 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Koszty obróbki niestandardowej ujawnione: Co warsztaty nie powiedzą Wam od razu

Co naprawdę oznacza obróbka na zamówienie w nowoczesnej produkcji
Czy zastanawiałeś się kiedyś, jak inżynierowie tworzą komponenty precyzyjne, których po prostu nie ma w ofercie żadnego dostawcy? Właśnie wtedy wkracza obróbka na zamówienie. W swojej istocie podejście to wykorzystuje technologię CNC do produkcji części dopasowanych do dokładnych specyfikacji — unikalnych geometrii, ścisłych tolerancji oraz wymagań klienta, których nie można zrealizować przy użyciu standardowych metod produkcji.
W przeciwieństwie do produkcji masowej, która skupia się na wysokogłośnej produkcji identycznych komponentów , usługi obróbki na zamówienie koncentrują się na elastyczności i precyzji. Nie jesteś ograniczony do tego, co jest już dostępne. Zamiast tego Twój zespół projektowy tworzy szczegółowy model CAD określający dokładne wymiary, kształty oraz wymagania materiałowe. Następnie maszyny CNC i programowanie przekształcają tę cyfrową dokumentację techniczną w fizyczny komponent o wyjątkowej dokładności.
Od projektu do precyzyjnej rzeczywistości
Droga od koncepcji do gotowego elementu przebiega w sposób uporządkowany. Najpierw zespół inżynierów opracowuje kompleksowy projekt określający wszystkie kluczowe wymiary. Następnie następuje etap prototypowania, w którym wykonywane na maszynach części poddawane są rygorystycznym testom w celu weryfikacji ich funkcjonalności. Dopiero po tej walidacji rozpoczyna się produkcja w pełnej skali.
W ten sposób można to ująć: produkcja masowa zadaje pytanie: „Ile identycznych elementów jesteśmy w stanie wyprodukować na godzinę?”, natomiast obróbka indywidualna pyta: „Jakie dokładnie specyfikacje wymaga ten unikalny komponent?”. Ta różnica decyduje o tym, jak producenci podejmują się realizacji Państwa projektu.
Obróbka indywidualna stanowi niezbędny most między intencją projektową a rzeczywistością fizyczną – przekształcając złożone koncepcje inżynierskie w precyzyjne elementy działające dokładnie tak, jak zaprojektowano.
Dlaczego elementy standardowe są niewystarczające
Standardowe, gotowe do zakupu komponenty dobrze sprawdzają się w zastosowaniach ogólnych. Ale co dzieje się, gdy projekt wymaga tolerancji tak ścisłych jak 0,003–0,005 cala? Albo gdy konstrukcja wymaga geometrii, której żaden produkt katalogowy nie jest w stanie spełnić? To właśnie w takich przypadkach usługi frezowania precyzyjnego okazują się nieocenione.
Branże takie jak lotnictwo i kosmonautyka, urządzenia medyczne oraz przemysł obronny opierają się w znacznym stopniu na tym podejściu. Ich komponenty muszą spełniać surowe wymagania, przy czym nawet mikroskopijne odchylenia mogą zagrozić bezpieczeństwu lub wydajności. Na przykład instrument chirurgiczny nie może tolerować wahań wymiarowych dopuszczalnych w produktach konsumenckich.
Zalety wykraczają poza samą precyzję:
- Dostosowane specyfikacje które poprawiają zgodność z istniejącymi systemami
- Wyższy wybór materiału w tym egzotyczne stopy i tworzywa inżynierskie
- Innowacyjne projekty które zapewniają firmom przewagę konkurencyjną
- Zmniejszenie liczby błędów dzięki ścisłym procesom kontroli jakości
W tym artykule dowiesz się o podstawowych procesach CNC napędzających produkcję na zamówienie, nauczysz się dobierać odpowiednie materiały, zrozumiesz wymagania dotyczące tolerancji, porównasz alternatywne metody oraz ostatecznie zidentyfikujesz odpowiedniego partnera produkcyjnego spełniającego Twoje konkretne potrzeby. Niezależnie od tego, czy opracowujesz prototyp, czy planujesz niewielką serię produkcyjną, zrozumienie tych podstaw pozwoli Ci podejmować świadome decyzje zgodne z celami projektu i budżetem.

Podstawowe procesy CNC napędzające produkcję na zamówienie
Teraz, gdy już wiesz, jakie korzyści przynosi obróbka na zamówienie, przejdźmy do maszyn stojących za tą technologią. Cztery główne procesy CNC stanowią podstawę precyzyjnej produkcji – każdy z nich oferuje specyficzne możliwości stosowania w określonych zastosowaniach. Wiedza na temat tego, kiedy należy stosować dany proces oraz jak poszczególne metody współdziałają ze sobą, może znacząco wpłynąć na sukces i koszty realizacji Twojego projektu.
Podstawy frezowania i toczenia CNC
Wyobraź sobie wycinanie złożonego kształtu 3D z litego bloku aluminium. To właśnie w zasadzie osiąga frezarka CNC. Wirujący narzędzie skrawające porusza się po obrabianym elemencie w wielu kierunkach, usuwa materiał, tworząc złożone geometrie , wnęki, rowki oraz cechy powierzchniowe. Nowoczesne frezarki pięcioosiowe mogą podejść do obrabianego elementu praktycznie pod dowolnym kątem bez konieczności jego przemieszczania — co minimalizuje narastanie błędów tolerancji i zapewnia dokładność wymiarową na poziomie ±0,0005 cala.
Co czyni frezowanie tak uniwersalnym? Maszyna CNC do cięcia potrafi wykonywać złożone kontury, tworzyć szczegółowe tekstury powierzchni oraz generować cechy geometryczne, których niemożliwe byłoby osiągnięcie metodami ręcznymi. Niezależnie od tego, czy potrzebujesz prototypowego obudowy z wewnętrznymi wnękami, czy komponentu produkcyjnego z precyzyjnymi powierzchniami montażowymi, frezowanie radzi sobie ze złożonością geometryczną.
Tokarki CNC stosują zasadniczo odmienną metodę. W tym procesie obrabiany przedmiot obraca się, podczas gdy nieruchome narzędzia skrawające nadają mu kształt walcowy. Przykładami takich elementów są wały, tuleje, sworznie oraz dowolne komponenty o osiowej symetrii obrotowej. Profesjonalna usługa toczenia CNC pozwala osiągać tolerancje na wymiarach średnicy wynoszące ±0,0005 cala, co czyni ten proces niezwykle ważnym dla części wymagających precyzyjnego dopasowania.
Współczesne tokarki CNC wyposażone w narzędzia obrotowe (live tooling) zacierają granice między toczeniem a frezowaniem. Maszyny te mogą wykonywać operacje wiercenia, gwintowania, a nawet frezowania, podczas gdy obrabiany przedmiot pozostaje zamocowany w uchwycie — co skraca czas przygotowania i eliminuje błędy wynikające z wielokrotnego manipulowania przedmiotem. Tokarki typu szwajcarskiego szczególnie dobrze sprawdzają się przy produkcji długich i cienkich elementów, w przypadku których tradycyjne tokarki mogłyby napotkać problemy związane z ugięciem.
Kiedy wybrać jedną metodę zamiast drugiej? Należy wziąć pod uwagę dominującą geometrię swojej części:
- Zasadniczo walcowa z cechami obrotowymi → toczenie CNC
- Złożone kształty 3D z kieszeniami i konturami → frezowanie CNC
- Kombinacja obu → Wieloosiowe centra frezarkowo-tokarkowe
Operacje precyzyjnego wiercenia
Brzmi prosto, prawda? Po prostu robienie otworów? Nie do końca. Precyzyjne wiercenie w produkcji niestandardowej wymaga znacznie więcej niż tylko przesunięcie wiertła przez metal. Proces obejmuje rozwiercanie w celu uzyskania dokładnych średnic, pogłębianie otworów pod główki elementów mocujących oraz wiercenie głębokie – stosowane w przypadku komponentów, których stosunek długości do średnicy przekracza 10:1.
Dopuszczalne odchylenia średnicy otworów mają ogromne znaczenie w zastosowaniach montażowych. Łożysko wału wymaga otworu o dokładnie określonej średnicy, aby działać poprawnie — zbyt luźny powoduje drgania, a zbyt ciasny prowadzi do nadmiernej tarcia i wczesnego zużycia. Nowoczesne operacje CNC w zakresie wiercenia osiągają zwykle dokładność położenia na poziomie ±0,025 mm oraz dopuszczalne odchylenia średnicy wynoszące ±0,013 mm dla kluczowych cech geometrycznych.
Kiedy EDM staje się niezbędne
Co się dzieje, gdy tradycyjne narzędzia CNC po prostu nie są w stanie dotrzeć do wymaganej geometrii? Albo gdy materiał jest tak twardy, że zastosowanie konwencjonalnych metod natychmiast spowodowałoby zniszczenie narzędzi? Wtedy elektroerozyjne obrabianie staje się rozwiązaniem.
EDM działa poprzez kontrolowane iskry elektryczne, które erozują materiał bez fizycznego kontaktu. Przeciąganie drutem EDM umożliwia wytwarzanie skomplikowanych profili 2D z dokładnością do ±0,0001 cala — dziesięć razy wyższą niż przy standardowym frezowaniu. EDM z elektrodą roboczą (sinker EDM) tworzy skomplikowane wnęki 3D za pomocą elektrod o specjalnym kształcie, aby formować cechy wewnętrzne. Zgodnie ze specjalistami ds. precyzyjnego obróbki mechanicznej, EDM osiąga chropowatość powierzchni na poziomie 0,1 μm Ra , co często całkowicie eliminuje konieczność dodatkowego szlifowania.
EDM szczególnie dobrze sprawdza się przy obróbce materiałów hartowanych o twardości przekraczającej 60 HRC — stali narzędziowych, węglików wolframu oraz egzotycznych stopów, które bardzo szybko zużywałyby tradycyjne narzędzia skrawające. Producentom urządzeń medycznych EDM jest często wymagany przy produkcji instrumentów chirurgicznych, które muszą charakteryzować się zarówno ekstremalną twardością, jak i skomplikowaną geometrią.
Porównanie procesów w pigułce
Wybór odpowiedniej metody zależy od konkretnych wymagań projektowych. Poniższe porównanie pomaga zrozumieć, jakie możliwości oferuje każda z metod:
| Rodzaj procesu | Najlepsze zastosowania | Typowe tolerancje | Zastosowanie materiału |
|---|---|---|---|
| Frezowanie CNC | Skomplikowane geometrie 3D, cechy powierzchniowe, wnęki, frezarki | ±0,0005" do ±0,002" | Aluminium, stal, tytan, tworzywa sztuczne, kompozyty |
| Obrót CNC | Cylindryczne części, wały, bushingi, elementy z gwintem | ±0,0005" do ±0,001" | Wszystkie metale i tworzywa sztuczne przeznaczone do obróbki skrawaniem |
| Wiercenie / rozwiercanie | Precyzyjne otwory, wytaczane wgłębienia, zastosowania w przypadku głębokich otworów | ±0,0005 cala średnicy, ±0,001 cala położenia | Większość metali i tworzyw sztucznych |
| Elektroerozyjne cięcie drutem / elektroerozyjne wyciąganie (Sinker EDM) | Materiały hartowane, skomplikowane profile, wewnętrzne wnęki | ±0,0001" do ±0,0005" | Każdy materiał przewodzący prąd, szczególnie stali hartowane |
Łączenie różnych procesów dla złożonych części
Oto czego wielu dostawców nie wyjaśnia upfront: większość precyzyjnych komponentów wymaga wykonania wielu operacji. Korpus wykonany metodą frezowania CNC może wymagać na przykład tokarek na wypustach, wierconych otworów montażowych oraz nacięć wykonywanych metodą EDM – wszystko na tej samej części. Zrozumienie tego faktu pozwala lepiej przewidywać rzeczywiste terminy realizacji i koszty.
Niezbędne usługi toczenia CNC często współpracują ze specjalistami od obróbki EDM lub posiadają własne możliwości w zakresie wielu procesów. Oceniając oferty cenowe, zadaj pytanie, jak Twoja część będzie przemieszczać się przez cykl produkcji. Mniejsza liczba ustawień zwykle oznacza lepszą kontrolę tolerancji i niższe koszty. Zakład oferujący zintegrowane możliwości może utrzymywać ścisłe specyfikacje lepiej niż zakład delegujący poszczególne operacje różnym podwykonawcom.
Prawdziwe pytanie brzmi: z jakiego materiału powinien być wykonany Twój precyzyjny element? Ten wybór wpływa nie tylko na to, które procesy będą najbardziej odpowiednie, ale także na właściwości eksploatacyjne końcowego elementu.
Przewodnik po doborze materiału dla niestandardowych elementów wykonanych metodą skrawania
Wybór odpowiedniego materiału może być najważniejszą decyzją, jaką podejmiesz w ramach projektu niestandardowej obróbki skrawaniem . Dlaczego? Ponieważ dobór materiału ma bezpośredni wpływ na parametry obróbki, jakość wykończenia powierzchni oraz sposób działania końcowego elementu w rzeczywistych warunkach eksploatacyjnych. Wiele zakładów całkowicie pomija tę kwestię, pozostawiając Ci samodzielne jej rozstrzygnięcie.
Przeanalizujmy dostępne opcje w trzech kategoriach: metale i stopy, tworzywa inżynierskie (plastiki inżynierskie) oraz materiały specjalne. Każdy z tych rodzajów materiałów oferuje charakterystyczne zalety, zależne od wymagań Twojej aplikacji.
Metale i stopy do zastosowań wymagających
Gdy najważniejsze są wytrzymałość, trwałość i właściwości cieplne, metale pozostają nadal pierwszym wyborem. Ale który metal? To zależy w pełni od konkretnego zastosowania.
Stopy aluminium panują w zastosowaniach lotniczych i motocyklowych z dobrych powodów. Zgodnie z przewodnikiem materiałowy Xometry te lekkie materiały charakteryzują się doskonałą przewodnością cieplną i mogą być poddawane obróbce cieplnej w celu zwiększenia wytrzymałości. Na przykład aluminium 7075 zapewnia wytrzymałość na rozciąganie na poziomie 540 MPa, zachowując przy tym wysoką obrabialność — idealne do elementów konstrukcyjnych kadłubów, gdzie oszczędność masy przekłada się bezpośrednio na poprawę efektywności paliwowej.
- Aluminium 6061 – Doskonała spawalność, szeroko stosowane w procesie wyciskania, idealne do zastosowań ogólnego przeznaczenia
- Aluminium 7075 – Wysoka wytrzymałość (540 MPa), doskonała odporność na zmęczenie, preferowane w przemyśle lotniczym
- Aluminium 5083 – Najlepsza odporność na korozję wśród stopów niemożliwych do hartowania cieplnego, nadaje się do środowisk morskich
Stal nierdzewna staje się niezbędny, gdy priorytetem jest odporność na korozję. Stale austenityczne, takie jak 304 i 316, zapewniają doskonałą obrabialność podczas toczenia, gwintowania, wiercenia i frezowania. Stop 316 zawiera molibden, który poprawia stabilność wobec kwasów chlorowodorowych – czyniąc go idealnym do urządzeń medycznych oraz sprzętu do przetwarzania chemicznego.
A co z zastosowaniami wymagającymi odporności na zużycie? Tutaj obróbka brązu okazuje się nieoceniona. Składniki brązowe wykonane metodą CNC doskonale sprawdzają się w łożyskach, wkładkach i powierzchniach ślizgowych, gdzie własności samosmarujących zmniejszają potrzebę konserwacji. Stopy mosiądzu – czyli połączenia miedzi i cynku – charakteryzują się wyjątkową łatwością skrawania oraz doskonałą kutej formowalnością w wysokiej temperaturze, co czyni je odpowiednimi dla zastosowań morskich i motocyklowych.
Zinc alloy metal wymaga szczególnej uwagi w zastosowaniach motocyklowych i elektronicznych. Te stopy łączą doskonałą odlewniczość z dobrą obrabialnością w operacjach wtórnych, co czyni je opłacalnym rozwiązaniem dla złożonych obudów, wsporników oraz elementów konstrukcyjnych wymagających umiarkowanej wytrzymałości.
Plastiki inżynieryjne i materiały specjalne
Gdy potrzebujesz odporności chemicznej, izolacji elektrycznej lub po prostu lżejszej alternatywy dla metalu, tworzywa inżynierskie zapewniają wyjątkową wydajność. Kluczem jest dopasowanie właściwości materiału do konkretnych wymagań funkcjonalnych.
Materiał Delrin (Handlowa nazwa DuPont dla acetalu homopolimerowego) wyróżnia się przy produkcji wysokoprecyzyjnych elementów mechanicznych. Zgodnie ze specyfikacjami frezowania acetalu Xometry poliacetal Delrin charakteryzuje się wyjątkową stabilnością wymiarową – standardowe допuszczalne odchylenia wynoszą ±0,010 cala, a osiągalne odchylenia mogą sięgać ±0,001 cala. Ten plastik Delrin zachowuje swoje właściwości w zakresie temperatur od −40 °C do 120 °C – znacznie przekraczając możliwości większości tworzyw sztucznych.
- Delrin 150 – Wysoka odporność na uderzenia, niskie tarcie, idealny do zastosowań w trybach i wpustach
- Delrin 100 AF – Wzbogacony PTFE w celu zwiększenia odporności na zużycie w zastosowaniach łożyskowych
Gdy odporność na uderzenia ma największe znaczenie, rozważ zastosowanie nylonu w zastosowaniach frezarskich. Ten termoplast charakteryzuje się wyjątkową wytrzymałością na rozciąganie połączoną z odpornością na zadrapania, co czyni go odpowiednim do elementów konstrukcyjnych poddawanych cyklicznemu obciążeniu.
PEEK (polieteroeteroketon) reprezentuje najwyższą klasę tworzyw inżynierskich. Zachowuje odporność chemiczną w podwyższonych temperaturach, jednocześnie zapewniając wyjątkową odporność na zmęczenie oraz niski współczynnik tarcia. PEEK jest często stosowany w implantach medycznych i komponentach lotniczych oraz kosmicznych tam, gdzie wymagana jest biokompatybilność lub ekstremalne warunki pracy.
- Poliwęglan – Odporny na rozbijanie, o wysokiej sztywności, doskonały do przezroczystych elementów konstrukcyjnych
- PTFE (Teflon) – Skrajna odporność chemiczna, ale trudny do obróbki z zachowaniem ścisłych допусków ze względu na rozszerzalność cieplną
- Uhmw polyethylene – Wysoka odporność na zużycie, samosmarujący się, doskonały w temperaturach poniżej zera stopni Celsjusza
Jak wybór materiału wpływa na realizację projektu
Oto czego wielu dostawców nie powie Wam od razu: wybór materiału wpływa na każdy aspekt projektu. Twardsze materiały wymagają niższych prędkości posuwu i częstszej wymiany narzędzi – co bezpośrednio wpływa na koszty. Miększe tworzywa sztuczne mogą zapewnić lepszą jakość powierzchni przy użyciu standardowych narzędzi, ale mogą ulec pełzaniu pod stałym obciążeniem.
Rozważ następujące praktyczne kompromisy:
- Obrabialność kontra wydajność – Stopy łatwe w obróbce są szybciej frezowane, ale mogą mieć mniejszą wytrzymałość
- Potencjał wykończenia powierzchni – Niektóre materiały doskonale się polerują; inne wymagają operacji wtórnych
- Zachowanie termiczne – Tworzywa sztuczne o wysokim współczynniku rozszerzalności termicznej utrudniają osiąganie ścisłych tolerancji
- Wpływ kosztów – Egzotyczne stopy i specjalistyczne tworzywa sztuczne mają wyższą cenę
Najlepszym podejściem jest najpierw zdefiniowanie wymagań dotyczących wydajności, a następnie wrócenie krok w tył, aby określić materiały spełniające te specyfikacje, przy jednoczesnym zachowaniu możliwości obróbki i opłacalności. Mówiąc o specyfikacjach, zrozumienie wymagań dotyczących dopuszczalnych odchyłek staje się kolejnym kluczowym krokiem zapewniającym, że Twoje niestandardowe elementy będą działać zgodnie z założeniami.

Wyjaśnienie precyzyjnych dopuszczalnych odchyłek i standardów kontroli jakości
Wybrałeś materiał i odpowiednią metodę frezowania CNC. Następnie pojawia się pytanie, które znacząco wpływa zarówno na budżet, jak i na funkcjonalność Twojego elementu: jak ścisłe muszą być rzeczywiście dopuszczalne odchyłki? To właśnie w tym miejscu projekty niestandardowej obróbki maszynowej albo odnoszą błyskotliwe sukcesy, albo stają się drogimi lekcjami wynikającymi z nadmiernej szczegółowości specyfikacji.
Zgodnie ze standardami ASME tolerancje odnoszą się do całkowitego dopuszczalnego odchylenia od podstawowej wartości wymiaru — zapewniając prawidłowe dopasowanie i funkcjonalność elementu. Jednak oto czego warsztaty często nie wyjaśniają: nie każdy wymiar wymaga tego samego poziomu dokładności. Zrozumienie klasyfikacji tolerancji pozwala precyzyjnie określić, które cechy są istotne, unikając przy tym niepotrzebnych kosztów związanych z nadmierną dokładnością tam, gdzie nie jest ona wymagana.
Zrozumienie klas tolerancji oraz ich wpływu
Wymagania dotyczące tolerancji dzielą się na wyraźnie określone klasy, z których każda jest odpowiednia dla innych zastosowań. Standardowe tolerancje komercyjne idealnie nadają się do większości ogólnego przeznaczenia części produkowanych metodą CNC, w przypadku których dopasowanie montażowe nie jest krytyczne. Jednak przy produkcji usług CNC o wysokiej precyzji przeznaczonych na potrzeby przemysłu lotniczego lub medycznego konieczne są ścisłe specyfikacje — a złożoność procesu produkcyjnego wzrasta odpowiednio.
Rozważ poniższe porównanie klas tolerancji oraz ich praktycznych implikacji:
| Klasa tolerancji | Zakres typowy | Wspólne zastosowania | Wpływ na koszty |
|---|---|---|---|
| Standardowe komercyjne | ±0,005" do ±0,010" | Uchwyty, obudowy, niestanowiące elementów krytycznych części konstrukcyjne | Ceny bazowe |
| Precyzja | ±0,001" do ±0,005" | Interfejsy montażowe, pasowania łożysk, elementy przekładni | premia w wysokości 15–30% |
| Wysoka Precyzja | ±0,0005" do ±0,001" | Elementy hydrauliczne, urządzenia medyczne, uchwyty optyczne | premia w wysokości 40–75% |
| Ultra-precyzyjne (obróbka szwajcarska) | ±0,0001" do ±0,0005" | Przyrządy lotnicze i kosmiczne, implanty chirurgiczne, mikroelektronika | premia powyżej 100% |
Zwróć uwagę, jak koszty rosną wraz z zawężaniem się dopuszczalnych odchyłek? Dzieje się tak, ponieważ osiągnięcie ultra-precyzyjnej obróbki wymaga niższych prędkości skrawania, częstszych kontroli jakości, środowisk kontrolowanych pod względem temperatury oraz często specjalistycznych urządzeń, takich jak centra obróbki szwajcarskiej zaprojektowane specjalnie do osiągania dokładności na poziomie mikronów.
Zgodnie ze specjalistami z zakresu precyzyjnej produkcji maszynowej dokładność obrabiarki ma bezpośredni wpływ na osiągalne dopuszczalne odchyłki. Biój wrzeciona, zużycie prowadnic oraz rozszerzalność cieplna powodują błędy systematyczne, które kumulują się w trakcie produkcji. Dlatego też nie każdy zakład jest w stanie zapewnić tę samą precyzję — możliwości jego wyposażenia różnią się znacznie.
Kiedy ważniejsze są ścisłe tolerancje
Kiedy więc należy określić ścislsze допусki dla części wykonanych metodami obróbki skrawaniem? Skup się na wymiarach funkcjonalnych — cechach, które bezpośrednio wpływają na sposób, w jaki dana część spełnia swoje zamierzone zadanie:
- Powierzchnie montażowe gdzie elementy muszą pasować do siebie z określoną luzem lub wciskiem
- Gniazda łożysk i średnice wałów wymagającymi precyzyjnych pasowań roboczych
- Powierzchnie uszczelniające gdzie wyciek mógłby naruszyć funkcjonalność
- Elementy mocujące ustalające położenie względne względem innych komponentów
Oto praktyczna wskazówka: stosuj najścislsze допусki wyłącznie tam, gdzie tego wymaga funkcjonalność. Korpus może wymagać допусku ±0,0005 cala na otworze łożyskowym, podczas gdy standardowy допусk ±0,005 cala jest wystarczający dla otworów montażowych. Takie selektywne podejście — zwane przez inżynierów analizą допусków funkcjonalnych — optymalizuje budżet bez utraty wydajności.
Dopuszczalne odchylenia przy frezowaniu CNC metali zależą również od właściwości materiału. Aluminium, ze względu na wysoki współczynnik rozszerzalności cieplnej, wymaga pomiarów w kontrolowanej temperaturze. Hartowane stali lepiej utrzymują wymiary, ale wymagają bardziej precyzyjnej obróbki. Nawet chropowatość powierzchni metalu po frezowaniu CNC wpływa na dokładność pomiaru — chropowate powierzchnie powodują niepewność co do rzeczywistej lokalizacji wymiaru.
Metody kontroli jakości zapewniające spójność
Określenie dopuszczalnych odchyleń nie ma żadnego znaczenia bez skutecznych metod weryfikacji. Właśnie w tym miejscu kluczowe staje się statystyczne sterowanie procesem (SPC). Zgodnie z Wytycznymi IATF 16949 , SPC monitoruje procesy produkcyjne w celu zapewnienia ciągłej poprawy jakości wyrobów oraz wykrywania odstępstw jeszcze przed wytworzeniem wadliwych części.
Wykresy kontrolne śledzą zmienność wymiarową w trakcie serii produkcyjnych. Gdy naniesione na wykres punkty danych mieszczą się w ustalonych granicach kontrolnych, proces pozostaje stabilny. Trendy zbliżające się do tych granic wyzwalają działania korygujące jeszcze przed przekroczeniem przez części określonych tolerancji — co przesuwa nacisk z wykrywania wad po zakończeniu produkcji na zapobieganie im w trakcie produkcji.
Certyfikaty takie jak IATF 16949 (motocyklowy/automotywowy) i AS9100D (aerokosmiczny) wymagają systemowego podejścia do zapewnienia jakości. Nie są to jedynie formalności dokumentacyjne. Wymagają one:
- Dokumentowanych procedur pomiarowych zapewnienia spójności metod kontroli
- Sprawdzonych metrologicznie urządzeń z odniesieniem do śledzonych standardów dokładności
- Badania zdolności procesu ilościowego określenia, czy dane urządzenie jest w stanie systematycznie spełniać określone wymagania
- Systemy działań korygujących skupiających się na przyczynach podstawowych, a nie na objawach
Sam zdolność systemu pomiarowego wpływa na weryfikację tolerancji. Zgodnie ze standardami branżowymi niepewność pomiaru powinna być mniejsza niż 10% weryfikowanej tolerancji — co oznacza, że tolerancja ±0,001 cala wymaga dokładności pomiaru na poziomie ±0,0001 cala lub lepszej. Maszyny współrzędnościowe (CMM) zapewniają taką zdolność dla złożonych części z wieloma kluczowymi cechami.
Zrozumienie wpływu tolerancji na koszty i jakość pozwala na sformułowanie uzasadnionych specyfikacji. Ale jak wygląda obróbka niestandardowa w porównaniu do innych metod produkcyjnych, które mogą osiągnąć podobne rezultaty przy innych poziomach cen?
Obróbka skrawaniem na zamówienie vs. alternatywne metody produkcji
Teraz, gdy rozumiesz tolerancje oraz kontrolę jakości, pojawia się szersze pytanie: czy obróbka niestandardowa jest w ogóle odpowiednim podejściem do realizacji Twojego projektu? Wiele warsztatów nie prowadzi tej rozmowy, ponieważ chce zdobyć Twoje zamówienie niezależnie od tego, czy dana metoda jest najbardziej odpowiednia. Jednak wybór niewłaściwej metody produkcji może kosztować Ci tysiące złotych na marnowaną technologię, opóźnione terminy realizacji lub części, które nie działają zgodnie z oczekiwaniami.
Przeprowadźmy obiektywną porównawczą analizę obróbki CNC w stosunku do alternatyw — druku 3D, wtryskiwania i odlewania — abyś mógł podjąć świadomą decyzję opartą na swoich konkretnych wymaganiach, a nie na argumentach sprzedażowych dostawcy.
Obróbka niestandardowa vs. produkcja przyrostowa
druk 3D zrewolucjonizował procesy prototypowania, ale nie jest rozwiązaniem uniwersalnym. Zgodnie z porównaniem technik produkcyjnych firmy Xometry, elementy wykonane metodą CNC zachowują pierwotne właściwości materiału wyjściowego (tzw. blachy lub pręta), które pozostają w dużej mierze niezmienione przez cechy procesu obróbki. Jest to istotna zaleta w przypadkach, gdy kluczowe są parametry wydajności mechanicznej.
Oto rzeczywistość: produkcja przyrostowa tworzy elementy warstwa po warstwie, co wiąże się z naturalnymi ograniczeniami. Części z tworzywa ABS wydrukowane metodą FDM mogą osiągać jedynie 10% pierwotnej wytrzymałości na rozciąganie materiału, podczas gdy nylon wydrukowany metodą SLS może osiągać nawet 100%. Taka zmienność czyni druk 3D ryzykownym rozwiązaniem w zastosowaniach obciążeniowych, gdzie stała wytrzymałość jest bezwzględnie wymagana.
Elementy wykonane metodą niestandardowej obróbki CNC szczególnie dobrze sprawdzają się wtedy, gdy potrzebujesz:
- Pełnej wytrzymałości materiału bez anizotropowych słabych miejsc wynikających z połączenia warstw
- Wykończenia powierzchni wyższej jakości czego metody addytywne mają trudności w osiągnięciu
- Ciaśnymi tolerancjami wymiarowymi ponad to, co większość drukarek może niezawodnie zapewnić
- Opcje materiałowe w tym stali hartowane i egzotyczne stopy, których drukowanie 3D nie jest w stanie przetworzyć
Tym niemniej druk 3D wygrywa pod względem szybkości przygotowania. Usługa CNC wymaga programowania i przygotowania uchwytów, co może zająć znaczny czas przed pierwszym cięciem. Drukowanie? Wgraj plik i rozpocznij budowę. W przypadku weryfikacji geometrii i sprawdzania dopasowania, gdy właściwości mechaniczne nie mają znaczenia, produkcja addytywna zapewnia szybszy czas realizacji i niższe koszty — często o 5–10 razy tańsze niż odpowiednie części wykonane metodą CNC.
Decyzja zależy od funkcji. Zadaj sobie pytanie: czy ten element musi działać pod obciążeniem, czy po prostu sprawdzam, czy projekt pasuje?
Kiedy lepszym wyborem jest odlewanie lub formowanie
Objętość zmienia wszystko. Gdy ilości produkcyjne rosną do tysięcy sztuk, wtryskiwanie tworzyw sztucznych i odlewanie w matrycach stają się coraz bardziej atrakcyjne mimo wysokich początkowych kosztów narzędzi.
Zgodnie z przewodnikiem produkcyjnym Hubs formowanie wtryskowe jest zapewne najbardziej powszechną metodą produkcji masowej. Gdy już zaprojektujesz i wykonysz formę, sam proces jest bardzo szybki — idealny dla branż o wysokim popycie i ścisłych harmonogramach produkcyjnych. W czym problem? Koszt wykonania formy może wynosić od 3000 USD w przypadku prostych geometrii do ponad 100 000 USD dla złożonych narzędzi wielo-gniazdowych.
Odlewanie pod ciśnieniem oferuje podobne korzyści ekonomiczne w zastosowaniach obróbki metali. Zgodnie z porównaniami procesów produkcyjnych przy produkcji 10 000 sztuk odlewanie pod ciśnieniem pozwala oszczędzić rocznie ponad 300 000 USD w porównaniu z frezowaniem CNC. Koszt pojedynczej części znacznie spada, ponieważ kosztowne inwestycje w narzędzia rozkładają się na tysiące wyprodukowanych sztuk.
Jednak porównania te często pomijają następujący istotny fakt: prototypowanie CNC szczególnie dobrze sprawdza się w fazach rozwoju. Gdy projekt nie został jeszcze ostatecznie ustalony, wydawanie 50 000 USD na formy wtryskowe, które mogą wymagać modyfikacji po przeprowadzeniu testów, nie ma sensu finansowego. Obróbka metali umożliwia szybką iterację i dopracowanie projektu przed zainwestowaniem w narzędzia produkcyjne.
Rozważ odlewanie, gdy:
- Wolumeny produkcji przekraczają 1 000–5 000 sztuk rocznie
- Geometria części obejmuje wnęki wewnętrzne trudne do obróbki
- Projekt został ostatecznie ustalony i mało prawdopodobne, aby ulec zmianie
- Czas realizacji pozwala na to 8–16 tygodni typowych na wytworzenie formy
Porównanie metod produkcji
To szczegółowe porównanie pomaga ocenić, który ze sposobów najlepiej odpowiada wymaganiom Twojego projektu:
| Metoda | Optymalny zakres wielkości produkcji | Możliwości geometryczne | Opcje materiałowe | Czas Oczekiwania | Trend kosztów na sztukę |
|---|---|---|---|---|---|
| Obróbka CNC | 1-5 000 sztuk | Złożone cechy zewnętrzne, ścisłe допусki | Wszystkie metale i tworzywa sztuczne stosowane w inżynierii | 1–15 dni – typowy czas | Stabilny niezależnie od objętości |
| druk 3D (FDM/SLS) | 1–500 sztuk | Wewnętrzne struktury siatkowe, kształty organiczne | Tworzywa termoplastyczne, niektóre metale metodą DMLS | typowy czas realizacji: 1–5 dni | Stały koszt na sztukę |
| Wtryskowanie materiałów | 5 000+ jednostek | Złożone kształty, wklęsłości z ruchomymi elementami bocznymi | Tworzywa termoplastyczne i termoutwardzalne | 8–16 tygodni (wykonanie formy) + dni (produkcja) | Znacznie maleje wraz ze wzrostem objętości |
| Odlewanie na maty | 2 000+ sztuk | Złożone części metalowe, cienkie ścianki | Stopy aluminium, cynku, magnezu | 10–20 tygodni (wykonanie narzędzi) + dni (produkcja) | Znacznie maleje wraz ze wzrostem objętości |
| Odlewy piaskowe | 1–2 000 sztuk | Duże części, wewnętrzne wnęki | Metali ferromagnetycznych, jak i nieferromagnetycznych | 2–6 tygodni | Umiarkowane, zmniejsza się wraz ze wzrostem objętości produkcji |
Wybieranie właściwego rozwiązania dla swojego projektu
Ścieżka podejmowania decyzji, którą większość dostawców pomija, wygląda mniej więcej tak:
Krok 1: Określenie wymaganej ilości produkcyjnej. Czy chcesz wykonać 5 prototypów, 500 sztuk wyrobów seryjnych czy 50 000 sztuk? Ten pojedynczy czynnik często decyduje o tym, która metoda produkcji jest ekonomicznie uzasadniona.
Krok 2: Ocena złożoności geometrycznej. Wewnętrzne kanały i struktury kratowe sprzyjają metodom addytywnym. Zewnętrzne cechy o ścisłych tolerancjach sprzyjają obróbce skrawaniem. Złożone wnęki wewnętrzne przy wysokich objętościach produkcji sprzyjają odlewaniu.
Krok 3: Ocena wymagań materiałowych. Potrzebujesz hartowanej stali narzędziowej lub tytanu klasy lotniczej? Tokarki CNC obsługują praktycznie każdy materiał inżynieryjny. Odlewanie i formowanie znacznie ograniczają dostępne opcje.
Krok 4: Rozważ swoje harmonogramy. Czy potrzebujesz pilnego prototypu już w przyszłym tygodniu? Tokarki CNC lub druk 3D zapewnią szybką realizację. Czy planujesz wprowadzenie produktu na rynek za 6 miesięcy i regularną produkcję po tym terminie? Zainwestuj w narzędzia do formowania lub odlewania.
Krok 5: Oblicz całkowity koszt projektu. Oferta na obróbkę CNC w wysokości 50 USD za sztukę może wydawać się droga w porównaniu do części wytwarzanych metodą wtrysku za 2 USD — dopóki nie uwzględnisz kosztu formy w wysokości 40 000 USD, który opłaca się dopiero przy produkcji 10 000+ sztuk.
Obróbka niestandardowa zajmuje wyjątkową pozycję, której żadna inna metoda nie potrafi całkowicie zastąpić: szybki czas realizacji, elastyczność w zakresie materiałów, precyzja wymiarowa oraz opłacalność ekonomiczna – od pojedynczych prototypów po produkcję średnich serii.
Mówiąc o kosztach, jakie czynniki rzeczywiście wpływają na cenę obróbki niestandardowej? To właśnie pytanie większość warsztatów woli, abyś nie zadawał już na wstępie.
Czynniki wpływające na koszty i strategie cenowe dla projektów niestandardowych
Porównałeś metody produkcji i stwierdziłeś, że toczenie na zamówienie najlepiej odpowiada Twojemu projektowi. Teraz pojawia się pytanie, którego obawia się każdy menedżer zakupów: dlaczego ta wycena wydaje się tak wysoka? Oto prawda, której większość warsztatów nie zdradzi dobrowolnie — koszt surowca metalowego stanowi jedynie niewielką część końcowej ceny. Zrozumienie pełnej struktury kosztów umożliwia optymalizację budżetu bez kompromisów w zakresie jakości.
Czynniki wpływające na koszty toczenia na zamówienie
Gdy zlecisz wycenę CNC online, kilka powiązanych ze sobą czynników decyduje o wysokości ceny. Zgodnie z analizą kosztów branżowych czas obróbki jest często głównym czynnikiem wpływającym na cenę — szczególnie przy produkcji dużych serii, gdzie nawet drobne niedoskonałości konstrukcyjne pomnażają się na tysiącach elementów.
Oto czynniki rzeczywiście wpływające na wycenę:
- Koszty materiału i jego obrabialność – Twardsze materiały, takie jak stal nierdzewna i tytan, wymagają niższych prędkości cięcia oraz specjalistycznego narzędziowania, co zwiększa zarówno czas, jak i koszty. Materiały miększe, takie jak aluminium, są obrabiane szybciej, ale ich cena za kilogram może być wyższa w zależności od stopu.
- Złożoność i czas przygotowania – Detale wymagające wielu ustawień, niestandardowych uchwytów lub frezowania na maszynach 5-osowych znacznie zwiększają koszty robocizny. Zgodnie z badaniami nad optymalizacją konstrukcji, koszty przygotowania są szczególnie istotne przy małych partiach, ale pozostają stałe niezależnie od ilości.
- Wymagania tolerancyjne – Ścisłe допусki wymagają niższych prędkości posuwu, częstszych kontroli jakości oraz czasem środowisk kontrolowanych pod względem temperatury i wilgotności. Każdy etap przejścia od standardowych tolerancji komercyjnych do ultra-dokładnych zwiększa bazowy koszt o 15–100%.
- Wymagania dotyczące wykończenia powierzchni – Przekroczenie standardowego wykończenia „jak po obróbce” na korzyść powierzchni szlifowanych, anodowanych lub pokrytych warstwą metaliczną wymaga operacji wtórnych, które dodatkowo zwiększają zarówno czas, jak i koszty.
- Ilość zamówienia – To jest miejsce, w którym ekonomia staje się szczególnie interesująca. Koszty inżynieryjne jednorazowe (NRE) — takie jak programowanie, projektowanie uchwytników oraz wstępna przygotowawcza organizacja produkcji — są rozliczane na całą ilość zamówionych części.
Według analiza ekonomii prototypu , ta jednostkowa cena 800 USD za pojedynczą część nie jest nadmiernie wysoka. Koszty NRE są w pełni rozliczone na pierwsze wyprodukowane elementy. Zwiększenie zamówienia do pięciu sztuk może obniżyć cenę jednostkową o około połowę.
Strategie optymalizacji budżetu
Wyszukiwanie fraz takich jak „obróbka CNC w pobliżu mnie” lub „tokarz w pobliżu mnie” może doprowadzić do znalezienia lokalnego zakładu, ale sama bliskość nie gwarantuje najkorzystniejszej wartości. Inteligentna optymalizacja kosztów rozpoczyna się już w fazie projektowania — a nie w momencie przygotowywania oferty cenowej.
Rozważ poniższe sprawdzone strategie redukcji kosztów:
- Projektowanie w celu zapewnienia możliwości produkcji (dfm) – Określ promienie zaokrągleń narożników przynajmniej na poziomie jednej trzeciej głębokości wnęki, aby umożliwić zastosowanie większych i szybszych narzędzi skrawających. Eliminuj cechy konstrukcyjne wymagające specjalnych narzędzi lub wielokrotnych ustawień obrabiarki.
- Zastąpienie materiału – Stopy łatwociętne, takie jak stal nierdzewna 303, są znacznie szybciej obrabiane niż stal 304, co rekompensuje wyższe koszty materiału przy większych wolumenach produkcji. Aluminium 6061 charakteryzuje się doskonałą obracalnością przy niższych kosztach surowca niż większość innych alternatyw.
- Optymalizacja tolerancji – Zastosuj ścisłe tolerancje wyłącznie tam, gdzie tego wymaga funkcja elementu. Standardowe tolerancje ±0,005 cala nie powodują dodatkowych kosztów; tolerancje ±0,0005 cala mogą podwoić czas obróbki.
- Zintegruj wymagania dotyczące chropowatości powierzchni – Określenie wielu rodzajów wykończenia na tym samym elemencie wymaga stosowania osłon i dodatkowej obsługi. Tam, gdzie to możliwe, wybierz jeden rodzaj wykończenia.
- Strategiczne zamawianie ilościowe – Oferty cenowe na usługi obróbki CNC dostępne online często ujawniają znaczne progi cenowe. Zamów ofertę z podziałem cenowym dla 1, 10, 50 i 100 sztuk, aby poznać kształt Twojej krzywej kosztów.
Ekonomia czasu realizacji
Potrzebujesz części w krótkim terminie? Usługi przyspieszone wiążą się zwykle z nadpłatą w wysokości 25–100%, w zależności od stopnia skrócenia terminu realizacji. Ale kiedy ta nadpłata jest uzasadniona?
Rozważ przyspieszenie, gdy:
- Koszty przestoju linii produkcyjnej przekraczają opłatę za realizację pilną
- Nieprzestrzeganie terminu wprowadzenia produktu na rynek ma konsekwencje dla przychodów
- Opóźnienia w walidacji projektu blokują wiele działań w dalszej części cyklu produkcyjnego
Z kolei standardowe terminy realizacji — zazwyczaj 10–15 dni roboczych — pozwalają zwykle zakładom na grupowanie Twoich części z podobnymi zleceniami, co zwiększa ich wydajność oraz korzystnie wpływa na cenę oferowaną Tobie.
Ekonomia prototypowania vs. ekonomia produkcji
Przejście od etapu prototypowania do produkcji stanowi strategiczny punkt decyzyjny. Zgodnie z badaniami nad ekonomiką produkcji metoda idealna dla 10 sztuk może okazać się finansowo niszcząca przy skali 10 000 sztuk.
W przypadku prototypowania niestandardowa obróbka skrawaniem jest idealna ze względu na minimalne inwestycje w oprzyrządowanie. Płacisz raz za programowanie i przygotowanie maszyny, weryfikujesz swój projekt, a następnie podejmujesz decyzję, czy kontynuować produkcję metodą CNC, czy też przejść na odlew lub formowanie przy większych ilościach.
Nowoczesne systemy internetowe do generowania ofert zrewolucjonizowały przejrzystość cenową. Prześlij swój plik CAD, określ materiał i допuszczalne odchylenia, a otrzymasz natychmiastowe lub te samego dnia oferty od wielu dostawców. Dzięki temu dostęp do konkurencyjnych cen został udostępniony szerokiemu gronu odbiorców — pamiętaj jednak, że najniższa cena nie zawsze oznacza najlepszą wartość. Systemy zapewniające jakość, szybkość reakcji w komunikacji oraz sprawdzona skuteczność w terminowym realizowaniu zamówień są równie ważne jak cena za pojedynczą część.
Zrozumienie czynników wpływających na koszty pozwala na prowadzenie produktywnych rozmów z potencjalnymi dostawcami. Jednak różne branże mają zupełnie odmienne wymagania — to, co nadaje się do zastosowań motocyklowych, może nie spełniać specyfikacji stosowanych w przemyśle lotniczym lub medycznym.
Zastosowania przemysłowe od motoryzacji po lotnictwo
Zrozumienie czynników kosztowych pozwala skutecznie przygotować budżet, ale oto czego wielu dostawców nie podkreśla: branża, w której działasz, decyduje o każdym aspekcie projektu niestandardowej obróbki skrawaniem. Wymagania dotyczące zgodności z przepisami, certyfikatów materiałów oraz dokumentacji różnią się diametralnie między sektorami — a ich nieprzestrzeganie może skutkować odrzuceniem części, kosztowną przeróbką lub jeszcze gorszymi konsekwencjami.
Przyjrzyjmy się, jak zastosowania w branżach motocyklowej, lotniczej i medycznej wymagają odmiennych podejść do precyzyjnej produkcji.
Komponenty precyzyjne do przemysłu motocyklowego
Przemysł motocyklowy funkcjonuje przy bardzo niskich marżach i nie toleruje żadnych opóźnień w produkcji. Gdy pojedynczy problem u dostawcy może spowolnić całą linię montażową o ponad 50 000 USD na minutę, stała jakość staje się warunkiem bezwzględnie koniecznym. Dlatego certyfikacja IATF 16949 stała się podstawowym oczekiwaniem wobec dostawców dla przemysłu motocyklowego.
Zgodnie z przewodnikiem certyfikacji American Micro Industries norma IATF 16949 jest światowym standardem zarządzania jakością w przemyśle motocyklowym i samochodowym, łączącym zasady ISO 9001 z wymaganiami branżowymi dotyczącymi ciągłej poprawy, zapobiegania wadom oraz rygorystycznego nadzoru nad dostawcami. Producentowie muszą wykazać skuteczną śledzalność produktów oraz kontrolę procesów, aby spełnić wymagania kwalifikacyjne.
Typowymi elementami motocyklowymi i samochodowymi wymagającymi toczenia na zamówienie są:
- Zespoli ramy – Elementy konstrukcyjne wymagające precyzyjnej kontroli wymiarów w celu zapewnienia prawidłowego ustawienia pojazdu oraz jego bezpieczeństwa
- Elementy skrzyni biegów – Zębniki, wały i obudowy wymagające ścisłych допусków w celu gładkiego przekazywania mocy i trwałości
- Dostosowane przewody – Komponenty CNC wykonane z brązu odpornego na zużycie do systemów zawieszenia i układów kierowniczych
- Części układu hamulcowego – Komponenty krytyczne dla bezpieczeństwa, w których dokładność wymiarowa ma bezpośredni wpływ na skuteczność hamowania
- Uchwyty silnika – Precyzyjne połączenia zapewniające tłumienie drgań oraz prawidłowe ustalenie układu napędowego
Czym wyróżnia się produkcja motocyklowa i samochodowa? Oczekiwaniami dotyczącymi objętości połączonymi z wymogami jakościowymi. Może być potrzebnych rocznie 50 000 identycznych wkładek, z których każda musi spełniać te same specyfikacje. Operacje tłoczenia blachy oraz procesy tłoczenia metali często uzupełniają obróbkę skrawaniem przy produkcji wsporników, podczas gdy toczenie aluminium pozwala na tworzenie lekkich obudów dla systemów elektrycznych.
Wymagania lotnicze i medyczne
Gdy komponenty lecą na wysokości 35 000 stóp lub są wszczepiane w ludzkie ciało, ryzyko gwałtownie wzrasta. Zarówno obróbka CNC w przemyśle lotniczym, jak i obróbka medyczna mają jedną kluczową cechę: awaria nie jest dopuszczalna.
Produkcja Lotnicza i Kosmiczna
Certyfikat AS9100D stanowi standard jakościowy branży lotniczej, oparty na normie ISO 9001, ale rozszerzony o wymagania specyficzne dla przemysłu lotniczego. Zgodnie z analizą normy AS9100D przeprowadzoną przez firmę Snowline Engineering, certyfikat ten kładzie nacisk na zarządzanie ryzykiem, ścisłą dokumentację oraz kontrolę integralności produktu w całym złożonym łańcuchu dostaw.
Ramka AS9100D obejmuje dziesięć odrębnych sekcji, obejmujących wszystko – od wymagań dotyczących kierownictwa po protokoły ciągłego doskonalenia. Uzyskanie i utrzymanie tej certyfikacji świadczy o tym, że zakład dysponuje dyscypliną oraz kompetencjami niezbędnymi do spełniania rygorystycznych oczekiwań – nie tylko podczas audytów, ale także w trakcie każdej serii produkcyjnej.
Typowe elementy lotnicze obejmują:
- Elementy konstrukcyjne kadłuba – części z aluminium i tytanu wymagające pełnej śledzilności materiału
- Zestawy ogona lądowego – elementy ze stali wysokowytrzymałej z udokumentowanymi certyfikatami obróbki cieplnej
- Części do silników turbinowych – elementy ze stopów egzotycznych frezowane z ultra-dokładnymi tolerancjami
- Mechanizmy sterowania lotem – precyzyjne połączenia, w których dokładność wymiarowa wpływa na sposób obsługi statku powietrznego
Akredytacja NADCAP dodaje kolejny poziom weryfikacji dla procesów specjalnych. Zgodnie z opiniami ekspertów ds. certyfikacji, program ten skupia się na akredytacji krytycznych procesów, w tym obróbki cieplnej, przetwarzania chemicznego oraz badań nieniszczących — potwierdzając, że producenci są w stanie wykonywać operacje specjalne na najwyższym poziomie jakości i z pełną powtarzalnością.
Produkcja Urządzeń Medycznych
Mechaniczna obróbka elementów medycznych wiąże się z wymogami biokompatybilności, których nie ma w innych branżach. Gdy dany element będzie kontaktować się z tkanką ludzką lub pozostanie trwale wszczepiony w organizm, dobór materiału oraz jakość wykończenia powierzchni stają się kwestiami życia i śmierci.
Standard ISO 13485 określa ramy jakościowe dla produkcji urządzeń medycznych. Zgodnie z opinią specjalistów ds. certyfikacji branżowych, zakłady ubiegające się o tę certyfikację muszą wprowadzić szczegółowe praktyki dokumentacyjne, kompleksowe kontrole jakości oraz skuteczne procedury obsługi skarg i wycofywania produktów z rynku. Każdy element urządzenia medycznego musi być bezpieczny, niezawodny oraz w pełni śledzalny.
Amerykańskie przepisy FDA zawarte w rozdziale 21 CFR część 820 dotyczące regulacji systemu jakości wprowadzają wymagania specyficzne dla Stanów Zjednoczonych. Zgodnie z badaniami nad rozwojem urządzeń medycznych , procesy kontroli projektowania wymagają identyfikacji potencjalnych wad projektowych, opracowania wielu koncepcji projektowych oraz weryfikacji i walidacji skuteczności projektu poprzez powtarzane przeglądy projektowe.
Typowe zastosowania frezowania w branży medycznej obejmują:
- Narzędzia chirurgiczne – narzędzia ze stali nierdzewnej i tytanu wymagające wyjątkowo wysokiej jakości wykończenia powierzchni oraz zachowania ostrości krawędzi
- Urządzenia implantowane – elementy obrabiane z materiałów biokompatybilnych, takich jak tytan, PEEK oraz stopy kobaltowo-chromowe
- Obudowy sprzętu diagnostycznego – precyzyjne obudowy dla wrażliwych systemów elektronicznych
- Implanty ortopedyczne – elementy dostosowane do konkretnego pacjenta, wymagające niestandardowych geometrii oraz udokumentowanych certyfikatów materiału
Elementy maszynowe wykonane z brązu znajdują również zastosowanie w sprzęcie medycznym, gdzie odporność na zużycie oraz właściwości przeciwdrożdżowe zapewniają korzyści funkcjonalne.
Dlaczego certyfikaty mają znaczenie poza formalnościami
Wyobraź sobie otrzymanie oferty cenowej od dwóch warsztatów — jeden jest certyfikowany, drugi nie — przy czym warsztat niemieszczący się w systemie certyfikacji oferuje ceny o 20% niższe. Kuszące? Zastanów się, co certyfikaty tak naprawdę oznaczają: systemowe podejście do zapobiegania wadom, a nie tylko ich wykrywania po zakończeniu produkcji.
Certyfikowane procesy oznaczają udokumentowane procedury, kalibrowane wyposażenie, przeszkolony personel oraz systemy działań korygujących skupiające się na identyfikacji przyczyn podstawowych. Gdy Twój element konstrukcyjny przeznaczony do zastosowań lotniczych wymaga pełnej śledzilności materiału — od certyfikatu hutniczego po końcową kontrolę — lub gdy Twój sprzęt medyczny wymaga kompletnego historii produkcji do złożenia dokumentacji w ramach wniosku do FDA, oszczędność 20% znika wobec kosztów części niespełniających wymogów zgodności.
Zrozumienie tych wymogów specyficznych dla danej branży pozwala ocenić, czy potencjalni dostawcy rzeczywiście są w stanie spełnić Twoje potrzeby — a nie tylko obiecać to — ale jak wygląda rzeczywisty przepływ procesu produkcyjnego, począwszy od Twojego pierwotnego projektu aż po gotowe komponenty?
Pełny przepływ procesu frezowania na zamówienie
Dowiedziałeś się już o materiałach, dopuszczalnych odchyłkach i wymaganiach branżowych. Ale co tak naprawdę dzieje się po przesłaniu plików projektu? Właśnie w tym miejscu wiele warsztatów zachowuje niejasność — a zrozumienie pełnego cyklu od pliku CAD do gotowego elementu pozwala ustalić realistyczne oczekiwania i uniknąć kosztownych niespodzianek.
Proces produkcyjny części frezowanych CNC przebiega w sposób uporządkowany, w kolejnych, wzajemnie zależnych etapach. Każdy krok opiera się na poprzednim, a pominięcie lub przyspieszenie dowolnej fazy niesie za sobą ryzyko problemów jakościowych w dalszej części cyklu. Przeanalizujmy dokładnie, co dzieje się w tle.
Od pliku CAD do gotowego komponentu
Według eksperci ds. procesów obróbkowych , stworzenie bezbłędnego elementu z dokładnymi pomiarami wymaga przemyślanego planowania, wykwalifikowanego inżynierii oraz oddanej rzemiosła. Oto pełny przepływ pracy, który realizowany jest w ramach Twojego projektu:
- Przesłanie projektu i wstępna weryfikacja – Twoja podróż zaczyna się od przesłania plików CAD (zwykle w formatach STEP, IGES lub formatach natywnych) wraz z rysunkami technicznymi określającymi kluczowe wymiary, допuszczalne odchyłki oraz wymagania dotyczące chropowatości powierzchni. Inżynierowie sprawdzają Twoje pliki pod kątem kompletności, upewniając się, że wszystkie niezbędne specyfikacje zostały udokumentowane.
- Analiza przydatności do produkcji (DFM) – To właśnie w tym miejscu doświadczone zakłady dodają rzeczywistej wartości. Inżynierowie analizują Twój projekt pod kątem ograniczeń produkcyjnych, identyfikując cechy, które mogą być niemożliwe do obróbki, niepotrzebnie kosztowne lub narażone na problemy jakościowe. Otrzymasz informacje zwrotne dotyczące potencjalnych ulepszeń — np. sugestię zwiększenia promienia zaokrąglenia narożnika w celu skrócenia czasu obróbki lub zalecenie zmiany materiału, który łatwiej i szybciej poddaje się obróbce bez utraty właściwości użytkowych.
- Wycena i potwierdzenie zamówienia – Na podstawie przeglądu DFM otrzymujesz szczegółową ofertę cenową obejmującą koszty materiałów, głównych operacji obróbkowych, procesów wtórnych oraz wszelkich specjalnych wymagań. Po jej akceptacji Twoje zamówienie trafia do kolejki produkcyjnej.
- Zakup i przygotowanie materiałów – Surowiec pochodzi od dostawców posiadających odpowiednie certyfikaty dla Twojego zastosowania. Zgodnie z opiniami specjalistów ds. produkcji, duże arkusze, pręty lub wytłoczki są redukowane do rozmiarów umożliwiających obróbkę skrawaniem. Ten etap przygotowania zapewnia, że części rozpoczynają proces produkcyjny od odpowiednio wymiarowanych półwyrobów — co jest kluczowe, ponieważ nieodpowiednie przygotowanie materiału powoduje błędy na całym etapie produkcji.
- Programowanie CAM – Oprogramowanie CAM przekształca Twój model CAD w precyzyjne instrukcje maszynowe. Programiści określają dokładne trajektorie ruchu narzędzi tnących, optymalizując ścieżki narzędzia pod kątem wydajności, ale bez utraty dokładności. Można to porównać do choreografowania złożonego tańca, w którym każdy ruch musi zostać starannie zaplanowany.
- Główne operacje obróbki skrawaniem – To jest etap, na którym Twój komponent przyjmuje fizyczną formę. W zależności od geometrii elementu operacje mogą obejmować frezowanie CNC dla złożonych cech trójwymiarowych, toczenie dla elementów cylindrycznych lub wiercenie w celu wykonania precyzyjnych otworów. Nowoczesne maszyny wieloosiowe pozwalają na wykonanie złożonych części w jednej operacji montażowej, co minimalizuje konieczność przemieszczania detali i zapewnia lepsze utrzymanie ścisłych допусków.
- Operacje wtórne i dopracowanie – Po głównym obróbce mechanicznej części często wymagają dodatkowej obróbki. Usuwanie wykańczaków (deburring) polega na usunięciu ostrzy krawędzi powstających podczas cięcia. Obróbka powierzchni, np. anodowanie, pokrywanie metalami lub malowanie, zapewnia odporność na korozję oraz poprawę właściwości estetycznych. Obróbkę cieplną stosuje się w celu osiągnięcia określonej twardości materiału.
- Ostateczna inspekcja i dokumentacja – Przed wysyłką weryfikacja wymiarowa potwierdza, że wszystkie specyfikacje zostały spełnione. Suwmiarki, mikrometry lub maszyny pomiarowe współrzędnościowe (CMM) sprawdzają, czy części mieszczą się w zakresie dopuszczalnych odchyłek. Kontrola jakości gwarantuje, że każdy komponent spełnia obietnicę precyzji.
- Pakowanie i dostawa – Części zatwierdzone są starannie pakowane w celu zapobieżenia uszkodzeniom podczas transportu i wysyłane zgodnie z określonym przez Państwa harmonogramem.
Punkty kontrolne jakości w trakcie produkcji
Oto co odróżnia profesjonalne operacje od warsztatów, które jedynie produkują części: jakość to nie tylko końcowa kontrola — jest ona wbudowana w każdy etap procesu. Statystyczna kontrola procesu (SPC) odgrywa kluczową rolę w monitorowaniu spójności produkcji oraz wykrywaniu odchyleń jeszcze przed powstaniem wadliwych części.
Podczas obróbki mechanicznej operatorzy ciągle monitorują zużycie narzędzi, przepływ chłodziwa oraz dokładność wymiarową. Zgodnie z badaniami nad procesami produkcyjnymi automatyzacja jest ważna, jednak doświadczenie człowieka pozostaje niezbędne do radzenia sobie z nieprzewidzianymi wyzwaniami. Wykwalifikowany tokarz potrafi rozpoznać moment, w którym narzędzie zbliża się do granicy zużycia, jeszcze zanim wpłynie to na jakość wyrobu.
Wykresy kontrolne śledzą kluczowe wymiary w czasie rzeczywistym. Gdy pomiary zaczynają się przesuwać w kierunku granic kontrolnych — nawet jeśli nadal pozostają w obrębie specyfikacji — operatorzy podejmują działania korygujące. Takie podejście zapobiegawcze zapobiega powstawaniu wad zamiast jedynie wykrywania ich po zakończeniu produkcji.
W przypadku frezowania akrylu CNC oraz innych materiałów specjalnych obowiązują dodatkowe uwagi. Termoplasty wymagają starannej kontroli prędkości cięcia oraz zastosowania chłodziwa, aby zapobiec stopieniu się materiału lub uszkodzeniom powierzchni. Niezawodna usługa frezowania akrylu CNC stosuje konkretne protokoły dla tych materiałów wrażliwych na temperaturę.
Ścisła śledzilność materiałów obejmuje cały proces produkcyjny. Od certyfikatów hutniczych po raporty końcowej inspekcji dokumentacja tworzy nieprzerwaną ślad łączący gotowe elementy z ich surowymi materiałami źródłowymi — co jest niezbędne w zastosowaniach lotniczych, medycznych i motocyklowych, gdzie pełna śledzilność jest obowiązkowa.
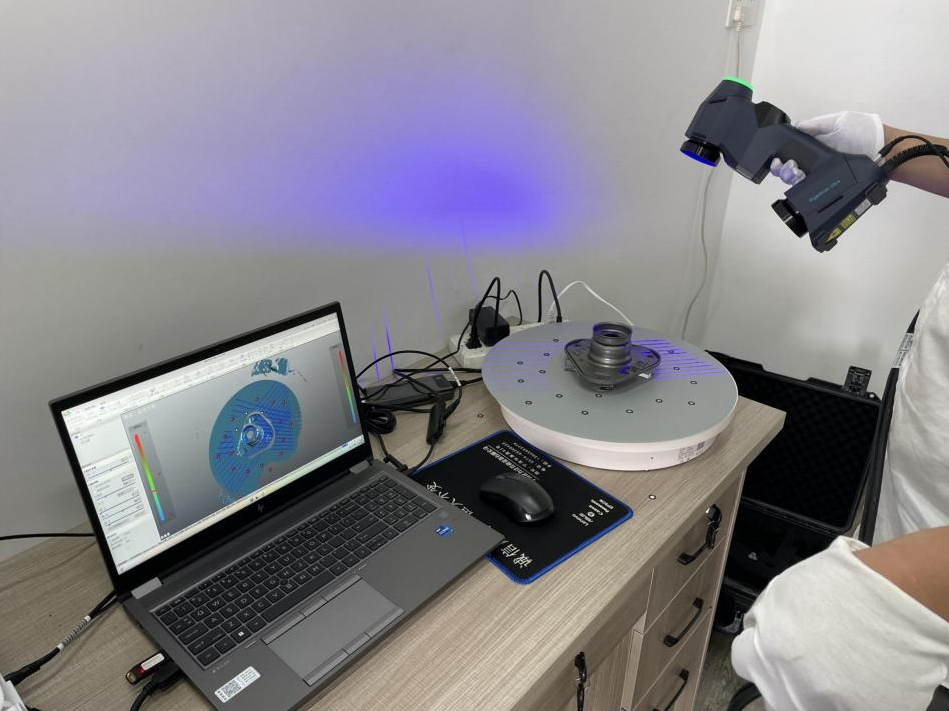
Szybkie prototypowanie i skalowanie produkcji
Jak nowoczesne zakłady dostarczają prototypów w czasie realizacji tak krótkim jak jeden dzień roboczy, zachowując przy tym wysokie standardy jakości? Odpowiedź tkwi w zoptymalizowanych przepływach pracy oraz dedykowanych możliwościach szybkiej reakcji.
Zgodnie z opiniami specjalistów ds. szybkiego prototypowania, tradycyjne metody tworzenia prototypów często wymagają tygodni lub nawet miesięcy czasu realizacji. Dzięki technikom szybkiego prototypowania części można wytworzyć w ciągu kilku godzin lub dni — istotne ulepszenie przyspieszające cykle rozwoju produktu.
W przypadku frezowania nylonu, delrinu oraz innych tworzyw inżynierskich szybka realizacja jest szczególnie osiągalna, ponieważ materiały te łatwo poddają się obróbce przy użyciu standardowych narzędzi. Prototypy metalowe mogą wymagać nieco dłuższego czasu realizacji w zależności od stopnia złożoności, jednak doświadczone zakłady są w stanie zapewnić nadal niezwykle szybkie wyniki, gdy tego wymaga harmonogram projektu.
Prawdziwa magia następuje przy przejściu od prototypu do produkcji masowej. Zakłady takie jak Shaoyi Metal Technology przedstawić, jak przejście to odbywa się płynnie. Posiadając certyfikat IATF 16949 oraz stosując ścisłe protokoły statystycznej kontroli procesów, zapewniają stałą jakość zarówno przy produkcji pięciu jednostek prototypowych, jak i pięciu tysięcy komponentów produkcyjnych. Ich zdolność do zapewnienia krótkich czasów realizacji — nawet jeden dzień roboczy w przypadku pilnych prototypów — nie wpływa negatywnie na precyzję wymaganą przy złożonych zespółach nadwozia lub niestandardowych wkładkach metalowych.
Co umożliwia tę skalowalność? Łączy się kilka czynników:
- Standaryzowane procesy działające identycznie przy dowolnym wolumenie
- Elastyczna pojemność wyposażenia umożliwiająca szybką reakcję na zmieniające się zapotrzebowania
- Dokumentowane procedury zapewniająca spójność niezależnie od tego, który operator lub która maszyna produkuje Państwa części
- Systemy o wysokiej jakości skalujące się proporcjonalnie do wolumenu produkcji
Zrozumienie tego pełnego przepływu procesu — od przesłania pierwotnego pliku aż po dostarczenie gotowego, zapakowanego produktu — umożliwia zadawanie właściwych pytań podczas oceny potencjalnych partnerów produkcyjnych. Co prowadzi nas do kluczowej decyzji: jak wybrać odpowiednią firmę zgodnie ze swoimi konkretnymi wymaganiami?
Jak wybrać odpowiedniego partnera w zakresie obróbki CNC na zamówienie
Przeszliście pełną ścieżkę — od zrozumienia procesów CNC i materiałów, przez poznanie wymagań dotyczących tolerancji, aż po opanowanie standardów branżowych. Teraz nadszedł moment decyzji, która wyznaczy, czy Wasz projekt zakończy się sukcesem, czy też stanie się drogim doświadczeniem naukowym: wybór odpowiedniego partnera produkcyjnego. Wyszukiwanie fraz takich jak „cnc machining near me” („usługi CNC w mojej okolicy”) lub „cnc shop near me” („stacja CNC w mojej okolicy”) zwraca dziesiątki wyników, ale jak rozróżnić naprawdę kompetentne zakłady od tych, które jedynie obiecują to, czego chcielibyście usłyszeć?
Zgodnie z przewodnikiem 3ERP dotyczącym doboru dostawców wybór usługi frezowania CNC wymaga więcej niż tylko porównania cen. Wymaga ona dogłębnej oceny doświadczenia, wyposażenia, dostępności materiałów, certyfikatów, czasów realizacji oraz skuteczności komunikacji. Przeanalizujmy szczegółowo, na co należy zwracać uwagę — oraz jakie sygnały powinny skłonić do natychmiastowego porzucenia współpracy.
Kluczowe umiejętności do oceny
Przy weryfikowaniu potencjalnych partnerów — niezależnie od tego, czy przeglądasz oferty usług CNC w swojej okolicy, czy oceniasz dostawców zagranicznych — skorzystaj z poniższej szczegółowej listy kontrolnej, aby ocenić ich rzeczywiste możliwości:
- Odpowiednie certyfikaty branżowe – ISO 9001 stanowi podstawę systemów zarządzania jakością. W zastosowaniach motocyklowych certyfikat IATF 16949 jest obowiązkowy – świadczy o systemowych podejściach do zapobiegania wadom oraz ciągłej poprawie. Projekty lotnicze wymagają certyfikatu AS9100D. Zgodnie ze specjalistami ds. certyfikacji, nie są to jedynie ozdobne odznaki – stanowią one gwarancję, że firma przeszła rygorystyczne audyty potwierdzające jej kompetencje.
- Możliwości i zakres wyposażenia – Usługa oferowana przez firmę posiadającą różnorodne, nowoczesne maszyny pozwala realizować szeroki zakres projektów. Dokładnie zapytaj o centra frezarskie CNC o 3, 4 i 5 osiach. Czy firma wykonuje zarówno operacje frezowania, jak i toczenia? Czy posiada możliwość obróbki elektroerozyjnej (EDM) materiałów hartowanych? Różnorodność i jakość maszyn mogą zdecydować o powodzeniu lub porażce Twojego projektu.
- Systemy kontroli jakości – Spójrz poza certyfikaty, aby zrozumieć ich rzeczywiste procesy inspekcyjne. Czy stosują Statystyczną Kontrolę Procesu (SPC) do monitorowania spójności produkcji? Jakie wyposażenie pomiarowe wykorzystują — suwmiarki, współrzędnościowe maszyny pomiarowe (CMM) czy porównacze optyczne? Skuteczna kontrola jakości oznacza regularne sprawdzanie w trakcie produkcji, a nie jedynie końcową inspekcję przed wysyłką.
- Dostawa materiałów i specjalistyczna wiedza – Nie wszystkie warsztaty frezarskie w pobliżu mogą posiadać dokładnie ten materiał, którego potrzebujesz. Zapytaj, czy są w stanie szybko zdobyć wymienione przez Ciebie stopy lub tworzywa inżynierskie. Opóźnienia w zakupie materiałów mogą znacznie wydłużyć czas realizacji zamówienia i podnieść koszty.
- Niezmienność czasu realizacji zamówienia – Znajomość typowych czasów realizacji jest kluczowa. Zgodnie z badaniami branżowymi, przedłużone terminy dostawy mogą sparaliżować projekty i powodować straty finansowe. Zapytaj o opcje przyspieszonej realizacji w przypadku pilnych zamówień oraz poproś o podanie referencji, które potwierdzą ich historię dotrzymania terminów dostaw.
- Szybkość reakcji w komunikacji – Skuteczny proces komunikacji oznacza, że dostawca może niezwłocznie odpowiadać na Twoje zapytania, informować Cię o postępach oraz szybko usuwać wszelkie problemy. Szukaj usług oferujących przejrzyste kanały komunikacji oraz regularne aktualizacje dotyczące postępów.
- Skalowalność – Czy są w stanie obsłużyć obecne potrzeby związane z prototypowaniem i później skalować się do objętości produkcji seryjnej? Partner, który potrafi dostosować się do rosnącego popytu, zapewnia, że Twój przyszły rozwój nie zostanie ograniczony przez ograniczenia pojemnościowe.
- Wiedza techniczna – Zgodnie z specjaliści ds. weryfikacji dostawców , umiejętności techniczne wykraczają poza samą obsługę maszyn. Oceń ich zdolność do zrozumienia złożonych projektów, korzystania z oprogramowania CAD/CAM oraz udzielania rzeczowych uwag dotyczących projektowania przygotowanego do produkcji (DFM).
Na przykład takie obiekty jak Shaoyi Metal Technology pokazują, jak wygląda w praktyce kompleksowa wiedza i umiejętności. Ich certyfikat IATF 16949, ścisła kontrola jakości oparta na statystycznej kontroli procesów (SPC) oraz zdolność do realizacji zamówień w terminie nawet jednego dnia roboczego czynią je silnym kandydatem do realizacji projektów obróbki części samochodowych — od złożonych zespołów nadwoziowych po precyzyjne metalowe tuleje. To połączenie certyfikacji, systemów zapewnienia jakości oraz elastyczności w dostawach stanowi standard, którego należy oczekiwać od poważnych partnerów produkcyjnych.
Sygnały ostrzegawcze podczas weryfikacji dostawców
Wiedza na temat tego, na co należy zwracać uwagę, to tylko połowa bitwy. Rozpoznawanie sygnałów ostrzegawczych w trakcie oceny może uchronić Cię przed kosztownymi błędami w przyszłości. Zwracaj uwagę na następujące sygnały ostrzegawcze podczas poszukiwania lokalnych warsztatów frezarskich lub tokarskich w pobliżu Ciebie:
- Niejasne lub brakujące certyfikaty – Jeśli warsztat twierdzi, że skupia się na jakości, ale nie może przedstawić aktualnych dokumentów certyfikacyjnych, należy postępować z najwyższą ostrożnością. Prawdziwe certyfikaty wymagają corocznych audytów i ciągłego przestrzegania wymogów — żądanie zapoznania się z nimi jest całkowicie uzasadnione.
- Niechęć do podawania referencji – Uznane warsztaty CNC w mojej okolicy powinny chętnie udostępnić referencje klientów lub przypadki zastosowań (case studies). Wahanie sugeruje albo ograniczone doświadczenie, albo niezadowolonych poprzednich klientów.
- Niepokojąco niskie oferty cenowe – Według ekspertów branżowych najtańsza oferta nie zawsze jest najlepsza — jakości nigdy nie należy poświęcać w imię obniżenia kosztów. Oferty znacznie niższe od konkurencji często oznaczają oszczędzanie na materiałach, kontroli jakości lub dokumentacji.
- Słabe komunikowanie się w trakcie przygotowywania ofert – Jeśli dostawca ma trudności z szybką odpowiedzią w trakcie procesu sprzedaży — kiedy jeszcze jest zmotywowany, by wywrzeć na Państwa wrażenie — wyobraźmy sobie, jak pogorszy się komunikacja po otrzymaniu zamówienia.
- Brak opinii dotyczącej projektowania przygotowanego do produkcji (DFM) – Sklep, który po prostu podaje wycenę projektu bez przedstawiania żadnych sugestii dotyczących jego wykonalności technicznej, albo nie posiada wystarczającej biegłości technicznej, albo nie przejmuje się powodzeniem Państwa projektu.
- Niechęć do omawiania procesów zapewnienia jakości – Profesjonalne zakłady są dumne ze swoich systemów zapewnienia jakości. Unikanie odpowiedzi na pytania dotyczące metod kontroli, harmonogramów kalibracji lub procedur działań korygujących wskazuje na niewystarczające zabezpieczenia.
- Niejasne struktury cenowe – Ukryte opłaty za przygotowanie maszyn, programowanie lub przyspieszenie realizacji powinny być jasno i przejrzyście ujawnione już na wstępie. Dostawcy, którzy ukrywają koszty w drobnej czcionce, powodują niespodzianki budżetowe, które szkodzą długotrwałym relacjom partnerskim.
- Brak dowodów na ciągłą poprawę – Według ekspertów z branży produkcyjnej, usługi stosujące praktyki ciągłej poprawy regularnie analizują i optymalizują swoje procesy. Zapytaj, jakie ulepszenia zostały wdrożone w ostatnim czasie — trwające inwestycje świadczą o partnerze zaangażowanym w długoterminową współpracę.
Podjęcie ostatecznej decyzji
Po ocenie wielu opcji — czy to usług obróbki CNC na zamówienie firmy Inc, czy mniejszych, specjalistycznych warsztatów — uogólnij swoje wnioski, stosując uporządkowane podejście:
| Kryteria oceny | Waga | Co zweryfikować |
|---|---|---|
| Odpowiednie certyfikaty | Wysoki | Zażądaj kopii obecnych certyfikatów; sprawdź daty ostatnich audytów |
| Możliwości technologiczne | Wysoki | Dopasuj ich wyposażenie maszynowe do wymagań dotyczących Twoich części |
| Systemy kontroli jakości | Wysoki | Zażądaj danych dotyczących zdolności procesowych dla podobnych części |
| Historia czasów realizacji zamówień | Średni-Wysoki | Zażądaj statystyk dotrzymania terminów dostawy; sprawdź referencje |
| Szybkość reakcji w komunikacji | Średni | Oceń czasy reakcji w trakcie procesu przygotowywania ofert |
| Przejrzystość cen | Średni | Porównaj szczegółowe oferty cenowe; zapytaj o ewentualne dodatkowe opłaty |
| Potencjał skalowalności | Średni | Omów przyszłe scenariusze wzrostu objętości zamówienia; dokonaj oceny elastyczności dostępnych mocy produkcyjnych |
Pamiętaj, że dobre partnerstwo wykracza poza spełnianie obecnych potrzeb. Zgodnie z ekspertami ds. wyboru dostawców partner, którego wybierzesz, powinien również wykazać zdolność spełniania przyszłych wymagań Twojej firmy, skalowania się wraz z jej rozwojem oraz ciągłego doskonalenia świadczonych usług. Prawidłowy partner z zakresu obróbki niestandardowej staje się strategicznym aktywem — nie tylko dostawcą realizującym zamówienia zakupowe.
Zacznij od małego zamówienia testowego, o ile to możliwe. Pozwala to zweryfikować ich kompetencje, komunikację oraz terminowość dostaw zanim zatwierdzisz większe objętości zamówień. Nawet najbardziej imponująca wizyta w zakładzie produkcyjnym lub prezentacja możliwości nie może zastąpić rzeczywistego doświadczenia produkcyjnego z Twoimi konkretnymi wymaganiami.
Inwestycja w dogłębną weryfikację dostawców przynosi korzyści na całym etapie cyklu życia produktu. Prawidłowy partner zapewnia stałą jakość, dotrzymanie terminów w sposób niezawodny oraz proaktywne komunikowanie się w przypadku pojawienia się wyzwań. To właśnie ta różnica oddziela dostawcę działającego wyłącznie transakcyjnie od partnera produkcyjnego, który rzeczywiście przyczynia się do Państwa sukcesu.
Najczęściej zadawane pytania dotyczące frezowania niestandardowego
1. Jaka jest stawka godzinowa za obróbkę na frezarce CNC?
Godzinowe stawki za obróbkę CNC zwykle zawierają się w przedziale od 25 do 120 USD, w zależności od typu maszyny i złożoności operacji. Maszyny 3-osiowe kosztują zazwyczaj od 25 do 50 USD za godzinę, podczas gdy maszyny 5-osiowe oraz specjalistyczne urządzenia, takie jak EDM, mają wyższe stawki – od 75 do 120 USD za godzinę. Czynniki wpływające na stawki obejmują twardość materiału, wymagania dotyczące dokładności wykonania oraz lokalizację geograficzną. W przypadku certyfikowanych zakładów oferujących zgodność z normami IATF 16949 lub AS9100D stawki mogą być wyższe, ale obejmują one skuteczną kontrolę jakości oraz kompleksową dokumentację.
2. Jaka jest różnica między obróbką CNC a tradycyjną obróbką?
Tradycyjne obróbka skrawaniem wymaga ręcznego sterowania narzędziem przez technika, podczas gdy obróbka CNC opiera się na automatyzacji komputerowej do prowadzenia procesu. CNC zapewnia wyższą powtarzalność z tolerancjami aż do ±0,0001 cala, szybsze prędkości produkcji oraz możliwość tworzenia złożonych geometrii 3D, których nie da się osiągnąć metodami ręcznymi. Obróbka CNC umożliwia również pracę bez nadzoru operatora oraz monitorowanie za pomocą Statystycznej Kontroli Procesu (SPC), co czyni ją idealną dla precyzyjnych elementów stosowanych w przemyśle motocyklowym, lotniczym i medycznym.
3. Kiedy należy wybrać obróbkę niestandardową zamiast druku 3D lub wtryskiwania?
Wybierz obróbkę CNC, gdy potrzebujesz pełnej wytrzymałości materiału bez słabych miejsc związanych z warstwowym łączeniem (charakterystycznych dla drukowania 3D), ścisłych tolerancji przekraczających możliwości drukarek 3D lub specjalnych materiałów, takich jak stali hartowane i egzotyczne stopy.
4. Jakie certyfikaty powinien posiadać dostawca usług obróbki CNC?
Niezbędne certyfikaty zależą od branży, w której działa się przedsiębiorstwo. ISO 9001 stanowi podstawowy standard zarządzania jakością. W zastosowaniach motocyklowych wymagany jest certyfikat IATF 16949, który nakłada obowiązek zapobiegania wadom oraz nadzoru nad dostawcami. Projekty lotnicze wymagają certyfikatu AS9100D z protokołami zarządzania ryzykiem. Produkcja urządzeń medycznych wymaga zgodności z normą ISO 13485 oraz przepisami FDA 21 CFR Part 820. Zakłady takie jak Shaoyi Metal Technology, posiadające certyfikat IATF 16949 oraz kontrolę jakości opartą na statystycznej kontroli procesów (SPC), wykazują systemowe podejście niezbędne w przypadku wymagających zastosowań.
5. Jak można obniżyć koszty obróbki niestandardowej bez utraty jakości?
Zoptymalizuj koszty poprzez projektowanie z myślą o wykonalności produkcyjnej, określając promienie zaokrągleń narożników co najmniej na poziomie jednej trzeciej głębokości wnęki, aby przyspieszyć frezowanie. Stosuj ścisłe допусki tylko tam, gdzie tego wymaga funkcja — standardowe dopuszczenia ±0,005 cala nie powodują dodatkowych kosztów, podczas gdy dopuszczenia ±0,0005 cala wiążą się z premią w wysokości 40–75%. Rozważ użycie stopów łatwych w obróbce skrawaniem, takich jak stal nierdzewna 303 lub aluminium 6061. Zintegruj wymagania dotyczące chropowatości powierzchni, aby zminimalizować konieczność maskowania. Zażądaj cennika z różnicowanymi cenami dla różnych wielkości zamówień, aby zrozumieć krzywe kosztów i określić optymalne wielkości partii.