 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Partnerstwa w zakresie obróbki metali OEM: 8 kosztownych błędów pochłaniających Twoje budżety

Zrozumienie produkcji metali OEM i jej znaczenie
Gdy potrzebujesz niestandardowych komponentów metalowych do swoich produktów, ale nie posiadasz infrastruktury produkcyjnej, aby je samodzielnie wytworzyć, jaka jest najlepsza opcja? Właśnie wtedy Produkcja metalowa OEM wkracza do gry, oferując strategiczne rozwiązanie, na które codziennie polegają tysiące firm.
W swej istocie produkcja metalu OEM oznacza współpracę z zewnętrznym producentem, który tworzy komponenty metalowe zgodnie z Twoimi projektami i specyfikacjami. Producent przejmuje całą produkcję, podczas gdy Ty zachowujesz własność praw do projektu i wprowadzasz gotowe komponenty na rynek pod swoją marką. Wyobraź sobie załogę produkcyjną klasy światowej bez kosztów ponoszonych przy budowie i zarządzaniu własną fabryką.
Co odróżnia produkcję metalu OEM od standardowej produkcji
Tutaj właśnie wielu kupujących się gubi. Standardowa produkcja metalowych elementów zwykle obejmuje wytwarzanie ogólnych lub katalogowych części, które każdy klient może zakupić. W przeciwieństwie do tego, producenci OEM pracują wyłącznie na podstawie Twoich własnych projektów, tworząc komponenty, które nie pojawią się w ofercie nikogo innego.
Różnica w porównaniu z produkcją wewnętrzną jest równie znacząca. Budowa własnych zakładów produkcyjnych wymaga znacznych inwestycji kapitałowych w maszyny, infrastrukturę oraz wykwalifikowaną siłę roboczą. Zgodnie z analizą branży produkcji , rosnące przyjmowanie modelu OEM wynika przede wszystkim z jego charakteru oszczędnego pod względem kapitałowym, pozwalającego firmom szybko skalować działalność bez dużych początkowych nakładów.
Trzy główne różnice definiują model produkcji OEM:
- Własność projektu: Zachowujesz pełną kontrolę nad własnością intelektualną produktu, podczas gdy producent OEM realizuje produkcję zgodnie z Twoimi specyfikacjami. Twoje projekty, Twoja własność intelektualna, ich wiedza technologiczna.
- Prawa do marki: W przeciwieństwie do zakupu gotowych komponentów, części produkowane przez OEM niosą Twoją tożsamość marki. Ostateczny klient widzi Twój produkt, a nie producenta.
- Skalowalność produkcji: Producenci OEM dysponują ugruntowanymi łańcuchami dostaw, wykwalifikowanym personelem oraz korzyściami z efektu skali. To umożliwia szybkie wdrożenie i czyni ich idealnym wyborem zarówno dla partii próbnych, jak i nagłych wzrostów popytu na rynku.
Model współpracy OEM – wyjaśnienie
Dlaczego firmy z sektorów motoryzacyjnego, lotniczego, elektronicznego i medycznego polegają na specjalistycznych producentach OEM zamiast tworzyć własne możliwości produkcyjne? Odpowiedź tkwi w skupieniu i efektywności.
Producenci OEM posiadają biegłość w pracy z różnorodnymi metalami, w tym ze stalem, aluminium, tytanem oraz różnymi stopami, odpowiadając na zróżnicowane wymagania branżowe. Ich ekspertyza wykracza poza sam proces produkcyjny, obejmując innowacje i rozwiązywanie problemów. Jak zauważono przez specjalistów branżowych , ci wytwórcy współpracują ściśle z klientami, aby doskonalić projekty, optymalizować procesy produkcyjne i pokonywać trudności techniczne.
Zleceniowe wykonywanie konstrukcji metalowych różni się fundamentalnie od współpracy z podstawowym warsztatem produkcyjnym. Podczas gdy warsztaty te realizują krótkie serie lub pojedyncze zamówienia na podstawie indywidualnej wyceny, producenci zlecań opierają swoją działalność na długoterminowych relacjach i pracach objętościowych. Oferują rozbudowane systemy zarządzania planowaniem, zapewnianiem jakości, obsługi materiałów oraz dokumentacją niezbędną w środowiskach produkcyjnych.
Podsumowując: wybór producentów OEM pozwala Twojej firmie skupić się na kluczowych kompetencjach, takich jak projektowanie produktów, marketing czy relacje z klientami, pozostawiając złożony proces produkcyjny doświadczonej firmie partnerskiej. Ten model współpracy stał się nieodzowny dla przedsiębiorstw dążących do wprowadzania produktów na rynek w sposób efektywny, bez utraty jakości czy kontroli.
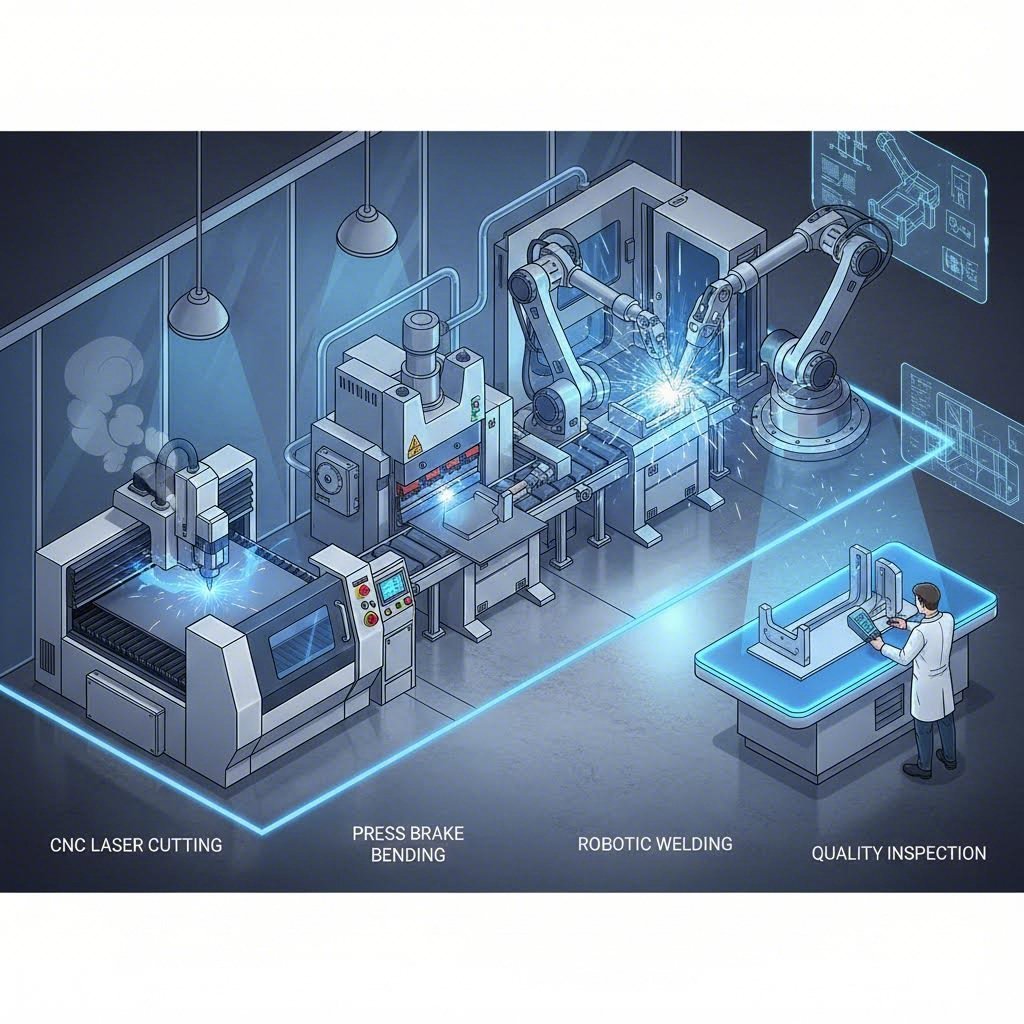
Kompletny przepływ pracy procesu OEM wytwarzania konstrukcji metalowych
Zdecydowano się na współpracę z producentem OEM. Co dalej? Zrozumienie pełnego cyklu pracy, od wstępnego koncepcji po dostarczone komponenty, pozwala planować realistyczne harmonogramy, przewidywać punkty decyzyjne oraz unikać kosztownych niespodzianek w trakcie realizacji.
Precyzyjna produkcja kontraktowa przebiega według ustalonej kolejności, która łączy szybkość z jakością. Każdy etap bazuje na poprzednim, tworząc punkty kontrolne, w których można zweryfikować postęp przed przydziałem dodatkowych zasobów. Przejdźmy krok po kroku przez ten proces.
Od koncepcji do komponentu w ośmiu etapach
The proces produkcyjny metalowych komponentów na zlecenie zazwyczaj obejmuje osiem powiązanych ze sobą etapów. Chociaż czas trwania poszczególnych faz zależy od złożoności projektu i wymaganej wielkości produkcji, kolejność pozostaje spójna w większości współpracy zewnętrznych producentów metalowych.
- Przegląd i konsultacja projektu: Podróż zaczyna się w momencie, gdy udostępnisz specyfikację produktu producentowi. W tym etapie inżynierowie analizują Twoje pliki CAD, rysunki oraz wymagania techniczne. Zgodnie z ekspertami od procesów produkcyjnych, obejmuje to określenie dokładnych wymiarów, typów materiałów, wymagań dotyczących wytrzymałości, tolerancji oraz rozważań kosztowych. Należy spodziewać się szczegółowych dyskusji na temat zastosowania, oczekiwań dotyczących wydajności oraz objętości produkcji.
- Wybór materiału: W oparciu o Twoje wymagania projektowe, producent zaleca odpowiednie metale i stopy. Różne materiały charakteryzują się unikalnymi właściwościami, takimi jak wytrzymałość, odporność na korozję czy właściwości termiczne. Doświadczony partner wykonujący kontraktową produkcję metalu pomoże Ci zrównoważyć wymagania dotyczące wydajności z ograniczeniami budżetowymi, często proponując alternatywy, o których być może nie myślałeś.
- Prototypowanie: Przed przystąpieniem do pełnej produkcji tworzone są modele fizyczne w celu testowania i oceny. Najczęściej stosowaną metodą prototypowania jest obróbka CNC, która oferuje wysoką dokładność, uniwersalność i krótki czas realizacji. W przypadku obudów, paneli oraz komponentów wymagających gięcia i formowania, bardziej odpowiednie może okazać się prototypowanie z blachy. Ten etap pozwala na wczesne wykrycie błędów projektowych, kiedy to wprowadzenie zmian wiąże się z najniższymi kosztami.
- Rozwój narzędzi: Po zatwierdzeniu prototypów producent tworzy specjalistyczne oprzyrządowanie, uchwyty i matryce potrzebne do produkcji. Ten wkład umożliwia spójną i powtarzalną produkcję w dużych ilościach. Złożoność komponentów bezpośrednio wpływa na wymagania dotyczące oprzyrządowania oraz związane z nim koszty.
- Zakłady produkcyjne: Rozpoczyna się faktyczna produkcja. Operacje cięcia i kształtowania mogą obejmować cięcie laserowe, cięcie strumieniem wody, cięcie plazmowe, tnienie nożycowe lub piłowanie. Komponenty wymagające ścisłych tolerancji są obrabiane numerycznie (CNC), aby osiągnąć gładkie powierzchnie. Spawanie i operacje łączenia montują wiele elementów w gotowe komponenty.
- Kontrola jakości: W trakcie produkcji partner sprawdza, czy komponenty spełniają wymagane specyfikacje i standardy jakości. Techniki inspekcji obejmują od kontroli wizualnej po zaawansowane metody badań nieniszczących, w zależności od wymagań branżowych i krytyczności komponentu.
- Wykończenie powierzchni: Po procesie łączenia metalowe komponenty często mają szorstkie krawędzie, ślady spoin lub utlenienia, które należy usunąć. Procesy wykańczania poprawiają wygląd, funkcjonalność i trwałość poprzez szlifowanie, polerowanie, piaskowanie lub natrysk proszkowy.
- Logistyka i dostawa: Ostatni etap obejmuje pakowanie, magazynowanie i wysyłkę, aby zapewnić terminową dostawę. Niezawodny partner produkcyjny koordynuje te działania logistyczne, by dopasować je do harmonogramu produkcji i potrzeb magazynowych.
Kluczowe punkty kontrolne w procesie produkcyjnym
Brzmi skomplikowanie? Nie musi to być przytłaczające, gdy wie się, na czym należy skupić uwagę. Kilka kluczowych punktów kontrolnych decyduje o sukcesie projektu, a pominięcie któregokolwiek z nich może prowadzić do kosztownych błędów, o których mówi ten artykuł.
Projektowanie pod kątem łatwości produkcji (DFM) stanowi najprawdopodobniej najważniejszy punkt kontrolny w całym procesie. Zasady DFM powinny zostać wdrożone już na wczesnym etapie przeglądu projektu, a nie po stworzeniu prototypu i wykryciu problemów. Takie proaktywne podejście analizuje projekt w celu wykrycia cech, które mogą powodować trudności w produkcji, zwiększać koszty lub obniżać niezawodność komponentów.
Wyobraź sobie projektowanie uchwytu z wewnętrznym promieniem za małym dla standardowego oprzyrządowania. Bez analizy DFM mogłabyś nie zauważyć tego problemu aż do produkcji, co wymagałoby kosztownego niestandardowego oprzyrządowania lub całkowitego przeprojektowania. Dzięki wczesnej integracji DFM, wytwórca zwraca uwagę na ten problem podczas przeglądu projektu, proponując nieco większy promień, który spełnia tę samą funkcję przy znacznie niższym koszcie.
Skuteczna optymalizacja DFM obejmuje kilka kluczowych obszarów:
- Dostępność elementów Zapewnienie, że narzędzia obróbki i sprzęty spawalnicze mogą dotrzeć do wszystkich wymaganych powierzchni
- Wzrost tolerancji: Analiza sposobu, w jaki poszczególne tolerancje sumują się w montowanych komponentach
- Wykorzystanie materiału: Optymalizacja projektów w celu minimalizacji odpadów i obniżenia kosztów materiałów
- Konsolidacja procesów Łączenie wielu operacji tam, gdzie to możliwe, aby zmniejszyć czas obsługi i przygotowania
Współpraca w zakresie kontraktowego wyrobu metalowego działa najlepiej, gdy traktujesz producenta jako partnera współpracującego, a nie tylko dostawcę realizującego zamówienia. Ich doświadczenie produkcyjne połączone z Twoją wiedzą o produkcie pozwala tworzyć komponenty, które lepiej działają i są tańsze niż te, które każda ze stron mogłaby stworzyć samodzielnie.
Po ustaleniu procesu pracy kolejnym kluczowym krokiem jest wybór odpowiednich materiałów dla konkretnych wymagań aplikacji.
Strategie doboru materiałów dla metalowych komponentów OEM
Wybór niewłaściwego materiału na potrzeby projektu Produkcji części OEM to jeden z najszybszych sposobów przekroczenia budżetu. Niemniej zaskakujące jest to, że wielu kupujących podejmuje tę decyzję pochopnie, koncentrując się wyłącznie na kosztach początkowych i ignorując wpływ wyboru materiału na wszystkie kolejne procesy.
Oto rzeczywistość: wybrany metal wpływa nie tylko na wydajność elementu, ale także na złożoność spawania, możliwości wykończenia, zużycie narzędzi oraz nawet koszty przesyłki. Przemyślana strategia doboru materiału opiera się na sześciu kluczowych czynnikach, którym producenci przywiązują różną wagę w zależności od swoich priorytetów.
Według specjalistów z zakresu metalurgii z firmy Ulbrich, głównymi czynnikami przy doborze stopu są właściwości fizyczne, właściwości mechaniczne, koszt, trwałość eksploatacyjna, wymagania dotyczące obróbki i właściwości powierzchniowe. Kolejność tych czynników różni się w zależności od projektu, jednak wszystkie powinny zostać uwzględnione przy podejmowaniu decyzji.
Dopasowanie materiałów do wymagań zastosowania
Zanim przejdziesz do konkretnych metali, zadaj sobie kilka kluczowych pytań. Czy Twój element będzie narażony na wilgoć, chemikalia lub skrajne temperatury? Czy waga ma znaczenie w danej aplikacji? Jakie tolerancje i wykończenia powierzchni są wymagane? Odpowiedzi kierują Cię ku odpowiedniej rodzinie materiałów.
Właściwości fizyczne często decydują o wstępnym wyborze. Jeśli liczy się odporność na korozję, najprawdopodobniej rozważasz stal nierdzewną lub pewne stopy aluminium. Zastosowania związane z ekstremalnie wysokimi lub niskimi temperaturami mogą sugerować stosowanie stopów niklu. Produkty kierowane do konsumentów, w których ważny jest wygląd, mogą preferować materiały oferujące lepsze możliwości wykończenia powierzchni.
Właściwości mechaniczne dalszym stopniu zawężają wybór. Wymagania dotyczące wytrzymałości, zarówno na rozciąganie, jak i granicę plastyczności, potrzeby plastyczności w operacjach kształtowania oraz specyfikacje twardości wpływają wszystkie na to, który konkretny gatunek w obrębie rodziny materiału jest odpowiedni. Pamiętaj, że te właściwości można często dostosować poprzez obróbkę, ponieważ procesy takie jak walcowanie i wyżarzanie precyzyjnie dopasowują cechy do Twoich potrzeb.
Przewodnik wyboru stali, aluminium i metali specjalnych
Przeanalizujmy najbardziej powszechne kategorie materiałów, z którymi możesz się spotkać przy produkcji metalowych elementów, oraz omówmy, kiedy każda z nich jest odpowiednia.
Stal węglowa pozostaje podstawowym materiałem w przemyśle obróbki metali. Oferuje doskonałą wytrzymałość przy stosunkowo niskim koszcie, co czyni go idealnym do zastosowań konstrukcyjnych, gdzie korozja nie stanowi głównego problemu. Stal niskowęglowa, taka jak 1018, dobrze nadaje się do obróbki skrawaniem i łatwo przechodzi proces spawania. Jednakże wymaga powłok ochronnych lub wykończenia w środowiskach narażonych na wilgoć.
Stal nierdzewna wkracza wtedy, gdy odporność na korozję staje się krytyczna. Gaty gatunków serii 300, szczególnie 304 i 316, dominują w zastosowaniach OEM. W środowiskach o temperaturach przekraczających 2000°F, Ryerson zaleca stal nierdzewną 310 ze względu na jej odporność na utlenianie oraz wytrzymałość w wysokiej temperaturze. Gdy wymagane jest spawanie, 316L oferuje odporność na korozję międzyziarnową po procesie spawania.
OEM Aluminium charakteryzuje się najlepszym stosunkiem wytrzymałości do masy w kategorii powszechnie stosowanych metali. Wśród stopów aluminium, 6061 wyróżnia się w zastosowaniach konstrukcyjnych wymagających doskonałej wytrzymałości, odporności na korozję oraz łatwości obróbki. Natomiast aluminium 6063 oferuje lepszą jakość powierzchni, co czyni je preferowanym wyborem w zastosowaniach architektonicznych i dla komponentów, gdzie liczy się estetyka. Jak zauważają eksperci z Ryerson: jeśli potrzebujesz wytrzymałości, wybierz 6061; jeśli liczy się estetyka i formowalność – decyduj się na 6063.
Metale specjalne pojawiają się w przypadku wymagających zastosowań. Tytan oferuje wyjątkowy stosunek wytrzymałości do masy oraz odporność na korozję w przemyśle lotniczym i urządzeniach medycznych. Inconel i inne nadstopy niklu wytrzymują ekstremalne temperatury i agresywne środowiska, które zniszczyłyby tradycyjne stali.
| Materiał | Wytrzymałość na rozciąganie | Waga względna | Odporność na korozję | Koszt względny | Typowe zastosowania |
|---|---|---|---|---|---|
| Stal węglowa (1018) | Wysoki | Ciężkie | Niski | $ | Ramy konstrukcyjne, wsporniki, podstawy maszyn |
| Nierdzewna stal (304) | Wysoki | Ciężkie | Doskonały | $$ | Przetwórstwo żywności, sprzęt chemiczny, medycyna |
| Stal nierdzewna (316) | Wysoki | Ciężkie | Znakomity | $$$ | Zastosowania morskie, farmaceutyczne, środowiska o wysokiej korozji |
| Aluminium (6061-T6) | Średni | Światło | Dobre | $$ | Konstrukcje motoryzacyjne, lotnicze i maszynowe |
| Aluminium (5052-H32) | Średnie-Niskie | Światło | Doskonały | $$ | Obudowy blacharskie, elementy morskie |
| Tytan (Ti 6Al-4V) | Bardzo wysoki | Światło | Doskonały | $$$$ | Lotnictwo, implanty medyczne, wyścigi |
Jak wybór materiału wpływa na procesy wtórne
Decyzja dotycząca materiału nie istnieje w izolacji. Przenika przez wszystkie kolejne operacje produkcyjne, wpływając na jakość i koszt w sposób, który zaskakuje wielu nabywców.
Zgodność spawania: Nie wszystkie metale spawane są w taki sam sposób. Bezpośrednie spawanie aluminium ze stalą jest niemożliwe ze względu na różne właściwości metalurgiczne. Branże takie jak stoczniowe czy lotnicze wykorzystują przejścia bimetalliczne do łączenia tych różnych metali. Nawet w obrębie tej samej rodziny materiałowej niektóre gatunki łatwiej poddają się spawaniu niż inne, co wpływa na czas pracy i wskaźnik wad.
Opcje wykończenia powierzchni: Różne materiały przyjmują różne wykończenia. Aluminium może mieć wykończenie typu mill finish, powierzchnię matową (brushed finish) lub anodowane, które poprawia zarówno wygląd, jak i odporność na korozję. Stal często wymaga malowania lub powlekania proszkowego w celu ochrony. Zrozumienie wymagań dotyczących wykończenia na wstępie pomaga zawęzić wybór materiału.
Obróbka skrawaniem i zużycie narzędzi: Twardsze materiały szybciej zużywają narzędzia, co z czasem zwiększa koszty produkcji. Niektóre stopy łatwiej poddają się obróbce, wpływając na czas cyklu i jakość powierzchni. Określając tolerancje, pamiętaj, że mniejsze tolerancje dla trudnych do obróbki materiałów znacząco zwiększają koszty.
Podsumowując: wybór materiału to nie tylko kwestia samego metalu. Chodzi o zrozumienie, w jaki sposób ten wybór wpływa na każdy etap procesu wytwarzania części OEM. Współpracuj z wykonawcą, który potrafi ocenić te dalsze skutki już na etapie projektowania, zanim decyzje dotyczące materiału utrwalą niepotrzebne koszty.
Po wybraniu materiałów kolejnym równie krytycznym aspektem jest zapewnienie, że partner produkcyjny posiada certyfikaty jakości i standardy inspekcji wymagane przez Twoją branżę.

Wyjaśnienie certyfikatów jakości i standardów inspekcji
Wybrałeś idealny materiał i sfinalizowałeś projekt. Ale skąd wiedzieć, czy wyprodukowane komponenty OEM rzeczywiście spełnią wymagane standardy jakości? Właśnie na tym etapie certyfikaty i protokoły kontroli pozwalają odróżnić wiarygodnych partnerów od ryzykownych.
Oto aspekt, który wielu nabywców pomija: certyfikat to nie tylko tablica na ścianie. Reprezentuje on zweryfikowany system zarządzania jakością, obejmujący udokumentowane procedury, przeszkolony personel oraz audyty prowadzone przez podmioty trzecie, potwierdzające, że producent konsekwentnie dostarcza to, co obiecuje. Zrozumienie rzeczywistego znaczenia każdego certyfikatu pozwala dokładniej ocenić potencjalnych partnerów.
Rozszyfrowywanie branżowych certyfikatów dla obróbki metalu
Wejdź do dowolnego zakładu zajmującego się obróbką metali, a prawdopodobnie zauważysz wyraźnie umieszczone logotypy różnych certyfikatów. Ale co dokładnie gwarantują te akronimy? Przeanalizujmy najpopularniejsze z nich, które możesz spotkać podczas oceny dostawców metalowych wyrobów kontraktowych.
ISO 9001:2015 stanowi podstawę dla większości systemów zarządzania jakością. Zgodnie z eksperci ds. certyfikacji branżowych tym międzynarodowym standardem, uznawanym na całym świecie, organizacje muszą określić i stosować system zarządzania jakością odpowiedni i skuteczny, a także wyznaczać obszary wymagające poprawy. Można to traktować jako podstawowy certyfikat potwierdzający, że producent posiada systematyczne środki kontroli jakości.
Certyfikat AWS (American Welding Society) koncentruje się specjalnie na jakości spawania. To certyfikowane potwierdzenie zdolności wytwórcy do wykonywania wysokiej jakości spoin stalowych zgodnie ze standardami branżowymi. Proces certyfikacji obejmuje zdanie zarówno pisemnych egzaminów, jak i praktycznych testów spawalniczych przeprowadzanych przez instruktorów posiadających certyfikat AWS. Wiele firm współpracuje wyłącznie z wytwórcami posiadającymi certyfikat AWS, co czyni ten dokument niezbędnym w umowach dotyczących obróbki metali obejmujących spawane zespoły.
Certyfikat AISC (American Institute of Steel Construction) zapewnia niezależną weryfikację, że wytwórca stali dysponuje odpowiednim personelem, organizacją, doświadczeniem, możliwościami oraz zaangażowaniem niezbędnym do spełnienia rygorystycznych standardów jakościowych dotyczących produktów z blachy strukturalnej. Jak podkreślają eksperci od certyfikacji, certyfikat AISC jest uznawany na całym terytorium Stanów Zjednoczonych jako znak kompetentnego i godnego zaufania producenta stali.
AS9100D stosuje wymagania dotyczące jakości na poziomie rygorystycznym jak w przemyśle lotniczym. Certyfikat ten opiera się na ISO 9001, ale dodaje specyficzne wymagania dla przemysłu lotniczego, w tym zwiększoną śledzalność, zarządzanie konfiguracją oraz myślenie oparte na ryzyku. Jeśli Twoje komponenty trafiają do zastosowań lotniczych lub kosmicznych, ten certyfikat nie jest opcjonalny.
IATF 16949 reprezentuje standard jakościowy przemysłu motoryzacyjnego. Poza podstawowym zarządzaniem jakością, kładzie nacisk na zapobieganie wadom, redukcję zmienności oraz eliminację marnotrawstwa w łańcuchu dostaw. Producenci oryginalnego wyposażenia (OEM) zazwyczaj wymagają tego certyfikatu od swoich dostawców drugiego rzędu.
ISO 13485:2016 reguluje produkcję wyrobów medycznych. Zgodnie z ekspertami regulacyjnymi z NSF , ten standard podkreśla zgodność z przepisami oraz zarządzanie ryzykiem, aby zagwarantować bezpieczeństwo i skuteczność wyrobów medycznych. Stanowi on podstawę zgodności z przepisami dotyczącymi wyrobów medycznych w UE, Kanadzie, Japonii, Australii, a coraz częściej również w Stanach Zjednoczonych.
Wymagania certyfikacyjne według sektora przemysłowego
Które certyfikaty są istotne dla Twojego konkretnego zastosowania? Wymagania branżowe różnią się znacząco, a wybór partnera bez odpowiednich uprawnień może całkowicie wykluczyć realizację projektów.
- Sektor motoryzacyjny: Certyfikat IATF 16949 jest zazwyczaj obowiązkowy dla dostawców bezpośrednich. Certyfikat ISO 9001 może wystarczyć dla dostawców niższego szczebla, jednak producenci OEM z branży motoryzacyjnej coraz częściej przenoszą wymagania dotyczące certyfikacji w dół łańcucha dostaw. Certyfikacja AWS staje się kluczowa dla podwozi i komponentów konstrukcyjnych obejmujących złożenia spawane.
- Sektor lotniczy: Certyfikat AS9100D to minimalne oczekiwanie. W zależności od konkretnego zastosowania mogą być wymagane dodatkowe certyfikaty, takie jak Nadcap (dla procesów specjalnych). Wymagania dotyczące śledzenia rozciągają się na certyfikaty surowców i śledzenie partii cieplnych.
- Sektor urządzeń medycznych: ISO 13485:2016 jest niezbędna dla producentów, dostawców oraz dostawców usług. Jak wskazuje NSF, ta norma ustala procesy zapewniające jakość i bezpieczeństwo od etapu projektowania przez produkcję, instalację oraz serwisowanie. FDA wyrównała swoje wymagania do ISO 13485, a pełne egzekwowanie nowych przepisów dotyczących systemu zarządzania jakością rozpocznie się w lutym 2026 roku.
- Sektor morski: Certyfikaty stowarzyszeń klasyfikacyjnych, takich jak ABS (American Bureau of Shipping) lub Lloyd's Register, potwierdzają, że wytworzone komponenty spełniają normy bezpieczeństwa morskiego. Certyfikaty te obejmują regularne audyty oraz wymagania dotyczące śledzenia materiałów, specyficzne dla zastosowań morskich.
- Ogólne przemysłowe: ISO 9001:2015 stanowi solidną podstawę. Certyfikat CRSI (Concrete Reinforcing Steel Institute) ma znaczenie dla zastosowań stali zbrojeniowej, gwarantując rygorystyczne standardy kontroli jakości, produkcji oraz inspekcji.
Punkty kontrolne jakości chroniące Twoje produkty
Certyfikaty tworzą ramy, ale to, co dzieje się na hali produkcyjnej, decyduje o tym, czy wytworzone komponenty OEM rzeczywiście spełniają specyfikacje. Skuteczna kontrola jakości obejmuje wiele metod inspekcji stosowanych w kluczowych punktach całego procesu produkcji.
Weryfikacja wymiarowa potwierdza, że gotowe elementy odpowiadają Twoim specyfikacjom projektowym. Obejmuje to pomiary ręczne za pomocą suwmiarek i mikrometrów, aż po zaawansowane maszyny pomiarowe współrzędnościowe (CMM) do złożonych geometrii. Krytyczne wymiary podlegają 100% kontroli, podczas gdy mniej istotne cechy mogą być sprawdzane według planów próbkowania statystycznego.
Testowanie materiałów weryfikuje, czy metal, który został określony, rzeczywiście odpowiada otrzymanemu. Obejmuje to analizę chemiczną w celu potwierdzenia składu stopu, badania mechaniczne wytrzymałości na rozciąganie i twardości oraz certyfikaty umożliwiające śledzenie materiału aż do huty. W przypadku zastosowań krytycznych niezależne testy przeprowadzane przez niezależną trzecią stronę zapewniają dodatkową pewność.
Sprawdzanie spoiny wykorzystuje wiele technik w zależności od krytyczności. Kontrola wizualna pozwala wykryć wady powierzchniowe, podczas gdy metody nieniszczącego badania, takie jak ultradźwiękowe, prześwietlenie rentgenowskie lub magnetyczne, ujawniają wewnętrzne wady niewidoczne gołym okiem. Inspektorzy certyfikowani przez AWS stosują ujednolicone kryteria oceny w tym procesie.
Analiza wykończenia powierzchniowego zapewnia spełnienie wymagań estetycznych i funkcjonalnych. Profilometry ilościowo mierzą chropowatość powierzchni, podczas gdy standardy wizualne weryfikują grubość powłoki, spójność koloru i wygląd. W przypadku części anodowanych lub powlekanych, badania przyczepności potwierdzają trwałość wykończenia.
Zrozumienie norm dotyczących tolerancji
Specyfikacje tolerancji wpływają bezpośrednio na działanie komponentów oraz koszt produkcji. Węższe tolerancje wymagają precyzyjniejszego sprzętu, wolniejszych prędkości obróbki i intensywniejszej kontroli, co wszystko zwiększa koszty. Zrozumienie standardowych tolerancji branżowych pomaga w prawidłowym określeniu wymagań bez nadmiernego inżynierowania.
Ogólne tolerancje obróbkowe zazwyczaj mieszczą się w granicach ±0,005 cala dla większości zastosowań komercyjnych. Zastosowania precyzyjne mogą wymagać tolerancji ±0,001 cala lub mniejszej. Wytwarzanie konstrukcji blacharskich zazwyczaj utrzymuje tolerancję ±0,015 cala dla wymiarów giętych, choć wartość ta zależy od grubości materiału i złożoności gięcia.
Kluczem jest dopasowanie tolerancji do wymagań funkcjonalnych. Zapytaj siebie: jaką tolerancję ten element rzeczywiście potrzebuje, aby spełniać swoją funkcję? Określanie niepotrzebnie ciasnych tolerancji dla elementów niemających znaczenia krytycznego marnuje pieniądze bez poprawy wydajności produktu.
Dostawcy skupieni na jakości pomagają zoptymalizować specyfikacje tolerancji podczas przeglądu projektu pod kątem łatwości produkcji (DFM). Identyfikują one, które wymiary rzeczywiście wymagają ścisłej kontroli, a które mogą przyjąć standardowe tolerancje produkcyjne, łącząc wymagania dotyczące wydajności z ekonomiką produkcji.
Po zrozumieniu ram jakościowych kolejnym krokiem jest rozważenie, jak te standardy różnie stosuje się w konkretnych sektorach branżowych, z których każdy ma unikalne wymagania produkcyjne i przepisy dotyczące zgodności.

Specyficzne dla branży wymagania producentów oryginalnego wyposażenia (OEM) w zakresie obróbki metali
Oto pytanie, które wprowadza w zakłopotanie wiele zespołów zakupowych: dlaczego ten sam typ uchwytu może mieć drastycznie różniące się ceny w zależności od tego, czy trafi do samochodu, samolotu, czy urządzenia szpitalnego? Odpowiedź tkwi w wymaganiach specyficznych dla danej branży, które zasadniczo zmieniają sposób, w jaki partnerzy zewnętri w zakresie obróbki metali podechodzą do każdego projektu.
Każdy sektor stawia unikalne wymagania. Różnice te wykraczają daleko poza same spełnianie węższych tolerancji czy uzyskiwanie dodatkowych certyfikatów. Mają wpływ na wybór materiałów, wymagania dotyczące dokumentacji, protokoły testów, a nawet sposób organizacji hali produkcyjnej przez dostawcę. Zrozumienie tych różnic pomaga w wyborze odpowiedniego producenta blacharskiego na umowę dla konkretnego zastosowania oraz uniknięciu kosztownych niezgodności.
Wymagania i obowiązki sektora motoryzacyjnego
Gdy produkujesz komponenty szkieletonowe, uchwyty zawieszenia lub zespoły konstrukcyjne do zastosowań motoryzacyjnych, wchodzisz do świata, w którym dominują wielkość serii, spójność i efektywność kosztów. Producenci OEM z branży motoryzacyjnej wymagają certyfikatu IATF 16949 jako podstawowego warunku wejścia, ale to dopiero początek.
Sektor motoryzacyjny działa przy bardzo niewielkich marżach i objętości produkcji, która przewyższa większość innych branż. Twój partner produkcyjny zajmujący się tłoczeniem blach musi wykazać się możliwością realizacji dużych partii, zachowując jednocześnie statystyczną kontrolę procesu w przypadku tysięcy identycznych elementów. Zgodnie z specjalistami od produkcji kontraktowej , doświadczenie specyficzne dla branży umożliwia szybsze uruchomienie projektu, skrócenie czasu rozwoju oraz zapewnienie zgodności z przepisami sektora – wszystkie te czynniki są kluczowe, gdy terminy wprowadzania nowych modeli w motoryzacji stale się skracają.
Typowe komponenty motoryzacyjne obejmują:
- Elementy podwozia i ramy: Uchwyty strukturalne, belki poprzeczne i płyty montażowe wymagające wysokiego stosunku wytrzymałości do masy
- Części zawieszenia: Ramiona sterujące, zawieszenia wahaczy i siedzenia sprężyn wymagające precyzyjnej kontroli wymiarów
- Elementy konstrukcyjne nadwozia: Wzmocnienia, filary i konstrukcje odporności na zderzenia, gdzie spójność materiału wpływa na oceny bezpieczeństwa
- Uchwyty układu napędowego: Zawieszenia silnika i podpory skrzyni biegów wymagające odporności na drgania i stabilności termicznej
Czasy realizacji w branży motoryzacyjnej często opierają się na modelu just-in-time, co oznacza, że dostawca musi dysponować solidnymi możliwościami logistycznymi oraz elastycznością umożliwiającą szybkie dostosowanie harmonogramów produkcji. Opóźnienie dostawy może doprowadzić do zatrzymania linii montażowej – sytuacji, która natychmiast niszczy relacje z dostawcą.
Lotnictwo i kosmonautyka: tam, gdzie precyzja idzie w parze z możliwością śledzenia
Wchodzisz w dziedzinę produkcji elementów lotniczych i kosmicznych, a reguły radykalnie się zmieniają. Tutaj każdy gram ma znaczenie, wymagania dotyczące dokumentacji rosną wykładniczo, a jakość nie jest tylko ważna – to kwestia życia i śmierci.
Konstrukcje nośne w przemyśle lotniczym i kosmicznym są narażone na skrajne warunki eksploatacyjne: wahania temperatur od -65°F na wysokościach do 300°F w pobliżu silników, ciągłe drgania oraz cykle obciążeń mierzone milionami. Dominujące materiały to stopy tytanu, aluminium o wysokiej wytrzymałości oraz stale specjalne, z których każda wymaga specyficznej wiedzy technologicznej, której brakuje często ogólnym dostawcom.
Certyfikat AS9100D staje się obowiązkowy, ale główne przedsiębiorstwa branży lotniczej przeprowadzają również własne audyty dostawców i mogą wymagać akredytacji Nadcap dla specjalnych procesów, takich jak spawanie, obróbka cieplna lub badania nieniszczące. Same wymagania dotyczące śledzenia towarów odróżniają branżę lotniczą od innych sektorów. Każdy element surowca musi być prześledzony aż do oryginalnego certyfikatu huty, a dokumentacja ta towarzyszy wyrobowi przez cały okres jego użytkowania.
Wolumeny produkcji są zazwyczaj mniejsze, ale wartość pojedynczego elementu jest znacznie wyższa. Dostawca przyzwyczajony do produkcji 50 000 uchwytów samochodowych miesięcznie może mieć trudności z realizacją zamówienia lotniczego na 200 złożonych zestawów, wymagających obszernych pakietów dokumentacyjnych dla każdej jednostki.
Wytwarzanie urządzeń medycznych: sterylność spotyka precyzję
Wytwarzanie urządzeń medycznych wiąże się z wymaganiami, które zaskakują poddawców bez doświadczenia w opiece zdrowotnej. Jak podkreślają specjaliści od produkcji medycznej, gdy nawet najmniejszy błąd może mieć poważne konsekwencje dla zdrowia i bezpieczeństwa pacjenta, precyzyjna produkcja staje się absolutnie konieczna.
Zgodność biologiczna jest głównym priorytetem dla komponentów stykających się z pacjentami. To wymaganie determinuje wybór materiałów, takich jak określone gatunki stali nierdzewnej, tytanu oraz innych stopów, których bezpieczeństwo w kontakcie z tkankami ludzkimi zostało udowodnione. Wykończenie powierzchni ma ogromne znaczenie, ponieważ chropowate powierzchnie mogą być siedliskiem bakterii lub powodować podrażnienia tkanek.
Główne wymagania produkcji wyrobów medycznych obejmują:
- Odporność na korozję: Urządzenia są często poddawane sterylizacji przy użyciu agresywnych chemikaliów i wysokich temperatur
- Standardy wykończenia powierzchni: Wartości Ra często określone poniżej 32 mikrocale (μin) dla powierzchni w kontakcie z płynami
- Pełna śledzalność materiałów: Pełna dokumentacja obejmująca materiał surowy aż po gotowe urządzenie
- Czyste środowiska produkcyjne: Niektóre komponenty wymagają produkcji w kontrolowanych środowiskach
Certyfikat ISO 13485:2016 reguluje systemy jakości w produkcji wyrobów medycznych. Zdaniem ekspertów od produkcji medycznej, przedsiębiorstwa muszą połączyć doświadczenie, wiedzę specjalistyczną oraz najnowszą technologię podczas wytwarzania precyzyjnych elementów z blachy, aby zagwarantować jakość, bezpieczeństwo i wydajność każdego wyprodukowanego komponentu.
Obudowy elektroniczne: osłony przed zakłóceniami elektromagnetycznymi i zarządzanie temperaturą
Produkcja urządzeń elektronicznych wiąże się z własnymi, wyspecjalizowanymi wymaganiami skupionymi na zgodności elektromagnetycznej i wydajności cieplnej. Precyzyjne obudowy muszą chronić wrażliwe komponenty i zarządzać odprowadzaniem ciepła – trudny do osiągnięcia balans, który wpływa na wybór materiału i złożoność projektu.
Dla zastosowań elektronicznych tolerancje są znacznie mniejsze. Przerwy między panelami muszą być spójne, aby zapewnić skuteczność ekranowania EMI, a rozwiązania montażowe wymagają precyzji, by zagwarantować prawidłowe dopasowanie komponentów. Aluminium dominuje w tym sektorze dzięki doskonałej przewodności cieplnej, lekkiej wadze oraz naturalnym właściwościom ekranowania EMI.
Wymagania dotyczące wykończenia powierzchni często obejmują powłoki lub obróbki przewodzące, które zapewniają ciągłość elektryczną na połączonych powierzchniach. W przeciwieństwie do wykończeń dekoracyjnych stosowanych w produktach konsumenckich, wykończenia w elektronice pełnią funkcje użytkowe, które wpływają na działanie produktu.
Jak branża determinuje specyfikacje produkcji
Wyobraź sobie wysłanie tego samego rysunku do czterech różnych zakładów produkcyjnych, z których każdy specjalizuje się w innej branży. Otrzymałbyś cztery zupełnie różne oferty, terminy realizacji i oceny możliwości technologicznych. Poniższa tabela pokazuje, dlaczego występują te różnice.
| Wymaganie | Motoryzacyjny | Aeronautyka i kosmonautyka | Medycyna | Elektronika |
|---|---|---|---|---|
| Typowe tolerancje | +/- 0,010" standard | +/- 0,005" lub mniejsze | +/- 0,005" typowe | +/- 0,005" dla krytycznych pasowań |
| Wymagane certyfikaty | IATF 16949, ISO 9001 | AS9100D, Nadcap | ISO 13485, rejestracja FDA | ISO 9001, zgodność z wymogami UL |
| Powszechne materiały | Stal wysokiej wytrzymałości, aluminium | Tytan, stopy aluminium, Inconel | stal nierdzewna 316L, tytan | Aluminium, miedź, stal ocynkowana |
| Wolumeny produkcji | Wysoka (10 000+ sztuk) | Niski do średniego (50–500 sztuk) | Niski do średniego (100–5 000 sztuk) | Średni do wysoki (1 000–50 000 sztuk) |
| Oczekiwany czas realizacji | produkcja w ciągu 4–8 tygodni | 12–20 tygodni z dokumentacją | 8–16 tygodni z walidacją | 6–10 tygodni typowo |
| Poziom dokumentacji | Wymagane pakiety PPAP | Szeroka możliwość śledzenia na poziomie elementu | Rekordy główne urządzeń, walidacja | Standardowe raporty inspekcyjne |
Producenci kontraktowi dostosowują swoje procesy, aby spełnić unikalne wymagania każdego sektora poprzez specjalistyczne szkolenia, inwestycje w sprzęt oraz modyfikacje systemów jakości. Dostawca z dużym doświadczeniem w branży motoryzacyjnej prawdopodobnie zainwestował w oprogramowanie do statystycznego sterowania procesem, systemy automatycznej kontroli oraz metody lean manufacturing, które zapewniają spójność wymaganą przy produkcji seryjnej.
Z kolei firma skoncentrowana na branży lotniczej podkreśla systemy dokumentacji, certyfikaty szczególnych procesów oraz możliwości inspekcyjne, które byłyby nadmiarowe przy pracach ogólnoprzemysłowych, lecz są niezbędne dla komponentów krytycznych dla lotów.
Wniosek? Dopasowanie projektu do producenta z odpowiednim doświadczeniem branżowym to nie tylko kwestia certyfikatów na papierze. Chodzi o współpracę z partnerem, którego cała działalność odpowiada specyficznym wymaganiom Twojej branży. Taka zgodność zmniejsza krzywą uczenia się, zapobiega niespodziankom w zakresie zgodności i ostatecznie pozwala dostarczyć komponenty spełniające Twoje wymagania, bez kosztownej poprawki lub opóźnień.
Zrozumienie tych branżowych wymagań pomaga zadawać lepsze pytania podczas oceny partnera. Jednak nawet przy odpowiednim dopasowaniu branżowym, pułapki współpracy mogą nadal zniweczyć Twoje projekty produkcyjne, jeśli nie będziesz gotów do ich proaktywnego rozwiązania.
Unikanie typowych pułapek współpracy OEM w zakresie produkcji
Zidentyfikowano odpowiedniego branżowego producenta z imponującymi certyfikatami. Początkowe rozmowy przebiegły sprawnie, a wycena wydawała się konkurencyjna. Dlaczego jednak projekt ostatecznie się nie powiódł? Odpowiedź często tkwi w dynamice współpracy, której same certyfikaty i kompetencje nie są w stanie przewidzieć.
Oto rzeczywista sytuacja: nawet dobrze dopasowane relacje z zewnętrznym producentem metalowym kończą się niepowodzeniem, gdy kupujący i dostawcy pomijają aspekty ludzkie i proceduralne decydujące o codziennym sukcesie. Zgodnie z opinią ekspertów od produkcji kontraktowej , sukces w takich partnerstwach wymaga stosowania najlepszych praktyk, takich jak jasna komunikacja, gruntowne badanie producentów oraz budowanie silnych relacji partnerskich. Przyjrzyjmy się pięciu najbardziej szkodliwym pułapkom i sposobom ich uniknięcia, zanim wyczerpią Twój budżet.
Pięć pułapek w partnerstwie, które psują projekty blacharskie
Pomyśl o tych wyzwaniach jako o ukrytych skałach pod spokojną wodą. Nie ujawniają się, dopóki Twój projekt nie wpadnie na mieliznę. Wczesne ich rozpoznanie daje Ci szansę na całkowite ominięcie tych problemów.
- Niejasne specyfikacje prowadzące do przeróbek: Nieprecyzyjne rysunki, niekompletne wymagania dotyczące tolerancji lub niejednoznaczne wymagania materiałowe powodują luki w interpretacji, które wykonawca wypełnia założeniami. Gdy te założenia nie odpowiadają Twoim oczekiwaniom, następują kosztowne przeróbki. Zapobieganie zaczyna się od starannego dokumentowania projektu i formalnego procesu przeglądu projektu. Jak zauważają eksperci branżowi, jasne określenie wymagań obejmuje sformułowanie specyfikacji produkowanego produktu, w tym materiałów, konstrukcji i standardów wydajności. Poproś swojego wykonawcę o udokumentowanie jego interpretacji kluczowych cech i uzyskanie od Ciebie pisemnej zgody przed rozpoczęciem produkcji.
- Przerwy w komunikacji podczas produkcji: Projekty rzadko przebiegają dokładnie zgodnie z planem. Opóźnienia w dostawach materiałów, problemy z wyposażeniem oraz potrzeba doprecyzowania projektu pojawiają się na każdym etapie produkcji. Gdy kanały komunikacji zawodzą, drobne problemy przeradzają się w poważne zagrożenia. Jak to naprawić? Należy wprowadzić skuteczny kanał komunikacji obejmujący regularne spotkania statusowe, wyznaczone punkty kontaktowe, jasne procedury eskalacji oraz określone ramy czasowe odpowiedzi. Nie zakładaj, że cotygodniowe aktualizacje e-mailowe są wystarczające, jeśli w kluczowych fazach konieczna jest codzienna koordynacja.
- Niespójności jakościowe między partiami: Pierwsza seria produkcyjna została wykonana zgodnie z wymaganiami. Trzecia partia wykazywała dryft wymiarowy. Piąta partia prezentowała różnice w jakości powierzchni. Niekonsekwencje między partiami podważają zaufanie i powodują problemy w późniejszych etapach montażu. Zapobiegaj temu, ustalając od początku jasne standardy jakości oraz zapewniając, że wszyscy dostawcy je rozumieją i stosują się do nich. Wymagaj certyfikatów jakości, rozważ wizyty w miejscu produkcji w celu oceny procesów oraz przeprowadzaj regularne audyty jakościowe, aby wykryć problemy na wczesnym etapie.
- Zagadnienia dotyczące własności intelektualnej: Twoje własnoręczne projekty stanowią znaczący wkład. Udostępnianie ich producentowi kontraktowemu wiąże się z naturalnym ryzykiem, szczególnie w przypadku producentów OEM działających w zakładach w USA, którzy mogą obsługiwać Twoich konkurentów, czy też partnerów zagranicznych działających w ramach innych systemów prawnych. Ochrona wymaga zawarcia klauzul poufności w umowie, regularnego monitorowania sposobu wykorzystywania Twoich informacji własnych oraz starannego ocenienia bazy klientów wybranego producenta przed podjęciem zobowiązań. Niektórzy kupujący segmentują swoje produkcje, zachowując najbardziej wrażliwe komponenty u zaufanych partnerów, podczas gdy mniej krytyczne elementy są outsourcingowane na szerszą skalę.
- Ograniczenia pojemności w okresie szczytowego popytu: Wydajność uruchomienia Twojego produktu przekroczyła oczekiwania lub główny klient niespodziewanie zwiększył zamówienia. Nagle Twój dostawca usług gięcia metalu nie nadąża. Ten problem z pojemnością występuje częściej, niż zakłada większość zakupowych, szczególnie w przypadku mniejszych amerykańskich zakładów zajmujących się obróbką metali, które nie posiadają elastyczności produkcyjnej. Zapobiegaj temu proaktywnie, omawiając planowanie zdolności podczas wyboru partnera. Poznaj aktualne wykorzystanie jego mocy produkcyjnych, możliwość wprowadzenia dodatkowych zmian roboczych oraz relacje z partnerami obsługującymi nadwyżki produkcji. Umowy dotyczące wielkości zamówień zawarte z klauzulami elastyczności chronią obie strony w przypadku fluktuacji popytu.
Strategie proaktywne dla sprawniejszych relacji z OEM
Unikanie pułapek wymaga więcej niż tylko świadomości; wymaga systematycznego zapobiegania. Najbardziej udane partnerstwa tworzą jasne ramy działania zanim problemy powstaną, a nie w reakcji na nie.
Dokumentacja zapobiegająca sporom: Każde założenie, każda ustna umowa, każde wyjaśnienie projektowe powinno zostać udokumentowane. Stwórz pakiet dokumentacji projektowej zawierający zatwierdzone rysunki z kontrolą rewizji, specyfikacje materiałów z uwzględnieniem dopuszczalnych alternatyw, kryteria inspekcji i plany próbkowania, wymagania dotyczące opakowań i przewozu oraz procedury eskalacji z podaniem konkretnych kontaktów. Ta dokumentacja stanowi punkt odniesienia w przypadku pojawienia się pytań, eliminując rozmowy typu "Myślałem, że to miało być inaczej", które opóźniają projekty i niszczą relacje.
Procedury zatwierdzania pozwalające wcześnie wykrywać problemy: Ustal formalne etapy zatwierdzania na kluczowych milach projektu. Przed rozpoczęciem produkcji form wtryskowych, zatwierdź ostateczne projekty. Przed rozpoczęciem serii produkcyjnej, zatwierdź próbki pierwszego egzemplarza. Przed wysyłką, sprawdź, czy raporty inspekcyjne spełniają kryteria akceptacji. Każdy etap to okazja do wykrycia problemów, gdy ich usunięcie jest najmniej kosztowne.
Metryki wydajności zapewniające odpowiedzialność: Zgodnie z najlepszymi praktykami w zakresie produkcji kontraktowej, ustalenie wskaźników wydajności pozwala na pomiar skuteczności porozumienia. Warto rozważyć monitorowanie terminowości dostaw, procentową wartość jakości przy pierwszym przejściu, czasów reakcji na zapytania oraz odchyleń kosztów w porównaniu do ofert. Regularnie przeglądaj te wskaźniki wspólnie z dostawcą, wykorzystując dane do identyfikowania obszarów do poprawy, a nie tylko przypisywania winy.
Ocenianie partnerów przed nawiązaniem współpracy
Najlepszy sposób uniknięcia pułapek związanych ze współpracą? Wybieraj partnerów, którzy od samego początku wykazują cechy niskiego ryzyka. Zgodnie z opinią specjalistów ds. oceny dostawców , kwalifikacja dostawców jest niezwykle ważnym krokiem, który pozwala na pomiar i analizę potencjalnego ryzyka każdego dostawcy, monitorowanie ich możliwości oraz poszukiwanie sposobów doskonalenia łańcucha dostaw.
Przed sfinalizowaniem jakiegokolwiek partnerstwa przeanalizuj następujące kluczowe obszary:
- Referencje klientów: Kim są ich obecni klienci? Jak długo trwa współpraca? Czy napotkali problemy i jak zostały one rozwiązane?
- Pojemność i potencjał wzrostu: Ile mogą wyprodukować dla Ciebie? Czy mogą skalować produkcję wraz z Twoim rozwojem? Jakie zasoby planują dodawać?
- Systemy Komunikacyjne: Jak dobrze komunikują się podczas oceny? Jakie systemy i procesy sprzyjają szybkiemu i dokładnemu przekazywaniu informacji?
- Infrastruktura jakości: Jakie systemy jakości, standardy lub certyfikaty są wprowadzone? Czy przeprowadzają audyty wewnętrzne? Jak radzą sobie z niezgodnościami?
Pamiętaj, że istniejących dostawców należy okresowo ponownie kwalifikować. Uczyń to standardową praktyką, dobierając częstotliwość w zależności od kluczowości dostarczanych części oraz ogólnego wyniku współpracy.
Zrozumienie tych podstawowych aspektów współpracy zapewnia sukces Twoim projektom wykonywania konstrukcji. Jednak nawet przy odpowiednim partnerze i solidnych procesach, zrozumienie rzeczywistych czynników wpływających na koszty w produkcji konstrukcji dla OEM pozostaje kluczowe dla realistycznego planowania budżetu oraz uniknięcia niespodziewanych wydatków, które mogą zniweczyć inne pomyślne projekty.
Czynniki wpływające na koszty i planowanie budżetu dla projektów OEM
Dlaczego jeden producent wycenia detal na 15 USD, a inny na 45 USD za ten sam komponent? Zrozumienie cen w produkcji konstrukcji dla OEM wymaga spojrzenia poza ostateczną kwotę, by zobaczyć, co naprawdę generuje te koszty. Bez tej wiedzy negocjacje i planowanie budżetu odbywają się niemal całkowicie intuicyjnie.
Oto czego większość kupujących nie zdaje sobie sprawy: cena wyceny to tylko jeden element skomplikowanego układanki kosztów. Wydatki na materiały, inwestycje w oprzyrządowanie, wielkości produkcji, wymagania dotyczące wykończenia, testy jakości oraz logistyka – wszystko to wpływa na całkowity koszt projektu. Przeanalizujmy każdy z tych czynników, abyś mógł realistycznie planować i zidentyfikować rzeczywiste możliwości oszczędności.
Zrozumienie prawdziwych czynników wpływających na koszty w produkcji OEM
Wyobraź sobie czynniki kosztowe w obróbce metalu jako warstwy cebuli. Każda z nich powiększa końcową cenę, a ich zrozumienie pomaga podejmować świadome decyzje dotyczące optymalizacji.
Koszty materiałów: Surowiec zazwyczaj stanowi 30-50% całkowitego kosztu Twojego komponentu. Według specjalistów od obróbki blach, wybór odpowiedniego materiału jest kluczowy, ponieważ bezpośrednio wpływa zarówno na koszty, jak i na wydajność. Aluminium ma wyższą cenę za kilogram niż stal konstrukcyjna, ale może zmniejszyć koszty przetwarzania w kolejnych etapach produkcji. Stal nierdzewna oferuje odporność na korozję, co eliminuje koszty powłok ochronnych. Kluczem jest ocena całkowitego kosztu cyklu życia, a nie tylko ceny surowca.
Inwestycje w narzędzia: Właśnie tutaj wiele projektów napotyka szok cenowy. Niestandardowe matryce, oprzyrządowanie i formy wymagają znaczących początkowych inwestycji, które należy rozłożyć na całą serię produkcyjną. Jak zauważają analitycy produkcji , najważniejszym czynnikiem kosztowym w produkcji blach jest amortyzacja narzędzi. Produkcja seryjna wymaga drogich matryc, dlatego rzeczywiste oszczędności pojawiają się dopiero przy dużych nakładach.
Wpływ wielkości produkcji: Wolumen zasadniczo zmienia ekonomię kosztów jednostkowych. Czas przygotowania, programowanie oraz dokumentacja jakości to koszty stałe, niezależnie od tego, czy zamawiasz 100 czy 10 000 sztuk. Wyższe wolumeny rozkładają te koszty stałe na większą liczbę jednostek, znacząco obniżając cenę za sztukę. Punkt przełomowy, w którym oprzyrządowanie produkcyjne staje się opłacalne, występuje zazwyczaj między kilkudziesięcioma a kilkuset sztukami, w zależności od materiału i stopnia skomplikowania.
Wymagania dotyczące wykończenia: Obróbka powierzchniowa wiąże się zarówno ze wzrostem kosztów, jak i przedłużeniem czasu realizacji. Malowanie proszkowe, anodowanie, powlekanie metalizacyjne oraz wykończenia specjalistyczne różnią się ceną i czasem przetwarzania. Określenie bardziej restrykcyjnych wymagań dotyczących wykończenia powierzchni zwiększa czas obróbki mechanicznej oraz złożoność kontroli.
Testowanie jakości: Głębokość inspekcji bezpośrednio wpływa na koszt. Statystyczne próbkowanie jest tańsze niż kontrola 100%. Standardowe pomiary wymiarów są tańsze niż badania nieniszczące. Wymagania branżowe i krytyczność komponentów określają minimalny poziom testowania, ale nadmierne specyfikowanie kontroli jakości dla niemających znaczenia cech marnuje budżet bez poprawy wyników.
Logistyka: Opakowanie, magazynowanie i przesyłka wpływają na całkowity koszt dostawy. Ekspresowa wysyłka w celu nadrobienia opóźnień produkcyjnych może z łatwością zwiększyć koszty komponentów o 15-25%. Planowanie realistycznych czasów realizacji pozwala uniknąć tych dodatkowych opłat.
Planowanie budżetu od prototypu do produkcji
Wyobraź sobie przygotowanie oferty opartej na cenach prototypowych, a następnie odkrycie, że rzeczywiste koszty produkcji na jednostkę są o 60% niższe. Albo co gorsza, założenie, że warunki ekonomiczne produkcji mają zastosowanie do wdrożenia i patrzenie, jak budżet znika. Zrozumienie, jak koszty zmieniają się od prototypu do pełnej produkcji, zapobiega obu tym scenariuszom.
Prototypowanie szybkie i produkcja seryjna działają w oparciu o zasadniczo różne modele ekonomiczne. Prototypowanie jest bardziej opłacalne przy niewielkich nakładach, ponieważ pozwala uniknąć kosztów form produkcyjnych. Obróbka CNC, cięcie laserowe oraz ręczne kształtowanie pozwalają na wytworzenie funkcjonalnych elementów bez inwestycji w specjalistyczne matryce. Jednak koszty pojedynczej sztuki pozostają stosunkowo wysokie, ponieważ płaci się za elastyczność, a nie za efektywność.
Produkcja seryjna odwraca tę zależność. Inwestycje w oprzyrządowanie, które wydawały się nieopłacalne przy 50 sztukach, stają się pomijalne, gdy są rozłożone na 50 000 jednostek. Procesy zautomatyzowane zmniejszają udział pracy ręcznej w każdej sztuce. Zakupy materiałów w dużych ilościach umożliwiają uzyskanie rabatów niedostępnych przy zamówieniach prototypowych.
Wiele firm stosuje podejście hybrydowe: zaczyna od szybkiego prototypowania w celu weryfikacji projektu, przechodzi do miękkiego lub przejściowego oprzyrządowania dla produkcji średnich serii, a następnie inwestuje w trwałe narzędzia produkcyjne w miarę wzrostu popytu i ustabilizowania się projektu. Takie etapowe podejście pozwala kontrolować ryzyko i optymalizować koszty na każdym etapie.
Strategie optymalizacji kosztów, które naprawdę działają
Nie musisz akceptować ofert wprost. Kupujący strategiczni aktywnie obniżają koszty produkcji poprzez kilka sprawdzonych metod:
- Optymalizacja DFM: Analiza projektu pod kątem łatwości produkcji pozwala zidentyfikować ukryte czynniki wpływające na koszty w Twoim projekcie. Zgodnie z opinią specjalistów ds. kosztów produkcji , uproszczenie projektu może znacząco zmniejszyć koszty. Unikanie nadmiernie skomplikowanych cięć, niepotrzebnych spoin i szczegółowych elementów wymagających dużych nakładów pracy i czasu bezpośrednio wpływa na wynik finansowy. Wykorzystywanie standardowych wymiarów materiałów dodatkowo redukuje odpady i koszty.
- Analiza zamiennictwa materiałów: Oceń, czy wybrane materiały rzeczywiście odpowiadają wymaganiom aplikacyjnym. Choć stal nierdzewna oferuje lepszą odporność na korozję, aluminium może okazać się bardziej opłacalne w zastosowaniach lekkich, gdzie oddziaływanie środowiska jest ograniczone. Twój producent powinien pomóc wskazać alternatywy spełniające wymagania eksploatacyjne przy niższym koszcie.
- Zobowiązania dotyczące wielkości zamówienia: Zobowiązanie się do rocznych objętości, nawet przy zaplanowanych uruchomieniach produkcji, pozwala uzyskać lepsze ceny niż zakupy pojedynczych partii. Twój producent może zoptymalizować zakup materiałów, zaplanować produkcję w sposób efektywny oraz zmniejszyć koszty stałe przypadające na jednostkę, gdy ma widoczność przyszłego popytu.
- Konsolidacja procesów Redukcja przemieszczania elementów między operacjami oszczędza czas i pieniądze. Czy złożenia spawane mogą stać się pojedynczymi wyrobniami tłoczonymi? Czy wiele operacji obróbki skrawaniem można skonsolidować w mniejszą liczbę etapów? Każdy raz, gdy detal przemieszcza się między stanowiskami pracy, koszty narastają.
- Produkcja partiami: Produkcja komponentów seriami, a nie jako pojedyncze elementy na specjalne zamówienie, znacząco obniża koszty dzięki skróceniu czasu przygotowania i lepszej efektywności pracy, zachowując jednocześnie spójność jakości.
Uwagi dotyczące czasu realizacji i cen za pilne zamówienia
Czas to pieniądz w procesie produkcji – dosłownie. Zamówienia pilne, które skracają standardowe czasy realizacji, wiążą się zazwyczaj z dodatkowymi opłatami w wysokości od 15% do 50%, w zależności od pilności i dostępnych możliwości produkcyjnych.
Standardowe terminy realizacji istnieją, ponieważ producenci muszą zaplanować Twoje zlecenie równolegle z pracami innych klientów, pozyskać materiały oraz wydajnie zaplanować wykorzystanie sprzętu. Przeskoczenie kolejki wymaga pracy w godzinach nadliczbowych, przyspieszonej dostawy materiałów i wyparcia innych zaplanowanych zleceń. Wszystkie te czynniki wiążą się z rzeczywistymi kosztami, które są przenoszone na Ciebie.
Bardziej racjonalne podejście? Zaplanuj potrzeby produkcyjne, uwzględniając realistyczne harmonogramy w grafiku rozwoju produktu. Zgodnie z ekspertami ds. kosztów produkcji, projekty realizowane w ostatniej chwili często wiążą się z wyższymi cenami z powodu przyspieszonej pracy i pozyskiwania materiałów. Planowanie z wyprzedzeniem pozwala uniknąć opłat za pilne realizacje i gwarantuje płynniejszą oraz bardziej opłacalną produkcję.
Gdy wymagania pilnej realizacji są nieuniknione, skontaktuj się wcześnie ze swoim producentem. Często możliwe jest częściowe przyspieszenie, dzięki któremu kluczowe komponenty zostaną dostarczone szybko, podczas gdy mniej pilne elementy będą podlegać standardowym terminom. Takie wybiórcze podejście jest tańsze niż całkowite przyspieszenie, a jednocześnie pozwala dotrzymać najważniejszych terminów.
Zrozumienie tych dynamik kosztów pozwala skutecznie negocjować i planować budżety odzwierciedlające rzeczywistość, a nie optymistyczne założenia. Jednak wiedza na temat tego, co napędza koszty, to tylko połowa równania. Wybór partnera produkcyjnego, który odpowiada Twoim wymaganiom i potrafi dotrzymać obietnic, decyduje o tym, czy planowanie budżetu przełoży się na rzeczywisty sukces projektu.
Wybór odpowiedniego partnera OEM w dziedzinie obróbki metali
Dokonałeś analizy kosztów, standardów jakości i wymagań branżowych. Nadszedł moment decyzji, która zadecyduje o tym, czy cały ten przygotowania przyniosą efekty: wybranie odpowiedniego partnera OEM w zakresie obróbki metali. Ten wybór to więcej niż wybór dostawcy; jest to partnerstwo produkcyjne OEM, które będzie miało wpływ na jakość Twojego produktu, niezawodność dostaw oraz wynik finansowy przez wiele lat.
Jak zatem przekształcić wszystkie omówione w tym artykule kwestie w praktyczny proces wyboru dostawcy usług obróbki metalu? Kluczem jest systematyczna ocena w wielu wymiarach, zadawanie odpowiednich pytań oraz rozpoznawanie cech, które odróżniają wyjątkowych partnerów od tych przeciętnych.
Ocena partnerów OEM w zakresie obróbki metalu pod kątem własnych wymagań
Podczas wybierania dostawcy usług obróbki metalu, należy oprzeć pokusę koncentrowania się wyłącznie na cenie. Zdaniem specjalistów ds. produkcji kontraktowej w GMI Solutions , ocena producentów kontraktowych rodzi praktyczne pytania wykraczające poza podane koszty: Czy podana cena zamówienia obejmuje wszystko, czy będą naliczane dodatkowe opłaty i surcharge? Jakie procesy zapewniają efektywność, jakość i spójność? Czy istnieje wyznaczony punkt kontaktowy i jakiego poziomu komunikacji można się spodziewać?
Twoja ocena powinna systematycznie uwzględniać sześć kluczowych wymiarów:
Możliwości techniczne: Zrozumienie usług i rodzajów prac oferowanych przez producenta kontraktowego to podstawowy pierwszy krok w ocenie potencjału współpracy. Czy wytwórca dysponuje konkretnym sprzętem, procesami i wiedzą niezbędną do produkcji Twoich komponentów? Obejmuje to nie tylko obecne możliwości, ale także zaangażowanie w inwestycje technologiczne świadczące o gotowości na przyszłość.
Dopasowanie certyfikatów: Dopasuj certyfikaty do wymagań Twojej branży. Dostawca dla przemysłu motoryzacyjnego bez certyfikatu IATF 16949 wiąże się z ryzykiem niewspółpracy, niezależnie od jego umiejętności technicznych. Wytwórca urządzeń medycznych bez certyfikatu ISO 13485 po prostu nie może skutecznie obsługiwać tego rynku.
Szybkość prototypowania: Jak szybko mogą przejść od Twoich plików projektowych do fizycznych próbek w Twoich rękach? Możliwości szybkiego prototypowania, takie jak terminy realizacji w ciągu 5 dni, znacząco przyspieszają cykle rozwoju produktu i pozwalają na szybszą iterację projektową.
Zdolność produkcyjna: Nawet jeśli producent kontraktowy odpowiada potrzebom Twojego projektu, to nie ma znaczenia, jeśli nie jest w stanie obsłużyć produkcji. Poznaj jego aktualne wykorzystanie mocy produkcyjnych, możliwość skalowania oraz historię dotrzymywania wymaganych objętości w okresach wzmożonego popytu.
Systemy jakości: Spojrzyj poza logotypy certyfikatów, aby zrozumieć, jak faktycznie funkcjonuje jakość na ich hali produkcyjnej. Jakie metody kontroli stosują? Jak postępują w przypadku niezgodności? Jak wygląda ich wskaźnik wadliwości w dłuższym okresie?
Szybkość reakcji w komunikacji: Według ekspertów od współpracy w zakresie produkcji, producenci muszą poważnie podchodzić do wyboru odpowiedniego partnera produkcyjnego, ponieważ jest to kluczowe dla sukcesu. Jak szybko odpowiadają w trakcie fazy oceny? Ta reaktywność zazwyczaj odzwierciedla to, czego możesz oczekiwać jako klient.
| Kryteria oceny | Pytania do zadania | Zielone flagi | Czerwone flagi |
|---|---|---|---|
| Zdolności techniczne | Które usługi są realizowane we własnym zakresie, a które są zewnętrzne? Jakie inwestycje w wyposażenie dokonaliście ostatnio? | Kompleksowe możliwości wewnętrzne; ciągłe inwestycje technologiczne | Duże zależność od podwykonawców; przestarzałe wyposażenie |
| Wyrównanie z certyfikacjami | Jakie certyfikaty posiadasz? Kiedy odbył się ostatni audyt? | Aktualne certyfikaty zgodne z Twoją branżą; czysta historia auditów | Wygasłe certyfikaty; niezaadresowane ustalenia z audytów |
| Szybkość prototypowania | Jaki jest typowy czas realizacji prototypu? Czy można przyspieszyć proces, jeśli to konieczne? | szybkie tworzenie prototypów w ciągu 5–7 dni; elastyczne opcje przyspieszenia | Wielotygodniowe terminy realizacji prototypów; brak możliwości przyspieszenia |
| Zdolność produkcyjna | Jaki jest obecny poziom wykorzystania mocy produkcyjnych? Jak radzilibyście sobie ze wzrostem zapotrzebowania? | Rezerwa mocy produkcyjnych; jasne plany skalowania; możliwość pracy w wielu zmianach | Działanie blisko pełnej wydajności; niejasne odpowiedzi dotyczące rozwoju |
| Systemy o wysokiej jakości | Jaka jest Twoja wydajność pierwszego przebiegu (first-pass yield)? Jak postępujesz w przypadku niezgodności? | Udokumentowane metryki jakości; systematyczny proces działań korygujących | Brak dostępnych danych o jakości; reaktywne podejście do jakości |
| Komunikacja | Kim będzie mój główny kontakt? Jaki jest Wasz typowy czas odpowiedzi na zapytanie ofertowe? | Dedykowany menedżer projektu; czas odpowiedzi na zapytanie ofertowe 12–24 godziny | Obracający się personel kontaktowy; czas odpowiedzi na zapytanie ofertowe wielodniowy |
| Wsparcie DFM | Czy oferujecie analizę przydatności do produkcji (DFM)? Czy jest ona zawarta w ofercie? | Kompleksowa analiza DFM jako standardowa praktyka | Analiza DFM jako usługa płatna lub niedostępna |
| Doświadczenie w Przemysłu | Jakie podobne projekty zrealizowaliście? Czy możecie podać referencje? | Zbadane doświadczenie w Вашym sektorze; chętnie udzielane referencje | Ograniczone doświadczenie; niechęć do udostępniania referencji |
Kluczowe pytania, które należy zadać przed podjęciem współpracy z producentem
Poza listą kontrolną oceny pewne pytania ujawniają, czy potencjalny partner OEM w dziedzinie obróbki metalu rzeczywiście odpowiada Twoim potrzebom. Te pytania zagłębiają się głębiej niż powierzchowne możliwości, ujawniając, jak faktycznie będzie funkcjonować współpraca.
Doświadczenie i historia realizacji: Producent kontraktowy może być dobrze ugruntowany, ale liczba lat działalności niekoniecznie oznacza, że jest odpowiednim partnerem dla Ciebie. Znajomość Twojej branży oraz doświadczenie w produkcji produktów podobnych do Twoich ma kluczowe znaczenie. Poproś o studia przypadków lub referencje, aby ocenić ich kompetencje i zweryfikować ich zdolność do spełnienia oczekiwań.
Elastyczność procesu: Chociaż solidne i dobrze przetestowane procesy korzystają dla wszystkich, producent kontraktowy powinien również oferować elastyczność tam i kiedy jest potrzebna. Czy mogą dodać Twoich dostawców do swojej listy zatwierdzonych dostawców? Czy będą współpracować z Twoimi wewnętrznymi wymaganiami lub dostosują się do specyficznych procesów testowania produktu? Sztywność partnera często prowadzi do tarcia w miarę ewolucji Twoich potrzeb.
Wsparcie inżynierii projektowej: Partnerzy zajmujący się wyrobami powinni optymalizować projekty pod kątem lepszej opłacalności, efektywności i jakości. Zapytaj, czy ich inżynierowie mogą dopracować specyfikacje, sprawdź, w jakich formatach akceptują pliki CAD, oraz dowiedz się, jak radzą sobie ze zmianami projektowymi w trakcie produkcji. Partnerzy oferujący kompleksowe wsparcie DFM pomagają unikać kosztownych błędów projektowych omówionych wcześniej w tym artykule.
Skalowalność i rozwój: Twoim partnerem produkcyjnym powinien być dostawca, który będzie skalował się wraz z rozwojem Twojej firmy. Sprawdź jego elastyczność pod względem objętości produkcji, potencjału na przyszły rozwój oraz możliwości obsługi zwiększającego się popytu bez utraty jakości. Partner, który nie jest w stanie rosnąć razem z Tobą, staje się wąskim gardłem w momencie sukcesu Twojej działalności.
Stabilność finansowa: Zakłócenia w łańcuchu dostaw spowodowane niewypłacalnością producenta kontraktowego mają daleko idące i ryzykowne konsekwencje dla OEM-ów, w tym opóźnienia w produkcji, problemy z jakością oraz błędy w zarządzaniu zapasami. Nie wahaj się zapytać o sytuację finansową, szczególnie w przypadku mniejszych producentów.
Operacje wtórne: Partner kompleksowy powinien pomóc zoptymalizować proces produkcji i skrócić czas realizacji. Zapytaj, czy oferuje pokrywanie proszkowe, montaż elementów, spawanie lub inne usługi wtórne we własnym zakresie. Konsolidacja operacji u jednego partnera zmniejsza złożoność koordynacji i często prowadzi do obniżenia kosztów.
Podsumowanie: Znalezienie idealnego partnera
Cechy omawiane w całym artykule skupiają się wokół partnerów, którzy wykazują doskonałość operacyjną w wielu wymiarach. W zastosowaniach motoryzacyjnych oznacza to znalezienie producentów posiadających certyfikat IATF 16949, możliwości szybkiego prototypowania, kompleksowe wsparcie DFM oraz reaktywne systemy komunikacji.
Rozważ, jak wygląda idealne partnerstwo w dziedzinie produkcji motoryzacyjnej w praktyce: Shaoyi (Ningbo) Metal Technology jest przykładem podmiotu realizującego te zasady, oferującego prototypowanie w ciągu 5 dni, systemy jakości z certyfikatem IATF 16949 oraz przygotowanie ofert w ciągu 12 godzin dla elementów szkieletu, zawieszenia i konstrukcji nośnych. To połączenie szybkości, certyfikacji i doświadczenia w zakresie DFM stanowi dokładnie te cechy partnera, które pomaga zidentyfikować niniejsza ramy oceny.
Niezależnie od tego, czy pozyskujesz części tłoczone z metalu do zastosowań motoryzacyjnych, czy precyzyjne zespoły do innych branż, proces oceny pozostaje taki sam. Systematycznie korzystaj z tej metodyki, dokumentuj swoje ustalenia i podejmuj decyzje oparte na faktach, a nie na prezentacjach sprzedażowych.
Odpowiedni partner OEM w zakresie obróbki metali nie tylko realizuje Twoje zamówienia, ale staje się rozszerzeniem Twoich możliwości produkcyjnych, przynosząc wiedzę ekspercką, która wzmocni jakość produktów oraz odporność łańcucha dostaw.
Pamiętaj: koszty złego wyboru wykraczają daleko poza zmarnowany czas oceny. Prace poprawkowe, opóźnienia, usterki jakościowe oraz dodatkowy wysiłek związany z zarządzaniem relacjami kumulują się z czasem, pochłaniając budżety w sposób, o którym początkowe wyceny nigdy nie informują. Zainwestuj wysiłek na początku, aby znaleźć partnera odpowiedniego do Twoich wymagań, a ta współpraca zwróci tę inwestycję wiele razy poprzez niezawodną, skupioną na jakości produkcję wspierającą rozwój Twojego biznesu.
Często zadawane pytania dotyczące produkcji metalowych wyrobów wg specyfikacji OEM
1. Jakie są trzy typy obróbki metalu?
Trzy podstawowe techniki produkcji wyrobów metalowych to cięcie, gięcie i montaż. Cięcie polega na kształtowaniu blach metalowych za pomocą laserów, strumieni wody lub plazmy. Gięcie odbywa się przy użyciu pras giętarskich lub urządzeń formujących w celu tworzenia kątów i krzywizn. Montaż polega na łączeniu wielu komponentów poprzez spawanie, łączenie mechaniczne lub klejenie. Producentom OEM łączą te techniki w zależności od konkretnych wymagań dotyczących komponentów, optymalizując każdy proces za pomocą analizy projektowej dla łatwości produkcji, aby zmniejszyć koszty i poprawić jakość.
2. Ile kosztuje godzina obróbki metalu?
Stawki robocizny za obróbkę metalu zazwyczaj wahają się od 70 do 130 USD za godzinę za roboty spawalnicze i prace niestandardowe. Jednak całkowity koszt projektu zależy od wielu czynników poza samą pracą: koszty materiałów (30–50% ceny komponentu), inwestycje w narzędzia, objętość produkcji, wymagania dotyczące wykończenia oraz testy jakości. Wysoka skala produkcji znacząco obniża koszty jednostkowe, ponieważ koszty narzędzi i uruchomienia są rozłożone na większą liczbę elementów. Poproś o szczegółowe wyceny, które rozbijają każdy składnik kosztów, aby zrozumieć rzeczywiste ceny.
3. Jaka jest różnica między produkcją OEM a standardową obróbką metalu?
Produkcja OEM tworzy niestandardowe komponenty na podstawie Twoich własnych projektów, które markujesz i sprzedajesz jako swoje własne produkty. Standardowa produkcja zwykle obejmuje ogólne lub katalogowe części dostępne dla każdego klienta. Trzy kluczowe różnice definiują partnerstwa OEM: zachowujesz własność projektu i własność intelektualną, posiadasz prawa do markowania gotowych komponentów, a dostawca zapewnia skalowalność produkcji poprzez ugruntowane łańcuchy dostaw i korzyści skali, bez konieczności inwestowania przez Ciebie w obiekty produkcyjne.
4. Jakie certyfikaty powinien posiadać producent metalowych wyrobów OEM?
Wymagane certyfikaty zależą od branży. Dostawcy z branży motoryzacyjnej wymagają certyfikatu IATF 16949. Zastosowania w przemyśle lotniczym wymagają certyfikatu AS9100D oraz potencjalnie akredytacji Nadcap. Produkcja urządzeń medycznych wymaga zgodności z normą ISO 13485:2016. Certyfikat AWS potwierdza jakość spawania, podczas gdy certyfikat AISC weryfikuje kompetencje w zakresie konstrukcji stalowych. ISO 9001:2015 stanowi podstawowy standard zarządzania jakością. Zawsze sprawdź aktualność certyfikatów i historię audytów przed wybraniem partnera wykonującego obróbkę metalu.
5. Jak wybrać odpowiedniego partnera OEM w dziedzinie obróbki metalu?
Oceń partnerów pod sześcioma kryteriami: zgodność możliwości technicznych z wymaganiami dotyczącymi Twoich komponentów, zgodność certyfikacji z Twoją branżą, szybkość prototypowania umożliwiającą iterację projektową, zdolności produkcyjne odpowiadające potrzebnym objętościom, systemy jakości wyposażone w udokumentowane metryki oraz reaktywność w komunikacji. Poproś o referencje z podobnych projektów, ocen możliwości wsparcia DFM i sprawdź stabilność finansową. Partnerzy oferujący szybkie prototypowanie, kompleksowe wsparcie projektowe oraz certyfikowane systemy jakości, takie jak IATF 16949, wykazują doskonałość operacyjną.