 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Wybór producenta części CNC: 9 kluczowych czynników, które większość zakupujących pomija

Zrozumienie produkcji części CNC i jej wpływu na przemysł
Czy kiedykolwiek zastanawiałeś się, co sprawia, że nowoczesne części precyzyjne są tak niezwykle dokładne? Odpowiedź tkwi w technologii, która na zawsze zmieniła produkcję. Gdy szukasz komponentów do swojego projektu, zrozumienie podstaw działania producenta części CNC daje Ci istotną przewagę przy podejmowaniu świadomych decyzji.
Obróbka CNC to proces produkcyjny typu subtractive (odjęciowy), w którym wstępnie zaprogramowane oprogramowanie komputerowe kontroluje ruch narzędzi fabrycznych i maszyn w celu wytworzenia części precyzyjnych z surowców z powtarzalną dokładnością.
Od rysunku technicznego do komponentu precyzyjnego
Czym tak naprawdę jest CNC? W swojej istocie termin CNC oznacza sterowanie numeryczne komputerowe — metodę, w której cyfrowe instrukcje kierują narzędziami tnącymi z wyjątkową precyzją. Wyobraź sobie skomplikowany projekt 3D z ekranu komputera, który przekształca się w rzeczywisty element z dokładnością do tysięcznych cala. Dokładnie to dzieje się codziennie w nowoczesnych zakładach obróbkowych.
Proces rozpoczyna się od pliku CAD (projektowania wspomaganego komputerowo), który zawiera wszystkie wymiary i specyfikacje Twojego elementu. Ten cyfrowy rysunek techniczny jest tłumaczony na kod G — język, który rozumieją maszyny CNC. Po wprowadzeniu programu maszyna realizuje każdą ścieżkę cięcia z precyzją mechaniczną, jakiej ludzkie ręce nie są w stanie osiągnąć w sposób powtarzalny.
Cyfrowa rewolucja w produkcji części
Zrozumienie, czym jest CNC, pozwala docenić, dlaczego ta technologia stała się nieodzowna. Przed wprowadzeniem sterowania komputerowego wykwalifikowani tokarze i frezerci obsługiwali maszyny ręcznie, co powodowało, że każdy wyrób różnił się nieco od poprzedniego. Znaczenie skrótu CNC wykracza poza samą automatyzację – oznacza ono podstawowy przeskok w kierunku programowalnej, powtarzalnej precyzji.
Współczesne systemy CNC integrują się bezproblemowo z oprogramowaniem do projektowania, umożliwiając szybkie prototypowanie oraz seryjną produkcję na podstawie tych samych plików cyfrowych. To połączenie projektowania i produkcji eliminuje błędy wynikające z interpretacji dokumentacji i znacznie skraca czas realizacji zamówień. Gdy prześlesz specyfikację do producenta, jego maszyny często mogą rozpocząć produkcję części już w ciągu kilku godzin.
Dlaczego CNC dominuje współczesną produkcję
Definicja CNC obejmuje więcej niż tylko sprzęt – opisuje całe podejście do produkcji. Oto dlaczego technologia ta dominuje:
- Konsekwencja: Każda sztuka jest identyczna z poprzednią, niezależnie od tego, czy zamawiasz 10, czy 10 000 sztuk
- Złożoność: Skomplikowane geometrie, które dawniej były niemożliwe do wykonania, stają się teraz rutynowym zadaniem
- Prędkość: Automatyczna wymiana narzędzi i ciągła praca maksymalizują wydajność
- Elastyczność: Przełączenie się na inne części wymaga jedynie zmiany programu
Przy zapoznawaniu się z zakresem usług producentów części CNC okaże się, że wybór odpowiedniego partnera wymaga oceny znacznie więcej niż tylko wyposażenia. W poniższych sekcjach omówione są kluczowe czynniki, które większość nabywców pomija — od procesów obróbki skrawaniem i doboru materiałów po specyfikacje dopuszczalnych odchyłek oraz certyfikaty branżowe bezpośrednio wpływające na sukces realizowanego projektu.
Podstawowe procesy obróbki CNC, które powinien znać każdy nabywca
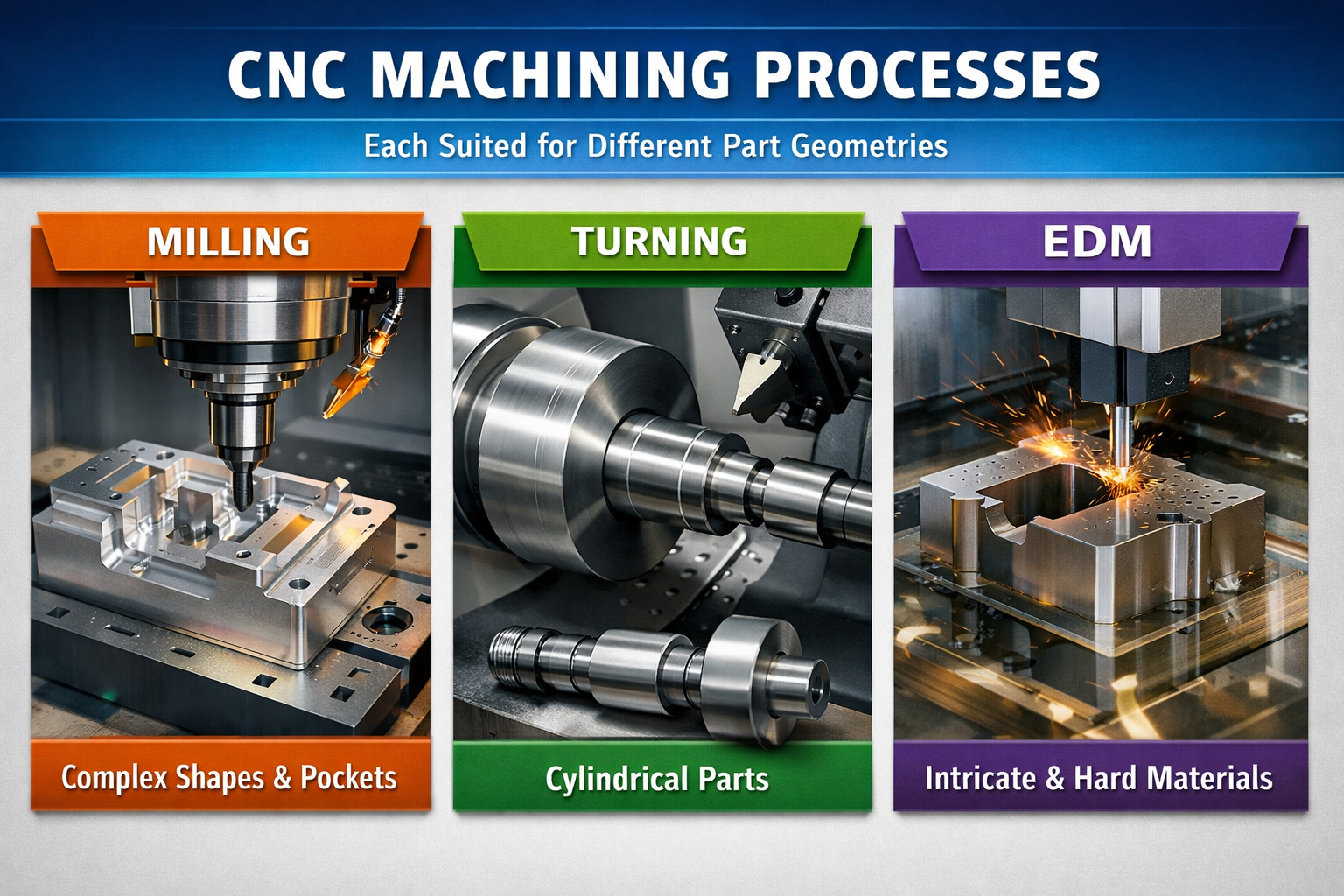
Brzmi skomplikowanie? Oto istota sprawy — nie każdy proces CNC nadaje się do każdej części. Oceniając producenta części CNC, zrozumienie podstawowych różnic między frezowaniem, toczeniem i elektroerozyjną obróbką skrawającą (EDM) pozwala jasno komunikować swoje wymagania oraz ocenić, czy dostawca dysponuje odpowiednimi możliwościami do realizacji konkretnego projektu.
Frezowanie CNC – wyjaśnienie
Wyobraź sobie obracający się narzędzie tnące poruszające się po nieruchomym przedmiocie obrabianym, usuwające materiał warstwa po warstwie. To właśnie istota frezowania. Maszyna CNC do frezowania wykorzystuje obrotowe narzędzia tnące do usuwania materiału z przedmiotu obrabianego, tworząc płaskie powierzchnie, rowki, kieszenie oraz złożone kontury 3D z wyjątkową precyzją.
Dwa główne układy, z którymi się zapoznasz, to frezarki pionowe i frezarki poziome. W frezarce pionowej wrzeciono jest ustawione pionowo — co czyni ją idealną do projektów wymagających szczegółowej obróbki jednej konkretnej strony elementu, takich jak duże płyty metalowe lub matryce do wytłaczania . Frezarki poziome mają wrzeciono ustawione poziomo, co czyni je lepszym wyborem do obróbki cięższych części, frezowania rowków oraz tworzenia szczelin.
Oto cechy, które wyróżniają frezarki poziome:
- Doskonała odprowadzanie wiórków dzięki grawitacji, która przyciąga odpadki od strefy cięcia
- Możliwość jednoczesnego stosowania wielu narzędzi tnących za pomocą mocowania na wrzecionie (arbor)
- Lepsza obsługa ciężkich i złożonych przedmiotów obrabianych
- Zmniejszone ugięcie narzędzia podczas agresywnych cięć
Gdy żądasz ofert, wiedza na temat tego, czy geometria Twojego elementu nadaje się do frezowania pionowego czy poziomego, pomaga Ci zidentyfikować producentów posiadających odpowiednie wyposażenie.
Operacje tokarskie i możliwości tokarek
Podczas frezowania obraca się narzędzie, natomiast przy toczeniu zachodzi odwrotność — przedmiot obrabiany wiruje, a nieruchome narzędzie skrawające nadaje mu kształt. CNC tokarka doskonale nadaje się do produkcji elementów cylindrycznych lub okrągłych, takich jak wały, tuleje oraz elementy z gwintem. Jeśli projekt Twojego elementu charakteryzuje się symetrią obrotową, toczenie jest zazwyczaj szybsze i bardziej opłacalne niż frezowanie.
Podobnie jak wyposażenie frezarskie, tokarki dostępne są w konfiguracjach poziomych i pionowych. Poziome centra tokarskie dominują na większości hal produkcyjnych ze względu na swoją elastyczność oraz odpowiedniość do obróbki dłuższych elementów, takich jak wały. Mogą być wyposażone w podajniki prętowe i uchwyty tylnie, co zwiększa ich uniwersalność. Pionowe centra tokarskie – nazywane czasem pionowymi tokarkami wieżowymi – lepiej nadają się do obróbki ciężkich, krótkich elementów o dużym średnicach. Siła grawitacji ułatwia umieszczanie obrabianych części oraz usuwanie wiórków, dlatego są one szczególnie popularne w produkcji komponentów samochodowych.
Oceniając możliwości tokarskie producenta, należy zwrócić uwagę na to, czy jest on w stanie obsłużyć stosunek długości do średnicy oraz wymagania dotyczące masy Twojego elementu.
Kiedy EDM staje się niezbędne
Niektóre geometrie po prostu nie mogą zostać osiągnięte za pomocą konwencjonalnych metod cięcia. W tym miejscu wkracza obróbka elektroerozyjna (EDM – Electrical Discharge Machining). Maszyna EDM wykorzystuje iskry elektryczne do erozji materiału, tworząc skomplikowane kształty w zahartowanych metalach bez fizycznego kontaktu pomiędzy narzędziem a przedmiotem obrabianym.
Maszyna do cięcia drutem EDM przepuszcza cienki drutowy elektrodę przez materiał, pozwalając na cięcie skomplikowanych konturów z nadzwyczajną precyzją – osiągając dopuszczalne odchylenia nawet do ±0,0001 cala. Dzięki temu obróbka EDM staje się niezastąpiona w przypadku:
- Zahartowanych stali narzędziowych, które zniszczyłyby konwencjonalne narzędzia cięcia
- Ostrych naroży wewnętrznych, których niemożliwe jest wykonanie przy użyciu narzędzi obrotowych
- Delikatnych części, które nie wytrzymają sił cięcia
- Bardzo gładkich powierzchni końcowych bez konieczności dodatkowych operacji
Porównanie dostępnych opcji procesu
Poniższa tabela podsumowuje, kiedy każda z metod zapewnia optymalne wyniki:
| Rodzaj procesu | Najlepsze zastosowania | Typowe tolerancje | Przeznaczenie materiału |
|---|---|---|---|
| Frezowanie CNC | Powierzchnie płaskie, kieszenie, frezowanie rowków, kontury 3D, części pryzmatyczne | ±0,0002 cala do ±0,001 cala | Większość metali i tworzyw sztucznych; aluminium, stal i mosiądz szczególnie dobrze nadają się do tego procesu |
| Obrót CNC | Części cylindryczne, wały, elementy z gwintem, tuleje | ±0,0002 cala do ±0,001 cala | Materiały prętowe okrągłe; szczególnie dobrze nadają się do obróbki stali i aluminium |
| EDM | Materiały hartowane, złożone profile, ostre narożniki oraz drobne detale | ± 0,0001 cala | Tylko materiały przewodzące prąd elektryczny; idealne dla stali narzędziowych i węglików spiekanych |
Wiele projektów wymaga współpracy wielu procesów. Producent oferujący kompleksowe możliwości — frezowanie, tokarki i EDM pod jednym dachem — może zoptymalizować łańcuch dostaw oraz zapewnić ścisłą kontrolę jakości. Przechodząc do kolejnego etapu wyboru dostawcy, kluczowe znaczenie ma zrozumienie wpływu wyboru materiału zarówno na proces obróbki, jak i na właściwości końcowej części.
Przewodnik wyboru materiału dla elementów wykonanych metodą CNC
Wybrałeś odpowiedni proces obróbki — teraz nadchodzi decyzja równie ważna. Materiał, który wybierzesz, ma bezpośredni wpływ na czas obróbki, zużycie narzędzi, wydajność gotowego elementu oraz na Twój końcowy zysk. Ocena producenta części CNC pod kątem jego wiedzy o materiałach pozwala ocenić, czy będzie w stanie dostarczyć części obrobionych zgodnie z Twoimi dokładnymi specyfikacjami.
Metale najlepiej nadające się do obróbki CNC
Nie wszystkie metale zachowują się tak samo pod działaniem narzędzia skrawającego. Obrabialność — czyli łatwość, z jaką dany materiał można skrawać, osiągając przy tym dobrą jakość powierzchni i długą żywotność narzędzia — różni się znacznie w zależności od stopu.
Aluminium (6061 i 7075)
Aluminium jest materiałem podstawowym w obróbce CNC. Zgodnie z analizą JLCCNC aluminium 6061 jest najlepszym ogólnym wyborem do elementów przeznaczonych do zastosowań ogólnych, gdzie najważniejsze są umiarkowana wytrzymałość i niska cena. Wysoka ocena obrabialności tego stopu oznacza krótsze czasy cyklu, mniejsze zużycie narzędzi oraz niższe koszty przypadające na pojedynczą część.
- Ocena obrabialności: Doskonała (około 270% w stosunku do stali)
- Wytrzymałość: Umiarkowana; odpowiednia dla elementów konstrukcyjnych bez skrajnych obciążeń
- Rozważania dotyczące kosztów: Najtańsza opcja do prototypowania i produkcji
- Najlepsze zastosowania: Uchwyty do przemysłu lotniczego, obudowy elektroniczne, uchwyty samochodowe
Stali i stali nierdzewnej
Gdy priorytetem są trwałość, twardość lub odporność na korozję, Części stalowe CNC stają się logicznym wyborem. Stale niskowęglowe są stosunkowo łatwo obrabialne, podczas gdy stale nierdzewne stawiają większe wymagania wobec narzędzi skrawających, zapewniając jednak lepszą wydajność w trudnych warunkach eksploatacyjnych.
- Ocena obrabialności: Umiarkowana (stale nierdzewne są trudniejsze w obróbce niż stale węglowe)
- Wytrzymałość: Wysoka; doskonała do zastosowań obciążonych i odpornych na zużycie
- Rozważania dotyczące kosztów: Wyższe koszty obróbki z powodu większego zużycia narzędzi i wolniejszych posuwów
- Najlepsze zastosowania: Instrumenty medyczne, sprzęt do przetwórstwa spożywczego, elementy układu napędowego pojazdów samochodowych
Brąz i miedź
Mosiądz zapewnia idealny balans między funkcjonalnością a estetyką dla frezowanych elementów, szczególnie przy małych partiach. Jego właściwości łatwego toczenia pozwalają na uzyskanie ścisłych tolerancji i doskonałej jakości powierzchni bezpośrednio po obróbce maszynowej. Miedź, choć posiada podobne cechy, powinna być zarezerwowana do zastosowań wymagających wysokiej przewodności elektrycznej lub cieplnej.
- Ocena obrabialności: Doskonały dla mosiądzu; dobry dla miedzi
- Wytrzymałość: Średni; nieodpowiedni do elementów konstrukcyjnych narażonych na duże obciążenia
- Rozważania dotyczące kosztów: Koszt materiału wyższy niż aluminium; koszty obróbki niższe ze względu na doskonałe tworzenie wiórków
- Najlepsze zastosowania: Złącza elektryczne, rury hydrauliczne, elementy dekoracyjne
Tytan
Tytan zapewnia nieosiągalny stosunek wytrzymałości do masy oraz wyjątkową odporność na korozję – ale za znaczną nadpłatę. Ten metal jest opłacalny wyłącznie w branżach, w których wymagania dotyczące wydajności przeważają nad wszystkimi innymi czynnikami, takich jak przemysł lotniczy czy implanty medyczne.
- Ocena obrabialności: Słaby; wymaga specjalistycznego narzędziowania i niższych prędkości skrawania
- Wytrzymałość: Wyjątkowy; najwyższy stosunek wytrzymałości do masy spośród powszechnie stosowanych metali
- Rozważania dotyczące kosztów: Wysokie koszty materiału i obróbki; uzasadnione jedynie w przypadku zastosowań krytycznych
- Najlepsze zastosowania: Elementy konstrukcyjne do przemysłu lotniczego i kosmicznego, implanty medyczne, części do wysokowydajnych pojazdów wyścigowych
Tworzywa inżynierskie do precyzyjnych części
Części metalowe wykonane metodą frezowania CNC nie zawsze są rozwiązaniem. Tworzywa inżynierskie oferują wyraźne zalety, takie jak mniejsza masa, odporność chemiczna oraz izolacja elektryczna. Producenci części frezowanych CNC coraz częściej korzystają z zaawansowanych polimerów, aby spełnić różnorodne wymagania aplikacyjne.
Popularne tworzywa sztuczne frezowalne CNC to:
- Acelat (Delrin): Doskonała stabilność wymiarowa i niskie tarcie – idealny do zastosowań w przekładniach i łożyskach
- Nylon: Dobra odporność na zużycie i duża wytrzymałość – odpowiedni do tulei i wałków toczenia
- PEEK: Wersja wysokowydajna o wyjątkowej odporności chemicznej i termicznej
- PTFE: Wydjątkowa obojętność chemiczna oraz niski współczynnik tarcia
- ABS: Opłacalny wybór dla prototypów oraz niekluczowych komponentów maszyn CNC
- HDPE i PP: Opcje odporne na działanie chemikaliów do zastosowań w zbiornikach i przetwarzaniu cieczy
Dopasowanie materiałów do wymagań zastosowania
Wybór między metalami a tworzywami sztucznymi – lub wybór odpowiedniego stopu – wymaga zrównoważenia wielu czynników. Rozważ poniższe zasady kierujące:
Kiedy uzasadnione jest stosowanie części metalowych wykonanych metodą frezowania CNC:
- Występują wysokie obciążenia mechaniczne lub skupienia naprężeń
- Temperatura pracy przekracza granice wytrzymałości tworzyw sztucznych (zwykle powyżej 121 °C)
- Wymagana jest przewodność elektryczna lub termiczna
- Kluczowe są twardość powierzchni oraz odporność na zużycie
- Część wymaga gwintowania lub ma być wyposażona w wciskane wkładki
Kiedy tworzywa sztuczne oferują zalety:
- Redukcja masy jest głównym celem projektowym
- Izolacja elektryczna jest konieczna
- Narażenie na działanie chemikaliów spowoduje korozję metali
- Właściwości samosmarujące zmniejszają potrzebę konserwacji
- Zastosowania wrażliwe na koszty, w których właściwości materiału są wystarczające
Wybór materiału wpływa również bezpośrednio na harmonogram realizacji projektu. W przypadku produkcji małych partii lub prototypowania materiały takie jak aluminium i mosiądz zmniejszają ryzyko i koszty dzięki krótszym czasom obróbki maszynowej oraz łatwiejszym przygotowaniom. Rozważając te opcje materiałowe, kolejnym kluczowym czynnikiem jest zrozumienie, w jaki sposób specyfikacje tolerancji przekładają się na rzeczywistą wydajność — oraz jakie mają one implikacje kosztowe, które często pozostają niezauważone przez zakupujących.
Wyjaśnienie specyfikacji tolerancji i wymagań dotyczących precyzji
Oto pytanie, które oddziela doświadczonych kupujących od początkujących: jak ścisłe naprawdę muszą być Twoje допусki? Zrozumienie specyfikacji dopuszczalnych odchyłek to obszar, w którym wiele decyzji zakupowych kończy się niepowodzeniem — albo zbyt restrykcyjne określenie dopuszczalnych odchyłek, co niepotrzebnie podnosi koszty, albo zbyt luźne określenie, prowadzące do otrzymania części, które nie działają prawidłowo. Oceniając producenta części CNC, jego możliwości w zakresie zapewniania wymaganych dopuszczeń ujawniają wiele informacji na temat jakości wyposażenia oraz kontroli procesu.
Obróbka z dopuszczalnymi odchyłkami standardowymi vs. ścisłymi
Wyobraź sobie dopuszczalne odchyłki jako akceptowalny zakres zmienności wymiarowej względem założonego projektu. Zgodnie ze standardami branżowymi typowe dopuszczalne odchyłki przy obróbce CNC wynoszą zwykle ±0,005 cala (0,13 mm) i są kontrolowane zgodnie z klasą średnia normy ISO 2768-1. Ten poziom odniesienia uwzględnia normalne wahania dokładności maszyn, wpływ czynników termicznych oraz zużycie narzędzi, umożliwiając przy tym opłacalne tempo produkcji.
Ale co się dzieje, gdy standardowe допуски nie są wystarczające? Części wykonane metodą CNC z wysoką precyzją wymagają zastosowania specjalistycznych podejść. Obróbka z wysoką precyzją może osiągać dopuszczenia nawet na poziomie ±0,001 cala (0,025 mm), podczas gdy w przypadku szczególnie wymagających zastosowań — takich jak instrumenty chirurgiczne — mogą być wymagane dopuszczenia w zakresie od ±0,0002 do ±0,0005 cala (0,005–0,013 mm). Jednak tylko około 1% części rzeczywiście wymaga dopuszczeń w tym skrajnym zakresie.
Części CNC o wysokiej precyzji różnią się od standardowych komponentów wykonanych metodą CNC w kilku kluczowych aspektach:
- Wymagania sprzętowe: Wysokoprecyzyjne wrzeciona z łożyskami ceramicznymi lub pneumatycznymi zapewniające bieganie osiowe poniżej 0,0001 cala
- Kontrola warunków środowiskowych: Obszary kontrolowane pod względem temperatury z utrzymywaniem stabilności w zakresie ±0,5 °C
- Weryfikacja jakości: Wzmocnione protokoły kontroli jakości z wykorzystaniem skalibrowanych przyrządów pomiarowych
- Czas obróbki: Niższe prędkości posuwu i obrotów w celu zminimalizowania odkształceń termicznych
Gdy precyzja ma największe znaczenie
Nie każda cecha Twojego elementu wymaga tego samego poziomu dokładności wymiarowej. Inteligentne określanie tolerancji oznacza stosowanie ścisłych tolerancji wyłącznie tam, gdzie tego wymaga funkcjonalność — np. powierzchnie styku, pasowania łożysk lub cechy krytyczne pod względem współosiowości — podczas gdy dla wymiarów nieistotnych zachowuje się tolerancje standardowe.
Rozważ poniższe scenariusze, w których zastosowanie precyzyjnie frezowanych części CNC uzasadnia poniesione inwestycje:
- Interfejsy montażowe: Elementy, które muszą dokładnie pasować do innych komponentów
- Zespolone elementy obrotowe: Wały i łożyska wymagające określonych pasowań
- Powierzchnie uszczelniające: Tam, gdzie dokładność wymiarowa zapobiega wyciekom
- Obudowy optyczne lub elektroniczne: Zastosowania wymagające precyzyjnej współosiowości
Frezowanie dużych elementów na maszynach CNC stwarza unikalne wyzwania związane z kontrolą tolerancji. Rozszerzalność cieplna staje się istotniejsza wraz ze wzrostem wymiarów części, co czyni warunki temperaturowo-stabilne jeszcze bardziej kluczowymi dla utrzymania precyzji przy obróbce dużych przedmiotów.
Związek pomiędzy kosztem a tolerancją
Oto rzeczywistość, której większość zakupujących nie dostrzega: dokonywanie coraz bardziej ścisłych dopasowań poza to, co jest konieczne pod względem funkcjonalnym, nie poprawia jakości Twojego elementu — jedynie zwiększa koszty. dane dotyczące precyzyjnego toczenia , przechodząc od standardowego toczenia do toczenia w kontrolowanej temperaturowo środowisku, zwiększa koszty o 25–50%, natomiast osiągnięcie najbardziej ścisłych dopasowań przy pełnej kontroli warunków środowiskowych może zwiększyć koszty o 100–200%.
Poniższa tabela wyjaśnia, co poszczególne klasy dokładności oznaczają dla Twojego projektu:
| Zakres tolerancji | Typowe zastosowania | Wpływ na koszty | Wymagane wyposażenie |
|---|---|---|---|
| ± 0,010" (± 0,25 mm) | Ogólne części przemysłowe, uchwyty, obudowy | Linia bazowa | Standardowe urządzenia CNC, normalne warunki warsztatowe |
| ±0,005 cala (±0,13 mm) | Zestawy funkcjonalne, komponenty samochodowe | zwiększenie o 10–25% | Dobrze utrzymywane maszyny, monitoring warunków klimatycznych |
| ±0,002 cala (±0,05 mm) | Wysokowydajne zastosowania motocyklowe i przemysłowe | zwiększenie o 50–100% | Precyzyjne wrzeciona, kontrola temperatury ±3 °C |
| ± 0,001" (± 0,025 mm) | Elementy lotnicze i kosmiczne, urządzenia medyczne | zwiększenie o 100–150% | Maszyny wysokiej precyzji, ulepszone uchwyty |
| ±0,0005 cala (±0,013 mm) | Instrumenty chirurgiczne, sprzęt optyczny | zwiększenie o 150–200% | Pełna kontrola środowiska, izolacja wibracji |
Wybór materiału wpływa również na osiągalne wymiary graniczne. Części wykonane z aluminium metodą frezowania CNC osiągają ścisłe допусki łatwiej niż części z tytanu ze względu na różnice w obrabialności. Tworzywa sztuczne stwarzają dodatkowe wyzwania — ich elastyczność oraz wrażliwość termiczna często ograniczają praktyczne dopuszczalne odchylenia do klasy średniej zgodnie ze standardem ISO 2768-1.
Przy komunikacji z producentami należy umieścić tabelę dopuszczalnych odchyleń bezpośrednio na rysunkach 2D, określając, które wymiary są krytyczne. Dzięki temu unika się nadmiernego określenia dopuszczeń i ułatwia się producentom przygotowanie dokładnej oferty cenowej. Zrozumienie tych zależności związanych z dopuszczalnymi odchyleniami przygotowuje Cię do kolejnego kluczowego aspektu: różne branże nakładają konkretne wymagania, które kształtują dobór producenta nie tylko na podstawie ogólnych możliwości obróbkowych.
Wymagania branżowe dotyczące produkcji części CNC
Czy zauważyłeś kiedyś, jak lokalna warsztatowa firma obróbkowa traktuje projekty inaczej niż zakład produkujący instrumenty chirurgiczne? To nie jest przypadek. Różne branże stawiają zupełnie inne wymagania wobec swoich partnerów – producentów części CNC, a zrozumienie tych różnic pozwala wybrać dostawców rzeczywiście wykwalifikowanych do realizacji Twojego konkretnego zastosowania, a nie tych, którzy jedynie deklarują szerokie możliwości.
Standardy obróbki mechanicznej w przemyśle motocyklowym
Podczas zakupu komponentów do zastosowań motocyklowych i samochodowych kluczowe staje się zapewnienie spójności w skali przemysłowej. Niezależnie od tego, czy szukasz warsztatu obróbkowego dla samochodów w pobliżu, czy oceniasz dostawców na skalę globalną, obróbka mechaniczna elementów motocyklowych i samochodowych wymaga specyficznych kompetencji, których mogą nie posiadać zakłady ogólnego przeznaczenia.
Sektor motocyklowy i samochodowy działa zgodnie z normą IATF 16949 – światowym standardem zarządzania jakością w branży motocyklowej i samochodowej, który łączy zasady normy ISO 9001 z wymaganiami specyficznymi dla tej branży. Certyfikacja ta to nie tylko dokumentacja; stanowi ona podstawową deklarację zaangażowania w:
- Zapobieganie wadom: Systemy zaprojektowane tak, aby wykrywać problemy jeszcze przed ich dotarciem na linię montażową
- Ciągłe doskonalenie: Dokumentowane procesy zapewniające ciągłe poprawy efektywności i jakości
- Nadzór nad dostawcami: Ścisła kwalifikacja i monitorowanie źródeł materiałów
- Śledzalność produktu: Kompletna dokumentacja od surowca po gotowy komponent
Warsztat silnikowy zajmujący się komponentami układu napędowego stoi przed innymi wyzwaniami niż warsztat wykonywający blachy karoserii. Części do obróbki CNC w przemyśle motocyklowym i samochodowym muszą wytrzymać wibracje, cykle termiczne oraz obciążenia mechaniczne przez setki tysięcy kilometrów. Oznacza to, że producenci potrzebują solidnych kontroli procesowych, które zapewniają, że każda część — niezależnie od tego, czy jest pierwszą, czy dziesięciotysięczną — spełnia identyczne specyfikacje.
Wymagania dotyczące produkcji urządzeń medycznych
Produkcja urządzeń medycznych odbywa się w środowisku regulacyjnym, w którym błędy mogą mieć konsekwencje decydujące o życiu lub śmierci. Tak wysokie ryzyko wymaga ram certyfikacyjnych znacznie surowszych niż te stosowane w ogólnych zastosowaniach przemysłowych.
ISO 13485 stanowi wyznacznikowy standard zarządzania jakością w produkcji urządzeń medycznych. Certyfikacja ta wymaga:
- Zarządzanie ryzykiem: Systematyczne identyfikowanie i łagodzenie potencjalnych trybów awarii
- Kontrolę projektowania: Dokumentowane walidacje zapewniające, że części funkcjonują zgodnie z przeznaczeniem
- Pełna śledzalność: Każdy komponent można śledzić w odniesieniu do konkretnych partii materiałów, maszyn i operatorów
- Obsługa skarg: Formalne procedury badania i rozwiązywania problemów jakościowych
- Uwagi dotyczące sterylności: Wybór materiałów i powłok uwzględniający wymagania sterylizacji
Ponad standard ISO 13485, obiekty produkcyjne muszą przestrzegać przepisów FDA 21 CFR Part 820 – przepisów dotyczących systemu zarządzania jakością obowiązujących w USA w zakresie produkcji wyrobów medycznych. Te połączone wymagania zapewniają, że instrumenty chirurgiczne, implanty oraz sprzęt diagnostyczny spełniają rygorystyczne normy bezpieczeństwa i wydajności.
Precyzja na poziomie przemysłu lotniczego
Produkcja w przemyśle lotniczym stanowi zapewne najbardziej wymagające środowisko certyfikacyjne w zakresie precyzyjnej obróbki skrawaniem. Gdy komponenty działają na wysokości 30 000 stóp, jakość nie jest kwestią negocjacji – jest kluczowa dla przetrwania.
AS9100 opiera się na podstawie ISO 9001, dodając jednocześnie wymagania specyficzne dla branży lotniczej, które odróżniają wykwalifikowanych producentów od ogólnych warsztatów maszynowych:
- Zarządzanie konfiguracją: Ścisłe kontrole zapewniające prawidłowe udokumentowanie i wdrożenie zmian projektowych
- Inspekcja pierwszego wyrobu (FAI): Kompleksowa weryfikacja zgodności wyrobów produkcyjnych z zatwierdzonymi projektami
- Zapobieganie zanieczyszczeniom przez obce przedmioty (FOD): Protokoły zapobiegające zanieczyszczeniu krytycznych zespołów
- Zapobieganie fałszerstwom: Kontrole łańcucha dostaw zapewniające autentyczność materiałów
- Kontroli procesów szczególnych: Wzmocnione nadzorowanie operacji krytycznych, takich jak hartowanie, powlekanie oraz inne procesy podobne
Wiele programów lotniczych wymaga również certyfikacji NADCAP dla procesów specjalnych. W przeciwieństwie do ogólnych certyfikatów, NADCAP analizuje kontrole procesów specyficznych na poziomie szczegółowym — potwierdzając, że hartowanie, obróbka chemiczna oraz badania nieniszczące spełniają najwyższe standardy obowiązujące w branży.
W przypadku prac związanych z obroną wymagane jest przestrzeganie przepisów ITAR (International Traffic in Arms Regulations – międzynarodowe przepisy dotyczące handlu materiałami wojskowymi), co stanowi dodatkowy poziom wymagań. ITAR reguluje obchodzenie się z poufnymi danymi technicznymi i komponentami, wymagając rejestracji w Departamencie Stanu USA oraz stosowania ścisłych protokołów bezpieczeństwa informacji.
Porównanie certyfikatów: dopasowanie wymagań do zastosowań
Zrozumienie, które certyfikaty są istotne dla danego zastosowania, pozwala uniknąć zarówno nadmiernych kosztów nadmiernego certyfikowania, jak i ryzyka współpracy z dostawcą niedostatecznie zakwalifikowanym.
| Certyfikacja | Główna branża | Główne obszary zainteresowania | Dlaczego to ważne? |
|---|---|---|---|
| ISO 9001 | Produkcja ogólna | Systemy zarządzania jakością, ciągłe doskonalenie | Podstawowy certyfikat potwierdzający zaangażowanie w obszarze jakości |
| IATF 16949 | Motoryzacyjny | Zapobieganie wadom, nadzór nad dostawcami, śledzalność | Wymagany przez główne producentów OEM; 67% producentów samochodowych OEM wymaga przynajmniej certyfikatu ISO 9001 |
| AS9100 | Aeronautyka i kosmonautyka | Zarządzanie ryzykiem, kontrola konfiguracji, pierwsza inspekcja akceptacyjna (FAI) | Niezbędny do uczestnictwa w łańcuchu dostaw przemysłu lotniczego i kosmicznego |
| ISO 13485 | Urządzenia medyczne | Zarządzanie ryzykiem, śledzalność, zgodność z przepisami prawno-regulacyjnymi | Wymagane dla komponentów urządzeń medycznych regulowanych przez FDA |
| NADCAP | Lotnictwo/Obrona | Akredytacja procesów specjalnych | Potwierdza zdolności w zakresie obróbki cieplnej, nieniszczącej kontroli jakości (NDT) oraz przetwarzania chemicznego |
| ITAR | Obrona | Bezpieczeństwo informacji, kontrola eksportu | Obowiązkowe dla danych technicznych i komponentów związanych z obronnością |
Oto czego wielu kupujących nie zauważa: certyfikaty nie są wzajemnie wymienne. Warsztat mechaniczny samochodowy posiadający certyfikat IATF 16949 wykazuje kompetencje specyficzne dla branży motocyklowej i samochodowej, jednak ten certyfikat nie uprawnia go do wykonywania prac w branży lotniczej i kosmicznej, które wymagają certyfikatu AS9100. Podobnie warsztat produkcyjny posiadający jedynie certyfikat ISO 9001 może nie spełniać wymagań dotyczących specjalizowanych systemów zarządzania jakością stosowanych w zastosowaniach medycznych lub lotniczych.
Według badania branżowe zgodnie z danymi, firmy posiadające certyfikaty specyficzne dla danej branży zawierają średnio o 15% więcej umów niż te, które mają jedynie ogólne certyfikaty jakości. Inwestycja w certyfikację branżową sygnalizuje zakres kompetencji i zaangażowanie, które zespoły zakupowe potrafią rozpoznać.
Podczas oceny potencjalnych partnerów produkcyjnych sprawdź bezpośrednio ich certyfikaty — zażądaj kopii certyfikatów i potwierdź ich aktualny status u wydających je instytucji. Ta staranna kontrola nabiera jeszcze większego znaczenia przy rozważaniu opcji wykańczania powierzchni, które mają istotny wpływ zarówno na wydajność elementów, jak i na zgodność z przepisami regulacyjnymi w wymagających zastosowaniach.
Opcje wykańczania powierzchni dla części frezowanych CNC
Wybrałeś/-aś odpowiednią metodę obróbki, materiał oraz допuszczalne odchyłki — jednak istnieje jeszcze jeden czynnik, który może zadecydować o sukcesie lub porażce projektu. Wykańczanie powierzchni przekształca surowe części frezowane CNC z funkcjonalnych komponentów w gotowe wyroby przeznaczone do montażu lub użytkowania końcowego. Zrozumienie dostępnych opcji pozwala jasno przekazać specyfikacje każdemu producentowi części frezowanych CNC i zapewnia, że elementy będą działać dokładnie zgodnie z zamierzeniem.
Wykańczanie funkcjonalne vs. estetyczne
Oto różnica, którą często pomijają zakupujący: nie każdy wykończenie spełnia tę samą funkcję. Niektóre wykończenia mają przede wszystkim na celu poprawę wyglądu, podczas gdy inne zapewniają kluczowe korzyści funkcyjne, takie jak ochrona przed korozją lub zwiększone odporność na zużycie. Mądra specyfikacja oznacza wybór wykończenia w oparciu o rzeczywiste wymagania, a nie automatyczne wybieranie droższych opcji, których w ogóle nie potrzebujesz.
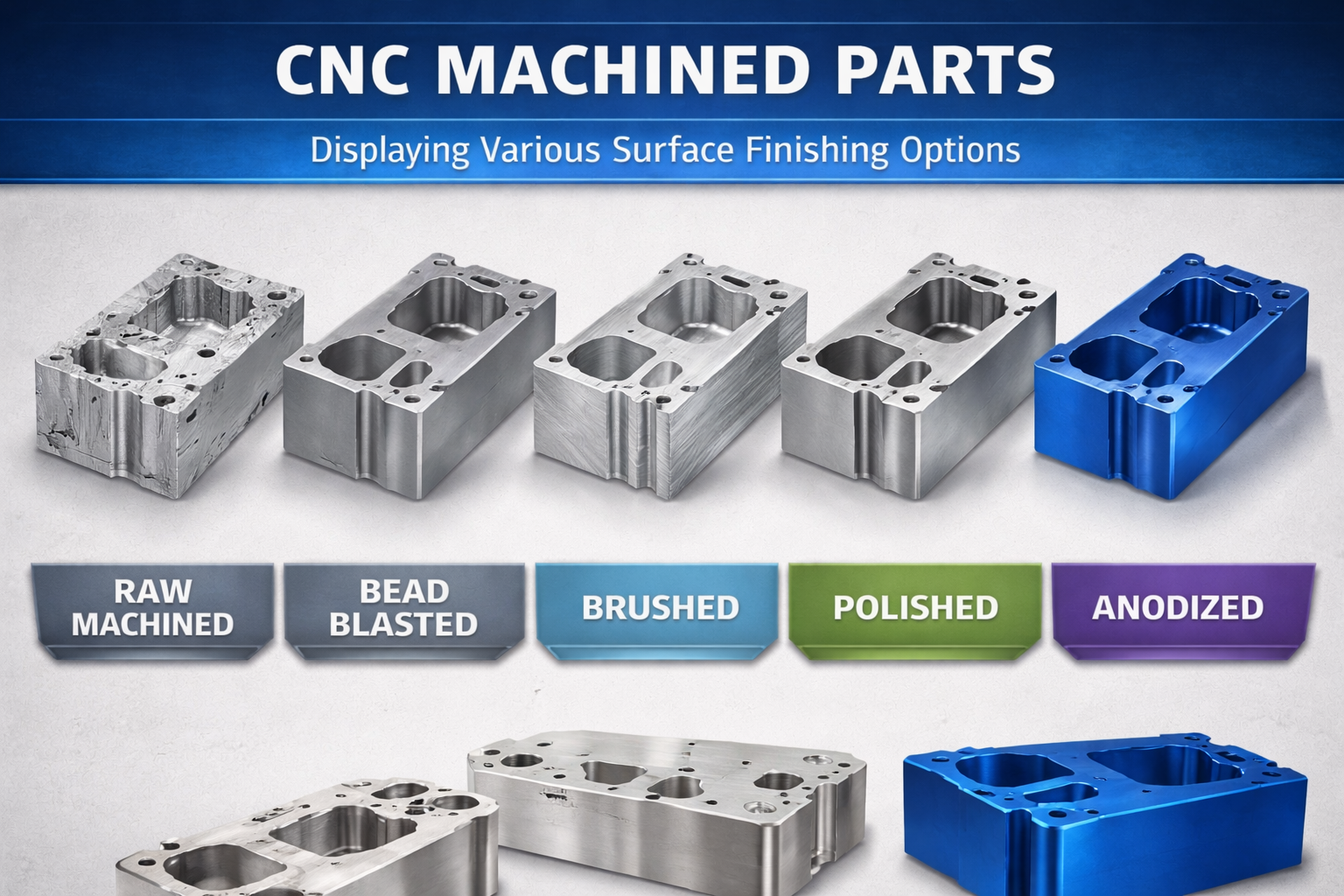
Powierzchnia po obróbce
Najtańszą opcją jest pozostawienie części frezowanych CNC w stanie po obróbce, z teksturą powierzchniową uzyskaną podczas frezowania. Zgodnie ze standardami przemysłowymi dotyczącymi wykończeń, typowe wykończenia po obróbce mieszczą się w zakresie od 1,6 μm Ra (standard przemysłowy dla zastosowań ogólnych) do 3,2 μm Ra dla części, u których jakość powierzchni nie ma istotnego znaczenia. To wykończenie nadaje się dobrze w przypadku:
- Części, które będą ukryte z widoku w gotowych złożeniach
- Tekstura powierzchni nie wpływa na funkcjonalność
- Ograniczenia budżetowe wymuszają redukcję kosztów
- Części zostaną dodatkowo wykończone na późniejszym etapie łańcucha dostaw
Polerowanie i polerowanie
Gdy ważna jest atrakcyjność wizualna, szlifowanie usuwa ślady obróbki skrawaniem i tworzy gładkie, lśniące powierzchnie. Uzyskanie chropowatości Ra na poziomie 0,4 μm zapewnia niemal lustro-like wykończenie, niezbędne dla komponentów, w których wymagana jest minimalna tarcie lub premiumowy wygląd. Jednak ta gładkość ma swoją cenę — szlifowanie zazwyczaj znacznie wydłuża czas obróbki i zwiększa koszty produkcji części frezowanych.
Wyrzucanie z wiązki
Ten proces mechaniczny polega na uderzaniu kulek szklanych w powierzchnię części, co tworzy jednolitą matową teksturę. Piaskowanie kulkami skutecznie usuwa drobne niedoskonałości powierzchniowe oraz przygotowuje części do kolejnych procesów nanoszenia powłok. Jest szczególnie popularne w przypadku produktów wykonanych metodą CNC, gdzie pożądane jest spójne, nielustrujące wykończenie bez dodatkowych kosztów związanych ze szlifowaniem.
Powłoki ochronne dla surowych warunków eksploatacji
Gdy Twoje części są narażone na działanie korozji wywołanej chemikaliami, na wpływ czynników atmosferycznych lub na wymagające warunki pracy, powłoki ochronne stają się niezbędne, a nie opcjonalne.
Anodowanie
Anodowanie tworzy trwałą warstwę tlenku na elementach aluminiowych, znacznie poprawiając odporność na korozję oraz twardość powierzchni. Trzy typy spełniają różne potrzeby:
- Typ I (kwas chromowy): Najcieńsza warstwa zachowująca ścisłe допусki; preferowana w zastosowaniach lotniczych i kosmicznych wymagających odporności na zmęczenie materiału
- Typ II (kwas siarkowy): Najczęstsza opcja zapewniająca optymalny balans między kosztem a wydajnością; umożliwia barwienie barwnikami w celu estetycznej personalizacji
- Typ III (Hardcoat): Najgrubsza i najtrwalsza warstwa przeznaczona do zastosowań przemysłowych i wojskowych wymagających ekstremalnej odporności na zużycie
Malowanie proszkowe
To wszechstronne wykończenie polega na naniesieniu suchego proszku metodą elektrostatyczną, po czym poddaje się go utwardzaniu termicznemu, w wyniku czego powstaje wytrzymałą, ochronną warstwa. Powłoki proszkowe charakteryzują się wyjątkową odpornością na uderzenia, chemikalia oraz działanie promieni UV. Dzięki szerokiemu wyborowi kolorów zapewniają zarówno funkcjonalną ochronę, jak i atrakcyjny wygląd — co czyni je idealnym rozwiązaniem dla produktów konsumenckich oraz sprzętu przeznaczonego do użytku na zewnątrz.
Opcje powlekania
Pokrywanie metalami polega na osadzaniu cienkich warstw ochronnych lub funkcyjnych metali na powierzchniach elementów:
- Nikiel chemiczny: Jednolita powłoka bez zastosowania prądu elektrycznego; zapewnia doskonałą odporność na korozję oraz twardość na złożonych geometriach
- Chromowanie: Daje błyszczące, odbijające światło powierzchnie o dobrej odporności na zużycie
- Zinkoplasty: Opłacalna ochrona przed korozją, powszechnie stosowana w zastosowaniach motocyklowych i samochodowych
- Złote pokrycie: Wysoka przewodność elektryczna dla łączników elektronicznych
Pasywacja
Dla produktów ze stali nierdzewnej wykonanych metodą frezowania CNC proces pasywacji zwiększa naturalną odporność na korozję poprzez usunięcie wolnego żelaza z powierzchni oraz wspieranie tworzenia się ochronnej warstwy tlenkowej. To zabieg chemiczny jest niezbędny w przypadku komponentów stosowanych w medycynie i przemyśle spożywczym, gdzie kluczowe jest zapobieganie zanieczyszczeniom.
Wybór wykończenia w zależności od zastosowania
Wybór odpowiedniego wykończenia wymaga zrównoważenia potrzeb związanych z ochroną, wymaganiami estetycznymi oraz ograniczeniami budżetowymi. Poniższa tabela zawiera wskazówki dotyczące dopasowania wykończeń do typowych zastosowań:
| Typ wykończenia | Poziom ochrony | Wygląd | Najlepsze zastosowania | Koszt względny |
|---|---|---|---|---|
| Bez dodatkowego wykończenia | Niski | Widoczne ślady narzędzi; wygląd funkcjonalny | Komponenty wewnętrzne, prototypy, ukryte części | $ |
| Wyrzucanie z wiązki | Niski-średni | Jednolita matowa tekstura | Urządzenia elektroniczne dla konsumentów, przygotowanie do nanoszenia powłoki | $$ |
| Polerowanie | Niski | Wysokiej jakości połysk, wykańczanie lustrzane | Urządzenia medyczne, elementy dekoracyjne, obudowy optyczne | $$$ |
| Anodowanie (Typ II) | Średni-Wysoki | Matowe lub satynowe; dostępne w wielu kolorach | Uchwyty do przemysłu lotniczego, produkty konsumenckie, obudowy urządzeń elektronicznych | $$ |
| Anodowanie (typ III) | Bardzo wysoki | Zazwyczaj ciemnoszare lub czarne | Sprzęt wojskowy, maszyny przemysłowe, powierzchnie narażone na zużycie | $$$ |
| Malowanie proszkowe | Wysoki | Szeroki zakres kolorów; gładkie lub teksturowane | Wyposażenie zewnętrzne, części samochodowe, towary konsumenckie | $$ |
| Niklowanie bezzapadowe | Wysoki | Jasne wykończenie metaliczne | Złożone geometrie, elementy hydrauliczne, zawory | $$$ |
| Chromyzowanie | Średni-Wysoki | Wysoko odbijające, lustrzane | Ozdobne elementy wyposażenia samochodowego, dekoracyjne elementy metalowe | $$$$ |
| Pozostałe | Średni | Chromian srebrno-niebieski lub żółty | Wsporniki, śruby i inne elementy mocujące, komponenty dna samochodu | $$ |
Zgodnie z szacunkami kosztów wykończenia, proste rodzaje wykończenia, takie jak piaskowanie, zwykle kosztują od 30 do 50 USD za element, podczas gdy anodowanie lub niklowanie chemiczne mogą kosztować od 100 do 200 USD za element – w zależności od rozmiaru i złożoności. Planowanie tych kosztów na etapie projektowania pozwala uniknąć niespodzianek budżetowych.
Wybór wykończenia wpływa również na czas realizacji. Proste rodzaje wykończenia wydłużają produkcję o kilka godzin, natomiast złożone procesy, takie jak anodowanie lub galwanizacja, przedłużają harmonogram o 24–48 godzin – nie uwzględniając czasu przygotowania i utwardzania. Oceniając dostawców, należy upewnić się, czy posiadają oni własne możliwości wykończenia, czy też korzystają z usług zewnętrznych, co może wiązać się z dodatkowym czasem transportu oraz zwiększoną złożonością koordynacji.
Zrozumienie opcji wykończenia przygotowuje Cię na kolejny kluczowy czynnik wpływający na wybór producenta: sposób, w jaki różne czynniki kosztowe łączą się, aby określić końcową cenę za pojedynczą część — oraz miejsca, w których istnieje możliwość zoptymalizowania inwestycji bez utraty jakości.
Czynniki kosztowe wpływające na cenę części wykonanych metodą CNC
Oto pytanie, które zaskakuje wielu zakupujących: dlaczego dwie pozornie podobne części otrzymują znacznie różniące się oferty cenowe? Odpowiedź tkwi w zrozumieniu ukrytych czynników kosztowych decydujących o cenie części produkowanych metodą CNC. Niezależnie od tego, czy współpracujesz z lokalnym producentem części obrobionych skrawaniem, czy z globalną fabryką części CNC, te same podstawowe czynniki kształtują ostateczną fakturę.
Rzeczywiste czynniki kosztowe w produkcji CNC
Gdy złożysz zapytanie ofertowe na niestandardowe części obrobione metodą CNC, producenci oceniają wiele zmiennych, które łączą się i wpływają na cenę za pojedynczą część. Zgodnie z analizą cen rynkowych , te czynniki są uporządkowane według stopnia wpływu — od najwyższego do najniższego:
- Złożoność projektu: Skomplikowane projekty z szczegółowymi cechami lub złożonymi geometriami wymagają bardziej obszernego programowania, dodatkowych ustawień maszyn oraz czasem narzędzi specjalistycznych. Proste projekty kosztują około 20 USD za godzinę obróbki, podczas gdy dla części złożonych stawki wzrastają do 35–70 USD za godzinę.
- Wybór materiału: Koszty surowców różnią się znacznie — cena aluminium wynosi 5–10 USD za funt, podczas gdy stal nierdzewna kosztuje 8–16 USD za funt. Poza ceną materiału, łatwość obrabialności wpływa na czas cyklu i zużycie narzędzi, co dodatkowo zwiększa koszty.
- Wymagania dotyczące tolerancji: Ścisłe допусki wymagają niższych prędkości obróbki, częstszej wymiany narzędzi oraz wzmocnionych kontroli jakości. Określenie tolerancji ±0,001 cala zamiast ±0,005 cala może zwiększyć czas obróbki o 50% lub więcej.
- Objętość produkcji: Koszty stałe, takie jak programowanie i przygotowanie maszyny, rozkładają się na wszystkie sztuki. W przypadku małych serii koszt jednostkowy jest wyższy, natomiast duże serie korzystają ze skali ekonomicznej.
- Typ maszyny: Maszyny trójosiowe kosztują zwykle 10–20 USD za godzinę, podczas gdy maszyny pięcioosiowe kosztują 20–40 USD za godzinę ze względu na swoje zaawansowane możliwości i złożoność obsługi.
- Wymagania dotyczące wykończenia: Każde dodatkowe wykończenie — anodowanie, pokrywanie metalami, polerowanie — zwiększa koszty pracy, czasu pracy maszyn oraz materiałów w ramach projektu.
Zrozumienie tej hierarchii pozwala określić priorytety optymalizacji. Niewielka zmiana stopnia złożoności projektu często przynosi większe oszczędności niż zmiana materiału.
Ceny zależne od ilości i korzyści skali
Wyobraź sobie zamówienie jednego prototypu w porównaniu do zamówienia 1000 części produkcyjnych. Programowanie, przygotowanie dokumentacji CAD oraz uruchomienie maszyny odbywają się tylko raz — niezależnie od ilości zamówionych sztuk. Powoduje to odwrotną zależność między objętością zamówienia a kosztem przypadającym na jedną sztukę, którą eksperci z zakresu produkcji części maszynowych uznają za najskuteczniejszy dostępny mechanizm obniżania kosztów.
Oto jak wygląda to w praktyce:
- Jednostka pojedyncza: Pełne koszty przygotowania i programowania ponoszone przez jedną sztukę — najwyższa cena jednostkowa
- 5 sztuk: Cena jednostkowa spada o około 50% w porównaniu do ceny za pojedynczą sztukę
- 100 sztuk: Koszty przygotowania stają się pomijalne w przypadku każdej sztuki; dominującymi czynnikami cenotwórczymi są koszty materiału oraz czas cyklu
- 1000+ sztuk: Cena jednostkowa może spaść do 10–20% kosztu pojedynczej sztuki
Dla części tokarskich przeznaczonych do produkcji konsolidacja zamówień w większe partie — nawet jeśli oznacza to utrzymanie pewnych zapasów — często znacznie obniża całkowite koszty projektu. Wielu producentów części do obróbki CNC oferuje struktury cenowe z rabatami za objętość zamówienia.
Małe ilości zamówień stwarzają również praktyczne wyzwania. Zgodnie z danymi branżowymi wiele dostawców stosuje minimalne wymagania dotyczące wielkości zamówienia, które mogą przekraczać potrzeby związane z niskowolumenową produkcją. Podczas prototypowania należy uwzględnić tę rzeczywistość w procesie wyboru dostawcy.
Równowaga między jakością a budżetem
Każda decyzja projektowa podjęta przed wysłaniem plików do zakładu produkującego części do obróbki CNC wpływa na możliwość ich wytworzenia — oraz na koszty. Przemyślni zakupujący zoptymalizowują swoje projekty pod kątem produkcji, a nie traktują obróbkę CNC jako czynność wtórną.
Rozważ następujące strategie projektowe zmniejszające koszty bez utraty funkcjonalności:
- Unikaj głębokich wnęk: Puste przestrzenie o głębokości znacznie większej niż szerokość wymagają specjalistycznych narzędzi i wolniejszych prędkości obróbki
- Używaj standardowych średnic otworów: Stosowanie standardowych wiertów o krokach zgodnych z normą (kroki co 1/64 cala) eliminuje konieczność stosowania narzędzi niestandardowych
- Zaokrąglone narożniki wewnętrzne: Ostre narożniki wewnętrzne wymagają specjalistycznych narzędzi i zwiększają złożoność — zaokrąglij te krawędzie
- Zwiększ grubość ścianek: Elementy o cienkich ściankach wymagają dokładniejszej kontroli i specjalistycznego uchwytu, co zwiększa koszty
- Ogranicz gwintowanie: Każdy element z gwintem wydłuża czas obróbki; tam, gdzie to możliwe, rozważ zastosowanie alternatywnych metod łączenia
- Pomiń zbędny tekst: Wytłaczanie lub grawerowanie wydłuża czas pracy maszyny bez dodatkowej wartości funkcjonalnej, chyba że jest wymagane do identyfikacji
Związek między czasami realizacji a cenami również zasługuje na uwagę. Standardowe czasy realizacji pozwalają producentom efektywnie zaplanować Twoje zlecenie wraz z innymi projektami. Zlecenia pilne – zwłaszcza te wymagające przyspieszonego zakupu materiałów lub nadgodzin – mogą zwiększyć koszty o 25–50% lub więcej. Planowanie z wyprzedzeniem pozostaje najbardziej pomijaną strategią redukcji kosztów.
Przy porównywaniu ofert dotyczących niestandardowych części frezowanych CNC oraz standardowych elementów z katalogu należy pamiętać, że wykonanie niestandardowe wiąże się z nieuniknionymi kosztami programowania i przygotowania maszyn. Jednocześnie jednak części niestandardowe dostarczają dokładnie tego, czego wymaga Twoje zastosowanie, co potencjalnie pozwala uniknąć dodatkowych operacji obróbkowych lub etapów montażu, które mogłyby być konieczne przy użyciu standardowych komponentów.
Praktyczne podejście obejmuje zastosowanie poniższego wzoru do oszacowania, czy projekt jest finansowo uzasadniony:
Szacowany koszt = (Koszt materiału + Koszt przygotowania) + (Czas obróbki × Stawka godzinowa) + Koszt wykończenia
Ten podział pozwala zidentyfikować, które składniki kosztów oferują największy potencjał optymalizacji dla konkretnego projektu. Mając takie zrozumienie czynników wpływających na koszty, jesteś gotowy do oceny potencjalnych partnerów produkcyjnych pod kątem tych aspektów, które rzeczywiście mają znaczenie — ich kompetencji, systemów zapewnienia jakości oraz zdolności do dostarczania spójnych wyników w konkurencyjnych cenach.

Jak wybrać odpowiedniego producenta części CNC
Opanowałeś podstawy techniczne — procesy, materiały, wymagane dokładności i wykończenia powierzchni. Teraz nadszedł moment decyzji, która określa, czy cała ta wiedza przekształci się w pomyślne wykonanie części: wybór odpowiedniego partnera produkcyjnego. Wybór dostawcy części do obróbki CNC nie sprowadza się jedynie do znalezienia najniższej oferty cenowej. Chodzi o wybranie partnera, którego kompetencje, systemy zapewnienia jakości oraz praktyki komunikacyjne są zgodne z wymaganiami Twojego projektu.
Ocena możliwości producenta
Przy ocenie potencjalnych producentów części obrobionych należy zastosować systematyczne podejście wykraczające poza powierzchowne deklaracje. Zgodnie z najlepszymi praktykami branżowymi ocena dostawców CNC wymaga przeanalizowania wielu aspektów ich działalności.
Ocena sprzętu i technologii
Dostawca części obrobionych wyposażony w nowoczesne centra frezarskie wieloosiowe wykazuje zdolność do realizacji złożonych geometrii. Nie ograniczaj się jednak jedynie do liczby maszyn — sprawdź następujące konkretne czynniki:
- Wiek i stan maszyny: Nowsze urządzenia zazwyczaj zapewniają ścisłe tolerancje przy mniejszej liczbie przestojów
- Integracja oprogramowania CAD/CAM: Współczesne oprogramowanie umożliwia szybsze programowanie oraz zmniejsza liczbę błędów tłumaczeniowych wynikających z plików projektowych
- Możliwości automatyzacji: Załadowanie robota, systemy paletowe oraz obróbka bezobsługowa (lights-out machining) świadczą o wydajności produkcji
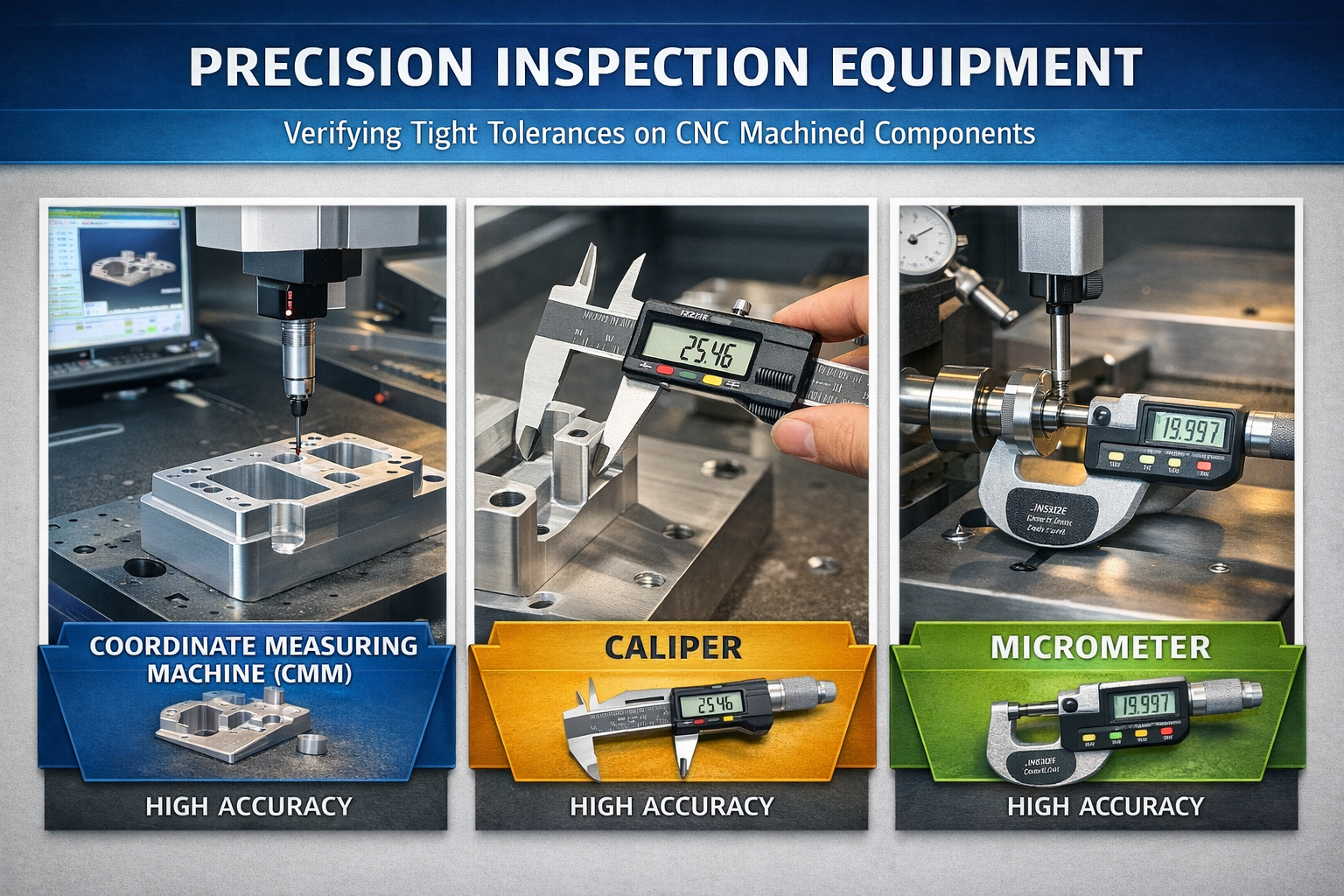
- Sprzęt kontrolny: Maszyny pomiarowe współrzędnościowe (CMM), porównacze optyczne oraz testery chropowatości powierzchni pozwalają zweryfikować deklaracje dotyczące dokładności
Ekspertyza materiałowa stanowi kolejny kluczowy wskaźnik kompetencji. Producenty elementów frezowanych, którzy mają doświadczenie w obróbce konkretnego materiału stosowanego w Państwa produkcie — niezależnie od tego, czy jest to aluminium, tytan czy tworzywa inżynierskie — potrafią przewidywać trudności związane z obróbką i odpowiednio optymalizować procesy. Szeroka oferta materiałów świadczy o kompetencjach technicznych oraz elastyczności w różnych zastosowaniach.
Ocena zdolności produkcyjnych
Czy producent jest w stanie obsłużyć zarówno obecne zamówienie, jak i przyszły wzrost zapotrzebowania? Oceń następujące wskaźniki pojemności:
- Liczba maszyn przeznaczonych specjalnie do wykonywania Państwa rodzaju części (frezarki, tokarki lub maszyny EDM)
- Harmonogram zmian — jedna, dwie lub 24/7
- Aktualny stopień wykorzystania mocy produkcyjnej oraz typowe czasy realizacji zamówień
- Możliwość skalowania produkcji — od ilości prototypowych do pełnych serii produkcyjnych
Dostawca dysponujący skalowalną pojemnością zmniejsza ryzyko powstania wąskich gardeł, gdy projekt przechodzi od etapu prototypowania do pełnej produkcji. W zastosowaniach motocyklowych i samochodowych producenci tacy jak Shaoyi Metal Technology ilustrują tę zdolność, oferując szybkie prototypowanie z czasami realizacji tak krótkimi jak jeden dzień roboczy, przy jednoczesnej bezproblemowej skalowalności do objętości produkcji masowej — kombinacja ta wspiera elastyczne cykle rozwoju produktu.
Systemy zapewnienia jakości, które mają znaczenie
Poza certyfikatami umieszczonymi na stronach internetowych kluczowe jest zrozumienie, w jaki sposób producenci rzeczywiście wdrażają kontrolę jakości — to właśnie ten aspekt odróżnia wiarygodnych partnerów od tych, którzy jedynie spełniają formalne wymagania zgodności.
Sterowanie procesem statystycznym (spc)
Statystyczna kontrola procesów (SPC) stanowi standard złota w monitorowaniu procesów w precyzyjnej produkcji. Zamiast dokonywać kontroli gotowych części — po wystąpieniu wad — SPC śledzi zmienne procesowe w czasie rzeczywistym, umożliwiając operatorom wykrycie odchylenia jeszcze przed wytworzeniem niewłaściwych elementów.
Według badania w zakresie zarządzania jakością , skuteczne wdrożenie SPC przynosi mierzalne korzyści:
- Wczesne wykrywanie zużycia narzędzi przed wpływem na dokładność wymiarową
- Metryki zdolności procesu (wartości Cpk) potwierdzające spójną wydajność
- Analizę trendów zapobiegającą przesunięciu się parametrów w kierunku granic tolerancji
- Dokumentacja potwierdzająca spełnienie wymagań dotyczących śledzalności
Przy ocenie potencjalnego dostawcy komponentów do obróbki CNC należy zapytać o wdrożenie statystycznej kontroli procesu (SPC). Producentom stosującym systemy zapewnienia jakości oparte na SPC — takie jak zakłady certyfikowane zgodnie z normą IATF 16949 — charakterystyczna jest postawa skupiona na zapobieganiu wadom, a nie tylko na ich wykrywaniu.
Protokoły kontroli jakości
Skuteczna kontrola jakości wykracza poza posiadanie drogiego sprzętu pomiarowego. Należy zbadać proces kontroli jakości u producenta:
- Inspekcja pierwszego wyrobu (FAI): Kompleksowa weryfikacja wymiarowa przed rozpoczęciem serii produkcyjnej
- Inspekcja w trakcie procesu: Regularne kontrole podczas produkcji umożliwiające wczesne wykrywanie problemów
- Ostateczna inspekcja: Pełna weryfikacja zgodności z Państwa specyfikacjami przed wysyłką
- Dokumentacja: Sprawozdania z kontroli jakości, certyfikaty materiałów oraz dokumenty potwierdzające śledzalność
Najlepsi dostawcy utrzymują wskaźnik reklamacji znacznie poniżej średnich wartości branżowych dzięki systemowym podejściom jakościowym. Podwójne procedury testowe — kontrola w miejscu produkcji oraz niezależna weryfikacja — ograniczają liczbę wadliwych wyrobów dotykających klientów do ułamków procenta.
Czerwone flagi, na które należy zwrócić uwagę
Doświadczenie uczy kupujących rozpoznawania sygnałów ostrzegawczych wskazujących na przyszłe problemy. Zwracaj uwagę na następujące wskaźniki podczas oceny:
- Niejasne deklaracje możliwości: Producenci niepotrafiący określić możliwości tolerancji lub wiedzy specjalistycznej dotyczącej materiałów mogą nie posiadać rzeczywistej kompetencji
- Ceny znacznie niższe niż u konkurencji: Nieprawidłowo niskie oferty często wskazują na skróty w zakresie materiałów, kontroli jakości lub ukrytych opłat pojawiających się później
- Niechęć do przedstawienia referencji: Ustalone dostawcy chętnie udostępniają dane kontaktowe swoich klientów w celu weryfikacji zdolności
- Słaba reaktywność w komunikacji: Wolne lub niekompletne odpowiedzi w trakcie przygotowywania oferty wskazują na podobne problemy w trakcie produkcji
- Brak certyfikatów lub wygasłe certyfikaty: Zawsze sprawdzaj aktualność certyfikatów bezpośrednio u organów wydających je
- Brak dedykowanego zarządzania projektami: Złożone komponenty CNC wymagają wsparcia technicznego na każdym etapie produkcji — dostawcy bez wsparcia inżynierskiego pozostawiają Cię samemu radzenie sobie z problemami
Zgodnie z badaniami oceny dostawców przejrzysta struktura cen jest równie ważna co końcowa kwota. Szczegółowa oferta zawierająca rozkład kosztów materiałów, czasu obróbki i usług wykańczających wskazuje na dostawcę, który dobrze rozumie własną strukturę kosztów — a tym samym może zapewnić stałość cen i jakości.
Budowanie produktywnych relacji z dostawcami
Znalezienie odpowiedniego producenta to tylko początek. Maksymalizacja wartości wymaga budowania współpracy opartej na partnerstwie, korzystnej dla obu stron.
Zasady komunikacji
Jasna komunikacja zapobiega nieporozumieniom, które powodują opóźnienia, konieczność ponownej pracy i frustrację. Oceń potencjalnych partnerów pod kątem:
- Czasu reakcji na zapytania techniczne
- Dostępności wsparcia inżynierskiego w zakresie optymalizacji projektu
- Proaktywnej komunikacji dotyczącej statusu produkcji lub możliwych problemów
- Umiejętności językowych odpowiadających potrzebom Twojego zespołu
Dostawcy oferujący dedykowanych menedżerów projektów zapewniają lepsze wsparcie w całym cyklu projektowania i produkcji. Ten pojedynczy punkt kontaktu upraszcza koordynację i zapewnia, że Twoje wymagania nie zostaną utracone w komunikacji między działami.
Korzyści wynikające ze strategicznego partnerstwa
Traktowanie zakupu części do maszyn CNC jako czysto transakcyjnego działania ogranicza wartość, jaką można uzyskać z relacji produkcyjnych. Długoterminowe partnerstwa przynoszą korzyści, których nie da się osiągnąć przy jednorazowych zamówieniach:
- Optymalizacja procesów: Dostawcy dobrze znający Twoje części stale poprawiają efektywność procesów
- Priorytetowe planowanie: Ustalone relacje często oznaczają preferencyjne traktowanie w okresach ograniczonej dostępności mocy produkcyjnej
- Wprowadzenie projektu: Doświadczeni partnerzy wykrywają problemy z wykonalnością technologiczną jeszcze zanim staną się one kosztownymi błędami
- Programy zapasów: Zamówienia ramowe oraz systemy typu kanban zmniejszają Twoje koszty związane z utrzymywaniem zapasów
Lista kontrolna oceny producentów
Korzystaj z tej kompleksowej listy kontrolnej podczas porównywania potencjalnych dostawców komponentów do obróbki CNC:
| Kategoria oceny | Kluczowe pytania | Czego szukać |
|---|---|---|
| Zdolności techniczne | Jakie typy maszyn i konfiguracje osi są dostępne? Jakie systemy CAD/CAM są wykorzystywane? | Maszyny wieloosiowe, nowoczesne oprogramowanie, możliwości automatyzacji |
| Wiedza o materiałach | Jakie materiały przetwarzacie regularnie? Czy możecie podać przykłady? | Doświadczenie w przetwarzaniu konkretnych materiałów; szeroka oferta wskazuje na wszechstranność |
| Certyfikaty jakości | Jakie certyfikaty branżowe posiadacie? Kiedy przeprowadzono ostatnią audytę? | Obecnie minimum ISO 9001; IATF 16949 dla przemysłu motocyklowego i samochodowego; AS9100 dla przemysłu lotniczego i kosmicznego |
| Systemy o wysokiej jakości | W jaki sposób wdrażacie statystyczną kontrolę procesów (SPC)? Jakie wyposażenie pomiarowe wykorzystujecie? | Możliwości współrzędnościowe (CMM), udokumentowane procedury SPC, protokoły kontroli w trakcie procesu produkcyjnego |
| Zdolność produkcyjna | Jakie są typowe terminy realizacji zamówień? Czy możecie przejść od produkcji prototypów do masowej produkcji? | Realistyczne harmonogramy, udowodniona skalowalność, planowanie działań zapobiegawczych |
| Komunikacja | Kto będzie moim głównym punktem kontaktowym? W jaki sposób rozwiązuje się pytania techniczne? | Dedykowane zarządzanie projektami, dostępność wsparcia inżynieryjnego, szybka reakcja |
| Przejrzystość cen | Czy możecie przedstawić szczegółowy podział kosztów? | Wyraźne rozdzielenie kosztów materiałów, obróbki skrawaniem, wykańczania oraz przygotowania maszyn |
| Historia działalności | Czy możecie podać referencje klientów? Jaki jest Wasz wskaźnik dostaw na czas? | Weryfikowalne referencje, wskaźnik dostaw na czas powyżej 95 %, niski poziom skarg |
Dla zakupujących komponenty CNC do przemysłu motocyklowego i samochodowego certyfikat IATF 16949 zapewnia niezbędną gwarancję gotowości dostawcy do spełnienia wymagających standardów branży. Producentom takim jak Shaoyi Metal Technology łączy ten certyfikat z systemami zapewnienia jakości opartymi na statystycznej kontroli procesów (SPC) oraz możliwościami szybkiego prototypowania – to właśnie takie połączenie powinno być celem zakupów przy budowie łańcuchów dostaw w przemyśle motocyklowym i samochodowym, które równoważą szybkość, jakość i opłacalność.
Posiadając systematyczne podejście do oceny producentów, jesteś gotowy przejść od oceny do działania. Ostatni krok polega na przekształceniu swoich wymagań w jasne specyfikacje oraz na nawiązaniu produktywnych relacji partnerskich zapewniających spójne rezultaty w długim okresie.
Działania w zakresie wymagań dotyczących części CNC
Zapoznałeś się z kluczowymi czynnikami, które większość zakupujących pomija — teraz pora przekształcić tę wiedzę w działanie. Przejście od badań do osiągania konkretnych rezultatów wymaga zorganizowanego podejścia, które przekształca Twoją wiedzę o częściach wykonanych metodą frezowania CNC w udane rezultaty projektowe. Sporządźmy dokładny plan dalszych kroków.
Mapa drogowa pozyskiwania części CNC
Gotów zakupić swoją kolejną część CNC? Postępuj zgodnie z tą sprawdzoną sekwencją, aby zminimalizować ryzyko i zmaksymalizować rezultaty:
- Ostateczne dopracowanie plików projektowych: Przygotuj kompletne modele CAD w uniwersalnych formatach (STEP, IGES) wraz z towarzyszącymi rysunkami 2D określającymi kluczowe допусki, wykończenia powierzchni oraz wymagania materiałowe
- Jednoznacznie zdefiniuj swoje specyfikacje: Klasa materiału dokumentu, wymagania dotyczące dopuszczalnych odchyłek dla każdej kluczowej wymiaru, specyfikacje wykończenia oraz wszelkie wymagane certyfikaty branżowe
- Zidentyfikuj potencjalnych producentów: Odfiltruj dostawców na podstawie możliwości wyposażenia, odpowiednich certyfikatów oraz doświadczenia w realizacji konkretnego zastosowania
- Zażądaj szczegółowych ofert cenowych: Prześlij zapytania ofertowe (RFQ) wraz z kompletną dokumentacją i poproś o szczegółowy rozkład kosztów z osobnym wykazaniem kosztów materiału, obróbki skrawaniem oraz wykończenia
- Oceń i porównaj otrzymane odpowiedzi: Oceń zdolności techniczne, systemy zapewnienia jakości, szybkość reakcji w komunikacji oraz całkowitą wartość – nie tylko cenę
- Przeprowadź kontrolę należytnej staranności: Zweryfikuj posiadane certyfikaty, zażądaj referencji oraz potwierdź zobowiązania dotyczące czasów realizacji przed złożeniem zamówień
- Rozpocznij od walidacji prototypu: Zamów próbne ilości, aby zweryfikować dokładność wymiarową i jakość wykończenia przed przejściem do produkcji masowej
Od specyfikacji do produkcji
Jasna komunikacja zapobiega kosztownym nieporozumieniom. Przesyłając swoje wymagania dotyczące części obrabianych CNC, należy zawrzeć następujące elementy kluczowe:
- Tabele tolerancji: Określ, które wymiary są krytyczne, a które standardowe — unikaj nadmiernego ograniczania tolerancji dla cech niemających funkcjonalnego znaczenia
- Certyfikaty Materiałowe: Wskazanie, czy wymagane są raporty z badań laboratoryjnych materiału (mill test reports) lub określona śledzilność materiału
- Wymagania dotyczące inspekcji: Określenie potrzeb inspekcji pierwszego egzemplarza oraz oczekiwań dotyczących dokumentacji jakości w trakcie dalszej produkcji
- Uwagi dotyczące montażu części obrabianych: Jeśli Twój komponent łączy się z innymi częściami, dostarcz rysunki pasujących komponentów lub kontekst montażowy
Według ekspertów ds. przygotowania projektów konsultacje z technologami producenta w fazie projektowania mogą obniżyć koszty o 20–30%, jednocześnie poprawiając możliwości produkcyjne. Takie podejście współpracy pozwala wykryć potencjalne problemy jeszcze przed ich przekształceniem się w kosztowne trudności produkcyjne.
Kolejny krok
Dzięki dziewięciu kluczowym czynnikom omówionym w tym przewodniku jesteś gotowy/a podjąć świadome decyzje zakupowe, które zapewniają odpowiedni balans jakości, kosztów i niezawodności. Niezależnie od tego, czy potrzebujesz pojedynczej części do obróbki CNC na potrzeby prototypowania, czy też tysięcy elementów produkcyjnych, zasady pozostają takie same: dokładnie określać wymagania, systematycznie oceniać oferty oraz budować relacje z kompetentnymi partnerami.
W przypadku zastosowań motocyklowych lub samochodowych wymagających precyzyjnych zespołów nadwozia, niestandardowych wkładek metalowych lub innych krytycznych komponentów producenci posiadający certyfikat IATF 16949 oraz systemy zapewnienia jakości oparte na statystycznej kontroli procesów (SPC) zapewniają spójność niezbędną dla Twojego łańcucha dostaw. Shaoyi Metal Technology jest przykładem tej kompleksowej zdolności — oferuje usługi precyzyjnej obróbki CNC skalowalne od szybkiego prototypowania z czasem realizacji nawet jednego dnia roboczego po pełne objętości produkcji masowej.
Twój następny projekt części wykonanych metodą frezowania CNC zaczyna się od jednego kroku: przygotowania specyfikacji i skontaktowania się z wykwalifikowanymi producentami, którzy mogą przekształcić Twoje projekty w precyzyjne elementy. Wiedza zdobyta tutaj zapewnia, że ta rozmowa rozpocznie się z pozycji świadomej pewności siebie.
Najczęściej zadawane pytania dotyczące produkcji części CNC
1. Co to jest obróbka CNC i jak działa?
Frezowanie CNC to proces produkcyjny typu subtractive (odjęciowy), w którym wstępnie zaprogramowane oprogramowanie komputerowe kontroluje narzędzia tnące w celu wytwarzania precyzyjnych części z surowych materiałów. Proces ten rozpoczyna się od pliku CAD zawierającego specyfikacje części, który jest następnie przekształcany w kod G – język rozumiany przez maszyny CNC. Następnie maszyna wykonuje każdą ścieżkę cięcia z mechaniczną precyzją, osiągając dopuszczalne odchylenia na poziomie ±0,0002 cala dla standardowego frezowania oraz ±0,0001 cala dla operacji EDM. Ta technologia umożliwia powtarzalną dokładność niezależnie od tego, czy produkowane są 10, czy 10 000 identycznych jednostek.
2. Jakie certyfikaty powinienem szukać u producenta części CNC?
Certyfikaty, których potrzebujesz, zależą od branży, w której działasz. ISO 9001 stanowi podstawowy certyfikat zarządzania jakością dla ogólnego przemysłu produkcyjnego. IATF 16949 jest obowiązkowy w zastosowaniach motocyklowych i samochodowych, skupiając się na zapobieganiu wadom oraz śledzieniu produktów. AS9100 jest wymagany do komponentów lotniczych i kosmicznych, obejmując zarządzanie konfiguracją oraz inspekcję pierwszego egzemplarza. ISO 13485 reguluje produkcję wyrobów medycznych i nakłada surowe wymagania dotyczące zarządzania ryzykiem. Akredytacja NADCAP potwierdza jakość procesów specjalnych, takich jak hartowanie, stosowanych w zastosowaniach lotniczych i kosmicznych. Zawsze sprawdzaj aktualność certyfikatów bezpośrednio u wydających je organizacji przed nawiązaniem współpracy z producentem.
3. Ile kosztuje obróbka CNC?
Koszty obróbki CNC zależą od kilku czynników, uporządkowanych według wpływu na koszt: złożoności projektu (proste projekty kosztują 20 USD/godz., podczas gdy złożone części kosztują 35–70 USD/godz.), wyboru materiału (aluminium kosztuje 5–10 USD/funt, a stal nierdzewna – 8–16 USD/funt), wymagań dotyczących dokładności wymiarowej (szczelniejsze допусki mogą wydłużyć czas obróbki o 50%), objętości produkcji (koszty przygotowania maszyn rozliczane są na wszystkie sztuki), typu maszyny (maszyny 3-osiowe kosztują 10–20 USD/godz., natomiast maszyny 5-osiowe – 20–40 USD/godz.) oraz wymagań dotyczących wykończenia. Koszty przypadające na jedną sztukę mogą spaść do 10–20% ceny pojedynczej sztuki przy zamówieniu 1000 i więcej części dzięki korzyściom wynikającym ze skali produkcji.
4. Jakie materiały można obrabiać metodą CNC?
Maszyny CNC działają z szeroką gamą metali i tworzyw sztucznych. Aluminium 6061 zapewnia najlepszą ogólną wydajność dla części przeznaczonych do zastosowań ogólnych, charakteryzując się doskonałą obracalnością. Stal i stal nierdzewna zapewniają wyjątkową trwałość oraz odporność na korozję w wymagających zastosowaniach. Miedź cynkowa (mosiądz) cechuje się doskonałą obracalnością i jest stosowana m.in. do produkcji łączników elektrycznych oraz dekoracyjnej armatury. Tytan oferuje najwyższą wytrzymałość przy najmniejszej masie, co czyni go idealnym materiałem do zastosowań lotniczych oraz implantów medycznych. Tworzywa inżynierskie, takie jak Delrin, Nylon, PEEK i PTFE, zapewniają zalety takie jak mniejsza masa, odporność chemiczna oraz izolacja elektryczna w określonych zastosowaniach.
5. Jak wybrać pomiędzy frezowaniem CNC, toczeniem CNC a EDM?
Wybierz w zależności od geometrii i materiału swojej części. Frezowanie CNC wykorzystuje wirujące frezy do obróbki nieruchomych przedmiotów, co czyni je idealnym do powierzchni płaskich, kieszeni, rowków oraz trójwymiarowych konturów na częściach pryzmatycznych. Tokarki CNC obracają przedmiot obrabiany względem nieruchomego narzędzia, co sprawdza się najlepiej przy częściach cylindrycznych, takich jak wały, tuleje i elementy z gwintem. EDM (elektroerozyjna obróbka iskrowa) wykorzystuje iskry elektryczne do erozji materiału bez fizycznego kontaktu, co jest niezbędne przy obróbce hartowanych stali narzędziowych, ostrych narożników wewnętrznych oraz delikatnych części, które nie wytrzymują sił cięcia. Wiele projektów wymaga zastosowania wielu procesów, dlatego producenci oferujący wszystkie te możliwości w jednej lokalizacji mają przewagę pod względem kontroli jakości.