 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Usługi cięcia laserowego ujawniają: cennik, materiały i to, co zakłady ukrywają
Co właściwie robią usługi cięcia laserowego i dlaczego są ważne
Czy kiedyś zastanawiałeś się, jak producenci tworzą niemożliwe do wyobrażenia skomplikowane elementy metalowe lub idealnie gładkie tablice z akrylu? Odpowiedź tkwi w usługach cięcia laserowego — technologii, która rewolucjonizuje sposób przekształcania surowców w precyzyjne komponenty. Niezależnie od tego, czy szukasz usługi cięcia laserowego w pobliżu, czy badasz możliwości precyzyjnych usług cięcia laserowego dla złożonego projektu, zrozumienie tej technologii daje Ci pełną kontrolę nad decyzjami produkcyjnymi.
W swej istocie cięcie laserowe wykorzystuje skoncentrowaną, wysokoenergetyczną wiązkę światła do cięcia, grawerowania lub trawienia materiałów z zadziwiającą dokładnością. Wyobraź sobie rysowanie skoncentrowanym światłem — tyle że to światło jest wystarczająco potężne, by stopić stal. Wycinarka CNC laserowa łączy komputerowe sterowanie numeryczne z technologią laserową, aby wykonywać operacje cięcia z wyjątkową precyzją, szczególnie podczas tworzenia skomplikowanych kształtów i małych otworów.
Jak wiązki laserowe przekształcają surowce w precyzyjne elementy
Wyobraź sobie skupienie światła słonecznego przez szkło powiększające, aby spalić liść. Teraz pomnóż tę intensywność tysiąckrotnie. Dokładnie to dzieje się podczas cięcia laserowego — lecz z precyzją kontrolowaną komputerowo, jakiej żadna ludzka ręka nie byłaby w stanie osiągnąć.
Proces ten odbywa się za pomocą głowicy laserowej zawierającej soczewkę skupiającą i dyszę. Ten zestaw koncentruje strumień ekstremalnie intensywnego światła na powierzchni przedmiotu obrabianego. Gdy skoncentrowana wiązka styka się z materiałem, gęstość ciepła w tym punkcie staje się tak duża, że powoduje szybkie nagrzanie oraz częściowe lub całkowite odparowanie materiału.
To, co czyni tę technologię naprawdę potężną, to system sterowania CNC. Instrukcje komputerowe (tzw. kod G) kierują ruchem głowicy laserowej po powierzchni roboczej, precyzyjnie odtwarzając ścieżkę Twojego projektu z mikroskopijną dokładnością. Sprężone gazy przepływające przez dyszę pełnią podwójną funkcję — chłodzą soczewkę skupiającą i usuwają odparowanymateriał ze ścieżki cięcia.
Nauka stojąca za technologią cięcia laserowego
W przeciwieństwie do tradycyjnych metod obróbki, które fizycznie usuwają materiał poprzez kontakt z narzędziami tnącymi, cięcie laserowe to proces bezkontaktowy, oparty na cieple. Ta różnica ma istotne znaczenie z kilku powodów:
- Brak zużycia narzędzia: Promień laserowy nie ulega degradacji tak jak fizyczne narzędzia tnące, zapewniając stałą jakość nawet po tysiącach cięć
- Minimalne naprężenia materiału: Bez fizycznego kontaktu nie występują siły mechaniczne odkształcające elementy
- Możliwość tworzenia skomplikowanych kształtów: Skoncentrowany promień może tworzyć detale, których nie da się osiągnąć przy użyciu konwencjonalnych narzędzi
Dla osób eksperymentujących z akrylem usługi cięcia laserowego lub opcje obróbki metalu , ta technologia oferuje niezrównaną wszechstronność. Ten sam podstawowy proces, który przecina grube płyty stalowe, może delikatnie wygrawerować dekoracyjne wzory na drewnie lub tworzyć skomplikowane prototypy z tworzyw sztucznych inżynieryjnych.
Dlaczego to ma znaczenie, jeśli poszukujesz rozwiązań produkcyjnych? Szybkość, dokładność i wszechstronność definiują współczesne cięcie laserowe. Projekty, które wcześniej wymagały wielu operacji frezarskich i rozbudowanej pracy wykańczającej, mogą obecnie zostać wykonane jednym przejściem, z brzegami na tyle czystymi, by można je było natychmiast montować. Zrozumienie tych podstaw pozwala skutecznie komunikować się z dostawcami usług i oceniać oferty z pewnością siebie — wiedzę, którą będziesz budować w całym tym przewodniku.
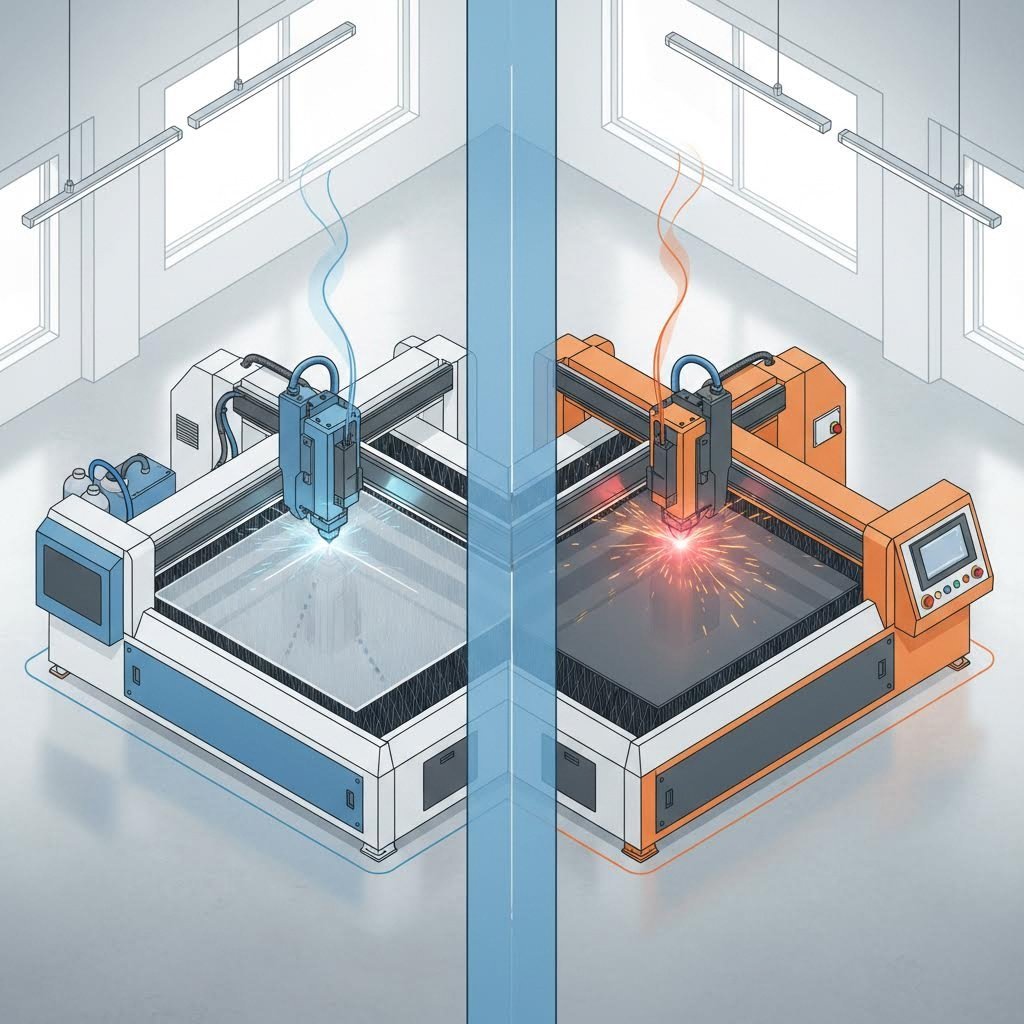
Wyjaśnienie technologii CO2 a technologii laserowej światłowodowej
Nie wszystkie lasery są sobie równe. Gdy zamawiasz wyceny usług cięcia laserowego, zrozumienie, jaka technologia napędza maszynę, ma bezpośredni wpływ na jakość, koszt i czas realizacji Twojego projektu. Dwie dominujące technologie rządzą branżą — lasery CO2 i lasery światłowodowe — i każda z nich doskonale sprawdza się w zupełnie innych zastosowaniach. Znajomość różnic pozwala wybrać odpowiedniego dostawcę i uniknąć płacenia za nieodpowiednie możliwości technologiczne.
Oto podstawowa różnica: lasery CO2 wykorzystują generowanie wiązki oparte na gazie, podczas gdy lasery światłowodowe stosują technologię stanu stałego. Ten pozornie prosty szczegół skutkuje diametralnie różnymi cechami wydajności, które mają znaczenie dla konkretnych potrzeb Twojego projektu.
Laser CO2 do materiałów niemetalowych
Maszyny do cięcia laserowego CO2 są podstawowym sprzętem przemysłowym od lat 60. XX wieku. Systemy te wykorzystują mieszaninę gazów: dwutlenku węgla, azotu i helu, aby wytworzyć wiązkę laserową zasilaną energią elektryczną. Technologia działa poprzez indukcję światła w rurze wypełnionej gazem, wyposażonej na obu końcach w lustra — jedno całkowicie odbijające, drugie częściowo przepuszczające światło. Taka konfiguracja luster powoduje wzrost intensywności fal świetlnych, zanim potężna wiązka zostanie skierowana na powierzchnię cięcia.
Co czyni lasery CO2 wyjątkowymi? Ich długość fali wynosząca 10,6 µm jest idealnie pochłaniana przez materiały organiczne i niemetaliczne gdy potrzebujesz precyzyjnego cięcia akrylu, drewna, tworzyw sztucznych, skóry, tkanin lub papieru, lasery CO2 zapewniają najwyższą jakość krawędzi. Usługi oferujące alternatywy dla sendcutsend akrylu polegają właśnie na technologii CO2.
Laser CO2 doskonale sprawdza się przy obróbce następujących materiałów:
- Tworzywa sztuczne i akryle: Czyste, gładkie krawędzie bez dodatkowej obróbki wykończeniowej
- Drewno i sklejka: Precyzyjne cięcie przy minimalnym zwęgleniu, gdy jest odpowiednio skalibrowane
- Skóra i tkanina: Intrykatne wzory bez strzępienia się krawędzi
- Papier i tektura: Szczegółowe projekty dla opakowań i prototypów
- Guma i korek: Niestandardowe uszczelki i przedmioty dekoracyjne
Wady? Systemy CO2 działają z wydajnością jedynie 5–10%, pobierając od 10 do 20 razy więcej energii elektrycznej, niż emitują światła laserowego. Wymagają również częstszej konserwacji i mają krótszy okres użytkowania – czynniki te wpływają na ceny oferowane przez dostawców w dowolnym regionie, w tym w zakładach laserowego cięcia w San Jose.
Laserowe włókna do obróbki metalu
Technologia lasera włóknowego to nowa generacja mocy tnącej. Te maszyny wykorzystują aktywne włókna optyczne domieszkowane pierwiastkami ziem rzadkich, takimi jak iterb, do generowania i wzmocnienia wiązki laserowej. Energia ta jest następnie przekazywana za pomocą włókna transportowego bezpośrednio do głowicy tnącej — bez luster, bez mieszanek gazowych.
Wyniki mówią same za siebie. Zgodnie z dane branżowe , lasery włóknowe wytwarzają wiązka o krótszych długościach fal (1,064 µm), które zapewniają większą moc absorpcji na powierzchniach metalowych. Przekłada się to na wydajność od 3 do 5 razy wyższą niż maszyny CO2 o porównywalnych możliwościach podczas cięcia metali.
Dlaczego przetwórni metalu preferują lasery włóknowe? Weź pod uwagę te zalety:
- Doskonałe cięcie metali: Stal węglowa, stal nierdzewna, aluminium, mosiądz, miedź i tytan
- Obsługa materiałów odbijających: Cięcie materiałów, które sprawiają problemy systemom CO2
- Wyższa efektywność: Powyżej 90% sprawności elektrycznej w porównaniu do 5-10% dla technologii CO2
- Dłuższa żywotność: Do 25 000 godzin pracy — około 10 razy więcej niż urządzenia CO2
- Zmniejszony koszt konserwacji: Konstrukcja stanu stałego eliminuje konieczność obsługi gazów i regulacji zwierciadeł
Gdy szukasz specjalisty ds. laserów max San Jose lub innych lokalnych specjalistów od cięcia metali, zapytaj, czy używają sprzętu z laserem włókowym do Twoich projektów metalowych. Różnica technologiczna bezpośrednio wpływa na jakość cięcia i cenę.
Bezpośrednie porównanie technologii
Wybór między tymi technologiami staje się jaśniejszy, gdy porówna się specyfikacje rzut w rzut:
| Cechy | Co2 laser | Laser Włókienkowy |
|---|---|---|
| Najlepsze materiały | Akrystal, drewno, tworzywa sztuczne, skóra, tkanina, papier, gumy | Stal, stal nierdzewna, aluminium, mosiądz, miedź, tytan |
| Typowy zakres grubości | Do 20 mm i więcej dla metali (przy użyciu tlenu); idealny dla niemetali | Optymalny dla metali do 20 mm; nowsze maszyny radzą sobie z grubością do 2,25 cala |
| Prędkość Cięcia | Wolniejszy na metalach; doskonały na niemetalach | 3-5 razy szybszy niż CO2 na metalach |
| Efektywność energetyczna | 5-10% (duże zużycie energii) | Powyżej 90% (minimalne marnowanie energii) |
| Okres użytkowania | Około 2 500 godzin | Do 25 000 godzin |
| Wymogi w zakresie utrzymania | Regularna regulacja luster, uzupełnianie gazu, częstsza konserwacja | Minimalne konserwacje, brak zużywalnych gazów |
| Pierwotny koszt wyposażenia | Nizsze koszty początkowe | 5-10 razy wyższa niż porównywalny CO2 |
| Jakość cięcia krawędzi | Doskonała na materiałach grubych i niemetalicznych | Nadzwyczajna precyzja na metalach |
Dokonywanie właściwego wyboru technologii
Którą technologię powinien wykorzystać Twój projekt? Odpowiedź zależy całkowicie od Twoich materiałów i wymagań:
Wybierz usługi laserowe CO2, gdy:
- Twój projekt obejmuje niemetaliczne materiały, takie jak akryl, drewno lub tworzywa sztuczne
- Musisz przetnieć grube płyty metalowe (10–20 mm lub więcej) przy użyciu tlenu wspomagającego
- Jakość krawędzi na materiałach organicznych jest dla Ciebie najważniejsza
- Ograniczenia budżetowe sprzyjają niższej cenie za zadanie zamiast długowieczności sprzętu
Wybierz usługi laserowe światłowodowe, gdy:
- Twój projekt wymaga cięcia blach (stal węglowa, stal nierdzewna, aluminium)
- Pracujesz z odbijającymi metalami, takimi jak mosiądz lub miedź
- Szybkość i precyzja są kluczowe dla harmonogramu produkcji
- Wyższe tolerancje wymagają wężkiego, bardziej stabilnego wiązka, który zapewniają lasery światłowodowe
Wiele profesjonalnych usług cięcia laserowego wykorzystuje obie technologie, dobierając optymalny maszyn do każdego zadania. Wysyłając zapytanie ofertowe, upewnij się, jaki typ lasera zostanie użyty do wykonania Twoich elementów — taka przejrzystość świadczy o dostawcy, który stawia na rezultaty, a nie wygodę. Zrozumienie tych różnic przygotowuje Cię do oceny opcji materiałów, które szczegółowo omówimy w kolejnej sekcji.
Kompletny przewodnik po materiałach dla projektów cięcia laserowego
Oto coś, co większość usług cięcia laserowego nie powie Ci wprost: wybór materiału decyduje o 80% sukcesu Twojego projektu. Możesz dysponować najnowocześniejszym laserem światłowodowym na świecie, ale jeśli połączysz go z niewłaściwym materiałem lub nie zrozumiesz ograniczeń dotyczących grubości, skończysz na odrzuconych elementach i zmarnowanym budżecie . Ten kompleksowy przewodnik oferuje to, co konkurencja tylko sugeruje: praktyczne specyfikacje dla każdej kategorii materiałów, wraz z rzeczywistymi limitami grubości i oczekiwaniami jakościowymi.
Nie ma znaczenia, czy korzystasz z usług cięcia laserowego online do prototypu, czy oceniasz usługi cięcia laserowego online do produkcji seryjnej – zrozumienie kompatybilności materiałów zapobiega kosztownym niespodziankom. Przeanalizujmy dokładnie, na co każdy materiał jest – a nie jest – zdolny.
Możliwości cięcia metalu i limity grubości
Metale to podstawa przemysłowego cięcia laserowego. Jednak każdy metal inaczej zachowuje się pod wpływem wiązki laserowej, a możliwości cięcia zależą znacząco od mocy i typu lasera. Oto, co należy wiedzieć przed przesłaniem plików projektowych.
Stal węglowa
Stal węglowa to najpowszechniej cięty metal w obróbce laserowej. Reaguje ona przewidywalnie zarówno na lasery światłowodowe, jak i CO2. Jej skład żelazny skutecznie pochłania energię laserową, zapewniając czyste cięcie przy minimalnym wydzielaniu szlamu.
- Zakres Grubości: 0,5 mm do 25 mm i więcej (zależne od mocy)
- Jakość krawędzi: Doskonałe krawędzie bez tlenków przy użyciu azotu jako gazu wspomagającego; niewielkie utlenienie przy użyciu tlenu na grubszych płytach
- Idealne zastosowania: Elementy konstrukcyjne, uchwyty, obudowy, części samochodowe, osłony maszyn
- Kluczowe zagadnienie: Dla jasnych, gotowych do spawania krawędzi na płytach cienkich niż 12 mm, należy zastosować cięcie azotem — jest droższe, ale eliminuje szlifowanie przed spawaniem
Według specyfikacjami branżowymi , laser włóknowy 3000 W może przecinać stal węglową maksymalnie do 20 mm, podczas gdy systemy 6000 W osiągają grubości powyżej 25 mm przy wysokiej jakości krawędzi poniżej 20 mm.
Stal nierdzewna
Zawartość chromu w stali nierdzewnej tworzy unikalne warunki cięcia. Materiaał naturalnie opiera się utlenianiu, co czyni go idealnym do zastosowań wymagających zarówno wytrzymałości, jak i odporności na korozję.
- Zakres Grubości: 0,5 mm do 50 mm (lasery włóknowe o dużej mocy, 10 kW+)
- Jakość krawędzi: Możliwość uzyskania lustrzanego wykończenia na cienkich blachach; jakość spada powyżej 12 mm bez użycia profesjonalnego sprzętu
- Idealne zastosowania: Urządzenia do przetwórstwa żywności, urządzenia medyczne, elementy architektoniczne, komponenty morskie
- Kluczowe zagadnienie: stale o gatunkach 304 i 316 cięte są podobnie; stal nierdzewna 430 (magnetyczna) może wykazywać nieco inne charakterystyki cieplne
Dla odniesienia, system 1000W radzi sobie ze stalem do 5 mm, podczas gdy system 4000W umożliwia cięcie do 16 mm — jednak jakość krawędzi powyżej 12 mm wymaga potwierdzenia przez dostawcę.
Aluminium
Odblaskowa powierzchnia aluminium i jego wysoka przewodność cieplna utrudniają proces cięcia; lasery światłowodowe radzą sobie z tym znacznie lepiej niż systemy CO2. Materiał szybko rozprasza ciepło, wymagając wyższych ustawień mocy niż stal o tej samej grubości.
- Zakres Grubości: 0,5 mm do 40 mm (systemy światłowodowe 10 kW+)
- Jakość krawędzi: Dobra, ale zazwyczaj chropawa w porównaniu ze stalą; może wymagać dodatkowego wykończenia w widocznych zastosowaniach
- Idealne zastosowania: Elementy lotnicze, radiatory, obudowy elektroniczne, lekkie elementy konstrukcyjne
- Kluczowe zagadnienie: Gatunek stopu ma znaczenie — 6061-T6 daje czystsze cięcie niż stopy odlewane; zawsze należy podać dokładny gatunek stopu
Brąz i miedź
Te wysoce odbijające metale kiedyś stanowiły poważne wyzwanie dla cięcia laserowego — starsze systemy CO2 mogły ulec uszkodzeniu przez odbite wiązki. Nowoczesne lasery światłowodowe skutecznie sobie z nimi radzą, choć z pewnymi ograniczeniami.
- Zakres Grubości: 0,5 mm do 8 mm (miedź); 0,5 mm do 10 mm (mosiądz)
- Jakość krawędzi: Akceptowalne do części funkcjonalnych; mogą występować przebarwienia na krawędziach cięcia
- Idealne zastosowania: Komponenty elektryczne, sprzęt dekoracyjny, wymienniki ciepła, projekty grawerunku w San Jose oraz podobne prace artystyczne
- Kluczowe zagadnienie: Zażądaj próbek cięcia przed przystąpieniem do produkcji — cięcie materiałów odbijających różni się znacznie w zależności od dostawcy
Plastiki, akryle i opcje niemetaliczne
Materiały niemetaliczne otwierają zupełnie nowe możliwości — i pułapki. Lasery CO2 dominują w tej kategorii, osiągając rezultaty, których lasery światłowodowe nie są w stanie dorównać w przypadku związków organicznych.
Akryl (PMMA)
Akryl to gwiazda wśród plastików ciętych laserem — generuje on polerowane płomieniowo krawędzie bezpośrednio w procesie cięcia, bez konieczności dodatkowej obróbki końcowej.
- Zakres Grubości: 1 mm do 25 mm (najlepiej sprawdza się akryl odlewany)
- Jakość krawędzi: Możliwość uzyskania przezroczystych, wypolerowanych krawędzi na odlewanym akrylu; akryl ekstrudowany może wykazywać matowanie
- Idealne zastosowania: Znakowanie, wystawy, osłony ochronne, elementy artystyczne, modele architektoniczne
- Kluczowe zagadnienie: Akryl odlewany jest o 20–30% droższy niż ekstrudowany, ale oferuje znacznie lepszą jakość krawędzi — dla zastosowań widocznych należy stosować akryl odlewany
Poliwęglan
Mimo swojej popularności jako materiał odporny na uderzenia, poliwęglan stwarza trudności przy cięciu laserowym, o których wielu dostawców nie mówi otwarcie.
- Zakres Grubości: 0,5 mm do 6 mm (ograniczone przez problemy z przebarwieniami)
- Jakość krawędzi: Powszechne żółknięcie i przypalanie; krawędzie rzadko dorównują przezroczystości akrylu
- Idealne zastosowania: Prototypy funkcjonalne, osłony i pokrywy, gdzie wygląd krawędzi nie jest najważniejszy
- Kluczowe zagadnienie: Dla widocznych elementów rozważ zamienniki z akrylu lub zaplanuj obróbkę krawędzi — poliwęglan cięty laserowo rzadko wygląda wykończony
ABS i inne tworzywa inżynieryjne
ABS (akrylonitrylo-butadieno-styren) cięty laserem daje rozsądne wyniki, ale wymaga odpowiedniej wentylacji ze względu na emisję oparów
- Zakres Grubości: 0,5 mm do 12 mm
- Jakość krawędzi: Lekkie topnienie tworzy gładkie, ale nielakierowane krawędzie
- Idealne zastosowania: Prototypy, obudowy, komponenty produktów konsumenckich
- Kluczowe zagadnienie: Zawsze upewnij się, że dostawca posiada odpowiednie odprowadzanie dymów — niektóre warsztaty odmawiają pracy z ABS-em z powodu ograniczeń wentylacji
Drewno i materiały kompozytowe
Naturalne i inżynieryjne produkty drewniane doskonale nadają się do cięcia laserem CO2, umożliwiając skomplikowane projekty niemożliwe do wykonania tradycyjnymi metodami stolarskimi
- Zakres Grubości: Fornir do 20 mm (różni się w zależności od gęstości)
- Jakość krawędzi: Lekki odkolorowanie jest nieunikniony; jaśniejsze gatunki drewna wykazują większy kontrast niż ciemne
- Idealne zastosowania: Tablice informacyjne, panele dekoracyjne, modele architektoniczne, opakowania na zamówienie, elementy mebli
- Kluczowe zagadnienie: MDF jest cięty czystiej niż sklejka; struktura litego drewna wpływa na jakość krawędzi przy krzywiznach
Kryteria wyboru materiału: Podejmowanie właściwych decyzji
Wybór materiałów to nie tylko kwestia tego, co mogą przetwarzać usługi cięcia laserowego – chodzi o dopasowanie właściwości materiałów do wymagań Twojego projektu. Weź pod uwagę cztery kluczowe czynniki:
Wymagania strukturalne
Jakie obciążenia musi wytrzymać Twój element? W zastosowaniach wsporników niezbędna jest wytrzymałość stali, podczas gdy elementy dekoracyjne mogą korzystać z lekkiej wagi aluminium. Zawsze określ warunki obciążenia, gdy prosisz o opinię projektową od dostawcy.
Wymagania estetyczne
Czy krawędzie będą widoczne? Krawędzie akrylowe odlewane, polerowane płomieniem, eliminują koszty wykańczania; stal węglowa może wymagać szlifowania przed malowaniem. Weź pod uwagę operacje wtórne przy obliczaniu całkowitego kosztu projektu.
Ograniczenia budżetowe
Ceny materiałów różnią się znacznie — stal nierdzewna kosztuje od 3 do 4 razy więcej niż stal węglowa; akryl odlewany jest o 30% droższy niż wyciskany. Czasem zastosowanie innego materiału pozwala zaoszczędzić, nie rezygnując z funkcjonalności.
Środowisko użytkowania końcowego
Zastosowania zewnętrzne wymagają odporności na korozję (stal nierdzewna, aluminium lub materiały traktowane). Części przeznaczone do kontaktu z żywnością wymagają określonych gatunków stali nierdzewnej. Wysokie temperatury eliminują większość tworzyw sztucznych. Zdefiniuj warunki pracy przed ostatecznym wyborem materiałów.
Najlepszy wybór materiału bilansuje wszystkie cztery czynniki – nie tylko ten, który obecnie jest priorytetem.
Mając wiedzę na temat materiałów, możesz podejmować świadome decyzje i krytycznie oceniać rekomendacje dostawców. Jednak zrozumienie materiałów to tylko część zagadnienia – znajomość czynników wpływających na ceny zapewnia uzyskanie uczciwych ofert i identyfikację możliwości oszczędności.
Zrozumienie cen i czynników kosztów cięcia laserowego
Czy kiedykolwiek kliknąłeś przycisk „szybka wycena”, by otrzymać cenę wydającą się zupełnie arbitralna? Nie jesteś sam. Większość usług cięcia laserowego celowo ukrywa swoje ceny za pomocą narzędzi automatycznych, pozostawiając klientów w niepewności, czy dostają uczciwą ofertę, czy finansują czyjąś niewydajność. W tej sekcji ujawniamy, co naprawdę decyduje o końcowej kwocie faktury — a co ważniejsze, jak możesz kontrolować te koszty bez rezygnacji z jakości.
Zrozumienie cennika nie polega na znalezieniu najtańszego dostawcy. Chodzi o rozpoznawanie wartości, unikanie zbędnych wydatków oraz skuteczną komunikację z producentami, którzy szanują świadomych klientów.
Co naprawdę wpływa na koszty cięcia laserowego
Gdy producent oblicza Twoją wycenę, jednoczesnie analizuje wiele zmiennych. Niektóre kontrolujesz bezpośrednio poprzez decyzje projektowe; inne zależą od warunków rynkowych i możliwości sprzętu. Oto, co naprawdę dzieje się za formularzem wyceny:
- Typ i gatunek materiału: Różne materiały wymagają różnych technologii laserowych, ustawień mocy i prędkości cięcia. Zgodnie z analizą branżową, cięcie stali nierdzewnej zazwyczaj wymaga więcej energii i czasu w porównaniu ze stalą węglową, co czyni je droższym. Stopy specjalne oraz metale odbijające światło, takie jak miedź, są oferowane w wyższych cenach ze względu na złożoność procesu obróbki.
- Grubość blachy: Grubsze materiały wymagają mniejszych prędkości cięcia i większego zużycia energii. Płytka stalowa o grubości 12 mm może kosztować 3-4 razy więcej za każdy cal liniowy niż materiał o grubości 3 mm – nie dlatego, że koszt materiału potrójnił się, ale ponieważ czas cięcia i zapotrzebowanie na energię znacznie wzrosły.
- Złożoność cięcia i długość ścieżki: Każde wycięcie wymaga punktu przebicia, w którym laser rozpoczyna cięcie. Większa liczba punktów przebicia oraz dłuższe ścieżki cięcia bezpośrednio zwiększają czas pracy maszyny. Skomplikowane projekty z licznymi małymi detalami wymagają większej precyzji, co dodatkowo wpływa na wzrost kosztów pracy oraz sprzętu.
- Ilość i rozmiar partii: Koszty przygotowania rozłożone na większe zamówienia znacząco obniżają cenę jednostkową. Jeden prototyp może kosztować 50 USD, podczas gdy zamówienie 100 identycznych części może zmniejszyć koszt jednostkowy do 8 USD — ten sam projekt, diametralnie różne warunki ekonomiczne.
- Wymagania dotyczące wykończenia: Procesy wtórne, takie jak wygładzanie, polerowanie, lakierowanie proszkowe lub gwintowanie, wymagają dodatkowego nakładu pracy, specjalistycznego sprzętu i dłuższego czasu produkcji. Eksperci branżowi zaznaczają, że te etapy są niezbędne do osiągnięcia określonej jakości powierzchni lub wymagań funkcjonalnych, jednak proporcjonalnie zwiększają koszty.
- Czas realizacji: Pilne zamówienia są realizowane po wyższych stawkach — czasem o 50% lub więcej — ponieważ zakłócają harmonogram produkcji i wymagają nadgodzin. Standardowe terminy realizacji oferują najlepszą wartość.
Wyobraź to sobie jako poszukiwanie restauracji otwartych koło mnie o północy w porównaniu do zaplanowania kolacji o godzinie 18:00 — wygoda i pilność zawsze wiążą się z dopłatami.
Jak zoptymalizować swój budżet, nie rezygnując z jakości
Teraz, gdy już wiesz, co wpływa na koszty, dowiedz się, jak je strategicznie obniżyć. To nie są metody polegające na pośpiechach — to mądre praktyki inżynierskie, których codziennie używają doświadczeni projektanci.
Uprość geometrię projektu
Złożone geometrie z drobiazgowymi szczegółami wymagają bardziej precyzyjnej kontroli lasera i dłuższego czasu cięcia. Badania wykazują unikanie ostrych narożników wewnętrznych, minimalizowanie małych, skomplikowanych cięć oraz stosowanie mniejszej liczby krzywych może przynieść znaczne oszczędności. Zaokrąglone narożniki lub linie proste są cięte szybciej niż skomplikowane kształty czy ciasne promienie. Zastanów się: czy te dekoracyjne detale są niezbędne dla funkcji, czy po prostu dobrze wyglądały w modelu CAD?
Optymalizuj grubość materiału
Jeśli Twoje zastosowanie nie wymaga trwałości grubszych metali, wybór cieńszego materiału pozwala zaoszczędzić zarówno czas, jak i pieniądze. Zastanów się, czy stal nierdzewna o grubości 1 mm nie spełni tak samo dobrze swojej roli jak materiał o grubości 2 mm przy konkretnych wymaganiach obciążeniowych. Czasem inżynierowie celowo nadmiarowo określają grubość „dla bezpieczeństwa” — ale ten zapas bezpieczeństwa wiąże się z rzeczywistymi kosztami.
Opanuj Sztukę Układania
Efektywne układanie maksymalizuje wykorzystanie materiału poprzez rozmieszczanie elementów blisko siebie na arkuszu materiału. Strategiczne układanie może zmniejszyć odpady materiałowe o 10–20%, bezpośrednio obniżając rachunek. Jeśli zamawiasz wiele różnych części, zapytaj, czy dostawca może je ułożyć razem — grupowanie elementów o podobnej geometrii upraszcza cięcie i redukuje waste.
Wybierz Odpowiednie Tolerancje
Oto coś, co większość dostawców nie ujawni dobrowolnie: niepotrzebnie ścisłe tolerancje znacząco zwiększają koszty. Określenie tolerancji ±0,005", podczas gdy ±0,015" zadziałałoby identycznie, wymusza wolniejsze prędkości cięcia i powoduje wyższy współczynnik odrzuceń. Zdaniem specjalistów od obróbki, części z bardzo ścisłymi tolerancjami są częściej odrzucane z powodu niewielkich odchyleń i mogą wymagać dodatkowych procesów wtórnych, takich jak frezowanie lub szlifowanie.
Zamawiaj Partie Strategicznie
Konfiguracja plotera laserowego zajmuje czas, dlatego wykonywanie większych partii w jednej sesji zmniejsza konieczność częstych regulacji maszyny. Jeśli potrzebujesz powtarzalnych elementów, konsolidacja zamówień lub zaplanowanie produkcji z wyprzedzeniem pozwala znacząco obniżyć koszty jednostkowe. Nawet połączenie zamówienia na przyszły miesiąc z bieżącym może skutecznie rozłożyć koszty przygotowania.
Wybierz materiały dostępne w magazynie
Czy określony materiał jest łatwo dostępny, czy będzie wymagał specjalnego zamówienia? Jeśli to możliwe, wybór metali już dostępnych w magazynie pozwala uniknąć opłat za minimalną ilość zamówienia oraz opóźnień związanych z czasem dostawy. Zanim ustalisz specyfikację, zapytaj dostawcy, jakie materiały ma aktualnie w ofercie.
Oceń wymagania dotyczące jakości krawędzi
Osiągnięcie wysokiej jakości krawędzi często wymaga zwolnienia pracy lasera lub zwiększenia mocy — obie te czynności powodują wzrost kosztów. Nie wszystkie zastosowania wymagają tego samego poziomu precyzji krawędzi. W przypadku elementów, które będą spawane, malowane lub ukryte wewnątrz zespołów, standardowa jakość krawędzi pozwala zaoszczędzić pieniądze bez kompromitowania funkcjonalności. Wyjątkowo wysoką jakość krawędzi należy rezerwować wyłącznie dla widocznych powierzchni.
Celem nie jest znalezienie najniższej ceny — chodzi o maksymalizację wartości poprzez eliminację kosztów, które nie przyczyniają się do wartości gotowego produktu.
Posiadając wiedzę na temat cen, możesz inteligentnie oceniać oferty, zadawać uprawnione pytania i wyłapywać dostawców, którzy cenią przejrzystość ponad nieprzejrzystość. Jednak nawet idealna znajomość kosztów nie pomoże, jeśli Twoje pliki projektowe nie są przygotowane poprawnie — następna sekcja zapewnia, że Twoje pliki będą bezproblemowo przetłumaczone z ekranu na laser.
Przygotowanie plików projektowych do sukcesu cięcia laserowego
Wybrałeś idealny materiał i wiesz, co wpływa na cenę. Ale właśnie tutaj wiele projektów wychodzi z szeregu: przesyłanie plików projektowych, które wyglądają doskonale na ekranie, ale całkowicie zawodzą, gdy laser zaczyna cięć. Według wykonawców przeglądających setki plików tygodniowo, błędy przygotowania plików odpowiadają za większą liczbę opóźnień projektów niż jakikolwiek inny pojedynczy czynnik. Dobra wiadomość? Każdy typowy błąd można całkowicie uniknąć.
Ta sekcja zapewnia Ci wiedzę techniczną niezbędną do przesyłania plików gotowych do produkcji – niezależnie od tego, czy współpracujesz z lokalnym warsztatem, czy korzystasz z usług cięcia laserowego online w całym kraju. Opanuj te podstawy raz a dobrze, a już nigdy więcej nie doświadczysz odrzucanych przesłań ani frustrujących cykli poprawek.
Wymagania dotyczące formatów plików i dostępne opcje oprogramowania
Brzmi skomplikowanie? W rzeczywistości jest proste, gdy tylko zrozumiesz jedno kluczowe rozróżnienie: cięcie laserowe wymaga plików wektorowych , a nie rastrowe. Gdy eksportujesz plik JPEG lub PNG, zapisujesz piksele — male kolorowe kwadraty, które przybliżają Twój projekt. Ręzaki laserowe nie potrafią interpretować pikseli jako ścieżek cięcia. Potrzebują matematycznie zdefiniowanych linii i krzywych, które dokładnie określają, gdzie powinna poruszać się wiązka lasera.
Akceptowane formaty wektorowe
Większość usług cięcia laserowego akceptuje te standardowe formaty wektorowe, choć preferencje różnią się w zależności od dostawcy:
- DXF (Drawing Exchange Format): Standard branżowy dla CNC i cięcia laserowego. Uniwersalnie kompatybilny, pliki DXF zawierają czystą geometrię bez zależności od czcionek czy złożonego formatowania. W razie wątpliwości, wyślij plik DXF.
- AI (Adobe Illustrator): Natywne pliki programu Illustrator działają dobrze, ale wymagają konwersji tekstu na obwiednie. Upewnij się, że zapisujesz w kompatybilnej wersji — niektóre maszyny mają problemy z nowszymi formatami AI.
- SVG (Scalable Vector Graphics): Format open-source, który zdobywa popularność, szczególnie w systemach ofertowych opartych na sieci web. Czysty, lekki i szeroko obsługiwany.
- PDF (Portable Document Format): Akceptowalne przy eksportowaniu z oprogramowania wektorowego przy użyciu odpowiednich ustawień. Unikaj plików PDF utworzonych z zeskanowanych dokumentów lub grafik rastrowych.
Według specjalistów branżowych , używanie niewłaściwego formatu pliku należy do pięciu najczęstszych błędów projektowych, z jakimi się spotykają. Zawsze sprawdź preferowany format u swojego dostawcy przed przesłaniem.
Zalecane oprogramowanie projektowe
Nie potrzebujesz drogiego profesjonalnego oprogramowania, aby tworzyć pliki gotowe do laseru. Oto opcje dostępne w każdym budżecie:
- Adobe Illustrator: Standard przemysłowy w zakresie grafiki wektorowej; doskonałe narzędzia do edycji ścieżek i bezpośredni eksport DXF
- AutoCAD / AutoCAD LT: Specjalnie stworzony do rysunków technicznych; natywna obsługa DXF z precyzyjnym wymiarowaniem
- SolidWorks: Idealny do zastosowań inżynierskich; eksportuje rozwinięcia bezpośrednio z modeli 3D (uwaga: znaki wodne w wersji „Student Version” są automatycznie ignorowane przez większość systemów cięcia)
- Inkscape: Darmowa, otwartoźródłowa alternatywa dla Illustratora; eksportuje SVG i DXF po odpowiedniej konfiguracji wtyczki
- Fusion 360: Darmowe do użytku osobistego; łączy modelowanie CAD z możliwościami eksportu rysunków
- LibreCAD: Darmowe oprogramowanie CAD 2D zaprojektowane specjalnie do rysunków technicznych
Wskazówki dotyczące optymalizacji projektu dla czystych cięć
Utworzenie pliku wektorowego to dopiero początek. Różnica między projektami amatorskimi a gotowymi do produkcji polega na zrozumieniu, jak laser faktycznie interpretuje Twoją geometrię. To właśnie te zagadnienia techniczne decydują o powodzeniu projektów lub kosztownych porażkach.
Minimalne rozmiary elementów
Każdy laser ma fizyczne ograniczenia dotyczące dokładności cięcia bardzo małych elementów. Wiązka laserowa ma określoną szerokość — zazwyczaj od 0,1 mm do 1,0 mm, w zależności od materiału i ustawień. Elementy mniejsze niż ta szerokość nie mogą być dokładnie i czysto wycięte. Wytyczne branżowe zaleca się unikanie elementów, które są zbyt małe, aby można je było poprawnie wyciąć, szczególnie wewnętrznych okręgów lub ciasnych narożników.
Kompensacja cięcia
Wyobraź sobie narysowanie linii markerem zamiast długopisem — linia ma szerokość. Ta sama zasada dotyczy cięcia laserowego. „Kerf” oznacza materiał usunięty podczas procesu cięcia, zazwyczaj w zakresie od 0,1 mm do 0,5 mm, w zależności od grubości materiału i ustawień lasera. W przypadku elementów wymagających precyzyjnych luzów dopasowania konieczne będzie przesunięcie ścieżek cięcia w celu kompensacji. Przed ustaleniem krytycznych wymiarów omów z dostawcą dopuszczalne wartości kerf.
Odpowiednie grubości i kolory linii
Wiele systemów laserowych wykorzystuje kolory lub grubości linii do rozróżnienia operacji cięcia, grawerowania i tzw. scoringu (częściowego nacinania):
- Linie cięcia: Zazwyczaj czerwone lub czarne, o minimalnej grubości (0,001 cala lub cieńsze)
- Obszary grawerowania: Często wypełnione kształty w określonych kolorach
- Linie scoringu: Mogą używać różnych kolorów, aby wskazać przejścia o częściowej głębokości
Zawsze potwierdź konwencje kolorów/warstw u swojego dostawcy przed wysłaniem plików. Linia, którą zamierzasz jako znacznik zgięcia, może stać się niechcianym cięciem na wylot.
Odstępy między liniami cięcia
Gdy linie projektu są umieszczone zbyt blisko siebie, laser może przypalić lub przeciąć obszary, które chcesz zachować. Zgodnie z najlepszymi praktykami produkcyjnymi należy rozmieszczać geometrię cięcia w odległości co najmniej dwukrotnie przekraczającej grubość arkusza, aby uniknąć odkształceń. W standardowych zastosowaniach zachowanie odstępu co najmniej 0,010 cala (0,25 mm) między krytycznymi ścieżkami zapobiega osłabieniu struktury.
Krok po kroku – lista kontrolna przygotowania plików
Przed przesłaniem do dowolnej usługi cięcia laserowego przejdź przez ten proces weryfikacji:
- Przekonwertuj cały tekst na obwiednie: Czcionki, które nie są zainstalowane w systemie cięcia, mogą zostać zastąpione lub całkowicie zniknąć. W programie Illustrator zaznacz tekst i wybierz opcję Typ → Utwórz obwiednie. W oprogramowaniu CAD użyj poleceń „Rozbij” lub „Rozwiń”.
- Zamknij wszystkie otwarte ścieżki: Niepołączone lub otwarte ścieżki mogą wprowadzić w błąd oprogramowanie laserowe, co skutkuje niepełnymi cięciami. Skorzystaj z funkcji czyszczenia ścieżek i „połącz” w swoim programie, aby upewnić się, że każdy kształt jest poprawnie zamknięty.
- Usuń nakładające się linie: Powielone linie powodują, że laser dwukrotnie przecina tę samą ścieżkę, co może prowadzić do przepalenia materiału lub powstania nieregularnych krawędzi. Sprawdź geometrię ułożoną na wierzchu siebie, szczególnie po połączeniu wielu elementów projektu.
- Sprawdź wymiary w skali 100%: Jeśli przekonwertowano plik rastrowy lub zmieniono skalę projektu, wydrukuj go w skali 100%, aby potwierdzić, że rzeczywiste wymiary odpowiadają zamierzonym.
- Sprawdź zamkniętą geometrię: Wywiercane otwory, które nie są połączone z głównym elementem, mogą wypaść podczas cięcia. Dodaj mostki utrzymujące lub prześlij je jako osobne części.
- Wyeliminuj niepotrzebne węzły: Zbyt wiele punktów kotwicy powoduje nieregularne krzywe zamiast gładkich łuków. Uprość ścieżki, zachowując przy tym zamierzoną formę projektu.
- Umieść otwory w odpowiedniej odległości od krawędzi: Otwory umieszczone zbyt blisko krawędzi elementu mogą spowodować jego rozerwanie lub odkształcenie, zwłaszcza jeśli dana część będzie później gięta.
- Eksportuj do preferowanego formatu dostawcy: Zapisz czystą kopię specjalnie przeznaczoną do produkcji — nie po prostu zmieniaj nazwy pliku roboczego.
Skuteczna komunikacja wymagań dotyczących tolerancji
Nawet idealnie przygotowane pliki mogą skutkować odrzuconymi częściami, jeśli oczekiwania dotyczące tolerancji nie są jasno przekazane. Standardowe cięcie laserowe osiąga dokładność wymiarową w zakresie ±0,005" do ±0,015", w zależności od materiału i kalibracji maszyny. Jeśli Twoje zastosowanie wymaga wyższej precyzji, musisz to wyraźnie określić — i wziąć pod uwagę konsekwencje finansowe.
Podczas żądania ofert należy dołączyć:
- Wymiary krytyczne: Wskazać konkretne wymiary, które muszą spełniać ścisłe tolerancje, w porównaniu do ogólnych wymiarów z typowymi odchyłkami
- Wymagania funkcyjne: Wyjaśnić, w jakim celu będą używane części — połączenia wciskane wymagają innej precyzji niż otwory luzowe
- Punkty odniesienia pomiaru: Określić, które krawędzie lub cechy służą jako punkty bazowe (datums) do weryfikacji wymiarów
- Dopuszczalny zakres odchyłki: Podaj pasmo tolerancji liczbowo, a nie używaj subiektywnych określeń takich jak „precyzyjny” lub „dokładny”
Jasna komunikacja tolerancji zapobiega frustracji wynikającej z otrzymania części spełniających "standardowe" specyfikacje, ale nie nadających się do konkretnego zastosowania.
Mając odpowiednio przygotowane pliki i wyraźnie przekazane specyfikacje, wyeliminowałeś najpowszechniejsze bariery na drodze do udanych projektów cięcia laserowego. Jednak zrozumienie, kiedy samo cięcie laserowe jest właściwym wyborem — w porównaniu z cięciem strumieniem wody, plazmą lub metodami CNC — gwarantuje, że inwestujesz w najlepszy proces dostosowany do Twoich potrzeb.
Cięcie laserowe w porównaniu z cięciem strumieniem wody, plazmą i metodami CNC
Oto szczera rozmowa, której większość usług cięcia laserowego unika: cięcie laserowe nie zawsze jest najlepszym wyborem. Zaskoczone? Nie powinieneś być. Każda technologia cięcia istnieje dlatego, że lepiej rozwiązuje określone problemy niż alternatywy. Dostawca, który twierdzi, że cięcie laserowe radzi sobie ze wszystkim, albo nie ma wystarczającej wiedzy, albo liczy na to, że nie zadasz pytań.
Zrozumienie, kiedy cięcie laserowe przewyższa inne metody — i kiedy warto rozważyć zastosowanie cięcia wodą, plazmą lub frezowania CNC — chroni budżet i zapewnia optymalne wyniki. Przeanalizujmy każdą technologię szczerze, porównując rzeczywistą wydajność, a nie marketingowe deklaracje.
Kiedy cięcie laserowe przewyższa inne metody
Cięcie laserowe dominuje w określonych zastosowaniach, gdzie jego unikalne cechy oferują nieosiągalną wartość. Zgodnie z specjaliści od produkcji branżowej , cięcie laserowe, zdolne do cięcia ponad 2500 cali na minutę, jest najszybszą dostępną metodą — a często również najbardziej opłacalną dla odpowiednich zastosowań.
Precyzja i praca detaliczna
Gdy projekt wymaga skomplikowanych wzorów, małych otworów lub ciasnych tolerancji, cięcie laserowe wyraźnie się wyróżnia. Skoncentrowana wiązka tworzy wyjątkowo czyste krawędzie, minimalizując potrzebę późniejszej obróbki. Obudowy urządzeń elektronicznych, komponenty sprzętu medycznego oraz precyzyjne uchwyty znacznie korzystają z tej możliwości.
Efektywność cięcia cienkich blach
Dla materiałów o grubości poniżej 1/2", cięcie laserowe zazwyczaj oferuje najlepszy kompromis między szybkością a jakością. Testy przeprowadzone na wielu technologiach potwierdzają, że cięcie laserowe daje lepsze wyniki, gdy wymagane są drobne detale lub precyzyjne otwory w cienkich blachach.
Kluczowe zalety cięcia laserowego:
- Prędkość: 3-4 razy szybsze niż cięcie strumieniem wody przy porównywalnych materiałach
- Dokładność: Dopuszczalne odchyłki do ±0,005" osiągalne dla większości materiałów
- Jakość krawędzi: Czyste krawędzie, często gotowe do spawania, bez konieczności dodatkowej obróbki końcowej
- Brak zużycia narzędzia: Stała jakość od pierwszego do tysięcznego cięcia — brak zużycia narzędzia
- Minimalne odpady materiałowe: Wąski ślad cięcia pozwala na gęstsze rozmieszczenie elementów i mniejsze ilości skrawków
- Proces bezkontaktowy: Brak oddziaływania siły mechanicznej, która mogłaby odkształcić cienkie lub delikatne części
Sytuacje, w których lepsze są alternatywne metody cięcia
Szczera ocena wymaga przyznania ograniczeń cięcia laserowego. Niektóre projekty rzeczywiście lepiej wykonuje się za pomocą technologii alternatywnych — a uświadomienie sobie tych sytuacji pozwala zaoszczędzić pieniądze i poprawić wyniki.
Zastosowania przy grubej stali: domena plazmy
Podczas cięcia przewodzących metali o grubości powyżej 1 cala, cięcie plazmą oferuje wyraźne zalety. Zgodnie z testami porównawczymi urządzenia do cięcia plazmą wykazują doskonałą wydajność na płytach stalowych, gdzie urządzenia laserowe mają problemy z przebiciem. Różnica cenowa jest znaczna — systemy plazmowe kosztują około 90 000 USD w porównaniu do 195 000 USD za odpowiednie systemy waterjet, a koszty eksploatacji są mniej więcej dwa razy niższe na stali grubej.
Materiały wrażliwe na ciepło: wygrywa waterjet
Cięcie laserowe jest z natury procesem termicznym. Skoncentrowane ciepło powoduje powstanie "stref wpływu ciepła" (HAZ), w których właściwości materiału zmieniają się w pobliżu krawędzi cięcia. W przypadku komponentów lotniczych, wytwardzonych metali lub materiałów, które nie mogą być poddawane żadnym zmianom termicznym, cięcie strumieniem wody całkowicie wyklucza ten problem. Proces chłodnego cięcia nie powoduje odkształceń, wytwardzania ani zmian metalurgicznych.
Uniwersalność dla niemetali: cięcie strumieniem wody i frezowanie CNC
Chociaż lasery CO2 dobrze radzą sobie z wieloma niemetalami, niektóre materiały stwarzają trudności:
- Kamień i szkło: Strumień wody cięcia tnie te materiały czysto; lasery nie są w stanie
- Grube kompozyty: Włókno węglowe i G10 często odspajają się pod wpływem ciepła laserowego — cięcie strumieniem wody zachowuje integralność strukturalną
- Grube tworzywa sztuczne i drewno: Frezowanie CNC często zapewnia lepszą jakość powierzchni bez zwęglenia czy topnienia
Trudności z odbijającymi metalami
Miedź, mosiądz i pewne stopy aluminium odbijają energię laserową w kierunku głowicy tnącej. Choć nowoczesne lasery światłowodowe radzą sobie z tymi materiałami lepiej niż starsze systemy CO2, ograniczenia dotyczące grubości pozostają bardziej restrykcyjne niż w przypadku stali. Waterjet tnie metale odblaskowe bez ryzyka odbicia wiązki.
Bezpośrednie porównanie technologii
Wybór odpowiedniej metody cięcia staje się jaśniejszy, gdy porównuje się rzeczywiste dane techniczne bezpośrednio obok siebie:
| Kryteria | Cięcie laserowe | Wycinanie wodne | Cięcie plazmowe | Marszrutowanie CNC |
|---|---|---|---|---|
| Precyzja | ±0,005" (doskonała) | ±0,009" (bardzo dobra) | ±0,020" (umiarkowana) | ±0,005" (doskonała) |
| Zakres materiałów | Większość metali, wiele tworzyw sztucznych, drewno, tkaniny | Prawie każdy materiał, w tym kamień, szkło, kompozyty | Tylko metale przewodzące | Tworzywa sztuczne, drewno, kompozyty, miękkie metale |
| Maksymalna Grubość | Do 1" stali (optymalnie poniżej 1/2") | 6"+ na wielu materiałach | 2"+ stal przy dobrej jakości | Do 3 cali w zależności od materiału |
| Jakość krawędzi | Doskonała; często gotowa do spawania | Doskonała; brak wpływu cieplnego | Dobra; może wymagać szlifowania | Bardzo dobra; brak efektów termicznych |
| Strefa wpływu ciepła | Obecne, ale minimalne na cienkich materiałach | Brak (proces zimny) | Znaczne na wszystkich cięciach | Brak (proces mechaniczny) |
| Prędkość Cięcia | Najszybsza na cienkich materiałach | Najwolniejsza ze wszystkich metod | Szybki przy grubyh metalach | Umiarkowany |
| Efektywność kosztowa | Najlepszy do cienkich, szczegółowych prac | Wyższy koszt; uzasadniony przy materiałach specjalistycznych | Najlepszy do obróbki grubych metali | Opłacalny dla niemetali |
Dokonywanie właściwego wyboru technologii
Którą metodę cięcia należy wybrać dla projektu? Odpowiedź zależy od konkretnych wymagań:
Wybierz cięcie laserowe, gdy:
- Twój materiał ma grubość poniżej 1/2 cala
- Istotne są skomplikowane detale, małe otwory lub wąskie tolerancje
- Priorytetem są szybkość i efektywność kosztowa
- Wymagane są czyste krawędzie bez dodatkowej obróbki wykończeniowej
Wybierz cięcie strumieniem wody, gdy:
- Strefy wpływu ciepła są niedopuszczalne (branża lotnicza, materiały hartowane)
- Tniesz kamień, szkło lub grube kompozyty
- Grubość materiału przekracza możliwości lasera
- Metale odbijające stwarzają wyzwania
Wybierz cięcie plazmowe, gdy:
- Cięcie grubyh przewodzących metali (stal lub aluminium powyżej 1")
- Szybkość jest ważniejsza niż precyzja krawędzi
- Ograniczenia budżetowe sprzyjają niższym kosztom eksploatacji
- Projekty obejmują konstrukcje stalowe lub produkcję ciężkiego sprzętu
Wybierz frezowanie CNC, gdy:
- Pracujesz z grubymi plastikami, drewnem lub pianką
- Jakość wykończenia powierzchni przewyższa to, co umożliwia spalanie laserowe
- Części wymagają gwintowania lub pogłębiania otworów
- Materiał nie wytrzymuje procesów termicznych
Najlepsi wykonawcy nie obstają przy jednej technologii — dobierają odpowiednią metodę do konkretnych wymagań każdego projektu.
Wiele skutecznych warsztatów stosuje wiele technologii cięcia, ponieważ żadna pojedyncza metoda nie radzi sobie optymalnie ze wszystkimi zastosowaniami. Zrozumienie tych różnic pozwala na rzetelne ocenienie dostawców — a także rozpoznanie sytuacji, gdy warsztat rekomendujący cięcie laserowe dla płyty stalowej o grubości 2 cali może nie mieć na względzie Twoich najlepszych interesów. Mając tę porównanie technologii jako fundament, eksploracja zastosowań z życia wziętych w różnych branżach ujawnia jeszcze więcej możliwości dla Twojego następnego projektu.

Zastosowania w świecie rzeczywistym w różnych branżach
Teraz, gdy znasz technologię, materiały i czynniki kosztowe, przyjrzyjmy się, co jest naprawdę możliwe. Usługi cięcia laserowego nie ograniczają się do jednej branży — przekształciły produkcję, projektowanie i prototypowanie niemal we wszystkich sektorach. Niezależnie od tego, czy jesteś inżynierem projektującym uchwyty samochodowe, czy artystą tworzącym dekoracyjne instalacje, zrozumienie tych rzeczywistych zastosowań pomoże Ci wyobrazić sobie możliwości dla własnych projektów.
Wszechstronność jest imponująca. Ta sama podstawowa technologia, która wytwarza elementy lotnicze z dokładnością na poziomie mikronów, służy również do tworzenia skomplikowanych biżuterii i fasad architektonicznych. Przyjrzyjmy się, jak różne branże wykorzystują tę możliwość.
Zastosowania przemysłowe i samochodowe
Sektor motoryzacyjny stanowi jedno z największych ogniw zużycia precyzyjnej technologii cięcia laserowego. Zgodnie z analiza branży , cięcie laserowe znacząco uprościło produkcję pojazdów, oferując efektywność, której tradycyjne metody tłoczenia lub plazmowego cięcia po prostu nie mogą dorównać.
Dlaczego produkcja motoryzacyjna w tak dużym stopniu polega na tej technologii? Każdy milimetr ma znaczenie podczas wytwarzania części, które muszą idealnie pasować do siebie w tysiącach pojazdów. Możliwości wysokiej precyzji laserów światłowodowych czynią je niezbędnymi do produkcji komponentów, w których dokładność wymiarowa bezpośrednio wpływa na bezpieczeństwo i wydajność.
- Elementy szkieletu i konstrukcji nośnej: Uchwyty, płyty montażowe i wzmocnienia ram o ścisłych tolerancjach oraz czystych krawędziach gotowych do spawania
- Prototypy paneli karoseryjnych: Szybka iteracja koncepcji projektowych przed przejściem do kosztownych matryc tłoczarskich
- Elementy wykończenia wnętrza: Precyzyjne wycięcia na sterowania, wentylatory i punkty montażowe
- Części układu wydechowego: Osłony cieplne i uchwyty montażowe ze stali nierdzewnej
- Elementy zawieszenia: Uchwyty wahaczy i mocowania sprężyn wymagające integralności konstrukcyjnej
Dla producentów poszukujących kompleksowych rozwiązań motoryzacyjnych, precyzyjne cięcie laserowe często uzupełnia procesy tłoczenia metalu. Firmy takie jak Shaoyi zintegrować obie technologie, oferując prototypowanie w ciągu 5 dni, które wspiera szybkie cykle iteracji wymagane w nowoczesnym rozwoju motoryzacyjnym.
Zastosowania lotnicze wymagają jeszcze bardziej restrykcyjnych specyfikacji. Zauważają eksperci branżowi potrzeba lekkich materiałów o wysokiej wytrzymałości sprawia, że precyzja cięcia laserowego jest niezbędna – elementy muszą spełniać rygorystyczne normy dopuszczalnych odchyleń, zachowując jednocześnie integralność strukturalną w ekstremalnych warunkach.
- Elementy silników: Części turbin i osłony termoodporne
- Elementy konstrukcyjne: Lekkie elementy konstrukcji nośnej z aluminium i tytanu
- Wyposażenie wnętrza: Dokładnie dopasowane elementy wnętrza i elementy mocujące
Zastosowania twórcze i architektoniczne
Poza przemysłem ciężkim, cięcie laserowe zrewolucjonizowało zastosowania twórcze i architektoniczne. Ta technologia umożliwia tworzenie projektów, które byłyby niemożliwe lub zbyt kosztowne przy wykorzystaniu tradycyjnych metod produkcji.
Coraz więcej projektantów architektonicznych specyfikuje elementy cięte laserowo zarówno pod kątem funkcjonalnym, jak i estetycznym. Badania wykazują, że zdolność tej technologii do cięcia grubych płyt stalowych przy jednoczesnym zapewnianiu precyzyjnych linii cięcia czyni ją niezwykle cenną w nowoczesnej architekturze, gdzie kluczowe znaczenie ma personalizacja i oddziaływanie wizualne.
- Ekrany dekoracyjne i elewacje: Intrygujące wzory na panelach metalowych dla elewacji budynków i przegród wewnętrznych
- Indywidualne poręcze i balustrady: Unikalne projekty niemożliwe do osiągnięcia tradycyjnymi metodami obróbki metalu
- Systemy oznakowania i nawigacji: Wypukłe litery oraz elementy oświetlonych tablic
- Elementy mebli: Detalowe drewniane elementy i konstrukcje metalowe dla indywidualnych wyrobów
- Instalacje artystyczne: Sztuki monumentalne i interaktywne instalacje artystyczne
Branża reklamy szczególnie korzysta z różnorodności cięcia laserowego. Niezależnie od tego, czy chodzi o produkcję trójwymiarowych liter do witryn, czy o oświetlone znaki kanałowe, technologia ta zapewnia czyste krawędzie i precyzyjne detale, które podnoszą wizerunek marki. Podobnie jak wyszukiwanie jedzenia otwartego obok mnie łączy głodnych klientów z lokalnymi ofertami – skuteczna reklama łączy firmy ze swoimi odbiorcami poprzez oddziaływanie wizualne.
Prototypowanie i rozwój produktów
Żadne zastosowanie nie pokazuje wartości cięcia laserowego tak wyraźnie jak szybkie prototypowanie. Według specjalistów od prototypowania, cięcie laserowe okazało się podstawowym elementem w tworzeniu prototypów z zintegrowanym oprogramowaniem CAD, generując wyniki w krótkich czasach realizacji w porównaniu do tygodni, jakie mogą wymagać tradycyjne metody.
Dlaczego to jest ważne dla rozwoju produktu? Rozważ cykl iteracyjny: zaprojektowanie elementu, jego wyprodukowanie, przetestowanie, zidentyfikowanie ulepszeń, ponowne zaprojektowanie i powtarzanie. Gdy każdy prototyp wymaga tygodni na wyprodukowanie, harmonogramy rozwoju przedłużają się do miesięcy lub lat. Cięcie laserowe drastycznie skraca ten cykl.
- Prototypy funkcjonalne: Sprawdź dopasowanie, kształt i funkcję za pomocą materiałów równoważnych produkcyjnym
- Weryfikacji projektu: Zweryfikuj, czy modele CAD poprawnie przekładają się na fizyczne części przed inwestycją w formy
- Testowanie małej partii: Wyprodukuj ograniczoną liczbę sztuk do prób terenowych bez kosztów matryc ani form
- Próbki inżynieryjne: Stwórz detale o jakości prezentacyjnej na spotkania z inwestorami i recenzje klientów
Potwierdza analiza branżowa że milimetrowa precyzja cięcia laserowego zapewnia dokładne odzwierciedlenie sposobu, w jaki komponenty, uchwyty i funkcjonalność produktu będą działały razem — co jest kluczowe, gdy prototypowanie musi skutecznie oddawać finalne części produkcyjne.
Przemysł elektroniczny w dużej mierze polega na tej możliwości. Specjaliści od produkcji zwracają uwagę, że cięcie laserowe umożliwia precyzyjną kontrolę wymiarów i jakości, co jest kluczowe w branży, w której ułamek milimetra może mieć istotne znaczenie. Od testowania płytek drukowanych po prototypy obudów zewnętrznych, cięcie laserowe umożliwia szybką iterację.
Nawet rozwój produktów konsumenckich czerpie korzyści — podobnie jak sprawdzenie sklepu typu dollar tree w pobliżu mnie w celu szybkiego zaopatrzenia, producenci potrzebują szybkiego dostępu do części prototypowych, aby utrzymać dynamikę rozwoju. Podobnie zespoły produktowe przeglądające projekty mogą zjeść lunch, analizując menu Olive Garden, dyskutując jednocześnie nad wynikami najnowszej iteracji, co pokazuje, jak prototypowanie wpisuje się w szerszy proces tworzenia produktu.
Specjalistyczne zastosowania przemysłowe
Poza tymi głównymi kategoriami, cięcie laserowe służy specjalistycznym potrzebom w licznych sektorach:
- Urządzenia medyczne: Instrumenty chirurgiczne i implanty wymagające wyjątkowej dokładności oraz materiałów biokompatybilnych
- Elektronika: Komponenty precyzyjne do urządzeń i obudów miniaturyzowanych
- Biużuteria: Intrygujące projekty i niestandardowe elementy łączące technologię z sztuką
- Opakowanie: Niestandardowe pudełka tłoczone oraz intrygujące opakowania prototypowe
- Tekstylia i moda: Precyzyjne cięcie tkanin na wzory i elementy dekoracyjne
- Sektor energetyczny: Komponenty do paneli słonecznych, turbin wiatrowych oraz infrastruktury energii odnawialnej
Pytanie nie brzmi, czy cięcie laserowe ma zastosowanie w Twojej branży – lecz jak wykorzystać jego możliwości w konkretnym zastosowaniu.
Mając na uwadze te zastosowania, kolejnym wyzwaniem staje się znalezienie odpowiedniego dostawcy usług. Odpowiedni wybór wymaga zrozumienia, co odróżnia wyjątkowych dostawców od tych przeciętnych – różnica, która znacząco wpływa na wyniki Twojego projektu.
Jak wybrać odpowiedniego dostawcę usług cięcia laserowego
Opanowałeś technologię, rozumiesz materiały i wiesz, co wpływa na ceny. Ale oto niewygodna prawda: nawet idealne przygotowanie nie zrekompensuje wyboru niewłaściwego dostawcy usług cięcia laserowego. Różnica między udanym projektem a frustrującym doświadczeniem często zależy od czynników, których nie znajdziesz na głównej stronie witryny — certyfikatów, które naprawdę mają znaczenie, reaktywności, która oszczędzi tygodnie opóźnień, oraz wsparcia projektowego, które wykryje kosztowne błędy zanim do nich dojdzie.
Wybór partnera wykonawczego to nie to samo, co wzięcie miseczki acai z najbliższego sklepu ze smoothies — nie możesz po prostu wybrać najbliższego rozwiązania i liczyć na to, że wszystko będzie dobrze. Ta decyzja bezpośrednio wpływa na harmonogram projektu, budżet i końcową jakość. Przeanalizujmy dokładnie, co odróżnia wyjątkowych dostawców od tych, którzy sprawią, że pożałujesz swojego wyboru.
Istotne pytania, które należy zadać potencjalnym dostawcom
Zanim prześlesz pliki projektowe, kilka strategicznych pytań pozwala stwierdzić, czy dostawca zasługuje na Twoje zlecenie. Zgodnie z specjalistów branżowych , ocena doświadczenia i wiedzy eksperckiej dostawcy jest kluczowa – dostawca z solidnym dorobkiem i wieloletnim stażem ma większe szanse na dostarczenie wyników wysokiej jakości.
Rozpocznij od tych podstawowych pytań:
- Jakie technologie laserowe Państwo wykorzystują? Dostawcy posiadający zarówno lasery CO2, jak i włóknowe mogą dobrać optymalną technologię do używanego materiału. Firmy korzystające z jednej technologii mogą wymuszać kompromisy.
- Z jakimi materiałami pracujecie regularnie? Doświadczenie ma znaczenie – warsztat cięcia aluminium na co dzień osiąga lepsze rezultaty niż ten, który robi to okazjonalnie. Pytaj konkretnie o wymagania dotyczące Twojego materiału i jego grubości.
- Jaki jest standardowy czas realizacji? Standardowe czasy realizacji różnią się znacznie. Niektórzy dostawcy podają terminy 2–3 tygodnie; inni dostarczają w ciągu kilku dni. Dowiedz się, jak Twoje zlecenie wpisuje się w ich harmonogram produkcji.
- Czy możecie zrealizować pilne zamówienia? Eksperci od produkcji zalecają ocenę możliwości dostawcy w zakresie dotrzymania terminów realizacji projektu oraz jego gotowości do obsługi pilnych zleceń, gdy jest to konieczne.
- Czy oferujecie przegląd projektu lub wsparcie w zakresie przyjazności dla produkcji (DFM)? Dostawcy sprawdzający pliki pod kątem możliwości produkcji wykrywają problemy jeszcze przed rozpoczęciem cięcia — oszczędzając cykle poprawek i marnowanie materiału.
- Jakie formaty plików akceptujecie? Problemy ze zgodnością powodują opóźnienia. Przed podjęciem decyzji upewnij się, że preferowany format jest kompatybilny z ich systemami.
- Czy możecie dostarczyć przykładowe cięcia lub referencje? Serioczni dostawcy chętnie udostępniają przykłady podobnych realizacji lub nawiązują kontakt z zadowolonymi klientami.
Wybór dostawcy traktuj jak zamawianie z harry and david — zależy Ci na sprawdzonej jakości i niezawodnej dostawie, a nie na domysłach, czy inwestycja dotrze tak, jak oczekujesz.
Certyfikaty jakości, które mają znaczenie
Certyfikaty to nie tylko ozdoby ścian — reprezentują zweryfikowane zobowiązania do systemów jakości, kontroli procesów i ciągłego doskonalenia. W przypadku zastosowań krytycznych, konkretne certyfikaty odróżniają wykwalifikowanych dostawców od tych, którzy jedynie twierdzą, że są kompetentni.
ISO 9001
Ten międzynarodowy standard wykazuje system zarządzania jakością obejmujący projektowanie, rozwój, produkcję i świadczenie usług. Certyfikat ISO 9001 wskazuje na udokumentowane procesy, przeszkolony personel oraz systematyczny nadzór jakości. Dla ogólnych zastosowań produkcyjnych ten podstawowy certyfikat zapewnia uzasadnione zaufanie.
IATF 16949
W zastosowaniach motoryzacyjnych certyfikat IATF 16949 reprezentuje standard złoty. Ten rygorystyczny standard opiera się na ISO 9001, dodając wymagania specyficzne dla branży motoryzacyjnej, w tym zapobieganie wadom, redukcję zmienności oraz eliminację marnotrawstwa w całym łańcuchu dostaw. Dostawcy takie jak Shaoyi utrzymywanie certyfikatu IATF 16949, ponieważ producenci OEM motoryzacyjnych wymagają tego poziomu zapewnienia jakości dla podwozia, zawieszenia i elementów konstrukcyjnych.
AS9100
Zastosowania lotnicze wymagają certyfikatu AS9100, który nakłada rygorystyczne wymagania dotyczące śledzenia, zarządzania konfiguracją i ograniczania ryzyka ponad standardowe wymagania ISO 9001.
ISO 13485
Produkcja urządzeń medycznych wymaga certyfikatu ISO 13485, zapewniającego, że procesy spełniają wymagania regulacyjne dla produktów medycznych oraz utrzymują dokumentację odpowiednią do przeglądu przez FDA lub międzynarodowe organy regulacyjne.
Lista kontrolna oceny dostawcy
Użyj tej kompleksowej listy kontrolnej podczas porównywania potencjalnych partnerów w zakresie cięcia laserowego:
- Możliwości technologiczne: Odpowiednie typy laserów dla Twoich materiałów; wystarczająca moc dla wymaganej grubości; rozmiar stołu umożliwiający umieszczenie Twoich elementów
- Ekspertyza materiałowa: Wykazane doświadczenie w pracy z Twoimi konkretnymi materiałami i stopami; dostępność materiałów na stanie; certyfikacja i śledzenie materiałów
- Certyfikaty jakości: Odpowiednie certyfikaty ISO, IATF lub branżowe; udokumentowane procedury inspekcyjne; skalibrowane urządzenia pomiarowe
- Czasy realizacji: Standardowe czasy realizacji zgodne z harmonogramem; możliwość przyspieszonej realizacji w nagłych przypadkach; realistyczne obietnice dostaw oparte na aktualnej pojemności produkcyjnej
- Wsparcie projektowe: Usługi przeglądu DFM; pomoc w przygotowaniu plików; konsultacje dotyczące tolerancji; proaktywna komunikacja na temat potencjalnych problemów
- Szybkość reakcji w komunikacji: Szybkość przygotowania ofert (niektórzy dostawcy oferują przygotowanie oferty w ciągu 12 godzin); dostępność personelu technicznego; przejrzyste aktualizacje statusu projektu
- Operacje wtórne: Możliwości gięcia, spawania, wykańczania i montażu; potencjał kompleksowej usługi zmniejszającej złożoność zarządzania dostawcami
- Przejrzystość cen: Przejrzyste rozbiórki kosztów; brak ukrytych opłat; chęć wyjaśnienia czynników wpływających na cenę
Wartość wsparcia DFM
Wsparcie w zakresie projektowania pod kątem możliwości produkcji (DFM) stanowi jedną z najcenniejszych — a jednak często pomijanych — usług, jakie może zaproponować dostawca. Zgodnie z specjaliści od precyzyjnej produkcji , wcześniejsze uwzględnienie kwestii projektowych pomaga uniknąć konieczności ponownego projektowania i zapewnia płynniejszy przejście od prototypów do produkcji seryjnej.
Co właściwie daje skuteczne wsparcie w zakresie DFM?
- Weryfikacja wymiarów elementów: Identyfikowanie otworów, szczelin lub szczegółów zbyt małych, by można je było precyzyjnie wykroić, zanim dojdzie do marnowania materiału
- Sprawdzanie rzeczywistych możliwości tolerancji: Zaznaczanie specyfikacji wymagających niższych prędkości cięcia lub powodujących wyższy współczynnik odpadów
- Rekomendacje materiałowe: Proponowanie rozwiązań alternatywnych, które spełniają Twoje wymagania funkcjonalne przy niższym koszcie lub lepszej jakości krawędzi
- Optymalizacja rozmieszczenia: Układanie części w sposób minimalizujący marnowanie materiału i obniżający koszt jednostkowy
- Planowanie operacji wtórnych: Przewidywanie sposobu gięcia, spawania lub montażu części oraz dostosowywanie odpowiednio parametrów cięcia
Dostawcy oferujący kompleksowe wsparcie DFM—takie jak firmy posiadające certyfikat IATF 16949 z zintegrowanymi zespołami inżynieryjnymi—wykrywają problemy, które inaczej pojawiłyby się jako odrzucone części lub nieudane montaże. Oszczędności wynikające z zapobiegania rewizjom są zazwyczaj znacznie większe niż dodatkowa opłata za ten poziom usług.
Lokalne a usługi online – kompromisy
Rozwój usług cięcia laserowego online diametralnie powiększył dostępne opcje, jednak wybór między lokalnymi warsztatami a platformami cyfrowymi wiąże się z rzeczywistymi kompromisami, które warto rozważyć.
Zalety dostawców lokalnych:
- Konsultacje projektowe twarzą w twarz oraz bezpośredni przegląd próbek
- Szybsza iteracja, gdy zmiany wymagają współpracy osobiście
- Łatwiejsza logistyka dla dużych lub ciężkich elementów, unikając kosztów przesyłki
- Budowanie relacji, które sprawia, że Twoje projekty są priorytetem w okresach ograniczonej dostępności
- Natychmiastowy odbiór eliminuje opóźnienia związane z wysyłką w pilnych przypadkach
Zalety usług online:
- Szeroki dostęp do technologii — specjalistyczne wyposażenie, którego nie można znaleźć lokalnie
- Konkurencyjne ceny dzięki operacjom o dużej skali
- wygoda wyceny i zamawiania 24/7
- Stała jakość dzięki ustandaryzowanym procesom
- Elastyczność geograficzna podczas przeprowadzki lub pracy z rozproszonymi zespołami
W przypadku prototypowania i projektów jednorazowych usługi online często oferują doskonałą wartość. W przypadku produkcji wymagającej ciągłej współpracy, dostosowań jakościowych lub złożonych operacji wtórnych, relacje lokalne są częściej bardziej wartościowe, mimo potencjalnie wyższych kosztów jednostkowych.
Najlepszy dostawca niekoniecznie jest najtańszy ani najbliższy — to ten, którego możliwości, styl komunikacji oraz standardy jakości odpowiadają Twoim wymaganiom projektowym.
Wybór odpowiedniego partnera w zakresie cięcia laserowego przekształca proces produkcji z ciągu transakcji w relację partnerską. Dostawcy inwestujący w certyfikaty, oferujący rzetelną pomoc w doborze technologii (DFM) oraz szybko odpowiadający na zapytania, pokazują swoje zaangażowanie w Twój sukces – a nie tylko w swoją fakturę. Dzięki możliwości szybkiego prototypowania, takim jak realizacja w ciągu 5 dni, oraz responsywnym systemom wyceny, odpowiedni partner przyspiesza cały proces rozwoju produktu, zachowując precyzję wymaganą przez Twoje zastosowania.
Często zadawane pytania dotyczące usług cięcia laserowego
1. Ile kosztuje usługa cięcia laserowego?
Koszty usługi cięcia laserowego zależą od typu materiału, jego grubości, złożoności cięcia, ilości oraz terminu realizacji. Czas pracy maszyny zwykle wynosi od 60 do 150 USD za godzinę. Proste elementy mogą kosztować zaledwie 5–10 USD, podczas gdy złożone prototypy mogą przekraczać 50 USD. Zamówienia partii znacząco obniżają koszty jednostkowe — zakupienie 100 identycznych elementów może obniżyć cenę do 8 USD za sztukę w porównaniu do 50 USD za pojedynczy egzemplarz. Aby zoptymalizować koszty, uprość projekty, wybierz odpowiednie tolerancje i grupuj zamówienia, o ile to możliwe.
2. Ile kosztuje cięcie laserowe za godzinę?
Cena godziny pracy maszyny do cięcia laserowego wynosi zazwyczaj od 60 do 150 USD, w zależności od typu sprzętu, materiału, który jest cięty, oraz położenia dostawcy. Godzinowe stawki są często wyższe w przypadku laserów światłowodowych stosowanych do cięcia metali ze względu na koszty wyposażenia, podczas gdy lasery CO2 przetwarzające akrystal i drewno mogą mieć niższe stawki. Jednak stawki godzinowe nie pokazują pełnego obrazu — szybsze prędkości cięcia przy cienkich materiałach oznaczają mniejszą liczbę naliczanych godzin. W celu dokładnych porównań należy żądać szczegółowych ofert zawierających koszty materiału, czasu pracy maszyny oraz wykańczania.
3. Jakie materiały można ciąć laserem?
Cięcie laserowe obsługuje różnorodne materiały, w tym metale (stal węglowa, stal nierdzewna, aluminium, mosiądz, miedź, tytan), tworzywa sztuczne (akryl, ABS, poliwęglan), drewno i kompozyty, skórę, tkaniny oraz papier. Lasery CO2 świetnie sprawdzają się przy niemetali, zapewniając gładkie krawędzie akrylu i czyste cięcie drewna. Lasery światłowodowe dominują w cięciu metali, oferując wyższą prędkość i precyzję. Maksymalna grubość materiału jest różna – stal do 25 mm i więcej, akryl do 25 mm, aluminium do 40 mm przy zastosowaniu systemów o dużej mocy. Zawsze potwierdź konkretne parametry materiału i jego grubość u dostawcy.
4. Jakie formaty plików akceptują usługi cięcia laserowego?
Większość usług cięcia laserowego akceptuje formaty plików wektorowych, w tym DXF (standard branżowy), AI (Adobe Illustrator), SVG (Scalable Vector Graphics) oraz PDF eksportowane z oprogramowania wektorowego. Format DXF zapewnia uniwersalną kompatybilność bez zależności od czcionek. Kluczowe kroki przygotowania to zamiana tekstu na kontury, zamykanie wszystkich otwartych ścieżek, usuwanie nakładających się linii oraz weryfikacja wymiarów w skali 100%. Unikaj formatów rastrowych takich jak JPEG czy PNG — do cięcia laserowego potrzebne są matematycznie określone ścieżki cięcia, a nie obrazy oparte na pikselach.
5. Jak wybrać między cięciem laserowym, wodą ścierną i plazmą?
Wybierz cięcie laserowe dla cienkich materiałów o grubości poniżej 1/2 cala, wymagających skomplikowanych detali i ścisłych tolerancji — oferuje najszybsze prędkości i najczystsze krawędzie. Wybierz cięcie wodą dla materiałów wrażliwych na ciepło, grubyh kompozytów, kamienia, szkła lub w przypadkach, gdy strefy wpływu cieplnego są niedopuszczalne. Wybierz cięcie plazmowe dla grubyh metali przewodzących o grubości powyżej 1 cala, gdzie szybkość jest ważniejsza niż dokładność krawędzi. Każda technologia doskonale sprawdza się w konkretnych zastosowaniach — wykwalifikowani wykonawcy doborą odpowiedni proces według rodzaju materiału, grubości i wymagań jakościowych.