 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Tajemnice warsztatów wykonujących obróbkę niestandardową: 9 kluczowych punktów przed złożeniem zamówienia

Czym jest warsztat wykonujący części na zamówienie i dlaczego ma to znaczenie
Wyobraź sobie, że potrzebujesz specjalistycznego elementu metalowego, którego po prostu nie ma na rynku. Może to być unikalny uchwyt do sprzętu lotniczego i kosmicznego, niestandardowy złączy do urządzeń medycznych lub precyzyjne koło zębate do maszyny przemysłowej. Do kogo się zwrócić? Właśnie wtedy warsztat wykonujący części na zamówienie staje się nieoceniony.
Warsztat wykonujący części na zamówienie to specjalistycznej jednostce produkcyjnej przedsiębiorstwo, które tworzy elementy dopasowane dokładnie do Twoich specyfikacji, a nie masowo produkowane komponenty standardowe. W przeciwieństwie do tradycyjnych zakładów produkcyjnych, które wytwarzają tysiące identycznych przedmiotów, takie warsztaty skupiają się na precyzji, elastyczności oraz zdolności przekształcenia Twoich wyjątkowych projektów w rzeczywiste, fizyczne produkty.
Pomyśl o tym w ten sposób: produkcja masowa to jak zamawianie potrawy z ustalonego menu w fast foodzie, podczas gdy współpraca z warsztatem maszynowym specjalizującym się w wyrobach na zamówienie przypomina współpracę z osobistym szefem kuchni, który przygotowuje dania specjalnie dopasowane do Twoich smaków i potrzeb dietetycznych.
Co wyróżnia obróbkę skrawaniem na zamówienie spośród produkcji masowej
Podstawowa różnica leży w podejściu i możliwościach. Standardowe zakłady produkcyjne są zoptymalizowane pod kątem objętości i efektywności kosztowej, produkując duże ilości identycznych części przy minimalnych odchyleniach. Obróbka skrawaniem na zamówienie natomiast akceptuje złożoność i indywidualność.
Gdy opracowujesz prototyp, potrzebujesz części zamiennych do starszego sprzętu lub wymagasz komponentów o złożone geometrie i ograniczone tolerancje , produkcja masowa po prostu nie spełni Twoich oczekiwań. Zakłady produkcyjne wykorzystujące obróbkę CNC i specjalizujące się w realizacji zleceń na zamówienie potrafią wykonać skomplikowane konstrukcje, które byłyby trudne lub wręcz niemożliwe do wykonania przy użyciu standardowych procesów.
Rozważ następujące kluczowe różnice:
- Specjalistyczne wyposażenie: Sklepy specjalizujące się w produkcji na zamówienie inwestują w zaawansowane frezarki CNC, tokarki, szlifierki oraz urządzenia EDM, które pozwalają osiągać tolerancje nawet do ±0,0001 cala — precyzję, której rzadko wymaga lub dostarcza produkcja masowa.
- Wykwalifikowani operatorzy obrabiarek: Te zakłady zatrudniają doświadczonych rzemieślników, którzy znają właściwości materiałów, potrafią dobierać odpowiednie narzędzia oraz stosować techniki programowania niezbędne do pomyślnego wykonania złożonych projektów.
- Elastyczne możliwości produkcyjne: Nie ma znaczenia, czy potrzebujesz pojedynczego prototypu, czy partii 500 specjalnych komponentów – sklepy produkujące na zamówienie dopasowują swoje procesy do Twoich konkretnych wymagań.
- Procesy skupione na jakości: Każda część otrzymuje indywidualne traktowanie, a rygorystyczne kontrole i działania zapewniające jakość gwarantują, że każdy komponent spełnia dokładnie określone przez Ciebie specyfikacje.
Rola precyzyjnej produkcji w nowoczesnej przemyśle
Zauważysz, że usługi precyzyjnej obróbki skrawaniem stanowią podstawę innowacji w prawie każdej zaawansowanej branży. Gdy inżynierowie firm z sektora lotniczego projektują nowe elementy konstrukcyjne samolotów, gdy producenci urządzeń medycznych opracowują ratujące życie implanty lub gdy inżynierowie motocyklowi tworzą prototypy systemów nowej generacji — wszyscy oni polegają na lokalnych warsztatach CNC oraz wyspecjalizowanych zakładach, aby nadać życiu swoje projekty.
Według źródła przemysłowe precyzyjna obróbka skrawaniem jest niezastąpiona w nowoczesnej produkcji ze względu na możliwość wytwarzania wysokiej jakości, złożonych części o doskonałej wykończeniu powierzchni. Ta technologia umożliwia produkcję wszystkiego — od narzędzi chirurgicznych wymagających materiałów biokompatybilnych po elementy przeznaczone dla przemysłu obronnego, które muszą spełniać wymagania wojskowe dotyczące trwałości.
Dlaczego ta umiejętność jest tak kluczowa? W dzisiejszym konkurencyjnym środowisku różnicowanie produktów często sprowadza się do doskonałości inżynierskiej. Komponenty gotowe mogą być wystarczające w zastosowaniach podstawowych, ale przełomowe innowacje wymagają rozwiązań niestandardowych. Profesjonalnie wyposażone warsztaty obróbkowe zapewniają przejście od projektów CAD do funkcjonalnych, precyzyjnie wykonanych elementów — przekształcając cyfrowe koncepcje w rzeczywiste produkty spełniające najbardziej rygorystyczne specyfikacje.
Podstawowe procesy obróbki skrawaniem, które każdy zakupujący powinien znać
Znaleźliście już zakład obróbki niestandardowej — ale czy wiecie, który proces jest odpowiedni dla Waszego projektu? Zrozumienie podstawowych metod obróbki skrawaniem pomaga w efektywnej komunikacji z producentami i zapewnia wybór optymalnego podejścia dostosowanego do konkretnych potrzeb. Przeanalizujmy cztery główne procesy, z jakimi możecie się spotkać.
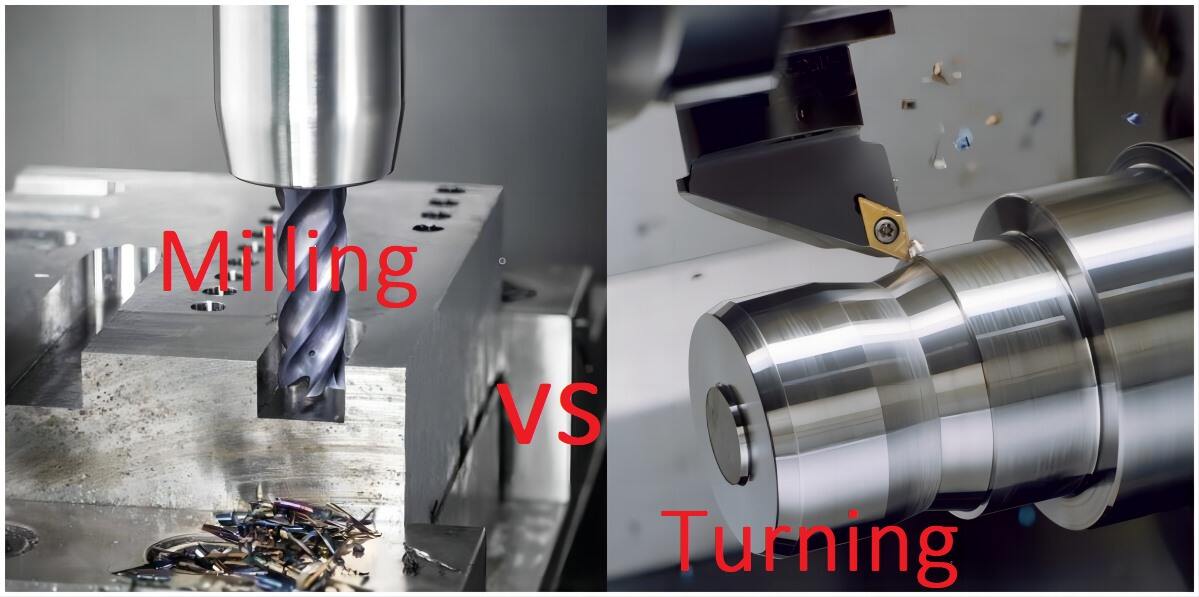
Wytłumaczone toczenie i frezowanie CNC
Gdy frezarka CNC usuwa materiał z przedmiotu obrabianego, zastosowana metoda określa możliwe do uzyskania kształty i cechy geometryczne. Dwa najbardziej powszechne procesy — frezowanie i toczenie — różnią się fundamentalnie sposobem usuwania materiału.
Frezowanie CNC frezowanie polega na nieruchomym przedmiocie obrabianym, podczas gdy wirujący narzędzie skrawające porusza się wzdłuż wielu osi, usuwając materiał. Wyobraź sobie dłuto rzeźbiarza wirujące z prędkością kilku tysięcy obr./min, które precyzyjnie usuwa materiał, ujawniając zamierzony kształt. Proces ten doskonale nadaje się do tworzenia złożonych geometrii, płaskich powierzchni, rowków, kieszonek oraz skomplikowanych konturów 3D. Dzięki możliwościom wieloosiowym frezarki CNC mogą produkować części o nieregularnych kształtach i szczegółowych cechach geometrycznych, których nie dałoby się uzyskać przy zastosowaniu innych metod.
Obrót CNC z kolei obraca sam przedmiot obrabiany, podczas gdy nieruchomy narzędzie skrawające nadaje mu kształt. Wyobraź sobie koło garncarskie, ale przeznaczone do obróbki metali. Ta metoda jest idealna dla części cylindrycznych lub okrągłych — wałów, wтуłek, pierścieni i kołnierzy. Obróbka CNC metodą tokarek zapewnia wyjątkową wydajność przy produkcji elementów symetrycznych, często kończąc ich wykonanie szybciej i taniej niż frezowanie, o ile geometria pozwala na to.
Oto praktyczna różnica: jeśli przekrój Twojego elementu jest okrągły, a cechy są symetryczne, najprawdopodobniej najlepszym wyborem będzie obróbka CNC metodą tokarek. Jeśli natomiast potrzebujesz złożonych kieszeni, nieregularnych konturów lub cech wielostronnych, odpowiedzią będzie frezowanie CNC. Wiele nowoczesnych zakładów wykorzystuje obecnie centra frezarkowo-tokarkowe łączące obie te możliwości, umożliwiając kompleksową produkcję elementu w jednej operacji montażowej.
Procesy specjalistyczne do złożonych geometrii
Gdy standardowe frezowanie i toczenie osiągają swoje granice, w grę wchodzą procesy specjalistyczne. Dwie kluczowe metody radzą sobie z tym, czego nie potrafi osiągnąć konwencjonalna obróbka CNC.
Szlifowanie staje się niezbędna, gdy wymagana jest precyzja przekraczająca możliwości tokarki lub frezarki. W tym procesie przedmiot obrabiany porusza się względem wirującego koła szlifierskiego, co pozwala osiągnąć wykończenie powierzchni i tolerancje, których nie da się uzyskać wyłącznie metodami skrawania. Szlifowanie stosuje się powszechnie do łożysk, wrzecion, powierzchni pomiarowych oraz dowolnych elementów wymagających nadzwyczaj dokładnych wymiarów lub lustrzanego wykończenia.
EDM (Electrical Discharge Machining) – obróbka elektroerozyjna opiera się na zupełnie innej zasadzie działania. Zamiast skrawać materiał, EDM wykorzystuje kontrolowane iskry elektryczne do erozji materiału z przedmiotu obrabianego. To niestandardowe podejście doskonale sprawdza się przy obróbce bardzo twardych materiałów oraz tworzeniu skomplikowanych cech wewnętrznych, do których zwykłe narzędzia skrawające po prostu nie są w stanie dotrzeć. EDM drutem umożliwia osiągnięcie precyzji geometrycznej rzędu ±1 μm, co czyni je niezwykle wartościowym w produkcji form, komponentów lotniczych i medycznych.
Warto również wspomnieć o szwajcarskim toczeniu. Jest to specjalizowana technika toczenia CNC, w której wykorzystuje się suwakową głowicę tokarską zapewniającą podparcie przedmiotu obrabianego w pobliżu miejsca skrawania, umożliwiając produkcję niezwykle małych i precyzyjnych elementów. Jest to proces preferowany przy produkcji implantów medycznych, elementów zegarków oraz miniatury elektronicznych części wymagających wyjątkowej dokładności.
| Rodzaj procesu | Najlepsze zastosowania | Zastosowanie materiału | Typowe tolerancje |
|---|---|---|---|
| Frezowanie CNC | Złożone kształty, powierzchnie płaskie, frezowane wgłębienia, trójwymiarowe kontury, prototypy | Aluminium, stal, mosiądz, tytan, tworzywa sztuczne, kompozyty | ±0,001 cala do ±0,005 cala (±0,025 do ±0,127 mm) |
| Obrót CNC | Części cylindryczne, wały, tuleje, pierścienie, symetryczne elementy produkowane w dużych ilościach | Aluminium, stal, mosiądz, miedź, tytan, inżynieryjne tworzywa sztuczne | ±0,001 cala do ±0,005 cala (±0,025 do ±0,127 mm) |
| Szlifowanie | Powierzchnie ultra-precyzyjne, łożyska, wrzeciona, wykańczanie z naciskiem na ścisłe допусki | Stale hartowane, ceramika, węglik wolframu, stale narzędziowe | ±0,0001 cala do ±0,0005 cala (±0,0025 do ±0,0127 mm) |
| EDM | Złożone wnęki, twarde materiały, skomplikowane cechy wewnętrzne, produkcja form | Metaliczne materiały hartowane, stopy egzotyczne, materiały przewodzące, karbidy | ±0,0002 cala do ±0,001 cala (±0,005 do ±0,025 mm) |
Zrozumienie tych procesów pozwala dobrać odpowiednie podejście do konkretnych wymagań projektowych. W przypadku prototypowania nowego produktu metodą CNC frezowanie zapewnia niezbędną elastyczność. Dla serii produkcyjnych elementów cylindrycznych obróbka CNC metodą tokarek zapewnia wydajność. Gdy zaś specyfikacja wymaga najściślejszych tolerancji lub najtwardszych materiałów, szlifowanie i elektroerozyjna obróbka skrawająca (EDM) oferują możliwości, których nie zapewniają standardowe procesy.
Dzięki tej podstawowej wiedzy o procesach obróbki skrawaniem jesteś gotowy do podjęcia kolejnej kluczowej decyzji: wyboru odpowiedniego materiału na niestandardowe części obrobione skrawaniem.
Przewodnik wyboru materiału dla niestandardowych części obrobionych skrawaniem
Teraz, gdy znasz dostępne procesy obróbki skrawaniem, nadszedł czas na kolejne kluczowe pytanie: z jakiego materiału powinna być wykonana Twoja część? Decyzja ta wpływa na wszystko — wytrzymałość, wagę, koszt, odporność na korozję, a nawet na to, czy wybrany przez Ciebie proces obróbki w ogóle będzie możliwy do zastosowania.
Wybór materiału to nie tylko techniczny punkt do odhaczenia. Ma bezpośredni wpływ na sukces projektu, jego harmonogram i budżet. warsztat wykonujący części na zamówienie może pracować z dziesiątkami różnych materiałów, ale mądry wybór wymaga zrozumienia kompromisów między właściwościami użytkowymi, obraczalnością i kosztem.
Metale i stopy przeznaczone do zastosowań konstrukcyjnych
Gdy najważniejsze są wytrzymałość, trwałość i odporność termiczna, metale są naturalnym wyborem. Jednak nie wszystkie metale tak samo dobrze nadają się do obróbki skrawaniem — ani nie mają takiej samej ceny. Przyjrzyjmy się najpopularniejszym opcjom.
Stopy aluminium dominują w obróbce zewnętrznej z dobrych powodów. Zgodnie z danymi firmy Hubs, stopy aluminium charakteryzują się doskonałą wytrzymałością przy niewielkiej masie, wysoką przewodnością cieplną i elektryczną oraz naturalną odpornością na korozję. Są także łatwe w obróbce, co czyni je najbardziej opłacalną opcją dla wielu projektów.
Najpopularniejsze gatunki to:
- Aluminium 6061: Uniwersalna stopowa odmiana o dobrej wytrzymałości, doskonałej obrabialności i wszechstrzennym zastosowaniu w zastosowaniach ogólnych
- Aluminium 7075: Ulubiona w przemyśle lotniczym — poddaje się hartowaniu do twardości porównywalnej z stalą, zachowując przy tym niską masę
- Aluminium 5083: Wyróżnia się wyjątkową odpornością na wodę morską, co czyni ją idealnym wyborem dla zastosowań morskich i budowlanych
Stali i stali nierdzewnej wkraczają wtedy, gdy aluminium nie zapewnia wymaganej wytrzymałości, twardości lub odporności na temperaturę. Stale nierdzewne, takie jak 304 i 316, zapewniają doskonałą odporność na korozję w środowiskach medycznych, przetwórstwa spożywczego oraz morskich. Dla zastosowań wymagających wyższej wydajności stal nierdzewna 17-4 może być poddana wydzieleniowemu hartowaniu, osiągając twardość porównywalną ze stalami narzędziowymi.
Stale węglowe takie jak 1018 i 1045 oferują opłacalne rozwiązania dla elementów konstrukcyjnych, uchwytów i przyrządów montażowych, gdzie korozja nie jest głównym zagrożeniem. Ich wskaźniki obrabialności znacznie się różnią – stal łatwociętna (SAE 12L14) osiąga 170%, podczas gdy stal łożyskowa (SAE 52100) spada do około 40%.
Brąz i mosiądz zasługują na uwagę w zastosowaniach specjalistycznych. Gdy wymagana jest obróbka brązu CNC na potrzeby odpornych na zużycie łożysk, tulei lub wyposażenia morskiego, zapewnia ona komponenty o doskonałej odporności na korozję oraz niskim współczynniku tarcia. Miedziowodobrąz C36000 to jeden z najłatwiejszych w obróbce materiałów dostępnych na rynku, co czyni go opłacalnym rozwiązaniem do masowej produkcji elementów połączeń oraz komponentów dekoracyjnych.
Specjalne legity radzi sobie w ekstremalnych środowiskach. Stopy tytanu, takie jak Ti-6Al-4V, oferują wyjątkowe stosunki wytrzymałości do masy w zastosowaniach lotniczych i implantach medycznych, choć ich łatwość obróbki wynosi zaledwie ok. 20%. Stopy żaroodporne, takie jak Inconel 718 – o łatwości obróbki zaledwie 10% – zachowują właściwości mechaniczne w temperaturach, przy których uległyby zniszczeniu tradycyjne metale.
Tworzywa inżynierskie do komponentów specjalistycznych
Metale nie zawsze są rozwiązaniem. Tworzywa inżynierskie zapewniają unikalne zalety: lekkość konstrukcji, odporność chemiczną, izolację elektryczną oraz często niższe koszty obróbki.
POM (Delrin) dELIN wyróżnia się jako najłatwiejszy w obróbce plastyk dostępny na rynku. Jego połączenie wysokiej precyzji wykonania, doskonałej stabilności wymiarowej, niskiego współczynnika tarcia oraz minimalnego pochłaniania wody czyni go idealnym materiałem do produkcji kół zębatych, łożysk i precyzyjnych elementów mechanicznych. Gdy wymagane są ścisłe допусki na elementach z tworzyw sztucznych, plastik DELIN jest zazwyczaj najlepszym wyborem.
Podczas obróbki elementów z nylonu pracujesz z materiałem cenionym ze względu na odporność na uderzenia, odporność chemiczną oraz trwałość. Najczęściej stosowanymi gatunkami nylonu do obróbki CNC są nylon 6 i nylon 66, choć przy obróbce nylonu należy zwrócić uwagę na jego zdolność do pochłaniania wilgoci – elementy mogą wymagać kondycjonowania przed końcowym użytkowaniem.
Poliwęglan charakteryzuje się wyjątkową odpornością na uderzenia – lepszą niż ABS – oraz dobrą przejrzystością optyczną. Jest powszechnie stosowany w obróbce CNC do produkcji urządzeń przepływowych, osłon ochronnych oraz elementów szyb samochodowych, gdzie istotne są zarówno wytrzymałość, jak i przezroczystość.
PEEK reprezentuje najwyższą klasę wydajności wśród tworzyw inżynierskich. Dzięki doskonałym właściwościom mechanicznym, stabilności termicznej w szerokim zakresie temperatur oraz wyjątkowej odporności chemicznej, PEEK często zastępuje metale w zastosowaniach, w których kluczowe jest ograniczenie masy. Wersje przeznaczone do zastosowań medycznych umożliwiają produkcję implantów biomedycznych oraz narzędzi chirurgicznych.
Akryl zapewnia przejrzystość optyczną zbliżoną do szkła przy znacznie mniejszej masie. Łatwo się go obrabia w przypadku obudów ekranów, przewodników światła oraz elementów dekoracyjnych, choć jest bardziej kruchy niż poliwęglan i wymaga ostrożnego obchodzenia się z nim.
Dobór materiałów do zastosowania
Wybór odpowiedniego materiału oznacza dopasowanie jego właściwości do konkretnych wymagań. Poniżej przedstawiono typowe powiązania materiałów z zastosowaniami branżowymi:
- Materiały lotnicze: Aluminium 7075, stopy tytanu, stopy superwytrzymałych żaroodpornych, PEEK — priorytetem są stosunek wytrzymałości do masy oraz wydajność w warunkach skrajnych
- Materiały zgodne z wymaganiami medycznymi: Stal nierdzewna 316, tytan Ti-6Al-4V, PEEK klasy medycznej, Delrin — wymagane są biokompatybilność, możliwość sterylizacji oraz odporność na korozję
- Komponenty samochodowe: Aluminium 6061, stali stopowe 4140 i 4340, brąz do toczenia CNC stosowany w nakładkach ślizgowych, nylon do elementów narażonych na zużycie — uzyskuje się równowagę między wydajnością a efektywnością kosztową
- Zastosowania przemysłowe ogólne: Aluminium 6061, stal miękka 1018, mosiądz C36000, POM, ABS — podkreśla się łatwość obróbki skrawaniem oraz opłacalność produkcji
Przydatna wskazówka: Gdy nie jesteś pewien wyboru materiału, zacznij od określenia swojego najważniejszego wymagania — czy to masa, wytrzymałość, odporność na korozję, czy też koszt — a następnie zawężaj opcje na tej podstawie.
Pamiętaj, że obrabialność materiału ma bezpośredni wpływ na koszt Twojego projektu. Materiały o wyższej ocenie obrabialności są szybciej obrabiane, wolniej zużywają narzędzia i ostatecznie są tańsze w produkcji. Część wykonana z mosiądzu łatwego do toczenia może kosztować połowę tego, co ta sama geometria wykonana z tytanu — nawet bez uwzględnienia cen surowców.
Gdy wybór materiału jest już ustalony, kolejnym krokiem jest określenie dokładności, jaką muszą spełniać Twoje części. Zrozumienie tolerancji pozwala uniknąć zarówno nadmiernej specyfikacji (co zwiększa koszty), jak i niedospecyfikowania (co niesie ryzyko uszkodzenia lub awarii elementu).

Tolerancje wyjaśnione — klucz do sukcesu projektu
Oto scenariusz, który ciągle powtarza się w przemyśle wytwórczym: inżynier określa nadzwyczaj ścisłe допусki dla każdego wymiaru elementu, sądząc, że im ścisłe, tym lepiej. Efekt? Oferta cenowa trzykrotnie wyższa niż przewidywano oraz czas realizacji znacznie przekraczający termin końcowy. Brzmi znajomo?
Zrozumienie dopuszczalnych odchyłek nie jest tylko wiedzą techniczną – to różnica między projektem opłacalnym a niepotrzebnie drogim. Gdy zamawiasz części frezowane w warsztacie specjalizującym się w obróbce niestandardowej, specyfikacje dopuszczalnych odchyłek mają bezpośredni wpływ na wysokość zapłaty, czas oczekiwania oraz na to, czy Twoje komponenty będą działać zgodnie z założeniem.
Zrozumienie oznaczeń i standardów dopuszczalnych odchyłek
Dopuszczalna odchyłka określa całkowitą wielkość dopuszczalnego odchylenia wymiarowego od wartości określonej. Zgodnie z informacjami firmy American Micro Industries, inżynierowie ustalają dopuszczalne odchyłki, aby zapewnić prawidłowe funkcjonowanie komponentów w zespołaх, podczas gdy producenci wykorzystują je jako kluczowe parametry kontroli jakości na wszystkich etapach produkcji.
Znajdziesz specyfikacje tolerancji w kilku ustandaryzowanych formatach:
- Tolerancje obustronne: Dopuszczalna jest odchyłka w obu kierunkach (np. 25,00 ±0,05 mm)
- Tolerancje jednostronne: Dopuszczalna jest odchyłka tylko w jednym kierunku (np. 25,00 +0,00/−0,10 mm)
- Wymiary graniczne: Bezpośrednio podane są maksymalne i minimalne dopuszczalne wartości (np. 24,95–25,05 mm)
Międzynarodowy standard ISO 2768 zawiera ogólne wytyczne dotyczące tolerancji z klasami dokładności od bardzo dokładnej (f) do bardzo grubej (v). Ramka ta obejmuje wymiary liniowe, wymiary kątowe, promienie zewnętrzne oraz wysokości fazek. Te jednak są ogólnymi standardami, które mogą nie stosować się do wszystkich niestandardowych części tokarskich – to konkretna aplikacja określa, co jest rzeczywiście wymagane.
Oto kluczowa informacja: dokładność dziesiętna w specyfikacjach tolerancji ma bezpośredni związek z trudnością wykonania i kosztami produkcji. Tolerancja ±0,02 cala pozwala na zakres dziesięć razy szerszy niż ±0,002 cala, co znacząco wpływa na złożoność produkcji oraz wysokość ponoszonych kosztów.
W jaki sposób wymagania dotyczące tolerancji wpływają na Twój projekt
Wyobraź sobie допuszczalne odchylenia jako akt balansowania. Zbyt ścisłe — i płacisz za precyzję, której nie potrzebujesz. Zbyt luźne — i Twoje części nie będą pasować do siebie ani prawidłowo funkcjonować.
Jako Inżynierowie produkcyjni RPWORLD zauważają, że często zakłada się, iż ścisłe dopuszczalne odchylenia automatycznie poprawiają jakość produktu. W rzeczywistości ścisłe dopuszczalne odchylenia wskazują jedynie na wysoką jakość produkcji poszczególnych części — nie oznaczają one bezpośrednio wyższej jakości całego produktu. Jakość produktu zależy ostatecznie od tego, jak części są montowane i jak działają razem.
Rozważ konsekwencje kosztowe: standardowe części wykonane metodą frezowania CNC osiągają zazwyczaj dopuszczalne odchylenia na poziomie ±0,005 cala (0,127 mm) jako wartość bazowa. Osiągnięcie ścislszych specyfikacji często wymaga operacji wtórnych, takich jak szlifowanie lub elektroerozyjne frezowanie (EDM), specjalistycznego sprzętu, środowisk kontrolowanych pod względem temperatury oraz wzmocnionych środków kontroli jakości — wszystkie te czynniki powodują wzrost kosztów i wydłużenie czasów realizacji.
| Poziom tolerancji | Zakres typowy | Najlepsze zastosowania | Wpływ na koszty |
|---|---|---|---|
| Standard | ±0,25 mm (±0,010") | Ogólne komponenty mechaniczne, uchwyty, obudowy, zespoły niestanowiące krytycznego elementu funkcjonalnego | Wartość bazowa — najbardziej ekonomiczna |
| Precyzja | ±0,05 mm (±0,002 cala) | Części dopasowane, łożyska, dokładne pasowania, elementy konstrukcyjne do zastosowań lotniczych i kosmicznych | zwiększenie o 50–100% |
| Ultra precyzja | ±0,0125 mm (±0,0005 cala) | Implanty medyczne, elementy optyczne, urządzenia pomiarowe, zespoły krytyczne | zwiększenie o 100–200% |
Na rzeczywiste osiągalne tolerancje wpływają kilka czynników:
- Wahania temperatury: Obrabiarki i przedmioty obrabiane rozszerzają się i kurczą wraz ze zmianami temperatury, co wpływa na wymiary
- Zużycie narzędzi: Narzędzia skrawające stopniowo zużywają się w trakcie produkcji, powodując dryf wymiarowy
- Właściwości materiału: Współczynniki rozszerzalności cieplnej, obracalność oraz stabilność wymiarowa znacznie różnią się w zależności od materiału
- Powtarzalność ustawienia: Doświadczeni tokarze stosujący odpowiednie procedury mogą osiągnąć powtarzalność ustawienia w zakresie ±0,025 mm (±0,001")
Zasada ogólnej zasady: Określ najluźniejsze допuszczalne odchylenia, które nadal zapewniają prawidłowe funkcjonowanie. Szczelne tolerancje zarezerwuj wyłącznie dla cech, w których rzeczywiście ważna jest precyzja — powierzchnie stykowe, pasowania łożysk oraz krytyczne interfejsy.
Przy korzystaniu z usług precyzyjnego frezowania CNC wyraźnie komunikuj swoje wymagania funkcjonalne. Dobra firma obróbkowa pomoże Ci określić, które wymiary są krytyczne, a które mogą być wykonane z zastosowaniem standardowych tolerancji. Takie podejście współpracy — zamiast stosowania jednolitych, nadmiernie ścisłych specyfikacji — pozwala na wytworzenie części obrabianych, które działają idealnie i jednocześnie mają rozsądny koszt.
Na przykład tuleja przeznaczona do montażu na wałku może wymagać tolerancji ±0,002 cala dla średnicy wewnętrznej, aby zapewnić odpowiednie dopasowanie. Natomiast średnica zewnętrzna i długość mogą działać doskonale przy tolerancji ±0,010 cala. Zrozumienie tej różnicy pozwala na określenie wyłącznie tych tolerancji, które są naprawdę konieczne.
Gdy właściwie zrozumiano допuszczalne odchylenia, można przejść do kolejnej decyzji wpływającej na koszty: czy potrzebujesz ilości prototypowych, czy gotowych do produkcji partii — każda z nich wymaga innego podejścia i oferuje inne korzyści.
Obróbka prototypowa kontra serie produkcyjne
Zaprojektowałeś innowacyjny element. Teraz pojawia się kluczowe pytanie: czy potrzebujesz jednego prototypu w celu zweryfikowania swojego pomysłu, czy jesteś już gotów na setki części produkcyjnych? Odpowiedź ta zasadniczo zmienia sposób, w jaki warsztat specjalizujący się w obróbce niestandardowej podejmuje się realizacji Twojego projektu — oraz jaką zapłacisz.
Granica między etapem prototypowania a produkcją znacznie się rozmyła w ostatnich latach. Zgodnie z opinią analityków branżowych , tradycyjne zasady, według których produkty przechodziły kolejno przez etapy prototypowania, produkcji próbnej i masowej produkcji, nie są już aktualne. Dziś klienci oczekują wysokiego stopnia personalizacji przy cenach typowych dla masowej produkcji, a producenci muszą dostosować się do tych nowych wymogów.
Zrozumienie, gdzie w tym zakresie znajduje się projekt — oraz jak może on ewoluować — pomaga wybrać odpowiedniego partnera z zakresu obróbki skrawaniem i uniknąć kosztownych niespodzianek w trakcie realizacji.
Od szybkiego prototypowania do pełnoskalowej produkcji
Obróbka prototypów i serie produkcyjne służą fundamentalnie innym celom, nawet jeśli produkują identyczne części. Priorytety, procesy oraz struktury kosztów znacznie się różnią.
W fazie prototypowania priorytetem jest zwykle szybkość, a nie koszt jednostkowy. Potrzebujesz działających elementów sprzętowych w możliwie najkrótszym czasie, aby zweryfikować projekt, przetestować dopasowanie i funkcjonalność lub zaprezentować koncepcję interesariuszom. Prototyp pojedynczej sztuki o koszcie 500 USD może być całkowicie akceptowalny, jeśli zostanie dostarczony w ciągu trzech dni i potwierdzi poprawność projektu przed rozpoczęciem produkcji narzędzi.
Seria produkcyjna odwraca te priorytety. Gdy projekt zostanie zweryfikowany, kluczowe stają się spójność, efektywność kosztowa i kontrola jakości. Ta sama część może kosztować 50 USD za sztukę przy zamówieniu 100 sztuk — jednak osiągnięcie takiej ceny wymaga innych uwarunkowań montażu, optymalizacji procesu oraz systemów zapewnienia jakości.
Właśnie tutaj rozmiar partii ma decydujący wpływ na koszt jednostkowy. Dane produkcyjne RapidDirect wyraźnie ilustrują tę zależność:
| Ilość | Cena jednostkowa (przykładowa część aluminiowa) | Wpływ kosztów przygotowania |
|---|---|---|
| 1 sztukę | $300+ | 100% kosztów montażu ponoszonych przez jedną sztukę |
| 10 sztuk | $45–75 | Przygotowanie rozłożone na całą partię |
| 100 sztuk | $15–30 | Koszty montażu stają się nieznaczne w przeliczeniu na jednostkę |
| 500+ sztuk | $8–20 | Efekty skali są w pełni wykorzystane |
Dlaczego różnice są tak znaczne? Koszty montażu — w tym programowanie CAM, przygotowanie uchwytów, ustawienie narzędzi oraz weryfikacja pierwszej sztuki — pozostają względnie stałe niezależnie od ilości zamówionych części. Opłata za montaż w wysokości 300 USD zwiększa koszt pojedynczego prototypu o 300 USD, ale w partii 100 sztuk stanowi jedynie 3 USD na sztukę. Ta ekonomiczna rzeczywistość wyjaśnia, dlaczego prototypy są z natury drogie oraz dlaczego cena jednostkowa gwałtownie spada wraz ze wzrostem ilości.
Skalowanie projektu z odpowiednim partnerem
Nie wszystkie warsztaty obróbkowe w pobliżu obsługują zarówno prototypy, jak i produkcję w jednakowym stopniu. Niektóre specjalizują się w szybkim realizowaniu prac rozwojowych, podczas gdy inne optymalizują procesy pod kątem stałej, wysokogłośnej produkcji seryjnej. Zrozumienie tych różnic pozwala znaleźć odpowiedniego partnera – lub partnerów – na poszczególne etapy cyklu życia projektu.
Przy ocenie warsztatu pod kątem prac prototypowych należy wziąć pod uwagę następujące priorytety:
- Prędkość: Czy mogą dostarczyć części funkcjonalnych w ciągu kilku dni zamiast tygodni?
- Możliwość walidacji projektu: Czy udzielają informacji zwrotnych dotyczących możliwości produkcyjnych jeszcze przed rozpoczęciem obróbki metalu?
- Elastyczność iteracji: Jak szybko mogą wprowadzić zmiany projektowe między kolejnymi wersjami?
- Wersatility materiału: Czy mogą pracować z materiałem przeznaczonym do produkcji masowej, czy jedynie z alternatywnymi materiałami przyjaznymi dla prototypowania?
- Szybkość reakcji w komunikacji: Czy inżynierowie odpowiadają na pytania i współpracują przy optymalizacji projektu?
Ocena skupiona na produkcji przechodzi na inne kryteria:
- Konsekwencja: Jakie systemy jakości zapewniają, że każdy element odpowiada specyfikacjom w całym cyklu produkcyjnym?
- Efektywność kosztowa: W jaki sposób optymalizują procesy, aby zminimalizować koszty jednostkowe przy dużych objętościach?
- Kontrola jakości: Jakie protokoły kontroli, monitorowanie statystycznej kontroli procesów (SPC) oraz dokumentacja są przez nich udostępniane?
- Pojemność: Czy są w stanie spełnić Twoje wymagania co do objętości produkcji w ustalonych terminach?
- Skalowalność: W przypadku wzrostu popytu czy mogą zwiększyć moc produkcyjną bez utraty jakości?
Najbardziej uniwersalne zakłady — często te oferujące kompleksowe usługi toczenia CNC w połączeniu z frezowaniem — mogą wspierać Twój projekt od początkowej koncepcji aż po pełną produkcję. Taka ciągłość przynosi istotne korzyści: warsztat uczy się Twoich części, rozumie Twoje wymagania jakościowe i utrzymuje spójne procesy w miarę wzrostu objętości produkcji.
Praktyczne podejście, którego często używają inżynierowie, polega na myśleniu w kategoriach czasowych: „Gdzie widzisz ten produkt za sześć tygodni, sześć miesięcy i sześć lat?”. To spojrzenie pomaga wyraźnie oddzielić natychmiastowe potrzeby związane z prototypowaniem od długoterminowej wizji produkcji. Model koncepcyjny wymagający walidacji rynkowej różni się zasadniczo od sprawdzonego projektu gotowego do masowej produkcji — nawet jeśli plik CAD wygląda identycznie.
Lokalne warsztaty mechaniczne często świetnie radzą sobie z pracami prototypowymi, oferując bezpośrednią współpracę twarzą w twarz oraz szybką iterację. W przypadku produkcji seryjnej warto rozważyć szerszy wybór dostawców, w tym zakłady o większej zdolności produkcyjnej lub posiadające specjalistyczne certyfikaty wymagane w danej branży. Wiele udanych programów rozwoju produktów rozpoczyna się od współpracy z lokalnym tokarzem lub frezarzem przy etapie prototypowania, a następnie przechodzi na partnerów zoptymalizowanych pod kątem produkcji wraz ze wzrostem nakładów.
Kluczem jest dopasowanie obecnych potrzeb do odpowiednich możliwości — przy jednoczesnym śledzeniu, jak te potrzeby będą się zmieniać. Gdy kwestie prototypowania i produkcji są jasne, możesz przejść do oceny kolejnego kluczowego czynnika: certyfikatów jakości potwierdzających procesy i możliwości danej firmy.

Certyfikaty jakości i ich znaczenie dla Ciebie
Prawdopodobnie widziałeś już logo certyfikatów umieszczone na stronach internetowych warsztatów obróbkowych — ISO 9001, AS9100, IATF 16949. Ale co te skróty rzeczywiście oznaczają w kontekście Twoich części? Większość konkurentów po prostu wymienia certyfikaty, nie wyjaśniając ich znaczenia. Zmieńmy to.
Zrozumienie certyfikatów jakości nie polega na gromadzeniu odznak. Chodzi o to, by wiedzieć, które certyfikaty mają znaczenie w przypadku konkretnego zastosowania oraz jakie gwarancje zapewniają. Gdy warsztat specjalizujący się w obróbce niestandardowej posiada odpowiedni certyfikat, oznacza to, że jego procesy są udokumentowane, jego możliwości zweryfikowane, a odpowiedzialność określona — wszystko to bezpośrednio wpływa na jakość dostarczanych części.
Co certyfikaty jakości oznaczają dla Twoich części
Wyobraź sobie certyfikaty jako weryfikację przeprowadzaną przez niezależną stronę trzecią, potwierdzającą, że zakład rzeczywiście wykonuje to, co deklaruje. Zgodnie z informacjami firmy American Micro Industries certyfikaty stanowią podstawowe filary wspierające i potwierdzające każdy etap procesu produkcyjnego w ramach systemu zarządzania jakością. Formalizują one procedury, określają punkty kontroli oraz monitorują ciągłą zgodność z wymaganiami.
Podstawą większości certyfikatów produkcyjnych jest norma ISO 9001 – międzynarodowy standard systemów zarządzania jakością. Ten podstawowy certyfikat gwarantuje, że zakład wprowadził:
- Dokumentowane przepływy pracy: Każdy proces jest udokumentowany, a nie tylko zapamiętany przez poszczególnych pracowników
- Monitorowanie wydajności: Wskaźniki śledzą wyniki jakościowe i pozwalają wykryć problemy jeszcze zanim stanie się z nich powtarzający się wzorzec
- Protokoły działań korygujących: Gdy pojawiają się problemy, stosowane są systemowe procedury rozwiązywania ich pierwotnych przyczyn, a nie jedynie objawów
- ## Skoncentrowanie na kliencie: Wymagania jakościowe przekazywane są od Twoich specyfikacji przez każdy etap produkcji
Jednak ISO 9001 to jedynie punkt wyjścia. Certyfikaty branżowe opierają się na tej podstawie, wprowadzając dodatkowe wymagania dostosowane do sektorów, w których awaria jest niedopuszczalna.
Standardy branżowe i ich wymagania
To właśnie w tym momencie wybór odpowiedniego certyfikatu nabiera kluczowego znaczenia. Zakład posiadający certyfikat dla branży motocyklowej lub samochodowej może nie spełniać wymagań branży lotniczej – i odwrotnie. Zrozumienie tych różnic pozwala ocenić, czy dane przedsiębiorstwo rzeczywiście jest w stanie spełnić wymagania wynikające z konkretnego zastosowania.
Jak wspomniano przez TÜV Nord , zarówno standardy branży motocyklowej i samochodowej (IATF 16949), jak i lotniczej (AS9100), opierają się na normie ISO 9001, uzupełniając ją o wymagania specyficzne dla danej branży. W branży motocyklowej i samochodowej nacisk kładziony jest na osiąganie wyjątkowo wysokiego stopnia spójności przy dużych objętościach produkcji oraz na ciągłe doskonalenie procesów. W branży lotniczej głównym celem jest produkcja elementów nadających się do stosowania w lotnictwie, co wymaga wprowadzenia odpowiednich środków kontroli zapewniających realizację tego zadania.
Podczas pracy ze specjalnymi materiałami, takimi jak nitronic 60 przeznaczony do środowisk korozyjnych lub wymagające stopy lotnicze i kosmiczne, certyfikaty te zapewniają, że warsztat zna unikalne wymagania dotyczące obsługi, przetwarzania oraz kontroli jakości stawiane takim materiałom.
| Certyfikacja | Orientacja branżowa | Podstawowe wymagania | Korzyści dla klienta |
|---|---|---|---|
| ISO 9001 | Produkcja ogólna | System zarządzania jakością, udokumentowane procesy, ciągła poprawa, skupienie na potrzebach klienta | Spójny poziom jakości, systemowe rozwiązywanie problemów, udokumentowane procedury |
| AS9100D | Lotnictwo, przestrzeń kosmiczna, obronność | Zarządzanie ryzykiem, zarządzanie konfiguracją, ścisła dokumentacja, kontrola integralności produktu, wpis w bazie danych OASIS | Komponenty nadające się do lotów, pełna śledzilność, zweryfikowane procesy dla zastosowań krytycznych |
| IATF 16949 | Łańcuch dostaw motoryzacyjnych | Profilaktyka wad, redukcja zmienności, eliminacja marnotrawstwa, nadzór nad dostawcami, ciągła poprawa | Spójność przy dużych objętościach produkcji, statystyczna kontrola procesów, odporność systemów jakości |
| ISO 13485 | Urządzenia medyczne | Kontrole projektowe, zarządzanie ryzykiem, śledzilność, walidacja sterylizacji, obsługa skarg | Zgodność z przepisami regulacyjnymi, zapewnienie bezpieczeństwa pacjentów, kompletny ślad dokumentacyjny |
| NADCAP | Specjalne procesy lotnicze i kosmiczne | Akredytacja specyficzna dla procesu w zakresie obróbki cieplnej, przetwarzania chemicznego oraz badań nieniszczących | Zatwierdzone procesy specjalistyczne – dodatkowa warstwa jakości poza ogólną certyfikacją |
W przypadku usług frezowania CNC i frezowania stopów kovar przeznaczonych do zastosowań lotniczo-kosmicznych certyfikacja AS9100D jest zazwyczaj obowiązkowa. Organizacje posiadające certyfikat są wymienione w bazie danych OASIS (Online Aerospace Supplier Information System), zapewniając klientom zweryfikowany rejestr dostawców spełniających wymagania.
Obróbka elementów medycznych wymaga zgodności z normą ISO 13485, która reguluje wszystkie aspekty, począwszy od kontroli projektowania aż po obsługę skarg. Certyfikat ten gwarantuje pełną śledzalność każdego komponentu urządzenia medycznego oraz zapewnia, że procesy produkcyjne mają na celu przede wszystkim bezpieczeństwo pacjentów.
Zastosowania motocyklowe wymagające precyzji w dużych ilościach zwykle wymagają certyfikacji IATF 16949. Standard ten dotyczy specyficznie unikalnych wyzwań związanych z podstawowymi operacjami obróbki skrawaniem, które są wprowadzane do łańcuchów dostaw motocyklowych — gdzie spójność w zakresie tysięcy części ma takie samo znaczenie jak jakość pojedynczej części.
Jak kontrola statystyczna procesu zapewnia spójność
Certyfikaty wymagają więcej niż tylko dokumentacji. Wymagają one systematycznych metod kontroli jakości, które wykrywają problemy jeszcze przed wysłaniem wadliwych części. Kontrola statystyczna procesu (SPC) stanowi rdzeń tego podejścia.
SPC wykorzystuje zbieranie danych w czasie rzeczywistym oraz analizę statystyczną do monitorowania procesów produkcyjnych. Zamiast sprawdzać części po ich wyprodukowaniu, SPC śledzi kluczowe wymiary w trakcie produkcji — wykrywając trendy wskazujące na potencjalne problemy jeszcze przed przekroczeniem dopuszczalnych odchyłek.
Oto jak wygląda SPC w praktyce:
- Wykresy kontroli: Operatorzy nanoszą pomiary w trakcie serii produkcyjnych, obserwując wzorce sygnalizujące dryf procesu
- Badania zdolności procesu: Analiza statystyczna potwierdza, że proces może systematycznie spełniać specyfikacje z zapasem bezpieczeństwa
- Weryfikacja pierwszego egzemplarza: Początkowe części podlegają kompleksowej kontroli przed przystąpieniem do produkcji
- Inspekcja w trakcie procesu: Kluczowe wymiary są sprawdzane w ustalonych odstępach czasu w trakcie całej produkcji
Gdy współpracujesz z certyfikowaną placówką, nie ufasz jedynie jej słowom — korzystasz z udokumentowanych systemów, które zostały zweryfikowane przez niezależnych audytorów certyfikujących. Te audyty potwierdzają, że systemy zapewnienia jakości rzeczywiście funkcjonują zgodnie z dokumentacją, zapewniając odpowiedzialność, jakiej nie mogą zapewnić nieformalne zapewnienia jakości.
Zadaj potencjalnym partnerom z zakresu obróbki skrawaniem pytanie: „W jaki sposób monitorujecie jakość w trakcie produkcji, a nie tylko po jej zakończeniu?”. Odpowiedź ujawnia, czy rzeczywiście stosują kontrolę procesu, czy jedynie dokonują kontroli gotowych części.
Obecność odpowiednich certyfikatów ma szczególne znaczenie w branżach objętych regulacjami. Producentom wyrobów medycznych grozi kontrola ze strony FDA. Dostawcy przemysłu lotniczego muszą spełniać wymagania audytów przeprowadzanych przez głównych wykonawców. Dostawcy przemysłu motocyklowego podlegają audytom określonym przez poszczególnych klientów. W każdym z tych przypadków współpraca z odpowiednio certyfikowanymi partnerami z zakresu obróbki skrawaniem ułatwia spełnianie własnych wymogów zgodności i zmniejsza ryzyko w łańcuchu dostaw.
Gdy zapoznaliście się z wymaganiami dotyczącymi certyfikacji, możecie przystąpić do oceny potencjalnych partnerów z zakresu obróbki skrawaniem pod kątem swoich konkretnych potrzeb — biorąc pod uwagę nie tylko ich możliwości techniczne, ale także to, jak ich kwalifikacje odpowiadają wymogom Waszej branży i zastosowania.
Jak ocenić i wybrać odpowiedniego partnera z zakresu obróbki skrawaniem
Zdefiniowałeś wymagania projektowe, dobrałeś materiały oraz rozumiesz tolerancje, które są potrzebne. Nadszedł teraz kluczowy moment decyzji: który partner obróbkowy rzeczywiście ożywi Twój projekt? Nieodpowiedni wybór oznacza marnowanie czasu, przekroczenie budżetu oraz części niezgodne ze specyfikacją. Mądry wybór gwarantuje współpracę partnerską, która zapewnia dostarczenie wysokiej jakości komponentów w terminie.
Wybór lokalnego zakładu CNC należy traktować jak zatrudnianie osoby na stanowisko kluczowe. Nie kupujesz jedynie czasu obróbkowego – wybierasz partnera, który będzie miał wpływ na sukces Twojego projektu. Zgodnie z Modus Advanced , wybór partnera świadczącego usługi CNC jest kluczowy zarówno dla wykonawców Departamentu Obrony USA, jak i projektantów urządzeń elektroniki konsumenckiej. Żaden dostawca nie spełnia tych wymagań w sposób przypadkowy.
Przeanalizujemy systematyczne podejście do oceny potencjalnych partnerów obróbkowych pod kątem Twoich konkretnych potrzeb.
Podstawowe pytania, które należy zadać potencjalnym partnerom obróbkowym
Traktuj swoje ocenianie jak wywiad kwalifikacyjny. Najlepsze warsztaty obróbkowe z przyjemnością odpowiadają na szczegółowe pytania — oznacza to poważnego klienta, który ceni jakość. Warsztaty unikające pytań lub udzielające niejasnych odpowiedzi ujawniają coś istotnego na temat tego, jak będą realizować Państwa projekt.
Zacznij od pytań dotyczących doświadczenia i kompetencji:
- W jakich rodzajach projektów specjalizujecie się Państwo? Niektóre zakłady koncentrują się na przemyśle lotniczym i kosmicznym, inne na urządzeniach medycznych lub komponentach samochodowych. Doświadczenie branżowe ma znaczenie, ponieważ warsztaty obróbkowe w mojej okolicy, które rozumieją Państwa sektor, znają już obowiązujące standardy, materiały oraz wyzwania, przed którymi stoją Państwo.
- Czy można zaprezentować przykłady podobnych projektów? Poprzednia praca lepiej dowodzi kompetencji niż obietnice. Zażądaj przypadków badawczych (case studies) lub referencji od klientów z podobnymi wymaganiami.
- Jakie wyposażenie i procesy oferujecie? Upewnij się, że posiadają one konkretne maszyny — frezarki 3-osiowe, możliwości frezowania 5-osiowego, tokarki szwajcarskie, EDM — niezbędne do produkcji Państwa części. Jak Pro-Type Industries uwagi: warsztaty powinny zapewniać przynajmniej toczenie, frezowanie i szlifowanie powierzchniowe.
- Jaka jest Państwa zdolność produkcyjna oraz obecny czas realizacji? Warsztat o wysokich kompetencjach, ale z sześciotygodniowym zapasem zleceń, może nie nadawać się do realizacji pilnych projektów.
Pytania skupione na jakości ujawniają dojrzałość operacyjną:
- Jakie certyfikaty posiada Pan/Pani? Dopasuj certyfikaty do wymagań branżowych — ISO 9001 jako poziom podstawowy, AS9100 dla przemysłu lotniczego, IATF 16949 dla przemysłu motocyklowego i samochodowego, ISO 13485 dla przemysłu medycznego.
- W jaki sposób zapewniacie jakość w trakcie produkcji? Szukaj konkretnych odpowiedzi dotyczących statystycznej kontroli procesów (SPC), kontroli w trakcie procesu oraz weryfikacji pierwszego wyrobu, a nie ogólnikowych zapewnień dotyczących jakości.
- Jakie wyposażenie pomiarowe i kontrolne stosujecie? Maszyny pomiarowe współrzędnościowe (CMM), porównacze optyczne oraz skalibrowane przyrządy pomiarowe świadczą o poważnym podejściu do infrastruktury jakości.
- Czy dostarczacie raportów z inspekcji oraz certyfikatów materiałów? Wymagania dokumentacyjne różnią się w zależności od branży — upewnij się, że mogą dostarczyć to, czego potrzebujesz.
Pytania dotyczące komunikacji i obsługi przewidują jakość relacji partnerskich:
- Kto będzie moim głównym punktem kontaktowym? Bezpośredni dostęp do inżynierów lub menedżerów projektowych przyspiesza rozwiązywanie problemów.
- W jaki sposób obsługujecie opinie dotyczące projektu lub uwagi dotyczące możliwości produkcji? Najlepsi partnerzy dostarczają wczesnych uwag dotyczących projektowania z myślą o produkcji (DFM), które poprawiają jakość Waszych części i obniżają koszty.
- Jaki jest Wasz proces obsługi zamówień zmian lub korekt projektowych? Elastyczność w fazach rozwoju ma ogromne znaczenie.
Ocenianie możliwości warsztatów w odniesieniu do Waszych potrzeb
Posiadając odpowiedzi uzyskane podczas wywiadów, dokonaj systematycznej oceny każdego potencjalnego partnera w odniesieniu do wymagań swojego projektu. Nie każdy warsztat musi osiągać doskonałość we wszystkich obszarach — ale musi on osiągać ją tam, gdzie tego wymaga Wasz projekt.
Skorzystaj z poniższej listy kontrolnej, aby uporządkować swoją ocenę:
- Zgodność możliwości technicznych: Czy potrafią obrabiać określone przez Państwa materiały z wymaganą dokładnością, stosując odpowiednie procesy?
- Dopasowanie certyfikatów: Czy posiadają certyfikaty wymagane przez Państwa branżę lub klientów?
- Kompatybilność wielkości produkcji: Czy są wyposażeni w taki sposób, aby spełnić Państwa wymagania ilościowe – zarówno w przypadku prototypów, jak i produkcji seryjnej?
- Realizowalność czasu realizacji: Czy mogą realistycznie dotrzymać ustalonego harmonogramu bez pogarszania jakości?
- Jakość komunikacji: Czy odpowiedzieli szybko, wyczerpująco i wykazali autentyczne zainteresowanie Państwa projektem?
- Przejrzystość cen: Czy ich oferta jest szczegółowa i zrozumiała, czy raczej niejasna i trudna do porównania?
- Rozważania geograficzne: Czy położenie zakładu wpływa na koszty przewozu, łatwość komunikacji lub możliwość wizyty w obiekcie?
Zwracaj uwagę na sygnały ostrzegawcze podczas oceny. Zgodnie z OGBC brak przejrzystości cenowej oraz słaba komunikacja są istotnymi sygnałami ostrzegawczymi. Jeśli usługa obróbki skrawaniem niechętnie udziela jasnych ofert lub wydaje się unikająca odpowiedzi, może to prowadzić do nieporozumień lub błędów w późniejszym etapie.
Warsztaty lokalne kontra usługi obróbki online
Czy należy szukać usług CNC w pobliżu, czy rozważyć usługi obróbki online? Oba podejścia mają uzasadnione zalety – wybór zależy od konkretnych okoliczności.
Lokalne warsztaty maszynowe oferują wyraźne korzyści:
- Komunikacja twarzą w twarz ułatwia złożone dyskusje techniczne
- Możliwość wizyty w zakładzie, obejrzenia sprzętu oraz zapoznania się z zespołem
- Skrócenie czasu i obniżenie kosztów wysyłki dla pilnych projektów
- Łatwiejsza współpraca w trakcie rozwoju prototypów i ich iteracji
- Budowanie relacji sprzyja długotrwałej współpracy partnerskiej
Usługi obróbki online zapewniają inne korzyści:
- Szeroki dostęp do możliwości wykraczający poza Twoją lokalizację geograficzną
- Często szybsze oferty na obróbkę CNC uzyskiwane online dzięki zautomatyzowanym systemom
- Konkurencyjne ceny wynikające z działania w większej skali
- wygodna możliwość składania ofert i zamówień 24/7
- Znormalizowane procesy dobrze sprawdzające się przy prostych elementach
Wybierając online usługodawcę zajmującego się obróbką CNC, należy zwrócić uwagę na dostępność obsługi na żywo – ma to na celu zapewnienie takiej samej wygody, jaką oferuje lokalny warsztat. Możliwość bezpośredniej rozmowy ze specjalistą znacznie zwiększa szansę na satysfakcję klienta oraz powodzenie projektu. Wiele dostawców online oferuje wsparcie telefoniczne, przez czat na żywo lub e-mail.
Rozważ następujące praktyczne podejście: korzystaj z lokalnych warsztatów w przypadku potrzeby współpracy, szybkiej iteracji lub złożonych elementów wymagających bliskiej komunikacji; wykorzystuj usługi online do produkcji standardowych elementów, uzyskiwania konkurencyjnych cen za sprawdzone projekty lub wtedy, gdy lokalne opcje nie oferują określonych umiejętności. Wielu inżynierów utrzymuje relacje zarówno z lokalnymi, jak i zewnętrznymi dostawcami – wybiera każdego z nich w zależności od tego, w jakim zakresie jego mocne strony odpowiadają potrzebom danego projektu.
Uzyskiwanie i porównywanie ofert
Zamówienie wyceny CNC online lub w lokalnych warsztatach wymaga podania spójnych informacji, aby umożliwić rzetelną porównawczość. Przygotuj kompleksowy pakiet zapytania ofertowego (RFQ), obejmujący:
- Pliki CAD w powszechnie akceptowanych formatach (STEP, IGES lub formaty natywne)
- rysunki 2D z zaznaczonymi kluczowymi wymiarami i tolerancjami
- Specyfikacje materiału, w tym jego gatunek oraz wszelkie szczególne wymagania
- Wymaganą ilość oraz przewidywane dalsze objętości zamówienia
- Wymaganą datę dostawy oraz ewentualną elastyczność w tym zakresie
- Wymagania dotyczące wykończenia powierzchni oraz wszelkie operacje wtórne
- Wymagania dotyczące inspekcji i dokumentacji
Gdy otrzymasz oferty, nie skupiaj się wyłącznie na końcowej cenie. Dokonaj oceny zawartości oferty — opłat za przygotowanie maszyn, kontroli jakości, certyfikatów materiału, opakowania oraz kosztów transportu. Niższa cena oferty, która nie obejmuje pozycji niezbędnych dla Ciebie, nie oznacza faktycznie tańszej usługi.
Pamiętaj: choć kuszące może być wybór warsztatu oferującego najniższe ceny, nie zawsze jest to najlepsze rozwiązanie na dłuższą metę. Wyposażenie wysokiej klasy wiąże się z wyższymi kosztami początkowymi, ale zapewnia lepsze rezultaty i mniejszą liczbę błędów produkcyjnych.
Ustal jasne oczekiwania dotyczące komunikacji przed złożeniem zamówień. Potwierdź, kto będzie Twoim punktem kontaktowym, w jaki sposób będą przekazywane aktualizacje postępów oraz jakie kroki zatwierdzania mają miejsce przed rozpoczęciem produkcji. Te szczegóły zapobiegają nieporozumieniom i utrzymują projekty na właściwym torze.
Gdy kryteria oceny są jasne, a wybór partnera odbywa się w sposób systematyczny, jesteś gotowy do podjęcia mądrzej decyzji. Następnym krokiem jest przygotowanie dokumentacji projektowej, aby zapewnić płynne uzyskiwanie ofert i produkcję — co zapewnia sukces zarówno Tobie, jak i wybranemu partnerowi z zakresu obróbki skrawaniem.
Przygotowanie projektu do udanej obróbki niestandardowej
Wybrałeś swojego partnera z zakresu obróbki skrawaniem — co dalej? Różnica między płynnie przebiegającym projektem a frustrującym często sprowadza się do poziomu przygotowania. Niekompletna dokumentacja, niejasne specyfikacje oraz słaba komunikacja powodują więcej opóźnień i przekroczeń budżetu niż jakiejkolwiek techniczny wyzwanie. Dobra wiadomość? Niewielkie wysiłki wstępne znacząco poprawiają osiągane rezultaty.
Zgodnie z Dipec czas to pieniądz — szczególnie w branżach, w których czas realizacji i efektywność kosztowa decydują o powodzeniu lub niepowodzeniu projektu. Szybkie i przejrzyste oferty zależą od odpowiedniego przygotowania i podejścia. Przeanalizujmy krok po kroku, jak dokładnie przygotować swój projekt do sukcesu.
Przygotowanie plików CAD oraz dokumentacji technicznej
Pliki CAD oraz rysunki techniczne stanowią podstawę całego projektu. Kompletny i starannie przygotowany zestaw plików eliminuje niejednoznaczności dotyczące wymiarów, tolerancji oraz cech konstrukcyjnych. Jeśli zakład nie otrzyma pełnej informacji, będzie zmuszony do formułowania założeń — a założenia prowadzą do opóźnień, błędnie wykonanych części oraz kosztownych zmian zakresu prac.
Oto kluczowa kolejność przygotowania:
- Jasne określenie wymagań. Zanim rozpoczniesz pracę w oprogramowaniu CAD, udokumentuj, jakie funkcje ma spełniać dana część. Jakie obciążenia będzie ona przenosić? W jakim środowisku będzie działać? Z jakimi elementami musi się łączyć? Te wymagania funkcjonalne determinują każdą kolejną decyzję.
- Przygotowanie kompletnych plików CAD w akceptowanych formatach. Najlepsze wyniki dają formaty STEP, IGES lub natywne formaty CAD — unikaj używania wyłącznie rysunków 2D, ponieważ brak im głębokości i przejrzystości. Dołącz wszystkie cechy konstrukcyjne, otwory, gwinty oraz szczegóły geometryczne. Brak kluczowych informacji w plikach powoduje opóźnienia w przygotowaniu oferty, a zakłady proszą o uzupełniające wyjaśnienia.
- Przygotuj opisane rysunki techniczne 2D. Nawet przy obecności plików CAD 3D, rysunki 2D z adnotacjami znacznie przyspieszają proces przygotowywania oferty. Wyróżnij wymiary krytyczne dla funkcjonalności, określ tolerancje tam, gdzie ważna jest precyzja, oraz zaznacz wymagania dotyczące chropowatości powierzchni. Dzięki temu eliminuje się pytania dotyczące gwintów lub wykończenia powierzchni — co oznacza mniej korespondencji wstecznej.
- Dokładnie określ materiały i wykończenia. Nieprecyzyjne specyfikacje materiałów powodują opóźnienia w przygotowaniu oferty. Zamiast określać ogólnie „aluminium”, podaj konkretnie „aluminium stopu 6061-T6”. Zamiast ogólnego określenia „stal nierdzewna”, podaj „stal nierdzewną 316L”. Zaznacz, czy wymagane są dodatkowe rodzaje wykończenia powierzchni, takie jak polerowanie, anodowanie lub powłoka ochronna.
- Określ ilości i podaj zakresy, jeśli nie masz pewności. Objętość produkcji ma drastyczny wpływ na cenę i czas realizacji. Oferta dla 1 sztuki różni się znacznie od ofert dla 10, 50 lub 100 sztuk. Jeśli nie jesteś pewien ostatecznej ilości, poproś o oferty dla kilku wielkości partii — np. „Oferta dla 10, 50 i 100 sztuk” działa bardzo dobrze.
- Ustal realistyczne harmonogramy. Precyzyjnie określ wymagania dotyczące dostawy. Czy potrzebujesz części w ciągu 7–10 dni? Czy termin jest elastyczny przez kilka tygodni? Podaj także lokalizację dostawy, aby koszty przewozu i czasy realizacji można było dokładnie uwzględnić w ofercie.
- Dokumentuj operacje wtórne. Czy Twoje części wymagają montażu, grawerowania, etykietowania lub dodatkowej obróbki po frezowaniu, np. klejenia lub spawania? Poinformuj o tym już na wstępie. Wymienienie wszystkich niezbędnych operacji pozwala uniknąć opóźnień i zapewnia otrzymanie oferty obejmującej całość zlecenia.
Porada eksperta: Przesłanie zarówno pliku STEP, jak i dwuwymiarowego rysunku technicznego z adnotacjami znacznie przyspiesza proces przygotowywania oferty. Eliminuje to pytania dotyczące tolerancji, gwintów lub wykończenia powierzchni — co oznacza szybsze otrzymywanie ofert na swojej skrzynce pocztowej.
Najlepsze praktyki komunikacji zapewniające sukces projektu
Nawet przy doskonałej dokumentacji luki w komunikacji mogą sparaliżować projekt. Ustalenie jasnych kanałów komunikacji i oczekiwań jeszcze przed rozpoczęciem produkcji zapobiega kosztownym nieporozumieniom.
Typowe błędy prowadzące do opóźnień i przekroczenia budżetu obejmują:
- Wysyłanie niekompletnych rysunków. Brak wymiarów, niejasne tolerancje lub brak specyfikacji materiału zmuszają warsztaty do zawieszenia prac i żądania wyjaśnień — co wydłuża harmonogram o kilka dni.
- Nierealne szacowanie czasów realizacji. Zamawiający często nieuwzględniają wystarczająco czasu potrzebnego na zakup materiałów, przygotowanie maszyn, obróbkę, kontrolę jakości oraz wysyłkę — szczególnie w przypadku skomplikowanych elementów. Eksperci branżowi zalecamy uprzednie pytanie o realistyczne czasy realizacji, osobne uwzględnienie czasu zakupu materiałów oraz zaplanowanie niewielkiego bufora na nieprzewidziane sytuacje.
- Wybór wyłącznie na podstawie ceny. Najtańsza oferta często staje się najdroższym wyborem. Opóźnienia w dostawach, nieudane inspekcje oraz konieczność ponownego wykonywania prac mogą kosztować znacznie więcej niż początkowe oszczędności. Rozważ całkowitą wartość projektu, a nie tylko cenę jednostkową.
- Pomijanie wymagań dotyczących dokumentacji jakości. Jeśli Twoja branża wymaga śledzalności, raportów inspekcyjnych lub certyfikatów materiałów, określ je jasno na wstępie. Wymaganie dokumentacji po zakończeniu produkcji powoduje opóźnienia i czasem okazuje się niemożliwe do spełnienia.
- Zaniedbywanie budowania relacji. Jeśli jedynym kontaktem z zakładem jest przesłanie zapytania ofertowego (RFQ) i otrzymanie ceny, tracisz szansę na priorytetowe planowanie, proaktywne rozwiązywanie problemów oraz lepsze ceny w dłuższej perspektywie.
W przypadku komponentów frezowanych CNC wymagających ścisłych tolerancji lub złożonych geometrii zaplanuj przedprodukcję rozmowę z partnerem wykonującym obróbkę. Przeanalizuj kluczowe cechy, potwierdź punkty kontroli oraz uzgodnij sposób komunikowania się w przypadku wprowadzania zmian. To inwestycja w komunikację przynosi korzyści na każdym etapie produkcji.
Gdy projekty obejmują specjalistyczne procesy, takie jak frezowanie CNC akrylu lub toczenie CNC elementów precyzyjnych, należy szczegółowo omówić wymagania dotyczące obsługi materiałów. Plastiki takie jak akryl wymagają ostrożnego obchodzenia się, aby uniknąć pęknięć lub mikropęknięć (crazing), podczas gdy toczenie precyzyjne wymaga szczególnej uwagi przy doborze uchwytników i narzędzi.
Rozważ, w jaki sposób partnerzy z zakresu obróbki skrawaniem przyspieszają cały proces. Certyfikowane zakłady, takie jak Shaoyi Metal Technology przedstawiają cechy, na które nabywcy powinni zwracać uwagę przy wyborze kompetentnego partnera — oferują skalowalne rozwiązania, od szybkiego prototypowania po produkcję seryjną, z czasami realizacji nawet jednego dnia roboczego. Certyfikat IATF 16949 gwarantuje, że opisane wcześniej systemy zapewnienia jakości są rzeczywiście wdrożone, a ich operatywność odzwierciedla standardy komunikacji, które decydują o powodzeniu projektów.
Zanim prześlesz swoje zapytanie ofertowe (RFQ), przeanalizuj poniższą ostateczną listę kontrolną:
- Pliki CAD są kompletne i zawierają wszystkie modelowane cechy
- rysunki 2D zawierają wszystkie kluczowe wymiary i допuszczalne odchylenia
- Specyfikacje materiałów są precyzyjne, a nie ogólne
- Wymagania dotyczące ilości są wyraźnie określone
- Oczekiwania dotyczące harmonogramu są realistyczne i jasno komunikowane
- Dodatkowe operacje technologiczne są udokumentowane
- Wymagania dotyczące kontroli jakości i dokumentacji są szczegółowo określone
- Miejsce dostawy jest podane, aby umożliwić uzyskanie dokładnych ofert przewozowych
Poprawne przygotowanie projektu przekształca proces wyceny z uciążliwego, wielokrotnego wymiany wiadomości w płynny i uproszczony proces. Firmy produkcyjne mogą szybko przedstawić dokładne oferty, gdy dysponują pełnym zestawem informacji — a produkcja przebiega gładko, gdy oczekiwania są zgodne od samego początku.
Dzięki odpowiedniemu przygotowaniu projektu jesteś gotowy do osiągnięcia sukcesu. Przed ostatecznym ustaleniem strategii produkcyjnej warto jednak zrozumieć, jak obróbka skrawaniem na zamówienie porównuje się z alternatywnymi metodami wytwarzania — co pozwoli upewnić się, że wybrano optymalny proces dla konkretnych wymagań.

Obróbka skrawaniem na zamówienie w porównaniu z alternatywnymi metodami wytwarzania
Oto pytanie, które może zaoszczędzić wam tysiące dolarów: Czy obróbka CNC jest rzeczywiście odpowiednim wyborem dla waszego projektu? Choć warsztaty wykonujące obróbkę niestandardową zapewniają wyjątkową precyzję i wszechstranność, nie zawsze są one optymalnym rozwiązaniem. Czasem druk 3D, wtryskowanie tworzyw sztucznych, odlewnictwo lub gięcie blachy lepiej spełniają wasze potrzeby – przy niższym koszcie lub krótszym czasie realizacji.
Zrozumienie, kiedy wybrać obróbkę metalu metodą CNC zamiast innych metod, odróżnia rozsądnych zakupców od tych, którzy płacą zbyt dużo za niewłaściwą technologię. Zgodnie z analizą produkcji przemysłowej firmy 3D People , nie ma jednej „najlepszej” metody – każda z nich ma swoje zalety, a najmądrzejsze podejście często polega na łączeniu kilku różnych metod na różnych etapach cyklu życia produktu.
Przyjrzyjmy się, kiedy obróbka metalu metodą CNC przewyższa alternatywne metody, a kiedy warto w ogóle rozważyć inne podejścia.
Kiedy obróbka CNC przewyższa metody alternatywne
Maszyna CNC do obróbki metali oferuje możliwości, których inne procesy produkcyjne po prostu nie są w stanie osiągnąć w niektórych sytuacjach. Zrozumienie tych obszarów zastosowań, w których CNC wykazuje największą skuteczność, pozwala na wykorzystanie zalet obróbki skrawaniem oraz uniknięcie sytuacji, w których lepszym rozwiązaniem byłyby alternatywne metody.
Wymagania dotyczące dokładności przesądzają o wyborze technologii CNC. Gdy dopuszczalne odchyłki wymiarowe spadają poniżej ±0,005 cala lub gdy wymagane są chropowatości powierzchni, które można uzyskać jedynie poprzez szlifowanie, obróbka metali staje się niezbędna. Druk 3D osiąga zazwyczaj dokładność rzędu ±0,1–0,3 mm, natomiast formowanie wtryskowe ma trudności z realizacją elementów wymagających bardzo ścisłej kontroli wymiarowej. W przypadku precyzyjnych połączeń, powierzchni łożyskowych lub krytycznych interfejsów obróbka aluminium i inne procesy CNC zapewniają niezbędną dokładność.
Właściwości materiału często decydują o dokonywanym wyborze. Potrzebujesz metali o wysokiej wytrzymałości, takich jak tytan, stal hartowana lub stopy stosowane w przemyśle lotniczym i kosmicznym? Operacje na maszynach CNC do cięcia obsługują materiały, których druk 3D i wtrysk nie są w stanie przetwarzać. Choć techniki przyrostowe zaczęły obejmować także metale, obróbka CNC zapewnia nadal lepsze właściwości mechaniczne oraz szerszy wybór materiałów dla wymagających zastosowań.
Małe i średnie serie sprzyjają ekonomice obróbki skrawaniem. Jak pokazuje analiza kosztów firmy RPWORLD, obróbka CNC oferuje konkurencyjne koszty jednostkowe dla ilości od 1 do 5 000 sztuk bez konieczności ponoszenia kosztownych inwestycji w oprzyrządowanie. Unikasz kosztów form wtryskowych przekraczających 3 000 USD, co czyni obróbkę CNC idealnym rozwiązaniem dla produktów, dla których nie uzasadnione jest stosowanie drogiego oprzyrządowania przeznaczonego do produkcji masowej.
Elastyczność projektowa w trakcie rozwoju wspiera iteracje. W przeciwieństwie do wtrysku, gdzie zmiany projektu wymagają nowego oprzyrządowania, programy CNC można stosunkowo łatwo modyfikować. Ta elastyczność czyni obróbkę CNC doskonałym wyborem dla tworzenia prototypów oraz produktów, które wciąż znajdują się w fazie dopracowywania.
Rozważ CNC jako najlepszą opcję, gdy potrzebujesz:
- Ścisłych tolerancji poniżej ±0,005 cala (±0,127 mm)
- Metalów o wysokiej wytrzymałości lub tworzyw inżynierskich
- Ilości od 1 do kilku tysięcy sztuk
- Możliwość szybkiej iteracji projektowej
- Złożonych geometrii z precyzyjnymi cechami konstrukcyjnymi
- Doskonałej jakości powierzchni spełniającej wymagania funkcjonalne lub estetyczne
Dopasowanie metod produkcyjnych do wymagań projektu
Teraz zmieńmy perspektywę. Kiedy alternatywy przewyższają obróbkę CNC? Bezstronna wskazówka dotycząca tych scenariuszy pozwala zaoszczędzić pieniądze i przyśpiesza wprowadzanie produktów na rynek.
druk 3D wyróżnia się w zakresie złożoności i szybkości. Gdy Twoje projektowane elementy zawierają kształty organiczne, kanały wewnętrzne lub geometrie, które wymagałyby skomplikowanej obróbki z wielu ustawień, produkcja przyrostowa często okazuje się lepszym wyborem. Druk 3D umożliwia dostarczenie części w ciągu 2–7 dni bez żadnych kosztów narzędzi – idealny dla szybkiego prototypowania i weryfikacji projektu. Jednak w miarę jak Notatki Gizmospring druk 3D staje się drogi przy większych elementach i oferuje ograniczoną gamę materiałów w porównaniu do frezowania.
Wtryskiwanie dominuje w przypadku dużych serii wyrobów z tworzyw sztucznych. Gdy produkujesz 10 000 lub więcej identycznych części plastycznych, ekonomia wtryskiwania staje się bardzo atrakcyjna. Wysokie nakłady na oprzyrządowanie (3 000–100 000 USD i więcej) rozkładają się na dużą liczbę sztuk, co powoduje, że koszt jednostkowy znacznie obniża się poniżej poziomu osiągalnego metodami obróbki skrawaniem. Okresy realizacji początkowego oprzyrządowania wynoszą 20–60 dni – jest to kompromis między długoterminową efektywnością kosztową a czasem dostawy.
Odlewanie nadaje się do złożonych elementów metalowych produkowanych w średnich i dużych partiach. W przypadku złożonych geometrycznie elementów metalowych w średnich i dużych partiach odlewanie precyzyjne lub odlewanie w matrycach może okazać się tańsze niż frezowanie każdej cechy indywidualnie. Wiele odlewów poddawanych jest końcowej obróbce skrawaniem na kluczowych powierzchniach – łączy to wydajność odlewania z precyzją obróbki skrawaniem tam, gdzie ma to największe znaczenie.
Obróbka blachy umożliwia efektywne wykonywanie obudów i wsporników. Gdy projekt obejmuje płaskie wzory gięte w kształty trójwymiarowe — obudowy, uchwyty, elementy szkieletu — operacje tłoczenia blachy i metalowego tłoczenia są zazwyczaj szybsze i bardziej opłacalne niż obróbka skrawaniem z materiału pełnego. Procesy blacharskie generują mniej odpadów materiałowych i wydajniej obsługują geometrie cienkościennych elementów.
| Metoda | Najlepszy dla | Zakres objętości | Opcje materiałowe | Typowy czas realizacji |
|---|---|---|---|---|
| Obróbka CNC | Części precyzyjne, ścisłe допусki, metale, inżynieryjne tworzywa sztuczne, prototypy i produkcja seryjna | 1–5 000 sztuk | Najszerszy wybór: ponad 100 metali, tworzyw sztucznych i kompozytów | 7–14 dni |
| druk 3D (SLS/MJF) | Złożone geometrie, szybkie prototypowanie, kształty organiczne, cechy wewnętrzne | 1–1 000 sztuk | Ograniczony wybór: 5–15 inżynieryjnych tworzyw sztucznych | 2–7 dni |
| Wtryskowanie materiałów | Części plastyczne w dużej serii, stała jakość, złożone kształty | 1 000–1 000 000+ sztuk | Bardzo szeroki wybór: ponad 1 000 termoplastów | 15–60 dni (w tym czas na przygotowanie narzędzi) |
| FORMOWANIE | Złożone geometrie metalowe, średnie i duże wolumeny, duże elementy | 100–100 000+ sztuk | Stopy aluminium, cynku, stali, brązu | 20–45 dni |
| Wytwarzaniu blach | Obudowy, uchwyty, podwozia, elementy o cienkich ściankach | 1–10 000+ sztuk | Stal, aluminium, stal nierdzewna, miedź | 5–15 dni |
Dokonywanie właściwego wyboru dla Twojej aplikacji
Ramę decyzyjną określają cztery główne czynniki: wymagania dotyczące dokładności, potrzeby materiałowe, oczekiwany wolumen produkcji oraz ograniczenia czasowe.
Zacznij od dokładności. Jeśli Twoje допuszczalne odchylenia są standardowe (±0,25 mm lub luźniejsze) i potrzebujesz elementów plastycznych w dużych ilościach, najprawdopodobniej najlepszą metodą będzie wtryskiwanie. Jeśli natomiast wymagasz dokładności ±0,05 mm lub lepszej dla elementów metalowych, odpowiedzią będzie frezowanie CNC.
Realistycznie oszacuj swoje woluminy. Wiele projektów zaczyna się od ilości prototypowych, przechodzi do produkcji małoseryjnej, a następnie potencjalnie osiąga masową produkcję. Najbardziej rozsądne podejście często obejmuje druk 3D do wczesnych koncepcji, frezowanie CNC do prototypów funkcjonalnych i wczesnej produkcji oraz wtrysk termoplastów po osiągnięciu takiego popytu, który uzasadnia inwestycję w formy.
Weź pod uwagę wymagania dotyczące materiałów. Metalowe materiały o wysokiej wytrzymałości, stopy specjalne oraz tworzywa inżynierskie wymagające określonych gatunków wskazują na frezowanie CNC. Standardowe tworzywa termoplastyczne w dużych ilościach sprzyjają wtryskowi. Złożone geometrie przy ograniczonym wyborze tworzyw plastycznych są odpowiednie do druku 3D.
W zastosowaniach motocyklowych i samochodowych wymagających komponentów o wysokiej dokładności wykonania, złożonych zespołów nadwoziowych lub niestandardowych metalowych wkładek, usługi precyzyjnego frezowania CNC okazują się szczególnie wartościowe. Takie usługi oferują zakłady takie jak Shaoyi Metal Technology oferta kontroli jakości wspieranej przez SPC, która zapewnia spójność w całych partiach produkcyjnych – cecha wyróżniająca w przypadku wymagających specyfikacji motocyklowych i samochodowych, gdzie każdy komponent musi spełniać ścisłe standardy.
Podejście hybrydowe często daje najlepsze rezultaty: wykorzystanie druku 3D do szybkiego sprawdzenia koncepcji, frezowania CNC do tworzenia precyzyjnych prototypów i wczesnej produkcji, a następnie przejście na formowanie wtryskowe, gdy wielkość serii uzasadnia inwestycję w narzędzia.
Pamiętaj, że te metody nie wykluczają się wzajemnie. Wiele udanych produktów wykorzystuje wiele procesów produkcyjnych – np. frezowanie elementów wymagających dużej precyzji przy jednoczesnym odlewaniu lub formowaniu sekcji mniej krytycznych pod względem funkcjonalnym. Celem nie jest znalezienie jednego „najlepszego” procesu, lecz dopasowanie każdego elementu oraz każdej fazy rozwoju produktu do optymalnej metody.
Rozumiejąc zarówno zalety obróbki skrawaniem na zamówienie, jak i rzeczywiste korzyści płynące z alternatywnych metod, jesteś w stanie podejmować decyzje produkcyjne, które zoptymalizują koszty, jakość i harmonogram realizacji zgodnie z Twoimi konkretnymi wymaganiami.
Najczęściej zadawane pytania dotyczące warsztatów obróbki skrawaniem na zamówienie
1. Co to jest warsztat obróbki skrawaniem na zamówienie i jak różni się od standardowej produkcji?
Warsztat obróbki skrawaniem na zamówienie to specjalistyczna placówka tworząca elementy dokładnie dopasowane do indywidualnych wymagań klienta, a nie masowo produkujące standardowe komponenty. W przeciwieństwie do tradycyjnych zakładów produkcyjnych zoptymalizowanych pod kątem wysokiej objętości identycznych wyrobów, warsztaty wykonawcze na zamówienie inwestują w zaawansowane urządzenia CNC pozwalające osiągać tolerancje nawet na poziomie ±0,0001 cala, zatrudniają wykwalifikowanych operatorów maszyn CNC posiadających wiedzę na temat złożonych właściwości materiałów oraz oferują elastyczną produkcję – od pojedynczych prototypów po partie średniej wielkości. Takie podejście akceptuje złożoność i indywidualność, czyniąc je idealnym rozwiązaniem dla sprzętu lotniczego, urządzeń medycznych oraz maszyn przemysłowych wymagających precyzyjnych komponentów niedostępnych na rynku.
2. Jak wybrać między frezowaniem CNC a toczeniem CNC dla mojego projektu?
Wybór zależy od geometrii Twojego elementu. Tokarka CNC obraca przedmiot obrabiany, podczas gdy nieruchomy narzędzie nadaje mu kształt — metoda ta jest idealna do części cylindrycznych lub okrągłych, takich jak wały, tuleje i pierścienie, często umożliwiając ich szybszą i bardziej opłacalną obróbkę. Frezarka CNC utrzymuje przedmiot obrabiany w stanie nieruchomym, natomiast wirujące narzędzia frezarskie poruszają się wzdłuż wielu osi, co czyni ją szczególnie skuteczną przy obróbce złożonych geometrii, powierzchni płaskich, kieszonek oraz szczegółowych konturów 3D. Jeśli Twój element ma okrągły przekrój z cechami symetrycznymi, wybierz toczenie. W przypadku kształtów nieregularnych, cech wielościanowych lub złożonych kieszonek odpowiedzią jest frezowanie. Wiele nowoczesnych zakładów wykorzystuje obecnie centra frezarkowo-tokarskie łączące obie te możliwości, umożliwiając kompleksową produkcję w jednej, pojedynczej operacji montażowej.
3. Z jakimi materiałami mogą pracować zakłady wykonujące obróbkę zewnętrznie zamówioną?
Zakłady obróbki skrawaniem na zamówienie pracują z dziesiątkami materiałów, obejmujących metale, tworzywa inżynierskie oraz stopy specjalne. Do najczęściej stosowanych metali należą stopy aluminium (6061, 7075, 5083), stalenie nierdzewne (304, 316, 17-4), brąz, mosiądz oraz tytan. Tworzywa inżynierskie obejmują m.in. POM (Delrin) do precyzyjnych kół zębatych, PEEK do zastosowań wysokowydajnych, a także nylon, poliwęglan i akryl. Dobór materiału wpływa na wytrzymałość, masę, odporność na korozję, łatwość obróbki skrawaniem oraz koszt. W zastosowaniach lotniczych zwykle wymagane są aluminium 7075 lub tytan, urządzenia medyczne wymagają biokompatybilnych stali nierdzewnych lub PEEK, natomiast komponenty samochodowe zapewniają optymalny balans między wydajnością a kosztem dzięki zastosowaniu aluminium 6061 oraz stali stopowych.
4. W jaki sposób specyfikacje tolerancji wpływają na koszty obróbki skrawaniem na zamówienie?
Specyfikacje dopuszczalnych odchyłek mają bezpośredni wpływ na trudność produkcji oraz koszt projektu. Standardowe dopuszczalne odchyłki wynoszące ±0,25 mm (±0,010 cala) stanowią najbardziej opłacalną podstawę dla ogólnych komponentów. Dopuszczalne odchyłki precyzyjne wynoszące ±0,05 mm (±0,002 cala) dla części współpracujących i łożysk mogą zwiększyć koszty o 50–100%. Ultra-precyzyjne dopuszczalne odchyłki wynoszące ±0,0125 mm (±0,0005 cala) dla implantów medycznych lub elementów optycznych mogą podwoić lub potroić koszty. Ścislsze specyfikacje często wymagają operacji wtórnych, takich jak szlifowanie, specjalistyczne wyposażenie, środowiska kontrolowane pod względem temperatury oraz wzmocnione kontrole jakości. Kluczem jest określenie najluźniejszych dopuszczalnych odchyłek zapewniających prawidłowe funkcjonowanie — ścisłe tolerancje należy zarezerwować wyłącznie dla kluczowych cech, takich jak powierzchnie współpracy i pasowania łożysk.
5. Jakie certyfikaty należy sprawdzić przy wyborze warsztatu wykonującego obróbkę niestandardową?
Dopasuj certyfikaty do wymagań swojej branży. ISO 9001 zapewnia podstawę systemu zarządzania jakością, odpowiednią dla ogólnego przemysłu wytwórczego. AS9100D jest obowiązkowy w zastosowaniach lotniczych i gwarantuje komponenty nadające się do lotów oraz pełną śledzilność. IATF 16949 dotyczy łańcuchów dostaw motocyklowych i samochodowych, skupiając się na spójności przy dużych objętościach produkcji oraz na statystycznej kontroli procesów (SPC). ISO 13485 reguluje produkcję urządzeń medycznych, uwzględniając kontrolę projektowania oraz bezpieczeństwo pacjentów. NADCAP zapewnia akredytację procesów specyficznych dla przemysłu lotniczego, takich jak obróbka cieplna i przetwarzanie chemiczne. Certyfikowane zakłady, takie jak Shaoyi Metal Technology posiadające certyfikat IATF 16949, dokumentują swoje procesy, potwierdzają swoje kompetencje oraz stosują kontrolę jakości opartą na statystycznej kontroli procesów (SPC), co gwarantuje stałą jakość wykonywanych części.