 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Wykonanie ramion wycieraczek szyby przedniej: Przewodnik inżynieryjny i identyfikacyjny
STRESZCZENIE
W kontekście komponentów motoryzacyjnych tłoczenie ramion wycieraczek szyb odnosi się do dwóch różnych koncepcji: procesu wysokoprędkościowego stamping progresywny produkcji służącego do formowania konstrukcji metalowej oraz kodów identyfikacyjnych wybitych na ramieniu w celu weryfikacji części. Nowoczesna produkcja w znacznym stopniu przeszła z odlewania metalu na tłoczenie, umożliwiając prędkość produkcji do 60 sztuk na minutę przy lepszej dokładności.
Dla właścicieli pojazdów i osób zajmujących się ich odnową, te oznaczenia tłoczone (takie jak logotypy producentów np. Trico lub wskaźniki kierunkowe takie jak 55L/55R) są kluczowe przy identyfikacji oryginalnych części OEM i zapewnieniu poprawnego pasowania. Niezależnie od tego, czy poszukujesz producenta do produkcji seryjnej, czy odczytujesz numer starej części, zrozumienie procesu tłoczenia jest kluczowe.
Proces wytwarzania: tłoczenie matrycą progresywną
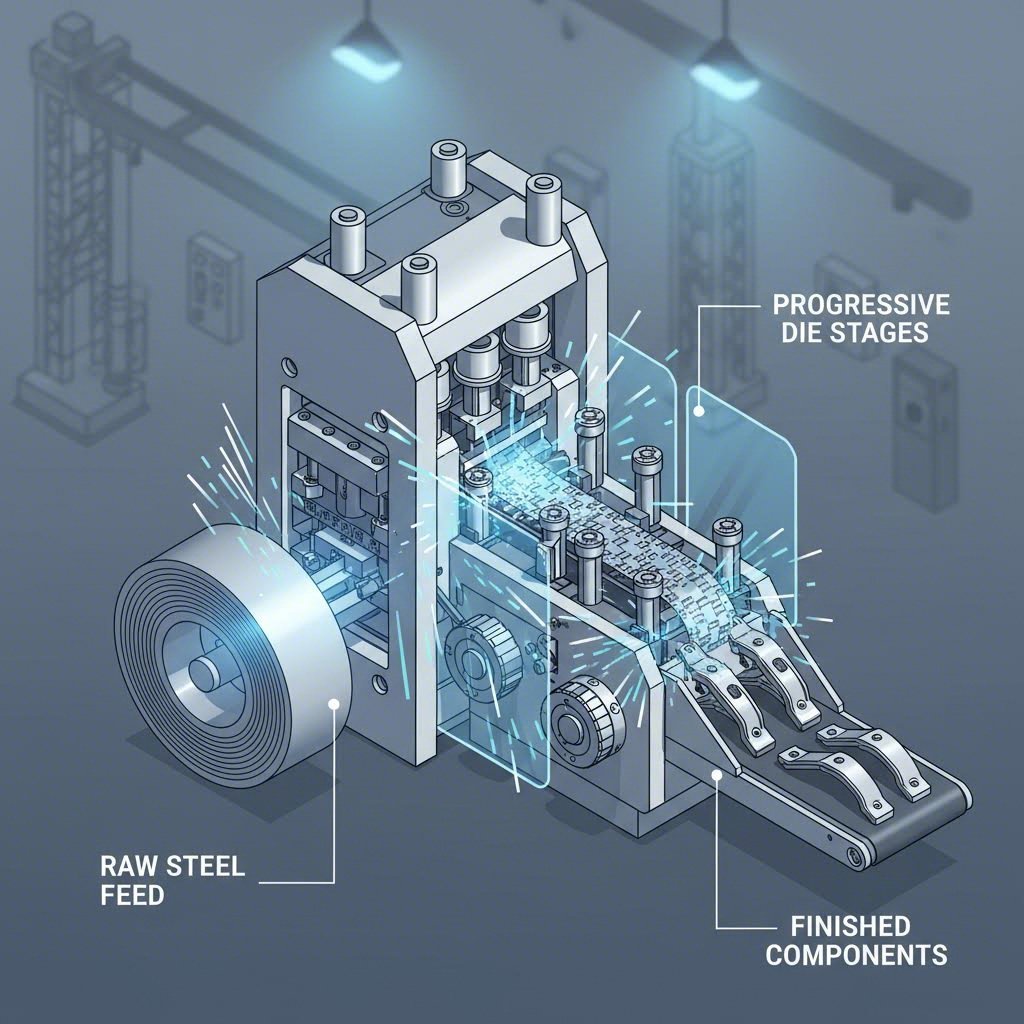
Produkcja ramion wycieraczek szyb samochodowych znacznie się rozwinęła, aby sprostać wymaganiom przemysłu motoryzacyjnego. Tradycyjnie wiele elementów wycieraczek było wytwarzanych metodą odlewu metalu. Jednak nowoczesna inżynieria preferuje stamping progresywny metodę tłoczenia progresywnego, która przekształca płaskie zwoje metalu w złożone, trwałe kształty w ciągłym cyklu.
Ten przełom przynosi znaczne korzyści pod względem efektywności. Zgodnie z badaniami przypadu przemysłowych, takimi jak te przeprowadzone przez Penne przejście na tłoczenie progresywnego pozwala producentom wytwarzać nawet do 60 ramion wycieraczek na minutę. W przeciwieństwie do odlewu, który często wymaga dodatkowych operacji obróbki skrawania w celu usunięcia nadmiaru materiału lub wyrównania chropowatych krawędzi, elementy tłoczone wychodzą z prasy w większości gotowe. Proces polega na podawaniu taśm ze stali ocynkowanej lub aluminium do prasy, w której seria matryc tnie, gięje i formuje metalowe uchwyty i kanały z dokładnością na poziomie mikronów.
Dla producentów OEM motoryzacyjnych wymagających takiej wydajności i precyzji, wybór partnera o solidnych możliwościach technologicznych jest kluczowy. Kompleksowe rozwiązania tłoczenia firmy Shaoyi Metal Technology łączymy lukę między prototypowaniem a produkcją seryjną, wykorzystując precyzję i prasy o nośności do 600 ton certyfikowane zgodnie z IATF 16949, aby dostarczać kluczowe komponenty spełniające rygorystyczne międzynarodowe standardy. Prasy dużej nośności gwarantują, że nawet stal grubej średnicy stosowana w ramionach wycieraczek ciężkich zachowuje integralność strukturalną bez zmęczenia materiału.
Odczytywanie oznaczeń na ramionach wycieraczek: kody i identyfikacja
Dla entuzjastów i mechaników termin „stamping” odnosi się często do kodów alfanumerycznych tłoczonych w metalowym ramieniu. Te oznaczenia nie są jedynie dekoracyjne; stanowią podstawowy sposób identyfikacji pasowania i autentyczności, szczególnie przy restaurowaniu klasycznych samochodów.
Najczęstsze oznaczenia tłoczone wskazują producenta oraz stronę montażu. Na przykład społeczności miłośników pojazdów klasycznych często odwołują się do konkretnych kodów, takich jak „55L” (strona lewa/kierowcy) i „55R” (strona prawa/pasażera), które znajdują się na dolnej stronie ramienia. Identyfikacja tych znaków jest kluczowa, ponieważ lewe i prawe ramiona wycieraczek często mają subtelne różnice w kątach lub długościach, niewidoczne gołym okiem, ale istotne dla skuteczności czyszczenia szyby.
Dodatkowo, oryginalne ramiona producenta (OEM), takie jak te produkowane przez Trico, często posiadają Oznaczenia patentowe Trico lub konkretne kody daty. Te znaki pozwalają odróżnić autentyczne części OEM od ogólnodostępnych zamienników aftermarketowych, które zazwyczaj nie posiadają szczegółowych oznaczeń tłoczonych lub używają uproszczonych numerów części. Podczas dobierania zamienników należy sprawdzić, czy tłoczone połączenie typu „szpilka” lub „hak” odpowiada specyfikacji Twojego pojazdu, aby uniknąć awarii mechanicznej.
Wykończenie powierzchni: Malowanie i ochrona przed korozją
Surowa stal szlachetna jest bardzo podatna na korozję, co wymaga natychmiastowego i starannego wykończenia powierzchni tuż po jej utworzeniu. W warunkach przemysłowych ramiona wycieraczek poddawane są zazwyczaj powleceń elektrolitycznych (powłoka E-coat) lub malowaniu proszkowemu, aby zapewnić trwałą, odporną na warunki atmosferyczne barierę ochronną. To wykończenie musi wytrzymać ciągłe oddziaływanie promieni UV, wilgoci oraz soli drogowej bez odspajania się.
Dla entuzjastów samodzielnej renowacji zachowanie tego wykończenia stanowi powszechny problem. Z biegiem czasu oryginalne powłoki mogą wypłowiać lub odpryskiwać, prowadząc do powstawania rdzy, szczególnie w okolicach tłoczonych zawiasów. Aby skutecznie odnowić tłoczony trzpień wycieraczki, należy usunąć starą farbę, nie wyszlifowując jednocześnie kodów identyfikacyjnych. Użyj drobnoziarnistej papierowej tarczy szlifierskiej (o numerze ziarna około 400–600), by lekko zdewaniłować powierzchnię, a następnie dokładnie oczyść ją rozpuszczalnikiem.
Nałożenie wysokiej jakości farby półmatowej lub matowej w kolorze czarnym to standard branżowy przy przywracaniu wyglądu fabrycznego. Unikaj grubych warstw, które mogą zatkać odbite numery tłoczone lub mechanizm sprężynowy. Szczegółowe poradniki dostępne są na platformach takich jak GM-Trucks.com podkreśl znaczenie przygotowania — nie usunięcie rdzy z tłoczonych szczelin spowoduje pęcherze w nowej farbie w ciągu kilku miesięcy.
Rozwiązywanie problemów i konserwacja ramion tłoczonych
Chociaż ramiona ze stali tłoczonej są wytrzymałe, nie są odporne na problemy mechaniczne. Najczęstszym miejscem awarii są uzębienia — tłoczone rowki wewnątrz otworu mocującego, które chwytają oś przekładni wycieraczki. Jeśli ramię wycieraczki zostanie siłowane lub zamontowane bez odpowiedniego momentu dokręcenia, miękkie metalowe uzębienia mogą ulec uszkodzeniu, co powoduje, że ramię się ślizga i nie przesuwa szczotki, nawet jeśli silnik się obraca.
Innym problemem jest odkształcenie fizyczne. Ponieważ stal szlachetna ma „pamięć”, wygięty wycieracz może czasem zostać naprawiony, ale wymaga to ostrożnego manipulowania. Użycie dwóch kluczy do skręcenia ramienia z powrotem do pozycji może usunąć „trzepotanie” (gdy ostrze przeskakuje po szybie), jednak nadmierna siła może złamać metal lub osłabić napięcie sprężyny. Jeśli sprężyna wewnętrzna — często przymocowana do tłoczonej zakładki — straci napięcie, ostrze nie będzie wystarczająco dociskać do szyby, co uczyni je nieskutecznym niezależnie od tego, jak nowe jest gumowe ostrze.
Ostateczne przemyślenia dotyczące tłoczenia ramion wycieraczek
Zrozumienie podwójnego charakteru pieczętowaniajako metody produkcji o wysokiej precyzji i jako istotnego systemu identyfikacjizapewnia zarówno inżynierom, jak i właścicielom pojazdów możliwości. Dla producentów przejście na stopniowe pieczanie stłumieniem oznacza skok w zakresie wydajności i spójności. Dla konsumentów nauka czytania kodów na wycieraczce może oznaczać różnicę między idealną restauracją a frustrującym problemem z montażem. Niezależnie od tego, czy produkujesz część, czy odnawiasz klasykę, szczegóły wyciskane na metalu mówią całą historię jej pochodzenia i funkcji.

Często zadawane pytania
1. Możesz wycierać ręce z fartuchem?
Tak, powłoka proszkowa jest doskonałym rozwiązaniem dla ramion wycieraczek, ponieważ zapewnia grubsze, trwalsze wykończenie niż standardowa farba sprzewkowa. Jest bardzo odporny na szczątki i uszkodzenia UV. Należy jednak upewnić się, że powłoka nie zakłóca zawiasu zwrotnego ani nie wypełnia sznurów mocowania, co mogłoby uniemożliwić prawidłowe mocowanie ramienia na pojeździe.
2. Jak rozpoznać typ ramienia wycieraczki?
Aby zidentyfikować swoje ramię wycieraczki, poszukaj tłoczonych kodów alfanumerycznych na spodniej stronie lub podstawie ramienia. Kody kończące się na "L" lub "R" zazwyczaj oznaczają umieszczenie po lewej lub prawej stronie. Dodatkowo sprawdź punkt połączenia, gdzie przyłączana jest guma wycieraczki; najczęstsze tłoczone style to "Hook" (hak), "Bayonet" (zacisk) lub "Side Pin" (boczny pin). Porównanie tych oznaczeń do oryginalnych schematów jest najbardziej wiarygodną metodą.
3. Jaka jest różnica między ramionami tłoczonymi a odlewanymi?
Ramiona tłoczone są wykonywane ze stalowych blach przy użyciu pras o dużej mocy, co daje lżejszy, bardziej jednolity detal o gładkiej powierzchni. Ramiona odlewane wykonuje się poprzez zalewanie stopu metalu do formy, co może prowadzić do cięższych, bardziej kruchych elementów, wymagających dodatkowej obróbki w celu usunięcia śladów formowania i niedoskonałości.