończ spawanie krótkimi przerywanymi szwami naprzemiennie wokół patcha, aby równomiernie rozprowadzić ciepło
Aby skutecznie spawać otwory w blachach, odpowiednia technika ma większe znaczenie niż drogie wyposażenie. Zacznij łuk spawalniczy na grubszej części zaplaty, a następnie szybko przesuń go na cieńszy metal podstawowy. Takie podejście pozwala kontrolować ilość ciepła dostarczanego do bardziej wrażliwego materiału. Zwracaj uwagę na charakterystyczny niebieski pierścień nagrzania na materiale podstawowym – im mniejszy ten pierścień, tym mniej zjawiska odkształceń ulegnie materiał.
Przepalenie podczas naprawy otworów w rzeczywistości uczy cennych umiejętności. Jak zauważają doświadczeni spawacze, przepalenie zmusza do rozwijania umiejętności korekcyjnych oraz ujawnia ukryte problemy, takie jak materiał osłabiony przez rdzę, który i tak nie nadawałby się do spawania.
Po zakończeniu naprawy szwy spawalnicze należy starannie szlifować za pomocą tarcz szlifierskich typu flap disc, a nie agresywnych tarcz szlifierskich. Tarcze typu flap disc usuwają materiał stopniowo i generują mniej ciepła – co jest kluczowe dla zachowania integralności naprawy. Celem jest uzyskanie gładkiej powierzchni wymagającej jedynie minimalnego zastosowania masy szpachlowej lub dalszej obróbki wykończeniowej.
Te umiejętności rozwiązywania problemów oddzielają amatorską pracę od profesjonalnych rezultatów. Jednak znajomość sposobów rozwiązywania problemów to tylko jeden z czynników przy wyborze partnera z zakresu wykonywania elementów. Zrozumienie, jakie certyfikaty, kompetencje i standardy usług powinny być brane pod uwagę, zapewnia, że Twoje projekty otrzymają niezbędną wiedzę specjalistyczną.

Wybór odpowiedniego partnera w zakresie gięcia blach
Dowiedziałeś się już o metodach spawania, materiałach oraz technikach rozwiązywania problemów — ale jak faktycznie znaleźć partnera z zakresu wykonywania elementów, który spełni wymagania Twojego projektu? Wybór odpowiedniego spawacza blach stalowych nie sprowadza się jedynie do znalezienia osoby posiadającej odpowiednie wyposażenie. Chodzi o identyfikację partnera posiadającego certyfikaty, kompetencje oraz zaangażowanie w zapewnianie wysokiej jakości, jakich wymagają Twoje zastosowania. Przeanalizujmy kluczowe kryteria oceny, które oddzielają wyjątkowych wykonawców od tych średnich.
Certyfikaty i standardy jakości, na które należy zwracać uwagę
Czy można spawać blachy zgodnie z surowymi wymaganiami bez udokumentowanych systemów jakości? Technicznie tak — ale udowodnienie tego klientom, audytorom i organom regulacyjnym staje się praktycznie niemożliwe. Certyfikaty stanowią obiektywne dowody na to, że wykonawca utrzymuje procesy, szkolenia oraz kontrole jakości niezbędne do uzyskiwania spójnych wyników.
Oto kluczowe certyfikaty do oceny:
- ISO 9001:2015: Podstawowy standard zarządzania jakością, który ustanawia systematyczne procesy zapewniające stałą jakość wyrobu — niezbędny dla każdego poważnego wykonawcy blacharskiego
- IATF 16949:2016: Kluczowy dla zastosowań motocyklowych i samochodowych, ten certyfikat harmonizuje wymagania jakościowe w globalnym łańcuchu dostaw przemysłu motocyklowego i samochodowego. Zgodnie z ekspertami branżowymi z Master Products, norma IATF 16949 koncentruje się na zapobieganiu wadom i odchyleniom produkcyjnym, minimalizując jednocześnie odpady i straty materiału
- Kod spawania blach AWS D9.1: Kod spawania blachy AWS określa minimalne wymagania dla spawaczy wykonujących obróbkę blachy — zapewniając, że personel wykazał się kompetencjami w swojej dziedzinie
- Kod spawania konstrukcyjnego AWS D1.2 – Aluminium: Obejmuje materiały i projektowanie, wytwarzanie, kontrolę oraz kwalifikację zastosowań spawania aluminium
- AS9100: Wymagany w zastosowaniach lotniczych, gdzie awaria jest niedopuszczalna
Dlaczego certyfikacja IATF 16949 ma tak duże znaczenie w branży motocyklowej i samochodowej? Standard ten wymaga zwiększonej uwagi na specyficzne potrzeby, oczekiwania i wymagania klientów w zakresie produkcji. Jak podkreślają certyfikowane przedsiębiorstwa, certyfikacja IATF przynosi status „preferowanego dostawcy" wśród wiodących producentów samochodów, co przyczynia się do budowy silniejszych i bardziej niezawodnych łańcuchów dostaw.
Na przykład, Shaoyi (Ningbo) Metal Technology utrzymuje certyfikat IATF 16949 dla swoich operacji tłoczenia i precyzyjnej montażu w branży motocyklowej — co świadczy o infrastrukturze jakościowej niezbędnej do produkcji elementów podwozia, zawieszenia oraz komponentów konstrukcyjnych. Poziom tego certyfikatu wskazuje, że producent poważnie traktuje wymagania jakościowe obowiązujące w przemyśle motocyklowym.
Ocenianie możliwości produkcyjnych
Certyfikaty potwierdzają systemy jakości, jednak należy również ocenić, czy wykonawca dysponuje odpowiednim sprzętem i wiedzą fachową niezbędną do realizacji konkretnego projektu. Najlepszy spawacz blach dla danego zastosowania zależy od dopasowania jego możliwości do określonych wymagań.
Kluczowe czynniki dotyczące możliwości technicznych do oceny:
- Zakres wyposażenia: Czy zakład jest wyposażony w sprzęt do cięcia, kształtowania i spawania wymagany przez projekt? Szukaj maszyn CNC do cięcia laserowego, giarek CNC oraz wielu stanowisk spawalniczych
- Ekspertyza materiałowa: Czy wcześniej udane realizował projekty z wykorzystaniem materiałów określonych w Państwa specyfikacji? Poproś o przykłady podobnych zleceń
- Pojemność i skalowalność: Czy jest w stanie obsłużyć wymagane objętości produkcji — zarówno obecne, jak i zaplanowany wzrost?
- Poziom automatyzacji: Dla produkcji wysokogłównościowej spawanie zautomatyzowane lub robotyczne zapewnia spójność w przypadku tysięcy części
- Operacje wtórne: Czy zakład oferuje obróbkę końcową, montaż oraz instalację elementów zewnętrznych, aby zmniejszyć złożoność Państwa łańcucha dostaw?
Zgodnie z wytycznymi branży produkcyjnej, dostawcy najwyższej klasy inwestują w najnowocześniejsze centra frezarskie CNC, stanowiska spawalnicze, narzędzia tnące oraz nowoczesne wyposażenie do produkcji metalowej. Zwróć uwagę na stan utrzymania zakładu — czysta i uporządkowana przestrzeń robocza świadczy o dumie z wykonywanej pracy oraz zaangażowaniu w kontrolę jakości.
Nie pomijaj możliwości inspekcyjnych. Zaawansowane operacje blacharskie i spawalnicze wymagają sprzętu weryfikacyjnego, w tym:
- Maszyny Pomiarowe Współrzędnych (CMM): Do precyzyjnej weryfikacji wymiarów złożonych geometrii
- Komparatory optyczne: Dla kontroli profilu i konturu
- Testery chropowatości powierzchni: Gdy specyfikacje wyglądu mają znaczenie
- Narzędzia do kontroli spoin: W tym sprzęt do kontroli wzrokowej oraz możliwości nieniszczącej kontroli jakości (NDT) dla zastosowań krytycznych
Szybkie prototypowanie i terminy realizacji
W dzisiejszym dynamicznym środowisku rozwoju produktów szybkość ma kluczowe znaczenie. Jak szybko potencjalny partner może przejść od Twojego wstępnego zapytania do otrzymania fizycznych części w swoich rękach?
Oceń następujące czynniki związane z harmonogramem:
- Czas otrzymania oferty: Profesjonalni wykonawcy dostarczają szczegółowych ofert cenowych w ciągu 24–72 godzin. Niektórzy producenci, tacy jak Shaoyi Metal Technology , oferują czas przygotowania oferty wynoszący zaledwie 12 godzin dla klientów wymagających przyspieszonej odpowiedzi
- Szybkość prototypowania: Jak szybko mogą oni wykonać części próbne do weryfikacji? W przypadku krytycznych terminów rozwoju poszukaj możliwości szybkiego prototypowania w ciągu 5 dni
- Szybkość reakcji na wsparcie DFM: Szybka analiza projektu zapobiega powstawaniu wąskich gardeł w trakcie rozwoju produktu. Kompleksowe wsparcie DFM pozwala zidentyfikować problemy z wykonalnością produkcyjną jeszcze przed ich przekształceniem się w kosztowne problemy
- Czasy realizacji produkcji: Zapoznaj się ze standardowymi czasami realizacji oraz sprawdź, czy istnieją opcje przyspieszonego wykonania w przypadku pilnych potrzeb
Zgodnie z zaleceniami specjalistów branżowych, poinformuj wcześnie o swoim harmonogramie i ograniczeniach budżetowych. Upewnij się, że firma produkująca jest w stanie dostosować się do Twojego harmonogramu oraz przedstawić dokładne szacunki kosztów jeszcze przed podjęciem współpracy.
Zarządzanie projektem i standardy komunikacji
Nawet technicznie wykwalifikowani producenci mogą zawieść, jeśli nie posiadają silnych kompetencji w zakresie zarządzania projektami. Oceń, jak potencjalni partnerzy obsługują doświadczenie klienta:
- Dedykowani menedżerowie projektów: Jeden punkt kontaktowy, który rozumie Twój projekt i może przekazywać aktualne informacje w terminie
- Proaktywna komunikacja: Czy oni sami kontaktują się z Tobą z aktualizacjami postępu prac, czy zawsze Ty musisz żądać tych informacji?
- Obsługa zmian w zakresie zamówienia: Jak skutecznie są w stanie przetwarzać modyfikacje projektowe w trakcie produkcji?
- Jakość dokumentacji: Czy mogą dostarczyć certyfikatów materiałów, raportów inspekcyjnych oraz certyfikatów zgodności wymaganych w Twojej branży?
Według eksperci ds. wyboru firm produkujących najlepsi dostawcy wykazują podejście skoncentrowane na kliencie, charakteryzujące się szybką komunikacją i gotowością do podjęcia dodatkowych wysiłków. Zwracaj uwagę w fazie przygotowywania ofert: czy szybko odpowiadają? Czy poświęcają czas na pełne zrozumienie Twoich wymagań?
Podjęcie ostatecznej decyzji
Podsumowując, poniżej znajduje się kompleksowa lista kontrolna oceny:
| Kryteria oceny | Co zweryfikować | Dlaczego to ważne? |
|---|---|---|
| Certyfikaty jakości | Zgodność z normami ISO 9001, IATF 16949 oraz kodem spawania blach AWS D9.1 | Gwarantuje udokumentowane systemy jakości oraz wykwalifikowany personel |
| Zdolności techniczne | Lista wyposażenia, doświadczenie w obróbce materiałów, zdolności produkcyjne | Potwierdza zdolność do realizacji konkretnych wymagań zamówienia |
| Szybkość prototypowania | Czasy realizacji próbek i pierwszych egzemplarzy | Ma wpływ na harmonogram Twojego procesu rozwoju oraz czas wprowadzenia produktu na rynek |
| Wsparcie DFM | Zasoby inżynieryjne oraz jakość opinii technicznych dotyczących projektu | Zapobiega kosztownym zmianom projektu oraz problemom produkcyjnym |
| Komunikacja | Szybkość reagowania, podejście do zarządzania projektami | Określa jakość codziennej współpracy |
| Doświadczenie w Przemysłu | Portfel podobnych projektów, referencje klientów | Zmniejsza krzywą uczenia się i ryzyko w ramach projektu |
Pamiętajcie, że wybór partnera z zakresu wykonywania części z blachy stanowi decyzję strategiczną wpływającą na jakość Państwa produktu, harmonogramy rozwoju oraz ostatecznie na pozycję konkurencyjną. Poświęćcie czas na dogłębną ocenę dostępnych opcji, zażądajcie próbek części, o ile to możliwe, oraz zweryfikujcie certyfikaty przed przejściem do produkcji seryjnej.
Odpowiedni partner oferuje nie tylko sprzęt — przyczynia się także do współpracy poprzez swoją wiedzę fachową, umiejętności rozwiązywania problemów oraz rzeczywiste zaangażowanie w Państwa sukces. Niezależnie od tego, czy potrzebujecie precyzyjnych komponentów motocyklowych spełniających standard IATF 16949, czy też niestandardowych obudów do sprzętu przemysłowego, dopasowanie Państwa wymagań do sprawdzonych kompetencji wybranego wykonawcy tworzy podstawę udanej współpracy i wyjątkowych rezultatów.
Najczęściej zadawane pytania dotyczące specjalistycznych firm zajmujących się spawaniem blachy
1. Jakie są 5 operacji na blachach?
Pięć podstawowych operacji wykonywanych na blachach to cięcie, wycinanie konturu, przebijanie, gięcie i tłoczenie. Specjalistyczni wykonawcy łączą te operacje z technikami spawania, takimi jak spawanie MIG, TIG oraz spawanie punktowe, tworząc gotowe zespoły. Do dodatkowych operacji należą: wytłaczanie, perforacja i obcinanie, które pozwalają na produkcję złożonych elementów stosowanych w przemyśle motocyklowym, przemysłowym oraz budownictwie architektonicznym.
2. Ile kosztuje niestandardowa produkcja wyrobów blacharskich?
Indywidualna produkcja elementów z blachy kosztuje zwykle od 418 do 3018 USD, przy średniej cenie około 1581 USD za projekt. Koszty wahają się od 4 do 48 USD za stopę kwadratową w zależności od rodzaju materiału, jego grubości, stopnia złożoności oraz zakresu personalizacji. Na końcową cenę wpływają również takie czynniki jak wymóg posiadania certyfikatu IATF 16949, precyzyjne допусki wymiarowe oraz wielkość zamówionych partii. Aby uzyskać dokładne wyceny, należy złożyć zapytania ofertowe u certyfikowanych wykonawców, np. Shaoyi Metal Technology.
3. Kto zarabia najwięcej wśród pracowników zajmujących się blacharstwem?
Przedstawiciele kadr technicznych z zakresu blachownictwa zarabiają najwyższe wynagrodzenia – od 57 000 do 77 000 USD rocznie. Blacharze wykwalifikowani zarabiają od 51 000 do 64 500 USD, natomiast technicy – od 43 500 do 61 000 USD. Specjalistyczni spawacze stosujący metodę TIG do spawania elementów lotniczych lub medycznych często otrzymują wynagrodzenia premiowe ze względu na precyzyjne umiejętności wymagane w tych zastosowaniach.
4. Jaka metoda spawania jest najlepsza do cienkich blach?
Spawanie metodą TIG uznawane jest za najlepszą technikę spawania cienkich blach ze względu na dokładną kontrolę temperatury i minimalne odkształcenia. W środowiskach produkcyjnych skutecznie sprawdza się spawanie metodą MIG przy użyciu drutów o mniejszym średnicy (0,023–0,030 cala) oraz odpowiednich mieszanek gazu osłonowego. Oba te sposoby zapobiegają przepalaniu, gdy stosuje się je w połączeniu z takimi technikami jak spawanie przerywane, spawanie wsteczne oraz użycie odprowadzających ciepło podkładów lub miedzianych listew wsporczych.
5. Jakie certyfikaty powinien posiadać partner wykonujący blacharstwo?
Szukaj normy ISO 9001:2015 jako podstawowego standardu jakości oraz normy IATF 16949 w zastosowaniach motocyklowych i samochodowych. Zgodność z normą AWS D9.1 dotyczącą spawania blach zapewnia wykwalifikowany personel. W przypadku prac lotniczych niezbędna jest certyfikacja AS9100. Te certyfikaty potwierdzają istnienie udokumentowanych systemów zarządzania jakością, powtarzalnych procesów oraz zapobiegania wadom — czynnikami kluczowymi przy wyborze partnerów dostarczających precyzyjne komponenty.