 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Producenti komponentów maszynowych: 9 kluczowych punktów przed pierwszym zapytaniem ofertowym (RFQ)
Zrozumienie producentów komponentów maszyn oraz ich roli w przemyśle
Czy kiedykolwiek zastanawiałeś się, kto produkuje precyzyjne zębniki w skrzyni biegów samochodu lub skomplikowane elementy zaworów w systemach lotniczych i kosmicznych? Producenci komponentów maszyn to specjalistyczni producenci przekształcający surowce w kluczowe części napędzające praktycznie każdą branżę. W przeciwieństwie do ogólnych zakładów produkcyjnych, które budują duże konstrukcje, te firmy skupiające się na precyzji wytwarzają pojedyncze komponenty z tolerancjami często mierzonymi w tysięcznych częściach cala.
Ten przewodnik zapoznaje Cię ze wszystkim, co musisz wiedzieć przed wysłaniem pierwszego żądania oferty (RFQ). Traktuj go jako kompleksową mapę drogową – nie katalog produktów – zaprojektowaną tak, aby pomóc Ci z pewnością poruszać się po złożonym świecie produkcji części maszynowych.
Czym właściwie zajmują się producenci komponentów maszyn
W swojej istocie producenci komponentów frezowanych specjalizują się w procesach produkcyjnych typu subtractive (odjęciowe). Wyobraź sobie rzeźbiarza pracującego z bloku marmuru — ci producenci zaczynają od stałego pręta metalowego i systematycznie usuwają materiał, aż pojawi się pożądany kształt. Kluczowa różnica w porównaniu do ogólnych zakładów wykonywania elementów? Precyzja ma kluczowe znaczenie.
Podczas gdy zakład wykonywania elementów buduje konstrukcje poprzez cięcie, gięcie i spawanie arkuszy blachy, producenci precyzyjni skupiają się na tworzeniu pojedynczych komponentów z dokładnymi specyfikacjami. Pracują z komponentami maszyn CNC oraz zaawansowanym sprzętem, aby osiągnąć tolerancje, których procesy ręczne po prostu nie są w stanie zapewnić. Sam rynek usług zakładów obróbkowych w Stanach Zjednoczonych oszacowano w 2025 roku na 48,0 mld USD, co pokazuje, jak niezbędni stały się ci specjalistyczni producenci dla współczesnej produkcji przemysłowej.
Niewidoczna podstawa produkcji przemysłowej
Elementy frezowane znajdziesz w miejscach, których byś nigdy nie spodziewał się. Od łożysk w turbinach wiatrowych po łączniki w urządzeniach medycznych – precyzyjne elementy frezowane tworzą niewidoczną infrastrukturę, dzięki której przemysł funkcjonuje sprawnie.
Producenci ci wytwarzają szeroką gamę niezbędnych elementów maszyn:
- Sprzęgła i hamulce – Kluczowe dla systemów przekazywania mocy i sterowania ruchem
- Sprzęgła – Łączą wirujące wały, umożliwiając przy tym kompensację nieosiowości
- Sprężyny i elementy zaciskowe – Zapewniają naprężenie, ściskanie oraz bezpieczne połączenia
- Części obrobione precyzyjnie – Elementy niestandardowe przeznaczone do konkretnych zastosowań
- Przekładnie i elementy transmisji – Pozwalają na przekazywanie mocy przy różnych prędkościach obrotowych i momentach obrotowych
- Łożyska i konstrukcje nośne – Zmniejszanie tarcia i utrzymanie prawidłowego położenia
Od surowego metalu do precyzyjnych części
Co odróżnia specjalistycznego producenta precyzyjnego od ogólnego warsztatu maszynowego? Kluczowe znaczenie mają kompetencje, spójność i certyfikacja. Ogólne zakłady metalowe mogą produkować konstrukcje nośne i obudowy, ale gdy potrzebujesz elementu, który musi spełniać wymagania z dokładnością do mikrometrów, potrzebujesz dedykowanego partnera z zakresu techniki precyzyjnej.
Specjalistyczni producenci inwestują znaczne środki w zaawansowane technologie CNC, systemy zarządzania jakością oraz wykwalifikowanych operatorów obrabiarek, którzy rozumieją subtelności pracy z różnymi materiałami. Stosują ścisłe protokoły kontroli jakości i często posiadają certyfikaty branżowe, których ogólne zakłady zwykle nie uzyskują.
Zrozumienie tej różnicy ma znaczenie, ponieważ wybór niewłaściwego typu partnera może prowadzić do opóźnień w realizacji projektu, przekroczenia budżetu oraz komponentów nieodpowiadających Państwa specyfikacjom.

Podstawowe procesy produkcyjne leżące u podstaw precyzyjnych komponentów
Brzmi skomplikowanie? Nie musi tak być. Zrozumienie, w jaki sposób rzeczywiście wytwarzane są części frezowane CNC, daje Państwu istotną przewagę przy komunikacji z producentami oraz ocenie ich możliwości. Przeanalizujmy więc kluczowe procesy, które przekształcają surowy metal w precyzyjne elementy wykonane metodą obróbki CNC, na które będą Państwo polegać w swoich projektach.
Podstawy obróbki CNC – wyjaśnione
CNC to skrót od Computer Numerical Control — czyli zasadniczo komputery kierujące narzędziami tnącymi z wyjątkową dokładnością. W przeciwieństwie do obróbki ręcznej, w której operatorzy kierują narzędziami ręcznie, technologia CNC wykonuje zaprogramowane instrukcje, osiągając tolerancje, których ręce ludzkie po prostu nie są w stanie osiągać w sposób spójny.
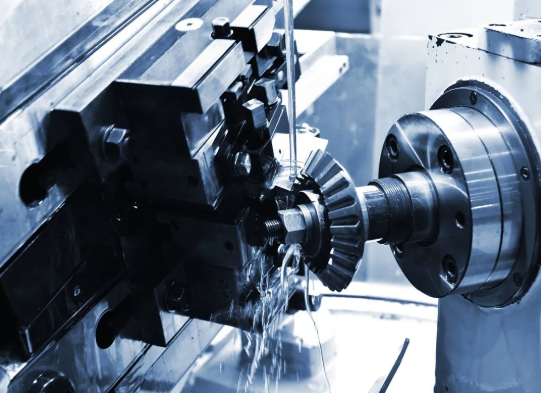
The dwa podstawowe procesy CNC z którymi się zapoznasz, to toczenie i frezowanie. Oto główna różnica: przy toczeniu CNC przedmiot obrabiany wiruje, podczas gdy nieruchome narzędzie tnące nadaje mu kształt — jest to idealne rozwiązanie do części cylindrycznych, takich jak wały, pręty i tuleje. Przy frezowaniu CNC zachodzi odwrotna sytuacja: narzędzie tnące wiruje, a przedmiot obrabiany pozostaje nieruchomy, co czyni tę metodę doskonałą do wykonywania części frezowanych o powierzchniach płaskich, rowkach, kieszeniach oraz złożonych trójwymiarowych kształtów.
Podczas produkcji części maszyn wiele zastosowań precyzyjnej obróbki łączy obie te operacje. Element może zostać najpierw poddany obróbce tokarskiej w celu wytworzenia jego cech cylindrycznych, a następnie przeniesiony na frezarkę w celu wykonania otworów, powierzchni płaskich lub cięć pod kątem. Zrozumienie tego przepływu pracy pozwala określić, które zakłady są w stanie zrealizować cały projekt, a które wymagają zaangażowania dostawców dodatkowych.
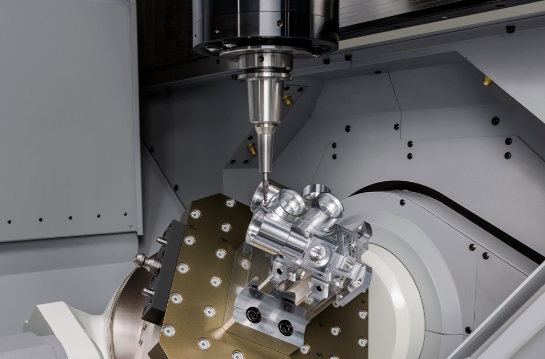
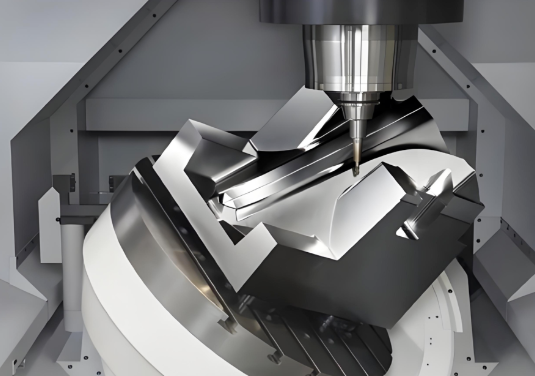
Możliwości obróbki wieloosiowej
Wyobraź sobie próbę obróbki łopatki turbiny przy użyciu tylko trzech kierunków ruchu — w górę-w dół, w lewo-w prawo oraz do przodu-do tyłu. Wymagałoby to wielokrotnego zatrzymywania się, ponownego pozycjonowania elementu oraz wiązało się z ryzykiem wprowadzenia błędów wyrównania przy każdym takim manewrze. Dokładnie dlatego istnieje obróbka wieloosiowa.
Standardowa obróbka 3-osiowa przesuwa narzędzie skrawające wzdłuż trzech kierunków liniowych. Choć jest skuteczna przy prostszych kształtach geometrycznych, to dla części złożonych wymaga wielu kolejnych ustawień. Zgodnie z analizą techniczną firmy Fictiv, obróbka CNC 5-osiowa dodaje dwa ruchy obrotowe, umożliwiając narzędziu zbliżenie się do przedmiotu obrabianego praktycznie pod dowolnym kątem w jednym ustawieniu.
Istnieje również opcja pośrednia zwana frezowaniem 3+2-osowym (lub pozycyjnym frezowaniem 5-osowym). W tym przypadku osie obrotowe nachylają przedmiot obrabiany do odpowiedniej pozycji, ale cięcie odbywa się nadal wyłącznie za pomocą trzech ruchów liniowych. Takie podejście umożliwia dostęp do wielu stron przedmiotu bez złożoności programowania charakterystycznej dla pełnego jednoczesnego frezowania 5-osowego.
Jakie są praktyczne korzyści? Skrócenie czasu przygotowania maszyny, mniejsze ryzyko błędów wyrównania oraz możliwość obróbki skomplikowanych elementów geometrycznych, które w przeciwnym razie wymagałyby wielu operacji lub w ogóle nie mogłyby zostać wyprodukowane. W przypadku części CNC przeznaczonych do precyzyjnej obróbki o złożonych konturach — takich jak elementy stosowane w przemyśle lotniczym lub implanty medyczne — zdolność do obróbki 5-osowej często okazuje się niezbędna.
Obróbka śrubowa typu Swiss dla złożonych geometrii
Gdy Twoje wymagania dotyczące precyzyjnej obróbki części obejmują małe, smukłe elementy o skomplikowanych kształtach, obróbka śrubowa szwajcarska oferuje możliwości, których nie potrafią zapewnić tradycyjne tokarki. Technologia ta została pierwotnie opracowana do produkcji zegarków i doskonale sprawdza się przy wytwarzaniu długich, cienkich części bez problemów związanych z ugięciem, które występują przy standardowych operacjach toczenia.
Czym różnią się tokarki szwajcarskie? Przetwórzony przedmiot jest wspierany przez prowadnicę (bushing) umieszczoną bardzo blisko punktu cięcia, co zapewnia wyjątkową stabilność. Dzięki tej konstrukcji możliwe jest obrabianie części o stosunku długości do średnicy, który na urządzeniach konwencjonalnych powodowałby drgania i utratę dokładności. Według Kremin Inc. tokarki szwajcarskie są niezastąpione w przemyśle medycznym, lotniczo-kosmicznym, elektronicznym oraz w zegarmistrzostwie, gdzie kluczowe znaczenie mają precyzja i niewielkie rozmiary części.
Wiele szwajcarskich maszyn wyposażonych jest również w narzędzia obrotowe — wirujące narzędzia, które mogą wykonywać operacje frezowania podczas gdy główny wrzecień utrzymuje przedmiot obrabiany. Oznacza to, że złożone części CNC wykonane metodą frezowania i toczenia mogą być gotowe w całości w jednej operacji.
Porównanie procesów produkcyjnych w skrócie
Wybór odpowiedniego procesu obróbki części zależy od geometrii komponentu, wymaganych tolerancji oraz materiału. To porównanie pomoże dopasować Twoje potrzeby do odpowiedniego podejścia produkcyjnego:
| Rodzaj procesu | Najlepsze zastosowania | Typowe tolerancje | Zastosowanie materiału |
|---|---|---|---|
| Obrót CNC | Części cylindryczne: wały, sworznie, tuleje, kołnierze | ±0,025 mm (±0,001 cala) | Metale, tworzywa inżynierskie, stopy |
| Frezowanie CNC | Części pryzmatyczne: obudowy, wsporniki, płyty z kieszeniami i rowkami | ±0,05 mm (±0,002 cala) | Stal, aluminium, tytan, tworzywa sztuczne, kompozyty |
| Toczenie śrub typu Swiss | Małe, smukłe elementy: sworznie medyczne, łączniki elektroniczne, części zegarków | ±0,005 mm (±0,0002 cala) | Mosiądz, stal nierdzewna, tytan, aluminium |
| Obróbka wieloosiowa (5 osi) | Złożone geometrie: łopatki turbin, wirniki, implanty ortopedyczne | ±0,01–0,02 mm (±0,0004–0,0008 cala) | Wszystkie metale nadające się do obróbki skrawaniem, stopy o wysokiej wydajności |
Zwróć uwagę, jak dopuszczalne odchyłki stają się coraz mniejsze w miarę przechodzenia do bardziej specjalistycznych urządzeń. Ta korelacja między możliwościami maszyny a jej dokładnością wyjaśnia, dlaczego zrozumienie tych procesów jest tak ważne — pozwala uniknąć zarówno niedospecyfikowania (co prowadzi do otrzymania niewystarczających pod względem jakości części), jak i nadmiernego specyfikowania (co wiąże się z płaceniem wyższych cen za możliwości, których w rzeczywistości nie potrzebujesz).
Mając jasne pojęcie o tym, jak działają te procesy produkcyjne, możesz teraz przejść do kolejnego kluczowego punktu decyzyjnego: wyboru odpowiedniego materiału na swoje części wykonane metodą obróbki skrawaniem.

Przewodnik po doborze materiałów dla elementów wykonanych metodą skrawania
Wybór niewłaściwego materiału może sparaliżować cały projekt. Wyobraź sobie zaprojektowanie idealnego elementu, a następnie obserwowanie, jak ulega on korozji w warunkach eksploatacyjnych, ugina się pod obciążeniem lub przekracza budżet z powodu określenia egzotycznego stopu, podczas gdy zwykła stal zupełnie by wystarczyła. Dobór materiału znajduje się na styku wydajności inżynierskiej i rzeczywistości ekonomicznej – a jego prawidłowy wybór wymaga zrozumienia, jak różne metale i tworzywa sztuczne zachowują się w rzeczywistych warunkach.
Kiedy sourcing części metalowych wykonanych metodą obróbki skrawaniem od producentów , napotkasz szeroki zakres opcji. Każdy materiał oferuje charakterystyczne zalety oraz kompromisy pod względem wytrzymałości mechanicznej, odporności na korozję, masy oraz kosztu. Przeanalizujmy główne kategorie materiałów, abyś mógł dobrać optymalny materiał odpowiedni do Twoich wymagań.
Stopy stali do zastosowań wymagających wytrzymałości i trwałości
Stal pozostaje podstawowym materiałem w przemyśle produkcyjnym i to z dobrych powodów. Jej połączenie wytrzymałości, twardości i przystępnej ceny czyni ją domyślnym wyborem w zastosowaniach wymagających integralności konstrukcyjnej oraz odporności na zużycie. Jednak nie wszystkie stali są jednakowe.
Stale zwykłe (takie jak 1018 i 1045) zapewniają doskonałą obrabialność i spawalność w ekonomicznych cenach. Zgodnie z danymi firmy Hubs stal zwykła 1018 jest najczęściej stosowaną gatunkiem, oferując dobrą odporność udarową, wytrzymałość i twardość w zastosowaniach ogólnych. Stale te nadają się do produkcji przyrządów montażowych, uchwytów oraz elementów konstrukcyjnych, gdzie ochronę przed korozją można zapewnić poprzez pokrycie warstwą metalu lub innym powłokowaniem.
Stale alejowane (takie jak 4140 i 4340) znacznie podnoszą poziom osiągów. Mogą być poddawane obróbce cieplnej w celu uzyskania wyższej twardości i wytrzymałości przy zachowaniu dobrej odporności udarowej. Jeśli Twoje niestandardowe części stalowe muszą wytrzymać duże obciążenia, wielokrotne uderzenia lub wymagające warunki eksploatacyjne związane z zużyciem, stale stopowe uzasadniają niewielką premię cenową.
Nierdzewne stale wprowadzić odporność na korozję do równania. Zawartość chromu (zwykle powyżej 10,5%) tworzy ochronną warstwę pasywną, która zapobiega rdzewieniu i atakowi chemicznemu. Stal nierdzewna klasy 304 nadaje się do większości zastosowań ogólnych, podczas gdy stal klasy 316 oferuje znacznie lepszą odporność na środowiska słoneczne – co jest kluczowe w sprzęcie morskim lub urządzeniach do przetwarzania chemicznego.
Jaka jest cena tego kompromisu? Stal nierdzewna jest trudniejsza w obróbce niż stal węglowa, co zwiększa koszty obróbki części metalowych. Zużycie narzędzi przyspiesza, a utwardzanie przez odkształcenie może utrudniać operacje cięcia. Mimo to długotrwała wytrzymałość często rekompensuje wyższe początkowe koszty.
Zastosowania aluminium w lekkich komponentach
Gdy redukcja masy ma znaczenie — niezależnie od celów takich jak poprawa oszczędności paliwa, przenośność czy zmniejszenie bezwładności w ruchomych zespołach — stopy aluminium zapewniają wyjątkową wydajność. Gęstość aluminium wynosi mniej więcej jedną trzecią gęstości stali, dzięki czemu umożliwia projektowanie elementów, które w przypadku metali żelaznych byłyby zbyt ciężkie do praktycznego zastosowania.
Oprócz oszczędności masy aluminium charakteryzuje się doskonałą obrabialnością. Niższy opór cięcia przekłada się na krótsze czasy cyklu, zmniejszone zużycie narzędzi oraz doskonałe wykończenie powierzchni. Oznacza to bezpośrednie obniżenie kosztów obróbki skrawaniem, co czyni aluminium szczególnie atrakcyjnym zarówno w fazie prototypowania, jak i masowej produkcji.
Aluminium 6061 jest najbardziej powszechnym stopem ogólnego przeznaczenia. Jego zrównoważone właściwości — dobra wytrzymałość przy niskiej masie, odporność na korozję oraz doskonała obrabialność — czynią go odpowiednim do zastosowań od ram samochodowych po obudowy urządzeń elektronicznych. Dane branżowe potwierdzają, że stop 6061 jest najtańszym i najbardziej powszechnie dostępnym wariantem aluminium do obróbki CNC.
Aluminium 7075 jest przeznaczony do zastosowań wysokowydajnych. Ten stop klasy lotniczej, po hartowaniu, osiąga wytrzymałość zbliżoną do stali, co czyni go idealnym dla elementów konstrukcyjnych w lotnictwie, sprzętu wspinaczkowego oraz części rowerów używanych w zawodach kolarskich. Wyższa cena odzwierciedla jego doskonałe właściwości mechaniczne.
Jedno ważne uwagi: choć aluminium naturalnie odporno na korozję atmosferyczną, może reagować z niektórymi chemikaliami oraz z metalami o innej naturze. Anodowanie tworzy twardą, ochronną warstwę, która zwiększa trwałość i umożliwia stosowanie barwionych wykończeń – jest to powszechną operacją wtórną dla precyzyjnie toczeniowych części metalowych.
Materiały specjalne do ekstremalnych środowisk
Czasami standardowe materiały po prostu nie wytrzymają wymogów Twojego zastosowania. Ekstremalne temperatury, agresywne chemikalia lub nietypowe wymagania mechaniczne wymagają zastosowania stopów specjalnych oraz zaawansowanych tworzyw sztucznych.
Tytan łączy wyjątkową wytrzymałość z masą o około 45% mniejszą niż stal. Odporność na korozję przewyższa lub równa się odporności stali nierdzewnej, a jego właściwości pozostają zachowane w podwyższonych temperaturach. Tytan jest często stosowany w przemyśle lotniczym, w implantach medycznych oraz w zastosowaniach morskich, mimo znacznie wyższej ceny. Jakie są wyzwania? Niska przewodność cieplna tytanu oraz jego skłonność do utwardzania się w trakcie obróbki powodują, że operacje frezowania i toczenia są trudne. Można spodziewać się dłuższych czasów cyklu, konieczności stosowania specjalistycznego narzędzi oraz odpowiednio wyższych cen.
Mosiądz wyróżnia się w zastosowaniach wymagających niskiego tarcia, przewodności elektrycznej lub atrakcyjnego wykończenia. Elementy z mosiądzu wykonane na zamówienie bardzo dobrze nadają się do obróbki skrawaniem — mosiądz jest często uznawany za jeden z najłatwiejszych metali do cięcia. Dzięki temu jest opłacalnym wyborem przy produkcji wysokogatunkowych elementów zaworów, łączników elektrycznych oraz dekoracyjnej armatury. Naturalna odporność na korozję (choć mniejsza niż u stali nierdzewnej) czyni go odpowiednim dla wielu zastosowań w instalacjach sanitarно-wodnych oraz w środowisku morskim.
Tworzywa techniczne ofertują unikalne właściwości, których nie potrafią dorównać metale. Materiały takie jak PEEK wytrzymują temperatury stałe do 250 °C, zapewniając przy tym odporność chemiczną i izolację elektryczną. Nylon charakteryzuje się doskonałą odpornością na zużycie w zastosowaniach takich jak koła zębate i wpuszczki, podczas gdy POM (Delrin) oferuje niskie tarcie i wysoką stabilność wymiarową. Masa tych materiałów stanowi jedynie ułamek masy metali, co często upraszcza montaż i zmniejsza obciążenia systemu.
Porównanie materiałów w skrócie
Ta tabela podsumowuje kluczowe czynniki decyzyjne dla powszechnie stosowanych materiałów stosowanych do obróbki skrawaniem:
| Materiał | Zakres wytrzymałości na rozciąganie | Odporność na korozję | Współczynnik masy | Poziom kosztów | Idealne zastosowania |
|---|---|---|---|---|---|
| Stal węglowa zwykła (1018/1045) | 370–585 MPa | Niska (wymaga powłoki ochronnej) | Wysoka (7,8 g/cm³) | $ | Elementy konstrukcyjne, uchwyty, przyrządy pomiarowe, ogólne maszyny |
| Stal nierdzewna (304/316) | 515–620 MPa | Doskonały | Wysoki (8,0 g/cm³) | $$ | Przemysł spożywczy, medyczny, morski oraz sprzęt chemiczny |
| Aluminium (6061/7075) | 275–570 MPa | Dobra (doskonała po anodowaniu) | Niski (2,7 g/cm³) | $–$$ | Konstrukcje lotnicze i kosmiczne, motocykle, obudowy urządzeń elektronicznych |
| Mosiądz (C36000) | 310–380 MPa | Dobre | Wysoki (8,5 g/cm³) | $$ | Złącza elektryczne, zawory, ozdobne elementy montażowe |
| Tytan (stopień 5) | 830–1170 MPa | Doskonały | Średnia (4,4 g/cm³) | $$$$ | Lotnictwo, implanty medyczne, wysokowydajne wyścigi |
| Tworzywa inżynierskie (PEEK/nylon) | 45–100 MPa | Doskonała (chemiczna) | Bardzo niska (1,1–1,4 g/cm³) | $$–$$$ | Łożyska, izolatory, urządzenia medyczne, części przeznaczone do kontaktu z żywnością |
Kiedy stopy specjalne uzasadniają wyższą cenę
Decyzja o zastosowaniu materiałów wysokiej klasy zamiast standardowych nie powinna być podejmowana lekkomyślnie – ale nie powinna też być unikana, gdy tego wymagają okoliczności. Rozważ zastosowanie stopów specjalnych w następujących przypadkach:
- Skutki awarii są poważne – Elementy konstrukcyjne samolotów, implanty medyczne oraz systemy krytyczne pod względem bezpieczeństwa uzasadniają zastosowanie droższych materiałów minimalizujących ryzyko
- Środowisko eksploatacji jest skrajne – Wysokie temperatury, agresywne środki chemiczne lub ekspozycja na wodę morską mogą szybko zniszczyć materiały standardowe
- Oszczędność masy przekłada się na wydajność systemu – W zastosowaniach lotniczych i motocyklowych zmniejszenie masy poprawia oszczędność paliwa oraz właściwości jezdne
- Całkowity koszt cyklu życia sprzyja trwałości – Składnik wykonany z tytanu, który służy 20 lat, może okazać się tańszy niż wielokrotne wymiany elementów stalowych co 5 lat
Z drugiej strony określanie materiałów egzotycznych do łagodnych środowisk po prostu marnuje budżet. Element ze stali nierdzewnej w suchym, wewnętrznym zastosowaniu często stanowi niepotrzebny koszt, gdy zwykła stal węglowa z odpowiednim powłoką zapewniłaby identyczną wydajność.
Dzięki jasnej znajomości dostępnych materiałów oraz ich kompromisów jesteś teraz gotowy do określania wymagań, które równoważą potrzeby wydajnościowe z rzeczywistościami budżetowymi. Następne kluczowe zagadnienie? Zrozumienie norm dopuszczalnych odchyłek — ponieważ nawet doskonały wybór materiału nic nie znaczy, jeśli Twoje części nie pasują do siebie zgodnie z projektem.
Wyjaśnienie norm dopuszczalnych odchyłek i specyfikacji precyzyjnych
Wybrałeś idealny materiał. Twój projekt wygląda bezbłędnie na ekranie. Jednak tutaj wiele projektów napotyka na trudności: określenie tolerancji, których osiągnięcie wiąże się z ogromnymi kosztami lub które nie spełniają wymagań funkcjonalnych Twojego projektu. Zrozumienie specyfikacji części wykonanych metodami obróbki skrawaniem precyzyjnej nie jest jedynie wiedzą techniczną – to różnica między elementami idealnie pasującymi do siebie a drogimi błędami wymagającymi ponownej obróbki.
Tolerancje określają dopuszczalne odchylenia wymiarów elementu. Można je traktować jako akceptowalny margines błędu. Wałek zaprojektowany o średnicy 10 mm z tolerancją ±0,02 mm może mieć rzeczywistą średnicę w zakresie od 9,98 mm do 10,02 mm i nadal być uznawany za dopuszczalny. Pozornie niewielki szczegół ten ma ogromne konsekwencje zarówno dla kosztów, jak i funkcjonalności.
Rozszyfrowanie klas tolerancji oraz ich konsekwencji
Przy analizie ofert od producentów części wykonanych metodami obróbki skrawaniem precyzyjnej napotkasz różne specyfikacje tolerancji. Zgodnie ze standardami branżowymi standardowe tolerancje obróbki CNC wynoszące ±0,25 mm (±0,010") stanowią podstawowy poziom możliwości dla większości operacji precyzyjnej produkcji. Poziom ten uwzględnia normalne wariacje dokładności maszyn, wpływ efektów cieplnych, zużycia narzędzi oraz powtarzalności ustawień, zapewniając przy tym opłacalne tempo produkcji.
Ale co poszczególne klasy tolerancji oznaczają w praktyce dla Twojego projektu? Oto praktyczny podział:
- Tolerancje standardowe (±0,25 mm / ±0,010") – Nadają się do wymiarów niestanowiących krytycznego znaczenia, ogólnych elementów konstrukcyjnych oraz części, w których dopasowanie nie wymaga wyjątkowej precyzji. Najbardziej opłacalna opcja.
- Tolerancje ścisłe (±0,125 mm / ±0,005") – Wymagane dla precyzyjnych części maszyn z umiarkowanymi wymaganiami dotyczącymi dopasowania, elementów ruchomych oraz zespołów wymagających niezawodnego pozycjonowania.
- Tolerancje precyzyjne (±0,05 mm / ±0,002") – Konieczne dla części wykonywanych z wysoką precyzją w wymagających zastosowaniach, takich jak obudowy łożysk, elementy układów hydraulicznych oraz zespoły precyzyjne.
- Tolerancje ultra-precyzyjne (±0,0125 mm / ±0,0005") – Zarezerwowane dla wysokiej precyzji części obrabianych w przemyśle lotniczym, urządzeniach medycznych oraz sprzęcie optycznym, gdzie dokładność na poziomie mikronów jest bezwzględnie wymagana.
Każdy kolejny stopień zacieśnienia tolerancji wymaga bardziej zaawansowanego sprzętu, kontrolowanych warunków środowiskowych oraz protokołów inspekcyjnych. Jak zauważa Modus Advanced, osiągnięcie ultra-dokładnych tolerancji wymaga środowisk kontrolowanych pod względem temperatury (±0,5 °C), izolacji od drgań oraz wysokoprecyzyjnych wrzecion — co zwiększa koszty bazowe o 100–200%.
Kiedy dokładne tolerancje rzeczywiście mają znaczenie
Oto niezręczna prawda: wielu zakupujących nadmiernie określa tolerancje, nie rozumiejąc ich konsekwencji finansowych. Wymaganie części CNC o wysokiej precyzji z tolerancjami ±0,01 mm, gdy ±0,1 mm zapewniałoby identyczną funkcjonalność, prowadzi jedynie do niepotrzebnego marnowania budżetu.
Kiedy więc ścisłe tolerancje rzeczywiście mają znaczenie? Skup się na następujących scenariuszach:
- Powierzchnie stykowe – Gdy dwie części muszą pasować do siebie z określoną luzem lub naprzeciwieństwem
- Zespolone elementy obrotowe – Wały, łożyska i obudowy wymagające stałej współosiowości
- Powierzchnie uszczelniające – Obszary, w których zatrzymywanie cieczy lub gazu zależy od precyzyjnego dopasowania
- Kluczowe cechy wymagające dokładnego wzajemnego ustawienia – Otwory montażowe, szczyty lokalizacyjne oraz powierzchnie odniesienia
W przypadku wymiarów niestanowiących kluczowego znaczenia — np. całkowitej długości wspornika, szerokości powierzchni niebiorącej udziału w połączeniu lub położenia otworów montażowych z dużym luzem — standardowe допусki zazwyczaj wystarczają. Zgodnie z informacjami firmy Abra Engineering , nadmiernie ścisłe допусki zwiększają koszty produkcji bez dodawania wartości funkcjonalnej, co czyni optymalizację допусków niezbędną dla efektywności kosztowej.
Określanie wymagań bez nadmiernego inżynierowania
Jak skutecznie przekazać wymagania dotyczące допусków, unikając jednoczesnego podnoszenia kosztów? Zacznij od wyodrębnienia na rysunkach wymiarów kluczowych i niestanowiących kluczowego znaczenia.
Najściślejsze допусki stosuj wyłącznie tam, gdzie tego wymaga funkcja elementu. Na przykład precyzyjnie toczone części mogą wymagać допусku ±0,025 mm na powierzchni osadzenia łożyska, podczas gdy dla całkowitej wysokości dopuszczalny jest допусk ±0,25 mm. Takie selektywne podejście pozwala producentom skupić środki tam, gdzie precyzja rzeczywiście ma znaczenie.
Rozważ zastosowanie geometrycznego wymiarowania i tolerancji (GD&T) w przypadku złożonych wymagań. Protolabs wyjaśnia, że GD&T kontroluje zależności między cechami — takimi jak prostopadłość, współosiowość i rzeczywista pozycja — skuteczniej niż proste tolerancje dwustronne. Pozwala to na głębszą kontrolę jakości i unika niejednoznaczności dotyczącej tego, co właściwie oznacza „w granicach tolerancji” w kontekście Twojego zastosowania.
Nie zapomnij o specyfikacjach wykończenia powierzchni. Standardowe wykończenia wynoszą 63 µin dla powierzchni płaskich i 125 µin dla powierzchni zakrzywionych i spełniają wymagania większości zastosowań. Określenie gładszego wykończenia wiąże się z dodatkowymi operacjami polerowania i wzrostem kosztów — jest to uzasadnione w przypadku powierzchni uszczelniających lub elementów estetycznych, ale niepotrzebne w innych sytuacjach.
Wreszcie omów wymagania dotyczące dopuszczalnych odchyłek z potencjalnymi producentami przed ostatecznym ustaleniem specyfikacji. Doświadczeni dostawcy precyzyjnych części obróbkowych mogą często zaproponować alternatywne podejścia, które pozwalają osiągnąć zamierzone cele funkcjonalne przy niższych kosztach. Mogą oni wskazać, gdzie Twoje specyfikacje przekraczają ich standardowe możliwości – co wiąże się z wyższymi cenami – podczas gdy niewielkie korekty pozwoliłyby pozostać w zakresie opłacalnym.
Gdy wymagania dotyczące dopuszczalnych odchyłek są jasno zdefiniowane, możesz przejść do oceny kolejnego kluczowego czynnika, który odróżnia kompetentnych producentów od pozostałych: certyfikatów jakości oraz tego, co faktycznie gwarantują one w odniesieniu do dostarczanych części.
Certyfikaty jakości i normy kontroli, które mają znaczenie
Znaleźliście producenta, który na swojej stronie internetowej wymienia imponujące certyfikaty — ISO 9001, IATF 16949, AS9100. Ale co tak naprawdę gwarantują te skróty w odniesieniu do precyzyjnie obrabianych wyrobów, które otrzymacie? Wielu zakupujących traktuje certyfikaty jako proste „zaznaczenia” zamiast znaczących wskaźników jakości. Zrozumienie wymagań stawianych przez każdy z tych certyfikatów pozwala ocenić, czy systemy zarządzania jakością danego producenta rzeczywiście odpowiadają wymogom Waszego projektu.
Certyfikaty jakości stanowią niezależną, zewnętrzną weryfikację faktu, że producent stosuje udokumentowane procesy, utrzymuje stałe standardy oraz ciągle doskonali swoje działania. Nie są to jedynie tabliczki przybite do ściany — świadczą one o systemowym podejściu do produkcji części precyzyjnych, które zmniejszają liczbę wad, zapewniają śledzalność oraz chronią Wasze łańcuchy dostaw.
ISO 9001 i co ona gwarantuje
ISO 9001 stanowi podstawę zarządzania jakością w przemyśle na całym świecie. Ze względu na ponad milion organizacji certyfikowanych na całym świecie ten standard określa podstawowe wymagania dotyczące każdego solidnego systemu zarządzania jakością.
Co tak naprawdę wymaga ISO 9001? Certyfikacja wymaga udokumentowanych procedur, spójnego wykonywania procesów oraz dowodów ciągłego doskonalenia. Producent musi wykazać skupienie się na potrzebach klienta, myślenie oparte na ryzyku oraz mierzalne cele jakościowe. Gdy zakupujesz precyzyjnie obrabiane części od dostawcy certyfikowanego zgodnie z normą ISO 9001, współpracujesz z organizacją, która wprowadziła systemy zapewniające:
- Dokumentacja procesu – pisemne procedury gwarantujące spójność działania niezależnie od tego, który operator obsługuje dane urządzenie
- Śledzenie wymagań klienta – systemy rejestrują i weryfikują Twoje specyfikacje na wszystkich etapach produkcji
- Protokoły działań korygujących – w przypadku wystąpienia problemów analiza przyczyn podstawowych zapobiega ich powtórzeniu
- Przegląd kierowniczy – kierownictwo regularnie ocenia wyniki działania w zakresie jakości i inicjuje działania doskonalące
W przypadku ogólnych zastosowań przemysłowych certyfikat ISO 9001 zapewnia uzasadnione gwarancje, że producent działa w sposób profesjonalny. Certyfikaty branżowe budują jednak na tej podstawie dodatkowe wymagania dostosowane do konkretnych sektorów.
IATF 16949 dla łańcuchów dostaw motocyklowych i samochodowych
Jeśli zakupujesz precyzyjne komponenty CNC przeznaczone do zastosowań motocyklowych i samochodowych, certyfikacja IATF 16949 staje się niezbędna. Standard ten został opracowany przez Międzynarodową Grupę Roboczą ds. Motocykli i Samochodów (International Automotive Task Force) we współpracy z ISO i wprowadza dodatkowe, specyficzne dla branży motocyklowej i samochodowej wymagania uzupełniające zgodność z normą ISO 9001.
Według ekspertów ds. certyfikacji iATF 16949 koncentruje się szczególnie na zapobieganiu wadom, śledzalności w łańcuchu dostaw oraz ograniczaniu zmienności w procesie produkcyjnym – kluczowe kwestie, gdy komponenty trafiają do pojazdów przewożących pasażerów. Główne producenci motocykli i samochodów wymagają tego certyfikatu od swoich dostawców pierwszego (Tier 1) i drugiego stopnia (Tier 2).
Co czyni standard IATF 16949 surowszym niż ISO 9001? Norma motocyklowa i samochodowa nakłada następujące obowiązki:
- Wymagania dotyczące bezpieczeństwa produktu – Specyficzne protokoły zapewniające, że komponenty nie będą stanowić zagrożenia dla bezpieczeństwa
- Wymagania specyficzne dla klienta – Każdy główny producent samochodów wprowadza unikalne oczekiwania jakościowe
- Planowanie awaryjne – Udokumentowane procedury reagowania na zakłócenia w łańcuchu dostaw
- Zarządzanie gwarancjami – Systemy śledzące awarie w użytkowaniu i umożliwiające wycofanie produktów w razie konieczności
- Rozwój dostawców – Wymagania rozszerzające systemy zarządzania jakością na dostawców niższego szczebla
W przypadku produkcji komponentów precyzyjnych przeznaczonych do zastosowań motocyklowych certyfikat IATF 16949 świadczy o gotowości producenta do spełnienia wymagających oczekiwań jakościowych branży motocyklowej. Takie zakłady jak Shaoyi Metal Technology utrzymują ten certyfikat w połączeniu ze ścisłymi protokołami statystycznej kontroli procesów (SPC), co pozwala im dostarczać komponenty o wysokiej dokładności z taką spójnością, jakiej wymagają łańcuchy dostaw motocyklowe.
Wymagania normy AS9100 dla komponentów lotniczych
Zastosowania lotnicze wymagają jeszcze bardziej rygorystycznych systemów jakości. Certyfikat AS9100 dotyczy specyficznie wymagań branży lotniczej i potwierdza, że części spełniają normy bezpieczeństwa, jakości oraz techniczne obowiązujące w przemyśle lotniczym.
Dlaczego branża lotnicza wymaga własnego certyfikatu? Komponenty stosowane w samolotach działają w ekstremalnych warunkach — zmiany temperatury, wibracje, zmiany ciśnienia — a skutki ich awarii mogą być katastrofalne. Standard AS9100 wprowadza dodatkowe wymagania dotyczące zarządzania konfiguracją, kontroli pierwszego egzemplarza oraz zwiększonej śledzilności, wykraczające poza te określone w ogólnych certyfikatach produkcyjnych.
Zrozumienie statystycznej kontroli procesu
Ponadto, oprócz certyfikatów, warto zapytać potencjalnych producentów o ich metody inspekcji oraz procesy kontroli jakości. Statystyczna kontrola procesu (SPC) to podejście oparte na danych, mające na celu zapewnienie spójności w całym cyklu produkcji.
Zamiast sprawdzać gotowe części i odrzucać wadliwe wyroby, statystyczne sterowanie procesem (SPC) monitoruje parametry produkcji w czasie rzeczywistym. Wykresy kontrolne śledzą kluczowe wymiary, umożliwiając wykrycie trendów jeszcze zanim doprowadzą one do powstania części spoza tolerancji. Takie proaktywne podejście zmniejsza ilość odpadów, poprawia współczynnik wydajności oraz zapewnia udokumentowane dowody na to, że precyzyjnie obrabiane produkty pozostawały zgodne ze specyfikacją przez cały cykl produkcyjny.
Producentom inwestującym w systemy SPC można przypisać zaangażowanie w produkcję precyzyjnych komponentów wykraczające poza minimalne wymagania certyfikacyjne. Przy ocenie dostawców precyzyjnie obrabianych części warto zapytać o ich możliwości pomiarowe, częstotliwość kontroli oraz sposób dokumentowania danych jakościowych przeznaczonych do przeglądu przez klienta.
Szybkie odniesienie do kluczowych certyfikatów
Dopasuj wymagania swojego zastosowania do odpowiednich poziomów certyfikacji:
- ISO 9001 – Uniwersalna podstawa zarządzania jakością; stosowana w ogólnych zastosowaniach przemysłowych
- IATF 16949 – Wymóg branży motocyklowej i samochodowej; niezbędna dla dostawców komponentów pojazdów
- AS9100 – Standard lotniczy i obronny; obowiązkowy dla części i zespołów stosowanych w samolotach
- ISO 13485 – Produkcja urządzeń medycznych; zapewnia bezpieczeństwo pacjentów i zgodność z przepisami prawными
- ISO 14001 – Zarządzanie środowiskowe; potwierdza zrównoważone praktyki produkcyjne
Certyfikaty informują, jakie systemy są wdrożone u producenta — ale nie wskazują, czy dany producent jest odpowiednim wyborem do konkretnego projektu. Następnym krokiem jest ocena kompetencji, komunikacji oraz historii współpracy, aby stworzyć krótką listę zakwalifikowanych dostawców.
Jak ocenić i wybrać odpowiedniego producenta
Przeanalizowałeś certyfikaty, przejrzałeś możliwości techniczne oraz zgromadziłeś listę potencjalnych dostawców. Teraz nadchodzi najtrudniejsza część — odróżnienie rzeczywiście zakwalifikowanych producentów części frezowanych od tych, którzy jedynie skutecznie promują swoje usługi. Różnica między udaną współpracą a kosztownym błędem często zależy od tego, jak dokładnie zweryfikujesz potencjalnych dostawców przed podjęciem zobowiązań.
Wybór odpowiedniego producenta precyzyjnych części nie polega na znalezieniu najniższej oferty. Chodzi o wyidentyfikowanie partnera, którego kompetencje, systemy zapewnienia jakości oraz styl komunikacji są zgodne z wymaganiami Twojego projektu. Przeanalizujmy systematyczne podejście, które chroni Twoje interesy i zwiększa szanse na znalezienie wiarygodnego dostawcy na długoterminowej podstawie.
Ocena kompetencji poza marketingowymi deklaracjami
Strony internetowe każdego producenta części tokarskich prezentują imponujące listy wyposażenia oraz entuzjastyczne opinie klientów. Ale jak zweryfikować, czy te deklaracje rzeczywiście odpowiadają rzeczywistości? Zaczynaj od analizy poza powierzchnią.
Według ekspertów branżowych , ocena producenta części CNC wymaga przeanalizowania jego infrastruktury technicznej, wiedzy zespołu inżynierskiego oraz skalowalności produkcji. Sprawdź, czy wykorzystuje zaawansowane tokarki CNC, frezarki oraz maszyny pomiarowe współrzędnościowe (CMM). Zespół inżynierski powinien wykazać biegłość w obsłudze narzędzi CAD/CAM oraz obróbki wieloosiowej – a nie jedynie posiadać takie urządzenia.
Zażądaj szczegółowych informacji na temat modeli maszyn, prędkości obrotowych wrzecion, obszarów roboczych oraz dokładności pozycjonowania. Producent części na zamówienie, który twierdzi, że posiada zdolności obróbki 5-osiowej, powinien bez trudności udostępnić dane dotyczące rzeczywistego wyposażenia, a nie rozmyte ogólne stwierdzenia. Zapytaj o typową złożoność wykonywanych przez nich części oraz o to, czy Twój projekt mieści się w ich zakresie komfortu, czy raczej przekracza ich możliwości.
Nie pomijaj kwestii dostępnej mocy produkcyjnej. Zakład producenta precyzyjnych części metalowych pracujący przy wykorzystaniu 95 % swojej mocy może mieć trudności z przestrzeganiem Twojego harmonogramu. Poznanie aktualnego obciążenia zakładu oraz jego perspektyw rozwoju pozwala ocenić, czy firma będzie w stanie skalować się wraz z Twoimi potrzebami.
Czerwone flagi podczas weryfikacji potencjalnych dostawców
Doświadczenie uczy zakupujących, jak wcześnie rozpoznawać sygnały ostrzegawcze. Zwracaj uwagę na poniższe typowe czerwone flagi, które często wskazują na przyszłe problemy:
- Niechęć do udostępniania referencji – Ustabilizowani producenci chętnie zapoznają Cię z zadowolonymi klientami
- Rozmyte odpowiedzi na temat wymaganych tolerancji – Kompetentne sklepy precyzyjnie informują o swoich możliwościach i ograniczeniach
- Niepokojąco niskie oferty cenowe – Ceny znacznie niższe niż u konkurencji często wskazują na ukryte kompromisy jakościowe lub taktyki zwabienia i podmiany
- Słaba reaktywność w komunikacji – Jeśli uzyskanie odpowiedzi trwa dni podczas przygotowywania oferty, wyobraź sobie, jak będą wyglądały problemy w fazie produkcji
- Opór przed wizytami w zakładzie – Uznani producenci części obróbkowych z przyjemnością pozwalają klientom na przeprowadzenie audytów
- Brak certyfikatów lub ich przestarzałość – Certyfikaty jakości wymagają regularnych audytów; wygasłe uprawnienia sugerują zaniedbane systemy
Ekspertki i eksperci ds. due diligence dostawców podkreślają że reputacja dostawcy jest często wiarygodnym wskaźnikiem jego niezawodności, jakości produktów oraz obsługi klienta. Przed podjęciem zobowiązań sprawdź fora branżowe, rekomendacje na LinkedIn oraz dostępne studia przypadków.
Rozważania dotyczące produkcji krajowej a zagranicznej
Decyzja dotycząca produkcji krajowej czy zagranicznej obejmuje więcej niż tylko cenę jednostkową. Zgodnie z badaniem przeprowadzonym przez Thomas, 83% amerykańskich i kanadyjskich producentów oceniło możliwość powrotu produkcji do kraju (reshoring) ze względu na podatność łańcuchów dostaw ujawnioną w ostatnich latach.
Mechanika morska może zapewnić niższe koszty na jednostkę, ale należy wziąć pod uwagę całkowity koszt dostawy, w tym koszty transportu, cła, koszty utrzymania zapasów oraz wymagania dotyczące kontroli jakości. Trudności w komunikacji wynikające z różnicy stref czasowych, obawy dotyczące własności intelektualnej oraz dłuższe czasy realizacji często znoszą pozorne oszczędności.
Produkcja krajowa umożliwia bliższą współpracę, szybszą iterację w trakcie rozwoju oraz zmniejsza ryzyko w łańcuchu dostaw. Gdy pojawiają się zmiany inżynieryjne — a takie zawsze występują — lokalni dostawcy wprowadzają modyfikacje w ciągu kilku dni, a nie tygodni. Dla projektów terminowo uzależnionych lub zastosowań wymagających ścisłej kontroli jakości premia za produkcję krajową często okazuje się uzasadniona.
Twój krok po kroku wykaz oceny
Postępuj zgodnie z tą systematyczną procedurą, aby obiektywnie ocenić i porównać potencjalnych dostawców:
- Precyzyjnie określ swoje wymagania – Zdokumentuj objętości zamówienia, dopuszczalne odchylenia, materiały, wymagane certyfikaty oraz oczekiwane harmonogramy przed kontaktowaniem się z dostawcami
- Ocen początkowe możliwości – Przejrzyj strony internetowe, listy wyposażenia i certyfikaty, aby stworzyć krótką listę potencjalnie kwalifikowanych kandydatów
- Żądaj szczegółowych ofert – Przekaż każdemu dostawcy identyczne specyfikacje; porównaj nie tylko ceny, ale także czas realizacji zamówień, warunki płatności oraz usługi włączone w ofertę
- Zweryfikuj certyfikaty niezależnie – Sprawdź bazy danych certyfikatów, aby potwierdzić ich aktualną ważność, zamiast polegać na wyświetlanych logo
- Przeprowadź weryfikację referencyjną – Porozmawiaj z obecnymi klientami o spójności jakości, komunikacji oraz rozwiązywaniu problemów
- Oceń stabilność finansową – Zażądaj sprawozdań finansowych lub raportów kredytowych w celu oceny długoterminowej odporności finansowej, szczególnie w przypadku kluczowych komponentów
- Zaplanuj wizyty w zakładzie lub wirtualne przeglądy – Osobiście zaobserwuj stan sprzętu, organizację miejsca pracy oraz kompetencje zespołu
- Rozpocznij od zamówienia prototypu – Przetestuj relację w ramach małego projektu przed przejściem do zamówień produkcyjnych
Budowanie długoterminowych partnerstw produkcyjnych
Znalezienie kwalifikowanego dostawcy to tylko początek. Najbardziej udane relacje między zakupującym a producentem przekształcają się w prawdziwe partnerstwa, w których obie strony inwestują w wzajemny sukces.
Szukaj producentów oferujących opinie dotyczące projektowania z myślą o wykonalności produkcyjnej (DFM) — sugestie mające na celu ulepszenie Państwa komponentów przy jednoczesnym obniżeniu kosztów produkcji. Producent części tokarskich gotowy do zaproponowania modyfikacji projektu wykazuje nie tylko wysoką kompetencję zawodową, ale także nastawienie partnerskie wykraczające poza proste wykonywanie instrukcji.
Oceń ich podejście do rozwiązywania problemów. Gdy problemy – jak to zwykle bywa – nieuchronnie się pojawią, czy komunikują się one proaktywnie, czy też ukrywają trudności, aż stanie się z nich kryzys? Wskazówki branżowe potwierdzają, że szybka i przejrzysta komunikacja zapewnia, że nie zostaniesz pozostawiony w ciemności w momencie pojawienia się wyzwań.
Rozważ również wsparcie posprzedażowe. Czy dostawca oferuje gwarancje, wymianę produktów lub pomoc techniczną w przypadku, gdy części nie działają zgodnie z oczekiwaniami? Producent wysokiej jakości stoi za swoimi wyrobami i traktuje każdy projekt jako okazję do wzmocnienia relacji.
Wysiłek poświęcony starannemu ocenianiu przynosi korzyści na całym etapie współpracy produkcyjnej. Gdy już zidentyfikujesz wiarygodnego partnera, kolejnym krokiem będzie przygotowanie pakietu wniosku o wycenę (RFQ), który umożliwi dokładne opracowanie oferty cenowej oraz płynny start produkcji.
Przygotowanie wniosku o wycenę (RFQ) i zrozumienie czasów realizacji
Zidentyfikowałeś kwalifikowanych dostawców i oceniłeś ich możliwości. Nadszedł teraz moment, który decyduje o tym, czy otrzymasz dokładne oferty cenowe, czy też frustrujące, wielokrotne żądania wyjaśnień: przygotowanie wniosku o wycenę (RFQ). Dobrze skonstruowany pakiet RFQ nie tylko przyspiesza proces wyceny – ugruntowuje także Twoją pozycję jako profesjonalnego nabywcy i stanowi podstawę do sprawnego partnerstwa produkcyjnego.
Traktuj swoje zapytanie ofertowe (RFQ) jako narzędzie komunikacji. Im bardziej pełne i uporządkowane będą zawarte w nim informacje, tym szybciej producenci będą mogli ocenić projekt i przedstawić konkurencyjne wyceny. Niekompletne zapytania powodują opóźnienia, ponieważ zespoły handlowe muszą uzupełniać brakujące dane – często dodatkowo wydłużając czas o kilka dni lub nawet tygodni, zanim otrzymasz pierwszą ofertę.
Informacje niezbędne do przygotowania oferty
Co wyróżnia zapytanie ofertowe (RFQ), które od razu przyciąga uwagę, od takiego, które pozostaje w kolejce? Według dostawców usług obróbki skrawaniem im bardziej szczegółowe jest Twoje zapytanie ofertowe (RFQ), tym szybciej otrzymasz dokładną ofertę. Zaczynaj od podstawowych informacji, zanim przejdziesz do szczegółowych specyfikacji technicznych.
Pakiet Twojego zapytania ofertowego (RFQ) powinien zawierać następujące elementy kluczowe:
- Informacje o firmie – dane kontaktowe, adres rozliczeniowy, adres wysyłkowy oraz identyfikator firmy
- Opis produktu – podstawowy przegląd potrzebnego produktu oraz jego zamierzonego zastosowania
- Specyfikacja materiałów – preferowane materiały lub dopuszczalne alternatywy wraz z wszelkimi specjalnymi wymaganiami
- Wymagane ilości – początkowa wielkość zamówienia oraz szacunkowa roczna ilość zużycia
- Oczekiwany harmonogram realizacji – Terminy dostawy i wszelkie ograniczenia harmonogramowe
- Wymagania specyficzne dla branży – Zaznacz, czy części są przeznaczone do zastosowań medycznych, lotniczych, motocyklowych, samochodowych lub innych regulowanych zastosowań
- Wymagania dotyczące dokumentacji jakości – Raporty inspekcyjne, certyfikaty lub wymagania dotyczące śledzalności
Nie zakładaj, że producenci będą zadawać pytania dotyczące brakujących informacji. Niektórzy mogą przygotować ofertę na podstawie założeń, które nie odpowiadają rzeczywistym potrzebom — co może prowadzić do niespodzianek po otrzymaniu zamówionych części lub wystawieniu faktur.
Rysunki techniczne i wymagania specyfikacyjne
Twoje rysunki stanowią ostateczny odniesienie dla produkcji niestandardowych części. Przekazują one geometrię, допuszczalne odchyłki, wykończenie powierzchni oraz szczególne wymagania w powszechnie rozumianym języku inżynierskim. Bez odpowiednich rysunków nawet najbardziej kompetentny producent nie jest w stanie zagwarantować wyników zgodnych z oczekiwaniami.
Najlepsze praktyki branżowe zalecają dostarczanie zarówno dwuwymiarowych rysunków w formacie PDF, jak i trójwymiarowych plików STEP. Plik PDF stanowi dokument główny określający kluczowe wymiary i dopuszczalne odchylenia, podczas gdy model 3D umożliwia producentom bezpośrednie zaimportowanie geometrii do oprogramowania CAM oraz zweryfikowanie ich zrozumienia złożonych cech.
Twój pakiet techniczny powinien jednoznacznie określać:
- Kluczowe wymiary z dopuszczalnymi odchyleniami – Wskazać cechy wymagające ścisłej kontroli
- Wymagania dotyczące wykonczenia powierzchni – Określić wartości chropowatości dla różnych powierzchni
- Dopasowania geometryczne – Umieścić oznaczenia GD&T (geometrii i tolerancji) dotyczące położenia, współśrodkowości, prostopadłości tam, gdzie jest to stosowne
- Specyfikacje materiału oraz obróbki cieplnej – Określić gatunki stopów oraz wszelkie wymagane procesy technologiczne
- Specyfikacja gwintu – Standardowe lub niestandardowe oznaczenia gwintów wraz z klasą dopasowania
- Specjalne oznaczenia lub identyfikacja – Numery części, kody partii lub inne wymagane oznaczenia
Jeśli korzystasz z systemów online do wyceny części frezowanych, pamiętaj, że zautomatyzowane platformy działają najlepiej przy użyciu kompletnych modeli 3D oraz standardowych tolerancji. Złożone, niestandardowe części frezowane z nietypowymi cechami lub ścisłymi wymaganiami technicznymi zwykle wymagają bezpośredniej analizy przez inżynierów.
Uwzględnienie objętości zamówienia i struktury cen
Ilość zamawianych sztuk ma ogromny wpływ na cenę jednostkową – zrozumienie tej zależności pozwala podejmować bardziej uzasadnione decyzje zakupowe. Cena niestandardowych części CNC obejmuje zarówno koszty stałe (programowanie, przygotowanie maszyny, oprzyrządowanie), jak i koszty zmienne (materiał, czas obróbki, kontrola jakości). W przypadku większych zamówień koszty stałe rozkładają się na większą liczbę sztuk, co obniża cenę za pojedynczą sztukę.
Bądź przejrzysty w zakresie prognoz objętościowych. Producent przygotowujący ofertę na 100 sztuk podejmuje inne decyzje niż ten, który przygotowuje ofertę na 10 000 sztuk. Może wybrać inną maszynę, zainwestować w specjalne uchwyty lub przydzielić dedykowany czas pracy maszyny. Podanie realistycznych prognoz — nawet jeśli są niepewne — umożliwia opracowanie bardziej dokładnych struktur cenowych.
Rozważ zamówienie cennika z różnicowanymi cenami dla kilku progów ilościowych. Pozwala to określić próg ilościowy, przy którym korzyści skali stają się istotne dla Twoich części. Możesz odkryć, że zakup 500 sztuk zamiast 250 obniża koszt jednostkowy o 30%, co sprawia, że warto dostosować strategię zapasów.
Wymagania dotyczące prototypowania a produkcji
Zamówienie pięciu sztuk prototypowych różni się zasadniczo od zamówienia pięciu tysięcy sztuk do produkcji seryjnej. Zgodnie z opiniami ekspertów z branży produkcyjnej, projekty często napotykają trudności, ponieważ zespoły traktują prototypy i produkcję jako wymienne — podczas gdy wymagają one zupełnie różnych trybów działania.
Produkcja prototypów stawia na pierwszym miejscu szybkość i elastyczność. Weryfikujesz projekty, testujesz dopasowanie i funkcjonalność oraz prawdopodobnie wprowadzasz zmiany na podstawie uzyskanych wyników. Oczekuj wyższych kosztów jednostkowych, ponieważ producenci nie mogą rozłożyć kosztów przygotowania procesu na dużą liczbę sztuk. Czasy realizacji są jednak zazwyczaj krótsze, ponieważ prototypy zwykle mają priorytet przed zamówieniami produkcyjnymi.
Produkcja części serii koncentruje się na powtarzalności, udokumentowanych procesach oraz zoptymalizowanych kosztach. Projekt powinien być zamrożony, specyfikacje ostatecznie ustalone, a wymagania jakościowe jasno określone. Producenci inwestują w oprzyrządowanie, ustalają parametry procesu oraz wprowadzają statystyczne metody kontroli jakości, które nie byłyby opłacalne przy małych partiach prototypów.
Poinformuj producenta, na jakim etapie cyklu rozwoju się znajdujesz. Jeśli producent wie, że potrzebujesz produkcji niestandardowych części do prototypów, a następnie planujesz ich masową produkcję, może odpowiednio skonstruować swoją ofertę – np. zaproponować obniżone ceny na prototypy w zamian za zobowiązanie się do określonej objętości zamówienia produkcyjnego.
Czynniki wpływające na czas realizacji i planowanie produkcji
Co decyduje o tym, jak długo będziesz czekać na swoje części? Czas realizacji zależy od wielu czynników wykraczających poza samą złożoność obróbki. Zrozumienie tych czynników pozwala ustalić realistyczne oczekiwania i odpowiednio zaplanować działania.
Główne czynniki wpływające na czas realizacji to:
- Aktualna przepustowość warsztatu – Okresy dużej aktywności wydłużają kolejki niezależnie od złożoności części
- Dostępność materiałów – Standardowe stopy metali są wysyłane szybko; materiały specjalne mogą wymagać tygodni
- Operacje wtórne – Hartowanie, powlekanie i nanoszenie powłok wydłużają czas przetwarzania
- Wymagania dotyczące inspekcji – Szczegółowa dokumentacja zwiększa czas kontroli jakości
- Kompletność rysunku – Brakujące informacje powodują opóźnienia związane z wyjaśnieniami
- Pierwszej partii produkcyjnej – Produkcja jest wstrzymana do momentu zatwierdzenia przez Państwa próbek początkowych
W przypadku pilnych potrzeb prosimy od razu pytać o opcje przyspieszenia. Wiele producentów oferuje usługi przyspieszone za dodatkową opłatę — czasem osiągając czas realizacji jednego dnia dla krytycznych komponentów. Jednak przyspieszanie każdego zamówienia obciąża relacje partnerskie i budżety. Prosimy rezerwować żądania przyspieszenia wyłącznie na rzeczywiste sytuacje nagłego wydarzenia.
Planowanie produkcji części działa najlepiej, gdy zapewni się producentom przejrzystość dotyczącą przyszłych potrzeb. Udostępnienie prognoz — nawet szacunkowych — pozwala producentom zarezerwować moc produkcyjną, zamówić materiały z wyprzedzeniem oraz zoptymalizować harmonogram produkcji. Takie partnerstwo często przekłada się na lepsze ceny i bardziej wiarygodne terminy dostawy niż relacje transakcyjne, oparte wyłącznie na poszczególnych zamówieniach.
Gdy Twoje zapytanie ofertowe (RFQ) jest przygotowane w sposób kompleksowy, producenci mogą skupić się na przeglądzaniu inżynieryjnym i ustalaniu dokładnych cen, zamiast ścigać brakujące informacje. Jednak zanim części zostaną wysłane, wiele zastosowań wymaga dodatkowej obróbki — np. obróbki cieplnej, wykańczania powierzchni lub usług montażu, które zwiększają wartość i funkcjonalność Twoich elementów wykonanych metodą frezowania CNC.
Operacje wtórne i procesy wykańczania
Twoje precyzyjne elementy obrabiane CNC docierają z maszyny CNC — ale czy są one naprawdę gotowe? W wielu zastosowaniach surowe elementy obrabiane wymagają dodatkowej obróbki, aby osiągnąć właściwości eksploatacyjne wymagane przez dane zastosowanie. Te operacje wtórne przekształcają dobre elementy w doskonałe, zapewniając większą trwałość, odporność na korozję oraz funkcjonalność, której sama obróbka CNC nie potrafi zapewnić.
Zrozumienie, kiedy i dlaczego te procesy mają znaczenie, pozwala na prawidłowe określenie wymagań i uniknięcie kosztownych niespodzianek. Przeanalizujmy teraz operacje wtórne, które rzeczywiście zwiększają wartość Twoich elementów wykonanych metodą frezowania CNC.
Obróbka cieplna w celu zwiększenia wydajności
Wyobraź sobie zębatkę, która zużywa się przedwcześnie z powodu braku utwardzenia powierzchni, lub sprężynę, która traci napięcie z powodu nieusunięcia naprężeń resztkowych. Obróbka cieplna rozwiązuje te problemy poprzez modyfikację struktury wewnętrznej metali za pomocą kontrolowanych cykli nagrzewania i chłodzenia.
Zgodnie z informacjami firmy Hubs, obróbka cieplna jest niezbędna do modyfikacji kluczowych właściwości, takich jak twardość, wytrzymałość, odporność na uderzenia oraz plastyczność elementów metalowych. Czas przeprowadzenia obróbki cieplnej — przed czy po frezowaniu — zależy od konkretnych wymagań projektowych.
Obróbka cieplna przed frezowaniem dobrze sprawdza się przy stosowaniu standardowych gatunków stopów metalowych. Producent może bezpośrednio frezować części z materiału wstępnie poddanego obróbce cieplnej, co skraca czas realizacji zamówienia. Jednak obróbka cieplna po frezowaniu staje się konieczna, gdy proces ma na celu utwardzenie materiału lub stanowi etap końcowy — szczególnie w przypadku stali narzędziowych, które po obróbce stają się znacznie twardsze.
Trzy najczęściej stosowane procesy obróbki cieplnej to:
- Wyżarzanie – Nagrzewanie metalu do wysokiej temperatury z następującym powolnym chłodzeniem miękczy materiał i poprawia jego obrabialność. Większość części wykonanych metodą CNC posiada właściwości w stanie ulepszonym (odżarzonym), chyba że określono dodatkowe obróbki.
- Usuwania naprężeń – Zastosowana po obróbce skrawaniem w celu usunięcia naprężeń resztkowych wprowadzonych podczas produkcji, co zapewnia częściom bardziej spójne właściwości mechaniczne.
- Ogrzewanie – Stosowana po hartowaniu stali węglowych i stali stopowych w celu zmniejszenia kruchości oraz poprawy właściwości mechanicznych.
W przypadku złożonych części wykonanych metodą skrawania, które są narażone na duże obciążenia lub zużycie, obróbka cieplna często stanowi różnicę między akceptowalną wydajnością a przedwczesnym uszkodzeniem.
Opcje wykończenia powierzchni i ich zastosowania
Powłoki powierzchniowe pełnią więcej funkcji niż tylko poprawa wyglądu części – chronią one przed korozją, zmniejszają tarcie, poprawiają właściwości elektryczne oraz zwiększają odporność na zużycie. Dobór odpowiedniej powłoki zależy od środowiska pracy oraz wymagań funkcjonalnych.
Według firmy Alpha Metal , każda metoda wykańczania oferuje charakterystyczne zalety dla różnych zastosowań:
Anodowanie tworzy twardą, odporną na korozję warstwę tlenkową na powierzchniach aluminiowych za pomocą procesu elektrochemicznego. Część jest zanurzana w kwasowym roztworze elektrolitu, podczas gdy prąd elektryczny utlenia powierzchnię. Ta „powłoka konwersyjna” może być barwiona różnymi kolorami i zapewnia doskonałą odporność na zużycie — dlatego jest popularna w przemyśle lotniczym, motocyklowym, elektronicznym oraz w elementach architektonicznych.
Obróbki nanosi cienką warstwę metalu na powierzchnię komponentu. Niklowanie zwiększa odporność na korozję, chromowanie nadaje estetyczny połysk i twardość, cynkowanie zapewnia ochronę katodową przed korozją, a pozłacanie poprawia przewodność elektryczną. Proces ten wykorzystuje albo galwanizację (prąd elektryczny), albo chemiczne osadzanie bezprądowe.
Malowanie proszkowe nakłada suchy proszek polimerowy metodą elektrostatyczną, a następnie utrwalает go w temperaturze, tworząc grube, trwałe powłoki. Proces ten zapewnia doskonałą odporność na uderzenia i korozję przy minimalnym wpływie na środowisko — nadmiar proszku można recyklingować, a emisja lotnych związków organicznych (VOC) jest niska.
Malarstwo pozostaje najbardziej uniwersalną opcją pod względem dopasowania koloru i wymogów estetycznych, choć zwykle oferuje mniejszą trwałość niż malowanie proszkowe lub anodowanie. Farby wodne stanowią ekologiczną alternatywę dla formuł opartych na rozpuszczalnikach.
Porównanie opcji wykańczania powierzchni
Ta tabela pomaga dobrać odpowiedni proces wykańczania do konkretnych wymagań aplikacji:
| Rodzaj procesu | Główne korzyści | Typowe zastosowania | Wpływ na koszty |
|---|---|---|---|
| Anodowanie | Twarda, odporna na zużycie powierzchnia; ochrona przed korozją; opcje kolorystyczne; nieprzewodząca | Elementy stosowane w przemyśle lotniczym, obudowy urządzeń elektronicznych, elementy architektoniczne | Umiarkowane ($$) |
| Pokrywanie elektrolityczne (niklowanie/chromowanie) | Zwiększona odporność na korozję; estetyczna powłoka metaliczna; poprawiona przewodność elektryczna | Ozdoby samochodowe, narzędzia, biżuteria, łączniki elektroniczne | Umiarkowana do wysokiej ($$–$$$) |
| Pozostałe | Ochrona katodowa (sacrificial); opłacalna pod względem kosztowym | Śruby, uchwyty, elementy konstrukcyjne | Niski ($) |
| Malowanie proszkowe | Gruba, jednolita powłoka; doskonała odporność na uderzenia; szeroki wybór kolorów; przyjazna dla środowiska | Sprzęt zewnętrzny, urządzenia AGD, części samochodowe | Umiarkowane ($$) |
| Malarstwo | Nieograniczona liczba opcji kolorystycznych; łatwe dotwarzanie; kompatybilność z różnorodnymi podłożami | Towary konsumenckie, materiały budowlane, obudowy | Niski do umiarkowanego ($–$$) |
| Piaskowanie szkłem kulistym | Gładka, matowa powierzchnia; przygotowanie powierzchni; poprawiona odporność na korozję | Urządzenia medyczne, precyzyjne części frezowane, elementy dekoracyjne | Niski ($) |
Usługi montażowe i operacje o dodanej wartości
Dlaczego odbierać pojedyncze komponenty, skoro można otrzymać gotowe do montażu zespoły? Wiele producentów oferuje montaż części obrobionych jako usługę dodatkową, która upraszcza łańcuch dostaw i zmniejsza obciążenie wewnętrzne.
Zgodnie z informacjami firmy Marver Med, wykonywanie usług wtórnych wewnętrznie znacznie skraca całkowity czas produkcji poprzez eliminację opóźnień oraz dodatkowych kosztów związanych z outsourcingiem. Do usług dodatkowych należą m.in.:
- Złożenie komponentów – Łączenie wielu części obrobionych za pomocą elementów złącznych, uszczelek lub innego sprzętu montażowego
- Oznaczanie laserowe – Trwała identyfikacja części, numery seryjne lub logo
- Czyszczenie i odtłuszczanie – Usuwanie środków smarno-chłodzących oraz innych zanieczyszczeń w celu montażu lub sterylnej pakowania
- Pakowanie w pomieszczeniach czystych – Kluczowe dla urządzeń medycznych oraz wrażliwych urządzeń elektronicznych
- Dodatkowa obróbka skrawaniem – Dodatkowe operacje tokarskie, toczenie czołowe, wiercenie lub gwintowanie w celu dopasowania wymiarów
Konsolidacja tych operacji u głównego dostawcy usług frezarskich oferuje wiele zalet. Odpowiedzialność jednego dostawcy upraszcza accountability w zakresie jakości. Zmniejszenie liczby przewozów między obiektami minimalizuje ryzyko uszkodzeń. A skoordynowane planowanie często skraca całkowity czas realizacji w porównaniu do zarządzania wieloma dostawcami.
Oceniając producentów, zadaj pytanie, które operacje wtórne wykonywane są wewnętrznie, a które są zlecane zewnętrznym podmiotom. Wewnętrzne możliwości oznaczają zazwyczaj lepszą kontrolę jakości i szybsze terminy realizacji, podczas gdy procesy zlecane zewnętrznym podmiotom wydłużają czas realizacji oraz mogą stwarzać potencjalne trudności w koordynacji.
Dzięki jasnym informacjom na temat tego, jak operacje wtórne wzbogacają Twoje precyzyjne komponenty frezarskie, jesteś teraz gotowy do określenia pełnych wymagań, w tym przetwarzania po frezowaniu. Ostatnim krokiem jest synteza wszystkich zdobytych dotąd informacji, umożliwiająca pewne dokonanie wyboru producenta dla swojego projektu.
Dokonanie końcowego wyboru producenta
Przeszliście przez naukę o materiałach, specyfikacje dopuszczalnych odchyłek, certyfikaty jakości oraz operacje wtórne. Nadszedł moment podejmowania decyzji — syntezy wszystkich zebranych informacji w konkretne, praktyczne wybory, które zabezpieczą Wasze łańcuchy dostaw i zapewnią sukces realizowanym projektom. Prawidłowy producent precyzyjnie obrabianych części nie jest po prostu najtańszą opcją ani firmą posiadającą najbardziej efektowną stronę internetową. Jest to partner, którego kompetencje, systemy zapewnienia jakości oraz styl komunikacji idealnie odpowiadają wymogom Waszego projektu.
Dopasowanie Waszych wymagań do możliwości producenta
Zacznijcie od ponownego przeanalizowania podstawowych wymagań projektowych w świetle informacji uzyskanych na temat każdego potencjalnego dostawcy. Czy ich wyposażenie pozwala na obróbkę geometrii Waszych części? Czy są w stanie osiągnąć wymagane tolerancje bez konieczności naliczania dodatkowych opłat? Czy posiadane przez nich certyfikaty odpowiadają oczekiwaniom regulacyjnym Waszej branży?
Utwórz prostą macierz decyzyjną, w której wagę przypisujecie czynnikom najważniejszym dla Waszej aplikacji:
- Zgodność możliwości technicznych – Ich wyposażenie, допuszczalne odchylenia i wiedza materiałowa odpowiadają wymaganiom dotyczącym Twoich części wykonanych metodą frezowania CNC
- Ścisłość systemu zapewnienia jakości – Certyfikaty odpowiednie dla Twojej branży (minimum ISO 9001, IATF 16949 dla przemysłu motocyklowego i samochodowego, AS9100 dla przemysłu lotniczego i kosmicznego)
- Zdolność produkcyjna – Wystarczająca przepustowość umożliwiająca realizację Twoich zamówień bez przeciążenia ich warsztatu
- Wykonanie terminów realizacji – Realistyczne harmonogramy dostaw wspierające Twój grafik produkcji
- Szybkość reakcji w komunikacji – Szybkie i jasne odpowiedzi w trakcie przygotowywania oferty pozwalają przewidzieć zachowanie się dostawcy w trakcie produkcji
- Uwagi geograficzne – Zrównoważona ocena zalet i wad producentów krajowych w porównaniu z zagranicznymi, dostosowana do Twojego poziomu akceptowanego ryzyka
Nie poddawaj się pokusie nadmiernego skupiania się na cenie. Producent oferujący precyzyjne części wykonane metodą frezowania CNC w cenie o 20% niższej niż konkurencja może pomijać etapy kontroli jakości, stosować gorszej jakości materiały lub działać bez odpowiednio rozbudowanego systemu zapewnienia jakości. Koszty związane z otrzymaniem wadliwych części – opóźnienia w produkcji, konieczność ponownej obróbki, skargi klientów – znacznie przewyższają oszczędności wynikające z niskiej początkowej oferty cenowej.
Tworzenie listy potencjalnych dostawców spełniających kryteria kwalifikacyjne
Proces oceny powinien zawęzić dziesiątki potencjalnych dostawców do skupionej krótkiej listy dwóch do czterech rzeczywiście wykwalifikowanych kandydatów. Finaliści przeszli Państwa wstępne sprawdzenie kompetencji, wykazali odpowiednie certyfikaty oraz profesjonalnie odpowiadali na Państwa zapytania.
Zanim podejmie się ostatecznych zobowiązań, rozważ następujące kroki weryfikacyjne:
- Zażądaj próbek części – Zobaczenie rzeczywistych precyzyjnych części CNC ujawnia więcej niż jakikolwiek arkusz specyfikacji
- Zweryfikuj referencje – Porozmawiaj z obecnymi klientami o spójności jakości i rozwiązywaniu problemów
- Zacznij od małego. – Zamówienie prototypu pozwala przetestować relację z dostawcą jeszcze przed rozpoczęciem seryjnej produkcji, która wiąże się z istotnymi nakładami kapitałowymi
- Oceń opinię DFM – Producent oferujący sugestie dotyczące ulepszenia projektu wykazuje nastawienie na partnerstwo
Zwracaj uwagę na to, jak dostawcy odpowiadają na Państwa pytania w trakcie oceny. Dostawca rozwiązań dla obróbki niestandardowej, który chętnie wyjaśnia swoje procesy, przyznaje się do ograniczeń i proponuje alternatywy, wykazuje przejrzystość, której będziecie potrzebować, gdy nieuniknione problemy produkcyjne się pojawią.
Najlepsze partnerstwa z producentami odnoszą sukces nie dlatego, że problemy nigdy się nie pojawiają, lecz dlatego, że obie strony komunikują się otwarcie i szybko rozwiązują występujące trudności.
Kolejny krok w Twojej podróży sourcingowej
Gdy lista potencjalnych dostawców została już określona, dalsza droga staje się bardziej przejrzysta. Dla wielu zakupujących idealnym partnerem jest producent łączący precyzję techniczną z certyfikowanymi systemami zapewnienia jakości oraz szybką i elastyczną obsługą — kombinacja ta przyspiesza realizację projektów od koncepcji do produkcji, eliminując opóźnienia wynikające z błędów komunikacyjnych lub niedoskonałości jakości.
Producenci posiadający certyfikat IATF 16949 wykazują dyscyplinę procesową wymaganą przez łańcuchy dostaw motocyklowe i samochodowe. Gdy te kompetencje obejmują również szybkie przejście od prototypowania do produkcji seryjnej, zdobywasz elastyczność, jakiej tradycyjni dostawcy nie są w stanie zapewnić. Wyobraź sobie walidację projektu przy użyciu precyzyjnych części prototypowych wykonanych na frezarce CNC, a następnie bezproblemowe przejście do masowej produkcji — wszystko przy współpracy z jednym, odpowiednio zakwalifikowanym partnerem.
W przypadku zastosowań wymagających krótkich czasów realizacji należy zapytać o opcje przyspieszone. Niektóre zakłady produkujące precyzyjne części obrabiane CNC oferują terminy dostawy już od jednego dnia roboczego w sytuacjach nagłej potrzeby komponentów. Tak szybka reakcja okazuje się nieoceniona, gdy linie produkcyjne napotykają nieoczekiwane braki lub zmiany w konstrukcji wymagają natychmiastowej weryfikacji.
Jeśli Twoje zastosowania obejmują komponenty motocyklowe lub samochodowe — takie jak zespoły nadwozia, niestandardowe metalowe wkładki czy inne systemy pojazdowe — rozważ skorzystanie ze specjalistycznych źródeł. Zakłady oferujące precyzyjne toczenie i frezowanie CNC dla zastosowań motocyklowych i samochodowych dostarczają wiedzy branżowej specyficznej dla danego sektora oraz stosują ścisłe protokoły Statystycznej Kontroli Procesu (SPC), zapewniające spójność jakościową w całym cyklu produkcji.
Pamiętaj, że wybór producenta nie jest jednorazową transakcją – to początek trwającej współpracy. Wysiłek, jaki poświęcisz na staranne ocenianie potencjalnych partnerów, przyniesie korzyści w postaci niezawodnych dostaw, spójnej jakości oraz wspólnej pracy nad rozwiązywaniem problemów w przypadku wystąpienia wyzwań. Dostawca precyzyjnych części wykonanych metodą CNC staje się przedłużeniem Twoich własnych kompetencji i ma bezpośredni wpływ na skuteczność obsługi Twoich klientów.
Dzięki wiedzy zdobytej z niniejszego przewodnika – dotyczącej procesów produkcyjnych, doboru materiałów, specyfikacji tolerancji, certyfikatów jakości, ram oceny, przygotowywania zapytań ofertowych (RFQ) oraz operacji wtórnych – jesteś gotowy/a do podejścia do producentów elementów maszyn jako świadomy/a nabywca. Ta przygotowanie przekłada się na lepsze partnerstwa, lepsze części oraz lepsze rezultaty realizowanych przez Ciebie projektów.
Najczęściej zadawane pytania dotyczące producentów elementów maszyn
1. Ile kosztuje niestandardowa część CNC?
Koszty niestandardowych części CNC różnią się znacznie w zależności od złożoności, materiałów i objętości produkcji. Proste elementy produkowane w małych partiach zwykle kosztują od 10 do 50 USD za sztukę, podczas gdy precyzyjnie zaprojektowane komponenty mogą kosztować 160 USD lub więcej, szczególnie przy zamówieniach o niskiej objętości. Czynniki wpływające na cenę obejmują wybór materiału, wymagania dotyczące dokładności wykonania (dopuszczalnych odchyłek), operacje wtórne, takie jak obróbka cieplna lub powlekanie, oraz koszty przygotowania maszyn, które rozkładają się na większą liczbę sztuk. Zapytanie o ceny stopniowe przy różnych progach ilościowych pomaga określić progi objętości, przy których korzyści skali zmniejszają koszt jednostkowy.
2. Jakie są 7 podstawowych narzędzi maszynowych stosowanych w przemyśle wytwórczym?
Siedem podstawowych obrabiarek to tokarki (tokarki i frezarki wiercące), strugarki i płaszczyzniarki, wiertarki, frezarki, szlifierki, piły mechaniczne oraz prasy. Nowoczesna technologia CNC przekształciła te tradycyjne narzędzia w wyposażone w sterowanie komputerowe maszyny, które pozwalają osiągać tolerancje niemożliwe do uzyskania przy ręcznej obsłudze. Współczesne wieloosiowe centra frezarskie łączą teraz wiele operacji, umożliwiając producentom wykonywanie złożonych kształtów w pojedynczym ustawieniu detalu przy jednoczesnym zachowaniu wyjątkowej precyzji.
3. Jakie certyfikaty powinien posiadać producent elementów maszyn?
Niezbędne certyfikaty zależą od branży, w której działa się. ISO 9001 stanowi uniwersalną podstawę zarządzania jakością, odpowiednią do ogólnych zastosowań przemysłowych. Certyfikat IATF 16949 jest obowiązkowy dla dostawców komponentów do sektora motocyklowego i motoryzacyjnego, skupiając się na zapobieganiu wadom oraz śledzeniu produktów. Certyfikat AS9100 jest wymagany w zastosowaniach lotniczych i obronnych, gdzie obowiązują surowsze wymagania dotyczące bezpieczeństwa i jakości. Producentom wyrobów medycznych potrzebny jest certyfikat ISO 13485. Zakłady certyfikowane zgodnie z IATF 16949, takie jak Shaoyi Metal Technology, stosują rygorystyczne protokoły statystycznej kontroli procesów (SPC), zapewniające spójną produkcję komponentów o wysokiej dokładności.
4. Jaka jest różnica między toczeniem CNC a frezowaniem CNC?
W toczeniu CNC obrabiany przedmiot obraca się, podczas gdy nieruchomy narzędzie skrawające nadaje mu kształt – metoda ta jest idealna do wykonywania części cylindrycznych, takich jak wały, pręty i tuleje. W frezowaniu CNC narzędzie skrawające obraca się, a obrabiany przedmiot pozostaje nieruchomy – technika ta nadaje się doskonale do części o powierzchniach płaskich, rowkach, kieszeniach oraz złożonych trójwymiarowych kształtach. W wielu zastosowaniach precyzyjnej obróbki łączy się obie te operacje: elementy zaczynają być obrabiane na tokarce w celu uzyskania cech cylindrycznych, a następnie przenoszone są na frezarki w celu wykonania dodatkowych cech, takich jak otwory, powierzchnie płaskie lub cięcia ukośne.
5. Jak przygotować skuteczne zapytanie ofertowe (RFQ) dotycząca części obrabianych?
Kompletny pakiet zapytania ofertowego (RFQ) powinien zawierać informacje o firmie, szczegółowe opisy produktów, specyfikacje materiałów, wymagania ilościowe wraz z prognozowanym rocznym zużyciem, oczekiwania dotyczące harmonogramu oraz potrzeby związane z dokumentacją jakościową. Przedstaw zarówno dwuwymiarowe rysunki w formacie PDF, jak i trójwymiarowe pliki STEP z wyraźnie oznaczonymi krytycznymi wymiarami, dopuszczalnymi odchyłkami, wymaganiami dotyczącymi chropowatości powierzchni oraz wszelkimi oznaczeniami GD&T.