 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Obróbka online wyjaśniona: od pliku projektowego do dostarczonego elementu w ciągu kilku dni
Co w rzeczywistości oznacza produkcja online dla nowoczesnej produkcji przemysłowej
Wyobraź sobie, że o 9:00 przesyłasz plik CAD i jeszcze przed ochłodzeniem się porannego kawy otrzymujesz szczegółową ofertę zawierającą ceny, terminy realizacji oraz informacje zwrotne dotyczące możliwości produkcyjnych. To właśnie produkcja online w działaniu — cyfrowa transformacja sposobu, w jaki inżynierowie i deweloperzy produktów zamawiają części wyprodukowane metodą CNC .
W swojej istocie produkcja online odnosi się do platform internetowych, które bezpośrednio łączą użytkownika z możliwościami precyzyjnej produkcji bez konieczności przechodzenia przez tradycyjnych pośredników. Zamiast budować relacje z lokalnymi warsztatami maszynowymi przez lata, uzyskujesz dostęp do globalnych sieci produkcyjnych za pośrednictwem przeglądarki internetowej. Ten model zasadniczo zmienia sposób, w jaki przecinają się obróbka CNC i tradycyjne zakupy, wprowadzając przejrzystość i szybkość tam, gdzie wcześniej panował powolny, oparty na relacjach proces.
Od rysunku technicznego do przeglądarki: cyfrowa transformacja produkcji
Nie tak dawno temu pozyskiwanie niestandardowych części frezowanych oznaczało coś zupełnie innego. Wysyłało się rysunki e-mailem do wielu dostawców, czekano dni na odpowiedzi, umawiano wizyty w zakładach produkcyjnych oraz negocjowano warunki w licznych rozmowach telefonicznych. Proces ten wymagał nawiązania ustalonych relacji oraz znacznych nakładów czasu jeszcze przed tym, jak odcięto pierwszą wiórkę.
Dzisiejsze cyfrowe platformy CNC całkowicie odwracają ten model. Zgodnie z analizą branżową firmy Lauenscnc , użytkownicy mogą teraz łączyć się z rozległymi sieciami produkcyjnymi, dostosowywać parametry w czasie rzeczywistym oraz natychmiast zabezpieczać sloty produkcyjne. Ten przeskok odzwierciedla szersze przemiany cyfrowe — wystarczy pomyśleć, jak bankowość internetowa zastąpiła wizyty w oddziałach czy jak handel elektroniczny przekształcił detaliczną sprzedaż.
Dlaczego ten przeskok ma takie znaczenie? Tradycyjne rozwiązania świetnie sprawdzają się przy długoterminowych, masowych zamówieniach i ustalonych relacjach partnerskich. Jednak platforma online do obróbki CNC dominuje w dynamicznych, innowacyjnych środowiskach, w których najważniejsze są szybkość i elastyczność.
Jak platformy internetowe łączą Cię z możliwościami CNC
Co więc dokładnie dzieje się, gdy korzystasz z tych cyfrowych platform? Ekosystem składa się z kilku powiązanych ze sobą elementów, które działają bezproblemowo razem:
- Systemy przesyłania plików — Akceptują standardowe formaty, takie jak STEP, IGES oraz natywne pliki CAD do natychmiastowej obróbki
- Silniki generujące natychmiastowe oferty cenowe — Algorytmy oparte na sztucznej inteligencji analizują geometrię, obliczają ścieżki narzędzi i generują wyceny w ciągu kilku sekund
- Zautomatyzowana informacja zwrotna DFM — Wbudowane mechanizmy walidacji wykrywają potencjalne problemy, takie jak cienkie ścianki lub cechy podcięcia, jeszcze przed potwierdzeniem zamówienia
- Globalne Sieci Produkcyjne — Połączenia z setkami lub tysiącami zweryfikowanych dostawców usług CNC na całym świecie
- Interfejsy do wyboru materiałów — Opcje obejmujące aluminium, stal nierdzewną, tworzywa inżynierskie oraz stopy specjalne
- Konfiguracja obróbki dodatkowej — Opcje wykończenia powierzchni, obróbki cieplnej oraz kontroli jakości dodawane za pomocą prostych kliknięć
Ten model usługi CNC zapewnia bezprecedensową przejrzystość w zakupach produkcyjnych. Możesz przełączać opcje dotyczące ilości lub materiału i natychmiast widzieć zmiany cen — nie trzeba już czekać dni na zaktualizowane oferty.
Czy takie podejście odpowiada Państwa potrzebom? Jeśli opracowujecie prototypy, testujecie kolejne wersje projektu lub potrzebujecie części niestandardowych bez konieczności zamówienia dużych partii, to wyceny uzyskane online dla obróbki skrawaniem zapewniają elastyczność, jakiej często brakuje tradycyjnym warsztatom. Firmy start-upowe mogą skalować swoje operacje bez konieczności ponoszenia ogromnych inwestycji początkowych, podczas gdy firmy ugruntowane optymalizują łańcuchy dostaw, zwiększając ich elastyczność.
Jednak chodzi tu nie o zastąpienie każdej istniejącej relacji produkcyjnej. Chodzi o zrozumienie, kiedy platformy cyfrowe oferują rzeczywiste korzyści – a kiedy tradycyjne partnerstwa nadal są uzasadnione. Celem tego tekstu nie jest przekonanie Państwa do jednego podejścia, lecz pomoc w podjęciu świadomych decyzji dotyczących efektywnego uzyskiwania ofert CNC online przy jednoczesnym dokładnym zrozumieniu, co dokładnie otrzymują Państwo.
Pełna droga od pliku projektowego do dostarczonej części
Czy kiedykolwiek zastanawiali Państwo się, co tak naprawdę dzieje się między kliknięciem przycisku „prześlij” a trzymaniem w dłoni swoich gotowych części wykonanych metodą CNC ? Proces ten jest bardziej zaawansowany, niż się wydaje – ale zaskakująco dostępny po zrozumieniu poszczególnych etapów. Przeanalizujmy więc pełny przepływ pracy, aby dokładnie wiedzieć, czego można się spodziewać.
Przygotowanie plików CAD do przesłania
Wasza podróż zaczyna się od przygotowania plików – a prawidłowe ich przygotowanie pozwala uniknąć problemów w późniejszym etapie. Większość platform akceptuje kilka standardowych formatów, ale nie wszystkie pliki są jednakowo odpowiednie do celów produkcyjnych.
Pliki STEP (.stp, .step) pozostają złotym standardem dla obróbki online. Zachowują geometrię bryłową, utrzymują dokładność wymiarową oraz przekształcają się bezproblemowo między różnymi systemami CAD. Jeśli zamierzasz eksportować tylko jeden format, wybierz STEP.
Pliki IGES (.igs, .iges) stanowią niezawodną opcję zapasową. Istnieją od dłuższego czasu i charakteryzują się szeroką kompatybilnością, choć czasem powodują problemy z interpretacją powierzchni przy skomplikowanych krzywych.
Pliki STL —często kojarzone z drukowaniem 3D—mają ograniczenia w zastosowaniu do części przeznaczonych na obróbkę CNC. Przybliżają powierzchnie za pomocą trójkątnych płaszczyzn zamiast prawdziwej geometrii, co może wpłynąć na precyzję elementów o zakrzywionych kształtach. Format STL należy stosować wyłącznie wtedy, gdy inne opcje są niedostępne.
Przed przesłaniem sprawdź, czy Twój model jest szczelny — bez otwartych powierzchni ani samoprzecinającej się geometrii. Wiele platform automatycznie wykrywa takie błędy, jednak ich wcześniejsze zidentyfikowanie znacznie przyspiesza proces uzyskiwania oferty.
Zrozumienie procesu natychmiastowej oferty cenowej
To jest miejsce, w którym dzieje się magia. Zgodnie z dokumentacją platformy Xometry silne silnikami sztucznej inteligencji systemy generowania ofert analizują natychmiast przesłaną geometrię detalu, obliczają ścieżki narzędzia oraz generują cenę na podstawie rzeczywistych wymagań produkcyjnych.
System ocenia jednocześnie wiele czynników:
- Ogólne wymiary detalu oraz objętość materiału potrzebną do jego wykonania
- Złożoność cech geometrycznych, w tym otworów, kieszeni i konturów powierzchni
- Liczba ustawień koniecznych do obróbki wszystkich cech
- Wybrane właściwości materiału oraz jego ocena nadająca się do obróbki skrawaniem
- Wymagane tolerancje i ich wpływ na czas obróbki
To, co czyni ten system szczególnie skutecznym, to natychmiastowa informacja zwrotna dotycząca projektowania z myślą o możliwościach produkcji (DFM). System wykrywa potencjalne problemy — np. cienkie ścianki, które mogą ulec odkształceniu pod wpływem sił skrawania, głębokie kieszenie wymagające specjalistycznego narzędzi, lub cechy geometryczne, które wymagałyby kosztownej obróbki na maszynach 5-osiowych. Jak zauważa Zespołu technicznego CNC24 , ten zautomatyzowany sprawdzian wykonalności łączy się z oceną przeprowadzaną przez doświadczonego technika produkcyjnego, aby zminimalizować ryzyka jeszcze przed rozpoczęciem produkcji.
Od złożenia zamówienia do dostawy na miejsce
Gdy skonfigurujesz swój element i zatwierdzisz ofertę, co dzieje się dalej? Oto pełna kolejność czynności:
- Ostateczna weryfikacja inżynierska — Specjaliści weryfikują Twoje specyfikacje, potwierdzają dostępność materiałów oraz sprawdzają, czy zaproponowana metoda produkcji pozwoli osiągnąć wymagane przez Ciebie parametry.
- Dobór dostawcy — Twój projekt zostaje przypisany optymalnemu producentowi z weryfikowanej sieci platformy. Kryteria wyboru obejmują możliwości maszyn, aktualną moc produkcyjną, położenie geograficzne oraz wszelkie wymagane certyfikaty określone przez Ciebie.
- Planowanie produkcji — Twoje zamówienie trafia do kolejki produkcyjnej. Priorytet zależy od wybranego czasu realizacji: zamówienia ekspresowe są realizowane jako pierwsze, podczas gdy opcje ekonomiczne czekają na optymalne zaplanowanie partii.
- Wykonanie obróbki CNC — Wykwalifikowani tokarzy i frezerci przygotowują surowiec, wczytują programy i uruchamiają produkcję Twoich elementów. Skomplikowane obróbki prototypowe mogą wymagać wielu ustawień oraz starannej weryfikacji w trakcie procesu.
- Kontrola jakości — Gotowe elementy poddawane są weryfikacji wymiarowej zgodnie z Twoimi specyfikacjami. W zależności od wymagań obejmuje to od standardowego pobierania próbek po kompleksowe pomiary za pomocą maszyny CMM wraz ze szczegółowymi raportami.
- Przetwarzanie — Wykonywane są wszelkie określone operacje wykańczające: usuwanie ostrzy, obróbka powierzchni, hartowanie lub nanoszenie powłok.
- Opakowanie i wysyłka — Elementy są starannie pakowane w celu zapobieżenia uszkodzeniom podczas transportu i wysyłane wybraną przez Ciebie metodą przewozu.
Jakie rzeczywiste czasy realizacji należy oczekiwać?
Czasy realizacji różnią się znacznie w zależności od złożoności projektu i pilności jego wykonania. W przypadku szybkiej prototypowej obróbki CNC prostych geometrii z typowych materiałów, takich jak aluminium, niektóre platformy oferują dostawę już po zaledwie sześciu dniach zgodnie z Poradnikiem prototypowym MakerVerse .
Oto realistyczny podział:
| Typ projektu | Typowy czas realizacji | Kluczowe czynniki |
|---|---|---|
| Prosty prototyp CNC (aluminium, podstawowa geometria) | 5-10 dni roboczych | Standardowe допусki, minimalna liczba ustawień |
| Złożony prototyp (ścisłe допусki, wiele cech) | 10-15 dni roboczych | Obróbka wieloosiowa, wymagania dotyczące kontroli jakości |
| Produkcja małoseryjna (10–100 sztuk) | 2-4 tygodnie | Amortyzacja kosztów przygotowania maszyn, optymalizacja partii |
| Serijna produkcja (powyżej 100 sztuk) | 3–6 tygodni | Zakup materiałów, stała kontrola jakości |
Opcje przyspieszone mogą znacznie skrócić te terminy — czasem o połowę — ale należy się spodziewać wyższych cen. Tymczasem przewóz ekonomiczny wydłuża czas realizacji, ale obniża koszty dla projektów CNC nie wymagających pilnej realizacji.
Zrozumienie tego pełnego cyklu pracy pozwala realistycznie planować projekty oraz skutecznie komunikować się z obsługą platformy w przypadku powstania pytań. Gdy znajomość procesu zostanie ustalona, kolejną kluczową decyzją jest dobór odpowiedniego materiału do konkretnego zastosowania.
Dobór odpowiedniego materiału do projektu CNC
Przesłałeś plik CAD, przejrzałeś natychmiastową ofertę cenową i teraz przyglądasz się rozwijanej liście z dziesiątkami opcji materiałów. Który z nich wybrać? Ta decyzja wpływa na wszystko — wydajność części, koszty produkcji, czas realizacji zamówienia oraz ostatecznie na to, czy Twój projekt spełni swoje zadanie w zamierzonym zastosowaniu.
Dobra wiadomość? Platformy obróbki CNC online oferują obszerne biblioteki materiałów, których tradycyjne warsztaty często nie są w stanie zapewnić. Wyzwaniem jest jednak inteligentne poruszanie się po tych opcjach. Przeanalizujmy proces doboru materiału krok po kroku, abyś mógł podejmować pewne i dobrze uzasadnione decyzje.
Metale do zastosowań wymagających wytrzymałości i precyzji
Gdy najważniejszą rolę odgrywa wydajność mechaniczna, metale pozostają pierwszym wyborem w przypadku obróbki CNC . Jednak pojęcie „metal” obejmuje ogromny zakres właściwości i poziomów cen. Zrozumienie kluczowych kategorii pozwala szybko zawęzić wybór.
Stopy aluminium: materiały uniwersalne
Jeśli nie wiesz, od czego zacząć, obróbka aluminium często zapewnia najlepszy balans między wydajnością, kosztem i możliwością produkcji. Zgodnie z przewodnikiem Hubs dotyczącym doboru materiałów, stopy aluminium charakteryzują się doskonałą wytrzymałością względną do masy, wysoką przewodnością cieplną i elektryczną oraz naturalną ochroną przed korozją – co czyni je najbardziej opłacalną opcją w wielu zastosowaniach prototypowych i produkcyjnych.
Aluminium 6061 jest domyślnym wyborem do zadań ogólnego przeznaczenia. Doskonale nadaje się do obróbki skrawaniem, ma stosunkowo niską cenę i łatwo poddaje się anodowaniu, które zwiększa twardość powierzchni oraz poprawia jej wygląd.
Aluminium 7075 jest odpowiednim wyborem, gdy wymagana jest wytrzymałość na poziomie stopów stosowanych w przemyśle lotniczym. Można ją hartować cieplnie do twardości porównywalnej z niektórymi stalami, zachowując przy tym korzystny stosunek masy do wytrzymałości charakterystyczny dla aluminium – co ma kluczowe znaczenie w zastosowaniach wrażliwych na masę.
Aluminium 5083 wyróżnia się w środowiskach morskich, gdzie ekspozycja na wodę morską spowodowałaby korozję innych stopów. Jeśli Twoje elementy będą narażone na surowe warunki środowiskowe, warto rozważyć właśnie ten gatunek.
Stale: Gdy trwałość jest ważniejsza niż masa
Stopy stali zapewniają wytrzymałość, twardość i odporność na zużycie, której aluminium po prostu nie jest w stanie osiągnąć. Jaka jest cena tego zalety? Wyższe koszty materiału, dłuższe czasy obróbki skrawaniem oraz znacznie większa masa.
Pozostałe stali nierdzewnej skutecznie radzi sobie z większością zastosowań wymagających odporności na korozję. Jest stosunkowo dobrze obrabialny i odporny na większość warunków środowiskowych — dlatego jest standardowym wyborem w przetwórstwie spożywczym, medycynie oraz zastosowaniach zewnętrznych.
Nierdzewna stal 316 zapewnia jeszcze wyższy stopień odporności na korozję, szczególnie wobec roztworów soli morskiej. Zastosowania morskie oraz środowiska przemysłu chemicznego często wymagają tej ulepszonej ochrony.
Stale narzędziowe takie jak D2 i A2 osiągają wyjątkową twardość po hartowaniu — nawet do 65 HRC. Są niezbędne przy produkcji narzędzi, matryc oraz komponentów narażonych na ekstremalne zużycie, choć ich obróbka wymaga specjalistycznej wiedzy i umiejętności.
Mosiądz i brąz: wydajność specjalizowana
Te stopy miedzi znajdują zastosowanie w niszowych, ale kluczowych obszarach. Miedziowo-cynkowa stop C36000 charakteryzuje się wyjątkowo dobrą obrabialnością oraz naturalną odpornością na korozję, co czyni ją popularnym wyborem do produkcji elementów o dużej skali serii, takich jak złącza i konektory.
Obróbka brązu metodą CNC wiąże się z unikalnymi wyzwaniami, wymagającymi szczególnej uwagi. Jak podkreślają specjaliści z firmy Othala Tech zajmujący się obróbką brązu, różne gatunki brązu zachowują się bardzo różnie pod wpływem narzędzi skrawających. Brąz oznaczony jako C932 (brąz ołowiany) charakteryzuje się gładką obróbką i doskonałą kontrolą wiórków, podczas gdy brąz C954 (brąz aluminiowy) szybko nagrzewa się podczas obróbki i wymaga ostrożnego doboru prędkości skrawania.
Podczas obróbki brązu na potrzeby łożysk, przekładni lub wyposażenia morskiego naturalna odporność materiału na zużycie oraz jego własności samosmarujące uzasadniają dodatkową złożoność procesu obróbkowego. Operacje CNC na brązie wymagają warsztatów posiadających doświadczenie w pracy z tymi stopami – warto to sprawdzić przy wyborze partnera produkcyjnego realizującego projekty CNC z brązu.
Gdy tworzywa sztuczne przewyższają alternatywy metalowe
Nie zakładaj, że metal zawsze jest rozwiązaniem. Tworzywa inżynierskie zapewniają przekonujące zalety w wielu zastosowaniach: mniejszą masę, niższe koszty materiału, doskonałą odporność chemiczną oraz naturalną izolację elektryczną.
Wysokowydajne tworzywa inżynierskie
Tworzywo Delrin (POM/acetale) wyróżnia się jako lider wśród tworzyw łatwych do obróbki skrawaniem. Oferuje najwyższą obrabialność spośród wszystkich tworzyw sztucznych, wyjątkową stabilność wymiarową, bardzo niskie tarcie oraz minimalne pochłanianie wody. Gdy potrzebujesz precyzyjnych elementów z tworzywa o ścisłych tolerancjach, plastik Delrin powinien być Twoim pierwszym wyborem.
Nylon do obróbki skrawaniem zastosowania zapewniają doskonałą wytrzymałość na uderzenie, dobrą odporność chemiczną oraz naturalną odporność na zużycie. Najczęściej stosowanymi gatunkami są nylon 6 i nylon 66. Jednak przy projektowaniu elementów z nylonu przeznaczonych do obróbki skrawaniem należy pamiętać o jednym ograniczeniu: materiał ten pochłania wilgoć, co może wpływać na jego stabilność wymiarową w wilgotnych środowiskach.
Poliwęglan łączy dużą odporność udarową z przejrzystością optyczną — może być obrabiany na przezroczyste elementy. Jego wytrzymałość na uderzenie przewyższa ABS, co czyni go odpowiednim do pokryw ochronnych, soczewek oraz urządzeń przepływowych.
PEEK reprezentuje najwyższą klasę termoplastycznych tworzyw inżynierskich. Wytrzymuje temperatury do 250 °C, jest odporny na większość chemikaliów i oferuje stosunki wytrzymałości do masy porównywalne z metalami. Wersje PEEK przeznaczone do zastosowań medycznych umożliwiają zastosowanie w implantach biomedycznych. Jaka jest cena tego zalety? Znacznie wyższe koszty materiału.
Wybór materiału w pigułce
Poniższe porównanie pozwala szybko określić potencjalne materiały na podstawie głównych wymagań:
| Kategoria materiału | Typowe zastosowania | Koszt względny | Wykorzystanie maszynowe | Podstawowe właściwości |
|---|---|---|---|---|
| Aluminium 6061 | Ogólne prototypy, obudowy, uchwyty | $ | Doskonały | Lekki, odporny na korozję, nadający się do anodowania |
| Aluminium 7075 | Elementy lotnicze i części narażone na wysokie naprężenia | $$ | Dobre | Wysoka wytrzymałość, nadający się do hartowania, odporny na zmęczenie |
| Pozostałe stali nierdzewnej | Sprzęt spożywczy, urządzenia medyczne, sprzęt zewnętrzny | $$ | Umiarkowany | Odporny na korozję, spawalny, higieniczny |
| Nierdzewna stal 316 | Elementy wyposażenia dla jednostek pływających, przemysł chemiczny | $$$ | Umiarkowany | Wysoka odporność na korozję, kompatybilny z wodą morską |
| Brąz c36000 | Końcówki, łączniki, dekoracyjne elementy wyposażenia | $$ | Doskonały | Niskie tarcie, przewodność elektryczna, atrakcyjna estetyka |
| Brąz (C932/C954) | Łożyska, przekładnie, śruby okrętowe | $$-$$$ | Dobra (zmienna w zależności od gatunku) | Odporny na zużycie, samosmarujący się, odporny na korozję |
| Delrin (POM) | Precyzyjne przekładnie, tuleje, izolatory | $ | Doskonały | Niskie tarcie, stabilność wymiarowa, odporność na wilgoć |
| Najlon 6/66 | Elementy odporno na zużycie, części konstrukcyjne, izolatory | $ | Dobre | Odporność na uderzenia, odporność chemiczna, odporność na ścieranie |
| Poliwęglan | Elementy optyczne, pokrywy ochronne, wyświetlacze | $ | Dobre | Przezroczystość, wysoka wytrzymałość na uderzenia, stabilność temperaturowa |
| PEEK | Implanty medyczne, zastosowania lotnicze i astronautyczne, zastosowania w wysokich temperaturach | $$$$ | Umiarkowany | Ekstremalna odporność na temperaturę, obojętność chemiczna, opcje biokompatybilne |
Kryteria decyzyjne: dopasowanie materiałów do wymagań
Jak zawęzić tę obszerną listę? Rozważ te cztery czynniki w kolejności priorytetów:
- Wymagania mechaniczne — Jakie obciążenia, naprężenia i warunki zużycia będzie przechodzić Twój element? To eliminuje opcje, które nie spełniają progowych wymagań wydajności.
- Ekspozycja środowiskowa — Czy części będą narażone na wilgoć, chemikalia, promieniowanie UV lub skrajne temperatury? Zgodność materiału z warunkami eksploatacji jest bezwzględnie konieczna.
- Ograniczenia ciężaru — W zastosowaniach lotniczych oraz w urządzeniach przenośnych często wymagana jest minimalna masa. Tworzywa sztuczne i stopy aluminium zapewniają w tym zakresie istotne zalety.
- Rozważania budżetowe — Gdy już określi się materiały spełniające wymagania dotyczące wydajności, różnice w cenach mogą pomóc w dokonaniu ostatecznego wyboru. Czasem standardowe aluminium radzi sobie z zadaniem, które nie wymaga drogich stopów specjalnych.
Kiedy dokumentacja certyfikacyjna materiału ma znaczenie
W niektórych branżach wybór materiału wykracza poza jego właściwości fizyczne i obejmuje również wymagania dokumentacyjne. W zastosowaniach lotniczych może być wymagana certyfikacja śledzenia materiału potwierdzająca dokładny skład stopu oraz historię jego przetwarzania. Urządzenia medyczne często wymagają dokumentacji wyników badań biokompatybilności. Komponenty samochodowe mogą wymagać certyfikatów zgodności zgodnych ze specyficznymi specyfikacjami producentów OEM.
Jeśli produkujesz części dla branż objętych regulacjami, upewnij się przed złożeniem zamówienia, że dostawca usług frezowania online może dostarczyć odpowiednie certyfikaty. Nie wszystkie platformy oferują ten poziom dokumentacji, a wykrycie braków dopiero po produkcji powoduje kosztowne opóźnienia.
Po zrozumieniu doboru materiałów, kolejną krytyczną specyfikacją, która bezpośrednio wpływa zarówno na funkcjonalność części, jak i na koszt produkcji, są wymagania dotyczące tolerancji. Zrozumienie, jak poziom precyzji wpływa na budżet, pomoże Ci określić dokładnie to, czego potrzebujesz – i nic więcej.
Wybór tolerancji zapewniający równowagę między precyzją a kosztem
Oto sytuacja, z którą prawdopodobnie już się spotkałeś: kończysz projekt i patrzysz na pole dotyczące tolerancji. Czy należy określić wartość ±0,005 cala „na wszelki wypadek”? Czy wystarczy ±0,010 cala? Ta decyzja – często podejmowana w ciągu kilku sekund – może podwoić koszty produkcji lub spowodować awarie montażowe w przyszłości.
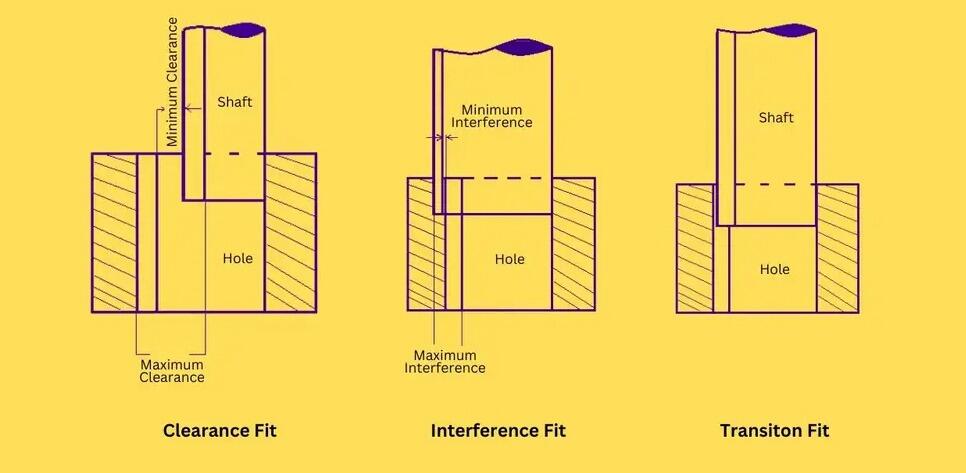
Dopuszczalne odchylenia określają dozwoloną zmienność względem zamierzonych wymiarów. W praktyce decydują one o tym, czy obrabiane części będą się prawidłowo pasować do siebie, działać zgodnie z założeniem projektowym oraz spełniać oczekiwania jakościowe. Jednak zgodnie z obserwacjami przeprowadzonymi przez Inżynierowie produkcyjni RPWORLD , pojawiła się niepokojąca tendencja: części stosowane w różnych zastosowaniach są obecnie często wykonywane z nadmiernie ścisłymi dopuszczalnymi odchyleniami, nawet w przypadku powierzchni niestanowiących krytycznego elementu funkcjonalnego. Jest to skutkiem postępu w możliwościach przemysłu — ale często wiąże się z istotnymi stratami finansowymi.
Standardowe i precyzyjne wymagania dotyczące dopuszczalnych odchyleń
Jakich rzeczywistych wyników można oczekiwać od usług obróbki CNC dostępnych online? Zrozumienie podstawowych możliwości technologicznych pozwala na właściwe określenie wymagań bez nadmiernej komplikacji konstrukcyjnej.
Dla większości operacji frezowania i tokarki CNC standardowe dopuszczalne odchylenia wynoszą ±0,010 cala (±0,25 mm) w przypadku powszechnie stosowanych materiałów i geometrii. Zgodnie z analizą tolerancji przeprowadzoną przez firmę Modus Advanced, taki poziom dokładności spełnia wymagania ogromnej większości zastosowań inżynierskich przy jednoczesnym zachowaniu rozsądnych kosztów i czasów realizacji.
Kiedy standardowa dokładność jest wystarczająca? Rozważ następujące zastosowania:
- Obudowy i obudowy zewnętrzne, w których dokładne wymiary nie są kluczowe
- Zaciski montażowe z otworami luzowymi na elementy mocujące
- Iteracje prototypów skupione na testowaniu kształtu i funkcjonalności
- Elementy z zaprojektowanymi luźnymi tolerancjami montażowymi
Części przeznaczone do precyzyjnej obróbki wymagają ścislszych specyfikacji — zwykle ±0,003 cala do ±0,005 cala (±0,08 do ±0,13 mm). Tego typu tolerancje wymagają dodatkowych przejść obróbkowych, specjalistycznego narzędzi, środowisk kontrolowanych pod względem temperatury oraz kompleksowych procedur kontroli jakości. Wynik? Istotnie wyższe koszty jednostkowe poszczególnych części.
Zakresy tolerancji i ich rzeczywisty wpływ
Poniższa tabela ilustruje, w jaki sposób specyfikacje dopuszczalnych odchyłek przekładają się na implikacje kosztowe oraz typowe zastosowania dla komponentów frezowanych CNC:
| Klasa tolerancji | Zakres typowy | Wpływ na koszty | Wspólne zastosowania |
|---|---|---|---|
| Standard | ± 0,010" (± 0,25 mm) | Ceny bazowe | Ogólne prototypy, cechy niestotne z punktu widzenia funkcjonalności, obudowy |
| Precyzja | ±0,005 cala (±0,13 mm) | 1,5–2× standard | Powierzchnie stykowe, pasowania łożysk, powierzchnie ślizgowe |
| Wysoka Precyzja | ±0,002–0,003 cala (±0,05–0,08 mm) | 2–3× standard | Interfejsy lotnicze i kosmiczne, komponenty urządzeń medycznych, uchwyty optyczne |
| Ultra precyzja | ±0,001 cala (±0,025 mm) lub ścislsze | 4×+ standard | Komponenty turbin, precyzyjne przyrządy pomiarowe, sprzęt półprzewodnikowy |
Zwróć uwagę, jak koszty rosną wykładniczo – a nie liniowo – w miarę zaostrzania się wymagań dotyczących dokładności wykonania. Jak zauważa RPWORLD, nadmiernie restrykcyjne tolerancje mogą zmusić do poddania części dodatkowym operacjom szlifowania lub elektroerozyjnego (EDM) obróbki, co niepotrzebnie zwiększa zarówno koszty, jak i czas realizacji.
Jak wybór tolerancji wpływa na Twój budżet
Dlaczego bardzo ścisłe tolerancje są znacznie droższe? Kilka czynników działa w sposób skumulowany:
- Dodatkowe przejścia frezarskie — usuwanie materiału mniejszymi przyrostami w celu zachowania kontroli wymiarowej
- Wolniejszych prędkości posuwu — obniżenie prędkości skrawania minimalizuje odkształcenia narzędzia i efekty termiczne
- Specjalistycznego wyposażenia narzędziowego — użycie wyższej klasy frezów o ściślejszych wymaganiach dotyczących bicia
- Wydłużony czas przygotowania maszyny — bardziej staranne mocowanie i wyrównywanie przedmiotu obrabianego
- Wzmocniona kontrola jakości — pomiary za pomocą maszyny pomiarowej trójwymiarowej (CMM) zamiast standardowych metod pomiaru
- Kontrola środowiska — obróbka w stabilnej temperaturze w celu osiągnięcia najbardziej ścisłych dopuszczalnych odchyłek
Problem sumowania tolerancji
To właśnie w tym miejscu wiele projektów napotyka na trudności. Gdy wiele komponentów składa się ze sobą, indywidualne tolerancje się kumulują. Zgodnie z Analizą techniczną CNCYangsen , każdy element w zestawie może mieć indywidualną tolerancję ±0,1 mm, ale skumulowana suma odchyłek może osiągnąć ±0,3 mm lub więcej na końcowym elemencie styku.
Rozważmy prosty zestaw trzech części. Jeśli każda z nich ma tolerancję ±0,010 cala na swojej kluczowej wymiarowej cechę, to w najgorszym przypadku skumulowana odchyłka wymiaru końcowego zestawu może wynosić ±0,030 cala. Jest to trzykrotnie więcej niż określono w rysunku każdej pojedynczej części.
Przemyślni projektanci radzą sobie z kumulacją tolerancji za pomocą kilku strategii:
- Identyfikacja kluczowych wymiarów — dokładniejsze określenie tolerancji wyłącznie dla cech bezpośrednio wpływających na funkcjonowanie zestawu
- Cechy pozycjonowania projektowego — Wszystkie elementy lokalizujące (np. kołki pozycjonujące, powierzchnie wyrównawcze lub geometria samocentrująca) zmniejszają skumulowanie błędów pozycjonowania
- Uproszczenie zależności montażowych — Mniejsza liczba elementów w łańcuchu tolerancji oznacza mniejszą kumulację odchyłek
- Projektowanie rozsądnych luzów — Tam, gdzie to możliwe, celowe luzy kompensują odchyłki bez utraty funkcjonalności
Zależności między wykończeniem powierzchni a tolerancjami
Specyfikacje wykończenia powierzchni często korelują z tolerancjami wymiarowymi, ale nie zastępują ich. Powierzchnia chropowata (o wyższej wartości Ra) nie pozwala osiągnąć takiej samej skutecznej precyzji jak powierzchnia gładka, ponieważ niepewność pomiaru rośnie wraz z nieregularnościami powierzchni.
W zastosowaniach frezowania CNC wymagających wysokiej precyzji i ścisłych tolerancji należy przewidywać odpowiednie specyfikacje wykończenia powierzchni:
- Standardowe tolerancje zwykle kojarzone są z wykończeniem powierzchni 125 Ra μin (3,2 Ra μm) lub chropawszym
- Dokładne допусki działają dobrze przy chropowatości 63–32 Ra μin (1,6–0,8 Ra μm)
- Prace wysokiej precyzji często wymagają chropowatości 16 Ra μin (0,4 Ra μm) lub lepszej
Określanie niespójnych kombinacji — ścisłych dopuszczeń przy szorstkich powierzchniach lub odwrotnie — wskazuje na niejasne wymagania i może wywołać pytania od dostawcy usług precyzyjnej obróbki skrawaniem.
Komunikowanie tolerancji krytycznych i ogólnych
Twoje rysunki techniczne powinny wyraźnie rozróżniać cechy wymagające ścisłej kontroli od tych, dla których wystarcza standardowa dokładność. Większość doświadczonych inżynierów stosuje podejście stopniowe:
- Ogólna tolerancja w bloku tytułowym — Dotyczy wszystkich wymiarów bez indywidualnych oznaczeń (zwykle ±0,010″ lub zgodnie z normą ISO 2768)
- Indywidualne oznaczenia wymiarów — Ścislsze tolerancje podane bezpośrednio przy krytycznych cechach
- Symbole GD&T — Tolerancje geometryczne dla cech, w których kształt, orientacja lub położenie mają większe znaczenie niż prosta wielkość
To podejście jasno przekazuje zamiar produkcyjny. Tokarze i frezarki natychmiast rozumieją, które cechy wymagają szczególnej uwagi, a gdzie wystarcza standardowa dokładność obróbki.
Kiedy ścisłe tolerancje rzeczywiście mają znaczenie
Zatem kiedy należy faktycznie określać tolerancje precyzyjne? Uzasadnione zastosowania obejmują:
- Połączenia wciskane lub z naciągiem — Dokładność wymiarowa decyduje bezpośrednio o sile montażu i utrzymywaniu połączenia
- Gniazda łożysk i średnice wałów — Poprawne dopasowanie zapewnia odpowiednią luz roboczy oraz długotrwałą żywotność łożysk
- Powierzchnie uszczelniające — Wżery pod uszczelki typu O-ring oraz kołnierzowe powierzchnie stykowe wymagają kontrolowanych wymiarów w celu zapewnienia niezawodnego uszczelnienia
- Mechanizmy kinematyczne — Przekładnie, wałki krzywkowe oraz precyzyjne prowadnice wymagają ścisłej kontroli w celu zapewnienia płynnej pracy
- Zespoli krytyczne pod względem bezpieczeństwa — zastosowania lotnicze, medyczne i motocyklowe, w których skutki awarii są poważne
Dla wszystkiego innego? Standardowe допусki z kompetentnych materiałów i procesów obróbki CNC zapewniają doskonałe rezultaty za ułamek kosztu. Kluczowe spostrzeżenie z eksperci branżowi : decyzja o określeniu ścisłych dopuszczeń powinna zawsze wynikać z konkretnych wymagań funkcjonalnych, a nie ogólnych preferencji jakościowych.
Gdy podstawy dotyczące dopuszczeń są już zrozumiane, możesz przystąpić do kolejnego pytania, jakie pojawia się w każdym projekcie: jaki będzie rzeczywisty koszt wykonania tej części? W kolejnym rozdziale omówione są pięć głównych czynników wpływających na cenę obróbki CNC — oraz ujawnione są decyzje projektowe pozwalające obniżyć koszty bez pogarszania funkcjonalności.
Zrozumienie czynników wpływających na koszty obróbki CNC
Wybrałeś/-aś materiał i określiłeś/-aś допuszczalne odchylenia. Teraz pojawia się pytanie, które zadaje sobie każdy: ile to w rzeczywistości będzie kosztować? W przeciwieństwie do wielu innych branż, w których ceny wydają się arbitralne, cena obróbki CNC podlega logicznym wzorom. Zrozumienie tych wzorów pozwala na opracowanie realistycznych oczekiwań budżetowych – a także ujawnia możliwości obniżenia kosztów bez utraty jakości.
Problem polega na tym, że większość platform internetowych oferujących usługi obróbki CNC podaje jedynie końcową kwotę, nie wyjaśniając, jak do niej doszła. W tej sekcji omawiamy pięć głównych czynników wpływających na koszt, abyś mógł/-mogła świadomie interpretować oferty cenowe i podejmować uzasadnione decyzje dotyczące kompromisów zanim zatwierdzisz zamówienie.
Pięć czynników decydujących o koszcie obróbki
Według Kompleksowa analiza kosztów firmy Scan2CAD , ekonomika obróbki zależy od kilku powiązanych ze sobą zmiennych. Przeanalizujmy każdy z tych czynników oraz jego względny wpływ na końcową ofertę cenową.
1. Wybór materiału i objętość
Koszty materiałów ulegają wahaniom w zależności od ich rodzaju, ilości oraz bieżących warunków rynkowych. Jako punkt odniesienia tworzywa sztuczne są znacznie tańsze niż metale — ale nawet w obrębie kategorii metali różnice cenowe są istotne. Aluminium 6061 może kosztować od 3 do 8 USD za funt, podczas gdy stal nierdzewna kosztuje od 5 do 15 USD za funt, a specjalne stopy, takie jak tytan, mogą przekraczać 30 USD za funt.
Ponad cenę surowca należy rozważyć, ile zapasu zużywa projektowaną część. Element wymagający usunięcia 80 % materiału generuje więcej odpadów, dłuższy czas obróbki skrawaniem oraz większy zużycie narzędzi w porównaniu z konstrukcjami zachowującymi większą część pierwotnego zapasu. Równanie kosztu metalu dla tokarza obejmuje zarówno cenę zakupionego materiału, jak i efektywność jego wykorzystania w projekcie.
2. Złożoność geometryczna
Złożoność części jest bezpośrednio powiązana z czasem obróbki — najważniejszym czynnikiem wpływającym na koszty według analiz branżowych. Złożone geometrie wymagają:
- Wielokrotnych wymian narzędzi w celu obróbki różnych cech
- Dodatkowych ustawień, aby uzyskać dostęp do cech z różnych orientacji
- Dłuższy czas programowania dla skomplikowanych ścieżek narzędzia
- Niższe prędkości frezowania w celu zachowania dokładności przy szczegółowych cechach
Zgodnie z podziałem kosztów prototypowania firmy Hotean, sama złożoność projektu może zwiększyć czas obróbki o 30–50%. Prosty prostokątny blok aluminiowy z podstawowymi otworami może kosztować 150 USD, podczas gdy ten sam element bazowy z złożonymi konturami i kieszeniami o zmiennej głębokości może kosztować 450 USD lub więcej.
3. Wymagania dotyczące dopuszczalnych odchyłek
Jak omówiono wcześniej, specyfikacje dopuszczalnych odchyłek mają znaczący wpływ na koszty produkcji. Standardowe dopuszczalne odchyłki (±0,010 cala) stanowią punkt odniesienia cenowego. Zmniejszenie ich do ±0,005 cala wiąże się ze wzrostem kosztów o 1,5–2 razy. Przy dopuszczalnych odchyłkach rzędu ±0,001 cala koszty mogą wzrosnąć nawet czterokrotnie – zgodnie z branżowymi wskaźnikami.
Eskalacja kosztów odzwierciedla rzeczywiste wymagania produkcyjne: dodatkowe przejścia, niższe posuwy, specjalistyczne narzędzia oraz ulepszone protokoły kontroli jakości – wszystkie te czynniki zużywają czas i zasoby.
4. Ekonomia skali
To miejsce, w którym zrozumienie kosztów przygotowania staje się kluczowe. Każde zadanie CNC wymaga programowania, przygotowania uchwytów, doboru narzędzi oraz konfiguracji maszyny — niezależnie od tego, czy produkujesz jedną czy sto sztuk. Te stałe koszty są rozliczane na całą ilość zamówienia.
Zależności ekonomiczne są wyraźne: dane z analizy kosztów pokazują, że pojedynczy prototyp może kosztować 500 USD, podczas gdy zamówienie 10 sztuk obniża cenę za sztukę do około 300 USD każda. Dla zamówień powyżej 50 sztuk koszty mogą spadnąć nawet o 60%, co przekłada się na cenę za sztukę wynoszącą około 120 USD.
| Ilość zamówienia | Szacunkowa cena za sztukę | Redukcja kosztów |
|---|---|---|
| 1 jednostka | $500 | Linia bazowa |
| 10 jednostek | $300 | 40% redukcja |
| 50+ sztuk | $120 | 60% redukcji |
Dlatego małe zamówienia na frezowanie CNC wiążą się z wyższą ceną za sztukę — koszty przygotowania są rozliczane na mniejszą liczbę elementów.
5. Operacje wykańczające
Obróbka wykańczająca po frezowaniu generuje dodatkowe koszty, które często pomija się przy wstępnym szacowaniu budżetu. Zgodnie z danymi dotyczącymi kosztów wykańczania:
- Powierzchnia po frezowaniu: Brak dodatkowych kosztów — najkrótszy czas realizacji
- Piaskowanie kulkowe: Dodaje 10–20 USD za sztukę dla jednolitej matowej tekstury
- Anodyzowanie: Dodaje 25–50 USD za sztukę na odporność na korozję i kolor
- Powłoka proszkowa: Dodaje 30–70 USD w zależności od rozmiaru i złożoności części
Każda powłoka spełnia funkcje użytkowe lub estetyczne, jednak koszty szybko się kumulują przy zamówieniach wieloczęściowych.
Inteligentne decyzje projektowe zmniejszające koszty produkcji
Teraz, gdy znasz czynniki wpływające na koszty, jak je zminimalizować bez utraty funkcjonalności? Analiza DFM firmy Fictiv identyfikuje zasady projektowania wymagające „najmniejszego nakładu wysiłku”, które bezpośrednio przekładają się na niższe koszty:
- Projektuj z uwzględnieniem geometrycznych parametrów materiałów gotowych — Części wykonywane z typowych prętów, blach lub prętów okrągłych minimalizują początkowe odpady oraz złożoność przygotowania maszyn
- Ogranicz liczbę ustawień do dwóch lub mniej — Każde dodatkowe ustawienie oprzyrządowania wiąże się ze znacznym wzrostem czasu; projektuj części tak, aby można je było obrabiać przy minimalnej liczbie orientacji
- Korzystaj ze standardowych geometrii narzędzi — Elementy, które można obrabiać typowymi frezami czołowymi, wiertłami i narzędziami do fazowania, są tańsze niż te wymagające specjalistycznego wyposażenia
- Określ tylko niezbędne допусki — Stosuj ścisłe допусki wyłącznie na powierzchniach funkcjonalnych; wszędzie indziej stosuj dopuszczenia ogólne
- Unikaj głębokich kieszeni i cienkich ścianek — Elementy wymagające specjalistycznych narzędzi o dużej długości roboczej lub ostrożnego zarządzania odkształceniem wydłużają czas obróbki
- Zaokrągl wewnętrzne narożniki — Ostrze kąty wewnętrzne wymagają mniejszych narzędzi i wielu przejść; większe promienie pozwalają na szybszą obróbkę
- Wybierz standardowe wykończenia powierzchni — Wykończenie po obróbce (as-machined) lub piaskowanie są tańsze niż anodowanie lub malowanie proszkowe, gdy wygląd nie jest kluczowy
Te modyfikacje nie naruszają założeń inżynierskich — dostosowują decyzje projektowe do rzeczywistości produkcyjnych.
Prototypowanie vs produkcja: różne uwarunkowania ekonomiczne
Faza projektu znacząco wpływa na optymalną strategię pozyskiwania. W przypadku prototypów priorytetem są szybkość i elastyczność, które zazwyczaj przeważają nad optymalizacją kosztu pojedynczej części. Testujesz koncepcje, iterujesz projekty i weryfikujesz dopasowanie — płacenie wyższej ceny jednostkowej za małe ilości jest uzasadnione, gdy najważniejszym czynnikiem jest czas potrzebny na zdobycie wiedzy.
W przypadku produkcji seryjnej zmienia się bilans rozważań. Koszty przygotowania rozliczane są na setki lub tysiące części, pojawiają się rabaty objętościowe na materiały, a optymalizacja procesów staje się opłacalna. Na tym etapie decyzje podejmowane są głównie na podstawie ekonomii jednostkowej.
Kiedy obróbka online zapewnia korzyści kosztowe
Cyfrowe platformy odznaczają się w określonych sytuacjach:
- Ilości prototypowe (1–50 sztuk) — Natychmiastowe wyceny, krótki czas realizacji oraz brak kosztów związanych z budowaniem relacji partnerskich
- Cykle iteracji projektowych — Szybkie wyceny wielu wariantów projektowych wspierają optymalizację projektu przed podjęciem decyzji o produkcji
- Potrzeba dodatkowej mocy produkcyjnej — Gdy Twoi regularni dostawcy osiągnęli pełną wykorzystanie swoich możliwości produkcyjnych, sieci online zapewniają natychmiastowe alternatywy
- Materiały lub procesy specjalistyczne — Dostęp do szerszych sieci kompetencji niż te, które mogą oferować lokalne opcje
Sytuacje, w których tradycyjne warsztaty mogą konkurować skuteczniej
Bezstronna ocena ujawnia scenariusze, w których utrwalone relacje zapewniają przewagę:
- Wielkoseryjne serie produkcyjne — Długoterminowe umowy z lokalnymi dostawcami często zapewniają lepsze ceny dzięki rabatom wynikającym z relacji oraz optymalizacji procesów
- Złożone zespoły wymagające współpracy — Projekty korzystające z wkładu tokarzy w fazie rozwoju często lepiej sprawdzają się przy współpracy z partnerami znającymi Państwa produkty
- Przemysł regulowany z istniejącymi zatwierdzeniami — Jeśli dostawca już posiada zatwierdzenia dla Państwa systemu jakości, zmiana wiąże się z kosztami kwalifikacji
- Korzyści wynikające z bliskości geograficznej — Podczas wyszukiwania fraz „obróbka CNC w mojej okolicy” lub „CNC w mojej okolicy” lokalne warsztaty pozwalają uniknąć kosztów wysyłki oraz umożliwiają odbiór tego samego dnia w przypadku pilnych potrzeb
Formułowanie realistycznych oczekiwań budżetowych
Zanim złożysz pierwsze zapytanie ofertowe, określ swoje oczekiwania na podstawie parametrów projektu:
- Proste prototypy z aluminium z typowymi tolerancjami: 100–300 USD za sztukę
- Złożone części z wieloma cechami lub z wąskimi tolerancjami: 300–800 USD za sztukę
- Materiały specjalne lub intensywne obróbki wykończeniowe: 500–1500+ USD za sztukę
- Wielkości produkcji (50+ sztuk): obniżka o 40–60% w porównaniu do cen prototypów
Podane zakresy stanowią punkt wyjścia — rzeczywiste oferty zależą od konkretnych cech geometrycznych, materiału oraz wymagań. Jednak posiadanie przybliżonych oczekiwań budżetowych przed rozpoczęciem procesu uzgadniania ofert ułatwia ocenę, czy otrzymane oferty są zgodne ze standardami rynkowymi, czy też wymagają dodatkowej dyskusji.
Wagę kosztów naturalnie prowadzi do kolejnego ważnego pytania: jakie wymagania specyficzne dla danej branży mogą mieć zastosowanie w przypadku Państwa zastosowania? Sektory motocyklowy, lotniczy i medyczny nakładają na siebie odpowiednie standardy certyfikacji i dokumentacji, które wpływają zarówno na wybór dostawcy, jak i na koszty projektu.

Wymagania branżowe – od przemysłu motocyklowego po lotniczy
Dobrze określili Państwo materiał, podali odpowiednie допусki oraz rozumieją czynniki wpływające na koszty. Jednak istnieje jedno pytanie, które często sprawia trudności początkującym użytkownikom usług frezowania online: czy Państwa branża stawia dodatkowe wymagania wykraczające poza podstawowe specyfikacje części? W przypadku zastosowań w przemyśle motocyklowym, lotniczym i medycznym odpowiedź brzmi prawie zawsze twierdząco.
Różne sektory wymagają różnego poziomu dokumentacji, śledzalności i kontroli procesów. Wybór partnera produkcyjnego bez odpowiednich certyfikatów może skutkować otrzymaniem części, których po prostu nie można użyć — niezależnie od tego, jak precyzyjnie odpowiadają one pod względem wymiarów. Przeanalizujmy wymagania poszczególnych głównych branż, aby móc zweryfikować kwalifikacje dostawców jeszcze przed złożeniem zamówień.
Wymagania i certyfikaty dotyczące komponentów motocyklowych
Przemysł motocyklowy funkcjonuje w ramach jednych z najbardziej rygorystycznych systemów jakości w całej produkcji przemysłowej. W przypadku zakupu części przeznaczonych do zastosowania w pojazdach jednym certyfikatem dominuje wszystkie pozostałe: IATF 16949 .
Co oznacza norma IATF 16949 dla Ciebie jako klienta? Zgodnie z przewodnikiem certyfikacyjnym firmy American Micro Industries, ta globalna norma zarządzania jakością w przemyśle motocyklowym i samochodowym łączy zasady ISO 9001 z wymaganiami branżowymi dotyczącymi ciągłej poprawy, zapobiegania wadom oraz rygorystycznego nadzoru nad dostawcami. Jest to kluczowy dokument kwalifikacyjny umożliwiający współpracę z głównymi producentami OEM oraz dostawcami pierwszego stopnia (Tier 1).
Główne elementy gwarantowane przez certyfikat IATF 16949 obejmują:
- Skupienie się na zapobieganiu wadom — Systemy zaprojektowane tak, aby wykrywać problemy jeszcze przed ich wystąpieniem, a nie tylko po ich zaistnieniu
- Śledzalność produktów — Kompleksowa dokumentacja łącząca każdą część z konkretnymi partiami materiałów, maszynami oraz operatorami
- Protokoły ciągłego doskonalenia — Udokumentowane procesy działań korygujących zapobiegających powtarzaniu się problemów
- Zarządzanie jakością dostawców — Rygorystyczny nadzór obejmujący cały łańcuch dostaw
Ponad normę IATF 16949 produkcja motocyklowa i samochodowa wymaga Sterowanie procesem statystycznym (spc) możliwości. Dlaczego SPC ma znaczenie? Podczas produkcji tysięcy identycznych komponentów zmienność jest nieunikniona. Monitorowanie SPC śledzi trendy wymiarowe w czasie rzeczywistym, wykrywając odchylenia jeszcze przed tym, jak części wyjdą poza określone tolerancje. Ta spójność ma kluczowe znaczenie w produkcji masowej, gdzie nawet niewielkie wskaźniki wadliwości generują znaczne koszty jakości.
Dla inżynierów zakupujących komponenty motocyklowe i samochodowe za pośrednictwem platform internetowych weryfikacja tych kwalifikacji na wstępie pozwala uniknąć uciążliwych niespodzianek. Shaoyi Metal Technology , na przykład, posiada certyfikat IATF 16949 oraz rozbudowane możliwości SPC — co świadczy o precyzyjnych usługach frezowania CNC zgodnych z wymaganiami branży motocyklowej i samochodowej, jakie wymagają łańcuchy dostaw producentów OEM. Ich podejście do zespołów nadwozia oraz niestandardowych wkładek metalowych odzwierciedla rygor dokumentacyjny wymagany w zastosowaniach motocyklowych i samochodowych.
Uwagi dotyczące zgodności z przepisami w dziedzinie medycyny i lotnictwa
Jeśli normy motocyklowe wydają się wymagające, to wymagania branż medycznej i lotniczej dodają kolejne warstwy złożoności. Te regulowane branże nakładają standardy dokumentacji i śledzalności, przy których nie ma miejsca na skróty.
Lotnictwo: tam, gdzie śledzalność materiałów jest bezwzględnie wymagana
Obróbka CNC w przemyśle lotniczym odbywa się w ramach struktur zaprojektowanych w celu zapewnienia absolutnej niezawodności. Gdy komponenty ulegają awarii na wysokości 35 000 stóp, konsekwencje są katastrofalne — co wyjaśnia, dlaczego wymagania certyfikacyjne w sektorze lotniczym należą do najbardziej rygorystycznych w przemyśle produkcyjnym.
AS9100 stanowi podstawowy standard jakości w przemyśle lotniczym. Jak zauważają eksperci ds. certyfikacji branżowych, norma AS9100 opiera się na ISO 9001 i wprowadza dodatkowe wymagania specyficzne dla sektora lotniczego, kładąc nacisk na zarządzanie ryzykiem, rygorystyczną dokumentację oraz kontrolę integralności produktu w całych, złożonych łańcuchach dostaw.
Dla prac lotniczych związanych z obroną ITAR (International Traffic in Arms Regulations) dodaje kolejną kluczową warstwę. Zgodnie z Analizą ITAR firmy Advantage Metal Products , ten ramowy dokument surowo kontroluje obsługę poufnych danych technicznych i komponentów. Zgodność wymaga zarejestrowania w Departamencie Stanu USA oraz stosowania rygorystycznych protokołów bezpieczeństwa informacji.
Co ITAR oznacza praktycznie dla produkcji:
- Wymagania dotyczące bezpieczeństwa obiektu — Kontrolowany dostęp do obszarów produkcyjnych obsługujących komponenty wojskowe
- Protokoły obsługi danych — Bezpieczne przesyłanie plików CAD/CAM oraz zabezpieczone operacje frezowania
- Ograniczenia dotyczące personelu — Tylko osoby posiadające obywatelstwo USA mogą uzyskać dostęp do kontrolowanych danych technicznych
- Kwalifikacja dostawców — Wszyscy podwykonawcy muszą również spełniać wymagania ITAR
Dodatkowo, Akredytacja Nadcap weryfikuje procesy specjalne kluczowe dla produkcji w przemyśle lotniczo-kosmicznym — obróbkę cieplną, przetwarzanie chemiczne oraz badania nieniszczące. W przeciwieństwie do ogólnych certyfikatów jakości NADCAP analizuje kontrolę procesów specyficznych z wyjątkową dokładnością. Dla usług frezowania CNC pięcioosiowego produkujących złożone geometrie elementów lotniczych te specjalistyczne weryfikacje często okazują się niezbędne.
Mechanika medyczna: bezpieczeństwo pacjenta decyduje o wszystkim
Normy mechaniki medycznej istnieją z jednego podstawowego powodu: bezpieczeństwa pacjentów. Gdy implant chirurgiczny lub komponent urządzenia diagnostycznego ulega awarii, zagrożone są ludzkie życia. Ta rzeczywistość kształtuje każdy aspekt wymagań dotyczących produkcji urządzeń medycznych.
ISO 13485 jest definitywną normą zarządzania jakością dla urządzeń medycznych. Zgodnie z specjaliści z zakresu precyzyjnego inżynierii — ten standard określa surowe wymagania dotyczące projektowania, produkcji, śledzenia i łagodzenia ryzyka. Każdego roku w samych Stanach Zjednoczonych uszkodzone urządzenia medyczne powodują ponad 83 000 przypadków obrażeń i zgonów — co wyjaśnia, dlaczego te wymagania pozostają bezwzględnie obowiązujące.
Główne wymagania normy ISO 13485 dotyczące operacji frezowania CNC obejmują:
- Dokumentowane instrukcje wykonywania prac — każda decyzja dotycząca programowania CNC musi być zgodna z ustalonymi protokołami
- Sterowanie projektem — testy i walidacja metodą elementów skończonych (FEA) dla implantów i krytycznych komponentów
- Systemy śledzenia — unikalne identyfikatory urządzeń (UDI) oraz pełne rejestry historii urządzeń (DHR)
- Walidacja procesu — protokoły kwalifikacji instalacyjnej (IQ), kwalifikacji operacyjnej (OQ) i kwalifikacji wydajnościowej (PQ), potwierdzające powtarzalność wyników obróbki CNC
W Stanach Zjednoczonych producenci muszą również przestrzegać FDA 21 CFR Part 820 — przepisów regulaminu systemu jakości (Quality System Regulation) dotyczących produkcji urządzeń medycznych. Ten ramowy system obejmuje projektowanie produktu, procedury produkcyjne oraz systemy śledzenia umożliwiające szybką reakcję w razie wystąpienia problemów po wprowadzeniu produktu na rynek.
W przypadku usług toczenia CNC produkujących elementy medyczne połączenie certyfikacji ISO 13485 z zgodnością z wymaganiami FDA zapewnia kompleksową gwarancję jakości. Bez tych uprawnień części nie mogą prawnej wchodzić do łańcucha dostaw medycznych — niezależnie od ich dokładności wymiarowej.
Podsumowanie certyfikatów: na co zwrócić uwagę
Poniższa tabela podsumowuje kluczowe certyfikaty według zastosowania branżowego:
| Branża | Główne certyfikaty | Dodatkowe wymagania | Główne obszary zainteresowania |
|---|---|---|---|
| Motoryzacyjny | IATF 16949, ISO 9001 | Możliwości SPC, dokumentacja PPAP | Zapobieganie wadom, nadzór nad dostawcami, śledzalność |
| Aeronautyka i kosmonautyka | AS9100, Nadcap | Rejestracja ITAR (branża obronna), certyfikaty materiałów | Zarządzanie ryzykiem, kontrola procesów specjalnych, bezpieczeństwo danych |
| Urządzenia medyczne | ISO 13485, FDA 21 CFR część 820 | Badania biokompatybilności, zgodność z wymaganiami UDI | Bezpieczeństwo pacjentów, śledzalność, walidacja procesów |
| Obrona | AS9100, ISO 9001 | Rejestracja ITAR, zezwolenia na bezpieczeństwo obiektu | Bezpieczeństwo informacji, pozyskiwanie surowców w kraju, kontrola personelu |
Dlaczego te certyfikaty mają znaczenie dla Twoich projektów
Brzmi skomplikowanie? Oto praktyczny wniosek: certyfikaty nie są biurokratycznym obciążeniem – stanowią gwarancję, że partnerzy produkcyjni dysponują odpowiednimi systemami, szkoleniami oraz nadzorem zapewniającymi stałą jakość w przypadku wymagających zastosowań.
Przy ocenie dostawców usług frezowania i toczenia dostępnych online dla branż regulowanych należy zweryfikować posiadane certyfikaty jeszcze przed przesłaniem pierwszego pliku. Większość platform prezentuje dane uprawnienia wyraźnie, jednak nie wahaj się zażądać kopii rzeczywistych certyfikatów. Zwróć uwagę na aktualne daty rejestracji — certyfikaty wymagają regularnych audytów w celu utrzymania ważności.
Dla projektów poza sektorami regulowanymi te certyfikaty nadal świadczą o dojrzałości producenta. Zakład utrzymujący zgodność z normami IATF 16949 lub AS9100 dokonał znacznych inwestycji w systemy zarządzania jakością, przeszkolenie personelu oraz kontrole procesów. Te inwestycje przynoszą korzyści każdemu klientowi — nawet tym, którzy nie mają formalnych wymagań dotyczących certyfikacji.
Zrozumienie wymagań branżowych pomaga w wyborze odpowiednich partnerów produkcyjnych. Ale jak ocenić jakość poza sprawdzeniem obecności certyfikatów? W kolejnym rozdziale przedstawiono praktyczną ramę oceny usług frezowania online — w tym sygnały ostrzegawcze, które powinny skłonić do zachowania ostrożności.
Jak oceniać jakość usług frezowania online
Zidentyfikowałeś/-aś materiał, określiłeś/-aś допuszczalne odchylenia i rozumiesz wymagania dotyczące certyfikacji branżowych. Teraz pojawia się praktyczne pytanie: jak w rzeczywistości ocenić, czy konkretny dostawca usług frezowania online wykona wysokiej jakości części w terminie? Certyfikaty stanowią punkt wyjścia – ale nie opowiadają całej historii.
Nie ma znaczenia, czy szukasz „stacjonarnych warsztatów tokarskich w mojej okolicy”, czy eksplorujesz globalne sieci produkcyjne – proces oceny opiera się na podobnych zasadach. W tej sekcji przedstawiamy neutralny względem dostawców ramowy sposób oceny jakości świadczonych usług oraz sygnały ostrzegawcze, które powinny skłonić Cię do ponownego przemyślenia złożenia zamówienia.
Certyfikaty i wskaźniki jakości warto sprawdzić
Certyfikaty ISO są często wspominane, ale co tak naprawdę gwarantują one dla Ciebie jako klienta? Zgodnie z analizą certyfikacji przeprowadzoną przez Focused on Machining, posiadanie certyfikatu ISO oznacza różnicę między współpracą ze sklepem działającym intuicyjnie a takim, który ma wyraźnie określony i udokumentowany zestaw procedur zapewniających spełnienie najwyższych możliwych standardów branżowych.
ISO 9001:2015 pozostaje podstawowym certyfikatem zarządzania jakością. Firmy posiadające ten certyfikat opracowały i udokumentowały wszystkie swoje procesy, zapewniają śledzalność materiałów i procesów oraz poddają się regularnym audytom wewnętrznym i zewnętrznym. Takie systemowe podejście pozwala na powtarzalne procedury w zakresie przygotowywania ofert, obsługi materiałów, produkcji, zapewnienia jakości oraz wysyłki.
Jednak wiele osób kupujących przeocza następujący fakt: wdrożenie certyfikacji różni się znacznie między poszczególnymi firmami. Jak zauważają eksperci branżowi, choć wymagania norm ISO są surowe, w rzeczywistości ich wdrażanie jest często chaotyczne i czasochłonne. Papierowe teczki oraz informacje zapisane odręcznie spełniają wymagania dokumentacyjne, ale nie stanowią dokładnie wzorca efektywności.
Najlepsi dostawcy zdigitalizowali swoje procesy związane z normami ISO — wbudowali listy kontrolne do oprogramowania, zautomatyzowali tworzenie dokumentacji oraz zapewniają łatwy dostęp do rejestrów inspekcyjnych. Takie cyfrowe podejście pozwala na szybsze reagowanie, obniżenie kosztów oraz lepszą śledzalność w przypadku wystąpienia problemów.
Pytania dotyczące możliwości inspekcyjnych
Oświadczenia dotyczące jakości mają niewielką wartość bez możliwości inspekcyjnych potwierdzających je. Zgodnie z Przewodnikiem Kesu Group dotyczącym oceny dostawców , niezawodni dostawcy wykorzystują zaawansowane narzędzia inspekcyjne, takie jak maszyny pomiarowe współrzędnościowe (CMM) o dokładności do ±0,001 mm, dwuwymiarowe narzędzia pomiarowe lub analizatory XRF do weryfikacji materiałów.
Zanim zdecydujesz się na konkretnego dostawcę, zadaj mu następujące konkretne pytania:
- Jakie wyposażenie pomiarowe i kontrolne stosujecie? — Maszyny pomiarowe współrzędnościowe (CMM), porównacze optyczne oraz skalibrowane narzędzia ręczne świadczą o poważnym zaangażowaniu w zapewnienie jakości
- Czy przeprowadzacie kontrole podczas procesu produkcyjnego, czy jedynie końcowe? — Kontrole podczas procesu pozwalają wcześnie wykryć błędy, co zmniejsza opóźnienia spowodowane wadliwymi częściami
- Czy możecie dostarczyć raporty z pomiarów wymiarowych? — Raporty z pierwszej inspekcji artykułu (FAI) potwierdzają krytyczne wymiary przed rozpoczęciem pełnej produkcji
- Jaki jest Wasz wskaźnik wadliwości lub zwrotów? — Dostawcy z rocznym wskaźnikiem zwrotów poniżej 0,2% wykazują skuteczny system kontroli jakości
- Czy oferujesz informacje zwrotne dotyczące projektowania pod kątem możliwości produkcji (DFM)? — Proaktywna analiza projektu zapobiega opóźnieniom wynikającym z problemów produkcyjnych
Twoja lista kontrolna oceny
Podczas porównywania usług CNC w pobliżu lub oceny globalnych platform skorzystaj z tej kompleksowej listy kontrolnej do oceny potencjalnych partnerów:
- Posiadane certyfikaty — Zweryfikuj obecność co najmniej certyfikatu ISO 9001; certyfikaty branżowe (IATF 16949, AS9100, ISO 13485) dla zastosowań regulowanych
- Przejrzystość w zakresie pozyskiwania materiałów — Czy mogą udokumentować pochodzenie materiałów i dostarczyć certyfikatów hutniczych w razie potrzeby?
- Szybkość reakcji w komunikacji — Czy odpowiadają na zapytania techniczne w ciągu 24 godzin? Szybka komunikacja na etapie przygotowywania oferty jest wskazówką zachowania się na etapie produkcji
- Zasady wprowadzania poprawek — Jak radzą sobie ze zmianami projektu po złożeniu zamówienia? Jednoznaczne procedury zmian zamówień zapobiegają nieporozumieniom
- Dokumentacja inspekcyjna — Jakie dokumenty jakościowe towarzyszą dostarczonym elementom? Czy mogą odzyskać dokumentację historyczną w przypadku wystąpienia problemów w późniejszym czasie?
- Możliwości maszyny — Czy posiadają odpowiednie wyposażenie (frezarki 3-osiowe, 5-osiowe, tokarki CNC) do geometrii Twoich elementów?
- Zdolność produkcyjna — Czy są w stanie obsłużyć wymagane przez Ciebie ilości bez przeciążenia swojego harmonogramu?
Czerwone flagi przy ocenie internetowych warsztatów maszynowych
Nie każdy dostawca usług obróbki CNC w trybie online zapewnia taką samą jakość. Zwróć uwagę na następujące sygnały ostrzegawcze, które mogą wskazywać na potencjalne problemy:
- Brak pytań technicznych dotyczących Twojego projektu — Dostawcy, którzy wyceniają złożone części bez zadawania żadnych wyjaśniających pytań, mogą nie rozumieć wyzwań produkcyjnych. Zgodnie z Poradnikiem Xmake dotyczącym niezawodności , jeśli dostawca wycenia wyłącznie to, co zostało mu przekazane, bez jakichkolwiek uwag technicznych, jest to często sygnał ostrzegawczy, szczególnie w przypadku bardziej złożonych części.
- Nierealistycznie krótkie terminy realizacji — Obietnice, które wydają się zbyt dobre, aby były prawdziwe, zwykle rzeczywiście nimi nie są. Analiza branżowa ostrzega, że nadmierna obietnica terminów może prowadzić do pośpiesznej produkcji, co wpływa negatywnie na jakość i powoduje opóźnienia.
- Niejasne struktury cenowe — Wiarygodni dostawcy przedstawiają szczegółowe oferty zawierające rozdzielenie kosztów materiału, obróbki, wykończenia oraz wysyłki. Ukryte opłaty świadczą o braku przejrzystości.
- Milczenie radiowe po złożeniu zamówienia — Jeśli sklep przestaje odpowiadać po otrzymaniu zamówienia, stanowi to istotne ryzyko. Aktualizacje dotyczące produkcji powinny być przekazywane w sposób proaktywny, a nie uzyskiwane dopiero po wielokrotnych żądaniach informacji.
- Brak dokumentacji dotyczącej możliwości inspekcyjnych — Sklepy, które nie są w stanie opisać swojego sprzętu pomiarowego lub procesów inspekcyjnych, najprawdopodobniej nie posiadają solidnych systemów zapewnienia jakości.
- Wygasłe lub brakujące certyfikaty — Certyfikaty wymagają regularnych audytów. Wygasłe uprawnienia sugerują, że utrzymywanie systemu jakości zostało przerwane.
Zrozumienie minimalnych ilości zamówienia
Minimalne ilości zamawianych części (MOQ) różnią się znacznie między usługami obróbki CNC dostępnych online — zrozumienie tych różnic pozwala wybrać odpowiednich dostawców w zależności od skali projektu.
Platformy oferujące natychmiastowe wyceny zwykle akceptują zamówienia na pojedyncze sztuki. Ich zautomatyzowane systemy efektywnie obsługują proces wyceny niezależnie od ilości zamówionych części, co czyni je idealnym wyborem do prototypowania i produkcji małych partii. Koszty przygotowania maszyn są rozliczane w ramach ceny za jednostkę, co tłumaczy wyższe koszty jednostkowe przy małych zamówieniach.
Tradycyjne sklepy z obróbką CNC dostępne online może wprowadzać minimalne ilości zamówienia (MOQ) w wysokości 5, 10 lub nawet 50 sztuk — szczególnie w przypadku standardowych materiałów lub prostszych geometrii. Te minimalne ilości odzwierciedlają ekonomię ręcznych procesów wyceny oraz alokacji czasu potrzebnego na przygotowanie produkcji.
Żadne z tych podejść nie jest z natury lepsze. Dostosuj swoje potrzeby projektowe do odpowiedniego modelu usługi: platformy natychmiastowe zapewniające elastyczność i szybkość; tradycyjne warsztaty potencjalnie oferujące lepszą opłacalność na jednostkę przy większych zamówieniach.
Wiarygodność czasów realizacji: czego naprawdę można się spodziewać
Podane czasy realizacji nie mają żadnej wartości, jeśli dostawcy systematycznie ich nie dotrzymują. Zgodnie z opiniami specjalistów ds. zakupów w przemyśle produkcyjnym należy zażądać danych dotyczących wskaźnika dostaw na czas u danego dostawcy — najlepiej powyżej 95%.
Realistyczne oczekiwania co do czasów realizacji w zależności od typu projektu:
| Typ projektu | Typowy czas realizacji | Czynniki niezawodności |
|---|---|---|
| Proste prototypy (1–5 sztuk) | 5-10 dni roboczych | Standardowe materiały dostępne w magazynie, minimalna liczba przygotowań |
| Skomplikowanych prototypów | 10-15 dni roboczych | Obróbka wieloosiowa, materiały specjalne, ścisłe допусki |
| Produkcja w niskich objętościach | 2-4 tygodnie | Optymalizacja partii, spójna weryfikacja jakości |
| Zlecenia przyspieszone | 3-5 dni roboczych | Ceny premium, priorytetowe planowanie |
Na to, czy dostawcy osiągną te cele, wpływają różne czynniki: obciążenie bieżące, dostępność materiałów oraz złożoność Państwa projektu. Dostawcy posiadający systemy śledzenia zamówień w czasie rzeczywistym wykazują dojrzałość operacyjną – można śledzić postęp realizacji zamiast zgadywać, jaki jest jej aktualny status.
Platformy natychmiastowych ofert cenowych kontra tradycyjne zakłady obróbki skrawaniem online
Zrozumienie różnicy między tymi modelami usług pozwala wybrać odpowiednie podejście do realizacji swojego projektu:
Platformy oferujące natychmiastowe wyceny korzystają z systemów opartych na sztucznej inteligencji do analizy geometrii i generowania ofert cenowych w ciągu kilku sekund. Zwykle są połączone z sieciami zweryfikowanych partnerów produkcyjnych, przekazując zamówienia optymalnym dostawcom na podstawie ich kompetencji, dostępnej mocy produkcyjnej oraz lokalizacji. Zaletami są szybkość, przejrzystość oraz spójne doświadczenie użytkownika. Wadami mogą być mniejsza elastyczność w przypadku nietypowych wymagań lub złożonych konsultacji.
Tradycyjne sklepy z obróbką CNC dostępne online ofertują wyceny oparte na sieci web, ale wymagają większego zaangażowania ludzi. Wyceny mogą zająć od 24 do 48 godzin, ponieważ inżynierowie analizują specyfikacje. Takie podejście często lepiej sprawdza się w przypadku złożonych projektów wymagających współpracy technicznej, niestandardowych uchwytów lub nietypowych materiałów. Aspekt relacji może przynosić dodatkową wartość, gdy projekty ewoluują lub wymagają ciągłej produkcji.
Wielu zakupujących stosuje oba modele strategicznie: platformy natychmiastowe do prostych prototypów i szybkich iteracji oraz tradycyjne relacje w przypadku partii produkcyjnych lub zastosowań o wysokim stopniu złożoności technicznej.
Posiadając tę ramę oceny, można obiektywnie ocenić dostawców usług frezowania online — niezależnie od tego, czy są to lokalne warsztaty, czy globalne platformy. Jednak frezowanie CNC nie zawsze jest optymalną metodą wytwarzania. W kolejnym rozdziale porównujemy frezowanie online z alternatywnymi metodami, takimi jak druk 3D czy wtryskiwanie tworzyw sztucznych, aby pomóc w wyborze odpowiedniej technologii dla każdej aplikacji.
Frezowanie online a alternatywne metody wytwarzania
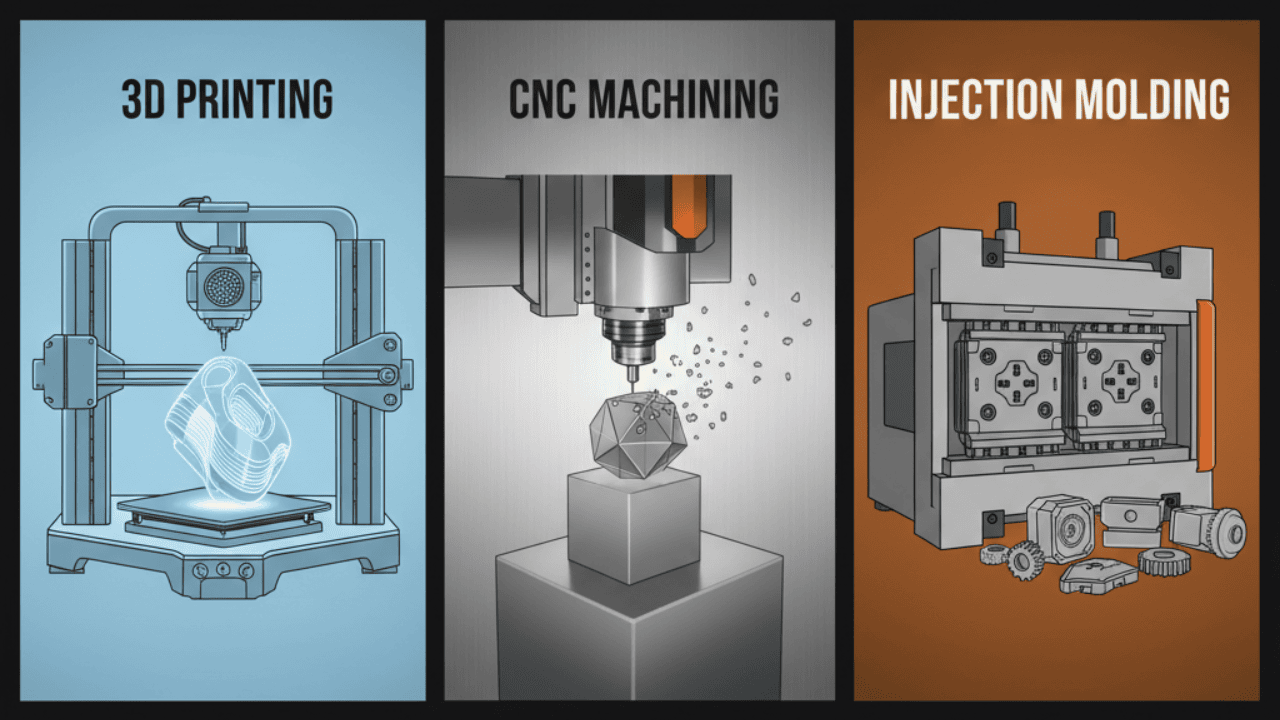
Oto realistyczna ocena, jaką uczciwi partnerzy produkcyjni podzielą się z Państwem: obróbka CNC nie zawsze jest najlepszym rozwiązaniem. Czasem druk 3D pozwala na szybsze i tańsze wytworzenie części. W innych przypadkach wtryskowe formowanie tworzyw sztucznych okazuje się bardziej opłacalne niż obróbka skrawaniem. Natomiast dla określonych geometrii obróbka blachy daje lepsze rezultaty przy mniejszym zużyciu materiału.
Zrozumienie, kiedy należy stosować każdą z metod produkcyjnych — oraz kiedy warto je łączyć — odróżnia skuteczny rozwój produktu od kosztownych prób i błędów. Zbudujmy praktyczny ramowy model decyzyjny, który umożliwi Państwu wybór odpowiedniej technologii dla każdej aplikacji.
Kiedy druk 3D przewyższa obróbkę CNC
Produkcja przyrostowa zrewolucjonizowała ekonomię prototypowania. Zgodnie z kompleksowym porównaniem metod produkcyjnych przeprowadzonym przez firmę 3D People, druk 3D nie wiąże się z żadnymi kosztami startowymi — nie wymaga on ani narzędzi, ani programowania ścieżek narzędzia. Ten brak barier wejścia czyni go szczególnie atrakcyjnym na wczesnym etapie rozwoju.
Kiedy druk 3D przewyższa frezarkę CNC w przypadku części metalowych lub plastikowych? Rozważ następujące scenariusze:
- Złożonych geometrii wewnętrznych — Struktury siatkowe, kanały wewnętrzne oraz kształty organiczne, które wymagałyby wielu ustawień lub byłyby niemożliwe do wykonania metodami ubytkowymi
- Szybka iteracja projektowa — Gdy testujesz jednocześnie wiele koncepcji, a zmiany występują codziennie
- Niskie ilości złożonych części — Pojedyncze prototypy, w których koszty przygotowania maszyny CNC dominują w cenie jednostkowej części
- Projekty zoptymalizowane pod kątem topologii — Konstrukcje o zmniejszonej masie wykorzystujące swobodę geometryczną technik addytywnych
Jednak druk 3D ma ograniczenia, które frezarki CNC do obróbki metali pokonują z łatwością. Jakość powierzchni zwykle ujawnia ślady warstw, wymagające obróbki dodatkowej. Asortyment materiałów pozostaje węższy – zwłaszcza w zastosowaniach wymagających wysokiej wydajności. Ponadto dokładność wymiarowa, choć stale się poprawia, nadal ustępuje precyzji osiąganej przez frezarki CNC w przypadku ścisłych tolerancji.
Zależności kosztowe ulegają radykalnej zmianie wraz ze wzrostem rozmiaru części. Zgodnie z analiza branży druk 3D staje się drogi dla dużych elementów, gdzie czas drukowania — główny czynnik kosztowy — znacznie się wydłuża. Maszyna CNC do cięcia często produkuję duże, proste geometrie bardziej opłacalnie niż procesy addytywne.
Formowanie wtryskowe vs obróbka skrawaniem pod kątem objętości produkcji
Jeśli planujesz produkcję w ilości przekraczającej 10 000 sztuk, formowanie wtryskowe zasługuje na poważne rozważenie. Ekonomia jest prosta: wysokie początkowe koszty wykonania matrycy rozłożone na ogromną liczbę sztuk dają wyjątkowo niską cenę jednostkową.
Zgodnie z danymi dotyczącymi kosztów produkcji, koszty wykonania matrycy do formowania wtryskowego zaczynają się zwykle od 3 000 £ i szybko rosną wraz ze zwiększaniem się złożoności elementu. Jednak po stworzeniu matrycy proces zapewnia wyjątkowo niski koszt jednostkowy, przy czym głównym wydatkiem pozostaje surowiec.
Rozważ poniższe porównanie z życia wzięte dla obudowy elektronicznej:
| Proces | 1 jednostka | 500 jednostek | 5 000 sztuk |
|---|---|---|---|
| Drukowanie 3D | £15.59 | 2,64 £/szt. (łącznie 1 320 £) | 2,35 £/szt. (łącznie 11 750 £) |
| Obróbka CNC | £125.20 | 8,06 £/szt. (łącznie 4 030 £) | Prośba o ofertę |
| Wtryskowanie materiałów | N/A (koszt matrycy: 5 429 £) | 0,92 £/szt. (łącznie 5 889 £) | 0,38 £/szt. (łącznie 7329 £) |
Zwróć uwagę, jak formowanie wtryskowe staje się opłacalne dopiero przy około 500 sztukach — a dominuje przy 5000 i więcej. Punkt równowagi zależy od złożoności części, wyboru materiału oraz wymagań dotyczących narzędzi. Obróbka CNC zachowuje przewagę przy ilościach poniżej tych progów.
Wybór technologii w pigułce
Poniższe porównanie pozwala szybko określić optymalną metodę produkcji na podstawie wymagań Twojego projektu:
| Kryteria | Obróbka CNC | drukowanie 3D | Wtryskowanie materiałów |
|---|---|---|---|
| Optymalne ilości | 1–5 000 sztuk | 1–10 000 sztuk | 10 000+ sztuk |
| Opcje materiałowe | ponad 20 tworzyw sztucznych, metali, drewna | ponad 5 tworzyw sztucznych (procesy PBF) | ponad 100 tworzyw sztucznych |
| Wolność geometryczna | Średnia (ograniczona dostępem do narzędzia) | Wysoka (możliwe złożone elementy wewnętrzne) | Umiarkowany (kąty wyjmowania, linie rozdzielenia) |
| Czas Oczekiwania | 7–14 dni | 2–7 dni | 15–60 dni |
| Koszt uruchomienia | Mała opłata NRE (£100+) | Brak (minimalne zamówienie £30–60) | Wysokie koszty narzędzi (£3 000+) |
| Opracowanie powierzchni | Doskonała (po toczeniu lub polerowaniu) | Widoczne linie warstw (dostępna obróbka końcowa) | Doskonała (połyskująca, teksturyzowana, matowa) |
| Elastyczność projektowania | Tak — zmiany wymagają ponownego programowania | Tak — zmiany nie mają skutków ubocznych | Nie — modyfikacje narzędzi są kosztowne |
Wykonywanie elementów z blachy: często pomijana alternatywa
Gdy projekt Twojego wyrobu składa się głównie z powierzchni płaskich, gięć i wycięć, obróbka blachy często stanowi najbardziej opłacalne rozwiązanie. Maszyna CNC do cięcia blach usuwa minimalną ilość materiału — w przeciwieństwie do obróbki z pełnego bloku, gdzie aż 80% materiału może zostać odpadami.
Obróbka blachy szczególnie sprawdza się przy:
- Obudowach, wspornikach oraz elementach obudowy (chassis)
- Panelach z otworami montażowymi i wycięciami wentylacyjnymi
- Elementach konstrukcyjnych wymagających wysokiego stosunku sztywności do masy
- Częściach, w których operacje gięcia zastępują złożone cechy uzyskane przez frezowanie
Proces cięcia metalu CNC w połączeniu z kształtowaniem na prasie giętkowej pozwala tworzyć elementy, których produkcja z pełnego materiału byłaby znacznie droższa. Jeśli geometria Twojego wyrobu nadaje się do kształtowania z blachy, rozważ tę opcję przed zdecydowaniem się na tradycyjną obróbkę skrawaniem.
Kiedy podejście hybrydowe jest uzasadnione
Czasami najmądrzejsza strategia produkcyjna łączy wiele metod. Zgodnie z opiniami ekspertów ds. produkcji najmądrzejszym podejściem jest często podejście hybrydowe: rozpoczęcie od druku 3D w celu zweryfikowania koncepcji, wykorzystanie frezarek CNC do tworzenia kluczowych prototypów funkcjonalnych oraz przejście na formowanie wtryskowe, gdy popyt będzie gotowy.
Rozważ następujące strategie hybrydowe:
- najpierw druk 3D, a następnie obróbka CNC kluczowych cech — Addytywna produkcja umożliwia tworzenie złożonej ogólnej geometrii, podczas gdy frezowanie CNC zapewnia ścisłe допусki na powierzchniach stykających się
- Tworzenie prototypów metodą obróbki skrawaniem, a produkcja masowa metodą formowania wtryskowego — Części wykonane metodą CNC potwierdzają funkcjonalność przed zainwestowaniem w drogą oprzyrządowanie
- Łączenie obudów z blachy ze szczegółami wykonanymi metodą obróbki skrawaniem — Wyroby z blachy tworzą obudowy, podczas gdy wkładki wykonane metodą obróbki skrawaniem zapewniają precyzyjne interfejsy
Przejście od etapu tworzenia prototypów do produkcji seryjnej
W miarę rozwoju projektów od początkowych koncepcji do produktów gotowych do wprowadzenia na rynek wymagania produkcyjne ulegają zmianie. Zgodnie z przewodnikiem Fictiv dotyczącym przejścia do produkcji, droga od prototypu do produkcji masowej stanowi złożoną transformację wymagającą starannego planowania.
Kluczowe kwestie do rozważenia przy zwiększaniu skali produkcji:
- Spójność materiału — Materiały użyte w prototypie powinny odpowiadać specyfikacjom produkcyjnym, aby uniknąć niespodzianek na późnym etapie
- Projektowanie pod kątem montażu — To, co sprawdza się przy ręcznej montażu prototypu, może zawieść w przypadku zautomatyzowanych linii produkcyjnych
- Walidacja procesu — Każda metoda produkcji wymaga kwalifikacji przed podjęciem zobowiązań związanych z masową produkcją
- Prognozowanie popytu — Współpraca z partnerem produkcyjnym, który potrafi elastycznie dostosować skalę produkcji — od 1 000 do 100 000 sztuk — stosując te same procesy, jest kluczowa dla sukcesu
Platformy obróbki CNC online coraz częściej wspierają ten przejście, oferując ilości prototypowe za pośrednictwem tych samych sieci, które obsługują pełne woluminy produkcyjne. Ta ciągłość eliminuje opóźnienia związane z ponowną kwalifikacją przy zwiększaniu skali produkcji.
Dokonywanie właściwego wyboru technologii
Żadna pojedyncza metoda produkcji nie optymalizuje każdego projektu. Obróbka CNC za pośrednictwem platform internetowych doskonale sprawdza się przy precyzyjnych elementach w umiarkowanych ilościach — jednak świadomość jej ograniczeń pozwala podejmować lepsze decyzje ogółem.
Zadaj sobie następujące pytania przy wyborze odpowiedniego podejścia:
- Jaka ilość jest mi potrzebna teraz – a jaka może być potrzebna za 12 miesięcy?
- Czy moja geometria sprzyja swobodzie produkcji przyrostowej, czy precyzji obróbki ubytkowej?
- Czy nadal przeprowadzam iteracje projektowe, czy projekt jest już gotowy do produkcji?
- Jakie tolerancje i jaką jakość powierzchni faktycznie wymaga moje zastosowanie?
- Czy wykonanie części z blachy lub odlewanie mogłoby obniżyć koszty na jednostkę?
Otrzymane odpowiedzi kierują Cię ku odpowiedniej technologii – lub ku podejściom hybrydowym wykorzystującym kilka metod w sposób strategiczny. Gdy wybór metody produkcji jest już ustalony, możesz przejść do konkretnych kolejnych kroków w ramach swojego projektu obróbki CNC online.
Kolejny krok w obróbce CNC online
Przeszliście znaczny etap — od zrozumienia, co tak naprawdę oznacza obróbka CNC online, po ocenę materiałów, wymagań dotyczących dokładności wykonania, kosztów, norm branżowych oraz alternatywnych metod produkcji. Nadszedł teraz praktyczny moment: jak przekształcić tę wiedzę w działania? Niezależnie od tego, czy zamawiacie po raz pierwszy części do maszyn CNC, czy też skalujecie produkcję od prototypu do seryjnej, ta końcowa sekcja łączy wszystkie dotychczasowe informacje w spójny, praktyczny schemat działania.
Dopasowanie wymagań projektu do odpowiedniej usługi
Zanim prześlecie swój pierwszy plik, poświęćcie chwilę na dopasowanie charakterystyki projektu do odpowiedniego modelu usługi. Decyzje podjęte w trakcie lektury tego artykułu — wybór materiału, określenie wymaganej dokładności wykonania, zapotrzebowanie ilościowe — mają bezpośredni wpływ na to, które usługi online CNC zapewnią optymalne rezultaty.
Rozważ poniższe kryteria dopasowania:
- Ilości prototypów (1–10 sztuk) — Platformy oferujące natychmiastowe wyceny świetnie sprawdzają się w tym zakresie, zapewniając szybkość i elastyczność bez konieczności budowania długotrwałych relacji partnerskich
- Produkcja małoseryjna (10–500 sztuk) — Zarówno natychmiastowe platformy, jak i tradycyjne sklepy internetowe sprawdzają się dobrze; porównaj oferty z obu źródeł
- Zastosowania w regulowanych branżach — Zweryfikuj certyfikaty na wstępie; zastosowania motocyklowe i samochodowe wymagają partnerów posiadających certyfikat IATF 16949
- Złożone geometrie wymagające konsultacji — Tradycyjne firmy oferujące wsparcie inżynieryjne mogą przynieść dodatkową wartość poza samą ceną
- Potencjał skalowania produkcji — Wybierz partnerów zdolnych do rozwoju wraz ze wzrostem Twoich zamówień, aby zapewnić spójność jakości
W przypadku zastosowań motocyklowych i samochodowych obejmujących zespoły nadwozia lub niestandardowe metalowe wkładki amortyzacyjne dostawcy tacy jak Shaoyi Metal Technology demonstrują, jak usługi niestandardowego frezowania CNC mogą być skalowane od szybkiego prototypowania po masową produkcję, przy czasach realizacji nawet jednego dnia roboczego — co jest kluczowe przy skracaniu harmonogramów rozwoju.
Rozpoczęcie pierwszego zamówienia obróbki online
Gotowy do dalszych kroków? Skorzystaj z tej szczegółowej listy kontrolnej, aby upewnić się, że projekt jest przygotowany do pomyślnego wykonania:
Lista kontrolna gotowości projektu
-
Przygotowanie pliku projektowego
- Wyeksportuj model w formacie STEP (.stp, .step) w celu zapewnienia najlepszej kompatybilności
- Sprawdź, czy geometria jest „wodoodporna” (bez otwartych powierzchni ani samoprzecięć)
- Dołącz rysunki techniczne zawierające kluczowe wymiary oraz oznaczenia GD&T
- Upewnij się, że wszystkie cechy można obrabiać z dostępnych orientacji
-
Dobór materiału
- Dobierz właściwości materiału zgodnie z wymaganiami mechanicznymi, środowiskowymi oraz dotyczącymi masy
- Weź pod uwagę wskaźniki obrabialności i ich wpływ na koszt
- Określ certyfikaty materiałowe, jeśli są wymagane w Twojej branży
-
Wymagania dotyczące tolerancji
- Zastosuj ścisłe допусki wyłącznie do cech krytycznych z punktu widzenia funkcjonalności
- Użyj ogólnych допусków podanych w bloku tytułowym (±0,010 cala) dla wymiarów niekrytycznych
- Weź pod uwagę skumulowanie допусków w wieloczęściowych złożeniach
-
Planowanie ilości
- Rozpocznij od ilości prototypowych, aby zweryfikować projekt przed podjęciem zobowiązań produkcyjnych
- Weź pod uwagę rozłożenie kosztów przygotowania na partię przy porównywaniu małych i większych partii
- Przekazuj informacje o przewidywanych przyszłych objętościach zamówienia, aby omówić możliwość cen partnerskich
-
Wymagania dotyczące wykończenia
- Określ wymagania dotyczące chropowatości powierzchni (po obróbce skrawaniem, piaskowaniu, anodowaniu)
- Wskazanie wszelkich potrzebnych operacji obróbki dodatkowej (hartowanie, powłoki)
Zapobieganie zagrożeniom bezpieczeństwa plików i własności intelektualnej
Użytkownicy pierwszy raz często wahają się przed przesłaniem własnych projektów na platformy internetowe. To obawy są uzasadnione — Twoje projekty stanowią znaczne inwestycje w badania, rozwój i innowacje.
Zgodnie z analizą ochrony własności intelektualnej przeprowadzoną przez Factorem, udostępnianie innowacyjnych projektów zewnętrznym producentom wiąże się z ryzykiem kradzieży własności intelektualnej lub nieuprawnionego ujawnienia. Jednak renomowane platformy wprowadzają wiele warstw ochrony.
Przy ocenie ochrony własności intelektualnej dostawcy należy zwrócić uwagę na:
- Umowy o zachowaniu poufności (NDAs) — Standardową praktykę w profesjonalnych relacjach produkcyjnych
- Bezpieczne protokoły przesyłania plików — Szyfrowane przesyłanie plików chroniące dane podczas transmisji
- Kontrole dostępu — Ograniczony dostęp personelu do Twoich plików projektowych
- Umowy produkcyjne — Jasne postanowienia dotyczące własności projektu oraz ograniczeń jego wykorzystania
- Zweryfikowane sieci partnerów — Platformy, które sprawdzają swoich partnerów produkcyjnych pod kątem zgodności z wymogami bezpieczeństwa
W przypadku szczególnie wrażliwych projektów rozważ złożenie formalnej prośby o podpisanie umowy o poufności (NDA) przed przesłaniem plików. Większość uznanych usług obróbki CNC online traktuje takie żądania jako standardową praktykę biznesową.
Rozpoczęcie od prototypów przed podjęciem zobowiązań produkcyjnych
Oto porada, której doświadczeni inżynierowie konsekwentnie się trzymają: zwaliduj przed skalowaniem. Zgodnie z specjaliści od precyzyjnej produkcji , stosowanie różnych dostawców do produkcji prototypów i masowej produkcji może prowadzić do rozbieżności jakości oraz niezgodności sprzętu — brak ciągłości, który może doprowadzić projekt do katastrofy.
Inteligentne podejście do obróbki CNC prototypów obejmuje:
- Zamówienie najpierw ilości prototypowych — Zazwyczaj 1–5 sztuk w celu zweryfikowania dopasowania, funkcjonalności i wykończenia
- Test montażu i wydajności — Potwierdź, że części odpowiadają założeniom projektowym przed przejściem do produkcji seryjnej
- Przeprowadź iteracje w razie potrzeby — Rozwiąż wszelkie problemy wykryte podczas oceny prototypów
- Rozwiń skalę współpracy z tym samym partnerem — Zapewnij ciągłość produkcji od prototypowania frezowanego CNC po produkcję seryjną
Takie etapowe podejście minimalizuje ryzyko. Jeśli prototypy ujawnią błędy projektowe, inwestycja dotyczy tylko kilku sztuk, a nie setek. Gdy prototypy się udadzą, rozbudowa skali produkcji korzysta z już ustanowionych procesów i sprawdzonych ścieżek narzędzia.
Dostawcy oferujący bezproblemową skalowalność — tak jak Shaoyi Metal Technology dzięki swoim możliwościom od szybkiego prototypowania do produkcji masowej — eliminują opóźnienia związane z ponowną kwalifikacją przy przejściu między fazami projektu. Ich certyfikat IATF 16949 oraz kompetencje w zakresie statystycznej kontroli procesów (SPC) zapewniają stosowanie tych samych systemów zapewnienia jakości zarówno przy prototypowaniu, jak i w produkcji seryjnej.
Korzystanie z funkcji natychmiastowego wyceniania wspiera podejmowanie uzasadzonych decyzji
Jedną z największych zalet obróbki online jest możliwość eksplorowania opcji bez zobowiązań. Zanim ostatecznie złożysz zamówienie, skorzystaj z narzędzi do natychmiastowego wyceniania, aby:
- Porównać ceny w zależności od materiału — Sprawdzić, jak wybór aluminium lub stali nierdzewnej wpływa na Twój budżet
- Oceniać wpływ tolerancji na koszty — Przełączać się między standardowymi a precyzyjnymi specyfikacjami
- Analizować korzyści wynikające z ilości zamówienia — Zrozumieć, jak cena za pojedynczą część maleje wraz ze wzrostem objętości zamówienia
- Przejrzeć dostępne opcje czasu realizacji — Zrównoważyć wymagania dotyczące szybkości z ograniczeniami budżetowymi
- Wczesne wykrywanie problemów związanych z projektowaniem przygotowanym do produkcji (DFM) — Automatyczne opinie wskazują na problemy z wykonalnością przed produkcją
To porównywanie zakupów trwa minuty — nie dni rozmów telefonicznych i budowania relacji. Wykorzystaj je strategicznie, aby stworzyć realistyczne oczekiwania oraz określić optymalny balans między kosztem, jakością i terminem dostawy dla Twoich konkretnych wymagań dotyczących niestandardowych części tokarskich i frezowanych.
Twoja podróż po świecie onlineowego obróbki maszynowej zaczyna się teraz
Zdobądź wiedzę niezbędną do pewnego poruszania się w środowisku onlineowego przetwarzania materiałów — od przygotowania plików aż po dostawę, od doboru materiału po ocenę jakości. Cyfrowy ekosystem produkcji gotowy jest do przekształcenia Twoich projektów w precyzyjne operacje toczenia i frezowania CNC, które zapewniają gotowe części w ciągu kilku dni zamiast tygodni.
Ścieżka naprzód jest jasna: przygotuj swoje pliki zgodnie z najlepszymi praktykami, określ tylko te допuszczalne odchylenia, których rzeczywiście potrzebujesz, wybierz materiały odpowiadające wymogom Twojego zastosowania oraz partnerów produkcyjnych, których możliwości są zgodne z wymaganiami Twojego projektu. Zacznij od ilości prototypowych, aby zweryfikować swoje podejście, a następnie bez obaw skaluj produkcję, gdy projekty okazały się udane.
Obróbka CNC online ułatwiła dostęp do precyzyjnej produkcji. Niezależnie od tego, czy jesteś startupem tworzącym swój pierwszy produkt, czy też firmą o ustalonych pozycjach na rynku optymalizującą łańcuch dostaw, narzędzia i wiedza omówione w tym materiale umożliwiają Ci skuteczne wykorzystanie tych możliwości. Twój następny niestandardowy detal obrabiany CNC jest już tylko jednym przesłaniem pliku od Ciebie.
Najczęściej zadawane pytania dotyczące obróbki CNC online
1. Co to jest usługa obróbki CNC online?
Usługa online frezowania CNC łączy inżynierów i twórców produktów bezpośrednio z możliwościami precyzyjnej produkcji za pośrednictwem platform internetowych. Zamiast przez lata budować relacje z lokalnymi warsztatami maszynowymi, wystarczy przesłać pliki CAD, otrzymać natychmiastową ofertę wraz z informacjami zwrotnymi dotyczącymi projektowania do produkcji (DFM), wybrać materiały i wymagane dopuszczalne odchyłki oraz otrzymać gotowe elementy już w ciągu kilku dni. Te platformy wykorzystują silne, oparte na sztucznej inteligencji systemy generowania ofert oraz globalne sieci produkcyjne, zapewniając przejrzystość, szybkość i konkurencyjne ceny – od prototypów po serie produkcyjne.
2. Jak uzyskać natychmiastową ofertę na frezowanie CNC w trybie online?
Uzyskanie natychmiastowej oferty polega na przesłaniu pliku CAD (najlepiej w formacie STEP) na platformę internetową do obróbki skrawaniem. System oparty na sztucznej inteligencji analizuje geometrię detalu, oblicza ścieżki narzędzi i generuje cenę w ciągu kilku sekund. Następnie można dostosować parametry, takie jak wybór materiału, ilość sztuk, wymagane dopuszczalne odchyłki oraz opcje wykończenia powierzchni, aby zobaczyć zmiany cen w czasie rzeczywistym. System udostępnia również automatyczne uwagi DFM (Design for Manufacturability), wskazując potencjalne problemy z wykonalnością technologiczną jeszcze przed podjęciem decyzji o produkcji.
3. Jakie formaty plików są akceptowane do obróbki CNC online?
Większość internetowych platform do obróbki skrawaniem akceptuje pliki STEP (.stp, .step) jako standard złoty – zachowują one pełną geometrię bryłową oraz zapewniają dokładność wymiarową w różnych systemach CAD. Pliki IGES (.igs, .iges) stanowią niezawodną alternatywę o szerokiej kompatybilności. Pliki STL są akceptowane, lecz mają ograniczenia w zastosowaniach CNC ze względu na aproksymację powierzchni za pomocą trójkątów, co może obniżyć precyzję przy kształtowaniu elementów krzywoliniowych. Zawsze należy upewnić się, że model jest „wodoodporny” (czyli nie zawiera otwartych powierzchni), zanim zostanie przesłany.
4. Ile kosztuje obróbka CNC w trybie online?
Koszty obróbki CNC zależą od pięciu głównych czynników: wyboru materiału i jego objętości, złożoności geometrycznej, wymagań dotyczących tolerancji, ekonomii ilościowej oraz operacji wykańczających. Proste prototypy z aluminium z typowymi tolerancjami kosztują zwykle od 100 do 300 USD za sztukę, podczas gdy złożone elementy o wielu cechach i ścisłych tolerancjach mogą kosztować od 300 do 800 USD za sztukę. Produkcja seryjna w ilościach 50+ sztuk często obniża koszt jednostkowy o 40–60%, ponieważ koszty przygotowania są rozłożone na większą liczbę elementów. Dostawcy certyfikowani zgodnie z normą IATF 16949, tacy jak Shaoyi Metal Technology, oferują konkurencyjne ceny oraz możliwość szybkiego prototypowania aż po produkcję masową.
5. Jakie certyfikaty powinienem szukać u internetowego zakładu obróbkowego?
Certyfikaty, których potrzebujesz, zależą od branży, w której zastosujesz dane produkty. ISO 9001:2015 stanowi podstawowy standard zarządzania jakością dla ogólnego przemysłu wytwórczego. Zastosowania motocyklowe wymagają certyfikatu IATF 16949 z możliwościami SPC. Projekty lotnicze wymagają certyfikatów AS9100 oraz potencjalnie akredytacji NADCAP, a także rejestracji ITAR w przypadku prac związanych z obronnością. Komponenty urządzeń medycznych wymagają zgodności z normą ISO 13485 oraz przepisami FDA 21 CFR Part 820. Zawsze sprawdzaj aktualność certyfikatów przed złożeniem zamówień na produkty przeznaczone do zastosowań w regulowanych branżach.