 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Części CNC wyjaśnione: od komponentów maszyn po niestandardowe wyroby frezowane
Co tak naprawdę oznacza termin „części CNC” i dlaczego jest to istotne
Gdy wyszukujesz frazy „części CNC”, możesz poczuć się przytłoczony wynikami, które wydają się prowadzić w zupełnie różnych kierunkach. Czy szukasz nowego wrzeciona do swojej frezarki, czy może potrzebujesz precyzyjnie obrobionych aluminiowych uchwytów do kolejnego projektu? Ta niejasność wynika z faktu, że termin ten obejmuje dwa całkowicie odmienne zakresy, z którymi codziennie stykają się zakupujący, technicy oraz inżynierowie.
Komponenty maszyn vs. produkty obrobione
Zrozumienie tej podstawowej różnicy może zaoszczędzić Ci godzin frustracji i potencjalnie kosztownych błędów. Wyrażenie „części CNC” odnosi się zarówno do wewnętrznych komponentów, z których składa się sama maszyna CNC, jak i do gotowych wyrobów tworzonych przez te maszyny. Wyobraź sobie wyszukiwanie części samochodowych, nie wiedząc, czy potrzebujesz czegoś znajdującego się pod maską, czy też niestandardowo wykonanej blachy nadwozia —to jest wyzwanie, z którym wielu się bierze, próbując zrozumieć tę terminologię.
Dla kupujących części zamienne taka jasność decyduje o tym, czy skontaktujesz się z dostawcą narzędzi maszynowych, takim jak CNC Router Parts LLC, czy też z usługą niestandardowego frezowania. Technicy wykonujący konserwację muszą rozumieć elementy maszyny CNC, aby prawidłowo zdiagnozować usterki, podczas gdy inżynierowie projektujący produkty potrzebują części wykonanych metodą CNC z określonymi tolerancjami i właściwościami materiałowymi.
Zrozumienie podziału terminologii części CNC
Aby szybko określić, do której kategorii odnosi się Twoja sytuacja, przeanalizuj poniższy podział:
| Kategoria | Definicja | Przykłady | Kto tego potrzebuje |
|---|---|---|---|
| Komponenty maszyn CNC | Części wewnętrzne stanowiące samą maszynę CNC | Wrzeciona, śruby kulowe, prowadnice liniowe, silniki krokowe, sterowniki | Właściciele maszyn, technicy konserwacji, budowniczowie maszyn |
| Produkty toczone CNC | Części niestandardowe wykonywane przy użyciu urządzeń CNC | Aluminiowe uchwyty, stalowe wały, plastikowe obudowy, mosiężne złącza | Projektanci produktów, producenci, specjaliści ds. zakupów |
W całym tym przewodniku znajdziesz szczegółowe informacje na temat obu kategorii komponentów CNC. Niezależnie od tego, czy diagnozujesz zużyty element CNC na swojej hali produkcyjnej, czy też określasz parametry niestandardowych, frezowanych komponentów do zastosowań lotniczych i kosmicznych, kolejne sekcje zapewnią Ci praktyczną wiedzę niezbędną do podejmowania uzasadnionych decyzji.
Podstawowe komponenty każdej maszyny CNC
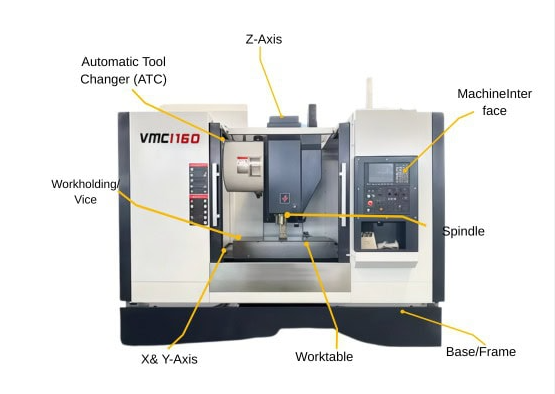
Czy kiedykolwiek zastanawiałeś się, co tak naprawdę dzieje się pod osłonami maszyny CNC? Choć większość przewodników ogranicza się jedynie do wymieniania nazw poszczególnych komponentów, zrozumienie sposobu działania tych części maszyn CNC — oraz ich wzajemnego współdziałania — przekształca Cię z biernego użytkownika w osobę potrafiącą diagnozować usterki, optymalizować wydajność oraz podejmować bardziej świadome decyzje zakupowe. Przeanalizujmy cztery główne kategorie komponentów, które stanowią rdzeń każdego systemu CNC.
Komponenty mechaniczne umożliwiające ruch z precyzją
Systemy mechaniczne maszyny CNC przetwarzają cyfrowe polecenia na ruch fizyczny z wyjątkową dokładnością. Te elementy maszyny CNC odpowiadają za pozycjonowanie narzędzi i przedmiotów obrabianych z dokładnością do mikronów względem ich zamierzonych położeń.
- Wrzeciona: Wirujący sercem każdej maszyny CNC są wrzeciona, które mocują i napędzają narzędzia skrawające z prędkościami od kilkuset do dziesiątek tysięcy obr./min. Wrzeciona wysokoprędkościowe generują moc cięcia niezbędną do efektywnego usuwania materiału przy jednoczesnym zachowaniu wysokiej jakości powierzchni obrabianej.
- Śruby kulowe: Te precyzyjnie szlifowane wały z gwintem trapezowym przekształcają ruch obrotowy silników w ruch postępowy. Zgodnie ze specyfikacjami branżowymi śruby kulowe umożliwiają szybki ruch posuwu przy doskonałej sprawności przemieszczania i minimalnym wydzielaniu ciepła. Ich kulowe łożyska cyrkulacyjne praktycznie eliminują luz, zapewniając dokładność pozycjonowania, jakiej nie potrafi osiągnąć żaden mechanizm ślizgowy.
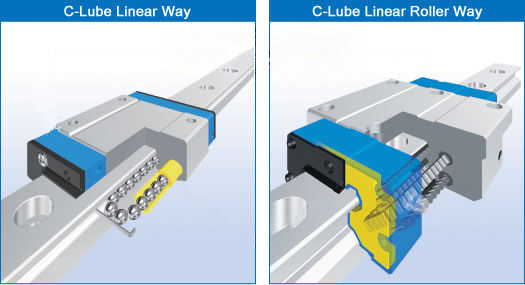
- Przewodnice liniowe (szyny): Nazywane również szynami ślizgowymi lub prowadnicami liniowymi, te elementy zapewniają podparcie i prowadzenie osi ruchomych wzdłuż ich torów przemieszczania. Nowoczesne prowadnice liniowe wykorzystują tarcie toczne zamiast tarcia ślizgowego, co zmniejsza współczynnik tarcia do około 1/50 wartości charakterystycznej dla tradycyjnych prowadnic ślizgowych. Ten znaczny spadek pozwala na bardziej płynny ruch, niższe zużycie energii oraz wydłuża żywotność komponentów.
- Łożyska i tuleje: Precyzyjne łożyska wspierają wszystkie elementy obracające się i ślizgające się, minimalizując tarcie przy jednoczesnym zachowaniu ścisłych допусków nawet pod dużymi obciążeniami i przy wysokich prędkościach.
Dla hobbystów i osób budujących urządzenia samodzielnie (DIY), dostawcy tacy jak OpenBuilds Part Store oferują rozwiązania modułowe, które upraszczają konstrukcję niestandardowych maszyn, zachowując przy tym profesjonalne standardy jakości.
Systemy elektryczne zasilające działania maszyn CNC
Brzmi skomplikowanie? Wyobraź sobie komponenty elektryczne jako mięśnie i układ nerwowy maszyny CNC — zapewniają one moc i sygnały zwrotne niezbędne do precyzyjnego, zsynchronizowanego ruchu.
- Silniki serwo: W przeciwieństwie do prostych silników, które jedynie się obracają, serwosilniki działają w układach zamkniętych, które ciągle monitorują i korygują ich położenie. Serwosilnik łączy się z kontrolerem i urządzeniem sprzężenia zwrotnego, tworząc układ zamknięty, który umożliwia korekcję w czasie rzeczywistym i zapewnia dokładność pozycjonowania nawet przy zmieniających się obciążeniach.
- Silniki krokowe: Te silniki poruszają się w dyskretnych krokach kątowych, co czyni je idealnym wyborem w zastosowaniach wymagających precyzyjnego pozycjonowania bez konieczności stosowania złożonego sprzężenia zwrotnego z enkodera. Występują one powszechnie w mniejszych frezarkach CNC oraz drukarkach 3D.
- Napędy CNC: Napęd CNC wzmacnia sygnały sterujące, aby odpowiednio zasilać silniki. Nowoczesne napędy wykorzystują modulację szerokości impulsów (PWM) do regulacji prędkości obrotowej i momentu obrotowego silników z wyjątkową wydajnością. Falowe przebiegi PWM przekazują sygnały modulacyjne do silników, przy czym dłuższe impulsy w stanie włączenia dostarczają wyższego napięcia i przyspieszają obroty.
- Czujniki i enkodery: Enkodery pozycji, wyłączniki krańcowe oraz czujniki zbliżeniowe zapewniają pętlę sprzężenia zwrotnego niezbędną do dokładnego frezowania. Urządzenia te stale przekazują systemowi sterowania informacje o położeniu osi, obecności narzędzia oraz warunkach bezpieczeństwa.
- Zasilacze: Stabilne i czyste zasilanie zapobiega zakłóceniom elektrycznym wpływającym na dokładność pozycjonowania. Wysokiej jakości zasilacze chronią również wrażliwą elektronikę przed skokami i wahaniemi napięcia.
Architektura sterowania i integracja oprogramowania
System sterowania pełni funkcję mózgu koordynującego wszystkie funkcje maszyny. Po załadowaniu programu w kodzie G te komponenty interpretują polecenia i kierują harmonijną symfonią ruchów, które tworzą gotowy detal.
- Sterowniki CNC: To specjalizowane komputery przetwarzające programy obróbkowe oraz generujące zsynchronizowane polecenia ruchu dla każdej osi. Sterowniki wykorzystują algorytmy PID (proporcjonalno-całkująco-różniczkujące) do ciągłego minimalizowania różnicy między pozycjami zadawanymi a rzeczywistymi pozycjami — zapewniając, że cięcia zostaną wykonane dokładnie tam, gdzie zamierzono.
- Interfejs człowiek-maszyna (HMI): Ekrany dotykowe, klawiatury numeryczne oraz panele wyświetlaczy umożliwiają operatorom ładowanie programów, dostosowywanie parametrów oraz monitorowanie stanu maszyny w czasie rzeczywistym.
- Interfejsy oprogramowania: Oprogramowanie CAM generuje ścieżki narzędzia, podczas gdy procesory post-processing tłumaczą je na kod specyficzny dla danej maszyny. Nowoczesne akcesoria CNC często obejmują łączność sieciową umożliwiającą zdalne monitorowanie i przesyłanie programów.
- Karty sterowania ruchem: W systemach opartych na komputerze PC dedykowane sprzętowe układy sterowania ruchem wykonują obliczenia w czasie rzeczywistym niezbędne do płynnego i zsynchronizowanego ruchu wieloosiowego.
Prawdziwa precyzja maszyny CNC wynika nie z pojedynczego komponentu, lecz z tego, jak bezproblemowo układy mechaniczne, elektryczne i sterujące komunikują się ze sobą oraz kompensują odchylenia wzajemnych parametrów.
Te trzy systemy nie działają w izolacji. Gdy serwosilnik przesuwa oś, prowadnica liniowa zapewnia płynny ruch, śruba kulowa zamienia ruch obrotowy na postępujący, enkoder potwierdza położenie, a sterownik dostosowuje sygnał napędowy — wszystko to dzieje się tysiące razy na sekundę. Takie zintegrowane podejście wyjaśnia, dlaczego jakość ma znaczenie we wszystkich kategoriach komponentów: każdy słaby element w łańcuchu kompromituje wydajność całego systemu.
Gdy ta podstawa zostanie już ustalona, może się Państwo zastanawiać, z jakich materiałów wykonane są te kluczowe komponenty — oraz dlaczego wybór tych materiałów ma bezpośredni wpływ na czas, przez który maszyna zachowuje swoją precyzję.
Materiały zapewniające niezawodność komponentów CNC
Czy zastanawiałeś się kiedyś, dlaczego wrot może obracać się z prędkością 20 000 obr./min przez lata bez uszkodzenia, czy dlaczego przewodniki liniowe zachowują dokładność na poziomie mikrona pomimo ciągłego tarcia? Odpowiedź leży w starannie dobranych materiałach, z których każdy jest wybrany ze względu na specyficzne właściwości odpowiadające wymaganiom zastosowania. Rozumienie tych wyborów materialnych pomaga oceniać jakość części , przewiduj żywotność i podejmuj mądrzejsze decyzje o wymianie części maszyn CNC.
Dlaczego wybór materiału decyduje o długości życia części
Każdy komponent CNC musi stawić czoła wyjątkowej kombinacji naprężeń: obciążenia mechaniczne, tarcie, wytwarzanie ciepła i narażenie na działanie środowiska. Materiały stosowane w produkcji muszą jednocześnie sprostać tym wyzwaniom, zachowując stabilność wymiarową przez tysiące godzin pracy.
Rozważmy, co dzieje się wewnątrz łożyska węglowego podczas szybkiego obróbki. W przypadku biegów łożysk:
- Naciski cykliczne: Powtarzające się ładowanie i rozładunek podczas kręcenia się kuli na powierzchni miliona razy
- Wynik ciepła przez tarcie: Temperatura, która może przekroczyć 150°C podczas agresywnych operacji cięcia
- Narażenie na zanieczyszczenie: Mgła płynu chłodzącego, odłamki metalu i cząstki w powietrzu próbujące wejść
- Wymagania dotyczące precyzji: Tolerancje mierzone w mikronach, które muszą pozostać stabilne pomimo rozszerzenia termicznego
Dlatego łożyska wrzutowe używają specjalnych stopów stali chromowej, takich jak AISI 52100. Zgodnie z zasadami nauk o materiałach stal ta osiąga wyjątkową twardość (60-64 HRC po obróbce cieplnej) przy zachowaniu wystarczającej twardości, aby oprzeć się pękaniu z powodu zmęczenia. Zawartość chromu około 1,5% zapewnia umiarkowaną odporność na korozję i zwiększa twardość w całym przekroju poprzecznym łożyska.
Śruby kulkowe stają przed podobnymi wyzwaniami, ale z dodatkowym utrudnieniem: muszą przekształcać ruch obrotowy w ruch postępowy niemal bez luzu. Producenci zwykle stosują hartowane stopy stalowe do wałka śruby i nakrętki, często z dodatkowymi obróbkami powierzchniowymi, takimi jak hartowanie indukcyjne lub azotowanie. Te procesy tworzą twardą warstwę zewnętrzną (odporność na zużycie) nad odpornym na uderzenia rdzeniem – idealne połączenie cech dla precyzyjnych elementów napędu.
Hartowana stal kontra aluminium w konstrukcji maszyn CNC
Przejdź się po dowolnej warsztatowej hali produkcyjnej – zauważysz, że maszyny CNC wykorzystują zarówno stal, jak i aluminium, lecz w bardzo różnych miejscach. Nie jest to przypadkowe; odzwierciedla to podstawowe kompromisy między wytrzymałością, masą, właściwościami cieplnymi oraz kosztem.
Gdzie dominuje stal hartowana:
- Szyny prowadnic liniowych: Te części specjalne wykonane są ze stali hartowanej powierzchniowo (zazwyczaj twardość powierzchni wynosi 58–62 HRC), ponieważ muszą wytrzymać zużycie spowodowane elementami tocznymi, zachowując przy tym płaskość i prostoliniowość z dokładnością do mikronów. Mniej twarde materiały szybko uległyby wytworzeniu bruzd, co doprowadziłoby do utraty dokładności pozycjonowania.
- Wały szpindli: Stal narzędziowa węglowa wytrzymuje siły zginające pochodzące od obciążeń skrawających, zachowując przy tym współśrodkowość przy ekstremalnych prędkościach obrotowych.
- Zespolone śruby kulowe: Połączenie wysokich naprężeń kontaktowych i ciągłego ruchu wymaga materiałów o wyjątkowej odporności na zmęczenie – cechy, jaką zapewniają jedynie wysokiej jakości stopy stalowe.
Tam, gdzie aluminium odznacza się wyjątkowymi właściwościami:
- Konstrukcje i ramy maszyn: Doskonała lekkość aluminium wskaźnik siły do masy zmniejsza masę poruszającą się, umożliwiając szybsze przyspieszanie i hamowanie bez utraty sztywności.
- Systemy portalowe: Mniejsza waga oznacza, że silniki mogą osiągać wyższe prędkości przy mniejszym poborze mocy oraz zmniejszonym zużyciu elementów napędowych.
- Wymienniki ciepła i uchwyty silników: Przewodnictwo cieplne aluminium (około pięć razy wyższe niż stali) umożliwia skuteczne odprowadzanie ciepła z silników i układów napędowych.
Niektórzy producenci komponentów CNC stosują również stopy mosiądzu i brązu w określonych zastosowaniach. Mosiężne tuleje można znaleźć w starszych lub specjalistycznych maszynach, gdzie ich właściwości samosmarujących i odporność na korozję są ważniejsze niż konieczność uzyskania bardzo dużej twardości. Stopy brązu, w szczególności brąz fosforowy, stosowane są w śrubach pociągowych do ręcznych regulacji, ponieważ niższy współczynnik tarcia zmniejsza wysiłek operatora.
Polimery i tworzywa inżynierskie zdobyły swoje własne nisze w nowoczesnym projektowaniu CNC. Acetal (POM/Delrin) znajduje zastosowanie w nakrętkach zapobiegających luzom w zastosowaniach lekkich, zapewniając doskonałą stabilność wymiarową oraz niskie tarcie przy ułamku kosztu stali. Materiały oparte na PTFE służą jako powierzchnie łożyskowe i uszczelki tam, gdzie odporność chemiczna i bardzo niskie tarcie są ważniejsze niż nośność.
Poprawny materiał zastosowany w nieodpowiednim zastosowaniu szybko zawodzi — natomiast poprawny materiał zastosowany w odpowiednim zastosowaniu może przetrwać dłużej niż sama maszyna.
Przy ocenie części zamiennych lub modernizacji maszyny należy wziąć pod uwagę, jak wybór materiałów wpływa na długotrwałą wydajność. Tańsza prowadnica liniowa wykonana ze stali niewystarczająco hartowanej może przynieść początkową oszczędność, ale przyspieszone zużycie będzie kosztować znacznie więcej ze względu na utratę precyzji oraz konieczność częstych wymian. Zrozumienie tych podstawowych zagadnień związanych z materiałami pozwala przejść od prostego zakupu części do inwestycji w trwałą wydajność — co naturalnie prowadzi do uświadomienia sobie, jak jakość komponentów wpływa bezpośrednio na te części, które są obrabiane.
Wpływ jakości komponentów maszyny na uzyskiwane wyniki
Wyobraź sobie obróbkę partii precyzyjnych wałów, a następnie odkrycie, że każdy z nich jest o 0,05 mm za gruby w jednym z kierunków. Sprawdzasz swój kod G — jest poprawny. Ostrza wydają się w dobrym stanie. Uchwyty są solidne. Skąd więc pochodzi błąd? Odpowiedź często kryje się na wierzchu: części maszyny CNC uległy degradacji w stopniu wystarczającym do przekroczenia dopuszczalnych tolerancji Twoich wyrobów.
Związek między stanem wewnętrznych komponentów a jakością gotowych części nie jest jedynie teoretyczny – jest mierzalny, przewidywalny i absolutnie kluczowy dla każdego producenta wyrobów wykonanych metodą frezowania CNC wymagających stałej dokładności.
Jak zużycie komponentów przekłada się na wady części
Każdy komponent mechaniczny w maszynie CNC ulega stopniowemu zużyciu. To, co czyni ten proces trudnym do zauważenia, to fakt, że zużycie nie objawia się gwałtownie – rozwija się powoli, często maskowane przez automatyczną kompensację lub korekty dokonywane przez operatora, aż nagle części nie przechodzą kontroli jakości.
Degradacja śruby kulowej i błędy pozycjonowania
Gdy śruba kulowa ulega zużyciu, kulki krążące w niej przestają utrzymywać stały kontakt z gwintem śruby. Powstaje wtedy luz – mała strefa martwa, w której silnik się obraca, ale oś nie wykonuje ruchu. W przypadku części tokarskich CNC luz przejawia się jako:
- Wahania wymiarowe pomiędzy cechami obrabianymi w przeciwnych kierunkach
- Interpolacja kołowa generująca lekko owalne kształty zamiast prawdziwych okręgów
- Kroki gwintu różniące się nieznacznie wzdłuż długości przedmiotu obrabianego
- Położenia barków zmieniające się w zależności od kierunku podejścia
Luzy w śrubie kulowej na poziomie zaledwie 0,02 mm mogą wydawać się nieistotne, ale przy obróbce części z tolerancjami ±0,01 mm luzy te zużywają cały dostępny budżet błędów jeszcze przed uwzględnieniem innych zmiennych.
Wibracje wrzeciona i problemy z chropowatością powierzchni
Wibracje wrzeciona – czyli stopień odchylenia wirującego wrzeciona od idealnej współśrodkowości – przenoszą się bezpośrednio na przedmiot obrabiany. Gdy trzymasz narzędzie skrawające, wibracje powodują, że narzędzie zakreśla okrąg o nieco większym promieniu niż jego nominalny średnica. Jednak prawdziwe skutki widać na chropowatości powierzchni.
Węzeł o rozciągnięciu 0,01 mm w zasadzie zmienia każdą krawędź w lekko inne narzędzie. Jedna krawędź jest głębsza, druga płytka, tworząc charakterystyczny wzór falisty na obrobionych powierzchniach. Na materiałach odbijających, takich jak aluminium, ta falistość staje się widoczna gołym okiem. Na precyzyjnych powierzchniach uszczelniających może powodować awarie funkcjonalne.
Jakość i powtarzalność układu napędowego
Twój układ napędowy - silniki, kodery i wzmacniacze pracujące razem - określa, jak konsekwentnie maszyna wraca do tej samej pozycji. Słaba jakość napędów lub uszkodzone elementy wprowadzają:
- Wrzęs szybkości, który powoduje zmiany wykończenia powierzchni podczas konturów
- Po błędach, które powstają podczas szybkich zmian kierunku
- Odprowadzanie cieplne podczas podgrzewania silników podczas długotrwałej pracy
- Niespójne przyspieszenie wpływające na kąty zaangażowania narzędzia
Precyzyjny łańcuch od maszyny do przedmiotu
Oto czego wielu operatorów nie zdaje sobie sprawy: błędy pochodzące od wielu komponentów nie uśredniają się po prostu — kumulują się. To zjawisko, zwane nakładaniem się tolerancji, wyjaśnia, dlaczego maszyna wyposażona w kilka komponentów o „akceptowalnych” parametrach może nadal produkować części nieakceptowalne.
Gdy błąd luzu śruby kulowej, zużycie prowadnicy liniowej, biój wrzeciona oraz błąd rozdzielczości enkodera sumują się, całkowita niepewność pozycjonowania może przekroczyć sumę poszczególnych specyfikacji — co przekształca komponenty dopuszczalne indywidualnie w niespełniające wymagań ogólną wydajność systemu.
Rozważmy typową operację frezowania, w której należy umieścić otwór w odległości nie większej niż 0,025 mm od jego nominalnego położenia:
| Źródło błędu | Typowy udział | Efekt skumulowany |
|---|---|---|
| Luz śruby kulowej osi X | ±0.008mm | 0.008mm |
| Luz śruby kulowej osi Y | ±0,006 mm | 0,014 mm |
| Prostoliniowość prowadnicy liniowej | ±0,005mm | 0,019 mm |
| Biój wrzeciona na końcu narzędzia | ±0.008mm | 0,027 mm |
W tym scenariuszu, choć każdy z elementów mieści się w typowych granicach zużycia, skumulowany efekt przekracza wymaganą tolerancję wynoszącą 0,025 mm. Dlatego też producenci krytycznych produktów przeznaczonych do obróbki CNC stosują surowe progi dopuszczalnego stanu poszczególnych komponentów — nie tylko minimalne akceptowalne standardy.
Dlaczego wysokiej jakości komponenty opłacają się same
Inwestycja w komponenty najwyższej klasy nie polega na dążeniu do spełnienia specyfikacji podanych na papierze. Chodzi o utrzymanie ścislszych tolerancji przez dłuższe okresy eksploatacji, co bezpośrednio przekłada się na:
- Mniejszą liczbę odrzuconych części i niższy poziom odpadów
- Dłuższe odstępy między kalibracjami i regulacjami
- Bardziej spójne zatwierdzanie pierwszych próbek przy nowych zleceniach
- Skrócenie czasu inspekcji, ponieważ części systematycznie mieszczą się w zakresie tolerancji
- Wydłużenie czasu pracy maszyny pomiędzy przestoiami konserwacyjnymi
Łańcuch precyzji łączący wewnętrzne komponenty maszyny z jakością gotowego przedmiotu obrabianego jest tak silny, jak jego najsłabsze ogniwo. Zrozumienie tej zależności pozwala na priorytetyzację inwestycji w konserwację, diagnozowanie problemów jakościowych w ich źródle oraz podejmowanie uzasadnionych decyzji dotyczących momentu, w którym wymiana komponentu staje się bardziej opłacalna niż dalsze dokonywanie regulacji i kompensacji.
Uświadomienie sobie tych powiązań jakościowych naturalnie rodzi kolejne pytanie: skąd wiadomo, że konkretne komponenty uległy już tak dużemu zużyciu, iż wymagają wymiany?
Rozpoznawanie momentu, w którym części CNC wymagają wymiany
Zauważyłeś, że ostatnio Twoje części nie mają odpowiednich wymiarów. Albo może z wrzeciona dobiega nowy dźwięk, którego nie było miesiąc temu. Skąd wiedzieć, kiedy należy zamówić części zamienne do maszyn CNC, a kiedy wystarczy jedynie dostosować program lub dokręcić śrubę? Rozróżnienie między normalnym trybem pracy a nadchodzącą awarią pozwala uniknąć kosztownego nagłego przestoju oraz zapobiega wytworzeniu wadliwych części, które mogą skutecznie zmniejszyć Twoją marżę.
Problem polega na tym, że części zamienne do maszyn CNC rzadko ulegają gwałtownej awarii bez wcześniejszych ostrzeżeń. Zamiast tego ulegają one stopniowemu zużyciu, często maskowanemu przez algorytmy kompensacyjne lub korekty wprowadzane przez operatora. Gdy awaria staje się oczywista, najprawdopodobniej przez kilka tygodni produkujesz części o granicznej jakości.
Wizualne objawy awarii komponentów
Twoje oczy są potężnymi narzędziami diagnostycznymi, o ile wiesz, na co zwracać uwagę. Wiele części maszyn CNC sygnalizuje swój stan poprzez widoczne zmiany występujące przed awarią funkcjonalną.
Śruby kulowe i prowadnice liniowe:
- Zmiana barwy lub przebarwienie: Zmiany koloru wywołane ciepłem na wałkach śrub kulowych wskazują na rozkład smaru lub nadmierną tarcie – oba te zjawiska są zapowiedzią przyspieszonego zużycia
- Widoczne ślady zużycia: Lśniące, polerowane ścieżki na szynach prowadnic liniowych, po których poruszają się suwaki, sugerują uszkodzenie spowodowane zanieczyszczeniem lub niewystarczające smarowanie
- Wybrzuszenia lub odpryskiwanie: Małe kraterki lub łuskanie się na gwincie śrub kulowych sygnalizują rozpoczęcie zużycia zmęczeniowego – wymiana staje się pilna
- Rdza lub korozja: Nawet niewielka korozja powierzchniowa na precyzyjnych powierzchniach wskazuje na utratę ochronnej warstwy smaru
Wrzeciony i łożyska:
- Wyciek smaru: Wyciek smaru lub oleju z uszczelek wrzeciona wskazuje na degradację uszczelek i potencjalne przedostawanie się zanieczyszczeń
- Ślady spalenia na uchwytach narzędzi: Zmiana barwy w miejscach osadzania narzędzi sugeruje nadmierny bijs, powodujący tarcie i nagrzewanie
- Cząstki metalu w chłodziwie: Lśniące łuski w zbiorniku chłodziwa pochodzą często z zużywających się łożysk wrzeciona
Komponenty elektryczne:
- Spalony zapach lub zmiana barwy: Potemnione obszary na obudowach silników lub jednostkach napędowych wskazują na zdarzenia przegrzania
- Uszkodzona lub pęknięta izolacja przewodów: Szczególnie w prowadnicach kabli, gdzie powtarzające się gięcia powodują zmęczenie materiału
- Korodowane połączenia: Zielone lub białe osady na zaciskach elektrycznych zwiększają opór i powodują awarie przejściowe
Objawy pogorszenia wydajności sygnalizujące czas wymiany
Gdy Twoje części zamienne do maszyn CNC zaczynają ulegać awarii, maszyna informuje o tym poprzez swoje zachowanie — o ile tylko ją słuchasz. Te objawy pogorszenia wydajności często pojawiają się przed tym, jak widoczne uszkodzenia staną się oczywiste.
Wskaźniki dryfu wymiarowego:
- Części mierzone jako systematycznie przekroczone lub niedoszacowane w jednym kierunku osi
- Elementy kołowe przyjmujące podczas kontroli kształt elipsy
- Błędy pozycji zmieniające się w zależności od kierunku podejścia (klasyczny objaw luzu)
- Wymiary ulegające dryfowi w trakcie serii produkcyjnej w miarę nagrzewania się maszyny
- Dokładność pierwszej sztuki, która pogarsza się do końca zmiany
Pogorszenie jakości powierzchni:
- Wzory falistości pojawiające się na wcześniej gładkich powierzchniach
- Ślady drgań mimo stosowania sprawdzonych prędkości i posuwów
- Niespójna jakość wykończenia między identycznymi operacjami
- Widoczne ślady narzędzia pozostawione przez przebiegi, które miały być wykończeniowe
Dźwiękowe sygnały ostrzegawcze:
Doświadczeni operatorzy rozwijają wyczulenie słuchowe na pracę swoich maszyn. Gdy dźwięki ulegają zmianie, oznacza to, że doszło do zmiany w układzie mechanicznym:
- Dźwięk szorowania lub tarcia: Kontakt metal–metal tam, gdzie powinno występować gładkie ruchy — często wskazuje na zanieczyszczenie lub brak smaru w prowadnicach liniowych
- Klikanie lub trzaskanie: Szczególnie podczas zmiany kierunku ruchu — sugeruje zużycie nakrętki śruby toczeń lub luźne połączenia mechaniczne
- Wysokotonowy syk: Hałas łożyska, który nasila się wraz ze wzrostem prędkości wrzeciona, sygnalizuje zużycie łożyska lub nieprawidłowe wstępne obciążenie
- Brzęczenie lub grzmienie: Dźwięki drgań o niskiej częstotliwości pochodzące z silników lub przekładni wskazują na pogorszenie stanu łożysk
- Przerywające piszczenie: Często związane z problemami z napinaniem paska lub zużyciem łożyska koła pasowego w wrzecionach napędzanych paskiem
Strategie wymiany zapobiegawczej a reaktywnej
Zrozumienie tych objawów prowadzi do kluczowej decyzji: czy zamawiać części do maszyn CNC w sposób zaplanowany, czy czekać, aż objawy wymuszą interwencję?
Wymiana reaktywna czeka na wyraźne sygnały awarii przed zamówieniem części. To podejście minimalizuje koszty zapasów części, ale wiąże się z ryzykiem nieplanowanego postoju. Działa stosunkowo dobrze w przypadku komponentów nielotniczych lub maszyn z zapasową zdolnością produkcyjną.
Wymiana zapobiegawcza planuje wymianę komponentów na podstawie przepracowanych godzin, cykli lub czasu kalendarzowego — niezależnie od ich widocznej kondycji. Strategia ta sprawdza się w środowiskach produkcyjnych, gdzie koszty przestoju znacznie przewyższają koszty komponentów. Na przykład krytyczne łożyska wrzecion mogą być wymieniane co 8000 przepracowanych godzin, nawet jeśli nadal działają w akceptowalny sposób.
Często najbardziej praktycznym podejściem jest kombinacja obu strategii: monitorowanie kluczowych wskaźników, ustalenie wartości bazowych przy nowych komponentach oraz wymiana po osiągnięciu przez stopień degradacji ustalonych progów — ale jeszcze przed zbliżeniem się awarii.
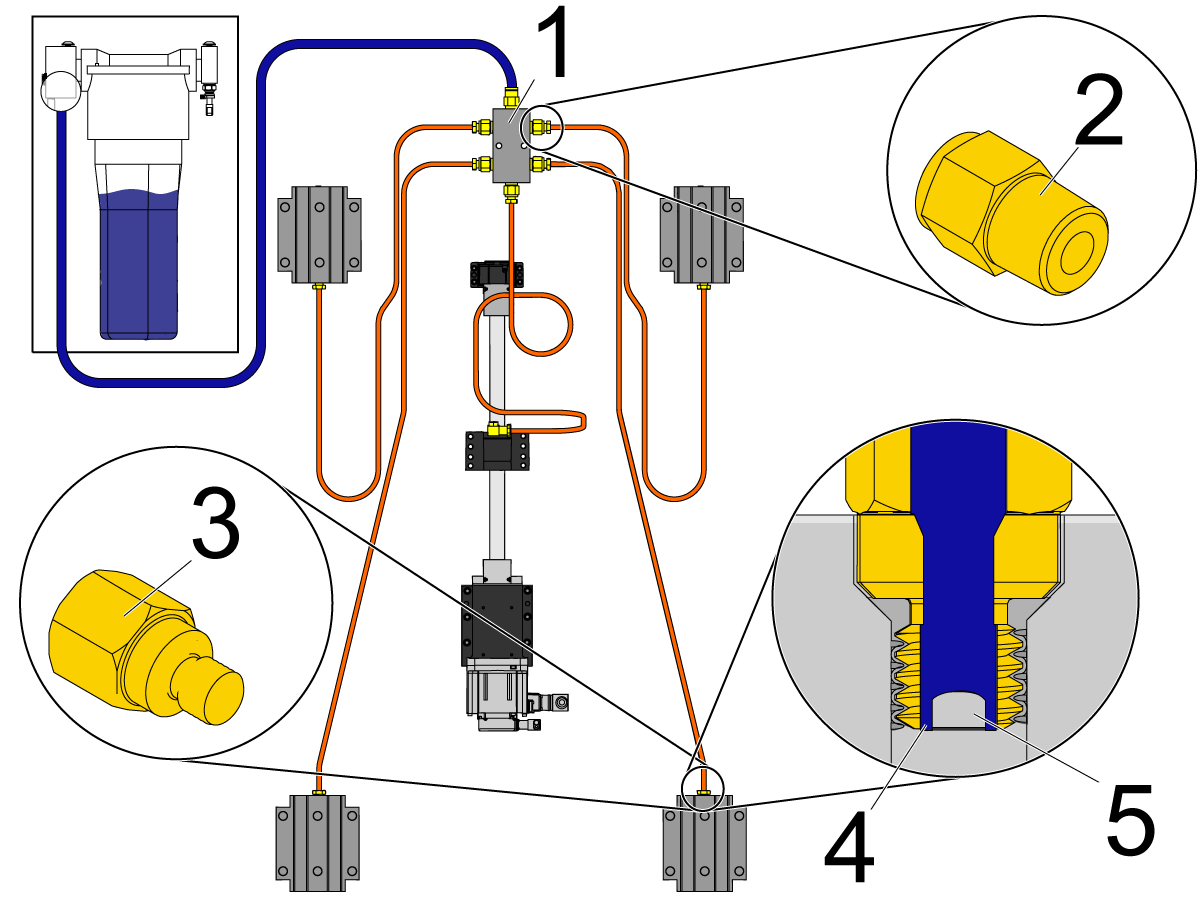
Poprawne smarowanie znacznie wydłuża interwały między wymianami. Zastosowanie wysokiej jakości smarów, takich jak smar Mobil SHC 220 do prowadnic liniowych i śrub tocznych, zapewnia utrzymanie ochronnej warstwy zapobiegającej bezpośredniemu kontaktowi metal–metal. Wiele zakładów standardowo stosuje smar SHC 220 lub równoważne syntetyczne smary ze względu na ich stabilność termiczną i długą trwałość eksploatacyjną, które uzasadniają wyższą cenę w porównaniu do konwencjonalnych smarów.
Najlepszym momentem na zamówienie części zamiennych jest chwila, w której po raz pierwszy zauważysz objawy — a nie wtedy, gdy już nie będzie można ich zignorować.
Zbudowanie małego zapasu kluczowych części zamiennych do maszyn CNC — łożysk wrzecion, nakrętek śrub tocznych i pasków napędowych — zapewnia, że w momencie pojawienia się objawów będziesz mógł zaplanować wymianę w dogodnym dla siebie terminie, zamiast panikować w sytuacji nagłej awarii.
Gdy już zidentyfikujesz, które komponenty wymagają wymiany, kolejnym wyzwaniem staje się znalezienie części zgodnych — szczególnie wtedy, gdy Twoja maszyna wykorzystuje mieszankę komponentów standardowych i własnościowych.
Zrozumienie zgodności części CNC pomiędzy różnymi maszynami
Zidentyfikowaliście zużytą śrubę toczną lub awaryjny silnik napędowy — teraz nadchodzi trudna część. Czy można po prostu zamówić zamiennik u dowolnego dostawcy, czy jesteś zmuszony do zakupu wyłącznie od pierwotnego producenta swojej maszyny? Odpowiedź zależy od tego, czy części do maszyn CNC są zgodne ze standardami branżowymi, czy wykorzystują projekty własnościowe. Zrozumienie tej różnicy może zaoszczędzić znaczne kwoty pieniędzy oraz skrócić czas oczekiwania na części zamienne.
Składniki standardowe działające w urządzeniach różnych marek
Dobre wieści na początek: wiele kluczowych komponentów CNC podlega międzynarodowym standardom zapewniającym zgodność między markami. Te części standardowe do maszyn CNC zapewniają elastyczność w zakupie i często umożliwiają dostęp do wyższej jakości opcji aftermarket.
Do najczęściej stosowanych komponentów standardowych należą:
- Przewodnice i szyny liniowe: Większość producentów przestrzega norm wymiarowych ISO dotyczących szerokości szyn, wzorów montażu wózków oraz specyfikacji wysokości. Przewodnik liniowy o szerokości 20 mm jednego producenta zwykle jest wymienny z odpowiednim modelem innego producenta.
- Śruby kulowe: Średnica, skok i wymiary montażowe często przestrzegają norm DIN lub JIS. Jednak specyfikacje wcisku wstępnego oraz systemy powrotu kulek mogą się różnić między producentami.
- Silniki krokowe i serwonapędy: Wymiary obudów NEMA (NEMA 17, NEMA 23, NEMA 34) standaryzują wzory otworów montażowych oraz wymiary wału. Równoważne wersje metryczne podlegają normom IEC.
- Interfejsy narzędzi frezarskich: Systemy stożkowe BT, CAT, HSK oraz inne przestrzegają ścisłych norm międzynarodowych, co umożliwia stosowanie uchwytów narzędzi w różnych maszynach różnych marek przy użyciu tego samego typu stożka.
- Łączniki elektryczne: Wiele napędów i sterowników wykorzystuje standardowe typy złączy oraz protokoły komunikacyjne, takie jak RS-485, EtherCAT lub Modbus.
Przy zakupie standardowych części CNC skup się na dopasowaniu kluczowych specyfikacji: nośności, klas dokładności i klas wcisku. Śruby kulowe o klasie dokładności C3 firmy A powinny działać równoważnie do śrub kulowych klasy C3 firmy B — system klasyfikacji został właśnie stworzony, aby zagwarantować tę wymienialność.
Przezwyciężanie wyzwań związanych z częściami własnymi
W tym miejscu pozyskiwanie części staje się skomplikowane. Wielu producentów maszyn celowo stosuje komponenty własne, aby utrzymać kontrolę nad przychodami z usług serwisowych — albo po prostu dlatego, że ich konstrukcje wymagają specyfikacji niestandardowych.
Często spotykane komponenty własne obejmują:
- Sterowniki CNC oraz panele HMI: Integracja oprogramowania i sprzętu zwykle wiąże użytkownika z ekosystemem pierwotnego producenta.
- Kartusze wrzecion: Niestandardowe układu łożysk, kanały chłodzenia oraz integracja czujników często wymagają oryginalnych części zastępczych od producenta OEM.
- Niestandardowe serwosilniki: Maszyny zaprojektowane do specjalnych obudow wydajnościowych mogą używać silników o niestandardowych uzwojach, koderach lub konfiguracjach montażowych
- Specjalne wzmacniacze napędu: Szczególnie na starszych maszynach, w których architektura sterowania jest starsza niż obecne standardy komunikacji
Przed zamówieniem wymiany należy udokumentować następujące kluczowe specyfikacje:
- Wymagania elektryczne: Włókno, prąd, konfiguracja fazy i wyciągi złącza
- Wymiary fizyczne: Wzory otworów montażowych, rozmiary wału i ograniczenia w zakresie otoczenia
- Protokoły interfejsu: Standardy komunikacji, typy koderów i formaty sygnałów zwrotnych
- Specyfikacja techniczna: Wskaźniki prędkości, krzywe momentu obrotowego, klasy dokładności i ograniczenia termiczne
Porównując alternatywy, uważnie rozważ następujące czynniki:
| Uwagą | Części OEM | Częściami zamiennymi |
|---|---|---|
| Gwarancja jakości | Gwarantowana zgodność; przetestowano dla konkretnego modelu maszyny | Znacznie różnią się w zależności od producenta; wysokiej klasy części zamiennych mogą dorównać lub przewyższać jakość części oryginalnych (OEM) |
| Okres gwarancji | Zazwyczaj 12–24 miesięcy; może obejmować wsparcie techniczne przy montażu | Często 6–12 miesięcy; ograniczone jedynie do awarii komponentu |
| Koszt | Wysoka cena (często o 30–100% wyższa niż części zamiennych) | Możliwe znaczne oszczędności na standardowych komponentach |
| Czas Oczekiwania | Dla mniej popularnych modeli może to potrwać tygodnie lub miesiące | Często szybsza dostępność dzięki wielu kanałom dystrybucji |
| Wsparcie techniczne | Pełne wsparcie aplikacyjne ze strony producenta | Ograniczone do określonych specyfikacji; integracja stanowi Państwa odpowiedzialność |
| Wpływ gwarancji na maszynę | Zachowuje oryginalny status gwarancji | Może unieważnić gwarancję nowszych maszyn; sprawdź przed zainstalowaniem |
Czy to praktyczne podejście? Używaj części oryginalnych (OEM) do komponentów własnościowych, krytycznych pod względem bezpieczeństwa lub związanych z gwarancją. Wybieraj wysokiej jakości części zamiennych pochodzące od niezależnych dostawców do standardowych elementów CNC, takich jak prowadnice liniowe, śruby kulowe i silniki o standardowej konstrukcji ramy, o ile ich specyfikacje dokładnie odpowiadają wymaganym parametrom, a oszczędności uzasadniają ewentualne dodatkowe nakłady związane z integracją.
Gdy rozumiesz kwestie zgodności, jesteś gotowy przejść do drugiej strony równania dotyczącej części CNC — czyli do niestandardowych, precyzyjnych komponentów, które te maszyny wytwarzają dla wymagających zastosowań w licznych branżach.

Niestandardowe części frezowane CNC do zastosowań precyzyjnych
Teraz, gdy zapoznaliśmy się z wewnętrznymi komponentami, które sprawiają, że maszyny CNC działają, całkowicie zmieńmy perspektywę. A co z produktami, które te maszyny rzeczywiście wytwarzają? Indywidualne części CNC stanowią wyjściowy aspekt technologii CNC — to precyzyjne elementy produkowane zgodnie z dokładnymi specyfikacjami dla zastosowań, w których „wystarczająco blisko” po prostu nie jest wystarczająco dobre.
Nie ma znaczenia, czy opracowujesz prototyp nowego produktu, czy też przekraczasz barierę do pełnej produkcji – zrozumienie tego, jak frezarki CNC przekształcają surowe materiały w gotowe komponenty, pozwala na skuteczną komunikację z dostawcami oraz podejmowanie świadomych decyzji zakupowych.
Branże korzystające z indywidualnych komponentów CNC
Obróbka CNC stała się podstawą precyzyjnej produkcji w prawie każdej branży. Według ekspertów z zakresu produkcji obróbka CNC jest powszechnie stosowana w takich sektorach jak przemysł lotniczy i kosmiczny, motocyklowy, medyczny, robotyki oraz produkcja sprzętu przemysłowego ze względu na możliwość tworzenia skomplikowanych geometrii z bardzo ścisłymi tolerancjami. Ale jakie konkretne komponenty wymagają poszczególne sektory?
Lotnictwo i obronność:
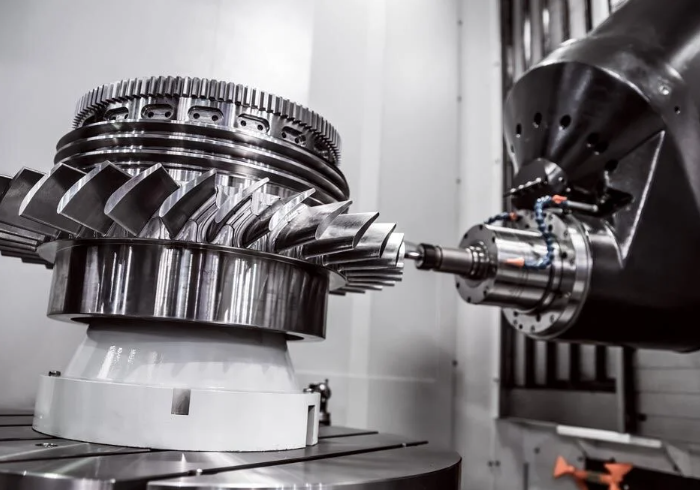
- Łopatki turbin i elementy silników wymagające obróbki stopów specjalnych
- Uchwyty i złącza konstrukcyjne o surowych wymaganiach dotyczących stosunku masy do wytrzymałości
- Kolektory hydrauliczne ze skomplikowanymi wewnętrznymi kanałami
- Precyzyjne obudowy dla systemów awioniki i nawigacji
Motoryzacja:
- Blok silnika, głowice cylindrów oraz obudowy skrzyń biegów
- Elementy zawieszenia wymagające stałej dokładności wymiarowej
- Części układu hamulcowego, w których tolerancje bezpieczeństwa są bezwzględne
- Indywidualne części wysokowydajne przeznaczone do zastosowań wyścigowych i rynku aftermarket
Urządzenia medyczne:
- Instrumenty chirurgiczne wykonane ze materiałów biokompatybilnych i posiadające lustrzane wykończenie
- Implanty ortopedyczne frezowane z tytanu i stopów przeznaczonych do zastosowań medycznych
- Obudowy sprzętu diagnostycznego z precyzyjnymi elementami mocującymi czujniki
- Elementy protez dostosowane do indywidualnych geometrii pacjenta
Robotyka i automatyzacja:
- Obudowy siłowników oraz elementy stawów
- Indywidualne płyty montażowe i ramy konstrukcyjne
- Precyzyjne elementy przekładni oraz połączenia wałów
- Narzędzia końcowe i mechanizmy chwytaków
Dla hobbystów i entuzjastów samodzielnej produkcji – komponenty CNC do użytku własnego otworzyły dostęp do niestandardowej obróbki, która wcześniej była dostępna wyłącznie dla przemysłowych producentów. Od niestandardowych ram dronów po płyty klawiatur mechanicznych – części wykonane metodą CNC pozwalają osobom prywatnym na przeniesienie ich projektów w rzeczywistość fizyczną z profesjonalną precyzją.
Od prototypu do części gotowych do produkcji masowej
Dlaczego frezowanie CNC jest idealne do wykonywania precyzyjnych komponentów? Przebieg procesu od pomysłu do gotowego elementu wyjaśnia, dlaczego technologia ta dominuje tam, gdzie liczy się dokładność.
Przepływ pracy dla niestandardowych części CNC:
1. Projektowanie i inżynieria
Każda niestandardowa część CNC zaczyna się od modelu CAD — cyfrowego przedstawienia definiującego wszystkie wymiary, допuszczalne odchyłki oraz wymagania dotyczące chropowatości powierzchni. Inżynierowie określają kluczowe cechy, materiały oraz dopuszczalne odchyłki geometryczne, które gotowa część musi spełniać.
2. Programowanie CAM
Oprogramowanie CAM przekształca projekt w ścieżki narzędzia — precyzyjne ruchy, jakie wykona narzędzie cięcia. Programiści wybierają strategie frezowania, posuwy, obroty oraz kolejność narzędzi zoptymalizowane pod kątem konkretnego materiału i geometrii.
3. Wybór materiałów
Wybór odpowiedniego materiału polega na zrównoważeniu wymagań dotyczących wydajności z obrabialnością i kosztami. Typowe opcje obejmują:
- Stopy aluminium (6061, 7075): Doskonała obrabialność, dobra stosunkowa wytrzymałość do masy, odporność na korozję
- Stale nierdzewne (303, 304, 316): Odporność na korozję w trudnych środowiskach, różna obrabialność
- Stale węglowe (1018, 4140): Opłacalna wytrzymałość, możliwość hartowania w celu zwiększenia twardości
- Stopy tytanu: Wydjątkowy stosunek wytrzymałości do masy, biokompatybilność, trudne w obróbce
- Tworzywa inżynierskie (Delrin, PEEK, Nylon): Lekkie, odporne na działanie chemikaliów, izolujące elektrycznie
4. Operacje obróbkowe
Rzeczywisty proces cięcia usuwa materiał z wyjątkową precyzją. Obróbka CNC zautomatyzowuje procesy cięcia, wiercenia, frezowania i toczenia, zapewniając precyzję i powtarzalność każdego wyprodukowanego elementu. Maszyny wieloosiowe mogą podejść do przedmiotu obrabianego praktycznie pod dowolnym kątem, tworząc cechy, których nie dałoby się uzyskać metodami ręcznymi.
5. Weryfikacja jakości
Gotowe części po obróbce CNC poddawane są kontroli za pomocą maszyn pomiarowych współrzędnościowych (CMM), porównywarek optycznych lub precyzyjnych suwmiarek. Kluczowe wymiary są dokumentowane i porównywane ze specyfikacjami przed wysyłką elementów.
Prawdziwa wartość obróbki CNC ujawnia się wtedy, gdy potrzebujesz identycznych części — niezależnie od tego, czy chodzi o dwa prototypy, czy dwie tysiące sztuk w produkcji seryjnej, każda z nich odpowiada modelowi cyfrowemu w granicach określonych tolerancji.
Ta powtarzalność wyjaśnia, dlaczego branże, w których nie jest dopuszczalna żadna zmienność — takie jak urządzenia medyczne, przemysł lotniczy i motocyklowy — tak bardzo polegają na technologii CNC. Narzędzie chirurgiczne musi działać identycznie, niezależnie od tego, czy jest to pierwszy wyprodukowany element, czy dziesięciotysięczny.
W przypadku wymagających zastosowań, szczególnie komponentów samochodowych, gdzie bezpieczeństwo i niezawodność są najważniejsze, wybór odpowiedniego partnera produkcyjnego staje się równie istotny co samo zaprojektowanie wyrobu. Certyfikowani dostawcy posiadający solidne systemy zarządzania jakością zapewniają, że Twoje niestandardowe części CNC zawsze spełniają określone parametry — temat ten warto dokładnie omówić, przechodząc od zrozumienia technologii do rzeczywistego zakupu komponentów dla swoich projektów.
Wybór wiarygodnych dostawców części CNC
Zaprojektowałeś swój komponent, wybrałeś materiał i określiłeś допuszczalne odchyłki. Teraz nadszedł czas na decyzję, która może przesądzić o sukcesie lub porażce całego projektu: któremu dostawcy części do obróbki CNC zaufasz produkcji? Różnice między dostawcami nie zawsze są widoczne na pierwszy rzut oka w ofercie cenowej. Certyfikaty jakości, kontrole procesów oraz możliwości dostaw oddzielają producentów, którzy stale spełniają swoje zobowiązania, od tych, którzy zmuszają Cię do pośpiesznej reakcji na przekroczenie terminów i odrzucenie części.
Nie ma znaczenia, czy zakupujesz części prototypowe, czy też budujesz długoterminową relację produkcyjną — zrozumienie różnic między wyjątkowymi dostawcami części do maszyn CNC a tymi jedynie wystarczającymi pozwala uniknąć kosztownych błędów i stworzyć niezawodny łańcuch dostaw.
Certyfikaty świadczące o doskonałości w produkcji
Traktuj certyfikaty jako życiorys dostawcy — świadczą one o potwierdzonej kompetencji w konkretnych dziedzinach produkcji. Choć istnieje wiele różnych certyfikatów, niektóre z nich mają szczególne znaczenie w przypadku precyzyjnej obróbki CNC.
IATF 16949: Złoty standard przemysłu motocyklowego i motoryzacyjnego
Jeśli zakupujesz komponenty do zastosowań motocyklowych i motoryzacyjnych, certyfikat IATF 16949 nie jest opcjonalny – jest niezbędny. Ten standard wykracza daleko poza podstawowe zarządzanie jakością. Zgodnie z wymagania dotyczące certyfikacji branżowej , norma IATF 16949 określa pięć kluczowych narzędzi, które dostawcy muszą wdrożyć, aby produkować części seryjne z minimalną liczbą wad:
- APQP (Zaawansowane Planowanie Jakości Produktu): Zorganizowane podejście do opracowywania stabilnych procesów produkcyjnych eliminujących ryzyka jeszcze przed rozpoczęciem produkcji
- FMEA (Analiza trybów i skutków awarii): Systematyczna identyfikacja i minimalizacja potencjalnych awarii projektowych i procesowych
- SPC (Statystyczne sterowanie procesem): Monitorowanie w czasie rzeczywistym kluczowych parametrów procesu w celu wykrycia odchylenia jeszcze przed powstaniem wad
- MSA (Analiza systemu pomiarowego): Weryfikacja, że sprzęt pomiarowy i metody kontroli zapewniają wiarygodne i powtarzalne pomiary
- PPAP (Proces aprobaty części produkcyjnych): Dokumentacja potwierdzająca, że dostawca jest w stanie systematycznie produkować części zgodne ze specyfikacjami klienta
Te zintegrowane narzędzia tworzą ekosystem jakościowy, który zapobiega wadom zamiast jedynie je wykrywać. Gdy dostawca części CNC posiada certyfikat IATF 16949, współpracujesz z organizacją, która wykazała się biegłością w zakresie systemów jakości stosowanych w przemyśle motocyklowym i samochodowym.
ISO 9001: Uniwersalna podstawa jakości
W przypadku zastosowań niemotocyklowych i niemotoryzacyjnych certyfikat ISO 9001:2015 potwierdza, że dostawca utrzymuje udokumentowane procesy zarządzania jakością. Choć jest on mniej rygorystyczny niż IATF 16949, to certyfikat ten nadal świadczy o zaangażowaniu w zapewnianie spójnej jakości, śledzalności oraz ciągłego doskonalenia.
Certyfikaty środowiskowe i energetyczne
Coraz częściej zespoły zakupowe oceniają dostawców pod kątem ich kompetencji w zakresie zrównoważonego rozwoju. Certyfikat środowiskowy ISO 14001:2015 potwierdza istnienie systemu zarządzania środowiskowego obejmującego emisje, obsługę materiałów oraz redukcję odpadów – czynniki mające znaczenie dla raportowania korporacyjnego w zakresie zrównoważonego rozwoju oraz inicjatyw odpowiedzialnego pozyskiwania surowców.
Ocena kompetencji dostawcy pod kątem Twoich potrzeb
Certyfikaty otwierają drzwi, ale dopasowanie możliwości dostawcy do Twoich konkretnych wymagań decyduje o powodzeniu projektu. Oto co doświadczeni specjaliści ds. zakupów oceniają przy wyborze dostawców części do maszyn CNC.
Implementacja Sterowania Procesem Statystycznym
Zapytaj potencjalnych dostawców, jak monitorują krytyczne wymiary podczas serii produkcyjnych. Producentów skupionych na jakości stosuje statystyczną kontrolę procesów (SPC), aby śledzić zdolność procesu w czasie rzeczywistym. Zgodnie z najlepszymi praktykami oceny dostawców, solidne systemy kontroli jakości powinny obejmować wykresy SPC dla parametrów krytycznych, ustalając zarówno granice kontroli procesu, jak i plany działań korygujących w przypadku wystąpienia odchyleń.
Dostawca stosujący SPC wykrywa dryf jeszcze przed wyprodukowaniem części spoza tolerancji. Bez niego polegasz wyłącznie na końcowej kontroli jakości w celu wykrycia problemów — po tym, jak już wygenerowano odpad.
Czas realizacji zamówienia i szybkość reagowania
Możliwości produkcyjne nie mają znaczenia, jeśli części przybywają zbyt późno. Oceniaj dostawców zarówno pod kątem standardowych czasów realizacji, jak i ich zdolności do przyspieszenia dostawy w razie konieczności. Niektórzy certyfikowani producenci utrzymują moc produkcyjną specjalnie przeznaczoną na zamówienia wymagające szybkiej realizacji — czasy realizacji nawet jednego dnia roboczego nie są fantazją marketingową, gdy dostawcy zaprojektowali swoje operacje z myślą o elastyczności.
Na przykład, Shaoyi Metal Technology przedstawia, w jaki sposób dostawcy certyfikowani zgodnie z normą IATF 16949 mogą łączyć systemy zapewnienia jakości z szybką dostawą, oferując precyzyjne komponenty motocyklowe o czasach realizacji pozwalających spełniać wymagania produkcji typu just-in-time.
Ocena sprzętu i zdolności produkcyjnych
Zrozumienie wyposażenia dostawcy ujawnia jego rzeczywiste możliwości. Przy ocenie dostawców usług CNC należy przeanalizować wiek maszyn, harmonogramy konserwacji oraz aktualność technologiczną sprzętu. Dział CNC pracujący na przestarzałym sprzęcie może mieć trudności z wykonywaniem elementów o ścisłych tolerancjach lub skomplikowanych kształtach, które nowoczesne maszyny obsługują rutynowo.
Korzystaj z tego ramowego podejścia przy porównywaniu potencjalnych partnerów dostarczających części CNC:
| Kryteria oceny | Czego szukać | Czerwone flagi |
|---|---|---|
| Certyfikaty jakości | IATF 16949 dla przemysłu motoryzacyjnego; minimalna norma ISO 9001 dla obróbki ogólnej; bieżące daty certyfikacji | Wygaśnięte certyfikaty; niemożność dostarczenia dokumentacji audytorskiej |
| Kontrola procesu | Dokumentowane wdrożenie SPC; plany kontroli wymiarów krytycznych; procedury reakcji | Zaleganie wyłącznie na inspekcji końcowej; brak śledzenia statystycznego |
| Możliwości inspekcji | Sprzęt CMM; kalibrowane narzędzia pomiarowe; udokumentowane procedury kontroli | Tylko kontrola wizualna; przestarzałe lub niekalibrowane urządzenia |
| Wykonanie terminów realizacji | Dokumentowane wskaźniki terminowej dostawy powyżej 95%; szybkie możliwości; jasna komunikacja | Niejasne zobowiązania w zakresie dostaw; historia nieprzestrzeganych terminów |
| Śledzenie materiałów | Dokumenty certyfikacji materiałów; śledzenie partii; inspekcja materiałów przychodzących | Nie można dostarczyć materiałów; brak systemu identyfikowalności |
| Wiedza techniczna | Wsparcie inżynieryjne w zakresie opinii DFM; doświadczeni programiści; znajomość materiałów | Współpraca wyłącznie w zakresie ofert; brak możliwości konsultacji technicznych |
| Komunikacja | Reaktywne zarządzanie projektami; proaktywne powiadamianie o problemach; przejrzysta dokumentacja | Trudno się skontaktować; niespodzianki w dniu dostawy |
Ocena próbek elementów
Zanim przejdzie się do produkcji seryjnej, należy zażądać części próbnych wraz z pełnymi raportami pomiarowymi. Przegląd części próbnych w połączeniu z dokumentacją pomiarową pozwala zweryfikować deklaracje dotyczące zdolności precyzyjnych oraz pokazuje rygor inspekcyjny dostawcy. Należy zwracać uwagę nie tylko na to, czy wymiary mieszczą się w dopuszczalnych odchyłkach, ale także na to, jak blisko wartości nominalnej się znajdują — dostawca systematycznie osiągający wartość nominalną wskazuje na lepszą kontrolę procesu niż ten, którego pomiary oscylują w granicach dopuszczalnych odchyłek.
Najtańsza oferta rzadko przekłada się na najniższy całkowity koszt — należy uwzględnić wskaźnik odrzutów, niezawodność dostaw oraz ukryte koszty związane z zarządzaniem niedoskonałymi dostawcami.
Budowanie relacji z kwalifikowanymi dostawcami części do obróbki CNC wymaga początkowych wysiłków, ale przynosi korzyści w postaci spójnej jakości, niezawodnej dostawy oraz obniżenia kosztów zakupów. Gdy już ustanowisz te partnerstwa, konserwacja maszyn CNC produkujących Twoje własne części – lub zrozumienie, jak Twoi dostawcy utrzymują swoje urządzenia – staje się ostatnim elementem układanki precyzyjnego wytwarzania.
Konserwacja części CNC w celu zapewnienia długotrwałej wydajności
Zainwestowałeś w wysokiej jakości komponenty, pozyskałeś wiarygodnych dostawców oraz rozumiesz, jak działa Twoja maszyna CNC. Ale oto rzeczywistość: nawet najdoskonalsze materiały i precyzyjne komponenty do CNC ulegają zużyciu bez odpowiedniej opieki. Różnica między maszynami zapewniającymi przez dziesięciolecia stałą dokładność a tymi, które wymagają częstych napraw, sprowadza się do jednego czynnika – dyscypliny w zakresie konserwacji.
Traktuj konserwację jako ochronę swojej inwestycji. Zgodnie z badaniami firmy Deloitte producentom wdrażającym programy konserwacji zapobiegawczej zazwyczaj udaje się osiągnąć redukcję kosztów konserwacji o 25–30%, zmniejszenie liczby awarii o 70–75% oraz poprawę czasu gotowości do pracy o 35–45%. To nie są marginalne korzyści – to rezultaty przekształcające, które bezpośrednio wpływają na wynik finansowy Twojej firmy.
Tworzenie harmonogramu konserwacji zapobiegawczej
Skuteczna konserwacja nie polega na przypadkowych kontrolach – to uporządkowane procedury mające na celu wykrycie problemów zanim eskalują. Każde akcesoria i podstawowe komponenty maszyn CNC wymagają kontroli w różnych odstępach czasu.
Czynności codzienne (10–15 minut na maszynę):
- Wizualna kontrola obecności wiórków, zanieczyszczeń i osadów chłodziwa na powierzchniach maszyny
- Sprawdzenie poziomu i stężenia chłodziwa – prawidłowe proporcje zapobiegają rozwojowi bakterii i zapewniają skuteczne chłodzenie
- Weryfikacja funkcjonalności systemu smarowania oraz poziomu oleju w zbiornikach
- Testowanie funkcji przycisków awaryjnego zatrzymania i blokad bezpieczeństwa
- Inspekcja osłon prowadnic i miechów pod kątem uszkodzeń, które mogłyby dopuścić do przedostania się zanieczyszczeń
Zadania tygodniowe:
- Czyszczenie i inspekcja prowadnic liniowych pod kątem śladów zużycia lub suchych miejsc
- Sprawdź napięcie i wypoziomowanie paska napędowego w układach napędu wrzeciona
- Przegląd połączeń elektrycznych pod kątem luźności lub korozji
- Oczyścić dysze chłodziwa, aby zapewnić prawidłową przepływność
- Zweryfikuj odczyty ciśnienia w układach hydraulicznych i pneumatycznych
Zadania miesięczne:
- Zbadaj stężenie chłodziwa za pomocą refraktometru — utrzymuj je na poziomie 5–10% w celu zapewnienia optymalnej wydajności
- Wymień filtry powietrza w układach pneumatycznych oraz obudowach
- Sprawdź luz osiowy w każdej osi przy użyciu oprogramowania diagnostycznego
- Zmierz bieganie wrzeciona za pomocą wskaźnika zegarowego
- Przegląd i uzupełnienie smaru we wszystkich punktach smarowania
Poprawne smarowanie wymaga szczególnej uwagi. Wysokiej jakości syntetyczne smary, takie jak Mobil Mobilith SHC 220, zapewniają znacznie lepszą ochronę prowadnic liniowych i śrub tocznych niż konwencjonalne środki smarujące. Stabilność termiczna i przedłużony okres użytkowania Mobilith SHC 220 uzasadniają jego wyższą cenę — elementy pozostają chronione nawet podczas intensywnych operacji generujących znaczne ciepło. Wiele specjalistycznych warsztatów CNC standardowo stosuje smar SHC 220, ponieważ zachowuje on swoją ochronną warstwę w warunkach, które spowodowałyby rozkład mniej wytrzymałych środków smarujących.
Metody kalibracji zapewniające zachowanie precyzji
Kalibracja nie jest jednorazowym wydarzeniem – to ciągłe zaangażowanie w zapewnienie dokładności. Jak zauważają eksperci ds. konserwacji , kalibracja zapewnia dokładność podczas eksploatacji, a regularne kontrole pomagają utrzymać precyzję i zapobiegać kosztownym błędom.
Roczna kalibracja powinna obejmować:
- Weryfikację dokładności geometrycznej – prostokątność, równoległość i prostoliniowość wszystkich osi
- Sprawdzenie dokładności pozycjonowania przy użyciu interferometrii laserowej lub testu kulowego (ballbar)
- Inspekcję łożysk wrzeciona pod kątem zużycia, luzów lub zmian w docisku wstępnym
- Pomiar luzu w śrubie tocznej w porównaniu do specyfikacji podstawowych
- Pełne tworzenie kopii zapasowej parametrów maszyny oraz ustawień sterowania
Dokumentuj każdy wynik kalibracji. Z czasem dane te ujawniają trendy — np. stopniowy wzrost luzu wskazuje na zużycie śruby kulowej znacznie wcześniej niż doprowadzi to do odrzucenia wykonywanych części. Wczesne wykrycie takich wzorców pozwala zaplanować wymianę elementów w ramach zaplanowanego przestoju, a nie na skutek nagłych awarii.
Wolisz poświęcić 15 minut dziennie na czynności konserwacyjne czy raczej zmierzyć się z wielodniowym przestojem i naprawami awaryjnymi?
Lista czynności konserwacyjnych dla maszyn CNC:
- Zdefiniuj codzienne, tygodniowe i miesięczne procedury konserwacyjne dla każdej maszyny
- Zapasy kluczowych materiałów eksploatacyjnych do maszyn CNC, w tym smarów, filtrów oraz najczęściej zużywanych części
- Przeszkól operatorów w rozpoznawaniu wczesnych objawów zużycia komponentów
- Wdroż system dokumentacji — w postaci papierowych rejestrów lub oprogramowania CMMS — do śledzenia wszystkich czynności konserwacyjnych
- Zaplanuj coroczną profesjonalną kalibrację przy użyciu odpowiednich urządzeń pomiarowych
- Nawiąż relacje ze certyfikowanymi dostawcami, którzy będą w stanie szybko zareagować w przypadku potrzeby dostawy zamienników
Łańcuch precyzji łączący stan maszyny z jakością wykonywanych na niej detali jest tak silny, jak najsłabsza z zastosowanych praktyk konserwacyjnych. Wdrożenie tych procedur pozwala nie tylko zapobiegać awariom — zapewnia także, że każdy wytwarzany przez Ciebie detal spełnia określone wymagania, wszystkie terminy są dotrzymane, a inwestycja w obrabiarki CNC przynosi zwrot przez wiele lat.
Najczęściej zadawane pytania dotyczące części CNC
1. Czym są części CNC?
Części CNC mają dwa znaczenia: komponenty tworzące maszyny CNC (wrzeciono, śruby kulowe, prowadnice liniowe, silniki) oraz produkty wytwarzane za pomocą maszyn CNC (precyzyjne uchwyty, wały, obudowy). Komponenty maszyn umożliwiają zautomatyzowane operacje skrawania, podczas gdy części wykonane metodą frezowania CNC to elementy niestandardowe, wytwarzane przy użyciu sprzętu sterowanego komputerowo z materiałów takich jak aluminium, stal, tytan i tworzywa sztuczne.
2. Jakie są 7 głównych części tokarki CNC?
Siedem kluczowych komponentów maszyn CNC obejmuje: jednostkę sterującą maszyną (MCU), która przetwarza programy; urządzenia wejściowe do wczytywania kodu; układy napędowe z serwonapędami lub silnikami krokowymi; narzędzia maszynowe, takie jak wrzeciona i narzędzia tnące; układy sprzężenia zwrotnego z enkoderami i czujnikami; łóżko i stół do mocowania obrabianego przedmiotu oraz systemy chłodzenia do zarządzania temperaturą. Komponenty te współpracują ze sobą, aby przekształcić cyfrowe instrukcje w precyzyjne ruchy fizyczne.
3. Skąd wiem, kiedy należy wymienić części CNC?
Zwracaj uwagę na objawy wizualne, takie jak przebarwienia na śrubach kulowych, ślady zużycia na prowadnicach liniowych oraz wyciek smaru ze wrzecion. Objawami pogorszenia wydajności są: odchylenia wymiarowe, okrągłe cechy przyjmujące kształt elipsy, pogorszenie jakości powierzchni oraz nietypowe dźwięki, takie jak trzaskanie lub skrzeczenie podczas pracy. Wdrożenie konserwacji zapobiegawczej z użyciem wysokiej jakości środków smarnych, np. smaru Mobil SHC 220, znacznie wydłuża żywotność komponentów.
4. Jakie certyfikaty powinien posiadać dostawca części CNC?
W zastosowaniach motocyklowych certyfikat IATF 16949 jest niezbędny, ponieważ wymaga wdrożenia narzędzi jakościowych takich jak APQP, FMEA, SPC, MSA oraz PPAP. ISO 9001:2015 stanowi podstawę dla ogólnych dostawców obróbki skrawaniem. Certyfikowane dostawcy, tacy jak Shaoyi Metal Technology, łączą te systemy jakościowe z krótkimi czasami realizacji zamówień, oferując precyzyjne komponenty motocyklowe z terminem dostawy już po jednym dniu roboczym.
5. Czy części CNC są wzajemnie zamienne między różnymi markami maszyn?
Wiele komponentów przestrzega międzynarodowych standardów i jest wzajemnie zamienne. Przewodnice liniowe zwykle przestrzegają standardów wymiarowych ISO, silniki – rozmiarów obudów NEMA lub IEC, a interfejsy narzędziowe, takie jak stożki BT, CAT i HSK, są standaryzowane. Jednak sterowniki, niestandardowe wkłady wrzecion oraz specjalistyczne wzmacniacze napędowe są często własnościowe. Zawsze należy zweryfikować specyfikacje, w tym wymiary, napięcia znamionowe oraz protokoły interfejsów, przed zakupem części zamiennych.