 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Firmy zajmujące się cięciem metali wyjaśnione: od zapytania ofertowego po gotowe elementy

Zrozumienie firm zajmujących się cięciem metali oraz ich roli w procesie produkcji
Gdy potrzebujesz niestandardowych części metalowych — niezależnie od tego, czy chodzi o prototyp, serię produkcyjną czy projekt specjalny — do kogo się zwrócisz? Odpowiedź tkwi w firmach zajmujących się cięciem metali, czyli specjalistycznych przedsiębiorstwach produkcyjnych, które przekształcają surowe arkusze metalu i półfabrykaty w dokładnie ukształtowane komponenty . Te dostawcy usług stanowią kluczowy element łączący Twoje koncepcje projektowe z rzeczywistymi, funkcjonalnymi częściami.
Czym właściwie zajmują się firmy zajmujące się cięciem metali
Firmy zajmujące się cięciem metali to specjalistyczne zakłady produkcyjne, które usuwają materiał z półfabrykatów metalowych w celu uzyskania pożądanych kształtów i rozmiarów. Zgodnie z informacjami firmy Mark Metals , cięcie metali obejmuje szeroki zakres technik, takich jak piłowanie, tnienie nożycami, wiercenie, szlifowanie, cięcie strumieniem wody oraz cięcie laserowe. Jednak te firmy oferują zazwyczaj znacznie więcej niż tylko usługi cięcia.
Wyobraź sobie firmę zajmującą się cięciem metali jako kompleksowego partnera produkcyjnego. Oferuje ona pełen zakres usług – od precyzyjnego cięcia laserowego skomplikowanych kształtów po przemysłową produkcję elementów konstrukcyjnych w dużych skalach. Wiele firm świadczących usługi cięcia metali oferuje również operacje wtórne – gięcie, łączenie i wykończenie powierzchni, które przenoszą Twoje detale z surowo przyciętych fragmentów do gotowych do użycia komponentów.
Zakres usług jest bardzo szeroki. Niektóre firmy specjalizują się w określonych technologiach, takich jak lasery światłowodowe lub systemy waterjet, podczas gdy inne działają jako kompleksowi producenci oferujący:
- Cięcie laserowe, cięcie waterjet i cięcie plazmowe
- Operacje gięcia i kształtowania CNC
- Usługi spawania i montażu
- Wykończenie powierzchni, takie jak malowanie proszkowe, anodowanie i powlekanie
- Kontrolę jakości oraz dokumentację certyfikacyjną
Podstawę produkcyjną, na której możesz polegać
Dlaczego powinieneś zainteresować się zrozumieniem tej branży? Ponieważ niezależnie od tego, czy jesteś inżynierem projektującym uchwyty samochodowe, deweloperem produktów prototypującym obudowy urządzeń elektronicznych dla konsumentów, czy wykonawcą zakupującym elementy konstrukcyjne, prawdopodobnie będziesz współpracować z tymi producentami w jakimś momencie.
Współczesne firmy świadczące usługi cięcia metali obsługują praktycznie każdą wyobrażalną branżę. Jak zauważa Xometry, regularnie wspierają one sektory lotniczy, obronny, motocyklowy, energetyczny, przemysłowy, medyczny, stomatologiczny oraz produkty konsumenckie. Ich możliwości obejmują zarówno niskowolumenowe, wieloprofilowe prototypy, jak i masową produkcję w ilościach sięgających tysięcy lub milionów sztuk.
Efektywność, jaką oferują te firmy, wynika ze specjalistycznego sprzętu i wiedzy eksperckiej. Firmy produkujące narzędzia do cięcia metali inwestują znaczne środki w zaawansowaną maszynerię – lasery światłowodowe, które tną z dokładnością na poziomie mikronów, noże wodne przycinające praktycznie każdy materiał oraz systemy zautomatyzowane zapewniające stałą jakość w dużych partiach produkcyjnych. Ta specjalizacja oznacza skrócenie czasu realizacji zamówień i lepszą kontrolę jakości w porównaniu do wykonywania obróbki własnymi siłami.
W kolejnych sekcjach dowiesz się, jak działają różne technologie cięcia, które metody nadają się do konkretnych materiałów i zastosowań oraz jak poprowadzić proces od pierwszego zapytania ofertowego po dostawę gotowych elementów. Poznasz również praktyczne kryteria oceny firm oferujących narzędzia do cięcia metali oraz sposób przygotowania projektów do skutecznej realizacji. Traktuj to jako kompleksowy przewodnik dla świadomego klienta na rynku obróbki blach i metalu.
Technologie cięcia metalu i sposób działania każdej metody
Wiesz, czym zajmują się firmy zajmujące się cięciem metali – ale jak dokładnie tną stal, aluminium lub tytan z taką precyzją? Odpowiedź zależy całkowicie od zastosowanej technologii. Każda metoda cięcia opiera się na zupełnie innych zasadach działania, a zrozumienie tych różnic pozwala wybrać odpowiednie podejście do realizacji Twojego projektu.
Przyjrzymy się pięciu głównym technologiom cięcia, z którymi możesz się spotkać przy współpracy z firmami oferującymi usługi cięcia laserowego metali oraz innymi dostawcami usług obróbki metalu.
Wyjaśnienie cięcia laserowego
Wyobraź sobie skupianie światła słonecznego za pomocą szkła powiększającego – teraz zwiększ tę intensywność tysiąckrotnie. To właśnie podstawowa zasada działania cięcia laserowego. Silnie skoncentrowana wiązka światła dostarcza wystarczającej energii, aby stopić, spalić lub odparować metal wzdłuż precyzyjnie kontrolowanej ścieżki.
Dwie rodzaje laserów dominują obecnie na rynku: lasery włóknikowe i lasery CO₂. Zgodnie z HPC Laser maszyny do cięcia laserowego włókienowego wykorzystują światłowody domieszkowane pierwiastkami ziem rzadkich, takimi jak iterb, do generowania wiązki laserowej. Technologia ta doskonale nadaje się do cięcia metali odbijających, w tym stali, stali nierdzewnej, aluminium, mosiądzu, miedzi i tytanu.
Zalety laserów włókienowych są bardzo przekonujące:
- Wysoka precyzja przy minimalnej szerokości cięcia (szczeliny)
- Wysoka prędkość cięcia, szczególnie przy cienkich materiałach
- Mniejsze wymagania serwisowe niż w przypadku systemów CO₂
- Wyższa efektywność energetyczna
- Doskonała wydajność na odbijających materiałach metalowych
Lasery CO₂, działające przy innej długości fali (10,6 mikrometra), pozostają preferowanym rozwiązaniem do cięcia niemetali, takich jak akryl czy niektóre tworzywa sztuczne. Jednak firmy produkujące maszyny do cięcia metalu laserem włókienowym zdobyły zdecydowaną większość rynku aplikacji związanych z obróbką metali dzięki swojej wyższej szybkości i efektywności.
Kiedy należy zastosować cięcie laserowe? Zgodnie z Wurth Machinery , technologia laserowa dominuje, gdy potrzebne są drobne detale, precyzyjne otwory lub czyste krawędzie na cienkich blachach. Jest idealna w produkcji urządzeń elektronicznych, medycznych oraz precyzyjnych części, gdzie nawet niewielkie odchylenia mogą naruszyć funkcjonalność. Firmy zajmujące się laserowym cięciem blach osiągają często tolerancje na poziomie ±0,005 cala dla cienkich materiałów.
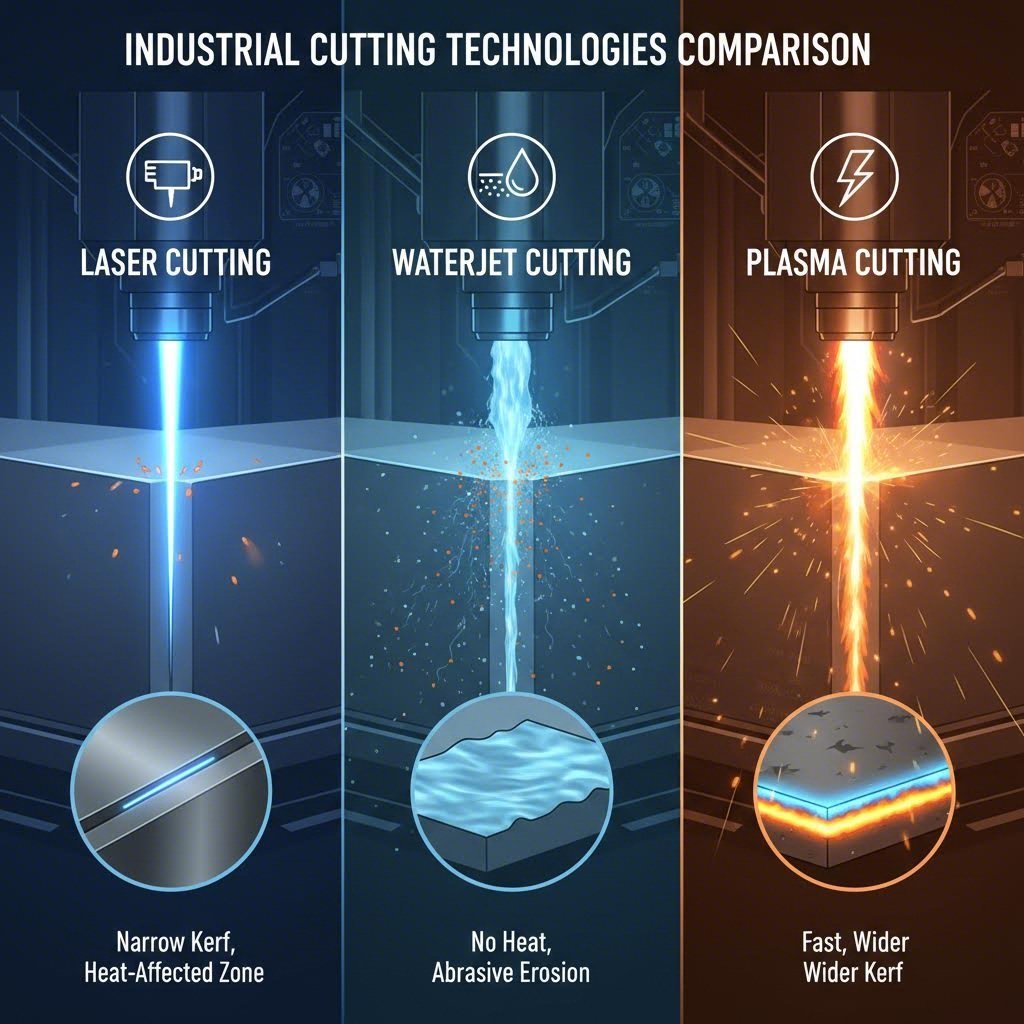
Cięcie wodą a cięcie plazmowe
Co jeśli ciepło jest twoim wrogiem? Niektóre materiały ulegają odkształceniom, twardnieniu lub tracą swoje właściwości pod wpływem wysokich temperatur. Właśnie tutaj przewaga należy do cięcia strumieniem wody.
Firma specjalizująca się w cięciu metalu strumieniem wody stosuje zupełnie inne podejście: wodę pod bardzo wysokim ciśnieniem (zwykle 60 000 PSI lub więcej) zmieszaną z ścierniwem, takim jak granat. Ten strumień przecina metal bez generowania ciepła, całkowicie eliminując strefy wpływu cieplnego. Jak zauważa Zintilon, cięcie wodą jest szczególnie odpowiednie dla materiałów wrażliwych na ciepło, takich jak aluminium czy tytan, gdzie zniekształcenia termiczne mogłyby stanowić problem.
Główne zalety cięcia wodą to:
- Brak stref wpływu ciepła ani odkształceń materiału
- Możliwość cięcia praktycznie dowolnego materiału — metali, kamienia, szkła, kompozytów
- Doskonałe do cięcia grubej blachy oraz jednoczesnego cięcia kilku warstw materiału
- Brak utwardzania krawędzi cięcia
- Przyjazne dla środowiska, generujące minimalne ilości odpadów
Cięcie plazmowe działa z kolei na przeciwległym końcu skali: wykorzystuje łuk elektryczny połączony z gazem sprężonym, aby wytworzyć nadgrzane plazmy, które topią przewodzące metale. Firmy zajmujące się cięciem cienkiej blachy oraz duże zakłady produkcyjne polegają na tej technologii ze względu na jej wyjątkową szybkość przy cięciu grubej blachy.
Zgodnie z testami przeprowadzonymi przez Wurth Machinery, cięcie stali grubości 1 cala metodą plazmową przebiega około 3–4 razy szybciej niż cięcie wodą, a koszty eksploatacji są mniej więcej o połowę niższe na stopę długości cięcia. Jeśli pracujesz ze stalą konstrukcyjną, elementami ciężkiego sprzętu lub w zastosowaniach stoczniowych, cięcie plazmowe zapewnia nieosiągalną opłacalność.
Jednak firmy z branży cięcia malowanego metalu metodą plazmową napotykają na ograniczenia — proces ten działa wyłącznie na materiałach przewodzących prąd elektryczny i generuje szerszą szczelinę cięcia niż cięcie laserem. W przypadku grubej, przewodzącej metalu, gdzie precyzja nie jest najważniejszym kryterium, cięcie plazmowe pozostaje podstawową metodą stosowaną w przemyśle.
Kiedy uzasadnione jest stosowanie cięcia mechanicznego
Nie każde zadanie cięcia wymaga rozwiązań wysokiej technologii. Firmy zajmujące się CNC cięciem metali często stosują metody mechaniczne, takie jak frezowanie, piłowanie, tnienie nożycami oraz przebijanie, w przypadku konkretnych zastosowań.
Frezowanie CNC wykorzystuje wirujące narzędzia tnące do usuwania materiału, podobnie jak w operacjach frezowania. Metoda ta dobrze sprawdza się przy miększych metalach oraz w zastosowaniach wymagających określonych profili krawędzi lub złożonych konturów 3D. Firmy produkujące maszyny do cięcia metalu laserem czasem uzupełniają swoje możliwości laserowe frezowaniem w przypadkach, gdy cięcie laserem nie jest optymalne.
Mechaniczne cięcie nożycowe i przebijanie pozostają opłacalne przy produkcji dużych serii prostych kształtów. Te procesy są szybkie, wymagają minimalnego przygotowania i zapewniają spójne wyniki na cienkich blachach. Prasy wieżowe potrafią wykonać kilkadziesiąt otworów na minutę – prędkości, z którymi nawet lasery mają problem konkurować w określonych operacjach.
Drutowe obróbki elektroerozyjne (EDM) zajmują unikalną niszę. Ten proces wykorzystuje wyładowania elektryczne z cienkiego drutu do precyzyjnego erozyjnego usuwania materiału. Zintilon wyjaśnia, że drutowa EDM doskonale sprawdza się przy obróbce twardych metali i skomplikowanych geometrii wymagających ścisłych tolerancji, co czyni ją nieocenioną w pracach narzędziowych, elementach lotniczych oraz skomplikowanych częściach mechanicznych.
| TECHNOLOGIA | Najlepsze materiały | Zakres grubości | Poziomica precyzyjna | Charakterystyka prędkości |
|---|---|---|---|---|
| Laser Włókienkowy | Stal, stal nierdzewna, aluminium, mosiądz, miedź, tytan | Do 1" (różni się w zależności od mocy) | ±0,005" typowe | Bardzo szybki na cienkich materiałach; zwalnia na grubszych |
| Co2 laser | Metale, akryle, tworzywa sztuczne, drewno | Do 1" na metalach | ±0,005" typowe | Szybko; nieco wolniej niż włókno na metalach |
| Wodny strumień | Dowolny materiał (metale, kamień, szkło, kompozyty) | Do 12"+ w zależności od materiału | ±0,003" do ±0,010" | Wolniejsze niż plazma/laser; brak ograniczeń związanych z ciepłem |
| Węgiel | Tylko metale przewodzące (stal, aluminium, miedź) | od 26 gauge do 6"+ grubości | ±0,020" typowe | Najszybszy na grubyh metalach przewodzących |
| Marszrutowanie CNC | Miekksze metale, tworzywa sztuczne, kompozyty | Zależne od materiału | ±0,005" do ±0,010" | Umiarkowane; dobre do konturów 3D |
| Obróbka elektroerozyjna drutem | Wszystkie metale przewodzące, szczególnie stopy stalejące | Do 16" typowe | ±0,0001" możliwe | Wolne; priorytetem jest precyzja, a nie szybkość |
Zrozumienie tych technologii pozwala skutecznie komunikować się z partnerami produkcyjnymi i wybierać odpowiednią metodę cięcia dostosowaną do konkretnych wymagań. Jednak technologia to tylko część zagadnienia — materiały, które przetwarzasz, odgrywają równie ważną rolę przy wyborze optymalnego podejścia.
Możliwości materiałowe i grubości dla różnych metod cięcia
Teraz, gdy już rozumiesz jak działa każda technologia cięcia , oto kluczowe pytanie: która metoda najlepiej sprawdza się przy cięciu konkretnego metalu, który potrzebujesz? Odpowiedź nie zawsze jest oczywista, ponieważ właściwości materiału mają decydujący wpływ na wydajność cięcia. Odbijalność, przewodnictwo cieplne, twardość oraz grubość odgrywają kluczową rolę przy wyborze optymalnej metody.
Firmy zajmujące się cięciem blach napotykają codziennie dziesiątki różnych stopów. Zrozumienie, w jaki sposób te materiały oddziałują z różnymi technologiami cięcia, pozwala na dobranie odpowiedniej metody — i uniknięcie kosztownych błędów, które mogą spowolnić realizację projektu.
Przewodnik do doboru metody cięcia w zależności od materiału
Każdy metal wprowadza na stół cięcia swoje unikalne cechy. Przyjrzyjmy się najbardziej powszechnym materiałom oraz ich optymalnym metodom cięcia.
Stal nierdzewna
Połączenie odporności na korozję i wytrzymałości stali nierdzewnej czyni ją ulubionym materiałem w wielu branżach. Firmy zajmujące się cięciem blach metodą laserową zwykle zalecają cięcie laserem włóknikowym dla stali nierdzewnej o grubości do 1 cala ze względu na doskonałą jakość krawędzi i wysoką szybkość przetwarzania. W przypadku grubszych przekrojów bardziej opłacalną metodą jest cięcie plazmowe, natomiast cięcie wodnostrumieniowe zachowuje właściwości materiału, gdy istotne jest uniknięcie wpływu ciepła.
- Optymalne metody: laser włóknikowy (dla blach cienkich i średnich), cięcie plazmowe (dla grubszych przekrojów), cięcie wodnostrumieniowe (w zastosowaniach wrażliwych na ciepło)
- Kluczowy aspekt do rozważenia: wyższa zawartość chromu może wpływać na prędkość cięcia laserowego
Aluminium
Wysoka odbijalność aluminium sprawiała kiedyś trudności przy cięciu laserowym, ale nowoczesne lasery włóknikowe radzą sobie z nim bez problemu. Zgodnie z StarLab CNC lasery włóknikowe świetnie sprawdzają się przy cięciu blach aluminiowych, podczas gdy cięcie plazmowe dobrze nadaje się do cięcia grubszych płyt aluminiowych. Cięcie wodnostrumieniowe pozostaje metodą premium, gdy wymagane jest całkowite uniknięcie strefy wpływanej ciepłem — szczególnie istotne w zastosowaniach lotniczych, gdzie integralność materiału jest warunkiem bezwzględnym.
- Optymalne metody: laser włóknowy (blachy o grubości do 0,5 cala), cięcie wodą pod dużym ciśnieniem (materiały wrażliwe na ciepło), cięcie plazmowe (grubsze płyty)
- Kluczowy aspekt: Przewodnictwo cieplne wymaga wyższych ustawień mocy przy cięciu laserem
Stal węglowa i stal miękka
Stal węglowa to materiał podstawowy stosowany w firmach zajmujących się cięciem i obróbką metali. Świetnie nadaje się do cięcia niemal każdą techniką, dlatego wybór metody zależy przede wszystkim od grubości materiału oraz wymaganej dokładności. Cienkie blachy świetnie nadają się do cięcia laserem, natomiast grube płyty (powyżej 1 cala) to obszar zastosowania, w którym cięcie plazmowe osiąga najlepsze wyniki.
- Optymalne metody: laser (do 1 cala), cięcie plazmowe (od 0,5 do ponad 6 cali), cięcie wodą pod dużym ciśnieniem (dowolna grubość)
- Kluczowy aspekt: Cięcie plazmowe zapewnia najlepszy stosunek szybkości do kosztów przy cięciu grubej stali węglowej
Pozostałe, z miedzi
Te wysoce odbijające metale tradycyjnie stanowiły trudność dla systemów laserowych. Współczesne wysokomocowe lasery światłowodowe w dużej mierze rozwiązały ten problem, jednak producenci maszyn do cięcia blach metalowych nadal zachowują ostrożność przy cienkiej miedzi, aby zapobiec odbiciom zwrotnym, które mogą uszkodzić sprzęt. Cięcie strumieniem wody pozostaje niezawodną alternatywą, całkowicie omijającą problemy z odbijalnością.
- Optymalne metody: laser światłowodowy (o odpowiedniej mocy), cięcie strumieniem wody (bezpieczne dla wszystkich grubości), plazmowe (ograniczone zastosowania)
- Główne uwagi: przewodność cieplna miedzi szybko rozprasza ciepło, wymagając dostosowania parametrów
Stopy specjalne (tytan, Inconel, staliwa narzędziowe)
Gdy pracujesz z egzotycznymi stopami, ryzyko — oraz koszty — szybko rosną. Firmy świadczące usługi cięcia blachy laserem często zalecają cięcie wodą dla tytanu i nadstopów niklowych, ponieważ proces cięcia na zimno zachowuje właściwości metalurgiczne.
- Optymalne metody: cięcie wodą (zachowuje właściwości), cięcie drutem EDM (materiały hartowane), laser włókienkowy (przy odpowiedniej wiedzy fachowej)
- Kluczowy aspekt do rozważenia: Wiele stopów specjalnych wymaga po cięciu przeprowadzenia badań w celu potwierdzenia integralności materiału
Możliwości cięcia pod względem typu metalu
Grubość materiału jest często decydującym czynnikiem przy wyborze metody cięcia. Oto, na jakie możliwości mogą liczyć Państwo przy współpracy z firmą świadczącą usługi cięcia blachy:
Materiały cienkie (poniżej 0,125 cala)
Cięcie laserowe dominuje w tym zakresie. Skoncentrowana wiązka zapewnia minimalną szerokość cięcia, dokładne tolerancje i doskonałą jakość krawędzi. Zalety szybkości są znaczące — laser włóknowy może ciąć stal o grubości 20 gauge z prędkością przekraczającą 800 cali na minutę. Waterjet i plazma mogą radzić sobie z cienkimi materiałami, ale rzadko są opłacalne, chyba że unikanie ciepła jest kluczowe.
Średnia grubość (0,125" do 0,75")
To strefa konkurencyjna, w której wybór metody zależy od priorytetów. Potrzebujesz precyzji i czystych krawędzi? Cięcie laserowe jest odpowiedzią. Ważniejsza jest szybkość i koszt przy metalach przewodzących? Tu plazma się wyróżnia. Wymagasz zerowej odkształcalności termicznej? Waterjet to Twoja odpowiedź. Zgodnie z Gauer Metal Products, właściwe podejście zależy od takich czynników jak rodzaj metalu, jego grubość oraz wymagana dokładność projektu.
Grube płyty (0,75" i więcej)
Wraz ze wzrostem grubości materiału, cięcie plazmowe i wodne stają się głównymi metodami. Cięcie plazmowe obrabia stal o grubości 1 cala z prędkością ponad 100 cali na minutę — około 3-4 razy szybciej niż cięcie strumieniem wody — co czyni je podstawową techniką produkcyjną w budowie konstrukcji stalowych, przemyśle maszynowym i stoczniowym. Cięcie wodne radzi sobie nawet z grubszymi materiałami (do 12 cali i więcej w niektórych systemach) i pozostaje niezbędne tam, gdzie nie można dopuścić stref wpływu cieplnego.
Właściwości materiału wpływają na wybór metody równie mocno jak jego grubość. Płytę aluminiową o grubości 0,5 cala można pięknie pociąć za pomocą lasera światłowodowego, podczas gdy ten sam wymiar miedzi może lepiej nadać się do cięcia wodnego, aby uniknąć problemów z odbiciem promieniowania.
Zrozumienie tych zależności między materiałami a metodami umacnia Twoją pozycję podczas dyskusji nad projektem z partnerami z zakresu obróbki. Będziesz wiedzieć, jakie pytania zadawać, oraz będziesz mógł ocenić, czy rekomendacje danej firmy są zgodne z najlepszymi praktykami branżowymi. Następnie przejdziemy krok po kroku przez pełny cykl obróbki – od pierwszego wniosku o wycenę po dostarczenie gotowych części na Twój dok.
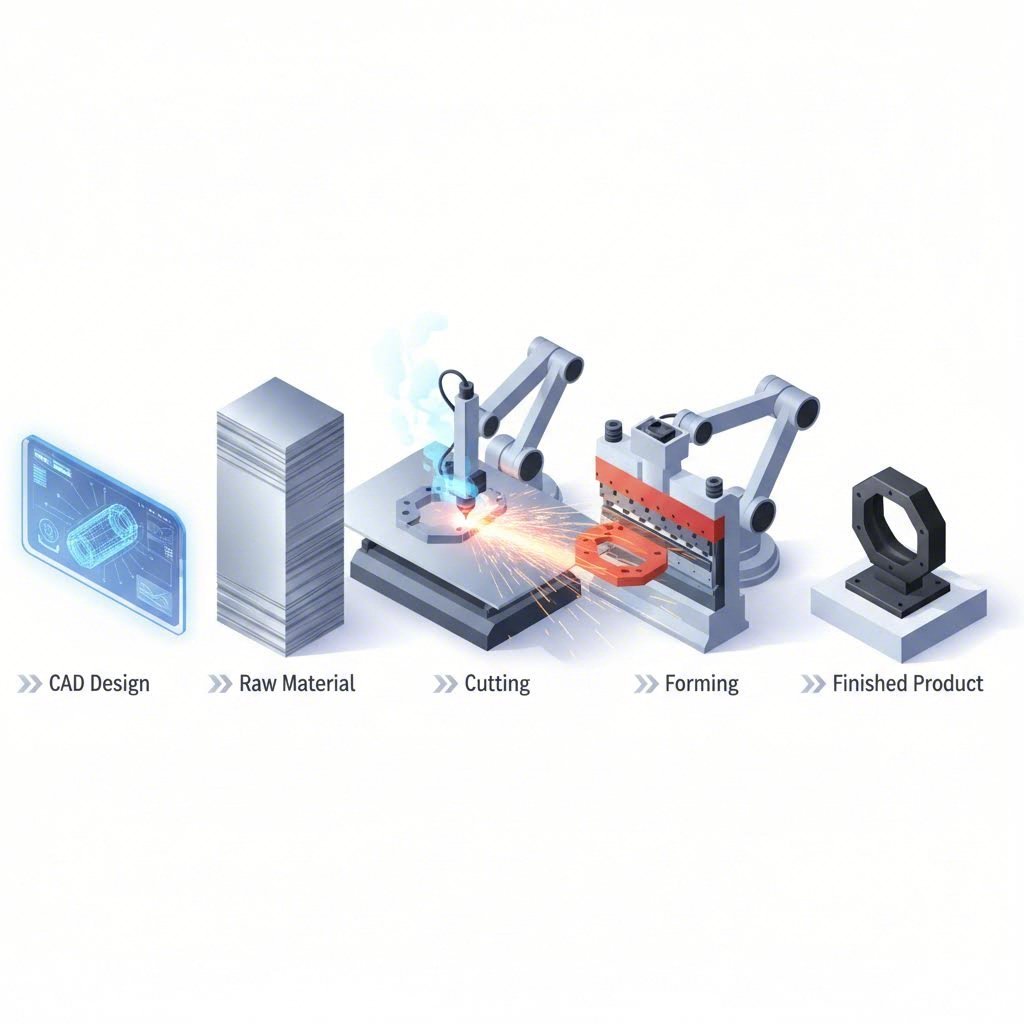
Pełny proces cięcia metali od początku do końca
Wybrałeś technologię cięcia i określiłeś odpowiedni materiał – co więc dzieje się w rzeczywistości po skontaktowaniu się z firmą świadczącą usługi cięcia metali? Zrozumienie pełnego cyklu obróbki eliminuje niepewność i pomaga przygotować projekty tak, aby płynnie przeszły od koncepcji do finalnej realizacji.
Niezależnie od tego, czy po raz pierwszy współpracujesz z firmami oferującymi cięcie metali na wymiar, czy chcesz zoptymalizować istniejące relacje, znając każdy etap procesu, zachowasz pełną kontrolę. Przejdźmy krok po kroku przez drogę, jaką pokonują Twoje elementy – od pierwszego kontaktu po końcową dostawę.
Od zapytania ofertowego po gotowe części
Proces wykonywania detali przebiega według logicznej sekwencji, choć terminy zależą od stopnia skomplikowania, wielkości zamówienia oraz konkretnych wymagań. Zgodnie z H&S Manufacturing , wykonywanie blach na zamówienie obejmuje kilka odrębnych etapów produkcji. Oto, czego można się spodziewać:
-
Wysłanie plików i pierwszy kontakt
Twój projekt rozpoczyna się w momencie przesłania plików projektowych do wybranego producenta. Większość firm oferujących cięcie blach akceptuje standardowe formaty CAD, w tym pliki DXF, STEP oraz IGES. Niektóre szybkie usługi produkcyjne — takie jak te oferowane przez Approved Sheet Metal — zapewniają interaktywne systemy wyceny, gdzie przesyłasz pliki i otrzymujesz ofertę w ciągu kilku godzin. Na tym etapie dołącz wszelkie dodatkowe uwagi dotyczące tolerancji, ilości czy wymagań dotyczących wykończenia. -
Przegląd projektu i inżynieria
W tym etapie producenci analizują Twój projekt pod kątem możliwości wykonania. H&S Manufacturing zaznacza, że może to obejmować tworzenie prototypów i badania wykonalności w celu określenia odpowiednich materiałów i procesów. Doświadczone zespoły specjalizujące się w niestandardowym cięciu metalu zwrócą uwagę na potencjalne problemy — takie jak elementy, które mogą nie zostać wycięte czysto, promienie gięcia, które mogą prowadzić do pęknięć, lub tolerancje wymagające alternatywnych rozwiązań. Taki współpracy przegląd pozwala zaoszczędzić czas i pieniądze na późniejszym etapie. -
Wycena i akceptacja
Otrzymasz szczegółową ofertę obejmującą koszty materiałów, operacje cięcia, procesy wtórne oraz dostawę. Niektóre firmy zajmujące się cięciem laserowym i tłoczeniem blach oferują wyceny tego samego dnia dla prostych projektów, podczas gdy złożone zespoły mogą wymagać kilku dni przeglądu inżynierskiego. Po zatwierdzeniu oferty i potwierdzeniu ilości zamówienie przechodzi do kolejki produkcyjnej. -
Zakup i przygotowanie materiałów
Twój wykonawca pozyskuje określony materiał – lub pobiera go z istniejących zapasów. Zgodnie z informacjami firmy H&S Manufacturing, profesjonalni wykonawcy sprawdzają surowce pod kątem wad przed przystąpieniem do obróbki. Blacha jest tniona na odpowiednie wymiary za pomocą nożyc lub urządzeń laserowych przed rozpoczęciem głównej operacji cięcia. -
Główna operacja cięcia
To jest etap, w którym Twoje części nabierają kształtu. Pliki CAD są przekształcane w instrukcje maszynowe, które kierują laserami, strumieniami wody lub palnikami plazmowymi wzdłuż precyzyjnych ścieżek cięcia. Nowoczesne urządzenia działają z minimalnym udziałem człowieka, choć wykwalifikowani operatorzy stale monitorują jakość procesu. W zależności od możliwości Twojej firmy świadczącej usługi cięcia blach oraz priorytetu zamówienia ten etap może trwać kilka godzin w przypadku prostych zadań lub kilka dni przy skomplikowanych serii produkcyjnych. -
Operacje wtórne
Cięcie to często tylko początek. Wiele części wymaga dodatkowej obróbki przed uznaniem ich za gotowe – gięcia, spawania, montażu elementów złącznych lub złożenia. Szczegółowo omówimy te kluczowe etapy poniżej. -
Wykończenie i obróbka powierzchniowa
Obróbka powierzchni poprawia zarówno wygląd, jak i właściwości użytkowe. Oferowane opcje obejmują od prostego usuwania ostrzy do malowania proszkowego, pokrywania warstwą metaliczną lub anodowania. Twój wykonawca stosuje określone powłoki zgodnie z Twoimi wymaganiami. -
Kontrola jakości
Przed wysyłką części poddawane są weryfikacji wymiarowej oraz kontroli wzrokowej. Producenti posiadający certyfikaty ISO 9001 lub podobne stosują udokumentowane protokoły kontroli przy użyciu precyzyjnego sprzętu pomiarowego. -
Pakowanie i dostawa
Części są pakowane w taki sposób, aby zapobiec uszkodzeniom podczas transportu. Usługi przyspieszone oferowane przez firmy takie jak Approved Sheet Metal pozwalają na dostawę płaskich części ciętych laserowo już następnego dnia — wystarczy złożyć zamówienie do godziny 10:00, a części zostaną dostarczone do godziny 10:00 dnia następnego.
Co dzieje się po cięciu
Operacja cięcia generuje płaskie profile, ale większość funkcjonalnych części wymaga dodatkowej obróbki. Zrozumienie tych usług wtórnych pozwala ocenić, czy producent jest w stanie dostarczyć gotowe części, czy jedynie półfabrykaty wymagające dalszej obróbki w innych miejscach.
Gięcie i kształtowanie CNC
Płaskie części wytłaczane często wymagają nadania im trójwymiarowego kształtu. Maszyny CNC do gięcia wykorzystują precyzyjne narzędzia, aby tworzyć dokładne zgięcia pod określonymi kątami i w ustalonych miejscach. Zgodnie z informacjami firmy H&S Manufacturing proces kształtowania wykorzystuje prasy hydrauliczne oraz maszyny CNC do gięcia w celu osiągnięcia precyzyjnych wyników. Typowymi operacjami są zgięcia V-kształtne, kanały U-kształtne, kształty skrzynkowe oraz złożone geometrie wielokrotnych zgięć. Na odpowiednio zaprojektowanych elementach możliwe jest osiągnięcie tolerancji wynoszących ±0,005 cala.
Usunięcie ostrzy i obróbka krawędzi
Operacje cięcia pozostawiają krawędzie o różnym stopniu chropowatości, w zależności od zastosowanej metody. Cięcie laserem zwykle daje stosunkowo czyste krawędzie, podczas gdy cięcie plazmowe i mechaniczne może pozostawić znacznie większe zaloty. Usunięcie ostrzy polega na usuwaniu ostrych krawędzi, które mogą spowodować urazy przy obsłudze lub utrudniać montaż. Metody obejmują od ręcznego szlifowania po zautomatyzowane procesy takie jak tzw. tumbling (przetaczanie) i wykańczanie wibracyjne.
Spawanie i łączenie
Gdy projekt wymaga połączenia wielu elementów, spawanie tworzy trwałe połączenia. H&S Manufacturing wyjaśnia, jak spawacze łączą części poprzez zastosowanie ciepła i ciśnienia, w wyniku czego nagrzanые powierzchnie metalowe łączą się ze sobą, a następnie stygną, tworząc wytrzymałe połączenia. Spawanie MIG, TIG oraz spawanie punktowe są odpowiednie do różnych zastosowań i kombinacji materiałów. Wklęsanie (nitowanie) stanowi alternatywną metodę mechanicznego łączenia dla niektórych zespołów.
Opcje skończenia powierzchni
Obróbka końcowa chroni części i poprawia ich wygląd. Najczęstsze opcje obejmują:
- Powłoka proszkowa: Suchy proces elektrostatycznego nanoszenia powłok, pozwalający uzyskać trwałe i estetyczne wykończenia w praktycznie dowolnym kolorze
- Malowanie: Pomalowanie farbami wodnymi lub rozpuszczalnikowymi w jednej lub kilku warstwach w celu ochrony przed korozją oraz poprawy wyglądu
- Pokrycie: Pokrywanie metalami metodą galwaniczną lub bezprądową, polegające na naniesieniu cienkich warstw metalu w celu poprawy twardości, odporności na korozję lub przewodności elektrycznej
- Anodyzowanie: Proces elektrochemiczny tworzący ochronne warstwy tlenków na elementach aluminiowych
Montaż elementów zewnętrznych i złożenie
Wiele firm produkcyjnych oferuje usługi kompleksowe, w tym wkładanie elementów mocujących PEM, gwintowanych wkładek oraz montaż komponentów. Dzięki temu konsoliduje się łańcuch dostaw — zamiast osobno zarządzać dostawcami odpowiedzialnymi za cięcie, wykańczanie i montaż, jedna firma specjalizująca się w niestandardowym cięciu metali realizuje cały zakres usług.
Współpraca z firmą produkcyjną oferującą kompleksowe usługi dodatkowe upraszcza łańcuch dostaw i zmniejsza obciążenie zespołu wynikające z konieczności koordynacji różnych podmiotów.
Zrozumienie tego pełnego cyklu pracy pozwala na realistyczne określenie oczekiwanych terminów realizacji oraz przygotowanie projektów, które będą efektywnie przechodzić przez kolejne etapy produkcji. Jednak zanim prześlesz pierwsze zapytanie ofertowe, warto upewnić się, że pliki projektowe i specyfikacje są prawidłowo przygotowane — co prowadzi nas do najlepszych praktyk przygotowania projektu.
Przygotowanie projektu do usług cięcia metali
Znaleźliście odpowiednią technologię cięcia, zidentyfikowaliście materiał i rozumiecie przepływ pracy związany z jego obróbką. Jednak właśnie w tym miejscu wiele projektów utyka: niekompletne lub nieprawidłowo sformatowane pliki projektowe. Firmy specjalizujące się w niestandardowym cięciu blach otrzymują setki zapytań ofertowych — a te, które zawierają kompletne i dokładne dokumenty, trafiają na czoło kolejki, podczas gdy pozostałe są zwracane do uzupełnienia i wyjaśnień.
Poświęcenie czasu na właściowe przygotowanie projektu pozwala zaoszczędzić dni (a czasem nawet tygodnie) na wymianę wiadomości w celu uzgodnienia szczegółów. Niezależnie od tego, czy współpracujecie z firmą CNC zajmującą się niestandardowym cięciem metalu w celu produkcji precyzyjnych elementów, czy z zakładem produkującym duże serie wyrobów, poniższe kroki przygotowania mają zastosowanie uniwersalne.
Przygotowanie plików projektowych
Wasze pliki CAD stanowią rysunek techniczny, który kieruje całym procesem produkcyjnym. Zgodnie z informacjami firmy RapidDirect, pliki CAD zawierają niezbędne dane dotyczące cech konstrukcyjnych, wymiarów i geometrii części — są one podstawową strukturą dla procesu frezowania CNC.
Większość firm wykonujących niestandardowe cięcie blachy akceptuje kilka standardowych formatów plików, choć preferencje mogą się różnić. Oto formaty, które powinieneś przygotować:
- STEP (.STP): Standard złota dla modeli 3D. Pliki STEP zapewniają doskonałą zachowalność geometrii i działają praktycznie we wszystkich systemach CAD i CAM. Jeśli przesyłasz tylko jeden format, niech to będzie właśnie ten.
- DXF (.dxf): Idealny do operacji cięcia 2D. Pliki DXF wyraźnie definiują wzory płaskie i są powszechnie akceptowane w przypadku cięcia laserowego, wodno-ścierne i plazmowego.
- IGES (.igs): Starszy, ale nadal szeroko stosowany format, szczególnie dla modeli powierzchniowych i systemów starszej generacji. IGES dobrze obsługuje szkielety (wireframe) oraz rysunki 2D.
- Natywne formaty CAD (.SLDPRT, .PRT, X_T): Pliki SolidWorks, Siemens NX oraz Parasolid zachowują pełną historię projektu i dane parametryczne — przydatne, gdy firma świadcząca usługi niestandardowego cięcia blachy korzysta z kompatybilnego oprogramowania.
RapidDirect zauważa, że pliki STP i X_T charakteryzują się dokładnym modelowaniem bryłowym, co jest kluczowe dla zachowania dokładności wymiarowej podczas generowania ścieżek narzędzi. W razie wątpliwości wyeksportuj projekt jako plik STEP razem z formatem natywnym, aby zapewnić kompatybilność.
Lista kontrolna przygotowania plików
Przed wysłaniem wniosku o wycenę sprawdź następujące ważne informacje:
- Potwierdź jednostki: Niezgodne jednostki (cale vs. milimetry) powodują otrzymanie części w niewłaściwej skali. Sprawdź dwukrotnie ustawienia eksportu.
- Dołącz wzory płaskie: W przypadku giętych części podaj układ wzoru płaskiego oprócz modelu 3D.
- Podziel części na oddzielne pliki: Złożenia wieloczęściowe powinny być podzielone na odrębne pliki poszczególnych elementów, aby zapewnić przejrzystą wycenę.
- Usuń zduplikowaną geometrię: Nakładające się linie mogą wprowadzić w błąd maszyny tnące i spowodować podwójne cięcie.
- Zamknij wszystkie kontury: Otwarte ścieżki lub luki w geometrii uniemożliwiają prawidłowe cięcie — upewnij się, że wszystkie kształty są całkowicie zamknięte.
Szczegóły specyfikacji, które mają znaczenie
Same pliki nie przedstawiają pełnej historii. Zgodnie z LTJ Industrial , przejrzysta dokumentacja jest kluczowa dla dokładnej wyceny produkcji — szczegółowe rysunki, precyzyjne specyfikacje i kompletne pliki CAD zmniejszają nieporozumienia i nieoczekiwane koszty.
Podczas kontaktowania się z firmami oferującymi niestandardowe cięcie metalu CNC podaj te specyfikacje na wstępie:
- Typ i gatunek materiału: Określ dokładnie — „stal nierdzewna 304” zamiast ogólnie „stal nierdzewna”. Podaj oznaczenia stopów, stan wyżarzania oraz wszelkie wymagane certyfikaty.
- Grubość materiału: Podaj dokładną grubość w calach lub numer gauge (np. „0,125 cala” lub „11 gauge”).
- Wymagana ilość: Dołącz ilości prototypów, początkowych serii produkcyjnych oraz szacowane roczne wolumeny, jeśli to dotyczy.
- Wymagania dotyczące tolerancji: Według SendCutSend , tolerancje cięcia wynoszą zazwyczaj ±0,005 cala dla większości materiałów — jeśli potrzebujesz węższych tolerancji, wyraźnie je określ.
- Wymagania dotyczące jakości powierzchni: Wskaż, czy wymagane jest lakierowanie proszkowe, anodowanie, powlekanie galwaniczne lub konkretne wartości chropowatości powierzchni.
- Operacje wtórne: Wykaz wymagań dotyczących gięcia blachy, gwintowania, countersinking (wykonywania wgłębienia pod głowicę śruby), wkładania elementów złącznych lub montażu.
- Termin dostawy: Zamówienia pilne wymagają wcześniejszego powiadomienia — podaj w nich pożądaną datę dostawy.
Typowe błędy powodujące opóźnienia projektów
Nawet doświadczeni inżynierowie popełniają te błędy. Uniknij ich — dzięki temu Twój projekt będzie przebiegał szybciej:
- Brak specyfikacji otworów: Jeśli otwory wymagają gwintowania lub countersinking (wykonywania wgłębienia pod głowicę śruby), należy określić ich średnicę oraz rodzaj. SendCutSend zaleca korzystanie z tablic gwintowych, aby już na etapie projektowania wykonać otwory odpowiedniej średnicy.
- Elementy zbyt blisko krawędzi: SendCutSend zaleca zachowywanie odległości między otworami a krawędzią co najmniej równej 1× średnicy otworu, a między szczytami szczelin a krawędzią lub innymi wycięciami — co najmniej 1,5× szerokości szczeliny. Nieprzestrzeganie tych wytycznych osłabia elementy i może uniemożliwić ich wycięcie.
- Zbyt mała szerokość mostka: Odległość między poszczególnymi wycięciami nie powinna być mniejsza niż 50 % grubości materiału — dla zapewnienia wytrzymałości zalecana jest odległość wynosząca od 1× do 1,5× grubości materiału.
- Pominięcie informacji o gięciu: Dla wyrobów giętych należy określić kierunek gięcia, promień gięcia oraz kolejność gięcia, jeśli jest to istotne.
- Zapominanie o progach ilościowych: Jeśli możliwe, że później zlecisz większe ilości, poproś teraz o ceny zależne od wielkości zamówienia. Rozłożenie kosztów przygotowania na większą liczbę sztuk znacząco obniża cenę jednostkową.
Planowanie z wyprzedzeniem oraz znajomość tolerancji cięcia dla wybranego materiału przyspieszy proces projektowania i zapewni, że Twoje części będą gotowe do użycia zaraz po wyjęciu z opakowania.
Inwestycja trzydziestu minut w odpowiednie przygotowanie projektu może zaoszczędzić dni opóźnień. Mając kompletne pliki i jasne specyfikacje, jesteś gotowy do oceny potencjalnych partnerów produkcyjnych — co wymaga zrozumienia, czym różnią się wyjątkowe firmy zajmujące się niestandardowym cięciem blach od tych przeciętnych.

Jak wybrać odpowiednią firmę zajmującą się cięciem metali
Pliki projektowe są gotowe, specyfikacje zostały udokumentowane, a proces wytwarzania jest dla Ciebie jasny. Nadszedł teraz moment decyzji, która wpływa na wszystko – od jakości wykonywanych elementów po niezawodność dostaw: który partner produkcyjny zasługuje na Twoją współpracę? Codziennie przeprowadzane są tysiące wyszukiwań frazy „firmy tnące metal w moim pobliżu”, co może sprawiać wrażenie przytłaczającej liczby opcji.
Wybór niewłaściwego partnera prowadzi do przekroczenia terminów realizacji, odrzucenia części oraz problemów w łańcuchu dostaw. Wybór odpowiedniego partnera? Oznacza zdobycie sojusznika produkcyjnego, który przewiduje potencjalne problemy, proponuje ulepszenia i zapewnia spójną jakość dostaw. Przeanalizujmy kryteria pozwalające odróżnić wyjątkowych wykonawców od reszty.
Dopasowanie możliwości firmy do Twoich potrzeb
Nie każdy wykonawca nadaje się do każdego projektu. Zgodnie z informacjami firmy MarcTech Industries , przed wybraniem firmy zajmującej się obróbką metali kluczowe jest jasne określenie własnych potrzeb – w tym typu produktu, ilości zamówionych sztuk, wymagań dotyczących personalizacji, harmonogramu realizacji oraz ograniczeń budżetowych.
Rozpocznij ocenę od zadania sobie podstawowych pytań:
- Czy ich wyposażenie odpowiada Twoim wymaganiom? Wyszukiwanie firm zajmujących się cięciem laserowym metalu w pobliżu może zwrócić dziesiątki wyników, ale nie wszystkie lasery są jednakowe. Sprawdź, czy posiadają odpowiednie poziomy mocy dla grubości Twojego materiału oraz konkretną technologię cięcia wymaganą przez Twój projekt.
- Czy są w stanie obsłużyć żądaną ilość? Niektóre warsztaty wyróżniają się przy prototypach i krótkich seriach, podczas gdy inne są zoptymalizowane pod kątem produkcji seryjnej. Niezgodność oczekiwań dotyczących wielkości zamówienia powoduje problemy po obu stronach.
- Czy oferują potrzebne usługi dodatkowe? Jeśli Twoje elementy wymagają gięcia, spawania, wykańczania lub montażu, współpraca z dostawcą kompleksowym upraszcza łańcuch dostaw i zmniejsza obciążenie koordynacyjne.
- Jakie mają doświadczenie branżowe? MarcTech podkreśla konieczność poszukiwania dostawców o znacznym doświadczeniu w danej branży lub zastosowaniu. Dostawca mający doświadczenie w produkcji elementów lotniczych rozumie inne wymagania niż ten skupiający się na metalowych wyrobach architektonicznych.
Podczas wyszukiwania firmy zajmującej się laserowym cięciem metali lub cięciem blach w pobliżu, nie należy kierować się wyłącznie odległością. Dostawca znajdujący się 200 mil dalej, ale o idealnych możliwościach technologicznych, często sprawdza się lepiej niż lokalny warsztat przekraczający granice swojej wiedzy specjalistycznej.
Certyfikaty jakości, które mają znaczenie
Certyfikaty stanowią obiektywny dowód, że firma wdrożyła systematyczne kontrole jakości. Chociaż nie każdy projekt wymaga dostawców certyfikowanych, zrozumienie znaczenia tych uprawnień pomaga właściwie ocenić usługi wiodących firm oferujących cięcie metali.
ISO 9001 reprezentuje podstawowy standard zarządzania jakością. Potwierdza, że firma posiada udokumentowane procesy, przeprowadza audyty wewnętrzne oraz prowadzi rejestr danych dotyczących jakości. Większość profesjonalnych dostawców posiada ten certyfikat.
IATF 16949 bazuje na ISO 9001 z dodatkowymi wymaganiami specyficznymi dla branży motoryzacyjnej. Jeśli pozyskujesz komponenty do pojazdów, certyfikat ten wskazuje, że producent rozumie zaawansowane planowanie jakości produktu (APQP), procesy zatwierdzania części produkcyjnych (PPAP) oraz rygorystyczne dokumentowanie wymagane przez producentów OEM motoryzacyjnych.
AS9100 obejmuje wymagania dotyczące branż lotniczej i obronnej, wprowadzając kontrolę możliwości śledzenia, zarządzanie konfiguracją oraz wymagania przekazywane dostawcom, które są obowiązkowe u głównych dostawców sektora lotniczego.
ISO 13485 dotyczy produkcji urządzeń medycznych, obejmując kontrolę projektowania, zarządzanie ryzykiem oraz wymagania dotyczące sterylności specyficzne dla zastosowań medycznych.
Zgodnie z KAL Manufacturing, wiarygodni producenci kontraktowi utrzymują formalne systemy śledzenia, dokumentację inspekcji oraz certyfikaty (takie jak ISO, AS9100 lub zgodność z ITAR), które zapewniają gwarancję jakości wymaganą w środowiskach produkcyjnych.
Warsztaty produkcyjne a producenci kontraktowi: zrozumienie różnicy
Wybór między tradycyjnym warsztatem produkcyjnym a partnerem produkcyjnym na umowę wpływa na cenę, szybkość reakcji oraz potencjał długoterminowej współpracy.
Warszaty produkcyjne zazwyczaj koncentrują się na krótkich seriach lub produkcji jednostkowej. Jak wyjaśnia KAL Manufacturing, takie zakłady przyjmują zlecenia na podstawie indywidualnych ofert, realizując różnorodne części bez dużej ciągłości pomiędzy zadaniami. Są zaprojektowane na elastyczność, a nie powtarzalność.
Jeśli potrzebujesz pojedynczego prototypu lub niewielkiej ilości niestandardowych wsporników, warsztat produkcyjny może być opłacalny i szybki. Jednak może nie być odpowiednio przystosowany do planowych dostaw, śledzenia kontroli jakości czy programów magazynowych wymaganych w większych środowiskach produkcyjnych.
Producenci kontraktowi są zaprojektowane do powtarzalnej produkcji i długoterminowych relacji. Oferują bardziej zaawansowane systemy planowania, zapewniania jakości, obsługi materiałów oraz dokumentacji. Zgodnie z KAL Manufacturing, producent kontraktowy to nie tylko dostawca – jest strategicznym partnerem produkcyjnym, który współpracuje z Twoim zespołem, aby realizować zamówienia zgodnie z prognozowanym popytem, zarządzać rewizjami części oraz dostosowywać harmonogramy dostaw do Twoich operacji.
Kluczowe cechy do rozważenia:
- Warsztaty projektowe: Szybkie ofertowanie, elastyczna pojemność dla zmiennych zadań, minimalne wielkości zamówień, relacje oparte na projektach
- Producenci kontraktowi: Planowana produkcja, programy prognozowania i inwentaryzacji, udokumentowane systemy jakości, integracja łańcucha dostaw
Porównanie czynników wyboru
Skorzystaj z tego porównania, aby ocenić potencjalnych partnerów w zakresie produkcji na podstawie wymagań Twojego projektu:
| Czynnik Selekcji | Tradycyjny warsztat projektowy | Internetowa usługa produkcji | Producent zewnętrzny |
|---|---|---|---|
| Typowe certyfikaty | ISO 9001 – powszechne; certyfikaty branżowe różnią się w zależności od sektora | ISO 9001 – typowe; ograniczona liczba certyfikatów branżowych | ISO 9001, AS9100, IATF 16949, ITAR – stosowne w zależności od przypadku |
| Terminy realizacji | Zmienna; zależy od aktualnego obciążenia | Szybkie (często 1–5 dni roboczych dla standardowych cięć) | Wydania zaplanowane; stałe okna dostaw |
| Elastyczność pod względem wielkości zamówienia | Doskonałe dla prototypów i małych serii | Najlepsze dla pojedynczych elementów oraz średnich partii | Optymalizacja pod kątem powtarzalnych objętości produkcji |
| Zakres usług | Cięcie oraz wybrane operacje wtórne | Skoncentrowane na cięciu; ograniczone usługi wtórne | Kompleksowa produkcja, wykańczanie, montaż, kompletowanie zestawów |
| Wsparcie techniczne | Nieformalne; zależy od relacji | Zautomatyzowana informacja zwrotna DFM | Dedykowana współpraca inżynierska |
| Najlepszy dla | Niestandardowe sztuki jednostkowe, pilne prototypy | Standardowe cięcia, potrzeba szybkiego czasu realizacji | Programy produkcyjne, złożone zespoły |
Uwagi geograficzne i logistyczne
Położenie ma znaczenie – ale być może nie w sposób, którego się spodziewasz. Choć poszukiwanie firmy zajmującej się cięciem metali w pobliżu jest uzasadnione w niektórych zastosowaniach, to położenie geograficzne należy porównać z zakresem umiejętności firmy oraz całkowitymi kosztami.
Kiedy bliskość ma największe znaczenie:
- Ciężkie lub gabarytowe części, dla których koszty przewozu dominują
- Szybkie iteracje prototypów wymagające odbioru tego samego dnia
- Projekty korzystające z współpracy osobiście oraz wizyt w obiekcie firmy
- Wymagania dotyczące dostaw just-in-time z minimalnym zapasem czasowym na realizację
Kiedy umiejętności są ważniejsze niż położenie:
- Specjalistyczne procesy dostępne wyłącznie u ekspertów regionalnych
- Certyfikaty branżowe, których brakuje lokalnym dostawcom
- Seryjna produkcja, w której oszczędności na pojedynczą część rekompensują koszty transportu
- Złożone operacje wtórne wymagające zintegrowanych możliwości
Najlepszym podejściem jest często nawiązanie relacji zarówno z lokalnymi, jak i regionalnymi dostawcami. Lokalne firmy zajmujące się cięciem metali w pobliżu mnie realizują pilne prototypy i krótkie serie, podczas gdy specjalistyczni partnerzy obsługują duże objętości produkcji oraz złożone wymagania.
Różnica między warsztatem jednostkowym a producentem kontraktowym sprowadza się do systemów i skali. Warsztaty jednostkowe spełniają potrzeby transakcyjne, natomiast producenci kontraktowi wspierają cały proces.
Wybór partnera ds. wykonywania części metalowych ma bezpośredni wpływ na sukces projektu. Poświęć czas na ocenę kompetencji, zweryfikowanie certyfikatów oraz zrozumienie, czy model biznesowy potencjalnego dostawcy odpowiada Twoim potrzebom. Gdy odpowiedni partner zostanie zidentyfikowany, możesz przejść do analizy, jak różne branże wykorzystują te usługi w zastosowaniach specjalistycznych.
Zastosowania przemysłowe usług cięcia metali
Czy kiedykolwiek zastanawiałeś się, dlaczego uchwyt mocujący zawieszenie Twojego samochodu wygląda inaczej niż obudowa stymulatora serca? Oba elementy zaczynają swój cykl życia jako płaskie blachy metalowe przetwarzane przez specjalistów od obróbki metali — jednak droga od surowca do gotowego komponentu różni się diametralnie w zależności od wymagań branżowych. Usługi cięcia metalu dla firm budowlanych podlegają innym zasadom niż te dostarczane głównym dostawcom przemysłu lotniczego lub producentom urządzeń medycznych.
Zrozumienie, w jaki sposób różne sektory wykorzystują te usługi obróbki metali, pozwala skutecznie komunikować swoje wymagania oraz dobierać partnerów posiadających odpowiednią wiedzę i doświadczenie. Przyjrzymy się teraz zastosowaniom specjalistycznym oraz unikalnym wymogom charakterystycznym dla głównych branż.
Zastosowania w przemyśle motoryzacyjnym
Sektor motocyklowy i samochodowy stanowi jeden z największych rynków usług precyzyjnego cięcia metalu. Od elementów konstrukcyjnych nadwozia po ozdobne listewki – pojazdy zawierają setki wyprodukowanych części metalowych, z których każda ma określone wymagania dotyczące wydajności.
Według Pans Technology, precyzyjne obrabianie stało się przełomem w świecie motoryzacji, umożliwiając producentom tworzenie lekkich elementów, które poprawiają oszczędność paliwa i zmniejszają emisję spalin. Wraz z przesunięciem branży w kierunku pojazdów elektrycznych, komponenty o niewielkiej wadze stały się jeszcze ważniejsze — badania McKinsey wskazują, że zmniejszenie masy pojazdu o zaledwie 10% może zwiększyć zasięg EV o około 15%.
Typowe zastosowania w motoryzacji obejmują:
- Elementy szkieletu i konstrukcji nośnej: Szyny ramowe, poprzeczki oraz wsporniki wzmacniające wymagające wysokiego stosunku wytrzymałości do masy
- Zawiasy i mocowania zawieszenia: Elementy precyzyjnie cięte, które muszą wytrzymać cykliczne obciążenia bez awarii zmęczeniowej
- Płaszcze karoserii i podpory konstrukcyjne: Komponenty, w których dokładność wymiarowa wpływa na dopasowanie, wykończenie i zachowanie podczas kolizji
- Elementy wewnętrzne: Ramy siedzeń, podpory deski rozdzielczej oraz detalowe elementy wykończeniowe wymagające estetycznego wykończenia równocześnie z funkcjonalną wydajnością
- Części skrzyni biegów i układu napędowego: Precyzyjnie obrabiane komponenty wymagające ścisłych tolerancji dla prawidłowego działania
Dostawcy motocyklowi zwykle wymagają certyfikatu IATF 16949, który potwierdza zgodność z branżowymi standardami zarządzania jakością w przemyśle motocyklowym. Firmy zajmujące się tłoczeniem metali oraz specjalistyczne firmy laserowe obsługujące ten sektor muszą stosować rygorystyczne procesy zatwierdzania części produkcyjnych (PPAP) oraz dokumentację zaawansowanego planowania jakości produktu (APQP).
Wymagania branżowe Aerospace i Obrona
Gdy życie ludzi zależy od niezawodności komponentów na wysokości 35 000 stóp, margines błędu znika całkowicie. Zastosowania lotnicze i kosmiczne wymagają najwyższej precyzji oraz najbardziej rygorystycznych certyfikatów materiałowych spośród wszystkich sektorów przemysłu produkcyjnego.
Według danych firmy Pans Technology światowy rynek lekkich materiałów lotniczych osiągnie do 2024 r. wartość około 20,7 miliarda dolarów amerykańskich — wyraźny sygnał intensywności, z jaką branża ta wprowadza zaawansowane techniki produkcyjne. Precyzyjne obróbki skrawaniem pozwalają tworzyć konstrukcje o niewielkiej masie, ale wyjątkowo dużej wytrzymałości, spełniające surowe normy bezpieczeństwa bez utraty wydajności.
Zastosowania cięcia metali w przemyśle lotniczym i kosmicznym obejmują:
- Komponenty konstrukcyjne kadłuba lotu: Żebra, dźwigary i panele skrzyniowe ze stopów aluminium i tytanu
- Elementy silników: Supertwardziel żaroodporne ze stopów niklu wymagające specjalistycznych technik cięcia
- Części podwozia lądowiskowego: Wysokowytrzymałe elementy stalowe o ekstremalnych wymaganiach odporności na zmęczenie
- Obudowy systemów pokładowych: Precyzyjne obudowy z właściwościami ekranowania elektromagnetycznego
- Komponenty satelitów i statków kosmicznych: Materiały egzotyczne z zerową tolerancją na zanieczyszczenia
Certyfikat AS9100 jest zasadniczo obowiązkowy dla dostawców branży lotniczej. Śledzenie materiałów od certyfikatu huty aż po gotowy element jest warunkiem niezbędnym — każdy komponent musi móc być prześledzony do miejsca pochodzenia w celach bezpieczeństwa i analizy wypadków.
Produkcja Urządzeń Medycznych
Zastosowania medyczne łączą precyzyjne wymagania z kwestiami biokompatybilności oraz nadzorem regulacyjnym porównywalnym pod względem złożoności do branży lotniczej. Firmy zajmujące się tłoczeniem metali i precyzyjną obróbką, które obsługują sektor opieki zdrowotnej, muszą rozumieć zarówno procesy produkcyjne, jak i uregulowania prawne.
Typowe zastosowania w urządzeniach medycznych to:
- Instrumenty Chirurgiczne: Precyzyjnie cięte narzędzia ze stali nierdzewnej i tytanu wymagające krawędzi bez zadziorów oraz możliwości sterylizacji
- Części implantów: Materiały biokompatybilne z wymaganiami dotyczącymi chropowatości powierzchni mierzonej w mikrocale (µin)
- Obudowy urządzeń diagnostycznych: Obudowy systemów obrazowania, monitorów pacjentów oraz instrumentów laboratoryjnych
- Elementy protez: Niestandardowe elementy z tytanu i stopów specjalnych, często produkowane w ilości jednostkowej
- Urządzenia dentystyczne: Dokładne elementy o małej skali wykonane ze stopów odpornych na korozję
Certyfikat ISO 13485 potwierdza zgodność z wymaganiami zarządzania jakością dla urządzeń medycznych. Wiele zastosowań wymaga produkcji w pomieszczeniach czystych oraz zwalidowanych procesów czyszczenia przed doprowadzeniem części do montażu.
Budownictwo i konstrukcje architektoniczne
Usługi cięcia metali dla firm budowlanych działają na przeciwległym końcu spektrum dokładności niż urządzenia medyczne – ale to nie oznacza, że standardy jakości przestają obowiązywać. Elementy konstrukcyjne muszą spełniać przepisy budowlane, podczas gdy elementy architektoniczne muszą łączyć estetykę z trwałością.
Zastosowania w sektorze budowlanym obejmują:
- Elementy konstrukcji stalowych: Belki, płyty i elementy łączące do budynków komercyjnych i przemysłowych
- Panele architektoniczne: Dekoracyjne elewacje, osłony przeciwsłoneczne oraz elementy obudowy budynku
- Elementy klimatyzacji, wentylacji i ogrzewania: Instalacje wentylacyjne, uchwyty i podpory urządzeń
- Poręcze i barierki: Kluczowe pod względem bezpieczeństwa elementy spełniające wymagania dotyczące dostępności oraz przepisów budowlanych
- Metalowe wyroby na zamówienie: Tablice informacyjne, instalacje artystyczne oraz elementy z logo firmy
Firmy zajmujące się cięciem laserowym metali oraz firmy projektujące metalowe wyroby cięte laserem często obsługują segment architektoniczny, produkując dekoracyjne panele, ekrany i elementy rzeźbiarskie, w których wpływ wizualny ma takie samo znaczenie jak wytrzymałość konstrukcyjna.
Produkty konsumenckie i elektronika
Od obudów smartfonów po urządzenia kuchenne — produkty konsumenckie wymagają opłacalnej produkcji przy jednoczesnym zapewnieniu spójnej jakości estetycznej. Firmy zajmujące się cięciem metali obsługujące ten sektor łączą precyzję z wymaganiami dotyczącymi dużej objętości produkcji.
Typowe zastosowania produktów konsumenckich obejmują:
- Obudowy elektroniczne: Obudowy ekranujące promieniowanie elektromagnetyczne (EMI) dla komputerów, serwerów oraz sprzętu telekomunikacyjnego
- Części urządzeń gospodarstwa domowego: Panele, uchwyty i elementy konstrukcyjne do urządzeń domowych
- Wyposażenie sportowe: Ramy rowerów, sprzęt fitness oraz sprzęt do aktywności na otwartym powietrzu
- Elementy mebli: Metalowe ramy, elementy złączne oraz dekoracyjne
- Wyposażenie sklepowe: Stoiska wystawowe, systemy półek oraz sprzęt do punktów sprzedaży
Specyficzne dla branży wymagania dotyczące precyzji
Wymagania dotyczące dopuszczalnych odchyłek różnią się diametralnie w zależności od sektora. Zgodnie z informacjami firmy Xometry, dopuszczalne odchyłki określają dozwolone granice zmienności wymiaru fizycznego, zapewniając, że elementy są produkowane w ramach akceptowalnych granic dla ich zamierzonego zastosowania.
Standardowe dopuszczalne odchyłki zgodne z normą ISO 2768 doskonale sprawdzają się w wielu zastosowaniach budowlanych i konsumenckich. Jednak komponenty stosowane w przemyśle lotniczym i medycznym często wymagają specyfikacji zgodnych z normą ISO 286 – przy czym granice dopuszczalnych odchyłek mierzy się w mikrometrach, a nie tysięcznych cala.
| Sektor branżowy | Typowe wymagania dotyczące dopuszczalnych odchyłek | Powszechne certyfikaty | Szczególne względy |
|---|---|---|---|
| Motoryzacyjny | ±0,005 cala do ±0,010 cala – standardowe; ścislsze dla krytycznych połączeń | IATF 16949, ISO 9001 | Dokumentacja PPAP, śledzalność materiałów |
| Aeronautyka i kosmonautyka | ±0,001 cala do ±0,005 cala – typowe; poniżej jednego mikrometra dla komponentów krytycznych | AS9100, Nadcap | Pełna śledzalność materiałów, certyfikaty specjalnych procesów |
| Urządzenia medyczne | ±0,0005 cala do ±0,005 cala – typowe | ISO 13485, rejestracja FDA | Zgodność z wymaganiami biokompatybilności, warunki pracy w pomieszczeniach czystych, walidacja |
| Konstrukcja | ±0,030 cala do ±0,125 cala – typowe | Certyfikaty ISO 9001, AWS | Zgodność z normami, ocynkowanie, odporność na warunki atmosferyczne |
| Elektronika konsumencka | ±0,005" do ±0,015" typowe | ISO 9001 | Wymagania dotyczące wykończenia powierzchni, ekranowanie EMI |
Wymagania dotyczące certyfikacji materiałów różnią się również w zależności od branży. Zastosowania budowlane mogą akceptować standardowe raporty badań huty, podczas gdy komponenty lotnicze wymagają pełnej analizy chemicznej i weryfikacji właściwości mechanicznych dla każdej partii materiału. Implanty medyczne wymagają badań biokompatybilności, które mogą wydłużyć proces kwalifikacji materiału o kilka miesięcy.
Zrozumienie tych branżowych wymagań pomaga ocenić, czy potencjalny partner produkcyjny rzeczywiście posiada odpowiednie doświadczenie, czy raczej działa poza granicami swojej wiedzy specjalistycznej. Pracownia doskonale radząca sobie z metalową architekturą może mieć trudności z wymaganiami dokumentacyjnymi w lotnictwie, podczas gdy producent precyzyjnych urządzeń medycznych może nie być konkurencyjny cenowo w przypadku produktów konsumenckich o dużej liczbie sztuk.
Gdy zastosowania przemysłowe i wymagania są już określone, kolejnym kluczowym zagadnieniem jest zrozumienie, jakie dokładnie standardy precyzji i jakości należy oczekiwać od profesjonalnych partnerów zajmujących się wykonywaniem elementów.
Standardy jakości i oczekiwania dotyczące precyzji
Wybrałeś/aś partnera wykonawczego i przesłałeś/aś pliki projektowe — ale skąd wiedzieć, czy gotowe elementy rzeczywiście spełnią Twoje wymagania? Zrozumienie dopuszczalnych odchyłek wymiarowych (tolerancji) oraz procesów zapewnienia jakości pozwala odróżnić udane projekty od frustrujących cykli poprawek. Profesjonalne firmy zajmujące się laserowym cięciem metali budują swoją reputację na dostarczaniu elementów zgodnych z podanymi specyfikacjami — zawsze i konsekwentnie.
Przyjrzyjmy się bliżej, co naprawdę oznacza precyzja w obróbce metali oraz jak skutecznie komunikować swoje oczekiwania jakościowe.
Zrozumienie precyzji i tolerancji
Tolerancja określa, o ile wymiar może się różnić od wartości nominalnej i wciąż być akceptowalny. Zgodnie z Xometry, tolerancje określają dopuszczalne granice zmienności fizycznego wymiaru, zapewniając, że elementy zostaną wytworzone w granicach akceptowalnych dla ich zamierzonego zastosowania.
Różne technologie cięcia zapewniają różne poziomy precyzji. Wiedza na temat tego, czego można się spodziewać, zapobiega nierealistycznym wymaganiom — pomaga również w określeniu ciasnych tolerancji tylko tam, gdzie naprawdę mają znaczenie.
Laserowe urządzenia do cięcia światłowodowego osiągają tolerancje w zakresie od ±0,001 do ±0,003 cala, co czyni je preferowanym wyborem w wymagających projektach blacharskich, gdzie priorytetem jest dokładność.
Oto, czego można realistycznie oczekiwać od każdej metody cięcia:
- Laser światłowodowy: Według A-Laser , lasery światłowodowe konsekwentnie zapewniają ścisłe tolerancje w zakresie od ±0,001" do ±0,003" — to standard złoty dla precyzyjnej obróbki blach.
- Laser CO2: Zwykle osiąga tolerancje od ±0,002" do ±0,005", co jest satysfakcjonujące dla większości zastosowań, choć nieco mniej precyzyjne niż systemy światłowodowe.
- Laser UV: Osiąga zadziwiająco ścisłe допусki na poziomie nawet ±0,0001 cala w zastosowaniach mikroobróbki wymagających precyzji poniżej jednego mikrona.
- Waterjet: Zazwyczaj zapewnia dopuszczenia w zakresie od ±0,003 do ±0,010 cala w zależności od grubości materiału i prędkości cięcia.
- Plazma: Generuje szersze dopuszczenia wokół ±0,020 cala — akceptowalne w zastosowaniach konstrukcyjnych, ale nieodpowiednie dla połączeń wysokiej precyzji.
Przy współpracy z firmą specjalizującą się w niestandardowym cięciu laserowym metalu należy pamiętać, że mniejsze dopuszczenia powodują wzrost kosztów. Określenie dopuszczalnej odchyłki na poziomie ±0,001 cala, gdy ±0,010 cala byłoby całkowicie wystarczające, prowadzi do niepotrzebnego wydatkowania środków i może wydłużyć czas realizacji zamówienia. Wymagania dotyczące precyzji należy stosować strategicznie – wyłącznie do kluczowych cech elementów.
Zapewnienie jakości w cięciu metali
Precyzyjne wyposażenie nic nie znaczy bez systematycznych procedur kontroli jakości. Zgodnie z Fox Valley Metal-Tech , wyższym celem niż zwykła kontrola jakości jest zapewnienie jakości – wyższy poziom proaktywnego, a nie reaktywnego zarządzania produktami, który odbywa się na każdym etapie procesu produkcyjnego.
Firma świadcząca usługi profesjonalnego cięcia laserowego metalu stosuje wiele punktów kontroli jakości:
Weryfikacja materiału
Kontrola jakości rozpoczyna się jeszcze przed rozpoczęciem cięcia. Uznani producenci porównują materiały dostarczone z zamówieniami zakupowymi, weryfikują Certyfikaty Zgodności (CoC) oraz sprawdzają obecność uszkodzeń lub zanieczyszczeń. Materiały mogą być przechowywane w strefach kwarantanny do momentu otrzymania dokumentów certyfikacyjnych oraz potwierdzenia zgodności ze specyfikacjami.
Kalibracja sprzętu
Dokładne części wymagają użycia skalibrowanego sprzętu. Fox Valley Metal-Tech wyjaśnia, że wszelkie urządzenia pomiarowe wykorzystywane do weryfikacji wymiarów wyrobów muszą być kalibrowane z częstotliwością określoną w ramach certyfikatu ISO 9001:2015. Obejmuje to codzienną weryfikację suwmiarek i mikrometrów przy użyciu stałych wzorców odniesienia, cotygodniowe inspekcje kalibracyjne przeprowadzane przez niezależne firmy trzecie oraz coroczną kompleksową kalibrację urządzeń CNC.
Inspekcja w trakcie procesu
Weryfikacja wymiarów odbywa się na przestrzeni całego procesu produkcji, a nie tylko na końcu. Typowe tolerancje dla precyzyjnych spoin spawanych oraz obrabianych części zawierają się w zakresie od .005" do .030", co jest weryfikowane za pomocą suwmiarek, mikrometrów, czujników wysokościowych oraz maszyn pomiarowych o współrzędnych (CMM).
Badania Nieniszczące
Gdy specyfikacje tego wymagają, firma zajmująca się laserowym cięciem blach może wykonać lub zorganizować specjalistyczne badania, w tym wizualną kontrolę spoin, badania pod ciśnieniem lub szczelności, penetracyjne badanie barwnikowe w celu wykrycia pęknięć powierzchniowych, magnetyczne badanie proszkowe dla materiałów ferromagnetycznych oraz ultradźwiękowe badanie wewnętrznych wad.
Skuteczna komunikacja Twoich wymagań
Jasna komunikacja zapobiega sporom dotyczącym jakości. Oto jak sformułować swoje wymagania:
- Odwołuj się do uznanych standardów: Wskazuj ISO 2768 dla ogólnych tolerancji lub ISO 286 dla krytycznych pasowań zamiast tworzenia własnych specyfikacji.
- Wskazuj wymiary krytyczne: Wyraźnie oznaczaj na rysunkach cechy wymagające węższych niż standardowe tolerancji.
- Określ wymagania dotyczące inspekcji: Jeśli potrzebujesz raportów z inspekcji pierwszego egzemplarza (FAIR), danych z maszyny pomiarowej współrzędnościowej (CMM) lub raportów wymiarowych, należy to określić na wstępie.
- Zdefiniuj wykończenie powierzchni: Określ akceptowalną jakość krawędzi, dopuszczalne wielkości zalotów oraz wartości chropowatości powierzchni tam, gdzie ważny jest wygląd.
Wybór odpowiednich tolerancji jest decyzją kluczową w procesie projektowania i produkcji, ponieważ wpływa na funkcjonalność, dopasowanie, koszt oraz możliwość wykonania danej części.
Zrozumienie tych standardów jakości pozwala skutecznie ocenić potencjalnych partnerów produkcyjnych oraz ustalić realistyczne oczekiwania wobec realizowanych projektów. Gdy wymagania jakościowe są już zdefiniowane, można przejść do ostatniego etapu — wybrania odpowiedniego partnera produkcyjnego, który przetworzy Twoje projekty w rzeczywistość.
Współpraca z firmami zajmującymi się cięciem metali w ramach swojego kolejnego projektu
Przez przejście przez najnowocześniejsze technologie, rozważania materiałowe, przepływy pracy związane z wytwarzaniem oraz standardy jakości. Teraz nadszedł czas na połączenie wszystkich tych elementów w praktyczną ramę, którą można od razu zastosować. Znalezienie odpowiedniej firmy zajmującej się cięciem metali nie zależy od przypadku – opiera się na systematycznej ocenie zgodnej z Państwa konkretnymi wymaganiami.
Nie ma znaczenia, czy zamawiacie pojedynczy prototyp, czy też zakładacie długoterminowy partnerski stosunek produkcyjny – ramy decyzyjne pozostają takie same. Spójrzmy teraz na zdobytą wiedzę i przekształćmy ją w konkretne, realizowalne kroki, które przesuną Wasz projekt do przodu.
Lista kontrolna partnera ds. cięcia metali
Zanim skontaktujecie się z jakimkolwiek wykonawcą, przeanalizujcie tę kompleksową listę kontrolną oceny. Według TMCO wybór odpowiedniego partnera produkcyjnego wykracza poza porównywanie ofert cenowych – chodzi o znalezienie zespołu, któremu możecie zaufać, by zrealizował Waszą wizję z precyzją, efektywnością i spójnością.
Weryfikacja technologii i możliwości
- Potwierdź, że posiadają odpowiednie wyposażenie do cięcia (cięcie laserem, wodą pod wysokim ciśnieniem, plazmą) zgodne z wymaganiami dotyczącymi materiału i grubości
- Sprawdź możliwość wykonywania operacji wtórnych — gięcia, spawania, obróbki powierzchniowej — jeśli Twoje elementy wymagają przetwarzania poza samym cięciem
- Oceń ich zdolność do obsługi Twoich wymagań co do objętości produkcji — od prototypów po serie produkcyjne
- Oceń dostępność wsparcia inżynierskiego w zakresie optymalizacji projektu oraz udzielania opinii DFM (Design for Manufacturability)
Wymagania dotyczące jakości i certyfikacji
- Zweryfikuj posiadanie certyfikatu ISO 9001 jako podstawowego wskaźnika jakości
- Potwierdź posiadanie certyfikatów branżowych (np. IATF 16949 dla przemysłu motocyklowego i samochodowego, AS9100 dla przemysłu lotniczego i kosmicznego, ISO 13485 dla przemysłu medycznego), tam gdzie ma to zastosowanie
- Zażądaj informacji na temat wyposażenia kontrolnego oraz możliwości dokumentowania jakości
- Zapytaj o systemy śledzenia materiałów oraz dokumentację certyfikacyjną
Podstawowe elementy przygotowania projektu
- Przygotuj pliki projektowe w akceptowanych formatach (STEP, DXF, IGES), z zamkniętymi konturami i poprawnymi jednostkami miary
- Określ specyfikacje materiałów dokumentu, w tym gatunek, grubość oraz wymagane certyfikaty
- Wskaż krytyczne tolerancje i wyraźnie je zaznacz — nie nadmiernie precyzuj tam, gdzie wystarczające są tolerancje standardowe
- Wylicz wszystkie operacje wtórne, wymagania dotyczące wykończenia oraz potrzeby związane z montażem elementów
- Ustal realistyczne oczekiwania co do harmonogramu na podstawie złożoności i wielkości partii
Czynniki oceny partnerstwa
- Oceń reaktywność w komunikacji podczas procesu ofertowania — pozwala to przewidzieć jakość dalszej współpracy
- Oceń, czy zadają pytania uzupełniające dotyczące Twojego zastosowania, co wskazuje na rzeczywiste zaangażowanie
- Weź pod uwagę bliskość geograficzną w przypadku elementów wrażliwych na koszty przewozu lub potrzeb szybkiej iteracji
- Zapoznaj się z opinią klientów oraz doświadczeniem branżowym relevantym dla Twojego sektora
Kolejny krok
Mając kompletną listę kontrolną, możesz skutecznie rozpocząć współpracę z potencjalnymi partnerami. Zgodnie z UPTIVE Advanced Manufacturing , odpowiednia firma produkcyjna dostarczy precyzyjne części, skróci czas realizacji zamówień oraz zaproponuje rozwiązania dopasowane do każdego etapu rozwoju Państwa produktu.
Oto Państwa plan działania na przyszłość:
Dla projektów prototypowych i rozwojowych
Gdy najważniejsze są szybkość i możliwość wielokrotnych iteracji, należy nadać pierwszeństwo firmom wykonawczym oferującym szybką realizację oraz współpracę inżynierską. Firmy specjalizujące się w cięciu laserowym metali na zamówienie, wyposażone w systemy natychmiastowego wyceny, mogą znacznie przyspieszyć cykl rozwoju Państwa produktu. Szukaj partnerów zapewniających kompleksową obsługę DFM (Design for Manufacturability), którzy będą w stanie zidentyfikować potencjalne problemy produkcyjne jeszcze przed rozpoczęciem cięcia.
Dla programów produkcyjnych
Długoterminowa produkcja wymaga zastosowania innych kryteriów oceny. Producenci części metalowych dla OEM-ów oraz producenci kontraktowi oferujący zaplanowane wydania, programy zarządzania zapasami oraz spójną dokumentację jakości stają się niezbędnymi partnerami. Firmy CNC zajmujące się cięciem metali, które posiadają solidne systemy zapewnienia jakości, zapobiegają zakłóceniom w łańcuchu dostaw, które mogą sparaliżować harmonogramy produkcji.
Rozważ producentów tacych jak Shaoyi (Ningbo) Metal Technology , co stanowi przykład certyfikowanych standardów jakości IATF 16949 omawianych w niniejszym przewodniku. Ich połączenie szybkiego prototypowania w ciągu 5 dni, kompleksowego wsparcia w zakresie projektowania przygotowanego do produkcji (DFM) oraz udzielania ofert w ciągu 12 godzin pokazuje, w jaki sposób wiodące firmy OEM zajmujące się CNC cięciem metali przyspieszają łańcuchy dostaw motocyklowych i samochodowych dla elementów nadwozia, zawieszenia oraz komponentów konstrukcyjnych – od początkowej koncepcji przez zautomatyzowaną produkcję masową.
Tworzenie długoterminowych relacji
Najlepsze partnerstwa w zakresie produkcji wykraczają poza transakcyjne oferty cenowe. TMCO podkreśla, że wybór partnera to nie tylko kwestia bieżącego projektu – chodzi o budowanie długotrwałej relacji opartej na zaufaniu, skuteczności działania i wspólnych celach. Niezawodna firma zajmująca się CNC cięciem metali staje się rozszerzeniem Państwa zespołu inżynierskiego, proponując ulepszenia oraz przewidując wyzwania jeszcze zanim wpłyną one na harmonogram realizacji projektu.
Partner zapewniający kompleksową obsługę produkcyjną zarządza projektem od pomysłu do finalnej realizacji – eliminując niewydajność wynikającą z koordynowania działań wielu dostawców i zapewniając pełną przejrzystość procesu produkcyjnego na każdym jego etapie.
Teraz wiesz, jak działają różne technologie cięcia, które metody nadają się do konkretnych materiałów oraz jakie standardy jakości można oczekiwać od profesjonalnych wykonawców. Wiesz, jak przygotować swoje projekty do sukcesu i systematycznie ocenić potencjalnych partnerów. Droga od zapytania ofertowego po gotowe elementy jest jasna — Twój następny projekt rozpoczyna się od jednego kontaktu z wykwalifikowanym partnerem produkcyjnym, który odpowiada Twoim wymaganiom.
Często zadawane pytania dotyczące firm zajmujących się cięciem metalu
1. Ile kosztuje cięcie metalu?
Koszty cięcia metalu zależą od rodzaju materiału, jego grubości, metody cięcia oraz stopnia skomplikowania. Cięcie laserowe zazwyczaj kosztuje od 0,50 do 2 USD za cal liniowy dla blach. Stawki godzinowe mieszczą się ogólnie w przedziale 20–30 USD. Cięcie plazmowe oferuje niższe koszty na stopę dla grubszych materiałów, podczas gdy cięcie strumieniem wody ma wyższą cenę z powodu wolniejszych prędkości. Zniżki za dużą ilość znacząco obniżają koszty jednostkowe w seriach produkcyjnych, a dodatkowe operacje takie jak gięcie czy wykańczanie zwiększają całkowity koszt.
2. Czy sklep z artykułami budowlanymi przetnie dla Ciebie metal?
Sklepy z artykułami budowlanymi oferują ograniczone usługi cięcia metalu, zwykle ograniczone do cięcia rur i podstawowego tnącego cienkich materiałów. W przypadku precyzyjnej obróbki blach, niestandardowych kształtów lub grubszych materiałów niezbędne są profesjonalne firmy zajmujące się cięciem metalu, wyposażone w systemy laserowe, waterjet lub plazmowe. Takie zakłady przetwarzają pliki CAD, zachowują ścisłe tolerancje i oferują operacje wtórne, których sklepy z artykułami budowlanymi nie są w stanie zapewnić.
3. Jak przyciąć kawałek metalu?
Aby profesjonalnie pociąć metal, przygotuj pliki projektowe w formacie DXF lub STEP, określ rodzaj i grubość materiału oraz skontaktuj się z firmą przetwarzającą metal w celu uzyskania wyceny. Większość producentów akceptuje przesyłanie plików online i udziela ofert w ciągu 12–24 godzin. Dołącz wymagania dotyczące tolerancji, potrzebną ilość sztuk oraz ewentualne operacje wtórne, takie jak gięcie czy wykończenie. W przypadku prostych cięć niektóre internetowe usługi prototypowania oferują natychmiastową wycenę z dostawą już w kilka dni.
4. Jaka jest różnica między cięciem laserowym a cięciem plazmowym?
Cięcie laserem wykorzystuje skoncentrowaną wiązkę światła, osiągając tolerancje na poziomie ±0,005 cala – jest to metoda idealna do materiałów cienkich i średnich, wymagających wysokiej precyzji oraz czystych krawędzi. Cięcie plazmowe wykorzystuje nadgrzane, zjonizowane gazy, umożliwiając obróbkę grubszych metali przewodzących prąd elektryczny 3–4 razy szybciej niż inne metody, jednak z szerszymi tolerancjami wynoszącymi około ±0,020 cala. Wybierz cięcie laserem w przypadku skomplikowanych projektów i precyzyjnych dopasowań; zdecyduj się na cięcie plazmowe przy obróbce grubej stali konstrukcyjnej, gdy priorytetem są szybkość i koszt, a nie jakość krawędzi.
5. Jakie certyfikaty powinienem sprawdzić u firmy zajmującej się cięciem metali?
Certyfikat ISO 9001 wskazuje podstawowy system zarządzania jakością. W zastosowaniach motoryzacyjnych certyfikat IATF 16949 potwierdza zgodność z wymaganiami specyficznymi dla przemysłu motoryzacyjnego, w tym dokumentacją PPAP. Dostawcy branży lotniczej i kosmicznej wymagają certyfikatu AS9100, podczas gdy producenci urządzeń medycznych wymagają ISO 13485. Te certyfikaty potwierdzają, że firma utrzymuje udokumentowane procesy, skalibrowane wyposażenie oraz systematyczne kontrole jakości niezbędne dla branż regulowanych.