 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Zrozumienie firm zajmujących się precyzyjną obróbką blachy: kluczowe pojęcia

Co tak naprawdę oznacza precyzyjna obróbka blachy
Kiedy słyszysz termin " precyzyjna obróbka blachy , „co przychodzi Wam do głowy? Jeśli wyobrażacie sobie dowolne warsztaty metalowe wyposażone w narzędzia tnące i sprzęt spawalniczy, to widzicie jedynie część obrazu. Firmy zajmujące się precyzyjną obróbką blachy działają w zupełnie innej klasie — tam, gdzie mikroskopijne pomiary decydują o sukcesie lub porażce.
Co więc dokładnie czyni obróbkę „precyzyjną”? Kluczowym czynnikiem są dopuszczalne odchylenia (tolerancje). Podczas gdy standardowa obróbka metali działa w granicach tolerancji wynoszących ±1/16 cala do ±1/8 cala (czyli mniej więcej ±1,6 mm do ±3,2 mm), precyzyjna obróbka blachy wymaga dokładności w zakresie ±0,005 cala do ±0,010 cala (±0,13 mm do ±0,25 mm). To różnica, której ledwo można dostrzec gołym okiem — ale która może zadecydować o powodzeniu lub niepowodzeniu krytycznych zastosowań.
Dokładne tolerancje w obróbce blachy zwykle zawierają się w zakresie od ±0,005 cala do ±0,010 cala (±0,13 mm do ±0,25 mm) — aż dziesięć razy ścisłejsze niż standardowe tolerancje obróbki blachy, wynoszące od ±1/16 cala do ±1/8 cala.
Co odróżnia precyzyjne wykonanie od standardowego
Wyobraź sobie montaż złożonego urządzenia medycznego, w którym poszczególne elementy muszą pasować do siebie bez żadnych luzów. Standardowa tolerancja obróbki blachy wynosząca ±1/8 cala uczyniłaby to urządzenie zupełnie nieprzydatne. Dlatego też precyzja w obróbce blachy ma tak ogromne znaczenie w wymagających branżach.
Znaczenie precyzji w obróbce blachy wykracza poza same ścisłe pomiary. Firmy specjalizujące się w precyzyjnej obróbce blachy wyróżniają się poprzez:
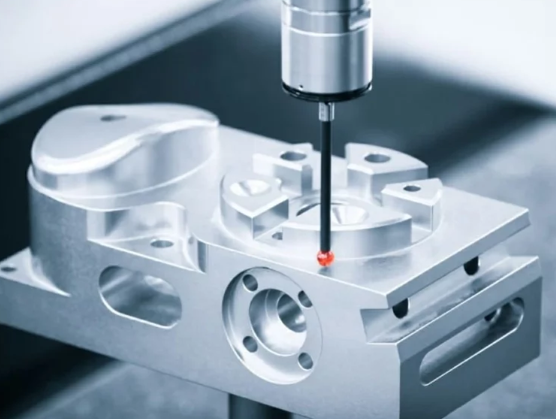
- Zaawansowane wyposażenie: Systemy cięcia laserowego włókienkowego, robotyczne prasy CNC z systemami pomiaru kąta oraz zautomatyzowane stanowiska spawalnicze zastępują standardowe narzędzia ręczne
- Zaawansowane systemy zapewnienia jakości: Maszyny pomiarowe trójwymiarowe (CMM), porównacze optyczne oraz systemy pomiaru laserowego zapewniają stałą dokładność
- Ekspertyza materiałowa: Głęboka wiedza na temat zachowania się różnych stopów podczas obróbki, w tym obliczeń odkształcenia sprężynowego i uwzględniania kierunku ziarn
- Pełnej dokumentacji: Pełna śledzilność, statystyczna kontrola procesu oraz inspekcja pierwszego egzemplarza wspierająca branże objęte regulacjami
Standardowe warsztaty produkcyjne po prostu nie są w stanie odtworzyć tych możliwości. Ich uniwersalne narzędzia i podstawowe metody kontroli sprawdzają się dobrze przy konstrukcjach ramowych lub prostych obudowach — ale okazują się niewystarczające, gdy dokładność wymiarowa ma bezpośredni wpływ na wydajność lub bezpieczeństwo produktu.
Zrozumienie wymagań dotyczących tolerancji w obróbce metali
Oto coś, co wielu inżynierów odkrywa na własnej skórze: programy CAD, takie jak SolidWorks, domyślnie stosują tolerancje frezowania, które są znacznie bardziej ścisłe niż te osiągane w typowych procesach blacharskich. Według ekspertów z firmy Herold Precision Metals ten brak dopasowania często prowadzi do nadmiernego inżynierowania i niepotrzebnych kosztów.
Dlaczego to ma znaczenie? Ponieważ blachy zachowują się inaczej niż pełne, frezowane elementy. Cienkie materiały są bardziej podatne na zmienność podczas kształtowania. Gięcie powoduje lekkie wybrzuszenia w pobliżu linii zgięcia. Wielokrotne, przecinające się zgięcia powodują bardziej wyraźne odkształcenia. Nawet otwory umieszczone w pobliżu linii zgięcia mogą wpływać na lokalny kształt.
Precyzyjna obróbka blachy radzi sobie z tymi wyzwaniami poprzez obliczenia empiryczne, wytwarzanie prototypów oraz staranne korekty — nie tylko poprzez programowanie. Typowa operacja precyzyjnego gięcia może osiągnąć dokładność wysokości ±0,25 mm oraz dokładność długości po gięciu ±0,5 mm przy zastosowaniu odpowiednich technik.
Podsumowując? Firmy zajmujące się precyzyjną obróbką blach inwestują znaczne środki w wyposażenie, szkolenia oraz systemy zapewnienia jakości, które zostały specjalnie zaprojektowane w celu pokonania naturalnych wyzwań związanych z obróbką cienkich arkuszy metalu. Te inwestycje przekładają się bezpośrednio na komponenty idealnie dopasowane, bezbłędnie funkcjonujące oraz spełniające surowe wymagania branż lotniczej, medycznej, elektronicznej i innych wymagających dziedzin.

Podstawowe procesy definiujące precyzyjną obróbkę
Teraz, gdy już wiesz, co czyni obróbkę „precyzyjną”, prawdopodobnie zastanawiasz się: jak te firmy osiągają tak ścisłe допусki? Odpowiedź tkwi w zastosowaniu specjalizowanych procesów — każdy z nich jest starannie kontrolowany, aby zapewnić spójne i dokładne rezultaty. Przeanalizujmy podstawowe techniki, na których opiera się każda firma zajmująca się precyzyjną obróbką blach.
W przeciwieństwie do standardowych sklepów, które mogą wymieniać te procesy na swoich stronach internetowych bez dodatkowych wyjaśnień, zrozumienie działania każdego z nich pozwala podejmować bardziej świadome decyzje dotyczące projektów wykonywanych w ramach produkcji własnej. Oto najważniejsze informacje:
- Cięcie laserowe: Wykorzystuje skoncentrowany promień lasera do stopienia lub odparowania materiału z dokładnością (dopuszczalnymi odchyłkami) sięgającą ±0,1 mm do ±0,15 mm — idealne do skomplikowanych projektów oraz grubszych materiałów o grubości do 25 mm
- Z wyłączeniem: Narzędzia sterowane komputerowo wciskają się przez blachę, tworząc precyzyjne otwory i kształty z dokładnością około ±0,2 mm — najlepsze do powtarzalnych wzorów w cienkich materiałach
- Precyzyjne gięcie: Maszyny CNC do gięcia blach wyposażone w wbudowane czujniki pozwalają na formowanie kątów z dokładnością ±0,5° do ±1° oraz długości z dopuszczalnymi odchyłkami ±0,20 mm na każdy zgięty fragment
- Spawania precyzyjnego: Kontrolowane procesy spawania, w tym spawanie TIG, MIG oraz spawanie robotyczne, zapewniające zachowanie dokładności wymiarowej przy jednoczesnym tworzeniu wytrzymałych i estetycznych połączeń
Każdy proces ma swoje charakterystyczne zalety. Doświadczona firma zajmująca się precyzyjną obróbką blachy wie dokładnie, kiedy należy zastosować każdą z technik — a co ważniejsze, jak je uporządkować w odpowiedniej kolejności, aby osiągnąć optymalne rezultaty.
Laserowe cięcie i tłoczenie CNC wyjaśnione
Wyobraź sobie, że musisz wykonać skomplikowany element konstrukcyjny do przemysłu lotniczego i kosmicznego, mający zakrzywione krawędzie oraz otwory o ścisłych tolerancjach. Którą metodę należy wybrać? Odpowiedź zależy od kilku czynników, które firmy specjalizujące się w precyzyjnej obróbce blachy oceniają przy każdym projekcie.
Zgodnie ze specjalistami branżowymi cięcie laserem wyróżnia się przy wykonywaniu skomplikowanych konturów oraz materiałów o większej grubości. Lasery włóknowe pozwalają na cięcie stali węglowej o grubości do 25 mm przy zachowaniu tolerancji wynoszących ±0,1 mm do ±0,15 mm. Proces bezkontaktowy zapewnia gładkie i dokładne cięcia bez śladów narzędzi — eliminując w wielu przypadkach potrzebę dodatkowej obróbki wykańczającej. Dlatego też cięcie laserem jest preferowaną metodą w produkcji elementów stosowanych w przemyśle lotniczym, medycznym i farmaceutycznym, gdzie kluczowe znaczenie ma jakość krawędzi.
Z kolei tłoczenie CNC dominuje w przypadku powtarzających się kształtów przy wysokiej prędkości. Dla gęsto rozmieszczonych otworów w cienkich materiałach — stali węglowej o grubości do 3 mm lub aluminium o grubości do 6 mm — maszyny tłoczące działają znacznie szybciej niż lasery. Istnieje jeszcze jedna kluczowa zaleta: tłoczenie jest procesem niegenerującym ciepła. Dzięki temu zachowana zostaje płaskość materiału, a także unikane są strefy wpływu ciepła (HAZ), które mogą powodować problemy podczas kolejnych operacji gięcia.
Usługi z zakresu precyzyjnej obróbki blachy często łączą obie te technologie. Cięcie laserem służy do wykonywania złożonych konturów zewnętrznych i szczegółowych elementów, podczas gdy CNC tłoczenie umożliwia szybkie tworzenie regularnych układów standardowych otworów lub wycięć. Takie hybrydowe podejście maksymalizuje zarówno precyzję, jak i wydajność.
Precyzyjne gięcie i spawanie
Oto coś, co zaskakuje wielu inżynierów: zwykle nie można osiągnąć prawdziwego narożnika o kącie 90° przy gięciu blachy. Narożniki zawsze mają promień zaokrąglenia, a materiały naturalnie odprężają się nieco w kierunku pierwotnego kształtu po procesie kształtowania. Radzenie sobie z tymi rzeczywistościami to właśnie obszar, w którym szczególnie wyraża się ekspertyza w zakresie precyzyjnego gięcia.
Doświadczeni wykonawcy podają, że odprężenie (springback) wynosi zazwyczaj 1–2° różnicy. Nowoczesne maszyny CNC do gięcia na prasach krawędziowych wyposażone w wbudowane czujniki automatycznie kompensują zmienność materiału, zapewniając stałą jakość wyrobu. Maszyny te obliczają współczynnik K dla każdej kombinacji materiału i grubości, przewidując dokładnie, o ile należy przegiąć detal, aby uzyskać docelowy kąt.
Kluczowe czynniki wpływające na precyzję gięcia to:
- Spójność promienia gięcia: Utrzymanie jednakowego promienia gięcia we wszystkich narożnikach danego detalu znacznie upraszcza przygotowanie narzędzi i obniża koszty, jednocześnie poprawiając dokładność
- Odległość elementu od linii gięcia: Otwory lub wycięcia umieszczone zbyt blisko gięć mogą ulec odkształceniu z powodu skupienia naprężeń — doświadczeni wykonawcy znają wytyczne dotyczące minimalnej odległości
- Planowanie kolejności gięcia: Złożone elementy z wieloma gięciami wymagają starannego zaplanowania kolejności operacji, aby uniknąć kolizji narzędzi
- Świadomość stanu materiału: Strefy wpływu ciepła po cięciu laserem mogą powodować niestabilne kształty lub pęknięcia podczas gięcia, jeśli nie zostaną odpowiednio zarządzane
Precyzyjne spawanie kończy proces wykonywania elementów. Niezależnie od tego, czy stosuje się spawanie TIG do krytycznych połączeń wymagających maksymalnej kontroli, spawanie MIG w celu zwiększenia wydajności produkcyjnej, czy spawanie robotyczne w celu zapewnienia spójności przy dużych objętościach, cel pozostaje ten sam: połączenie komponentów bez zakłócania precyzji osiągniętej w poprzednich operacjach.
Wysokoprecyzyjna produkcja elementów blachowych wymaga od spawaczy zrozumienia zarządzania ciepłem. Projektowanie przyrządów montażowych, kolejność spawania doczepnego oraz kontrola wprowadzanego ciepła zapobiegają wyginaniu się części, które zostały precyzyjnie cięte i gięte, a które w przeciwnym razie stałyby się nieprzydatne. To właśnie w tym miejscu często przecinają się kompetencje w zakresie precyzyjnej produkcji elementów blachowych i obróbki skrawaniem – przyrządy obróbkowe zapewniają dokładne utrzymywanie części w odpowiedniej pozycji podczas wykonywania spawania.
Sprzęt do precyzyjnej produkcji elementów blachowych, w który firma inwestuje, wiele mówi o jej możliwościach. Nowoczesne lasery włóknikowe, serwoelektryczne prasy kute z pomiarem kąta w czasie rzeczywistym oraz komórki spawalnicze z robotami reprezentują obecny stan techniki. Jednak sam sprzęt nie wystarcza – ekspertyza w zakresie programowania, obsługi i konserwacji tych systemów decyduje o tym, czy zapewnią one wyniki o wysokiej precyzji, czy jedynie drogą pośredniość.
Zrozumienie tych podstawowych procesów przygotowuje Cię do prowadzenia rzeczowych rozmów z potencjalnymi partnerami z zakresu produkcji. Będziesz wiedzieć, jakie pytania zadawać — oraz rozpoznawać, kiedy dana firma rzeczywiście rozumie, jak osiągnąć precyzję wymaganą przez Twój projekt.
Zastosowania przemysłowe i ich szczególne wymagania dotyczące precyzji
Oto coś, co często zaskakuje wielu nabywców: dopuszczalny odchyłek, który doskonale sprawdza się w elektronice użytkowej, może spowodować katastrofalny awarię w samolocie. przemysł precyzyjnej obróbki blach nie działa według jednolitych standardów „jedno rozmiar pasuje wszystkim”. Zamiast tego każdy sektor stawia zupełnie inne wymagania — a zrozumienie tych różnic pozwala Ci określić, które firmy produkcyjne rzeczywiście mogą spełnić Twoje potrzeby.
Dlaczego to tak bardzo się liczy? Ponieważ wybór firmy zajmującej się precyzyjną obróbką blach bez zrozumienia wymagań specyficznych dla danego sektora przypomina zatrudnienie elektryka specjalizującego się w instalacjach domowych do obsługi przemysłowych systemów zasilania. Mogą oni posiadać umiejętności, ale nie te właściwe do Twojego zastosowania.
Poniższa tabela przedstawia, jak wygląda precyzyjna obróbka blachy w kluczowych branżach:
| Branża | Typowe tolerancje | Główne certyfikaty | Kluczowe czynniki jakości |
|---|---|---|---|
| Aeronautyka i kosmonautyka | ±0,005" do ±0,010" | AS9100, ITAR, NADCAP | Śledzalność, certyfikaty materiałów, odporność na zmęczenie |
| Urządzenia medyczne | ±0,005" do ±0,015" | ISO 13485, rejestracja FDA | Zgodność z wymogami biologicznymi, możliwość sterylizacji, jakość wykończenia powierzchni |
| Motoryzacyjny | ±0,010 do ±0,020 cala | IATF 16949, ISO 9001:2015 | Powtarzalność, badania wytrzymałościowe, dokumentacja PPAP |
| Elektronika | ±0,005" do ±0,015" | ISO 9001:2015, normy IPC | Ekranowanie przed interferencjami elektromagnetycznymi/rdzeniowymi (EMI/RFI), zarządzanie ciepłem, dokładne dopasowanie elementów montażowych |
Przyjrzyjmy się bliżej, co te wymagania oznaczają w praktyce dla Twoich projektów.
Wymagania branż lotniczej i urządzeń medycznych
Precyzyjna obróbka blachy w przemyśle lotniczym stanowi szczyt wymogów produkcyjnych. Gdy komponenty lecą na wysokości 30 000 stóp lub wspierają krytyczne dla życia procedury medyczne, nie ma miejsca na żadne błędy.
W zastosowaniach lotniczych, Certyfikat AS9100 nie jest opcjonalne – to podstawowe oczekiwanie. Ten standard zarządzania jakością specyficzny dla branży lotniczo-kosmicznej opiera się na normie ISO 9001:2015, dodając do niej rygorystyczne wymagania dotyczące bezpieczeństwa produktu, zapobiegania wykorzystaniu części podrabianych oraz zarządzania konfiguracją. W przypadku projektów związanych z obronnością certyfikacja ITAR (Międzynarodowe Przepisy dotyczące Handlu Bronią) zapewnia prawidłowe postępowanie z kontrolowanymi danymi technicznymi.
Dlaczego produkcja elementów dla przemysłu lotniczo-kosmicznego jest tak wymagająca? Rozważ następujące czynniki:
- Pełna śledzalność materiałów: Każdy element metalowy musi być możliwy do śledzenia aż do jego pierwotnego certyfikatu hutniczego
- Wymagania dotyczące inspekcji pierwszego egzemplarza: Wyczerpująca dokumentacja potwierdzająca, że każdy wymiar spełnia określone tolerancje przed rozpoczęciem produkcji
- Uwzględnienie zmęczenia materiału i naprężeń: Elementy muszą wytrzymać wielokrotne cykle obciążenia przez dziesięciolecia eksploatacji
- Optymalizacja masy: Każdy gram ma znaczenie, co zmusza projektantów do stosowania cieńszych materiałów przy coraz mniejszych dopuszczalnych odchyłkach
Wytwarzanie urządzeń medycznych wiąże się z równie rygorystycznymi, ale odmiennymi wyzwaniami. Zgodnie ze specjalistami branżowymi z firmy Prototek części wykonane z blachy precyzyjnej przeznaczone do zastosowań medycznych muszą spełniać surowe wymagania dotyczące biokompatybilności — materiały nie mogą wywoływać odpowiedzi immunologicznej ani zapalenia przy kontakcie z organizmem człowieka.
Wykończenie powierzchni staje się kluczowe w zastosowaniach medycznych. Skomponowane elementy muszą być wystarczająco gładkie, aby można je było skutecznie czyścić, zapobiegając kolonizacji bakteryjnej. Stale nierdzewne stopów 304 i 316L dominują w przemyśle medycznym, ponieważ odporność na korozję po wielokrotnym sterylizowaniu w autoklawie oraz działaniu silnych środków czyszczących. Firmy świadczące usługi w tej dziedzinie na rynkach precyzyjnego tłoczenia blach w Teksasie i precyzyjnego tłoczenia blach na Florydzie często posiadają certyfikat ISO 13485 specjalnie dotyczący systemu zarządzania jakością urządzeń medycznych.
Standardy precyzyjne dla przemysłu motocyklowego i elektronicznego
Zastosowania motocyklowe i samochodowe stanowią fascynującą równowagę: dopuszczalne odchylenia są nieco luźniejsze niż w przemyśle lotniczym, ale objętości produkcji są wykładniczo większe. Ta kombinacja wymaga firm zajmujących się precyzyjną obróbką blach, które zapewniają wysoką powtarzalność oraz kontrolę procesów statystycznych.
Certyfikat IATF 16949 – standard zarządzania jakością obowiązujący w przemyśle motocyklowym i samochodowym – kładzie nacisk na zapobieganie wadom zamiast ich wykrywanie. Wykonawcy muszą udowodnić wskaźniki zdolności procesu (Cpk), potwierdzające, że ich procesy stale dostarczają części zgodnych ze specyfikacją. Dokumentacja Procesu Zatwierdzania Części Produkcyjnych (PPAP) zapewnia klientom pewność, że jakość masowej produkcji będzie odpowiadała jakości prototypu.
W przypadku elementów podwozia, zawieszenia i elementów konstrukcyjnych testy trwałości dodają kolejny poziom walidacji. Części wykonane metodą precyzyjnej obróbki blach w zastosowaniach motocyklowych i samochodowych muszą wytrzymać lata drgań, cykli zmian temperatury oraz ekspozycji na sól drogową bez uszkodzeń.
Produkcja elementów elektronicznych koncentruje się na innych priorytetach. Obudowy i ramy muszą zapewniać ochronę przed zakłóceniami elektromagnetycznymi (EMI), zachowując przy tym precyzyjne wymiary umożliwiające montaż komponentów. Otwór montażowy przesunięty nawet o 0,5 mm względem docelowej pozycji może uniemożliwić zamontowanie płytki obwodów drukowanych lub spowodować wąskie gardło na linii montażowej.
Zarządzanie temperaturą zwiększa złożoność zastosowań w elektronice. Wymagania dotyczące odprowadzania ciepła często decydują o wyborze materiałów — doskonała przewodność cieplna aluminium czyni go ulubionym materiałem na obudowy urządzeń elektronicznych. Jednak zachowanie sprężyste (springback) aluminium różni się od zachowania stali, co wymaga od wykonawców specjalistycznej wiedzy dotyczącej danego materiału.
Sektor elektroniki wymaga również doskonałości estetycznej. Produkty przeznaczone dla konsumentów wymagają bezbłędnych powierzchni, jednolitego malowania proszkowego oraz precyzyjnego dopasowania wzorów otworów wentylacyjnych. To połączenie precyzji funkcjonalnej i jakości estetycznej odróżnia sprawdzonych wykonawców od tych, którzy jedynie deklarują doświadczenie w dziedzinie elektroniki.
Zrozumienie tych branżowych wymagań pozwala skuteczniej ocenić potencjalnych partnerów z zakresu produkcji. Firma wyróżniająca się w produkcji samochodowej może mieć trudności z realizacją wymogów dokumentacyjnych stosowanych w przemyśle lotniczym. Specjalista od urządzeń medycznych może nie dysponować możliwościami produkcji wysokotomowej, jakie wymagają projekty motocyklowe. Dopasowanie wymagań branżowych swojego projektu do sprawdzonej ekspertyzy firmy produkcyjnej znacznie zwiększa szanse na jego sukces.
Jak oceniać firmy zajmujące się precyzyjną obróbką blachy
Określiłeś precyzyjne wymagania swojego projektu oraz rozumiesz, które procesy są niezbędne. Nadszedł teraz najtrudniejszy etap: jak właściwie wybrać odpowiednią firmę zajmującą się precyzyjną obróbką blachy spośród dziesiątek dostępnych opcji? To właśnie w tym momencie większość nabywców napotyka na trudności — a popełnienie błędnego wyboru wiąże się z rzeczywistymi kosztami.
Problem? Strony internetowe większości producentów wyglądają bardzo podobnie. Wszyscy twierdzą, że oferują „wysoką jakość” i „precyzję”. Jednak pod tymi hasłami marketingowymi możliwości różnią się diametralnie. Poniżej przedstawiamy systematyczne podejście do odróżnienia rzeczywiście kompetentnych producentów precyzyjnych elementów z blachy od tych, którzy jedynie dobrze mówią o swoich umiejętnościach.
- Zweryfikuj odpowiednie certyfikaty — Nie wystarczy potwierdzić posiadanie certyfikatów; należy upewnić się, że odpowiadają one wymogom Twojej branży
- Oceń możliwości wyposażenia — Nowoczesne maszyny mają znaczenie, ale jeszcze ważniejsze są doświadczenie operatorów oraz programy konserwacji
- Oceń systemy kontroli jakości — Spójrz nie tylko na sprzęt kontrolny, ale także na udokumentowane procedury oraz praktyki zapewniające śledzalność
- Przeanalizuj możliwości terminowości realizacji — Zapoznaj się zarówno ze standardowymi czasami realizacji, jak i opcjami przyspieszonej produkcji dostosowanymi do Twojego harmonogramu produkcyjnego
- Przeanalizuj wsparcie inżynierskie — Wiedza ekspercka DFM może zaoszczędzić tysiące dolarów dzięki optymalizacji projektu jeszcze przed rozpoczęciem produkcji
- Sprawdź opinie klientów — Porozmawiaj z klientami z podobnych branż na temat rzeczywistych doświadczeń
Przeanalizujmy teraz każdą z tych kategorii szczegółowo, aby wiedzieć dokładnie, jakie pytania należy zadać.
Niezbędne certyfikaty do sprawdzenia
Certyfikaty to nie tylko litery na ścianie — są one redukatorami ryzyka potwierdzającymi rzeczywistą dyscyplinę procesową . Zrozumienie, jakie wymagania stawia każdy certyfikat, pozwala ocenić, czy firma specjalizująca się w precyzyjnej obróbce blachy jest w stanie rzeczywiście spełnić Twoje potrzeby.
ISO 9001:2015 stanowi podstawę systemów zarządzania jakością. Według ekspertów branżowych z Northstar Metal Products ten certyfikat potwierdza, że firma wdrożyła skuteczny system zarządzania jakością z udokumentowanymi procedurami dla każdego etapu produkcji — od wprowadzania nowego produktu po końcową kontrolę i wysyłkę. Ustala on również jasne wytyczne dotyczące ciągłego doskonalenia, zachęcając pracowników do poszukiwania innowacyjnych rozwiązań.
Co dokładnie wymaga norma ISO 9001:2015? Certyfikowane zakłady wytwarzania muszą zapewnić:
- Dokumentowane procedury w zakresie wytwarzania, kontroli i śledzenia
- Regularne audyty wewnętrzne oraz audyty przeprowadzane przez podmioty niezależne
- Kontrolę materiałów przy użyciu skalibrowanego sprzętu
- Czyste i spójne ścieżki dokumentacyjne dla każdego projektu
ITAR (International Traffic in Arms Regulations) certyfikacja ma znaczenie, jeśli Twój projekt dotyczy zastosowań obronnych. Zakłady zarejestrowane w systemie ITAR mogą przetwarzać kontrolowane dane techniczne oraz produkować komponenty do systemów wojskowych. Nawet jeśli obecny projekt nie wymaga zgodności z wymogami ITAR, współpraca z zarejestrowanym zakładem zapewnia elastyczność w przypadku przyszłych umów o charakterze obronnym.
Certyfikaty AWS (American Welding Society) oznaczają biegłość w technikach spawania. Oznaczenie Certified Welding Fabricator (CWF) potwierdza, że firma wykazała się kompetencjami w zakresie tworzenia konstrukcji spawanych o wysokiej wytrzymałości i trwałości. W przypadku projektów wymagających spawania konstrukcyjnego dodatkową gwarancję stanowi certyfikat AWS D1.1 dotyczący stali konstrukcyjnej.
Certyfikaty branżowe stanowią kolejny poziom weryfikacji. Niezależnie od tego, czy potrzebujesz certyfikatu IATF 16949 dla przemysłu motocyklowego, AS9100 dla przemysłu lotniczego czy ISO 13485 dla urządzeń medycznych, dopasowanie certyfikatów do wymagań Twojej branży zapewnia, że wykonawca rozumie Twój zakres regulacyjny.
Ocenianie wyposażenia i systemów zapewnienia jakości
Podczas wizyty w potencjalnym zakładzie precyzyjnej obróbki blachy – lub przeglądania jego możliwości w trybie online – na co należy zwrócić uwagę? Wykazy wyposażenia przedstawiają jedynie część obrazu.
Nowoczesne lasery włóknikowe, serwoelektryczne giętarki i komórki spawalnicze z robotami świadczą o inwestycjach kapitałowych w zakresie możliwości precyzyjnych. Jednak warto zadać głębsze pytania: jak często kalibrowane jest wyposażenie? jakie harmonogramy konserwacji zapobiegawczej są stosowane? kto wykonuje programowanie i jaki ma on doświadczenie?
Firma z ograniczoną odpowiedzialnością zajmująca się precyzyjną obróbką blachy, wyposażona w starsze urządzenia obsługiwane przez mistrzów rzemiosła, może osiągać lepsze wyniki niż warsztat wyposażony w najnowsze maszyny i prowadzony przez niedoświadczonych operatorów. Połączenie wysokiej jakości sprzętu, wykwalifikowanego personelu oraz udokumentowanych procedur zapewnia stałą precyzję — nie któryś z tych czynników z osobna.
Systemy kontroli jakości zasługują na równie szczegółową analizę. Maszyny pomiarowe trójwymiarowe (CMM) oraz porównywacze optyczne wskazują na możliwości inspekcyjne, ale prawdziwe pytanie brzmi: jak są one zintegrowane z procesami produkcyjnymi? Należy zwrócić uwagę na:
- Procesy inspekcji pierwszego egzemplarza: Udokumentowane potwierdzenie przed rozpoczęciem serii produkcyjnej
- Punkty inspekcji w trakcie procesu: Kontrole jakości na kluczowych etapach, a nie tylko końcowa inspekcja
- Kontrola Statystycznego Procesu: Monitorowanie oparte na danych, umożliwiające wykrycie odchylenia jeszcze przed przekroczeniem dopuszczalnych tolerancji
- Śledzenie materiałów: Możliwość śledzenia dowolnego komponentu z powrotem do oryginalnych certyfikatów hutniczych
Możliwości czasu realizacji różnią się znacznie wśród dostawców precyzyjnej obróbki blachy. Standardowe terminy realizacji wynoszą zwykle 2–4 tygodnie, jednak zrozumienie opcji przyspieszonej realizacji ma kluczowe znaczenie w przypadku skrócenia harmonogramów. Niektórzy partnerzy OEM w zakresie precyzyjnej obróbki blachy dysponują dedykowaną zdolnością szybkiej reakcji; inni wymagają istotnych nadpłat za przyspieszoną dostawę.
Na koniec dokonaj oceny wsparcia inżynierskiego. Czy wykonawca może przeanalizować Twoje projekty i zaproponować ulepszenia jeszcze przed przygotowaniem oferty? Wiedza specjalistyczna w zakresie DFM (projektowania z myślą o możliwościach produkcyjnych) pozwala zidentyfikować możliwości obniżenia kosztów – np. alternatywne sekwencje gięcia, zoptymalizowane rozmieszczenie elementów na arkuszu lub zastąpienie materiału, które zachowuje wymaganą wydajność przy jednoczesnym obniżeniu ceny. Takie podejście współpracy często oddziela prawdziwych partnerów od dostawców działających wyłącznie transakcyjnie.
Posiadając te kryteria oceny, możesz z pewnością ocenić potencjalnych partnerów z zakresu wykonywania części. Celem nie jest znalezienie najtańszej oferty, lecz identyfikacja precyzyjnych wykonawców blacharskich, których możliwości, certyfikaty oraz systemy zapewnienia jakości są zgodne z konkretnymi wymaganiami Twojego projektu.
Wybór materiału do projektów precyzyjnej obróbki
Oceniliście już wykonawców części i rozumiecie procesy związane z ich produkcją. Jednak istnieje pytanie, które sprawia trudności nawet doświadczonym inżynierom: który materiał należy określić dla projektu precyzyjnego? Odpowiedź nie jest tak prosta, jak wybór materiału, który sprawdził się w poprzednim projekcie — ponieważ zachowanie materiału ma bezpośredni wpływ na osiągalne tolerancje, metody obróbki oraz końcowe koszty.
Pomyśl o tym w ten sposób: aluminium i stal nierdzewna mogą oba spełniać Twoje wymagania dotyczące wytrzymałości, ale zachowują się zupełnie inaczej podczas gięcia. Jedno silniej odkształca się sprężynowo. Drugie szybciej ulega umocnieniu przez deformację plastyczną. Ignorowanie tych różnic prowadzi do odrzucenia części oraz sfrustrowanych rozmów telefonicznych z Twoim wykonawcą.
Zrozumienie właściwości materiałów przed określeniem pomaga podejmować świadome decyzje. Oto najważniejsze czynniki dla spersonalizowanej, precyzyjnej produkcji blach metalowych:
| Materiał | Cechy precyzyjne | Typowe zastosowania | Uwagi dotyczące przetwarzania |
|---|---|---|---|
| Stal nierdzewna (304/316) | Doskonała stabilność wymiarowa; umiarkowane odkształcenie sprężynowe; osiągalne ścisłe допусki | Urządzenia medyczne, przetwórstwo żywności, budownictwo architektoniczne, przemysł morski | Wymaga specjalistycznych technik spawania; ulega umocnieniu przez deformację plastyczną podczas kształtowania |
| Aluminium (5052/6061) | Dobra kuteczność; wyższe odkształcenie sprężynowe niż stal; lekkie elementy precyzyjne | Obudowy urządzeń elektronicznych, lotnictwo i kosmonautyka, motocykle i samochody, wymienniki ciepła | Wrażliwe na ciepło; doskonała obrabialność; wymaga odpowiedniego wyposażenia narzędziowego |
| Stal węglowa | Przewidywalne zachowanie; umiarkowane dopuszczenia; opłacalne przy dużych partiach | Maszyny, budownictwo, konstrukcje samochodowe | Wymaga obróbki powierzchniowej w celu ochrony przed korozją; dobra spawalność |
| Tytan | Wyjątkowa wytrzymałość przy niewielkiej masie; trudne do precyzyjnego kształtowania | Lotnictwo i kosmonautyka, implanty medyczne, obronność | Średnia obrabialność; wymaga zastosowania specjalistycznych narzędzi i wiedzy fachowej |
| Miedź/mosiądz | Wysoka plastyczność; dobra kutełkość; średnia możliwość osiągnięcia precyzji | Elementy elektryczne, elementy dekoracyjne, instalacje sanitarne | Podczas spawania powstają szkodliwe opary; miedź może być trudna w obróbce skrawaniem |
Precyzyjna obróbka blach od grubości 0,004 do 0,250 cala obejmuje większość typowych zastosowań, jednak wybór materiału znacząco wpływa na to, co można osiągnąć w tym zakresie. Przeanalizujmy najbardziej często określone opcje.
Uwzględnienie stali nierdzewnej i aluminium
Stal nierdzewna dominuje w precyzyjnej obróbce blach – i to z dobrych powodów. Jej stabilność wymiarowa, odporność na korozję oraz przewidywalne zachowanie podczas kształtowania czynią ją pierwszym wyborem w wymagających zastosowaniach. Jednak nie wszystkie stali nierdzewne są sobie równe.
Zgodnie z opiniami ekspertów ds. precyzyjnej produkcji, stopy austenityczne, takie jak 304 i 316, zapewniają najlepsze połączenie kutej formowalności i odporności na korozję. Niższa zawartość węgla w stopie 316L czyni ją idealną do zgrzewanych zespołów w zastosowaniach medycznych i farmaceutycznych, gdzie należy unikać zjawiska wrażliwości (wytrącania karbidów chromu).
Wysokoprecyzyjna pozycjonowa obróbka blach ze stali nierdzewnej wymaga zrozumienia, jak ten materiał ulega rozrzędzeniu podczas kształtowania. Każde zgięcie zwiększa twardość w obszarze objętym działaniem, co może prowadzić do pęknięć, jeśli kolejne operacje nie zostaną starannie zaplanowane. Doświadczeni wykonawcy sekwencjonują operacje w celu zminimalizowania skumulowanego wpływu rozrzędzenia.
Kluczowe uwagi dotyczące stali nierdzewnej obejmują:
- Środowisko korozyjne: stal 304 nadaje się do większości zastosowań wewnątrz pomieszczeń; stal 316 jest niezbędna przy narażeniu na chlorki lub w środowiskach morskich
- Wymagania dotyczące jakości powierzchni: Stal nierdzewna przyjmuje powłoki matowe, polerowane lub elektropolerowane — należy je określić wcześnie, aby uniknąć dodatkowej obróbki
- Spawalność: Wymaga zastosowania specjalistycznych technik oraz odpowiednich materiałów wypełniających w celu zachowania odporności na korozję
- Czynnik kosztu: Zazwyczaj 2–3 razy droższy niż stal węglowa, ale często pozwala zrezygnować z kosztów wykańczania
Aluminium stwarza inny wyzwanie związane z precyzją. Jego doskonała wytrzymałość względem masy czyni go niezbędnym materiałem w zastosowaniach lotniczych i elektronicznych, jednak wyższe odkształcenie sprężyste wymaga kompensacji podczas gięcia. Wskazówki branżowe sugerują, że utrzymywanie stałego promienia gięcia we wszystkich elementach upraszcza konstrukcję narzędzi i poprawia dokładność.
W obudowach urządzeń elektronicznych przewodność cieplna aluminium zapewnia naturalne odprowadzanie ciepła – korzyść funkcjonalną, której stal nierdzewna nie jest w stanie zapewnić. Firmy zajmujące się precyzyjną obróbką blach w Seattle oraz dostawcy usług precyzyjnej obróbki blach w Seattle często pracują z aluminium dla sektorów lotniczego i technologicznego regionu, gdzie oszczędność masy i zarządzanie ciepłem są kluczowe.
Wrażliwość aluminium na strefy wpływane ciepłem powstałych podczas cięcia laserowego wymaga starannego planowania. Jeśli zgięcia występują w pobliżu krawędzi cięcia, zmienione właściwości materiału mogą powodować niestabilność procesu kształtowania. Doświadczeni wykonawcy albo dostosowują parametry cięcia, albo zwiększają odległości między cechami a zgięciami, aby zachować precyzję.
Materiały specjalistyczne do wymagających zastosowań
Gdy standardowe materiały nie spełniają określonych wymagań, w grę wchodzą stopy specjalne. Przetwarzanie tych materiałów wymaga wykonawców posiadających specyficzne doświadczenie — nie każdy warsztat precyzyjny jest w stanie pomyślnie przetwarzać tytan czy egzotyczne stopy niklu.
Tytan zasługuje na przydomek „metalu cudownego” dzięki wyjątkowemu stosunkowi wytrzymałości do masy oraz wspaniałej odporności na korozję. Według specjalistów od materiałów unikalna zdolność tytanu do wiązania się z kością i tkankami żywymi czyni go niezastąpionym w implantach ortopedycznych. W przemyśle lotniczym zalety wynikające ze stosunku wytrzymałości do masy uzasadniają jego wyższą cenę w przypadku elementów silników i konstrukcji nośnych.
Jednak niska przewodność cieplna tytanu oraz jego skłonność do utwardzania się w trakcie obróbki powodują istotne trudności w procesie wytwarzania. Prędkości skrawania muszą być starannie kontrolowane, aby zapobiec przegrzewaniu. Kształtowanie wymaga zastosowania specjalistycznego narzędzi i często procesów kształtowania na gorąco w przypadku złożonych geometrii. Czynniki te zazwyczaj powodują wzrost kosztów o 3–5 razy w porównaniu do wytwarzania ze stali nierdzewnej.
Inne materiały specjalne, które warto poznać:
- Inconel i Hastelloy: Stopowe superstale niklowe przeznaczone do ekstremalnych temperatur i środowisk korozyjnych; trudne w toczeniu i kształtowaniu
- Stal sprężynowa: Wysoka wytrzymałość na rozciąganie dla elementów wymagających sprężystości; właściwości kontrolowane są za pomocą precyzyjnego hartowania
- Stale nierdzewne ferrytyczno-austenityczne (duplex): Połączenie właściwości austenitycznych i ferrytycznych zapewnia poprawę wytrzymałości oraz odporności na korozję chlorkową
- Miedź berylowa: Wyjątkowa przewodność elektryczna i właściwości sprężyste stosowane w kontaktach elektrycznych; wymaga ostrożnego obchodzenia się ze względu na zagrożenia związane z toksycznością
Grubość materiału wpływa również na możliwości precyzyjnej obróbki. Cienkie materiały (poniżej 0,030 cala) są bardziej podatne na odkształcenia podczas cięcia i manipulacji. Grubsze materiały (powyżej 0,125 cala) wymagają sprzętu o wyższej mocy i mogą ograniczać osiągalne promienie gięcia. Omów swoje wymagania dotyczące grubości materiału z potencjalnymi wykonawcami, aby upewnić się, że ich sprzęt odpowiada Twoim potrzebom.
Podsumowując? Dobór materiału to nie tylko spełnienie wymagań funkcjonalnych – chodzi także o wybór materiałów, które Twój partner wykonawczy będzie w stanie przetwarzać z wysoką precyzją i powtarzalnością. Otwarta rozmowa na temat doświadczenia w zakresie konkretnych materiałów często ujawnia więcej na temat rzeczywistych kompetencji wykonawcy niż jakikolwiek certyfikat lub lista wyposażenia.
Kontrola jakości i inspekcja w precyzyjnej obróbce blach
Wybrałeś odpowiedni materiał i kompetentnego wykonawcę. Ale istnieje kluczowe pytanie: skąd wiedzieć, że gotowe elementy rzeczywiście spełniają Twoje specyfikacje? To właśnie w procesach kontroli jakości – zweryfikowaniu każdej wymiaru, powierzchni i cechy przed wysyłką elementów – kładzie się podstawa precyzji w obróbce blachy.
Kontrola jakości w precyzyjnej obróbce blachy nie jest pojedynczym punktem kontrolnym na końcu produkcji. Jest to kompleksowy system, który przeplata się przez cały proces wykonywania elementów. Zrozumienie tych systemów pozwala skuteczniej oceniać wykonawców oraz zapewnia, że Twoje kluczowe komponenty zostaną dostarczone dokładnie zgodnie ze specyfikacją.
Oto kluczowe punkty kontroli jakości w typowym cyklu pracy z precyzyjną obróbką blachy:
- Kontrola materiałów przyjmowanych: Weryfikacja certyfikatów materiału, pomiar grubości oraz stanu powierzchni przed rozpoczęciem obróbki
- Inspekcja pierwszego artykułu: Kompleksowa weryfikacja wymiarów próbek wstępnych przed przystąpieniem do serii produkcyjnej
- Inspekcja w trakcie procesu: Kontrole krytycznych wymiarów po każdej głównej operacji — cięciu, kształtowaniu, spawaniu
- Weryfikacja wykończenia powierzchni: Pomiary chropowatości i wizualna kontrola zgodności z wymaganiami estetycznymi
- Ostateczna inspekcja: Pełna weryfikacja wymiarowa zgodnie z rysunkami przed zapakowaniem
- Przegląd dokumentacji: Potwierdzenie kompletności wszystkich wymaganych certyfikatów, raportów oraz dokumentów śledzenia
Każdy punkt kontroli wykrywa potencjalne problemy, zanim urosną one do rozmiarów kosztownych awarii. Niewielkie odchylenie kąta gięcia od tolerancji może wydawać się nieistotne — aż do momentu, gdy okaże się, że uniemożliwia to końcową montażową składkę.
Metody kontroli gwarantujące dokładność
Brzmi skomplikowanie? Rzeczywiście może tak być. Jednak nowoczesne technologie kontroli znacznie poprawiły zarówno szybkość, jak i dokładność w porównaniu z tradycyjnymi metodami. Zrozumienie dostępnych rozwiązań pozwala określić odpowiednie wymagania kontrolne dla Twoich projektów.
Zgodnie z wytycznymi kontrolnymi Xometry , wykonawcy zazwyczaj oferują wiele poziomów kontroli:
- Kontrola standardowa: Kontrola jakości weryfikuje materiał, cechy i wykończenie zgodnie z wymaganiami; mierzy kluczowe wymiary, takie jak ogólny rozmiar, otwory i głębokości – zwykle do 20 wymiarów na rysunkach dostarczonych przez klienta
- Formalna inspekcja z raportem wymiarowym: 100% wszystkich wymiarów udokumentowanych przy użyciu skalibrowanych narzędzi zgodnie z planami próbkowania statystycznego; obejmuje korelację rysunku z oznaczeniami wymiarowymi (balloon)
- Inspekcja CMM: Weryfikacja wszystkich wymiarów za pomocą maszyny pomiarowej współrzędnościowej (CMM) z dokładnością na poziomie mikrometra; niezbędna dla złożonych geometrii
- Raport z pierwszej inspekcji artykułu (FAIR AS9102): Dokumentacja zgodna ze standardem lotniczym, zapewniająca obiektywne dowody zrozumienia i weryfikacji wszystkich wymagań inżynieryjnych
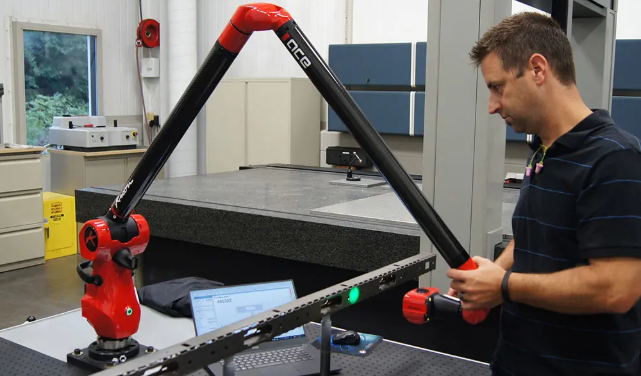
Maszyny pomiarowe współrzędnościowe (CMM) stanowią złoty standard weryfikacji wymiarowej. Jak wyjaśniają eksperci ds. kontroli jakości maszyny pomiarowe współrzędnościowe (CMM) wykorzystują sondy do mapowania wymiarów części w odniesieniu do modeli cyfrowych, osiągając dokładność na poziomie mikronów dla złożonych kształtów i cech. Są szczególnie przydatne w przypadku elementów lotniczych i medycznych, gdzie weryfikacja dopuszczalnych odchyłek musi być bezsporna.
Systemy inspekcji optycznej uzupełniają maszyny pomiarowe współrzędnościowe, zapewniając szybkie pomiary bez kontaktu. Aparaty fotograficzne, lasery oraz czujniki oceniają wymiary, kontury i jakość powierzchni – co czyni je idealnym rozwiązaniem dla delikatnych części lub tam, gdzie kluczowe jest tempo pomiaru. W przypadku wykrywania wad powierzchniowych na elementach estetycznych metody optyczne często ujawniają problemy, których nie wykryłyby podejścia oparte na kontakcie.
Weryfikacja chropowatości powierzchni polega na zastosowaniu mierników chropowatości do ilościowego określenia struktury powierzchni zgodnie ze specyfikacjami. Jest to szczególnie istotne dla elementów z powierzchniami współpracującymi przez tarcie – np. kół zębatych, uszczelek czy łożysk – ponieważ jakość powierzchni ma bezpośredni wpływ na ich wydajność i trwałość.
Standardy dokumentacji i śledzenia
Wyobraź sobie, że urządzenie medyczne ulega awarii w warunkach rzeczywistych. Śledzący muszą śledzić ten komponent z powrotem do surowca, zrozumieć każdy etap jego przetwarzania oraz zidentyfikować inne części, które mogą być potencjalnie dotknięte. Dlatego dokumentacja i śledzoność nie są biurokratycznym obciążeniem – stanowią one podstawową infrastrukturę jakości.
Sprawozdania z inspekcji pierwszego egzemplarza stanowią podstawę jakości produkcji. Standard AS9102 stosowany w przemyśle lotniczym określa trzy kluczowe formularze: Formularz 1 zawiera informacje o elemencie oraz historię jego wersji; Formularz 2 zawiera szczegółowe dane o materiałach surowych, procesach specjalnych oraz informacje o dostawcach; Formularz 3 dokumentuje wyniki kontroli dla każdej cechy z wykorzystaniem stosowanych narzędzi pomiarowych.
Rysunki z oznaczeniami w postaci kółek towarzyszą tym raportom, przy czym ponumerowane adnotacje wskazują dokładnie, które wymiary zostały zweryfikowane. Każde kółko odpowiada danym pomiarowym, zapewniając wyraźną śledzilność między rysunkami a wynikami pomiarów. Ta korelacja okazuje się nieoceniona podczas audytów lub w przypadku dochodzenia do przyczyn problemów jakościowych.
Producent firmy zajmującej się obróbką materiałów utrzymuje dokumentację na każdym etapie procesu:
- Certyfikaty Materiałowe: Raporty badawcze hutnicze łączące surowiec z konkretnymi partiami topienia oraz składem chemicznym
- Rekordy procesowe: Ustawienia maszyn, identyfikacja operatora oraz znaczniki czasu dla każdej operacji
- Rekordy kalibracji: Dowód zgodności sprzętu pomiarowego ze standardami dokładności
- Raporty o niezgodnościach: Dokumentacja wszelkich odstępstw oraz podjętych działań naprawczych
- Rekordy końcowej kontroli jakości: Pełne dane wymiarowe z określeniem wyniku „zgodny” lub „niezgodny”
Plany statystycznej próbkowania określają, ile części z każdej partii wymaga inspekcji. Zgodnie ze standardami ASQC Z1.4 2008 poziom II partia licząca 26–50 części zwykle wymaga sprawdzenia 8 próbek, przy czym nie jest dopuszczalna żadna odrzucona sztuka. Większe partie liczące 501–1200 części wymagają sprawdzenia 80 próbek. Takie plany próbkowania zapewniają równowagę między dokładnością inspekcji a praktycznymi ograniczeniami produkcji.
Typowymi wyzwaniami związanymi z precyzją, które systemy jakości muszą wykrywać, są: dryf wymiarowy podczas długich serii produkcyjnych, zmienność odskoku sprężynowego pomiędzy partiami materiału, odkształcenia spawalnicze wpływające na płaskość oraz zanieczyszczenia powierzchniowe wynikające z obsługi. Producentom zapewniającym wysoką jakość stosują środki zapobiegawcze – regularne kontrole w trakcie procesu, parametry kształtowania dostosowane do konkretnego materiału oraz sekwencje spawania kontrolowane za pomocą uchwytów – zamiast polegać wyłącznie na końcowej inspekcji w celu wykrycia problemów.
Inwestycja w kompleksową kontrolę jakości odróżnia naprawdę kompetentne firmy zajmujące się precyzyjną obróbką blach od tych oferujących jedynie zadowalające usługi. Przy ocenie potencjalnych partnerów poproś o zapoznanie się z przykładowymi raportami inspekcyjnymi, zapoznaj się z ich praktykami dokumentacyjnymi oraz sprawdź, czy ich możliwości pomiarowe odpowiadają wymaganiom Twojego projektu. Ta staranna analiza przynosi korzyści, gdy Twoje elementy docierają gotowe do natychmiastowego użycia, a nie wymagają sortowania, poprawek ani odrzucenia.
Wsparcie w fazie prototypowania i rozwoju produktu
Zaprojektowałeś innowacyjny produkt, zweryfikowałeś jego koncepcję oraz potwierdziłeś popyt na rynku. Teraz pojawia się kluczowe pytanie: jak przekształcić ten projekt w rzeczywiste elementy, które będą działać dokładnie zgodnie z założeniami? Właśnie w tym momencie firmy zajmujące się precyzyjną obróbką blach stają się prawdziwymi partnerami w rozwoju – nie tylko dostawcami realizującymi zamówienia.
Droga od wstępnego pomysłu do produkcji masowej obejmuje znacznie więcej niż tylko cięcie i gięcie metalu. Zgodnie z opiniami specjalistów branżowych z firmy PEKO Precision, powodzenie wprowadzania nowych produktów zależy od zorganizowanych procesów wprowadzania nowych produktów (NPI), które systematycznie obejmują projektowanie, tworzenie prototypów, walidację oraz skalowanie produkcji. Zrozumienie tego cyklu życia pozwala wykorzystać wiedzę i doświadczenie partnera produkcyjnego na każdym etapie.
Oto typowy cykl życia projektu w przypadku niestandardowych, precyzyjnych projektów z blachy:
- Definicja koncepcji: Przekształcenie wstępnych pomysłów w dobrze określony zakres projektu z jasno wyznaczonymi etapami kontrolnymi i specyfikacjami
- Prototypowanie: Wykonanie próbek funkcjonalnych w celu potwierdzenia koncepcji oraz oceny przydatności projektu
- Doskonalenie projektu: Wdrożenie wniosków wynikających z optymalizacji projektu pod kątem wykonalności produkcyjnej (DFM) oraz aktualizacji inżynieryjnych
- Produkcja próbna: Ostateczne ćwiczenie symulujące rzeczywiste warunki produkcji, mające na celu zweryfikowanie gotowości procesów produkcyjnych oraz systemów zapewnienia jakości
- Zatwierdzenie produkcji: Oficjalne zamrożenie projektu z kontrolą konfiguracji oraz kompletną dokumentacją jakości
- Ciągłe doskonalenie: Trwająca doskonalenie oparte na feedbacku klientów oraz ulepszenia generacji następnej
Każda faza opiera się na poprzedniej, a wymagania dotyczące precyzji stają się coraz bardziej krytyczne w miarę zbliżania się do produkcji. Przyjrzyjmy się, jak doświadczeni wykonawcy wspierają ten proces.
Od prototypu do produkcji
Wyobraź sobie inwestycję miesięcy w rozwój produktu, by dopiero w fazie produkcji odkryć, że projekt nie może być produkowany w sposób spójny. Taki scenariusz — niestety powszechny — to właśnie to, co zapobiega właściwe prototypowanie.
Zgodnie z ekspertami z firmy Fictiv prototypowanie blachy umożliwia inżynierom ocenę kształtu, dopasowania i funkcjonalności elementu przed przejściem do pełnoskalowej produkcji. Nowoczesne postępy w zakresie narzędzi produkcyjnych oraz cyfrowych przepływów pracy uczyniły prototypowanie szybszym i bardziej precyzyjnym — ściśle dostosowanym do intencji produkcyjnych, dzięki czemu zespoły mogą szybko iterować bez utraty jakości.
Dlaczego ma to znaczenie dla projektów obudów wykonanych z blachy precyzyjnie giętej na zamówienie? Ponieważ prototypy wykonywane z materiałów i przy użyciu procesów przeznaczonych do produkcji masowej ujawniają problemy, których modele CAD po prostu nie potrafią przewidzieć:
- Przeszkody w montażu: Elementy, które wyglądają idealnie w modelach 3D, mogą nie pasować do siebie tak, jak się spodziewano
- Zachowanie materiału: Efekt odbicia sprężynowego, utwardzanie przez kucie oraz oddziaływanie temperatury stają się namacalnymi problemami
- Ograniczenia produkcyjne: Odległości między cechami a gięciami, minimalne promienie gięcia oraz ograniczenia związane z dostępem narzędzi stają się widoczne
- Rzeczywistość wykończenia powierzchni: Estetyka spawów, przyczepność powłok oraz wymagania estetyczne są weryfikowane
Główną zaletą współpracy z fabryką precyzyjnej obróbki blachy przy tworzeniu prototypów – w przeciwieństwie do uniwersalnego warsztatu – jest dopasowanie do produkcji. Techniki takie jak cięcie laserem, tłoczenie CNC, gięcie i spawanie są takie same jak w przypadku produkcji seryjnej. Oznacza to, że prototyp rzetelnie odzwierciedla właściwości końcowej części, umożliwiając realistyczne testy jej wydajności.
Możliwości szybkiego prototypowania przekształciły harmonogramy rozwoju. Nowoczesne metody wytwarzania pozwalają na wyprodukowanie prototypowych elementów blacharskich w ciągu kilku dni zamiast tygodni. Takie przyspieszenie umożliwia wykonanie wielu iteracji projektowych w tym samym czasie, w jakim tradycyjne podejścia wymagałyby na stworzenie jednego prototypu.
Współpraca z producentem kontraktowym często rozpoczyna się już na etapie prototypowania. Wczesne nawiązanie partnerstwa z fabrykantem skupionym na wprowadzaniu nowych produktów (NPI) zapewnia dostęp do wiedzy inżynierskiej, która kształtuje projekt pod kątem jego skutecznego wdrożenia w produkcję. Tacy partnerzy mogą pracować z koncepcjami na różnych etapach — od szkiców na serwetce po w pełni opracowane modele 3D — udzielając porad, które zapobiegają kosztownym poprawkom w późniejszym etapie.
Wsparcie DFM i współpraca inżynierska
Oto cecha, która odróżnia dobrych partnerów produkcyjnych od wyjątkowych: wsparcie w zakresie projektowania z myślą o możliwościach produkcji (DFM). DFM nie polega wyłącznie na obniżeniu kosztów produkcji elementów — chodzi również o ich ulepszenie przy jednoczesnym ograniczeniu kosztów i ryzyka.
Zgodnie z ekspertami ds. produkcji z Advantage Metal Products, analiza wykonalności konstrukcji (DFM) dla blachy to strategiczne podejście, które dostosowuje projekt części do szczegółów procesu wytwarzania. Optymalizacja ta pozwala obniżyć koszty produkcji, zwiększyć wydajność oraz podnieść jakość końcowego produktu – wszystko to bez kompromisów w zakresie zamierzeń projektowych.
Jak wygląda rzeczywista współpraca w ramach DFM? Rozważmy następujące kluczowe czynniki, które doświadczeni wykonawcy oceniają:
- Optymalizacja promienia gięcia: Dobór grubości materiału w odpowiednim stosunku do promienia gięcia zapobiega pękaniom i odkształceniom oraz ułatwia dobór narzędzi
- Strategia rozmieszczenia otworów: Umieszczanie otworów w odpowiedniej odległości od linii gięcia i krawędzi zapewnia integralność konstrukcyjną oraz wydajność produkcyjną
- Uzasadnienie tolerancji: Ustalenie realistycznych tolerancji, które zapewniają precyzję bez nadmiernego inżynierowania
- Uwzględnienie promienia zaokrąglenia narożników: Zaokrąglone narożniki zmniejszają skupiska naprężeń i poprawiają bezpieczeństwo
- Wskazówki dotyczące doboru materiału: Dopasowanie właściwości materiału zarówno do wymagań projektowych, jak i charakterystyki procesu obróbki
Cyfrowe narzędzia zwiększają skuteczność DFM. Modelowanie w 3D CAD wspomaga wizualizację, umożliwiając zespołom wykrycie potencjalnych problemów jeszcze przed rozpoczęciem obróbki metalu. Oprogramowanie do symulacji i prototypowania przewiduje trudności, dając projektantom możliwość optymalizacji już na etapie wczesnym. Platformy współpracy ułatwiają udostępnianie w czasie rzeczywistym spostrzeżeń między zespołami inżynieryjnymi a specjalistami od obróbki blach.
W przypadku precyzyjnych projektów obudów z blachy stalowej DFM często ujawnia możliwości, których projektanci początkowo nie dostrzegają. Może się okazać, że połączenie wielu elementów w pojedynczą, kształtowaną część zmniejsza nakład pracy montażowej. Może też okazać się, że dostosowanie kolejności gięcia eliminuje kolizje narzędzi. Takie spostrzeżenia pojawiają się, gdy specjaliści od obróbki blach – posiadający głęboką wiedzę o procesach – dokonują przeglądu projektów przed podjęciem decyzji o produkcji.
Faza budowy prototypu produkcyjnego — często nazywana „ostatnim generalnym próbą” — potwierdza, że zalecenia dotyczące projektowania z myślą o wytwarzaniu (DFM) rzeczywiście działają w praktyce. Zgodnie ze specjalistami ds. nowych procesów wdrażania (NPI), etap ten stanowi ostatnią możliwość wprowadzenia zmian w projekcie przed uruchomieniem produkcji. Aktywowane są systemy zapewnienia jakości, weryfikowane są wymagania regulacyjne, a pełny proces produkcyjny jest uruchamiany w warunkach produkcyjnych.
Gdy pomyślnie przejdziesz etapy tworzenia prototypów i budowy prototypu produkcyjnego, uruchomienie produkcji powoduje zamrożenie projektu. Rysunki są oficjalnie wydawane, wprowadzane jest sterowanie konfiguracją, a każda kolejna jednostka musi być zgodna z zweryfikowanymi specyfikacjami. Taka dyscyplina zapewnia, że element o numerze katalogowym 1000 działa identycznie jak element o numerze katalogowym 1.
Związek między wymaganiami dotyczącymi precyzji a rozwojem produktu staje się oczywisty: inwestycja w odpowiednie procesy wprowadzania nowych produktów (NPI) wraz z kompetentnymi partnerami produkcyjnymi znacznie zmniejsza ryzyko produkcji. Zgodnie z badaniem Forbes cytowanym przez PEKO, 73% respondentów uważa śledzenie ryzyk i szans w trakcie rozwoju oraz procesu NPI za kluczowe dla osiągnięcia celów związanych z wprowadzeniem produktu na rynek i marżą.
Nie ma znaczenia, czy rozwijasz niestandardowe elementy wykonane z blachy precyzyjnej do urządzeń medycznych, obudów elektronicznych czy sprzętu przemysłowego – droga od koncepcji do produkcji przebiega według podobnych schematów. Wybór partnerów produkcyjnych posiadających rzeczywistą wiedzę ekspercką w zakresie NPI – a nie tylko zdolności produkcyjne – skraca harmonogram realizacji projektu i jednocześnie ogranicza kosztowne niespodzianki, które mogą sparaliżować wprowadzenie produktu na rynek. 
Zakupy krajowe i międzynarodowe dla projektów precyzyjnych
Określiłeś swoje wymagania dotyczące precyzji, dokonałeś oceny producentów i rozumiesz kwestie związane z materiałami. Nadszedł teraz strategiczny moment, w którym należy zadać pytanie, coraz częściej decydujące o wyborach produkcyjnych: czy zakupić usługi w kraju, czy szukać dostawców za granicą? Ten wybór wpływa na znacznie więcej niż tylko cenę jednostkową — ma wpływ na czas realizacji zamówień, komunikację, kontrolę jakości, a ostatecznie także na sukces całego projektu.
Debata na temat zakupu usług w kraju kontra za granicą nie polega na wyznaczeniu zwycięzcy. Chodzi raczej o zrozumienie kompromisów oraz dopasowanie strategii zakupu do konkretnych potrzeb danego projektu. Przeanalizujmy więc, co naprawdę ma znaczenie przy ocenie producentów precyzyjnych elementów blacharskich w różnych regionach.
| Czynnik | Krajowy (USA) | Za granicą (Chiny) |
|---|---|---|
| Terminy realizacji | 2–4 tygodnie – typowy czas realizacji; możliwość przyspieszenia zamówienia | 4–8 tygodni, wliczając czas transportu morskiego; możliwe opóźnienia w porcie |
| Komunikacja | Ten sam strefa czasowa; brak barier językowych | różnica czasowa wynosząca 12 lub więcej godzin; potencjalne trudności językowe |
| Kontrola jakości | Łatwy dostęp do wizyt w zakładzie; bezpośredni dostęp do inspekcji | Wymaga inspekcji przez firmę trzecią lub podróży |
| Koszt jednostkowy | Wyższe stawki wynagrodzeń za pracę (powyżej 25 USD/godz.) | Niższe stawki wynagrodzeń (5–7 USD/godz.) |
| Koszt całkowity | Przewidywalne koszty; mniej ukrytych wydatków | Koszty transportu, cła i opłaty celne mogą zwiększyć całkowity koszt o 15–30% |
| Elastyczność | Szybkie zmiany projektowe; szybka adaptacja | Zmiany wymagają dłuższych cykli wdrażania |
| CERTYFIKATY | Dostępność regulaminu ITAR; powszechne zastosowanie uznanych standardów | Dostępność norm ISO/IATF; niektóre certyfikaty trudniejsze do zweryfikowania |
Zrozumienie tych kompromisów pozwala podejmować świadome decyzje zamiast kierować się założeniami dotyczącymi jednego lub drugiego podejścia do zakupów.
Zalety produkcji krajowej
Gdy zakupujesz usługi od amerykańskiego producenta precyzyjnych elementów blacharskich, szybkość i prostota stają się Twoimi sojusznikami. Według ekspertów ds. zakupów krajowych z firmy Mead Metals , krótsze czasy realizacji i zmniejszone ryzyko przewozu utrzymują projekty w harmonogramie, bez nieoczekiwanych opóźnień wynikających z kontroli celnego, zatłoczenia portów lub zakłóceń w globalnej logistyce.
Korzyści wynikające z komunikacji są trudne do przecenienia. Praca w tej samej strefie czasowej eliminuje frustrujące opóźnienia związane z 12-godzinnymi cyklami wymiany wiadomości e-mail. Gdy pojawiają się problemy — a zawsze tak się dzieje — możliwość natychmiastowego zadzwonienia i szybkiego rozwiązania sprawy zapobiega przekształcaniu się drobnych uwag w poważne utrudnienia. W przypadku precyzyjnej produkcji elementów blacharskich wymagającej ścisłej koordynacji między zespołami inżynieryjnymi taka reaktywność okazuje się nieoceniona.
Nadzór nad jakością staje się znacznie prostszy przy współpracy z lokalnymi partnerami. Możesz odwiedzić ich obiekty, obserwować procesy produkcyjne oraz budować relacje z osobami odpowiedzialnymi za wykonywanie Twoich części. Taki bezpośredni dostęp umożliwia:
- Audyt obiektów: Weryfikację możliwości wyposażenia oraz systemów zapewnienia jakości bezpośrednio na miejscu
- Obserwację procesów: Obserwację kluczowych operacji oraz identyfikację obszarów potencjalnych ulepszeń
- Szybkie rozwiązywanie problemów: Natychmiast rozwiązywać problemy dotyczące jakości adresów zamiast robić to w różnych strefach czasowych
- Budowanie relacji: Rozwijać partnerstwa, które z czasem poprawiają osiągane rezultaty
Przejrzystość kosztów sprzyja również lokalnemu pozyskiwaniu surowców. Choć ceny jednostkowe mogą wydawać się wyższe, ukryte koszty związane z zakupem za granicą — opłaty za przewóz, cła, podatki i wahania kursów walut — mogą przekształcić pozorne oszczędności w nieoczekiwane wydatki. To, co wydawało się korzystną ceną na precyzyjne blachy metalowe, często wygląda inaczej po uwzględnieniu całkowitych kosztów dostarczenia.
W przypadku projektów związanych z obroną i wymagających zgodności z przepisami ITAR produkcja lokalna staje się niezbędna, a nie opcjonalna. Podobnie, gdy ochrona własności intelektualnej ma kluczowe znaczenie, prowadzenie produkcji w granicach Stanów Zjednoczonych zmniejsza ryzyko narażenia.
Uwagi dotyczące pozyskiwania na skalę globalną
Oto rzeczywistość: całkowite odrzucenie produkcji zagranicznej oznacza ignorowanie rzeczywistych korzyści. Chińska precyzyjna obróbka blachy uległa znaczącej ewolucji, a wiele chińskich producentów osiąga poziom jakości porównywalny lub nawet przewyższający zachodnich konkurentów. Kluczową kwestią jest wybór odpowiednich partnerów oraz właściwe zarządzanie relacjami z nimi.
Według analityków branży produkcyjnej , chińskie korzyści kosztowe pozostają istotne — koszty pracy są o do 70% niższe niż w Stanach Zjednoczonych, a dodatkowo duże zakłady produkcyjne zapewniają korzyści wynikające ze skali produkcji. W przypadku projektów wrażliwych cenowo lub zamówień o wysokim wolumenie te czynniki ekonomiczne tworzą atrakcyjne możliwości.
Chiński zakład precyzyjnej obróbki blachy często wyróżnia się szybkim prototypowaniem i elastyczną personalizacją. Ponad 60% chińskich małych i średnich przedsiębiorstw produkcyjnych oferuje usługi produkcji na zamówienie, umożliwiając szybkie dostosowania i iteracje projektowe, na które większe zachodnie firmy mogą mieć trudności z odpowiedzią. Ta elastyczność przynosi korzyści projektom intensywnie opartym na badaniach i rozwoju (R&D), w których częste zmiany projektu są oczekiwane.
Luka jakościowa, która kiedyś charakteryzowała zakupy zagraniczne, znacznie się zmniejszyła. Wiodący chińscy producenci precyzyjnej obróbki blachy posiadają obecnie certyfikaty równoważne tym stosowanym przez lokalnych konkurentów — m.in. ISO 9001:2015, IATF 16949 dla przemysłu motocyklowego oraz branżowe systemy zapewnienia jakości. Wyzwaniem nie jest brak kompetencji, lecz weryfikacja tych kompetencji oraz zapewnienie ciągłej kontroli jakości.
Rozważ współpracę z chińskimi partnerami specjalizującymi się w precyzyjnej obróbce blachy, którzy eliminują tradycyjne obawy związane z zakupami zagranicznymi dzięki konkretnym kompetencjom:
- Szybkie usługi prototypowania: czas realizacji wynoszący 5 dni umożliwia walidację projektu przed podjęciem decyzji o produkcji
- Kompleksowe wsparcie DFM: Współpraca inżynierska optymalizująca projekty pod kątem skutecznego wytwarzania
- Certyfikacja zgodna z wymaganiami branży motocyklowej i samochodowej: Zgodność z normą IATF 16949 potwierdzająca dyscyplinę procesów
- Szybka komunikacja: Szybkie uzyskiwanie ofert, minimalizujące trudności wynikające z różnic stref czasowych
Na przykład, Shaoyi (Ningbo) Metal Technology reprezentuje nową generację chińskich producentów precyzyjnych elementów blacharskich — oferując jakość certyfikowaną zgodnie z normą IATF 16949, szybkie prototypowanie w ciągu 5 dni oraz przygotowanie ofert w ciągu 12 godzin, co rozwiązuje tradycyjne problemy związane z zakupami zagranicznymi. Kompleksowa obsługa DFM (Design for Manufacturability) pomaga klientom zoptymalizować projekty przed rozpoczęciem produkcji, skracając cykle iteracyjne, które często wydłużają harmonogramy projektów realizowanych za granicą.
Najbardziej inteligentni producenci precyzyjnych elementów blacharskich często zalecają podejścia hybrydowe. Eksperci ds. strategicznego sourcingu sugerują wykorzystanie elastyczności chińskiego przemysłu w fazie wczesnej produkcji i prototypowania, a następnie wykorzystanie zdolności krajowych w zakresie końcowej montażu, zapewnienia jakości lub aplikacji podlegających surowym wymogom regulacyjnym.
Strategie ograniczania ryzyka stają się kluczowe dla sukcesu w zakupach zagranicznych:
- Kwalifikacja dostawcy: Staranne sprawdzanie certyfikatów, kompetencji oraz referencji przed podjęciem zobowiązań
- Jasne specyfikacje: Szczegółowa dokumentacja, która nie pozostawia miejsca na interpretacje
- Inspekcja Trzecich Stron: Niepodlegająca weryfikacja jakości przed wysyłką
- Inwestycja w relacje: Regularna komunikacja oraz okresowe wizyty w celu utrzymania zgodności oczekiwań
- Dywersyfikacja łańcucha dostaw: Współpraca z wieloma kwalifikowanymi dostawcami w celu zmniejszenia ryzyka zależności od jednego źródła
Decyzja o wyborze partnera krajowego czy zagranicznego zależy ostatecznie od konkretnych priorytetów danej organizacji. Projekty wymagające zgodności z przepisami ITAR, szybkich iteracji lub ścisłej kontroli harmonogramu często korzystają z partnerów krajowych. Produkcja masowa, zastosowania wrażliwe pod względem kosztów lub projekty o stabilnych projektach mogą korzystać z zakupów zagranicznych — szczególnie w przypadku współpracy z certyfikowanymi producentami precyzyjnych elementów blacharskich, którzy wykazali stałą jakość.
Niezależnie od przyjętej strategii pozyskiwania, kryteria oceny przedstawione w poprzednich sekcjach nadal mają zastosowanie. Certyfikaty, możliwości wyposażenia, systemy zapewnienia jakości oraz wsparcie inżynieryjne mają znaczenie niezależnie od położenia geograficznego. Różnica polega na sposobie weryfikacji tych kompetencji oraz zarządzania utrzymywaniem długotrwałych relacji na odległość i w różnych strefach czasowych.
Po ustaleniu strategii pozyskiwania jesteś gotów podjąć konkretne działania w ramach projektu wykonywania elementów. Ostatnim krokiem jest przygotowanie skutecznych zapytań, które jasno przekazują Twoje wymagania i umożliwiają wykonawcom złożenie dokładnych oraz konkurencyjnych ofert.
Kolejny krok w realizacji projektu wykonywania elementów
Zapoznałeś się z bogatą ilością informacji na temat firm zajmujących się precyzyjną obróbką blach — od wymagań dotyczących tolerancji i podstawowych procesów po systemy zapewnienia jakości oraz strategie pozyskiwania dostawców. Nadszedł teraz najważniejszy moment: przekształcenie tej wiedzy w działania. Niezależnie od tego, czy szukasz firmy zajmującej się precyzyjną obróbką blach w pobliżu, czy oceniasz dostawców na skalę globalną, dobrze przygotowane zapytanie ofertowe stanowi kluczowy czynnik odróżniający udane projekty od frustrujących doświadczeń.
Różnica między otrzymaniem dokładnych i konkurencyjnych ofert a utknięciem w nieskończonych cyklach wyjaśnień często zależy od stopnia przygotowania. Zgodnie z opinią ekspertów ds. pozyskiwania usług obróbki blach , nic tak bardzo nie spowalnia procesu przygotowywania oferty jak konieczność zatrzymywania się i zadawania dodatkowych pytań. Czas poświęcony na wstępne przygotowanie pełnej dokumentacji zdecydowanie zrekompensuje się w późniejszym etapie realizacji.
Przygotowanie zapytania ofertowego w celu uzyskania najlepszych wyników
Co należy zawrzeć w komunikacie skierowanym do producentów precyzyjnych elementów z blachy metalowej w pobliżu lub do partnerów zagranicznych? Oto niezbędne informacje, które umożliwiają producentom szybkie i dokładne odpowiedzi:
- Pełne dane projektowe: Aktualne rysunki części i modele 3D CAD (pliki STEP lub SolidWorks) zawierające tolerancje, kluczowe cechy oraz pełne dane wymiarowe
- Specyfikacje materiału: Rodzaj materiału, nominalna grubość, gatunek oraz wszelkie szczególne wymagania dotyczące źródła dostawy (np. przepisy DFARS, tylko krajowe źródła)
- Szczegóły wykończenia: Konkretny producent proszku i numer produktu lub – w minimum – numer koloru RAL do dopasowania barwy
- Wymagania dotyczące opakowań: Sposób dostarczenia części – owinięcie folią rozciągliwą, pakowanie luzem lub niestandardowe opakowanie kartonowe zapewniające ochronę
- Wymagania dotyczące walidacji jakości: Inspekcja pierwszego egzemplarza (FAI) lub wymagania PPAP dla odpowiednich części
- Objętość i harmonogram: Szacowana ilość produkcji oraz przewidywane terminy realizacji
Dostarczając dostawcom precyzyjnej obróbki blachy te kompletne informacje, eliminujesz konieczność ciągłego uzupełniania, która opóźnia wyceny i wprowadza błędy. Partnerzy w zakresie jakościowej obróbki blachy doceniają szczegółowe zapytania ofertowe (RFQ) – to sygnał, że jesteś poważnym klientem, który rozumie proces.
Pliki projektowe i wskazówki dotyczące komunikacji
Twoje pliki CAD oraz rysunki stanowią podstawę dokładnych ofert. Zgodnie z wytycznymi branżowymi niekompletne dokumenty mogą prowadzić do wahania cen lub opóźnień, gdy wykonawcy potrzebują wyjaśnień. Upewnij się, że Twoje pliki zawierają linie gięcia, położenie otworów, pomiary krytyczne oraz wszelkie szczególne uwagi.
Równie ważne są praktyki komunikacyjne. Odpowiadaj szybko na pytania wykonawców. Bądź przejrzysty w kwestii swoich ograniczeń czasowych — jeśli potrzebujesz części w krótkim terminie, wspomnij o tym od razu, aby mogli oni ocenić swoją zdolność produkcyjną i zaproponować realistyczne harmonogramy. Nie wahaj się zadawać pytań, jeśli nie jesteś pewien, jakie szczegóły są wymagane.
Czego można oczekiwać od partnerów z zakresu wysokiej jakości wykonywania elementów? Szybka obsługa wyróżnia kompetentne firmy. Na przykład Shaoyi (Ningbo) Metal Technology oferta tej firmy obejmuje przygotowanie oferty cenowej w ciągu 12 godzin — co stanowi dowód takiej szybkości reagowania, która minimalizuje opóźnienia w realizacji projektu. Oceniając potencjalnych partnerów, zwróć uwagę na to, jak szybko odpowiadają na początkowe zapytania; często przewiduje to jakość ich komunikacji w całym okresie produkcji.
Zanim podpiszesz umowę, nie poszukuj najtańszych ofert dotyczących precyzyjnej obróbki blachy bez dokładnego zrozumienia, co one obejmują. Jak wyjaśniono w niniejszym artykule, najniższa cena często ukrywa kompromisy w zakresie jakości, dokumentacji lub obsługi. Oceń całkowitą wartość — możliwości techniczne, certyfikaty, komunikację oraz niezawodność — a nie tylko koszt jednostkowy.
Niezależnie od tego, czy poszukujesz usług precyzyjnej obróbki blachy na potrzeby komponentów do przemysłu lotniczego, czy obudów do urządzeń elektroniki użytkowej, zasady pozostają takie same: dokładnie przygotuj się, jasno komunikuj się i współpracuj z firmami zajmującymi się obróbką blachy, których możliwości odpowiadają wymogom Twojego projektu. Wiedza zdobyta w tym miejscu pozwala Ci pewnie poruszać się w świecie obróbki blachy oraz osiągać wyniki o wymaganej precyzji, niezbędne w Twoim zastosowaniu.
Często zadawane pytania dotyczące precyzyjnej obróbki blach
1. Czym jest precyzyjna obróbka blach?
Precyzyjna obróbka blachy obejmuje produkcję elementów metalowych z bardzo ścisłymi tolerancjami, zwykle w zakresie od ±0,005 cala do ±0,010 cala (±0,13 mm do ±0,25 mm). Jest to nawet 10 razy ścislsze niż standardowe tolerancje obróbki. Proces ten wymaga zaawansowanego sprzętu, takiego jak lasery włóknikowe, prasy krawędziowe CNC wyposażone w systemy pomiaru kąta oraz zaawansowanych metod kontroli jakości, w tym inspekcji za pomocą maszyn pomiarowych trójwymiarowych (CMM). Branże takie jak lotnictwo i astronautyka, urządzenia medyczne oraz elektronika polegają na precyzyjnej obróbce blachy przy produkcji elementów, dla których dokładność wymiarowa ma bezpośredni wpływ na wydajność i bezpieczeństwo produktu.
2. Jak wybrać firmę świadczącą usługi precyzyjnej obróbki blachy?
Oceń potencjalnych partnerów, stosując sześć kluczowych kryteriów: sprawdź posiadane certyfikaty (np. ISO 9001:2015, IATF 16949 dla branży motocyklowej, AS9100 dla branży lotniczej), ocenij możliwości wyposażenia oraz programy konserwacji, przeanalizuj systemy kontroli jakości, w tym procesy inspekcji pierwszego egzemplarza (FAI), przejrzyj zdolności do realizacji zamówień standardowych oraz pilnych, sprawdź oferowane usługi inżynieryjne i wsparcie w zakresie projektowania przygotowanego do produkcji (DFM), a także zażądaj referencji klientów z Twojej branży. Celem jest dopasowanie sprawdzonych kompetencji wykonawcy do konkretnych wymagań Twojego projektu, a nie po prostu wybór najtańszej oferty.
3. Jakie certyfikaty powinien posiadać precyzyjny wykonawca blachownic?
Niezbędne certyfikaty zależą od branży, w której działa się przedsiębiorstwo. Standard ISO 9001:2015 stanowi podstawę systemu zarządzania jakością. Rejestracja w ramach ITAR jest wymagana w przypadku projektów związanych z obronnością. Certyfikat AS9100 jest obowiązkowy dla zastosowań lotniczych i kosmicznych, natomiast norma IATF 16949 dotyczy działalności w sektorze motocyklowym i samochodowym. ISO 13485 obejmuje produkcję wyrobów medycznych. Certyfikaty AWS, takie jak certyfikat wykwalifikowanego spawacza i konstruktora (CWF), potwierdzają wysoki poziom umiejętności spawalniczych. Wszystkie te certyfikaty świadczą o istnieniu udokumentowanych procedur, regularnych audytów, kalibrowanego sprzętu oraz pełnej śledzilności — wszystkie te elementy są kluczowe dla osiągania spójnych i precyzyjnych wyników.
4. Jaka jest różnica między krajową a zagraniczną precyzyjną produkcją blachowniczą?
Produkcja krajowa oferuje krótsze czasy realizacji (2–4 tygodnie w porównaniu do 4–8 tygodni przy produkcji zagranicznej), komunikację w tej samej strefie czasowej, łatwiejszy dostęp do zakładów w celu nadzoru jakości oraz przewidywalne całkowite koszty. Zakupy zagraniczne, szczególnie z Chin, zapewniają niższe koszty pracy i mogą umożliwiać szybkie prototypowanie przy jednoczesnej elastyczności w zakresie dostosowań. Jednak zakupy zagraniczne wiążą się z dodatkowymi kosztami transportu, cłami (potencjalnie 15–30%) oraz wymagają kontroli niezależnego podmiotu trzeciego. Wiodący zagraniczni producenci posiadają obecnie certyfikaty takie jak IATF 16949, a niektórzy oferują prototypowanie w ciągu 5 dni oraz przygotowanie ofert w ciągu 12 godzin, aby zminimalizować tradycyjne ograniczenia.
5. Jakie materiały są najlepsze do precyzyjnej obróbki blach?
Wybór materiału zależy od wymagań dotyczących danej aplikacji. Stal nierdzewna (304/316) zapewnia doskonałą stabilność wymiarową i odporność na korozję, co czyni ją idealną dla zastosowań medycznych i przemysłu spożywczego. Aluminium (5052/6061) zapewnia lekkość i precyzję w zastosowaniach elektronicznych oraz lotniczych, jednak charakteryzuje się wyższym odskokiem sprężynowym, który wymaga kompensacji. Stal węglowa zapewnia przewidywalne zachowanie przy niższych kosztach i jest stosowana w maszynach. Materiały specjalne, takie jak tytan, oferują wyjątkowe stosunki wytrzymałości do masy w zastosowaniach lotniczych oraz implantach medycznych, ale wymagają wykonawców posiadających specjalistyczną wiedzę i zwykle kosztują 3–5 razy więcej niż obróbka stali nierdzewnej.