 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Czy anodowane aluminium rdzewieje? Dlaczego rdza nie jest prawdziwym zagrożeniem
Czy anodowane aluminium rdzewieje?
Robi rdza na anodowanym aluminium ? Nie. Rdza to tlenek żelaza, więc powstaje na żelazie i stali, a nie na aluminium. Jeśli zastanawiasz się, czy anodowane aluminium może rdzewieć, odpowiedź brzmi nadal „nie”. Aluminium może jednak – nawet po anodowaniu – ulec korozji, utlenieniu, przebarwieniom lub tworzeniu się wgnieceń, gdy warunki środowiskowe są wystarczająco agresywne.
Aluminium nie tworzy czerwonej rdzy żelaznej, ale może jednak ulec korozji, która wpływa na wygląd materiału, a w bardziej ekstremalnych przypadkach także na sam metal.
Ta różnica ma znaczenie, ponieważ wiele osób przy patrzeniu na przemęczone, matowe plamy lub białe osady zakłada, że obserwuje rdzę na aluminium. W prostych słowach: zwykle tak nie jest. Aluminium zachowuje się inaczej niż stal, ponieważ jego powierzchnia reaguje z tlenem w sposób, który często wspomaga ochronę materiału.
Czy anodowane aluminium rdzewieje? – jasna odpowiedź
Świeży aluminium szybko tworzy cienką, twardą warstwę tlenku po narażeniu na powietrze. Wskazówki od Kloeckner Metals opisują tę warstwę tlenkową jako główny powód odporności aluminium na korozję. Czy więc aluminium jest odporne na korozję? Ogólnie rzecz biorąc – tak. Jednak odporność na korozję nie oznacza całkowitej odporności na nią. Sole, zanieczyszczenia oraz agresywne chemikalia mogą uszkodzić tę ochronną powierzchnię i spowodować lokalne ataki.
Rdzę vs. korozja vs. utlenianie – proste wyjaśnienie
- Rdza : tlenek żelaza, czerwonobrunatny produkt rozkładu widoczny na żelazie i stali.
- Korozja : szerszy proces pogarszania się stanu metalu pod wpływem środowiska.
- Oksydacja : reakcja z tlenem. W przypadku aluminium prowadzi ona szybko do powstania ochronnej warstwy tlenkowej.
- Pasywna warstwa tlenkowa : cienka warstwa tlenku glinu chroniąca metal leżący poniżej, dopóki środowisko nie spowoduje jej usunięcia.
Dlatego odpowiedź na pytanie, czy aluminium jest odporne na korozję, brzmi zazwyczaj „tak”, ale z zastrzeżeniem. Aluminium chroni się naturalnie, jednak tylko w określonych granicach.
Dlaczego biały osad nie jest tym samym co rdza
Korozja aluminium zwykle ma białawy, szary, matowy lub proszkowaty wygląd, a nie łuszczący się i czerwony. Reliance Foundry przykłady wizualne i wyjaśnienia z
Kluczowa idea jest prosta: aluminium chroni się samo poprzez tworzenie warstwy tlenku, a anodowanie opiera się na tym samym mechanizmie, ale w sposób bardziej kontrolowany.

Czym jest aluminium anodowane i jak je chroni
Jeśli pierwszym pytaniem jest „czym jest aluminium anodowane?”, najprostszą odpowiedzią jest następująca: jest to aluminium, którego powierzchnia została celowo przekształcona w grubszą, kontrolowaną warstwę tlenku w procesie elektrochemicznym. Ten szczegół ma znaczenie, ponieważ znaczenie aluminium anodowanego nie sprowadza się jedynie do „aluminium z powłoką”. Jest to aluminium, którego powierzchnia została przekształcona.
Co właściwie oznacza pojęcie „aluminium anodowane”
Wytyczne produkcyjne od SAF oraz Can Art opisuje anodowanie jako proces elektrochemiczny, w którym powierzchnia metalowa przekształcana jest w trwałą warstwę tlenku anodowego. Innymi słowy: co oznacza pojęcie „anodowane”? Oznacza to, że sama powierzchnia została wyhodowana z podstawowego metalu. Dlatego właśnie materiał z anodowanego aluminium zachowuje się inaczej niż części malowane lub pokryte proszkowo.
Anodowanie nie polega jedynie na pokryciu aluminium. Przekształca ono zewnętrzną powierzchnię w ochronną warstwę tlenkową, która stanowi integralną część metalu.
Jak anodowanie aluminium tworzy ochronną warstwę
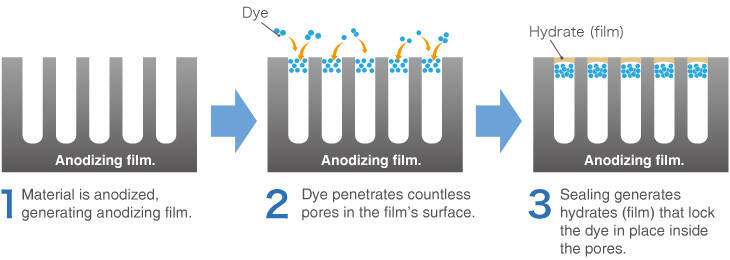
Dla czytelników zadających pytanie czym jest anodowane aluminium , proces ten łatwiej zrozumieć, gdy przedstawi się go krok po kroku:
- Oczyść aluminium . Usunięte zostają oleje, brud oraz pozostałości po obróbce, aby powierzchnia reagowała jednorodnie.
- Umieść je w kąpieli elektrolitowej . Aluminium staje się anodą w obwodzie elektrycznym.
- Zastosuj obecny prąd tlen reaguje z powierzchnią i powoduje wzrost tlenku glinu na zewnątrz oraz do wewnątrz metalu.
- Utwórz porowatą strukturę tlenkową sAF zauważa, że powłoki anodowe zawierają wiele małych porów.
- Zamknij pory zamknięcie porów polega na ich uwodnieniu i zamknięciu, co poprawia odporność chemiczną oraz wydłuża trwałość wykończenia.
Ten etap zamknięcia jest łatwy do pominięcia, ale ma rzeczywisty wpływ. SAF ostrzega wyraźnie, że nieprawidłowo zamknięte anodowanie charakteryzuje się niską odpornością chemiczną. Can Art zauważa również, że metody anodowania mogą się różnić, a te różnice wpływają na odporność na zużycie i korozję. Zatem odpowiedź na czym jest anodowane aluminium nie dotyczy wyłącznie wyglądu, lecz także jakości procesu.
Dlaczego powłoka z anodowanego aluminium różni się od farby
An wykończenie z anodowanego aluminium często nazywany jest powłoką w potocznej mowie, ale nie działa jak farba lub powłoka proszkowa. Organiczne powłoki leżą na powierzchni metalu. Mogą odspajać się, łuszczyć się lub odpadać w przypadku utraty przyczepności.
Ta różnica ujawnia się w rzeczywistym użytkowaniu. Zaryszenie farby może odsłonić goły metal pod warstwą. Zaryszenie anodowanego aluminium może spowodować lokalne uszkodzenie lub przebicie przekształconej warstwy, ale otaczająca powłoka pozostaje nadal przyczepiona, ponieważ stanowi własną powierzchnię metalu. Kompromisem jest to, że ochrona nadal zależy od grubości powłoki, jej zabezpieczenia oraz warunków eksploatacji, szczególnie w przypadku krawędzi, ścierania, soli lub agresywnych środków czyszczących.
Gdzie anodowane aluminium wciąż napotyka trudności
Trwałość na zewnątrz brzmi prosto, dopóki nie wejdą w grę sól, brud i czynniki chemiczne. Anodowanie nadaje aluminium twardszą i grubsza warstwę tlenku, dzięki czemu zwykle dobrze radzi sobie z działaniem słońca, deszczu oraz codziennych warunków pogodowych. Linetec zaznacza, że anodowanie klasy I zgodnie ze standardem AAMA 611 (o grubości 0,7 mil, czyli 18 mikronów i więcej) przeznaczone jest do zastosowań zewnętrznych w budownictwie i zapewnia lepszą odporność chemiczną niż anodowanie klasy II. Dlatego stanowi ono solidny wybór do normalnej eksploatacji na zewnątrz, ale nie gwarantuje bezproblemowego działania we wszystkich środowiskach.
Miejsca, w których anodowane aluminium dobrze sprawdza się na zewnątrz
W zwykłej ekspozycji zewnętrznej, powłoka spowalnia korozji aluminium poprzez utrudnienie dostępu czynników środowiskowych do podstawowego metalu. Jeśli zadajesz pytanie czy aluminium ulegnie korozji na zewnątrz — szczera odpowiedź brzmi: tak, może, ale dobrze dobrana anodyzacja często skutecznie jej zapobiega w typowych warunkach pogodowych. Suchy klimat śródlądowy, umiarkowane środowiska miejskie oraz powierzchnie, które są oczyszczane deszczem, stawiają zwykle znacznie mniejsze wymagania niż obszary przybrzeżne, strefy rozprysku lub miejsca narażone na intensywne zanieczyszczenia przemysłowe. ochronę aluminium przed korozją i rodzaj ochrony aluminium przed korozją jakiej oczekują kupujący od wykończenia o niskim poziomie konserwacji.
Wskazówki Linetec dotyczące konserwacji podkreślają również, że potrzeba czyszczenia wzrasta w obszarach przemysłowych o dużym nasileniu zanieczyszczeń, mglistych regionach przybrzeżnych oraz miejscach osłoniętych, gdzie osadzają się zanieczyszczenia. Ma to znaczenie, ponieważ wykończenie może dobrze sprawdzać się na otwartej powierzchni elementu, lecz staje się bardziej podatne na uszkodzenia tam, gdzie brud, kondensat lub sole gromadzą się i pozostają uwięzione.
Gdy chlorki i agresywne środki czyszczące powodują korozję
To właśnie wtedy ujawniają się ograniczenia. Hydro opisuje korozję punktową jako najbardziej powszechny typ korozji aluminium i stwierdza, że jest ona typowa w środowisku morskim oraz wilgotnych warunkach, w których występuje sól. Szczególnie istotne są sole zawierające chlorki i siarczany, a sole o odczynie kwasowym lub zasadowym mogą przyspieszać proces korozji punktowej. Linetec dodaje, że nawet trwałe powłoki anodowe mogą ulec uszkodzeniu pod wpływem silnych kwasów, materiałów o bardzo zasadowym odczynie, zaprawy murarskiej, kwasu solnego oraz wysoce ściernych narzędzi.
- Powietrze morskie, oprysk wodą morską i sole przeciwlodowe
- Wilgotne, słone lokalizacje z powtarzającymi się cyklami zamokania i wysychania
- Opad przemysłowy i skażony odpływ wody
- Zaprawa murarska, beton, plamy zaprawy, tynk i środki czyszczące do kamieniarskich materiałów budowlanych
- Silne środki czyszczące o odczynie kwasowym lub bardzo zasadowym
- Powierzchnie nagrzane przez słońce i narażone na działanie reaktywnych środków czyszczących
- Szczeliny, wgłębienia lub kształty utrzymujące wilgoć
- Ścieranie o charakterze ściernym, skrobaki metalowe oraz zużycie powierzchni
Te warunki nie gwarantują awarii, ale zwiększają prawdopodobieństwo lokalnego korozji. W wielu przypadkach z życia codziennego pierwszym objawem są małe wgniecenia, przebarwienia lub chropowata powierzchnia, a nie widoczna utrata przekroju.
Dlaczego odporność aluminium na korozję ma rzeczywiste ograniczenia
Dobre odporność aluminium na korozję jest rzeczywista. Nie jest jednak nieograniczona. Hydro zauważa, że wgniecenia powstające w otwartym powietrzu często osiągają jedynie niewielką część grubości metalu, więc problem ten najczęściej ma charakter estetyczny, zanim stanie się strukturalny. Niemniej jednak korozja ma charakter lokalny i losowy, co utrudnia ocenę jej stopnia wyłącznie na podstawie wyglądu. Widoczna część może stać się nieakceptowalna znacznie wcześniej niż osłabnie mechanicznie.
Dlatego przy intensywnym narażeniu należy dokonywać ostrożnych wyborów. Należy stosować odpowiednią klasę wykończenia do danego środowiska. Unikać agresywnych środków chemicznych. Projektować konstrukcję tak, aby zapewnić odpływ wody, a nie jej zatrzymywanie. Odpłukiwać sól i pozostałości po pracach budowlanych jeszcze przed ich wyschnięciem. Prostymi słowami: anodowane aluminium to odporne na korozję aluminium w wielu zewnętrznych warunkach eksploatacji, ale nie jest odporna na chlorki, ścieranie ani na skutki niewłaściwej konserwacji. Miejscem najbardziej podatnym na uszkodzenia jest często określony obszar elementu, a nie cała jego powierzchnia; sytuacja ta staje się jeszcze bardziej widoczna w obecności zadrapań, przeciętych krawędzi oraz otworów wiertniczych.
Czy anodowa powłoka z aluminium znika po zadrapaniach?
Wytrzymałej anodowej powierzchni nie można uznać za niezniszczalną. Powtarzające się tarcie, uderzenia, cięcie lub wiercenie mogą uszkodzić ją lokalnie. Kluczowym faktem jest to, że otaczająca anodowa warstwa zwykle pozostaje nietknięta, ponieważ powłoka ta powstaje w wyniku przemiany samego aluminium, a nie jest nanoszona jak farba. Zatem anodowa powłoka z aluminium zazwyczaj nie ulega odpryskiwaniu na dużą skalę, jednak miejsca, w których powłoka została całkowicie zużyta, odsłaniają gołą powierzchnię metalu i stają się lokalnymi punktami osłabienia.
Czy anodowa powłoka z aluminium znika czy nadal zapewnia ochronę?
W normalnych warunkach eksploatacji wykończenie zachowuje swoje właściwości ochronne przez długi czas. Przy działaniu czynników ścierających jednak anodowe wykończenie aluminium może być zarysowany, przetarty lub zużyty w miejscach intensywnego kontaktu, takich jak ślizgowe prowadnice, obszary zacisków, uchwyty lub gniazda elementów mocujących. Często zadawane pytania dotyczące anodowania (AAC) zauważa, że uszkodzony lub wydrążony warstwę twardą można czasem naprawić, jednak jeśli uszkodzeniu uległa podstawa metalowa, sam podkład musi zostać naprawiony mechanicznie. To praktyczna odpowiedź na pytanie czy anodowane aluminium się ściera : nie tak jak farba odpryskująca i nie jednorazowo na całej powierzchni, ale tak — lokalne przebicie jest możliwe.
Co zmienia zarysowanie na płaskich powierzchniach
Na szerokiej, płaskiej powierzchni lekki ślad może być głównie estetyczny. Jeśli zarysowanie zmienia jedynie kolor lub połysk, większość barierowej warstwy nadal pełni swoją funkcję. Ryzyko zmienia się, gdy ślad przecina warstwę tlenku i odsłania świeży aluminium. Nie oznacza to, że uszkodzenie będzie się rozprzestrzeniać niewidocznie pod powłoką, ale oznacza, że ochrona została utracona dokładnie w tym miejscu. Zalecenia dotyczące konserwacji od firmy Light Metals Coloring zalecają obserwację uszkodzonych obszarów pod kątem powstawania korozji punktowej (pitting), przebarwień oraz zmian tekstury na chropowatą.
| Głębokość zadziorów | Widoczne objawy | Pozostała ochrona | Zalecana reakcja |
|---|---|---|---|
| Zadrapanie powierzchni | Przyciemnienie, lekka zmiana barwy, gładkie dotykanie | Większość warstwy anodowanej pozostaje nietknięta | Oczyścić, przepłukać i monitorować |
| Płytkie zadrapanie | Cienka linia, lekka tekstura, brak wyraźnie błyszczącego metalu | Otaczająca powłoka nadal zapewnia ochronę, lokalna bariera może być osłabiona | Utrzymywać w czystości i kontrolować pod kątem zmian |
| Zadrapanie lub wgniecenie przenikające przez powłokę | Jasny aluminium, chropowata bruzda, ślad gromadzenia brudu | Podstawa metalowa odsłonięta w miejscu uszkodzenia | Rozważyć naprawę, szczególnie w warunkach zewnętrznych lub w pobliżu soli |
| Powtarzające się zużycie do podłoża | Plamiste ślady tarcia w punktach kontaktu, na narożnikach lub powierzchniach ślizgowych | Ochrona utracona tam, gdzie tarcie stale usuwa materiał | Zmniejszyć kontakt, izolować elementy metalowe, ocenić opcje naprawy |
| Cięcie lub otwór wiercony po procesie wykańczania | Świeży metal na krawędzi, ostra krawędź, nieobrobiona powierzchnia wewnętrzna | Brak ochrony anodowej na nowej powierzchni cięcia | Usunąć wyburz, w razie potrzeby zabezpieczyć i regularnie kontrolować |
Dlaczego krawędzie cięcia i otwory wiertnicze wymagają dodatkowej uwagi
Krawędzie oraz elementy uzyskane przez obróbkę mechaniczną zachowują się inaczej niż płaskie powierzchnie. Koniec przecięty piłą lub otwór wykonany w terenie po zakończeniu obróbki powierzchniowej stanowi odsłonięty aluminium na tej nowej powierzchni. Natomiast otwory wykonane przed anodowaniem mogą zostać pokryte warstwą ochronną, a AAC zaznacza, że proces anodowania zmienia nawet wymiary, ponieważ warstwa tlenku rozwija się częściowo w głąb materiału, a częściowo na zewnątrz. Dlatego kolejność operacji technologicznych ma znaczenie. Ostre krawędzie, przecięte końce oraz brzegi otworów są również miejscami szczególnie narażonymi na zużycie podczas obsługi i montażu, więc lokalnie korozja anodowanego aluminium prawdopodobnie pojawi się tam jako pierwsza, jeśli skumulują się wilgoć lub sole.
W przypadku elementów o wysokiej wartości lub trudnych do demontażu AAC opisuje także anodowanie szczotkowe jako przenośną metodę naprawy, pozwalającą przywrócić ciągłość powłoki na uszkodzonym obszarze. Niemniej jednak nie każdy ślad wymaga naprawy. Mądrzejszym pierwszym krokiem jest dokładna inspekcja.
- Szukaj połyskującego, metalicznego odsłonięcia na zadrapaniach, brzegach oraz przeciętych końcach.
- Wyczuwaj chropowatość, wgniecenia lub wystające krawędzie zamiast gładkiej, kosmetycznej marki.
- Sprawdź strefy ślizgania, miejsca mocowania śrub i punkty zaciskania pod kątem powtarzającego się zużycia.
- Przeprowadź kontrolę otworów wiertniczych i przetoczonych krawędzi po każdej modyfikacji wykonanej na miejscu.
- Obserwuj, czy przebarwienie pozostaje stabilne, czy też nadal rozszerza się od odsłoniętego metalu.
Jeśli marka pozostaje gładka i niezmieniona, może być głównie kosmetyczna. Jeśli staje się chropowata, głęboka lub pofałdowana, problem wykracza poza wygląd. To właśnie w tym momencie rozpoczyna się rzeczywista ocena: rozróżnianie bezpiecznego zużycia powierzchniowego od uszkodzenia sygnalizującego aktywną utratę materiału.
Jak odróżnić zużycie kosmetyczne od prawdziwego uszkodzenia
Dokładna inspekcja ma znaczenie, ponieważ nie każde blade przebarwienie oznacza, że metal jest aktywnie niszczony. Osoby, które pytają czy aluminium matowieje często mają na myśli przygaszenie, plamy lub przebarwienia, a nie prawdziwą rdzę. MetalTek zaznacza, że aluminium nie rdzewieje, ponieważ nie zawiera żelaza, podczas gdy Auto Technology wyjaśnia, że korozja aluminium zwykle ma jasny lub biały odcień zamiast pomarańczowo-brązowego.
Zanieczyszczone, matowe lub przepalone anodowane aluminium mogą wyglądać źle, ale nadal nie rdzewieje tak jak stal.
Zmiany estetyczne, które nie oznaczają rdzy
Wiele białych lub mętnych plam to problemy powierzchniowe lub niewielka utrata metalu w wyniku utlenienia, a nie głęboka utrata masy metalu. Products Finishing wskazuje, że białe plamy na anodowanym aluminium są powszechne i nie mają zawsze jednej przyczyny. Niektóre wady są częścią warstwy anodowej, podczas gdy inne znajdują się wyłącznie na powierzchni. Zanieczyszczenie wody do płukania, chlorki, pozostałości chemii procesowej, warunki barwienia, pozostałości po zabezpieczaniu oraz zabarwienie wywołane oparami ługów mogą wszystkie pozostawić blade ślady, które wyglądają gorzej, niż są w rzeczywistości.
Dlatego wyszukiwania dotyczące rdzewiejące aluminium lub aluminium rdzewiejące często odzwierciedlają błędne skojarzenia wizualne. Matowa powierzchnia lub biały osad mogą być nieestetyczne, ale nie oznaczają automatycznie uszkodzenia.
Objawy rzeczywistej korozji aluminium
Znaki ostrzegawcze zmieniają się, gdy powierzchnia staje się chropowata, wyraźnie zlokalizowana lub głębsza wraz z upływem czasu. Technologia Auto opisuje korozję punktową jako małe, głębokie wnęki powstające w wyniku zlokalizowanego działania chlorków. Ten sam źródło zauważa, że korozja szczelinowa rozwija się w ciasnych przestrzeniach, gdzie gromadzi się wilgoć i zanieczyszczenia. Takie wzory wymagają większej uwagi niż jednolita mgiełka lub stabilne przebarwienie.
| Kondycji | To, co użytkownik może zauważyć | Prawdopodobna przyczyna | Głównie estetyczne lub potencjalnie konstrukcyjne |
|---|---|---|---|
| Ogólna matowość lub utrata połysku | Płaska, przygaszona lub lekko mącznista powierzchnia | Normalne starzenie się lub lekka utleniająca korozja powierzchni | Głównie estetyczne |
| Białe plamy lub osady | Bladawe ziarnka, zamglone obszary, lekkie przebarwienia | Problemy z wodą do płukania, chlorki, pozostałości barwników lub środków uszczelniających, uwięzione substancje chemiczne lub osady na powierzchni | Często estetyczne, ale należy sprawdzić, czy są chropowate lub rozprzestrzeniają się |
| Plamy wodne lub lekkie przebarwienia | Plamiste ślady z niewielką lub brakującą zmianą faktury | Osadzające się pozostałości na powierzchni po ekspozycji lub wyschnięciu | Głównie estetyczne |
| Wykrywanie | Punktowe jamki, chropowata powierzchnia, lokalizowany atak | Korozja wywołana chlorkami | Potencjalnie wpływająca na nośność konstrukcji, jeśli pogłębia się |
| Atak krawędziowy lub uszkodzenie szczelinowe | Zauważalna utrata masy metalu na krawędziach, w połączeniach lub pod elementami mocującymi | Wilgoć i zanieczyszczenia uwięzione w ciasnych miejscach | Potencjalnie konstrukcyjne |
Gdy uszkodzenie powierzchni staje się problemem konstrukcyjnym
Więc, czy aluminium jest odporne na rdzę ? Nie w pełnym znaczeniu tego słowa. Nie tworzy rdzy żelaznej, ale może ulec korozji. Praktyczny próg jest prosty: stabilna zmiana barwy zwykle stanowi jedynie problem estetyczny, podczas gdy rosnące wgłębienia, chropowatość oraz głębokie uszkodzenia na krawędziach lub otworach wskazują na aktywną utratę materiału. Jeśli ślad staje się coraz głębszy, zatrzymuje brud lub rozprzestrzenia się z odsłoniętego obszaru, wymaga on dokładniejszej oceny.
Czytelnicy szukający aluminium rdzewiejące zwykle próbują właśnie dokonać tej oceny. Gdy potrafisz poprawnie odczytać stan powierzchni, porównania między aluminiem nieskrapowanym, powłokami anodowanymi, systemami malarskimi, powłokami proszkowymi oraz stalą nierdzewną stają się znacznie bardziej przydatne.
Aluminium anodowane vs aluminium i stal nierdzewna
Wskazówki pochodzące wyłącznie od powierzchni opowiadają tylko część historii. Gdy zakupujący porównują powłoki, właściwie pytają, który materiał zapewnia im największy zapas bezpieczeństwa przed przejściem plam, zadrapań lub ekspozycji na sól w kierunku rzeczywistej korozji. To sprawia, że anodowane aluminium vs aluminium tylko jedna część decyzji. Szeroki kontekst obejmuje również aluminiowe elementy malowane, aluminiowe powlekane proszkowo oraz stal nierdzewną.
Aluminium anodowane kontra zwykłe aluminium w codziennym użytkowaniu
W codziennym użytkowaniu porównanie zwykłego aluminium i aluminium anodowanego , oba materiały zachowują podstawową zaletę aluminium: nie tworzą rdzy żelazowej. Nieobrobione aluminium samo się chroni naturalną warstwą tlenkową, ale może nadal matowieć, brudzić się lub ulegać korozji punktowej w bardziej ekstremalnych warunkach. Anodowanie w sposób kontrolowany wzmacnia tę powierzchnię. Dane firmy INCERTEC wykazują, że tradycyjne anodowanie zwiększa twardość powierzchni z ok. 38–44 HRC dla nieanodowanego aluminium do ok. 48–55 HRC, podczas gdy anodowanie twardopowłokowe osiąga twardość ok. 60–70 HRC. W praktyce oznacza to zwykle lepszą odporność na zużycie, lepsze zachowanie wyglądu oraz bardziej trwałą metaliczną powłokę.
Wybór jest więc prosty: zwykłe aluminium stanowi często lżejszą i tańszą bazę, natomiast aluminium anodowane zapewnia wytrzymałszą powierzchnię i zazwyczaj dłużej zachowuje swój wygląd w warunkach zewnętrznych lub przy intensywnym użytkowaniu.
Malowane i lakierowane proszkowo aluminium w porównaniu
Kolor zmienia równanie. Jeśli chcesz efekt metaliczny, anodowanie pozostaje solidną opcją. Jeśli natomiast pragniesz większej swobody kolorystycznej, malowane i lakierowane proszkowo systemy zajmują wyższe miejsce na liście. Zalecenia dla zastosowań zewnętrznych firmy MaidaTech umieszczają zarówno anodowanie, jak i lakierowanie proszkowe wśród powłok wspomagających lepsze przetrwanie aluminium w warunkach zewnętrznych, oceniając obie metody jako doskonałe pod względem trwałości. Ta sama źródło określa anodowanie jako metodę o średnich kosztach i efekcie matowym lub metalicznym, podczas gdy lakierowanie proszkowe zapewnia kolorową powłokę przy niskich do średnich kosztach.
Należy jednak zaznaczyć, że te powłoki starzeją się nie w dokładnie ten sam sposób. Anodowanie stanowi część powierzchni aluminium, dlatego nie odspaja się jak naniesiona warstwa ochronna. Elementy malowane i pokryte proszkowo zależą w większym stopniu od stanu dodatkowej bariery w miejscach zadrapań, skruszeń oraz na krawędziach. Jeśli najważniejsze są jednolitość wykończenia i dopasowanie kolorów, nanoszone powłoki mogą być atrakcyjnym rozwiązaniem. Jeśli natomiast priorytetem jest długotrwała metaliczna powłoka oraz odporność na zadrapania, anodowanie zwykle wydaje się lepszym wyborem – przynajmniej na papierze.
Anodowanie twardziejące kontra stal nierdzewna – wybór pod kątem odporności na korozję
Anodowanie twardziejące kontra stal nierdzewna jest klasycznym kompromisem. INCERTEC zauważa, że anodowane aluminium ma masę ok. jednej trzeciej masy stali nierdzewnej. MaidaTech podaje gęstość wynoszącą około 2,7 g/cm³ dla aluminium oraz około 8 g/cm³ dla stali nierdzewnej. Różnica w masie ma znaczenie w przypadku produktów, które są przemieszczane, zawieszane, transportowane lub wymagają łatwiejszej instalacji.
The różnica między aluminiem a stalą nierdzewną to nie tylko kwestia masy. Stal nierdzewna zapewnia zazwyczaj wyższą wytrzymałość na ściskanie i lepszą odporność na uderzenia, podczas gdy aluminium charakteryzuje się niższą masą, łatwiejszym obsługiwaniem oraz bardzo dobrą odpornością na korozję w wielu warunkach zewnętrznych. Wydajność antykorozyjna zależy również od środowiska. Stal nierdzewna jest wysoce odporna, jednak INCERTEC zauważa, że chlorki mogą nadal powodować korozję punktową i szczelinową, a MaidaTech dodaje, że niektóre gatunki, takie jak 304, mogą z czasem przebarwiać się lub ulegać korozji punktowej w pobliżu soli, podczas gdy 316 stanowi bezpieczniejszy wybór w przypadku bezpośredniego kontaktu z wodą morską. W wielu zastosowaniach zewnętrznych, aluminium kontra stal nierdzewna chodzi mniej o wybranie uniwersalnego zwycięzcy i bardziej o wybór słabej strony, którą można najskuteczniej kontrolować.
| Materiał lub wykończenie | Odporność na korozję | Odpowiedź na zadrapania i uszkodzenia krawędzi | Konserwacja i wygląd | Względna pozycja cenowa | Najlepsze dopasowanie |
|---|---|---|---|---|---|
| Czysty aluminium | Dobra naturalna ochrona tlenkowa, ale większa podatność na przebarwienia i korozję punktową w obecności chlorków | Zadrapania odsłaniają bezpośrednio świeży metal, choć korozja ma tendencję do pozostawania zlokalizowana | Niska intensywność konserwacji, ale wygląd może szybciej matowieć w warunkach zewnętrznych | Najniższy poziom podstawowy | Ogólne elementy zewnętrzne, w których najważniejsze są niski koszt i mała masa |
| Anodowany aluminiowy | Poprawiona odporność na korozję powierzchni dzięki kontrolowanej warstwie tlenkowej | Lepsza odporność na zadrapania i zużycie niż czysty aluminium, ale głębokie uszkodzenia mogą lokalnie odsłonić metal podstawowy | Dobra zachowana metaliczna wygląd powierzchni przy regularnym czyszczeniu | Średni | Elementy zewnętrzne, elementy architektoniczne, listewki ozdobne oraz komponenty często dotykane |
| Malowane aluminium | Ochrona zależy od stanu zastosowanego systemu malarskiego | Uszkodzenia w postaci skaleczeń, cięć oraz uszkodzeń krawędzi są istotne, ponieważ zakłócają ciągłość warstwy barierowej | Szeroka elastyczność kolorystyczna, jednak stan powłoki należy monitorować w miejscach jej uszkodzeń | Zależne od systemu | Projekty priorytetowo uwzględniające dopasowanie koloru i wrażenia wizualne |
| Aluminium z powłoką proszkową | Wykończenie odpornościowe na warunki zewnętrzne, które pomaga chronić przed utlenianiem i promieniowaniem UV | Wysoka trwałość, jednak zadrapania oraz uszkodzenia krawędzi nadal wymagają inspekcji | Doskonała trwałość przy szerokim wyborze kolorów | Niski do średni | Kolorowe obudowy zewnętrzne, panele oraz części widoczne dla konsumenta |
| Stal nierdzewna | Bardzo dobra odporność na korozję, jednak związki chlorkowe mogą nadal powodować przebarwienia, punktowe korozje lub korozję szczelinową – w zależności od gatunku materiału | Zazwyczaj mniej zależne od jakości wykończenia niż aluminium powlekane, choć szczeliny i zanieczyszczenia powierzchni nadal mają znaczenie | Dobry długotrwały wygląd przy regularnym czyszczeniu, zwłaszcza gdy dobrano odpowiedni gatunek materiału | Wyższy | Zastosowania o wysokim stopniu obciążenia mechanicznego, konstrukcyjne lub narażone na uderzenia |
Tabela jednoznacznie pokazuje: żadne wykończenie nie przewyższa wszystkich innych w każdej kategorii. Najlepszy wybór zależy od tego, czy priorytetem jest masa, wygląd metaliczny, kolor, wytrzymałość na uderzenia czy odporność na chlorki. Zależy on również od szczegółów montażu, ponieważ nierdzewna stal i aluminium mogą zachowywać się bardzo różnie, gdy w tym samym produkcie występują jednocześnie wilgoć, elementy mocujące oraz sól drogowa.

Zapobieganie korozji stali nierdzewnej i aluminium w użytkowaniu
Dobre właściwości wykończenia mogą zostać zniweczone przez zwykłe warunki eksploatacji. Warstwa soli, pozostałości środków czyszczących, uwięziona wilgoć oraz elementy mocujące wykonane z różnych metali często przekształcają trwałą powierzchnię anodowaną w lokalny problem korozji. Zachwycające jest to, że zapobieganie temu zazwyczaj jest praktyczne.
Metody czyszczenia chroniące wykończenie anodowane
Firma Linetec zaleca czyszczenie anodowanego aluminium łagodnymi roztworami mydła oraz miękkimi ściereczkami, gąbkami lub szczotkami, a następnie dokładne spłukanie czystą wodą. Ta sama wskazówka ostrzega przed stosowaniem silnych środków kwasowych lub zasadowych, czyszczeniem powierzchni nagrzanych przez słońce oraz nadmiernym tarcie abrazyjne. Zauważa również, że mgliste strefy nadmorskie, obszary przemysłowe oraz osłonięte wnęki gromadzą więcej soli i brudu, dlatego zwykle wymagają częstszego mycia.
- Zidentyfikuj rodzaj wykończenia i czyść wyłącznie wtedy, gdy powierzchnia jest chłodna.
- Przepłucz luźny brud, sól i zabrudzenia czystą wodą.
- Oczyść przy użyciu łagodnego mydła i miękkiej ściereczki, gąbki lub miękkiej szczotki.
- Dokładnie przepłucz, aby pozostałości środka czyszczącego nie pozostawały na powierzchni metalu.
- Osusz lub pozostaw do samoczynnego wyschnięcia, a następnie sprawdź krawędzie, otwory wiertnicze, miejsca osadzenia elementów mocujących oraz zagłębienia.
Jeśli na części pojawi się zaplask betonowy, sól przeciwlodowa lub pozostałości agresywnych chemikaliów, należy je natychmiast usunąć. Długotrwałe pozostawanie takich osadów często przekształca niewielkie zanieczyszczenie w plamy lub lokalne korozję.
Jak zaczyna się korozja stali nierdzewnej i aluminium
Jeśli zastanawiasz się czy stal nierdzewna reaguje z aluminium , czy czy aluminium reaguje ze stalą nierdzewną , praktyczną odpowiedzią jest tak, gdy wilgość zamyka obwód elektryczny. Professional BoatBuilder wyjaśnia, że korozja galwaniczna rozpoczyna się, gdy aluminium znajduje się w kontakcie elektrycznym z bardziej szlachetnym metalem, a obecny jest elektrolit, taki jak woda morska, słodkawawa, wilgotność, mgiełka lub deszcz. W tej parze stal nierdzewna jest bardziej szlachetna, dlatego aluminium jest metalem bardziej podatnym na korozję.
The reakcja stali nierdzewnej i aluminium ludzi niepokoi zwykle nie dramatyczny suchy kontakt. Problemy zaczynają się tam, gdzie kontakt metal–metal, wilgoć i uwięzione zanieczyszczenia działają razem. Dlatego korozja stali nierdzewnej i aluminium pojawia się najczęściej najpierw w okolicach elementów łączących, kołnierzy, krawędzi cięcia oraz szczelin gromadzących brud. Ten sam artykuł z czasopisma Professional BoatBuilder podkreśla również, że ubytek tlenu i stojąca woda stanowią strefę ryzyka zarówno dla stali nierdzewnej, jak i dla aluminium, co czyni uszczelnianie i kontrolę wilgotnych połączeń szczególnie ważnymi.
Proste kroki projektowe zmniejszające ryzyko korozji galwanicznej
- Zrób: polegają na izolowaniu elementów ze stali nierdzewnej od aluminium za pomocą podkładki nylonowych, plastikowych wkładek, gumowych uszczelek lub innych nieprzewodzących separatorów, jak opisano to w materiałach firmy Sinoextrud.
- Zrób: w pełni załóż sprzęt montażowy do podłogi i uszczelnij otwory na zaciski, aby woda nie mogła gromadzić się pod połączeniem.
- Zrób: projektuj tak, aby zapewnić odpływ wody i przepływ powietrza zamiast tworzenia miejsc gromadzenia wody.
- Zrób: regularnie sprawdzaj wykonane krawędzie i otwory wiercone, ponieważ te lokalne cechy łatwiej uszkodzić w trakcie eksploatacji.
- Nie rób: zakładaj, że anodowanie samo w sobie zapobiegnie korozji aluminium ze staleniem nierdzewną jeśli połączenie pozostaje wilgotne.
- Nie rób: pozostawiaj sól, pozostałości środków czyszczących lub gruz budowlany na osłoniętych powierzchniach.
- Nie rób: polegaj na uszkodzonych lub częściowych powłokach ochronnych tam, gdzie nadal występuje bezpośredni kontakt.
Prostymi słowami, korozja galwaniczna stali nierdzewnej z aluminium dotyczy mniej samych metali niż sposobu czyszczenia, uszczelniania, odprowadzania wody i izolowania zespołu. Kontroluj te szczegóły i korozja galwaniczna aluminium i stali nierdzewnej staje się znacznie mniej prawdopodobna. Tego rodzaju niezawodność w warunkach eksploatacyjnych zwykle zaczyna się znacznie wcześniej – od sposobu, w jaki element został określony, wykonany i wykończony na etapie projektowania.
Jak określić anodowane profili, które dobrze starzeją się z czasem
Specyfikacja to miejsce, w którym decyduje się o przebiegu historii korozji. Gdy zakupujący później pytają czy anodowane aluminium rdzewieje , odpowiedź często sięga wyborów dokonanych jeszcze przed rozpoczęciem produkcji. W przypadku elementów samochodowych – takich jak uchwyty, listewki ozdobne, obudowy i szyny – aluminium anodowane najlepsze wyniki osiąga się, traktując wybór stopu, projekt profilu, plany obróbki skrawaniem oraz wymagania dotyczące kontroli jakości jako jeden spójny system.
Co należy określić przed zamówieniem anodowanych profili
- Wybierz stop odpowiedni do anodowania. PTSMAKE zauważa, że stopy serii 5xxx i 6xxx zazwyczaj dają jaśniejsze i bardziej jednorodne efekty anodowania niż stopy serii 2xxx lub 7xxx.
- Napisz rzeczywisty opis wykończenia. Jeśli potrzebujesz standardowego wykończenia przez przeźroczystą powłokę z anodowanego aluminium , zamiast po prostu napisać „anodowane”, określ normę MIL-A-8625 Typ II, Klasa 1.
- Zdefiniuj oczekiwania dotyczące przygotowania powierzchni. PTSMAKE wskazuje, że obróbka wstępna znacząco wpływa na końcowy wygląd, dlatego matowe, połyskliwe lub naturalne wykończenia należy uzgodnić przed wydaniem dokumentacji.
- Wymagaj sprawdzenia grubości powłoki i jej uszczelnienia. PTSMAKE traktuje grubość powłoki i jej uszczelnienie jako kluczowe wskaźniki wydajności oraz podkreśla, że pomiar prądów wirowych stanowi nieniszczący sposób weryfikacji grubości warstwy.
- Ustal standardy estetyczne na wczesnym etapie. Dla części krytycznych pod względem wyglądu, w tym czarny aluminium anodowany , zapytaj, jak będzie zapewniana spójność grubości powłoki, przygotowania powierzchni oraz kontroli procesu. JM Aluminium bezpośrednio wiąże te czynniki z jakością wykończenia.
- Przeprowadzaj inspekcje na podstawie dokumentacji, a nie domysłów. Jeśli musisz wiedzieć jak rozpoznać, czy aluminium zostało anodowane na dostarczanych elementach, zażądaj specyfikacji wykończenia, danych testowych oraz raportów inspekcyjnych zamiast oceny wyłącznie na podstawie koloru.
Dlaczego kontrola procesu wpływa na wyniki badań odporności na korozję
Anodowanie jest wrażliwe na stop aluminium, obróbkę wstępną, sposób mocowania elementów, kontrolę kąpieli oraz uszczelnianie. PTSMAKE również klasyfikuje typowe wady wykończenia jako związane z procesem, obsługą lub materiałem. Jest to użyteczne przypomnienie, że słaba odporność na korozję często wynika z odchylenia w procesie produkcyjnym znacznie wcześniej niż staje się przedmiotem skargi w użytkowaniu.
Wybór partnera produkcyjnego do produkcji aluminiowych części samochodowych
- Szukaj certyfikatów odpowiadających docelowemu rynkowi. Sinoextrud podkreśla znaczenie norm ISO 9001 i IATF 16949, przy czym norma IATF 16949 ma szczególne znaczenie w przypadku zleceń z zakresu motocyklowego i motocyklowego.
- Wolisz dostawców, którzy mogą zarządzać ekstruzją, obróbką, wykańczaniem i kontrolą jakości w jednym cyklu roboczym, ponieważ mniejsza liczba przekazów zwykle oznacza lepszą śledzilność powłoki.
- Zapytaj o wsparcie inżynieryjne, zdolności produkcyjne oraz przejrzystość komunikacji, a nie tylko o cenę za sztukę.
- Dla czytelników oceniających dostawców części samochodowych na zamówienie, Shaoyi Metal Technology jest jednym przydatnym przykładem cech, na które warto zwrócić uwagę: procesy certyfikowane zgodnie z normą IATF 16949, wsparcie inżynieryjne, szybkie oferty cenowe oraz darmowa analiza projektu.
Jeśli anodowane elementy później wydają się „rdzewieć”, główną przyczyną jest często niewłaściwa specyfikacja lub słaba kontrola procesu, a nie sama anodizacja.
Często zadawane pytania dotyczące rdzy i korozji anodowanego aluminium
1. Czy anodowane aluminium rdzewieje, czy tylko ulega korozji?
Anodowane aluminium nie tworzy rdzy czerwonej, ponieważ do powstania rdzy potrzebny jest żelazo. Może jednak ulec utlenieniu lub korozji, które zwykle objawiają się białym osadem, matowieniem, przebarwieniami lub lokalnymi wgłębieniami zamiast łuszczącej się czerwonawej warstwy. Warstwa anodowa zwiększa ochronę poprzez pogrubienie naturalnej bariery tlenkowej, jednak sól, uwięzlona wilgoć, ścieranie oraz agresywne środki chemiczne mogą nadal atakować odsłonięte lub słabo chronione obszary. W praktyce prawdziwym zagrożeniem jest zachowanie korozyjne, a nie rdza w znaczeniu stosowanym dla stali.
2. Dlaczego moje anodowane aluminium staje się białe lub mączniste?
Biały lub mętny nalot na anodowanej aluminium często wynika z utleniania powierzchni, osadów mineralnych, pozostałości po zabezpieczaniu, zanieczyszczenia wody do przepłukiwania lub pozostałości środków czyszczących, a nie z poważnej utraty metalu. Wiele z tych zmian ma charakter głównie estetyczny, zwłaszcza jeśli powierzchnia pozostaje gładka, a plama nie staje się głębsza. Bardziej istotnymi sygnałami ostrzegawczymi są chropowatość, punktowe wgłębienia lub uszkodzenia rozprzestrzeniające się dalej od krawędzi, śruby mocującej lub rysy. Delikatne czyszczenie i dokładna inspekcja są lepszymi pierwszymi krokami niż założenie, że każda jasna plama oznacza awarię.
3. Czy anodowane aluminium można stosować na zewnątrz lub w pobliżu morza?
Tak, anodowane aluminium jest powszechnie stosowane w zastosowaniach zewnętrznych, ponieważ powłoka ta charakteryzuje się dużą trwałością i dobrze znosi działanie słońca oraz warunków atmosferycznych. Powietrze nadmorskie, sole do odtapywania oraz środowiska narażone na rozpryski są bardziej wymagające, ponieważ chlorki mogą wywoływać korozję punktową, szczególnie wokół krawędzi cięcia, połączeń oraz zagłębień pozostających wilgotnych. Regularne płukanie, dobra odprowadzanie wody oraz unikanie agresywnych środków czyszczących mogą znacznie wydłużyć czas eksploatacji. W przypadku zastosowań w pobliżu soli jako równie istotne jak podstawa materiałowa są jakość powłoki, jej uszczelnienie oraz konstrukcja elementu.
4. Co dzieje się, gdy anodowane aluminium zostanie zadrapane lub przewiertane?
Płytka zadrapka może wpływać jedynie na wygląd, natomiast głęboka zadrapka, nacięcie krawędzi lub otwór wiertniczy mogą odsłonić świeży aluminium dokładnie w tym miejscu. Otaczająca powierzchnia anodowa zwykle pozostaje nietknięta, ponieważ proces anodowania jest częścią samego metalu, a nie warstwą powłoki, która odspaja się z całej części. Mimo to odsłonięte obszary mogą stać się lokalnymi ogniskami korozji, jeśli gromadzą wilgoć, brud lub sól. Najlepszym działaniem następczym jest sprawdzenie tych obszarów pod kątem chropowatości, ubytków (pitów) lub powtarzającego się zużycia, a nie skupianie się wyłącznie na zmianie koloru.
5. Co powinienem zapytać dostawcę, jeśli potrzebuję części z aluminium anodowanego do zastosowań motocyklowych?
Zapytaj o szczegóły dotyczące wyboru stopu, specyfikacji wykończenia, kontroli grubości, kontroli uszczelnienia, kolejności obróbki skrawaniem, ochrony krawędzi oraz dokumentacji inspekcyjnej. Rozsądne jest również preferowanie dostawców, którzy realizują ekstruzję, obróbkę skrawaniem, wykończenie i kontrolę jakości w jednym, zintegrowanym procesie produkcyjnym, ponieważ zmniejsza to luki w śledzeniu pochodzenia, gdy istotna jest jakość wykończenia. W przypadku programów motocyklowych i samochodowych certyfikaty takie jak IATF 16949 stanowią silny sygnał kontrolowanego procesu. Dostawca taki jak Shaoyi Metal Technology może stanowić przydatny punkt odniesienia przy porównywaniu opcji, ponieważ oferuje zintegrowane produkcję, wsparcie inżynierskie, szybkie wyceny oraz bezpłatną analizę projektową dla niestandardowych profili aluminiowych.