 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Sekrety ofert online CNC: 9 czynników cenowych, które inżynierowie często pomijają

Czym jest oferta CNC online i dlaczego ma to znaczenie
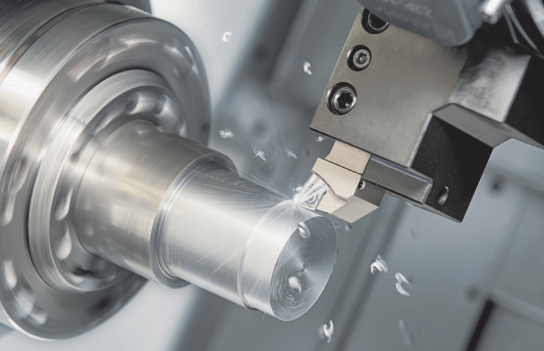
Wyobraź sobie przesłanie pliku CAD o godzinie 10:00 i otrzymanie dokładnych cen na Twoje części wykonane metodą precyzyjnej obróbki zanim ochłonie Twoja poranna kawa. To właśnie rzeczywistość oferty CNC online — cyfrowej platformy, która analizuje Twoje pliki projektowe, ocenia wymagania materiałowe i generuje aktualne ceny w ciągu kilku sekund lub minut. Dla inżynierów i zespołów zakupowych zmęczonych tradycyjnym procesem oczekiwania stanowi to nic mniej niż rewolucję w zakresie zakupów.
Od zapytań ofertowych wysyłanych e-mailem do natychmiastowego ustalania cen
Tradycyjny proces RFQ (wniosek o ofertę) od dawna był źródłem frustracji. Wysyłałeś wiadomości e-mail do wielu warsztatów maszynowych, dzwoniłeś w celu wyjaśnień i czekałeś od 1 do 5 dni na odpowiedzi — czasem nawet dłużej. Każda oferta wymagała ręcznych obliczeń, wielokrotnych wyjaśnień w formie korespondencji lub rozmów telefonicznych oraz niekończącej się koordynacji. Tymczasem harmonogram Twojego projektu ciągle się przesuwał.
Współczesne platformy do natychmiastowego wyceniania całkowicie odwracają ten proces. Zamiast czekać dni, otrzymasz ofertę CNC online już po 5–60 sekundach. Technologia umożliwiająca taką szybkość opiera się na zaawansowanych algorytmach, sztucznej inteligencji oraz uczeniu maszynowym, które automatycznie analizują geometrię detalu, specyfikacje materiału, допuszczalne odchyłki i wykończenie powierzchni.
Cyfrowa transformacja zakupów usług CNC
Co napędza tę przemianę? Oczekiwania klientów uległy fundamentalnej zmianie. Zgodnie z badaniami branżowymi: szybsze terminy dostawy, szersza możliwość personalizacji oraz dokładne szacunki czasu realizacji stały się obecnie niezbędnymi – a nie opcjonalnymi – elementami współpracy. Tradycyjne procesy przesyłania zapytań ofertowych (RFQ) stały się utrudnieniami, których firmy po prostu nie mogą sobie pozwolić.
Cyfrowe platformy zakupowe umożliwiają natychmiastowe dopasowanie potrzeb związanych z obróbką skrawaniem do kwalifikowanych dostawców. Korzyści są znaczne:
- Zmniejszenie nakładów na koordynację oraz obciążenia administracyjnego
- Zwiększone przejrzystości zarówno dla kupujących, jak i producentów
- Strukturalne, oparte na danych odkrywanie dostawców
- Wbudowane oceny jakości oparte na poprzednich projektach
Niezależnie od tego, czy szukasz „obróbki CNC w pobliżu mnie”, czy eksplorujesz globalne sieci produkcyjne, te platformy łączą Cię z zweryfikowanymi dostawcami specjalizującymi się w Twoich konkretnych wymaganiach — bez konieczności wykonywania ręcznej pracy.
Co czyni ofertowanie online wyjątkowym
Podstawową wartością ofertowania online jest piękna prostota: przekaż plik CAD, określ swoje wymagania i otrzymaj wycenę w ciągu kilku minut. Jednak za tą prostotą kryje się zaawansowana technologia. Po przesłaniu pliku system wykonuje automatyczną analizę geometrii, sprawdza możliwości produkcyjne oraz oblicza koszty na podstawie rzeczywistych parametrów obróbki.
Platformy oferujące tę usługę CNC zwykle obsługują powszechne formaty plików, takie jak STEP, IGES i STL. Zaawansowane systemy zapewniają natychmiastową informację zwrotną DFM (projektowanie z myślą o wykonalności produkcyjnej), wskazując potencjalne problemy jeszcze przed złożeniem zamówienia. Takie proaktywne podejście pozwala zmniejszyć liczbę iteracji projektowych i zapobiega kosztownym błędom na późniejszych etapach – co jest szczególnie istotne przy złożonych elementach wymagających obróbki na maszynach 5-osiowych.
Natychmiastowe wyceny demokratyzują dostęp do precyzyjnej produkcji. Zarówno małe startupy, jak i firmy z listy Fortune 500 mogą teraz korzystać z sieci obejmującej ponad 10 000 dostawców, porównywać ceny w przejrzysty sposób oraz podejmować uzasadnione decyzje – wszystko to bez konieczności posiadania specjalistycznych zespołów zakupowych ani powiązań branżowych.
Ta dostępność ma znaczenie. Wcześniej uzyskanie konkurencyjnych ofert wymagało nawiązania ustalonych relacji z wieloma warsztatami maszynowymi. Obecnie firma posiadająca solidny projekt i plik CAD może korzystać z światowej klasy możliwości obróbki numerycznej na równych zasadach z gigantami branżowymi. Pole gry nie zostało jedynie wyrównane – zostało całkowicie przekształcone.
Jak działa proces uzyskiwania ofert CNC online – krok po kroku
Zdecydowaliście się więc wypróbować platformę do uzyskiwania ofert CNC online w ramach swojego kolejnego projektu obróbki CNC. Co dzieje się po kliknięciu przycisku przesyłania? Zrozumienie pełnego procesu – od przygotowania pliku po dostarczenie końcowej oferty – pozwala przesyłać bardziej poprawne pliki, unikać odrzuceń oraz ostatecznie uzyskać bardziej dokładne wyceny na swoje części obrabiane. Przeanalizujmy krok po kroku każdą fazę, aby dokładnie wiedzieć, czego można się spodziewać.
Przygotowanie pliku CAD do przesłania
Zanim przejdziemy dalej, plik CNC musi być w odpowiednim formacie i prawidłowo skonfigurowany. Może to brzmieć podstawowo, ale przygotowanie pliku to etap, na którym wielu inżynierów nieświadomie wprowadza błędy prowadzące do zawyżonych ofert lub wręcz odrzucenia zlecenia.
Większość platform internetowych do generowania ofert akceptuje następujące standardowe formaty plików:
- STEP (.stp, .step) — Format preferowany w branży ze względu na uniwersalną kompatybilność oraz zdolność do dokładnego zachowywania geometrii bryłowej
- IGES (.igs, .iges) — Starszy, ale szeroko obsługiwany format; plik .igs dobrze sprawdza się przy prostszych geometriach, ale może utracić część danych powierzchniowych w przypadku części o złożonej budowie
- STL (.stl) — Używany głównie do druku 3D, ale akceptowany przez niektóre platformy do generowania ofert; nie jest jednak odpowiedni do precyzyjnej obróbki CNC z powodu przybliżenia siatkowego (mesh)
- Parasolid (.x_t) — Format natywny dla wielu systemów CAD, charakteryzujący się doskonałą retencją geometrii
Dlaczego platformy preferują format STEP? W przeciwieństwie do formatów opartych na siatce (mesh), pliki STEP zawierają dokładne definicje matematyczne powierzchni krawędzie i cechy. Ta precyzja umożliwia algorytmom wyceny dokładne obliczanie ścieżek obróbki, identyfikację wymiarów tolerancyjnych oraz wykrywanie problemów z nadawaniem się do produkcji. Pracując nad projektami maszyn CNC z surowymi specyfikacjami, ta dokładność ma bezpośredni wpływ na wiarygodność oferty.
Zanim przekażesz plik, przejdź szybko przez poniższą listę kontrolną:
- Upewnij się, że model jest szczelny (bez luk ani otwartych powierzchni)
- Potwierdź poprawne ustawienie jednostek (milimetry vs. cale mogą powodować poważne problemy)
- Usuń elementy wewnętrzne lub odniesienia do złożenia, które nie będą produkowane
- Sprawdź, czy wszystkie cechy są w pełni zdefiniowane — żadne szkice nie pozostają w stanie „niedookreślonym”
Wybór materiału i tolerancji
Po pomyślnym przesłaniu pliku platforma przeprowadzi Cię przez wprowadzanie specyfikacji. To właśnie tutaj Twoje decyzje inżynierskie bezpośrednio kształtują końcową cenę. Można to uznać za stopniowe budowanie oferty warstwa po warstwie.
Oto typowy proces krok po kroku, którego będziesz się trzymać:
- Prześlij plik CAD — System wykonuje początkowe skanowanie geometrii, sprawdzając podstawową wykonalność produkcyjną oraz pobierając dane wymiarowe
- WYBIERZ SWÓJ MATERIAŁ — Wybierz spośród opcji takich jak aluminium 6061, stal nierdzewna 303, tytan lub różne tworzywa sztuczne; każdy materiał charakteryzuje się innymi właściwościami obróbkowymi, które wpływają na czas cyklu i wymagania dotyczące narzędzi
- Określ dopuszczalne odchyłki — Standardowe dopuszczalne odchyłki (zazwyczaj ±0,005 cala lub ±0,127 mm) są tańsze niż dopuszczalne odchyłki precyzyjne; ścisłe specyfikacje wymagają wolniejszych prędkości posuwu, częstszych kontroli oraz sprzętu specjalistycznego
- Wybierz wymagania dotyczące chropowatości powierzchni — Od powierzchni po obróbce do lustrzanego polerowania: każdy poziom chropowatości powoduje wydłużenie czasu przetwarzania i zwiększenie kosztów
- Wprowadź ilość — Cena zwykle podlega krzywej, według której wzrost objętości zamówienia obniża koszt jednostkowy dzięki rozłożeniu kosztów przygotowania na większą liczbę sztuk
- Dodaj operacje wtórne — Wytaczanie gwintów, anodowanie, obróbka cieplna lub inne wymagania związane z przetwarzaniem końcowym
- Przejrzyj i prześlij — Potwierdź wszystkie specyfikacje przed wygenerowaniem przez system oferty
Interfejs zwykle prezentuje te opcje w logicznej kolejności, ale nie przyspieszaj ich przeglądania. Każde z wyborów wpływa na algorytm cenowy, a drobne niedopatrzenia — np. określenie ścislejszych tolerancji niż wymaga tego rzeczywiste zastosowanie — mogą niepotrzebnie zwiększyć koszty.
Zrozumienie silnika generowania ofert
Co dzieje się w tle po kliknięciu przycisku „Uzyskaj ofertę”? To właśnie w tym momencie zachodzi czar — właściwie rzecz biorąc, inżynieria. Zgodnie z LS Manufacturing , cały proces od przesłania pliku do dostarczenia oferty może trwać zaledwie od 30 sekund do 3 minut dla standardowych elementów.
Zautomatyzowany system wykonuje kilka analiz równocześnie:
- Analiza geometrii — Oprogramowanie identyfikuje wszystkie kluczowe cechy, wymiary oraz oznaczenia tolerancji w przesłanych plikach CNC
- Ocena możliwości produkcyjnych — System wskazuje potencjalne problemy, takie jak wewnętrzne narożniki o promieniu zerowym, nadmiernie cienkie ściany lub głębokie, wąskie kieszenie wymagające specjalnego narzędziowania
- Krzyżowa referencja bazy danych materiałów — Wybrany przez Ciebie materiał jest dopasowywany do aktualnej dostępności w magazynie oraz cen
- Obliczanie czasu obróbki — Zaawansowane algorytmy szacują czasy cyklu na podstawie złożoności cech geometrycznych, koniecznych zmian narzędzi oraz przejść wykańczających
- Ocena układu ustawienia i oprzyrządowania — System określa, ile ustawień (ponownego pozycjonowania detalu) wymaga Twoja geometria
Platformy takie jak CNC24 łączą tę automatyczną analizę z wiedzą ekspercką ludzi, zaznaczając, że ich proces obejmuje zarówno automatyczną kontrolę wykonalności, jak i przegląd przeprowadzany przez doświadczonych techników produkcyjnych. Taki hybrydowy podejście pozwala wykryć przypadki brzegowe, które mogłyby zostać pominięte przy pełnej automatyzacji.
Ostatekowa wycena zwykle zawiera przejrzyste pozycje: koszty materiałów, koszty obróbki skrawaniem, opłaty za przygotowanie maszyny oraz wszelkie operacje poobróbki. Ta przejrzystość pozwala dokładnie zobaczyć, na co wydajesz pieniądze – oraz zidentyfikować możliwości optymalizacji kosztów. Na przykład, jeśli opłaty za przygotowanie maszyny wydają się nieproporcjonalnie wysokie, możesz rozważyć połączenie kilku zamówień CNC w jedno, aby rozłożyć ten koszt na większą liczbę sztuk.
Zrozumienie tego procesu przekształca Cię z biernego użytkownika w świadomego uczestnika. Gdy znasz zasady działania systemu, możesz przygotowywać lepsze pliki, podejmować bardziej uzasadnione decyzje dotyczące specyfikacji i ostatecznie uzyskać bardziej konkurencyjne ceny na swoje precyzyjne elementy.

Kluczowe czynniki wpływające na cenę wyceny CNC
Czy kiedykolwiek otrzymałeś wycenę CNC online i zastanawiałeś się, dlaczego dwa pozornie podobne elementy mają zupełnie różne ceny? Nie jesteś sam. Brak przejrzystości cenowej nadal stanowi jedną z największych irytacji dla inżynierów korzystających z platform internetowych do generowania wycen dobra wiadomość? Gdy raz zrozumiesz mechanizmy obliczania kosztów frezowania CNC, możesz podejmować decyzje projektowe, które drastycznie obniżą wydatki bez utraty jakości.
Przeanalizujmy pięć głównych czynników wpływających na cenę frezowania CNC — a co ważniejsze, pokażemy, jak wykorzystać tę wiedzę na swoją korzyść.
Dobór materiału i jego konsekwencje kosztowe
Wybór materiału jest często największym czynnikiem wpływającym na wysokość oferty. Różnica między frezowaniem aluminium a tytanem nie ogranicza się tylko do różnicy w cenie surowca — wpływa ona fundamentalnie na parametry obróbki, zużycie narzędzi oraz czas cyklu.
Rozważmy następującą perspektywę: zgodnie z analizą kosztów firmy Unionfab, materiały można podzielić na wyraźne poziomy cenowe, które znacząco wpływają na końcowy wynik finansowy:
| Kategoria materiału | Typowe przykłady | Koszt względny | Uwagi dotyczące obróbki |
|---|---|---|---|
| Niskie koszty | Aluminium 6061, PMMA (akryl) | $ | Wysokie prędkości posuwu, minimalne zużycie narzędzi, doskonała obrabialność |
| Umiarkowany koszt | POM, PTFE, PA (nylon), FR4 | $$ | Dobra obrabialność przy użyciu standardowych narzędzi |
| Wyższe koszty | stal nierdzewna 303, mosiądz, miedź, ABS, PC | $$$ | Niższe prędkości skrawania, większe zużycie narzędzi przy obróbce metali |
| Premiowa cena | Tytan, magnez, PEEK, ceramika | $$$$–$$$$$ | Specjalistyczne narzędzia, niskie prędkości posuwu, rozległe wymagania chłodzenia |
Gdy podejmujesz decyzję między stalą nierdzewną 303 a aluminium na element konstrukcyjny (np. uchwyt), różnica cen rozciąga się znacznie poza cenę surowego materiału. Frezowanie CNC ze stali nierdzewnej wymaga niższych prędkości skrawania — często o 40–60% niższych niż w przypadku aluminium — co bezpośrednio przekłada się na dłuższe czasy cyklu i wyższe koszty robocizny. Ponadto zużycie narzędzi znacznie przyspiesza się przy twardszych materiałach, co generuje dodatkowe koszty ich wymiany, które są uwzględniane w ofercie cenowej.
Wykonywanie elementów z aluminium pozostaje optymalnym wyborem dla wielu zastosowań właśnie ze względu na doskonałą stosunkową wytrzymałość do masy oraz nadzwyczajną obrabialność. Chyba że Twoje zastosowanie wymaga specyficznie odporności na korozję, odporności na wysokie temperatury lub biokompatybilności, stopy aluminium, takie jak 6061-T6, zapewniają najczęściej najlepszy stosunek kosztu do wydajności w obróbce metali.
Jak dopuszczalne odchylenia wpływają na cenę — w górę lub w dół
Oto miejsce, w którym wielu inżynierów nieświadomie zawyża swoje oferty: nadmiernie restrykcyjne tolerancje. Związek między tolerancją a kosztem nie jest liniowy – jest wykładniczy. Zgodnie z badaniami przeprowadzonymi przez Okdor w zakresie analizy produkcji, mnożniki kosztowe gwałtownie rosną wraz z zaostrzaniem specyfikacji:
- Standardowa ±0,005 cala (±0,127 mm): Koszt podstawowy — bez dodatkowej opłaty
- Precyzyjna ±0,002 cala (±0,05 mm): zwiększenie kosztu o 1,5–2 razy
- Ścisła ±0,001 cala (±0,025 mm): zwiększenie kosztu o 3–4 razy
- Ultraścisła ±0,0001 cala (±0,0025 mm): zwiększenie kosztu o 10–24 razy
Dlaczego tak gwałtowne skoki? Ścisłe tolerancje wymagają niższych prędkości posuwu, mniejszych głębokości frezowania oraz wielokrotnych przejść wykańczających. Wymagają one częstszej wymiany narzędzi w celu utrzymania ostrości krawędzi tnących. A być może najważniejsze – wymagają środowisk kontrolowanych pod względem temperatury oraz weryfikacji przy użyciu maszyny pomiarowej współrzędnościowej (CMM), co znacznie zwiększa koszty związane z ceną maszyny CNC.
Praktyczny przykład doskonale ilustruje tę sytuację: obudowa urządzenia medycznego, której cena wynosiła 180 USD przy standardowych tolerancjach, wzrosła do 320 USD, gdy klient zaostrzył tolerancje niestanowiące warunku funkcjonalnego na powierzchni zewnętrznej z ±0,005 cala do ±0,001 cala. Oznacza to wzrost o 80% dla precyzji, która nie przyniosła żadnej dodatkowej wartości funkcjonalnej.
Mądry sposób postępowania? Zastosowanie ścisłych tolerancji wyłącznie tam, gdzie tego wymaga funkcja — czyli na powierzchniach styku, gniazdach łożysk i miejscach uszczelniania. Dla wymiarów niemających znaczenia funkcjonalnego należy stosować standardowe tolerancje. Taka selektywna specyfikacja może obniżyć koszty obróbki mechanicznej o 40–60%, zachowując przy tym pełną wydajność produktu.
Krzywa rabatu ilościowego
Objętość produkcji tworzy jedną z najbardziej przewidywalnych zależności kosztowych w obróbce CNC. Koszty przygotowania — programowanie, projektowanie uchwytników, przygotowanie narzędzi — pozostają względnie stałe niezależnie od tego, czy produkujesz 1 czy 1000 sztuk. Kluczowy efekt osiągany jest wtedy, gdy te stałe koszty są rozłożone na większą liczbę jednostek.
Oto typowy sposób, w jaki koszty obróbki CNC zmieniają się wraz z wielkością serii:
| Wolumen produkcji | Wpływ kosztów przygotowania | Efektywność zużycia materiału na jednostkę | Typowe obniżki kosztów |
|---|---|---|---|
| Prototyp (1–5 sztuk) | Wysoki — koszty przygotowania dominują w całkowitych kosztach | Standardowe ceny, brak rabatów ilościowych | Ceny bazowe |
| Niski wolumen (10–50 sztuk) | Umiarkowany — koszty przygotowania rozłożone na większą liczbę części | Możliwe niewielkie oszczędności materiałowe | zmniejszenie kosztu jednostkowego o 20–35% |
| Średni wolumen (100–500 sztuk) | Niski — koszty przygotowania stają się zaniedbywalne na pojedynczą część | Wchodzą w grę zakupy materiałów hurtowe | 40–55% redukcja na jednostkę |
| Wielka seria (powyżej 1000 sztuk) | Minimalne – w pełni zaksięgowane | Maksymalne rabaty materiałowe, zoptymalizowane rozmieszczenie elementów | 50–70% redukcja na jednostkę |
Jakie są praktyczne konsekwencje? Czasem zamawianie nieco większej liczby części niż natychmiast potrzebujesz ma sens finansowy. Jeśli cena za jednostkę spadnie o 25% przy przejściu od 25 do 50 sztuk, a dodatkowe elementy i tak będą potrzebne w przyszłości, obliczenia często sprzyjają większemu zamówieniu.
Nie należy jednak zakładać, że więcej zawsze oznacza lepiej. Koszty magazynowania, ryzyko zmian w projekcie oraz kwestie płynności finansowej również mają znaczenie. Optymalna ilość zależy od konkretnych okoliczności danej firmy – jednak zrozumienie charakteru tej zależności pozwala podejmować świadome decyzje zamiast automatycznie wybierać minimalne ilości.
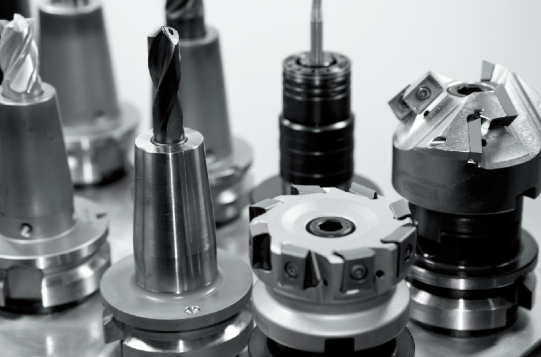
Złożoność geometryczna i czas obróbki
Złożone geometrie wymagają nie tylko dłuższego czasu obróbki — często wymagają też droższej maszyny. Elementy z głębokimi wnękami, cienkimi ściankami lub skomplikowanymi detalami mogą przesunąć wymagania od standardowej frezarki 3-osiowej (40 USD/godz.) do możliwości obróbki na frezarkach 5-osiowych (75–120 USD/godz. według branżowych wskaźników).
Cechy, które systematycznie powodują wzrost wycen, obejmują:
- Wewnętrzne naroża o małych promieniach: Wymagają mniejszych frezów końcowych i niższych prędkości posuwu
- Głębokie kieszenie (głębokość > 4 × szerokość): Wymagają specjalistycznego narzędzi i wielu przejść
- Cienkie ścianki (< 0,5 mm): Niosą ryzyko ugięcia, co wymaga delikatnych strategii obróbkowych
- Wklęsłości: Często wymagają dodatkowych ustawień lub specjalnych przyrządów montażowych
- Wielokrotne orientacje ustawienia: Każde ponowne pozycjonowanie wydłuża czas i zwiększa potencjalne skumulowane odchylenia wymiarowe
Wpływ kosztowy nasila się, gdy złożoność łączy się z wąskimi tolerancjami lub trudnymi materiałami. Część z tytanu z głębokimi wgłębieniami i wymaganiami dotyczącymi tolerancji ±0,001 cala może kosztować 5–8 razy więcej niż uproszczona wersja z aluminium spełniająca te same wymagania funkcjonalne.
Wymagania dotyczące wykonczenia powierzchni
Specyfikacje wykończenia powierzchni często są pomijane podczas przygotowywania ofert — aż do momentu, gdy generują one nieoczekiwane koszty. Standardowe wykończenia po obróbce skrawaniem (Ra 3,2 μm) zwykle są zawarte w podstawowej cenie, ale przejście do wykończeń o mniejszej chropowatości wymaga dodatkowych operacji:
- Polerowanie: 2–15 USD za sztukę
- Anodyzowanie: 3–12 USD za sztukę
- Naniesienie powłoki elektrolitycznej (niklu/chrому): 10–30 USD za sztukę
- Piaskowanie: 2–10 USD za sztukę
Koszty te szybko się kumulują przy większych zamówieniach. W przypadku zamówienia 500 sztuk wymagającego anodowania można doliczyć do całkowitego kosztu projektu od 1500 do 6000 USD. Zanim określisz wykończenia premium, zastanów się: czy ta powierzchnia rzeczywiście wymaga tak wysokiego stopnia dopracowania, czy standardowe powierzchnie po obróbce skrawaniem będą pełnić tę samą funkcję równie dobrze?
Zrozumienie tych pięciu czynników wpływających na cenę — materiału, tolerancji, ilości, złożoności i wykończenia — zmienia sposób, w jaki podejmuje się zlecenia CNC w trybie online. Zamiast biernie akceptować każdą wyświetlającą się cenę, można strategicznie dostosowywać specyfikacje, aby zoptymalizować wartość bez kompromisów w zakresie funkcjonalności. Inżynierowie, którzy opanowali tę równowagę, uzyskują systematycznie lepsze ceny niż ci, którzy traktują proces wyceny jako „czarną skrzynkę”.
Zrozumienie typów maszyn w ofercie cenowej
Gdy otrzymujesz ofertę cenową na obróbkę CNC w trybie online, czy zauważyłeś kiedyś pozycję określającą „obróbka 3-osiowa” lub „obróbka 5-osiowa”? Ta różnica może oznaczać różnicę między ceną części wynoszącą 50 USD a częścią kosztującą 200 USD — nawet w przypadku geometrii wyglądających praktycznie identycznie. Zrozumienie wpływu możliwości maszyn na cenę pozwala podejmować mądrzejsze decyzje projektowe oraz unikać płacenia wyższych stawek za funkcje, których Twoje części w rzeczywistości nie wymagają.
Dopasowanie możliwości maszyny do złożoności części
Wyobraź sobie osie maszyn CNC jako stopnie swobody. Maszyna CNC o 3 osiach przesuwa narzędzie cięciowe w trzech kierunkach liniowych: w lewo–w prawo (oś X), do przodu–do tyłu (oś Y) oraz w górę–w dół (oś Z). Prosta, skuteczna i tania – ale ograniczona do obróbki elementów dostępnych z jednej orientacji.
Dodanie obrotu znacznie rozszerza możliwości. Zgodnie z analizą techniczną firmy 3ERP poszczególne konfiguracje spełniają różne potrzeby:
- obróbka CNC o 3 osiach: Najlepsza dla części płaskich, prostych kieszeni oraz cech dostępnych z jednego kierunku. Typowe zastosowania obejmują uchwyty, płyty, proste obudowy oraz profile 2,5D. Najtańsza opcja – podstawowa cena.
- obróbka CNC o 4 osiach: Dodaje obrót wokół osi X (oś A), umożliwiając obróbkę cech cylindrycznych oraz wielu stron bez konieczności ręcznego ponownego pozycjonowania. Idealna dla mechanizmów wałków kulowych, cech helikalnych oraz części wymagających spójnej obróbki powierzchni obwodowych.
- obrabiarka CNC z 5 osiami: Zawiera dwie osie obrotowe wraz z trzema osiami liniowymi, umożliwiając narzędziu tnącemu zbliżenie się do przedmiotu obrabianego pod praktycznie dowolnym kątem. Jest niezbędny przy obróbce łopatek turbin, wirników, elementów lotniczych oraz złożonych kształtów organicznych.
Wyższa cena wynika z rozszerzonych możliwości. Zgodnie z badaniami produkcyjnymi Fictiv, maszyny 5-osowe mają wyższe stawki godzinowe ze względu na droższe wyposażenie, złożone wymagania programistyczne oraz konieczność posiadania przez operatora wyspecjalizowanej wiedzy. Jednak możliwość wykorzystania piątej osi często zmniejsza całkowity koszt produkcji złożonych części poprzez eliminację wielokrotnych ustawień — każde ponowne pozycjonowanie wiąże się z dodatkowym czasem oraz ryzykiem błędów wyrównania.
Rozważania dotyczące oferty cenowej: frezowanie vs toczenie
Ponad liczbę osi, oferta cenowa zależy od tego, który podstawowy proces technologiczny najlepiej odpowiada geometrii Twojej części. To rozróżnienie ma większe znaczenie, niż wiele inżynierów sobie zdaje sprawę.
Frezowanie CNC wykorzystuje obracające się narzędzia tnące wobec nieruchomego (lub indeksowanego) przedmiotu obrabianego. Doskonale nadaje się do:
- Części graniastych o powierzchniach płaskich i wgłębieniach
- Złożonych konturów 3D oraz powierzchni rzeźbiarskich
- Części wymagające cech na wielu powierzchniach
Obrót CNC (obróbka tokarska) obraca przedmiot obrabiany, podczas gdy nieruchome narzędzia usuwają materiał. Usługa CNC tokarska jest najlepszym wyborem w przypadku:
- Części cylindrycznych lub osiowo symetrycznych
- Wałów, sworzni, tulei i elementów z gwintem
- Części z cechami współśrodkowymi, takimi jak rowki, stożki lub podcięcia
Gdy przesyłasz część do wyceny, platformy automatycznie analizują jej geometrię, aby zalecić odpowiednią metodę obróbki. Tokarka CNC do metali efektywnie obrabia pręty okrągłe — często kosztuje o 30–50% mniej niż frezowanie tej samej geometrii z prostopadłościennego bloku. Obróbka tokarska CNC szczególnie sprawdza się w przypadku projektów charakteryzujących się symetrią obrotową, dlatego warto uwzględnić to już na etapie projektowania.
Wiele usług CNC tokarskich oferuje dziś wyposażenie z narzędziem obrotowym (live tooling), łącząc w jednej maszynie możliwości tokarek i frezarek. Takie hybrydowe podejście nadaje się do części głównie cylindrycznych, ale wymagających cech poza osią obrotu, takich jak płaszczyzny, otwory poprzeczne lub wpusty.
Kiedy obróbka 5-osiowa staje się opłacalna
Oto pozornie paradoksalna prawda: obróbka na maszynach 5-osowych czasem kosztuje mniej niż na maszynach 3-osowych – nawet przy wyższych stawkach godzinowych. Dlaczego? Dzięki znacznemu skróceniu czasu przygotowania i poprawie dokładności.
Rozważmy detal wymagający obróbki na pięciu powierzchniach. Na maszynie 3-osowej potrzebne byłoby pięć osobnych ustawień, z których każde wymagałoby:
- Ręcznego przemieszczenia i ponownego zamocowania detalu
- Ustalenia nowego układu odniesienia oraz pomiaru sondą
- Potencjalnego narastania błędów tolerancji przy każdej kolejnej korekcji położenia
Maszyna CNC 5-osowa wykonuje tę samą pracę w jednym ustawieniu. Zgodnie z branżowymi standardami dokładność obróbki 5-osowej wynosi ±0,01–0,02 mm, podczas gdy dla typowej obróbki 3-osowej wynosi ona ±0,05 mm – właśnie dlatego, że jedno ustawienie eliminuje błędy położenia kumulujące się przy wielokrotnych korekcjach.
Kiedy obróbka 5-osowa ma sens ekonomiczny? Rozważ ją, gdy Twój detal charakteryzuje się:
- Powierzchniami nachylonymi lub krzywiznami złożonymi, do których nie można dotrzeć z orientacji ortogonalnych
- Głębokimi wnękami wymagającymi dostępu narzędzia z wielu kierunków
- Wcięciami lub złożoną geometrią wewnętrzną
- Kluczowe допусki dla cech na różnych powierzchniach
- Średnie wolumeny, przy których oszczędności czasu przygotowania się kumulują
Z drugiej strony nie należy określać możliwości obróbki 5-osiowej dla części, które rzeczywiście wymagają jedynie obróbki 3-osiowej. Prosta aluminiowa wspornica zasilana ofertą na maszynie 3-osiowej będzie zawsze tańsza niż niepotrzebne przekazywanie jej do obróbki na urządzeniu 5-osiowym. Platformy generujące Twoją internetową ofertę CNC zwykle optymalizują to automatycznie — jednak zrozumienie tej logiki pomaga w interpretacji cen i podejmowaniu uzasadnionych decyzji.
Typ maszyny widoczny w Twojej ofercie nie jest przypadkowy. Odbija staranne przeanalizowanie geometrii Twojego detalu, wymagań dotyczących dopuszczeń oraz najbardziej efektywnej ścieżki prowadzącej do gotowego elementu. Gdy oferty wydają się wysokie, zastanów się: czy Twój projekt rzeczywiście wymaga takiego poziomu możliwości, czy też uproszczenie mogłoby zmniejszyć zarówno złożoność, jak i koszt?

Przygotowanie plików CAD do uzyskania dokładnych ofert
Zaprojektowałeś doskonałą część, dobrałeś odpowiednie materiały i jesteś gotów uzyskać wycenę. Jednak właśnie w tym miejscu wielu inżynierów popełnia błąd: plik, który przesyłasz, może zdecydowanie ułatwić lub utrudnić proces uzyskiwania oferty CNC online. Źle przygotowany plik CAD nie tylko spowalnia cały proces – może prowadzić do odrzucenia zlecenia, zawyżenia ceny lub generowania ostrzeżeń dotyczących możliwości produkcyjnych, które zmuszają Cię do powrotu do etapu projektowania.
Różnica między płynnym procesem wyceny a frustrującą wymianą wiadomości często zależy od przygotowania pliku. Przeanalizujmy dokładnie, jakich formatów plików wymagają platformy ofertowe oraz jak uniknąć typowych błędów, które komplikują operacje cięcia CNC.
Formaty plików preferowane przez platformy ofertowe
Nie wszystkie formaty plików są równie dobre w przypadku prototypowania CNC. Choć Twój natywny oprogramowanie CAD może zapisywać pliki w formatach własnych, platformy ofertowe potrzebują danych geometrycznych, które można niezawodnie przetworzyć i przeanalizować.
Zgodnie z wytycznymi technicznymi JLCCNC poniżej przedstawiono preferowane formaty plików do wyceny obróbki CNC:
- STEP (.stp, .step): Standard złota — uniwersalnie kompatybilny, zachowuje precyzyjne matematyczne definicje powierzchni i działa bezproblemowo w prawie wszystkich oprogramowaniach CAM
- IGES (.igs, .iges): Starszy, ale niezawodny format; dobrze sprawdza się przy prostszych geometriach, choć skomplikowane powierzchnie mogą stracić część danych podczas konwersji
- Parasolid (.x_t, .x_b): Format natywny dla wielu profesjonalnych systemów CAD z doskonałą retencją geometrii
- Natywne pliki CAD: Niektóre platformy akceptują pliki SolidWorks, Inventor lub Fusion 360 bezpośrednio — wygodne, ale mogą wymagać przetwarzania specyficznego dla danego formatu
Czego należy unikać? Formaty oparte na siatce (mesh), takie jak STL lub OBJ, nadają się do druku 3D, ale powodują problemy przy operacjach frezowania CNC. Formaty te zamieniają gładkie krzywe w tysiące małych trójkątów, co powoduje utratę precyzji matematycznej niezbędnej dla maszyn CNC. Narzędzie do cięcia plexiglasu poruszające się po geometrii triangulowanej daje gorszą jakość powierzchni niż narzędzie śledzące rzeczywiste zakrzywione ścieżki narzędzia.
Gdy wątpliwości są duże, eksportuj plik w formacie STEP. Jest to najbezpieczniejszy wybór zapewniający dokładne wyceny części przeznaczonych do obróbki CNC na dowolnej platformie.
Cechy projektowe utrudniające przygotowanie wyceny
Niektóre decyzje projektowe wyzwalają ostrzeżenia, wymagają ręcznej weryfikacji lub automatycznie zwiększają kwotę wyceny. Zrozumienie tych czynników ryzyka pozwala na lepsze projektowanie od samego początku.
Według Wytyczne projektowe CNC firmy Super Ingenuity , te cechy często powodują problemy:
Wewnętrzne narożniki o zerowym lub minimalnym promieniu zaokrąglenia
Standardowe frezy czołowe mają kształt cylindryczny — fizycznie nie są w stanie wykonać idealnie ostrych wewnętrznych narożników. Gdy w projekcie określono narożniki o zerowym promieniu zaokrąglenia, system natychmiast wyświetla odpowiednie ostrzeżenie. Rozwiązaniem jest dodanie wewnętrznych zaokrągleń o promieniu równym lub większym niż promień narzędzia. Dla freza czołowego o średnicy 6 mm należy określić co najmniej 3 mm promienia zaokrąglenia wewnętrznego narożnika. Większe promienie pozwalają na zastosowanie większych i sztywniejszych narzędzi, które umożliwiają szybsze i tańsze frezowanie.
Bardzo cienkie ścianki
Ścianki o grubości mniejszej niż 0,8 mm w przypadku metali lub 1,5 mm w przypadku tworzyw sztucznych narażone są na odkształcenia, drgania (chattering) oraz niedokładność wymiarową podczas obróbki skrawaniem. Zgodnie z analizą firmy Xometry cienkie ścianki frezowane z aluminium o niskiej sztywności mogą się złamać lub odkształcić pod wpływem drgań podczas obróbki. Jeśli projekt wymaga cienkich przekrojów, rozważ dodanie żeber wzmocnieniowych lub przejście na technologię wykonywania elementów z blachy.
Głębokie, wąskie kieszenie
Zasada kciuka: głębokość kieszeni nie powinna przekraczać trzykrotnej średnicy narzędzia. Frez końcowy o średnicy 10 mm może bezpiecznie frezować kieszenie o głębokości do ok. 30 mm. Powyżej tej wartości narzędzia tracą sztywność, dokładność spada, a czasy cyklu znacznie się wydłużają. W przypadku głębszych cech rozważ otwarcie jednej strony kieszeni, zastosowanie stopniowanych głębokości lub podział części na zespoły.
Wypukłości i niedostępne cechy
Każda cecha, której nie można osiągnąć narzędziem przybliżającym się od góry, wymaga dodatkowych ustawień, specjalnych przyrządów montażowych lub operacji EDM. Zwiększa to koszty i złożoność każdej operacji CNC.
Unikanie najczęstszych błędów przy przesyłaniu
Ponad cechy konstrukcyjne, proste błędy przygotowania plików powodują zaskakująco często występujące problemy. Przeanalizuj tę listę kontrolną przed każdym przesłaniem pliku:
- Sprawdź, czy jednostki są zgodne z zamierzoną skalą: Część zaprojektowana w milimetrach, ale wyeksportowana w calach, będzie miała wymiary 25,4 raza większe niż zamierzone — i odpowiednio wyższą cenę. Sprawdź dwukrotnie ustawienia eksportu w oprogramowaniu CAD.
- Upewnij się, że model jest szczelny: Powierzchnie otwarte, szczeliny lub geometria niemanifoldowa powodują błędy w analizatorach geometrii. Przed eksportem uruchom funkcje naprawy lub sprawdzania w swoim oprogramowaniu CAD.
- Usuń niepotrzebne cechy: Wewnętrzne komponenty, odniesienia złożeniowe lub geometria pomocnicza, które nie będą produkowane, powinny zostać usunięte lub wyłączone przed eksportem.
- Potwierdź, że wszystkie szkice są w pełni zdefiniowane: Niedookreślona geometria może przesunąć się nieprzewidywalnie podczas konwersji pliku, powodując niezamierzone wymiary.
- Sprawdź skalę cech: Wizualna kontrola pozwala wykryć oczywiste błędy — czy Twój uchwyt o średnicy 50 mm rzeczywiście ma 50 mm w wyeksportowanym pliku, a nie 50 metrów?
- Zweryfikuj specyfikacje gwintów: Jeśli projekt zawiera otwory gwintowane, upewnij się, że głębokość gwintu nie przekracza 2–3-krotnej średnicy otworu, a na dnie otworów ślepych pozostaw niewykonany luz (część bez gwintu).
Platformy takie jak JLCCNC wykonują automatyczne sprawdzanie zgodności po przesłaniu pliku, ale samodzielne wykrywanie błędów pozwala zaoszczędzić czas. Zgodnie z ich dokumentacją procesową pliki, które przejdą wstępne sprawdzenie, przechodzą bezpośrednio do generowania oferty, podczas gdy problemy z plikami wymagają ręcznego przeglądu przez inżynierów — co wydłuża harmonogram realizacji zamówienia.
Kilka minut poświęconych weryfikacji pliku przed jego przesłaniem przynosi korzyści w postaci szybszych i bardziej dokładnych ofert. Gdy geometria modelu jest poprawna, specyfikacje realistyczne, a format pliku odpowiedni, silnik generujący oferty może skupić się na tym, co najważniejsze: zapewnieniu wiarygodnej ceny na Twoje części obrabiane frezarką CNC, zamiast sygnalizować błędy, których można było uniknąć.
Rozwiązywanie typowych problemów związanych z generowaniem ofert online
Przygotowałeś plik CAD, wybrałeś materiały i przesłałeś wszystko w celu uzyskania wyceny. Następnie zdarza się coś nieoczekiwanego: oferta okazuje się zaskakująco wysoka, Twój plik zostaje odrzucony lub pojawiają się niejasne ostrzeżenia dotyczące wykonalności technologicznej, które pozostawiają Cię w zupełnym zakłopotaniu. Czy to brzmi znajomo? Te irytacje są częstsze, niż można by się spodziewać — a większość z nich ma proste rozwiązania, o ile zrozumie się, co dzieje się w tle.
Przeanalizujmy najbardziej typowe problemy, z jakimi inżynierowie spotykają się podczas procesu wyceny online, oraz dokładnie wyjaśnijmy, jak je rozwiązać.
Dlaczego Twoja oferta wydaje się zbyt wysoka
Ten moment, gdy cena pojawia się na ekranie, a Ty myślisz: „Nie może być tak, że ten element kosztuje aż tyle” — wszyscy to znamy. Zanim założysz, że platforma popełniła błąd, rozważ poniższe najczęstsze przyczyny zawyżonych szacunków kosztów obróbki CNC:
- Zbyt ścisłe tolerancje: Czy zastosowano ścisłe допусki na całym elemencie, a nie tylko na kluczowych cechach? Jak omówiono wcześniej, specyfikacje precyzyjne mogą zwiększyć koszty od 3 do 10 razy. Przejrzyj swój rysunek techniczny i złagodź dopuszczenia dla wymiarów niemających funkcjonalnego znaczenia, dostosowując je do standardowych wartości.
- Niezgodność w doborze materiału: Być może wybrano tytan, podczas gdy aluminium spełniałoby te same wymagania, albo określono stopy lotnicze do zastosowania niemającego krytycznego znaczenia. Cena obróbki CNC wzrasta znacznie wraz ze stopniem trudności obróbki materiału.
- Elementy powodujące złożoność geometryczną: Cechy takie jak głębokie wgłębienia, cienkie ścianki lub konieczność wielokrotnych ustawień elementu zwiększają czas obróbki. Zgodnie z Analizą kosztów MakerVerse , złożoność konstrukcyjna jest jednym z głównych czynników wpływających na koszty obróbki CNC — skomplikowane konstrukcje wymagają zaawansowanego sprzętu oraz narzędzi specjalistycznych.
- Kara za niskie ilości: Zamówienie pojedynczego prototypu oznacza, że koszty przygotowania nie są rozłożone na większą liczbę sztuk. Część o cenie 200 USD może obniżyć się do 35 USD za sztukę przy zamówieniu 50 sztuk.
- Wymagania dotyczące wysokiej jakości wykończenia: Polerowanie lustrzane lub specjalistyczne powłoki zwiększają znacznie koszty obróbki końcowej, które mogą być niepotrzebne w Twoim zastosowaniu.
Jakie jest rozwiązanie? Wróć do swoich specyfikacji z nową perspektywą. Zadaj sobie pytanie: czy każdy wymiar tolerancyjny, wybór materiału oraz wymóg wykończenia rzeczywiście spełnia funkcję danej części? Często strategiczne uproszczenie pozwala obniżyć oferty cenowe o 30–50%, bez pogarszania wydajności.
A oto realistyczna ocena sytuacji: jeśli szukasz rozwiązań „tanie CNC”, pamiętaj, że precyzyjne obróbki CNC wysokiej jakości wiążą się z nieuniknionymi kosztami. Skrajnie niskie oferty często oznaczają pomijanie kontroli jakości, certyfikacji materiałów lub używanie sprzętu niższej klasy.
Rozwiązywanie problemów z odrzuceniem przesłanych plików
Nic nie hamuje postępu szybciej niż odrzucony plik. Zgodnie z Dokumentacją techniczną Xometry dotyczącą rozwiązywania problemów , poniżej przedstawiono najczęściej występujące przyczyny oraz sposoby ich rozwiązania:
- Wiele oddzielnych brył: Plik zawiera oddzielne komponenty, które należy przesłać indywidualnie. Sprawdź plik pod kątem błędów projektowych i połącz niezależne elementy lub rozdziel każdy komponent na osobne pliki części i prześlij je ponownie.
- Pliki złożeniowe zamiast plików części: System wykrył wiele komponentów w pliku, który powinien zawierać pojedynczą część. Prześlij wyłącznie indywidualne pliki części — może być konieczne najpierw rozdzielenie komponentów w oprogramowaniu do projektowania. Dezaktywuj elementy sprzętowe, takie jak komponenty gotowe (COTS) lub wkładki.
- Wklęsłe obszary niekompatybilne z frezowaniem CNC: W procesach ubytkowych nie można wykonać części z wklęsłymi sekcjami. Rozważ przeprojektowanie pojedynczej części na kilka oddzielnych elementów, które można będzie zmontować po obróbce skrawaniem.
- Rozmiar części przekracza zakres roboczy maszyny: Twoja część jest zbyt mała lub zbyt duża dla wybranego procesu. Najpierw sprawdź, czy wymiary są w odpowiedniej skali — upewnij się, że poprawnie wybrałeś milimetry lub cale dla plików STL. Jeśli skala jest prawidłowa, wybrany proces może nie nadawać się do danego rozmiaru części.
- Niestandardowa grubość blachy: W przypadku operacji na blachach, podana przez Ciebie grubość nie odpowiada dostępnym standardowym grubościom. Zmodyfikuj projekt tak, aby wykorzystywał standardowe grubości dla wybranego materiału.
Zanim ponownie przekażesz plik, uruchom funkcję sprawdzania geometrii w swoim oprogramowaniu CAD. Napraw wszystkie otwarte powierzchnie, krawędzie niemanifoldowe lub geometrię samoprzecinającą się. Te ukryte problemy często powodują odrzucenie projektu, choć nie są one od razu widoczne przy wizualnej inspekcji.
Interpretacja ostrzeżeń dotyczących wykonalności produkcyjnej
Ostrzeżenia dotyczące wykonalności produkcyjnej nie oznaczają koniecznie, że element nie może zostać wyprodukowany — wskazują one cechy, które mogą zwiększyć koszt produkcji, wymagać ręcznej weryfikacji lub zmian projektowych w celu osiągnięcia optymalnych wyników. Typowe ostrzeżenia obejmują:
- Zbyt mały promień zaokrąglenia wewnętrznego: System wykrył ostre naroża wewnętrzne, które wymagają użycia mniejszych narzędzi i niższych prędkości posuwu. Dodaj zaokrąglenia (fillety) o promieniu równym lub większym niż połowa średnicy narzędzia, którego planujesz użyć.
- Grubość ścianki poniżej minimalnej: Cienkie ścianki są narażone na odkształcenia podczas obróbki. Zwiększ grubość ścianek lub dodaj wzmocniające żeberka.
- Przekroczono stosunek głębokości do szerokości: Głębokie, wąskie kieszenie wymagają zastosowania specjalistycznego narzędzi. Rozważ otwarcie jednej ze stron kieszeni lub zastosowanie stopniowanych głębokości.
- Wykryto podcięcie: Elementy, do których nie można uzyskać dostępu z typowych orientacji, wymagają dodatkowych ustawień lub specjalistycznego narzędzi.
- Zamówiono niestandardowy materiał lub wykończenie: Opcje niestandardowe wymagają ręcznej weryfikacji. Aby uzyskać automatyczne wyceny, wybierz materiały i wykończenia z domyślnych list rozwijanych dostępnych na platformie.
Traktuj ostrzeżenia jako możliwości optymalizacji, a nie jako przeszkody. Każde ostrzeżenie zwykle zawiera wskazówki dotyczące modyfikacji projektu w celu poprawy jego nadawalności technologicznej – oraz obniżenia kosztów.
Zrozumienie różnic w wycenach między platformami
Wysłałeś ten sam plik do trzech różnych platform i otrzymałeś trzy znacznie różne ceny? Takie sytuacje występują często i rzadko wynikają z błędu któregoś z podmiotów.
Różnice w wycenach między platformami wynikają zazwyczaj z:
- Różnych sieci produkcyjnych: Niektóre platformy kierują zlecenia do lokalnych warsztatów z wyższymi kosztami pracy; inne wykorzystują globalne sieci z różnymi strukturami stawek.
- Struktury kosztów pośrednich i marż: Opłaty platform, systemy zapewnienia jakości oraz modele biznesowe różnią się znacznie.
- Standardy jakości: Platformy z rygorystycznymi protokołami inspekcyjnymi, certyfikowanymi procesami oraz gwarantowanymi tolerancjami uwzględniają te możliwości w ofertach cenowych.
- Wykorzystanie maszyn: Warsztat z dostępną mocą produkcyjną może przedstawić agresywną ofertę, aby wypełnić swój harmonogram.
- Interpretacja algorytmiczna: Różne platformy analizują geometrię w różny sposób, co może prowadzić do zalecenia różnych typów maszyn lub strategii przygotowania.
Nie wybieraj automatycznie najtańszego warsztatu CNC. Zgodnie z wytycznymi branżowymi współpraca z doświadczonymi producentami – nawet przy nieco wyższych cenach – często przynosi oszczędności dzięki zmniejszeniu liczby iteracji projektowych, mniejszej liczbie problemów jakościowych oraz lepszej informacji zwrotnej dotyczącej projektowania przy uwzględnieniu możliwości produkcji (DFM).
Gdy oferty różnią się znacznie, zapytaj, dlaczego. Poproś o szczegółowy podział kosztów obejmujący materiały, obróbkę skrawaniem oraz wykończenie. Czasem najniższa cena podana w nagłówku wiąże się ukrytymi opłatami za inspekcję, pakowanie lub przyspieszoną wysyłkę, które już zawiera przejrzysta oferta.
Celem nie jest znalezienie absolutnie najniższej ceny, lecz znalezienie najlepszej wartości dla części, które będą działać niezawodnie w Twoim zastosowaniu. Mając już umiejętności rozwiązywania problemów, jesteś teraz gotów porównać różne podejścia do tworzenia ofert i określić, która metoda najlepiej odpowiada Twoim konkretnym potrzebom.
Natychmiastowe oferty online vs tradycyjne procesy zapytań ofertowych (RFQ)
Masz więc gotowy projekt części do produkcji. Czy przekażesz go na platformę CNC online, aby uzyskać natychmiastową wycenę, czy wyślesz formalne zapytanie ofertowe (RFQ) do sprawdzonych warsztatów maszynowych? Odpowiedź nie zawsze jest oczywista – a błędny wybór może kosztować Ci czas, pieniądze lub jakość. Zrozumienie, kiedy każda z tych metod daje najlepsze rezultaty, pozwala podejmować mądrzejsze decyzje zakupowe w każdym projekcie.
Kompromisy między szybkością a dostosowaniem
Najbardziej oczywista różnica? Czas. Zgodnie z Porównaniem platform firmy Haizol , systemy natychmiastowych zapytań, takie jak Xometry, generują oferty w ciągu kilku sekund, podczas gdy tradycyjne procesy złożenia zapytania o ofertę (RFQ) za pośrednictwem platform takich jak Haizol lub Alibaba zwykle wymagają 24–48 godzin na uzyskanie kilku konkurencyjnych ofert.
Jednak szybkość wiąże się z ograniczeniami. Algorytmy natychmiastowego wyceny doskonale radzą sobie ze standardowymi kształtami geometrycznymi, powszechnie stosowanymi materiałami oraz dobrze zdefiniowanymi specyfikacjami. Wprowadź do systemu prosty uchwyt aluminiowy z typowymi tolerancjami — i otrzymasz dokładną wycenę jeszcze przed następną przerwą na kawę. Te same systemy jednak mogą mieć trudności z niuansami.
Rozważmy poniższy przykład z testów przeprowadzonych przez firmę 3ERP: gdy inżynier dodał zaokrąglenia (promienie) do ostrych narożników wewnętrznych — modyfikację, która faktycznie ułatwia obróbkę CNC — system AI do wyceny zinterpretował je jako dodatkowe cechy i podniósł cenę. Algorytm ukarał przemyślane rozwiązanie projektowe, ponieważ brakowało mu intuicji produkcyjnej, jaką posiada doświadczony inżynier.
Tradycyjne procesy RFQ poświęcają szybkość na rzecz dostosowania. Gdy projekt obejmuje obróbkę prototypów z nietypowymi specyfikacjami, złożone zespoły wymagające zsynchronizowanych tolerancji lub materiały spoza standardowych katalogów, ocena przez człowieka pozwala wykryć subtelności, których algorytmy nie są w stanie zauważyć.
Kiedy tradycyjne zapytanie ofertowe nadal przeważa
Mimo wygody natychmiastowego wyceniania istnieją sytuacje, w których rzeczywiście konieczne jest zastosowanie tradycyjnego podejścia:
- Złożone zespoły wieloczęściowe: Gdy tolerancje muszą być zsynchronizowane między poszczególnymi elementami, inżynierowie oceniają dopasowanie i funkcjonalność w sposób kompleksowy, a nie wyceniają każdego elementu osobno.
- Materiałów niestandardowych: Egzotyczne stopy, specjalistyczne tworzywa sztuczne lub materiały wymagające określonych certyfikatów często potrzebują ręcznego dobierania źródeł zaopatrzenia oraz ustalania cen.
- Bardzo duże wolumeny: Serie produkcyjne liczące 10 000 i więcej jednostek korzystają z negocjowanych cen, dyskusji dotyczących dedykowanych narzędzi oraz planowania łańcucha dostaw – czynności, których algorytmy nie są w stanie zapewnić.
- Aplikacje krytyczne: Części CNC przeznaczone do zastosowań lotniczych, medycznych lub innych krytycznych pod względem bezpieczeństwa wymagają dokumentacji, śledzoności oraz dyskusji jakościowych wykraczających poza możliwości systemów zautomatyzowanych.
- Współpraca w zakresie projektowania: Gdy chcesz otrzymać opinie DFM, które kształtują projekt, a nie tylko wskazują problemy, doświadczeni inżynierowie dostarczają wglądu, którego żaden algorytm nie jest w stanie zastąpić
Według Analiza Grupy Kesu , ręczne przygotowywanie ofert pozwala doświadczonym inżynierom na ocenę złożonych geometrii i niestandardowych wymagań, które systemy zautomatyzowane mogą błędnie zinterpretować — minimalizując błędy cenowe, które dla skomplikowanych części mogą przekraczać ±10%.
Strategiczne łączenie obu podejść
Inteligentne zespoły zakupowe nie wybierają jednego podejścia wyłącznie — dopasowują metody do wymagań projektu. Poniżej przedstawiono porównanie obu podejść pod kątem kluczowych wymiarów:
| Wymiary | Natychmiastowe oferty online | Tradycyjny proces zaproszenia do złożenia ofert (RFQ) |
|---|---|---|
| Czas realizacji | Sekundy do minut | 24–48 godzin (czasem dłużej) |
| Poziom personalizacji | Ograniczone do opcji dostępnych na platformie | W pełni dostosowalne specyfikacje |
| Przydatność objętości | Najlepsze dla prototypów i średnich partii | Skalowalne do produkcji masowej |
| Głębokość komunikacji | Minimalne — odpowiedzi zautomatyzowane | Bezpośredni dialog z inżynierami |
| Opinie DFM | Zautomatyzowane ostrzeżenia i flagi | Optymalizacja projektu w trybie współpracy |
| Dokładność cen | ±5–15% dla części złożonych | Wyższa dokładność dzięki weryfikacji przez człowieka |
| Najlepszy dla | Standardowe części wykonane na zamówienie metodą frezowania, szybkie porównania | Projekty złożone, budowanie relacji |
Strategia hybrydowa może wyglądać następująco: wykorzystanie natychmiastowych ofert cenowych do wstępnego szacowania budżetu i iteracji projektowych, a następnie przejście na tradycyjny proces zaproszenia do składania ofert (RFQ) przy zamówieniach produkcyjnych. Szybkość platform internetowych przyspiesza decyzje podejmowane w wczesnych etapach, podczas gdy głębokość tradycyjnych procesów zapewnia jakość produkcji oraz optymalizację kosztów.
Dla obróbki prototypów w trakcie rozwoju natychmiastowe wyceny pozwalają szybko przetestować wpływ zmian projektowych na koszty. Chcesz sprawdzić, czy przejście ze stali nierdzewnej na aluminium przyniesie wystarczające oszczędności, aby uzasadnić zmianę materiału? Prześlij obie wersje projektu i porównaj je w ciągu kilku minut. Gdy projekt ustabilizuje się i będziesz gotowy do produkcji seryjnej części wykonanych metodą CNC, oficjalne zapytania ofertowe (RFQ) skierowane do zweryfikowanych dostawców zapewnią lepsze ceny oraz pozwolą nawiązać relacje partnerskie na potrzeby dalszych zamówień.
Same platformy ewoluują w kierunku modeli hybrydowych. Wiele z nich oferuje teraz natychmiastowe wyceny dla prostych elementów, podczas gdy skomplikowane geometrie są przekazywane inżynierom do ręcznej analizy — zapewniając szybkość tam, gdzie to możliwe, oraz fachową wiedzę tam, gdzie jest ona niezbędna. Zrozumienie tej rzeczywistości pozwala na strategiczne poruszanie się w niej, a nie na automatyczne wybieranie pierwszej opcji, która pojawi się w wynikach wyszukiwania.
Uwzględnienia dotyczące wycen specyficznych dla branży
Oto coś, co zaskakuje wielu inżynierów: ten sam uchwyt aluminiowy może kosztować znacznie różniące się kwoty w zależności od branży, dla której jest przeznaczony. Część przeznaczona na obudowę urządzeń elektronicznych dla konsumentów może być wyceniona na 45 USD, podczas gdy identyczna geometrycznie część przeznaczona na zastosowanie w lotnictwie może kosztować 180 USD lub więcej. Co powoduje taką różnicę? Certyfikaty specyficzne dla danej branży, wymagania dokumentacyjne oraz protokoły kontroli jakości, które zasadniczo zmieniają sposób obliczania oferty cenowej na usługi CNC online.
Zrozumienie tych czynników związanych z konkretną branżą jeszcze przed złożeniem wniosku o wycenę pozwala uniknąć szoku cenowego — a także zapewnia, że przy ocenie usług warsztatów maszynowych u różnych dostawców porównujesz rzeczy rzeczywiście porównywalne.
Wymagania łańcucha dostaw motocyklowego
Produkcja motocyklowa i samochodowa funkcjonuje w ramach jednych z najbardziej wymagających systemów zarządzania jakością w zakresie precyzyjnych usług frezowania CNC. Podstawowym certyfikatem w tej dziedzinie jest IATF 16949, który opiera się na normie ISO 9001, uzupełniając ją specyficznymi dla branży motocyklowej i samochodowej wymaganiami dotyczącymi zapobiegania wadom, redukcji odchyłek oraz eliminacji marnotrawstwa w całym łańcuchu dostaw.
Gdy przesyłasz części przeznaczone do zastosowań motocyklowych i samochodowych, kwalifikowani dostawcy stosują:
- PPAP (Proces aprobaty części produkcyjnych): Kompleksowa dokumentacja potwierdzająca, że procesy produkcyjne stale wytwarzają części zgodne ze specyfikacjami
- APQP (Zaawansowane Planowanie Jakości Produktu): Zorganizowaną metodologię rozwoju zapewniającą wbudowanie jakości już na etapie projektowania
- Statystyczna kontrola procesu (SPC): Monitorowanie w czasie rzeczywistym kluczowych wymiarów w celu wykrycia odchyłek jeszcze przed powstaniem wad
- Pełna śledzalność materiału: Dokumentację łączącą każdą część z konkretnymi partiami materiału oraz zapisami procesowymi
Te wymagania wiążą się z dodatkowymi kosztami — ale przynoszą też dodatkową wartość. Zgodnie z analizą branżową firmy MFG Solution dostawcy motocyklowi i samochodowi muszą udokumentować realizację PPAP, APQP oraz długoterminowego planowania zdolności produkcyjnej, aby możliwe było skalowanie projektów bez konieczności zmiany dostawców.
Dla inżynierów poszukujących niezawodnych rozwiązań produkcyjnych w branży motocyklowej i samochodowej dostawcami takimi jak Shaoyi Metal Technology przedstawić, jak w praktyce wyglądają usługi precyzyjnej obróbki CNC certyfikowane zgodnie z normą IATF 16949. Ich połączenie kontroli statystycznej procesów oraz czasów realizacji nawet do jednego dnia roboczego pokazuje, jak dostawcy posiadający certyfikat mogą zapewnić zarówno jakość, jak i szybkość w zastosowaniach motocyklowych — niezależnie od tego, czy potrzebujesz złożonych zespołów nadwoziowych, czy niestandardowych metalowych wkładek.
Premie za certyfikaty w branżach lotniczej i medycznej
Jeśli wymagania motocyklowe wydają się rygorystyczne, to w branżach lotniczej i medycznej zarządzanie jakością osiąga zupełnie inny poziom. W tych sektorach funkcjonują aplikacje, w których awaria nie jest tylko kosztowna — może być potencjalnie katastrofalna.
Specjalista ds. obróbki CNC w przemyśle lotniczym pracuje zgodnie z normą AS9100, która obejmuje wymagania normy ISO 9001 oraz dodatkowe, specyficzne dla przemysłu lotniczego przepisy dotyczące zarządzania konfiguracją, zarządzania ryzykiem oraz kontroli procesów szczególnych. Zgodnie z Przewodnikiem branżowym firmy Super Ingenuity programy lotnicze i kosmiczne wymagają raportów FAI, śledzenia materiałów, kontroli przy użyciu maszyn pomiarowych trójwymiarowych (CMM) oraz zweryfikowanych procesów czyszczenia i pakowania, aby spełnić wymagania regulacyjne producentów sprzętu oryginalnego (OEM).
Produkcja wyrobów medycznych podlega normie ISO 13485 oraz dodatkowym przepisom FDA, zależnym od klasyfikacji urządzenia. Obciążenie dokumentacyjne w tym obszarze jest znaczne:
- Rekordy historii urządzenia (DHR): Pełne dokumenty produkcyjne dla każdej partii wyrobów
- Pliki historii projektu (DHF): Dokumentacja potwierdzająca stosowanie środków kontroli projektu
- Badania biokompatybilności: Certyfikaty materiałów potwierdzające ich przydatność do kontaktu z pacjentem
- Zweryfikowane procesy: Potwierdzona spójność krytycznych operacji
Dlaczego certyfikacje te są cenione tak wysoko? Infrastruktura wymagana do ich uzyskania — kalibrowane wyposażenie kontrolne, kontrolowane środowiska, wykwalifikowany personel oraz udokumentowane procedury — stanowi istotne, ciągłe inwestycje. Gdy zamawiasz usługi frezowania CNC pięcioosiowego dla elementu konstrukcyjnego do zastosowań lotniczych, płacisz nie tylko za czas frezowania, ale za cały system zapewnienia jakości otaczający tę operację.
Mnożnik kosztów zależy od krytyczności zastosowania. Usługi frezowania prototypów dla rozwoju przemysłu lotniczego mogą być o 20–40% droższe niż standardowe usługi przemysłowe, podczas gdy sprzęt krytyczny dla bezpieczeństwa lotu, wymagający pełnej kwalifikacji, może wiązać się z dwu- lub trzykrotnym wzrostem kosztów.
Dopasowanie kompetencji dostawcy do potrzeb branży
Nie każdy dostawca CNC obsługuje wszystkie branże — a to w rzeczywistości jest korzystne. Specjalizacja oznacza głębszą wiedzę ekspercką, sprawdzone procedury oraz niższe ryzyko naruszenia wymogów zgodności, które mogłyby opóźnić realizację projektu.
Oto jak dopasować swoje potrzeby do kompetencji dostawcy:
| Branża | Główne certyfikaty | Typowa dokumentacja | Wpływ na ofertę cenową |
|---|---|---|---|
| Przemysł ogólny | ISO 9001 | Standardowe raporty inspekcyjne, certyfikaty zgodności (CoC) | Ceny bazowe |
| Motoryzacyjny | IATF 16949 | Proces PPAP, dane SPC, dokumentacja śledzenia | premia w wysokości 10–25 % |
| Aeronautyka i kosmonautyka | AS9100 | Inspekcja pierwszej partii (FAI), certyfikaty materiałów, raporty nieniszczącej kontroli jakości (NDT), dane pomiarów współrzędnościowych (CMM) | premia w wysokości 25–50% |
| Urządzenia medyczne | ISO 13485 | Dokumentacja historii produkcji (DHR), protokoły walidacji, certyfikaty biokompatybilności | premia w wysokości 30–60% |
Przy ocenie ofert sprawdź, czy dostawcy rzeczywiście posiadają certyfikaty wymagane w Twojej branży — a nie tylko deklarują odpowiednie kompetencje. Zażądaj kopii certyfikatów i sprawdź daty ich ważności. W przypadku krytycznych zastosowań rozważ przeprowadzenie audytu dostawców przed złożeniem zamówień produkcyjnych.
Indywidualna obróbka stali na potrzeby maszyn przemysłowych może nie wymagać dokumentacji na poziomie lotniczo-kosmicznym, ale elementy przekładni samochodowych wymagają bezwzględnie zgodności z normą IATF 16949. Dopasowanie możliwości dostawcy do rzeczywistych wymagań prowadzi albo do nadpłaty za niepotrzebne koszty administracyjne, albo — co gorsza — do otrzymania części, których nie można użyć w danym zastosowaniu.
Najmądrzejsze podejście? Bądź wyraźny w odniesieniu do zastosowania końcowego, gdy żądasz ofert. Platformy, które rozumieją Twoją branżę, mogą przekierować Twoje zapytanie do odpowiednich dostawców posiadających wymagane certyfikaty, zapewniając, że otrzymana oferta odzwierciedla rzeczywiste koszty i możliwości techniczne. Ta przejrzystość oszczędza czas wszystkim stronom i gwarantuje, że dostarczone części rzeczywiście spełnią Twoje wymagania regulacyjne i jakościowe.
Ocenianie i porównywanie ofert CNC
Otrzymałeś oferty od wielu dostawców, a ceny wahają się od zaskakująco przystępnych do oszałamiająco wysokich. Co dalej? Wybór wyłącznie na podstawie końcowej kwoty to jeden z najczęściej popełnianych — i najdroższych — błędów inżynierów przy zakupie części CNC. Prawdziwą umiejętnością jest odczytywanie ukrytych informacji, zadawanie właściwych pytań oraz rozpoznawanie wskaźników jakości uzasadniających różnice cen.
Zajmijmy się szczegółową analizą sposobu oceny ofert CNC jak doświadczony specjalista ds. zakupów, zapewniając sobie uzyskanie niestandardowych części CNC, które będą działać niezawodnie, bez konieczności przepłacania za możliwości, których nie potrzebujesz.
Odczytywanie tego, co nie zostało powiedziane w ofercie
Profesjonalna oferta zawiera znacznie więcej informacji niż tylko końcową cenę. Zgodnie z Analizą XTJ CNC , przejrzysta i szczegółowa oferta jest sygnałem profesjonalnego dostawcy i pozwala na jasne zobrazowanie, na co dokładnie przeznaczane są Twoje inwestycje. Oto na co należy zwracać uwagę w każdej otrzymanej ofercie:
- Specyfikacje tolerancji: Czy w ofercie wyraźnie określono tolerancje? Standardowe ±0,005 cala to coś zupełnie innego niż precyzyjne ±0,001 cala. Jeśli tolerancje nie zostały podane, porównujesz nieokreślone wartości.
- Standardy wykończenia powierzchni: Szukaj wartości Ra lub opisów wykończenia. Wyrażenia „jak po obróbce” i „polerowane” oznaczają istotne różnice kosztowe i jakościowe dla części CNC.
- Certyfikaty Materiałowe: Czy otrzymacie raporty z badań materiałów (MTR) lub certyfikaty zgodności? W przypadku obróbki CNC elementów metalowych w branżach regulowanych ta dokumentacja nie jest opcjonalna.
- Opłaty za przygotowanie i programowanie: Niektóre oferty zawierają te koszty w cenie jednostkowej; inne wymieniane są osobno. Zrozumienie tej struktury pozwala na dokładną ocenę cen przy dużych zamówieniach.
- Inspekcja i kontrola jakości: Na jakim poziomie przeprowadzane są kontrole? Kontrola pierwszego egzemplarza, kontrole podczas procesu oraz końcowa weryfikacja za pomocą maszyny pomiarowej trójwymiarowej (CMM) dodają wartości – i kosztów.
- Operacje wtórne: Gwintowanie, usuwanie wykańczania (deburring), obróbka cieplna oraz powłoki powierzchniowe powinny być wymienione osobno. Niejasne oferty często pomijają procesy, które zakładaliście, że są w nich zawarte.
Gdy oferty wydają się znacznie niższe niż u konkurencji, dokładnie sprawdźcie, czego brakuje. Zgodnie z wytycznymi branżowymi niektórzy dostawcy mogą celowo pomijać niezbędne procesy, aby uczynić swoją początkową ofertę bardziej atrakcyjną, a następnie doliczać dodatkowe opłaty.
Pytania, które warto zadać przed złożeniem zamówienia
Zanim zdecydujecie się na współpracę z jakimkolwiek dostawcą niestandardowych części metalowych, zadanie tych pytań pozwala odróżnić wiarygodnych partnerów od ryzykownych prób. Przewodnik Wisconsin Metal Tech dotyczący wyboru dostawców , zrozumienie tego, na co Twój dostawca jest i nie jest zdolny, jest kluczowe dla dokonania właściwego wyboru:
- Jakie certyfikaty posiada Pan/Pani? Certyfikat ISO 9001 to poziom podstawowy; certyfikaty specyficzne dla danej branży, takie jak IATF 16949 dla przemysłu motocyklowego lub AS9100 dla przemysłu lotniczego i kosmicznego, wskazują na wyspecjalizowaną kompetencję.
- Na jakim sprzęcie będą obrabiane moje części? Wiedza na temat tego, czy Twoje CNC z aluminium działa na frezarce 3-osiowej czy 5-osiowej, wpływa zarówno na zakres możliwości technologicznych, jak i oczekiwania dotyczące kosztów.
- Jak zapewniacie stałą jakość? Zwracaj uwagę na wzmianki o statystycznej kontroli procesów (SPC), udokumentowanych procedurach oraz kalibrowanym sprzęcie pomiarowym – a nie na niejasne zapewnienia.
- Czy możecie dostarczyć referencji lub próbki części? Zgodnie z przewodnikiem Anebon Metal dotyczącym oceny jakości, żądanie próbek to najlepsza szansa, by zobaczyć rzeczywiste rezultaty jeszcze przed rozpoczęciem produkcji seryjnej.
- Co się dzieje, jeśli elementy nie spełniają specyfikacji? Jasne zasady wymiany produktów oraz szybka obsługa klienta świadczą o zaufaniu do własnych procesów.
- Jaka jest Państwa rzeczywista historia czasów realizacji? Czasy realizacji podawane w ofercie i rzeczywiste czasy realizacji często się różnią. Zapytaj o realistyczne oczekiwania oparte na obecnej zdolności produkcyjnej.
Dostawca, który udziela na te pytania przejrzystych odpowiedzi, wykazuje profesjonalizm. Unikanie odpowiedzi lub niejasne sformułowania to sygnały ostrzegawcze, na które warto zwrócić uwagę.
Wskaźniki jakości poza ceną
Przy ocenie dostawców części wykonanych metodą frezowania CNC pewne cechy wskazują na wyższą jakość i niezawodność — często uzasadniając wyższe ceny dzięki zmniejszeniu ryzyka i lepszym wynikom. Oto lista kontrolna wskaźników jakości, które należy priorytetyzować:
- Wdrożenie statystycznej kontroli procesu (SPC): Dostawcy takie jak Shaoyi Metal Technology wykorzystuje SPC do monitorowania kluczowych wymiarów w czasie rzeczywistym, wykrywając odchylenia jeszcze przed powstaniem wad. Takie proaktywne podejście zapewnia spójność, jakiej nie potrafi zagwarantować inspekcja reaktywna.
- Możliwość szybkiej realizacji zamówień: Czasy realizacji w ciągu jednego dnia — takie jak te oferowane przez Shaoyi w zastosowaniach motocyklowych — świadczą o dobrze zorganizowanych operacjach, dostępnej mocy produkcyjnej oraz efektywnych procesach.
- Wyspecjalizowana wiedza techniczna: Dostawcy wykazujący zdolność do produkcji złożonych zespołów podwozia lub niestandardowych wkładek metalowych mają udokumentowane doświadczenie w realizacji części o trudnych kształtach, które mogą stanowić wyzwanie dla ogólnych warsztatów.
- Systemy śledzenia materiałów: Zgodnie z najlepszymi praktykami oceny jakości, solidny system śledzenia pozwala śledzić pochodzenie materiału każdego elementu, historię jego obróbki oraz dane z inspekcji — co jest kluczowe dla branż objętych regulacjami.
- Zaawansowane wyposażenie do kontroli: Maszyny pomiarowe trójwymiarowe (CMM), mierzące chropowatość powierzchni oraz porównywarki optyczne świadczą o inwestycji w możliwości weryfikacji.
- Szybka komunikacja: Dostawcy, którzy szybko i wyczerpująco odpowiadają na pytania w trakcie przygotowywania ofert, zazwyczaj zapewniają tę samą jakość obsługi również w fazie produkcji.
- Przejrzyste rozbiórki cen: Szczegółowe oferty zawierające osobne pozycje kosztów materiału, obróbki skrawaniem oraz wykańczania świadczy o pewności siebie i profesjonalizmie.
Najbardziej atrakcyjna oferta cenowa nie zawsze jest najlepsza. Niezwykle niska cena może być sygnałem ostrzegawczym wskazującym na pomijanie etapów produkcji, ukryte opłaty lub niższą jakość, która w dłuższej perspektywie wiąże się z wyższymi kosztami wynikającymi z opóźnień, konieczności ponownej obróbki lub awarii elementów.
Sygnały ostrzegawcze wskazujące na problemy z jakością
Tak jak pozytywne wskaźniki sugerują niezawodność, pewne sygnały ostrzegawcze powinny skłonić do zachowania ostrożności przy ocenie ofert na CNC z aluminium lub dowolnego innego materiału:
- Niejasne lub brak certyfikatów: Brak formalnej certyfikacji jakości często koreluje z mniej kontrolowanymi procesami.
- Niechęć do udostępniania szczegółów procesu: Problemy z przejrzystością mogą ukrywać gorsze warunki produkcji.
- Brak wzmianki o kontroli: Jeśli oferta w ogóle nie porusza tematu kontroli jakości, należy założyć, że zaplanowano minimalne weryfikacje.
- Ceny znacząco poniżej rynkowych: Zgodnie z analizą branżową nietypowo niskie oferty często pomijają niezbędne procesy lub wskazują na niski poziom kontroli jakości.
- Opóźnione lub unikające odpowiedzi: Dostawcy, którzy mają trudności z udzieleniem podstawowych odpowiedzi w trakcie przygotowywania oferty, rzadko poprawiają się w trakcie produkcji.
- Brak możliwości śledzenia pochodzenia: Bez jasnego śladu pochodzenia materiałów zmniejszają się odpowiedzialność i zapewnienie jakości.
Wczesne wykrycie tych sygnałów pozwala uniknąć kosztownych błędów — w tym dostaw części z opóźnieniem, nieprzechodzących kontroli jakości lub po prostu nie spełniających wymagań w Twoim zastosowaniu.
Podjęcie ostatecznej decyzji
Po przeanalizowaniu ofert i udzieleniu odpowiedzi na pytania: jak dokonać wyboru? Utwórz prostą macierz porównawczą, uwzględniającą czynniki wykraczające poza cenę:
| Kryteria oceny | Waga | Co porównywać |
|---|---|---|
| Konkurencyjność cenowa | 25% | Całkowity koszt, w tym wysyłka, oprzyrządowanie oraz operacje wtórne |
| Systemy o wysokiej jakości | 25% | Certyfikaty, wdrożenie statystycznej kontroli procesów (SPC), możliwości inspekcyjne |
| Niezmienność czasu realizacji zamówienia | 20% | Dostępność zgodnie z ofertą w porównaniu z rzeczywistą wydajnością dostaw w przeszłości |
| Możliwości Techniczne | 15% | Sprzęt oraz doświadczenie w obróbce Twoich geometrii i materiałów |
| Jakość komunikacji | 15% | Szybkość reakcji, przejrzystość oraz podejście do rozwiązywania problemów |
Dla inżynierów poszukujących niezawodnych rozwiązań produkcyjnych dla przemysłu motocyklowego i samochodowego, wymagających precyzyjnych części wykonanych metodą CNC, dostawcy posiadający certyfikat IATF 16949 oraz sprawdzone wdrożenie SPC — tacy jak Shaoyi Metal Technology — reprezentują standardy jakości minimalizujące ryzyko i maksymalizujące długoterminową wartość.
Pamiętaj: nie kupujesz tylko części. Wybierasz partnera produkcyjnego, którego systemy zapewnienia jakości, praktyki komunikacyjne oraz kompetencje techniczne będą miały bezpośredni wpływ na sukces Twojego projektu. Kilka dodatkowych godzin poświęconych starannemu przeanalizowaniu ofert przynosi korzyści w postaci części dostarczanych terminowo, zgodnych ze specyfikacją i bezawaryjnie działających w Twoim zastosowaniu.
Najczęściej zadawane pytania dotyczące ofert online na obróbkę CNC
1. Jak uzyskać natychmiastową ofertę na obróbkę CNC online?
Prześlij swój plik CAD (najlepiej w formacie STEP) na platformę internetową do generowania ofert, a następnie określ materiał, wymagane dopuszczalne odchyłki, wykończenie powierzchni oraz ilość sztuk. Zaawansowane algorytmy analizują geometrię Twojego modelu, sprawdzają jego nadaje się do produkcji oraz generują cenę w ciągu kilku sekund do kilku minut. Większość platform akceptuje pliki w formatach STEP, IGES oraz Parasolid, co zapewnia dokładne, zautomatyzowane generowanie ofert.
2. Jakie czynniki najbardziej wpływają na cenę oferty CNC?
Pięć głównych czynników wpływa na cenę oferty CNC: wybór materiału (tlenek tytanu kosztuje 4–5 razy więcej niż aluminium), wymagania dotyczące dokładności wykonania (ścisłe допусki mogą zwiększyć koszty nawet 3–10-krotnie), złożoność geometryczna wymagająca obróbki wieloosiowej, ilość sztuk wpływająca na rozłożenie kosztów przygotowania maszyny oraz wymagania dotyczące wykończenia powierzchni. Strategiczne określenie wysokiej dokładności wyłącznie dla kluczowych cech może obniżyć koszty o 40–60%.
3. Dlaczego oferty CNC różnią się tak znacznie między różnymi platformami internetowymi?
Różnice w ofertach wynikają z zastosowania różnych sieci produkcyjnych (krajowych vs. globalnych), struktur kosztów ogólnych, standardów jakości oraz wskaźników wykorzystania maszyn. Platformy stosujące rygorystyczne protokoły kontroli jakości i certyfikowane procesy uwzględniają te możliwości w swoich ofertach. Zawsze porównuj szczegółowe zestawienia kosztów, w których osobno podane są koszty materiału, obróbki skrawaniem oraz wykończenia – a nie tylko końcowe ceny.
4. Jakie formaty plików najlepiej nadają się do uzyskiwania ofert CNC w trybie online?
Pliki STEP (.stp, .step) są formatem preferowanym w branży, ponieważ zachowują precyzyjne matematyczne definicje powierzchni wymagane przez maszyny CNC. Pliki IGES i Parasolid również dobrze się sprawdzają. Unikaj formatów opartych na siatce, takich jak STL, w przypadku precyzyjnej obróbki CNC, ponieważ tracą one niezbędną dokładność matematyczną do generowania poprawnych ścieżek narzędzia oraz przygotowywania ofert.
5. Jak certyfikat IATF 16949 może przynieść korzyści moim częściom CNC do zastosowań motocyklowych?
Dostawcy posiadający certyfikat IATF 16949, tacy jak Shaoyi Metal Technology, stosują Statystyczne Sterowanie Procesem (SPC), dokumentację PPAP oraz pełną śledzalność materiałów wymaganą w łańcuchach dostaw motocyklowych. Certyfikat ten zapewnia stałą jakość dzięki systemom zapobiegania wadom, a także umożliwia wykonywanie złożonych zespołów podwozia oraz skracanie czasów realizacji nawet do jednego dnia roboczego dla precyzyjnych komponentów motocyklowych.