 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Tajemnice ofert na maszyny CNC: 8 czynników wpływających na cenę, o których nie powiedzą Ci warsztaty

Zrozumienie ofert maszyn CNC i dlaczego są one istotne
Czy kiedykolwiek zastanawiałeś się, ile kosztuje wykonanie elementu metalowego? Odpowiedź nie jest tak prosta jak sprawdzenie ceny na etykiecie. Oferta maszyny CNC to znacznie więcej niż tylko liczba wyrażająca cenę w dolarach — jest to kompleksowy plan działania ujawniający złożoność procesu produkcyjnego , możliwości dostawcy oraz realizowalność projektu — wszystko w jednym dokumencie.
Wyobraź sobie to w ten sposób: otrzymując ofertę na części obrobione CNC, przeglądasz szczegółowy podział wszystkich zasobów, umiejętności oraz godzin pracy niezbędnych do przekształcenia surowego materiału w gotowy element. Zrozumienie tego procesu nie tylko pomaga w prawidłowym budżetowaniu — przekształca Cię z biernego nabywcy w świadomego negocjatora, który potrafi zidentyfikować możliwości oszczędności i uniknąć drogich niespodzianek.
Co faktycznie zawiera oferta maszyny CNC
Profesjonalna wycena obróbki CNC wykracza daleko poza podanie ceny maszyny CNC. Według ekspertów branżowych im więcej szczegółów zawiera oferta, tym lepiej jesteś przygotowany do podejmowania świadomych decyzji. Oto kluczowe elementy, których należy się spodziewać:
- Specyfikacje części: Wymiary, wymagania dotyczące dopuszczalnych odchyłek i wymagania geometryczne wynikające z Twoich rysunków 2D lub dokumentacji technicznej
- Koszty materiałów: Ceny surowców, które mogą znacznie wpływać na całkowity koszt obróbki CNC
- Czas obróbki: Szacunkowa liczba godzin pracy, oparta na złożoności detalu, wymianie narzędzi oraz operacjach skrawania
- Wymagania dotyczące wykończenia: Operacje dodatkowe, takie jak obróbka powierzchni, nanoszenie powłok lub grawerowanie
- Czas realizacji: Harmonogram produkcji – od potwierdzenia zamówienia do dostawy
- Ceny zależne od ilości: Rozbicie kosztów w zależności od wielkości zamówienia, pokazujące korzyści wynikające ze skali produkcji
Dlaczego dokładność oferty decyduje o powodzeniu projektu
Oto coś, co większość sklepów nie powie Wam od razu: wyceny zimne — czyli te przygotowane bez dogłębnej analizy lub szczegółowych specyfikacji — często prowadzą do przekroczenia budżetu i kłopotów z harmonogramem. Gdy dostawca usług CNC przyspiesza proces przygotowywania wyceny, zwykle dodaje rezerwę bezpieczeństwa, aby zabezpieczyć się przed nieznanymi zmiennymi.
Szczegółowa i dokładna wycena pełni wiele kluczowych funkcji. Po pierwsze, pomaga Wam oszacować całkowity koszt projektu i odpowiednio go zbudżetować. Po drugie, ustala jasne oczekiwania dotyczące środków kontroli jakości oraz procesów produkcyjnych. Po trzecie, minimalizuje nieporozumienia, zapewniając, że wszyscy — od inżynierów po zespoły zakupowe — działają na podstawie tego samego zestawu wytycznych.
Przewaga kupującego wynikająca ze zrozumienia wycen
Dlaczego warto poświęcić czas na naukę procesu przygotowywania ofert? Ponieważ wiedza przekłada się bezpośrednio na pozycję negocjacyjną. Gdy rozumiesz, co wpływa na cenę, możesz podejmować lepsze decyzje dotyczące modyfikacji konstrukcji, wyboru materiałów oraz objętości produkcji jeszcze przed wybraniem dostawcy.
Weź pod uwagę następujące fakty: dostawcy, którzy otrzymują dobrze przygotowane zapytania ofertowe (RFQ – Requests for Quote), zazwyczaj odpowiadają szybciej i proponują bardziej konkurencyjne ceny. Zupełnie nie tracą czasu na wyjaśnianie niejasności i mogą skupić się na przedstawieniu dokładnych danych liczbowych. Wynik? Otrzymujesz oferty odzwierciedlające rzeczywiste koszty produkcji, a nie zawyżone szacunki przygotowane na wypadek niepewności.
W tym przewodniku dowiesz się, jakie konkretne czynniki wpływają na każdą pozycję w Twojej ofercie — a co ważniejsze, jak wykorzystać tę wiedzę, aby uzyskać korzystniejsze ceny, krótsze terminy realizacji oraz wyższą jakość części wykonanych metodą CNC w ramach swojego kolejnego projektu.
Kluczowe czynniki wpływające na ofertę na obróbkę CNC
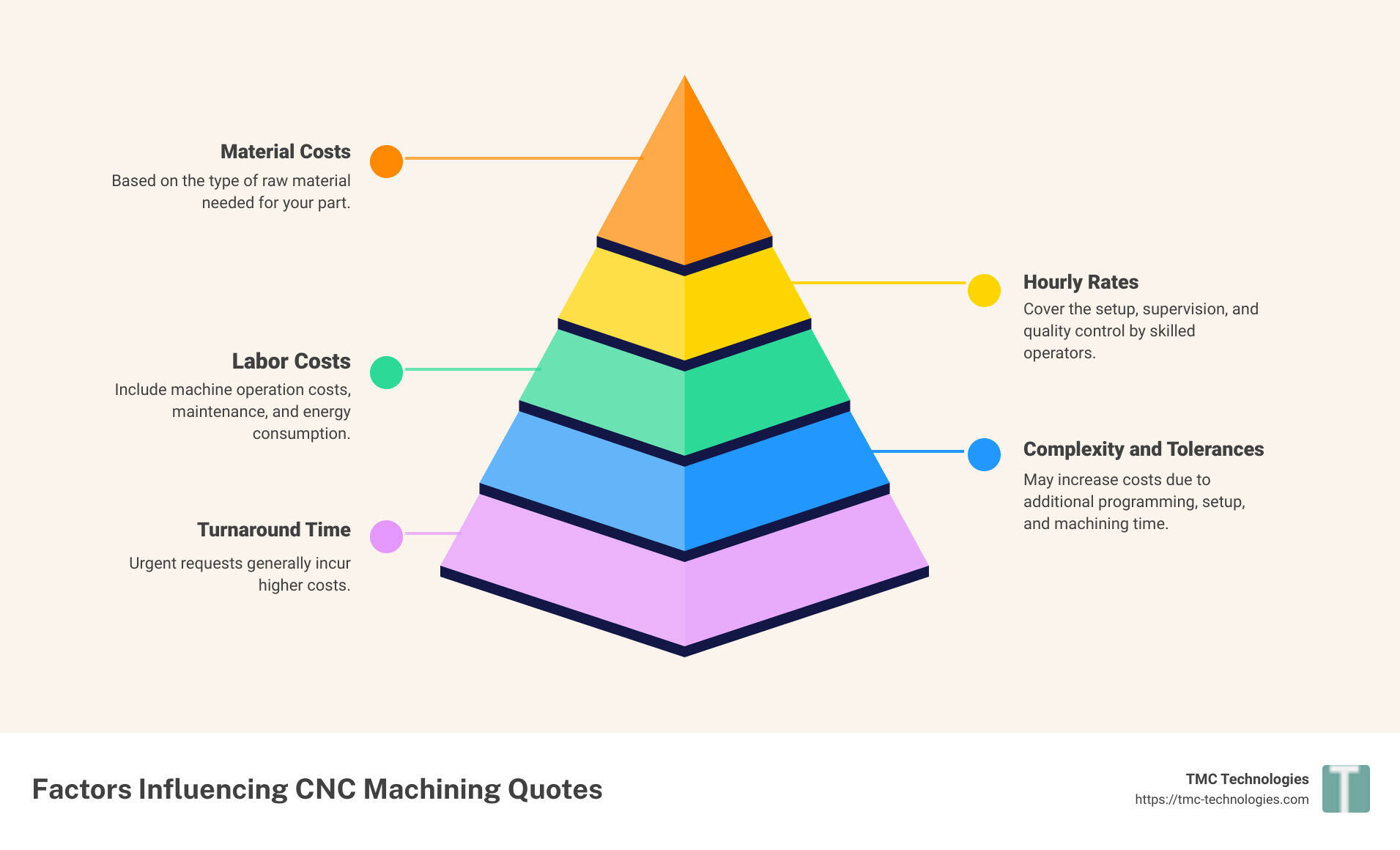
Co więc rzeczywiście wpływa na kwoty w ofercie? Zrozumienie tych czynników cenotwórczych daje Ci możliwość podejmowania strategicznych decyzji dotyczących projektowania i pozyskiwania materiałów . Przeanalizujmy sześć głównych elementów, które zakłady obróbki skrawaniem wykorzystują do obliczenia końcowej ceny — oraz dlaczego każdy z nich ma większe znaczenie, niż można by się spodziewać.
Wybór materiału i jego wpływ na koszty
Wybór materiału wpływa na znacznie więcej niż tylko na koszty surowca. Zgodnie z analizą branżową wybór materiału wpływa na zużycie narzędzi tnących, prędkość obróbki oraz nawet na wymagania dotyczące obróbki dodatkowej — wszystkie te czynniki kumulują się w końcowej ofercie.
Rozważ różnicę między aluminium a tytanem. Aluminium można obrabiać szybko przy użyciu standardowych narzędzi, a zużycie narzędzi jest minimalne. Tytan natomiast wymaga specjalistycznych narzędzi tnących, niższych prędkości obróbki oraz częstszej wymiany narzędzi. Wynik? Część wykonana z tytanu może kosztować trzy do pięciu razy więcej niż identyczna część z aluminium.
Oto czego wielu kupujących nie zauważa: egzotyczne materiały, takie jak stal nierdzewna 316L lub specjalistyczne tworzywa sztuczne, np. polioksetal, wymagają innego podejścia na każdym etapie procesu produkcyjnego. Do ich obróbki mogą być potrzebne specyficzne środki chłodzące, dedykowane ustawienia maszyn lub dodatkowe kontrole jakości – wszystkie te czynniki wpływają na wzrost ceny oferty.
Typowe kategorie materiałów oraz związane z nimi implikacje kosztowe obejmują:
- Stopy aluminium (6061, 7075): Doskonała obracalność, mniejsze zużycie narzędzi, opłacalny wybór w większości zastosowań
- Stale nierdzewne: Materiały o wyższej twardości, wymagające niższych prędkości skrawania i bardziej wytrzymałych narzędzi
- Inżynierskie tworzywa sztuczne (delryn, nylon do obróbki skrawaniem): Materiały miększe, które można szybko obrabiać, ale mogą wymagać starannej kontroli temperatury
- Tytan i stopy superwytrzymałych: Wyższa cena sprzedaży wynikająca z kosztu materiału oraz trudności związanych z jego obróbką
- Specjalistyczne płyty (płyta lexan, akrylowa): Wymagają zastosowania specyficznych parametrów cięcia w celu zapobieżenia pękaniu lub topieniu się materiału
W jaki sposób złożoność detalu wpływa na czas jego obróbki
Wyobraź sobie dwie części o identycznych wymiarach — jedna to prosty prostokątny blok, druga zawiera wnęki wewnętrzne, podcięcia i cienkie ścianki. Mimo identycznego zarysu część złożona może wymagać dziesięciokrotnie dłuższego czasu obróbki na frezarce CNC. Różnica czasu przekłada się bezpośrednio na koszt.
Złożoność części wpływa na cenę w wielu aspektach. Ekspertom z zakresu produkcji znane jest to, że złożone geometrie często wymagają maszyn wieloosiowych, specjalnych uchwytników oraz wielokrotnych wymian narzędzi — każdy z tych czynników wydłuża czas realizacji projektu i zwiększa jego koszt.
Cechy znacząco wydłużające czas obróbki to:
- Głębokie wgłębienia i wnęki: Wymagają dłuższego zasięgu narzędzia i niższych prędkości skrawania w celu zapobieżenia odkształceniom narzędzia
- Cienkie ścianki: Wymagają starannie dobranej strategii obróbki w celu uniknięcia odkształceń
- Ostre narożniki wewnętrzne: Mogą wymagać obróbki metodą EDM lub zastosowania wielu różnych zestawów narzędzi
- Wklęsłości: Często wymagają obróbki na maszynach 5-osiowych lub użycia niestandardowych uchwytników
- Wielokrotne ustawienia: Każde ponowne pozycjonowanie części powoduje dodatkowy czas przygotowania, który zwiększa Twój koszt
Dobra wiadomość? Uproszczenie konstrukcji tam, gdzie to funkcjonalnie możliwe, może znacznie obniżyć koszt oferty. Eliminacja niepotrzebnych cech konstrukcyjnych, zwiększenie promieni zaokrągleń wewnętrznych oraz projektowanie z myślą o obróbce w jednej pozycji to strategie zapewniające rzeczywiste oszczędności bez utraty wydajności.
Specyfikacje dopuszczalnych odchyłek i ich wpływ na cenę
Oto tajemnica, którą wiele warsztatów nie ujawni dobrowolnie: nadmierne wymagania dotyczące dokładności są jednym z najdroższych błędów popełnianych przez zakupujących. Zgodnie ze specjalistami ds. precyzyjnej obróbki skrawaniem, standardowe dopuszczalne odchyłki wynoszące ±0,005 cala są osiągalne na większości urządzeń przy minimalnym wpływie na koszty. Jednak zmniejszenie tej wartości do ±0,001 cala może podwoić koszt pojedynczej części.
Dlaczego różnica jest tak znaczna? Ścisłe dopuszczalne odchyłki wymagają niższych prędkości skrawania, większej liczby etapów kontroli jakości, środowisk o kontrolowanej temperaturze oraz często specjalistycznych urządzeń pomiarowych. Każda wartość dopuszczalnej odchyłki podana na rysunku stanowi zobowiązanie do przeznaczenia określonego czasu i zasobów.
Specyfikacje wykończenia powierzchni podlegają temu samemu schematowi. Standardowe wykończenie frezowane może nie zwiększać ceny bazowej, podczas gdy polerowanie lustrzane może podnieść koszty o 30% lub więcej ze względu na dodatkowe przejścia frezarskie oraz operacje ręcznego wykańczania. Tworzywa sztuczne typu Delrin i podobne materiały inżynierskie często osiągają doskonałe wykończenie powierzchni bezpośrednio po obróbce na maszynie, co czyni je ekonomicznymi rozwiązaniami tam, gdzie ważny jest wygląd.
Ilość, czas realizacji i rabaty objętościowe
Ekonomika obróbki CNC korzysta z dużych ilości. Koszty przygotowania — programowanie, projektowanie uchwytników, dobór narzędzi — pozostają względnie stałe niezależnie od tego, czy zamawiasz 10, czy 1000 części. Rozłożenie tych kosztów stałych na większą liczbę jednostek znacznie obniża cenę pojedynczej sztuki.
Dane branżowe potwierdzają, że większe serie produkcyjne korzystają z cen hurtowych, a koszty przypadające na jedną sztukę znacznie spadają wraz ze wzrostem ilości zamówionych części. Koszt prototypu może wynosić 50–100 USD za sztukę, podczas gdy ta sama część w ilościach produkcyjnych może kosztować zaledwie 5–15 USD za sztukę.
Czas realizacji działa w przeciwnym kierunku. Zamówienia pilne wymagają nadgodzin, przyspieszonego zakupu materiałów oraz zakłóceń w harmonogramie — wszystkie te czynniki wiążą się z wyższymi cenami. Zaplanowanie zamówienia z wyprzedzeniem oraz podanie elastycznych terminów realizacji daje dostawcom możliwość zoptymalizowania swoich harmonogramów produkcyjnych, co często przekłada się na korzystniejsze ceny dla Ciebie.
| Czynnik | Przykład o niskim wpływie | Przykład o wysokim wpływie | Typowy wpływ na koszty |
|---|---|---|---|
| Dobór materiału | Aluminium 6061 | Tytan gatunek 5 | 2–5 razy cena bazowa |
| Złożoność części | Prosty kształt graniasty | Głębokie wnęki z podcięciami | 3–10 razy dłuższy czas obróbki |
| Wymagania tolerancyjne | ± 0,005 cala — standard | ± 0,001 cala lub ścisłejsze | 1,5–3× koszt inspekcji i obróbki |
| Opracowanie powierzchni | Po obróbce (chropowatość Ra 125) | Polerowanie lustrzane (chropowatość Ra 8 lub lepsza) | 1,2–2× koszt wykańczania |
| Ilość zamówienia | seria produkcyjna powyżej 1000 sztuk | 1–5 sztuk prototypowych | 5–20× różnica w koszcie jednostkowym |
| Czas Oczekiwania | standardowy czas realizacji: 4–6 tygodni | ekspresowa realizacja: 3–5 dni | premia za przyspieszenie: 1,25–2× |
Zrozumienie tych czynników nie tylko ułatwia interpretację ofert cenowych – umożliwia również inteligentniejsze projektowanie, odpowiednie doboru specyfikacji oraz prowadzenie negocjacji z pozycji wiedzy. W kolejnym rozdziale dowiesz się dokładnie, jakie informacje należy podać przy zlecaniu ofert, aby zapewnić możliwie najdokładniejsze wyceny.
Niezbędne informacje potrzebne do złożenia dokładnej oferty cenowej
Gotowy/a do złożenia zapytania ofertowego dotyczącego maszyny CNC? Oto niezbyt przyjemna prawda: jakość przekazanych informacji bezpośrednio wpływa na szybkość i dokładność przygotowanej oferty. Codziennie warsztaty obróbkowe otrzymują zapytania typu „Czy możecie wykonać tę część? Jaka będzie cena?”, do których załączony jest jedynie plik. Efektem jest frustrujące wymiana e-maili, która przekształca dwugodzinną ofertę w trzydniową korespondencję.
Według dostawcy usług precyzyjnej obróbki skrawaniem 80% opóźnień w przygotowaniu ofert wynika z braku zaledwie 20% wymaganych informacji. Dobrą wiadomością jest to, że przygotowanie kompleksowego pakietu zapytania ofertowego (RFQ) nie jest skomplikowane — wystarczy wiedzieć, jakie informacje dostawcy rzeczywiście potrzebują, aby przygotować dokładne wyceny.
Formaty plików CAD ułatwiające proces wyceny
Zajmijmy się najpierw najczęstszym błędem: wyborem formatu pliku. Wysłanie niewłaściwego typu pliku może sparaliżować cały proces wyceny jeszcze przed jego rozpoczęciem.
Oto, co należy wiedzieć: pliki STEP (.step lub .stp) są standardem branżowym w przypadku wycen CNC. Zawierają one precyzyjną geometrię 3D, dane inżynierskie oraz dokładne wymiary niezbędne do programowania obróbki części. Pliki STL? To przybliżenia siatkowe zbudowane z trójkątów — doskonałe do druku 3D, ale zupełnie nieodpowiednie do operacji CNC wymagających dokładności wymiarowej.
Wyobraź sobie to w ten sposób: żądanie ścisłych tolerancji przy użyciu pliku STL to jak prośba o dokładność poniżej milimetra na szkicu wykonanym odręcznie. Format pliku po prostu nie pozwala na reprezentację takiego stopnia precyzji.
Preferowane formaty plików w kolejności przydatności:
- STEP (.step, .stp): Pierwszy wybór — uniwersalna zgodność, precyzyjna geometria, działa ze wszystkimi systemami CAM
- Parasolid (.x_t, .x_b): Doskonały do złożonych powierzchni i zastosowań wysokiej klasy
- IGES (.igs, .iges): Starszy standard, ale nadal akceptowalny w większości warsztatów
- Rysunki PDF: Niezbędne uzupełnienie dla oznaczeń GD&T oraz krytycznych wymiarów
- Natywne pliki CAD: SolidWorks, Fusion 360 lub podobne — pomocne, ale nie zawsze zgodne
Porada eksperta: zawsze dołączaj rysunek techniczny w formacie PDF razem z modelem 3D. Pliki STEP nie wyświetlają oznaczeń gwintów, specyfikacji tolerancji ani wymagań dotyczących chropowatości powierzchni. To uzupełniające dokumenty eliminują niepewność i przyspieszają przygotowanie oferty.
Lista kontrolna specyfikacji technicznych do uzyskania dokładnej oferty
Co decyduje o tym, że zapytanie ofertowe zostanie obsłużone w ciągu 4 godzin, a nie w ciągu 3 dni? Kompletność informacji. Oto priorytetowa lista kontrolna, jaką zalecają dostawcy usług precyzyjnego frezowania przy składaniu zapytań ofertowych (RFQ):
- Plik CAD (format STEP): Czysta geometria bez niepotrzebnych warstw, bloków ani elementów pomocniczych
- Specyfikacja materiału: Dokładny stop i stan wytrzymałościowy — „aluminium 6061-T651”, a nie tylko „aluminium”
- Ilość: Obecne zamówienie oraz potencjał przyszłych objętości (wpływa to na decyzje dotyczące narzędzi i uchwytników)
- Wymagania dotyczące tolerancji: Ogólne допусki oraz wyraźne określenia dla kluczowych cech
- Wykończenie powierzchni: Wartości chropowatości Ra lub opisowe wymagania (stan po obróbce, anodowanie, polerowanie)
- Szczegóły gwintowania: Wielkość, norma, klasa i głębokość wszystkich elementów z gwintem
- Operacje wtórne: Anodowanie, pokrywanie metalami, obróbka cieplna lub inne procesy wykańczające
- Oczekiwania co do harmonogramu: Określona końcowa data dostawy lub wskazanie elastyczności w terminie
- Kontekst funkcjonalny części: Sposób użytkowania komponentu oraz elementy, z którymi będzie współpracował
W przypadku materiałów specjalnych, takich jak te stosowane w usługach CNC z akrylu lub w obróbce akrylu metodą CNC, dodatkowe specyfikacje stają się kluczowe. Tworzywa sztuczne wymagają innych parametrów frezowania niż metale — informacje o zamierzonej środowisku eksploatacji, narażeniu na temperaturę oraz odporności chemicznej pomagają dostawcom w doborze odpowiednich strategii obróbkowych.
Podobnie praca CNC z poliwęglanu wymaga starannej uwagi, aby zapobiec pękaniom lub śladom naprężeń. Komunikacja tych wymagań na wczesnym etapie pozwala uniknąć kosztownej poprawki i zapewnia, że wykonywane części spełniają wymagania funkcjonalne.
Typowe luki informacyjne opóźniające przygotowanie oferty
Dlaczego niekompletne specyfikacje prowadzą do zawyżonych ofert? Ponieważ niepewność oznacza ryzyko, a producenci uwzględniają to ryzyko w swoich ofertach cenowych. Gdy dostawcy nie są w stanie określić dokładnych wymagań, dodają rezerwę bezpieczeństwa, aby zabezpieczyć się przed nieznanymi zmiennymi.
Ekspertów branżowych potwierdzają, że doświadczone zespoły warsztatów CNC analizują dokumentację pod kątem niespójności, ścisłych tolerancji, potencjalnych problemów oraz wyzwań technologicznych jeszcze przed przygotowaniem oferty. Brak informacji powoduje konieczność dodatkowych cykli weryfikacji i często skutkuje ostrożnym (wyższym) wycenieniem.
Najczęstsze luki informacyjne opóźniające przygotowanie oferty na prototypy CNC obejmują:
- Nieprecyzyjne specyfikacje materiałów: „Stal nierdzewna” może oznaczać stal 304, 316 lub 17-4 PH — każda z nich charakteryzuje się znacznie różniącymi się kosztami i właściwościami obróbkowymi.
- Brak oznaczeń gwintów: Specyfikacje gwintu nie są widoczne w plikach STEP i muszą być wyraźnie udokumentowane
- Niejasna intencja tolerancji: Określanie ścisłych tolerancji wszędzie sygnalizuje niepewność i niepotrzebnie zwiększa koszty
- Niezadeklarowane wymagania dotyczące wykończenia: „Polerowane” oznacza różne rzeczy dla różnych osób — wartości Ra eliminują niejednoznaczność
- Ukryte operacje wtórne: Zamówienie anodowania lub pokrywania metalami po otrzymaniu oferty wymaga pełnej ponownej oceny
Rozważ różnicę między poniższymi dwoma rzeczywistymi prośbami o wycenę tego samego elementu:
„Czy możecie wykonać obróbkę tej aluminiowej wspornika? Jaka będzie cena?”
W przeciwieństwie do:
„Oferta na uchwyt przetwornika silnika: aluminium 6061-T651, 1 sztuka prototypu w tej chwili oraz seria produkcyjna 50 sztuk w drugim kwartale, ogólne допусki ±0,005 cala, допусki ±0,002 cala dla otworów montażowych, czarne anodowanie typu II, (4×) gwinty 10-32 o głębokości 0,375 cala. Prototyp potrzebny do 15 marca w celu sprawdzenia dopasowania. Załączony plik STEP oraz PDF z wymiarami i tolerancjami geometrycznymi (GD&T).”
Pierwsze zapytanie generuje wiele wiadomości e-mail w dalszej korespondencji. Drugie zapytanie jest oferowane tego samego dnia bez żadnej dodatkowej wymiany wiadomości. Co ważniejsze, oferta w przypadku drugiego zapytania będzie bardziej dokładna, ponieważ dostawca nie zawiera rezerw na nieznane czynniki.
Poświęcenie 15 minut na przygotowanie kompleksowego pakietu zapytania ofertowego przynosi korzyści na całym etapie realizacji projektu — szybsze oferty, bardziej konkurencyjne ceny oraz mniejsza liczba niespodzianek w trakcie produkcji. Teraz, gdy już wiesz, jakie informacje należy podać, przeanalizujmy różne metody uzyskiwania ofert oraz sytuacje, w których każda z nich jest najbardziej uzasadniona.
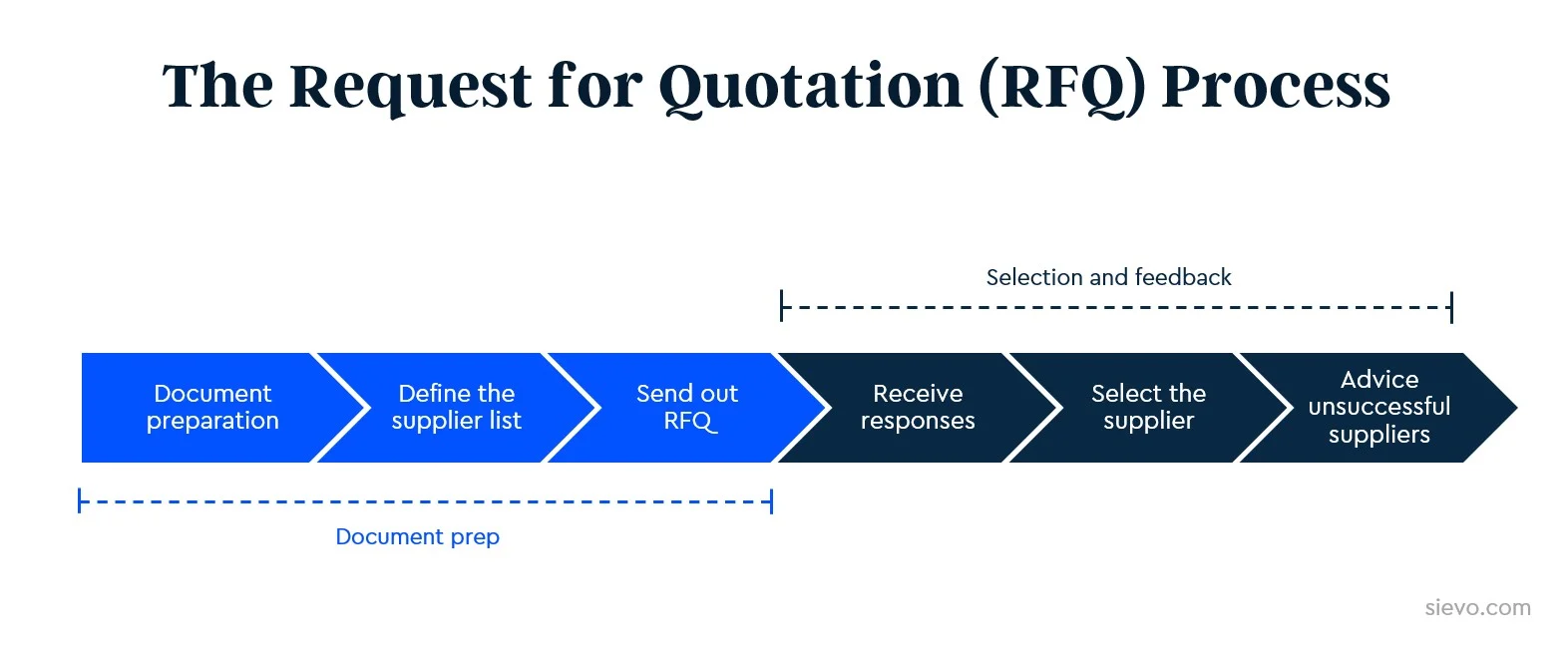
Natychmiastowe oferty online a tradycyjne procesy zapytań ofertowych
Teraz, gdy wiesz, jakie informacje należy zawrzeć w swoim żądaniu oferty, kolejnym pytaniem jest: gdzie właściwie ją przesłać? Obecny rynek obróbki CNC oferuje dwie odrębne ścieżki — platformy internetowe do natychmiastowego uzyskiwania ofert, które podają ceny w ciągu kilku sekund, oraz tradycyjne procesy przesyłania zapytań ofertowych (RFQ), obejmujące bezpośredni kontakt z dostawcami usług CNC. Każde z tych podejść ma rzeczywiste zalety, a dokonanie odpowiedniego wyboru może zaoszczędzić Ci czas, pieniądze i uniknąć niepotrzebnych frustracji.
Oto czego większość zakupujących nie zdaje sobie sprawy: najlepsza metoda zależy całkowicie od konkretnych cech Twojego projektu. Proste zadania związane z obróbką prototypów świetnie sprawdzają się na platformach internetowych, podczas gdy skomplikowane prace wymagające wysokiej dokładności często korzystają z ludzkiego zaangażowania w ramach tradycyjnego procesu przygotowywania ofert. Przeanalizujmy szczegółowo, jak działa każde z tych podejść, abyś mógł podjąć świadomą decyzję.
Wyjaśnienie platform internetowych do natychmiastowego uzyskiwania ofert
Wyobraź sobie przesłanie swojego pliku CAD i otrzymanie oferty cenowej na obróbkę CNC w trybie online w ciągu 60 sekund. To właśnie obietnica platform oferujących natychmiastowe wyceny — a w przypadku standardowych części działają one niezwykle skutecznie.
Te systemy wykorzystują zaawansowane algorytmy, sztuczną inteligencję oraz uczenie maszynowe do analizy przesłanej geometrii, szacowania czasu obróbki i automatycznego obliczania ceny. Zgodnie z analizami branżowymi wiodące platformy mogą skrócić tradycyjny czas przygotowywania ofert nawet o 90%, umożliwiając inżynierom skupienie się na iteracjach projektowych zamiast czekania dniami na informacje o cenach.
Technologia ta najlepiej sprawdza się w przypadku prostych geometrii. Gdy przesyłasz zapytanie w trybie natychmiastowym przez platformy takie jak Xometry lub Protolabs, ich systemy dokonują oceny następujących elementów:
- Geometria elementu: Objętości, powierzchni oraz złożoności cech konstrukcyjnych
- Wybór materiału: Ceny na podstawie standardowych bibliotek materiałów
- Wymagania dotyczące tolerancji: Konsekwencji wyboru obróbki standardowej lub precyzyjnej
- Ilości i terminu realizacji: Rabatów ilościowych oraz opłat za przyspieszoną realizację
Główna zaleta? Szybkość i łatwość dostępu. Oferty na obróbkę CNC dostępne online są dostępne 24/7, umożliwiając użytkownikom z całego świata natychmiastowe porównywanie kosztów w zależności od materiałów i wykończenia. W przypadku prototypowania i małoseryjnej produkcji standardowych części ta wygoda ma charakter przełomowy.
Jednak testy w warunkach rzeczywistych ujawniają ograniczenia. Jedna z zespołów inżynierskich stwierdziła, że systemy sztucznej inteligencji czasem błędnie interpretują zamierzenia projektanta — ukarując przemyślane modyfikacje projektu, które faktycznie upraszczają proces produkcyjny. W ich teście dodanie zaokrągleń w celu usunięcia ostrych narożników (co zmniejsza złożoność obróbki) faktycznie spowodowało wzrost podanej ceny ofertowej, ponieważ algorytm zinterpretował zaokrąglenia jako dodatkowe cechy konstrukcyjne.
Zalety natychmiastowych platform internetowych
- Oferty przesyłane w ciągu kilku sekund do kilku minut zamiast w ciągu dni
- dostępność 24/7 dla zespołów działających na całym świecie
- Natychmiastowa, w czasie rzeczywistym informacja zwrotna dotycząca projektowania z myślą o możliwościach produkcyjnych (DFM)
- Łatwe porównywanie kosztów w zależności od materiałów i ilości
- Uproszczony proces zamówienia po akceptacji oferty
Wady natychmiastowych platform internetowych
- Algorytmy mogą błędnie interpretować złożone geometrie, co prowadzi do błędów cenowych w zakresie ±10–15%
- Ograniczona elastyczność w przypadku materiałów niestandardowych lub specyfikacji egzotycznych
- Mniejsze możliwości negocjacji lub konsultacji projektowych
- Spójność jakości różni się w zależności od sieci dostawców
- Zmniejszona przejrzystość w zakresie tego, który producent faktycznie wykonuje Twoje części
Tradycyjny proces przetargowy (RFQ) z warsztatami maszynowymi
Tradycyjne podejście polega na bezpośrednim wysyłaniu swoich specyfikacji do warsztatów CNC i otrzymywaniu ręcznie przygotowanych ofert. Jest to wolniejsza metoda — pierwsze oferty zwykle przygotowywane są w ciągu 12–48 godzin — ale oferuje zalety, których algorytmy po prostu nie potrafią odtworzyć.
Gdy doświadczeni inżynierowie analizują Twoje rysunki, nie ograniczają się jedynie do obliczania czasu obróbki. Identyfikują potencjalne problemy z wykonalnością, proponują alternatywne rozwiązania pozwalające na oszczędności, a także wyjaśniają niejasne lub dwuznaczne elementy specyfikacji jeszcze przed przygotowaniem oferty. Ta ludzka inteligencja rozpoznaje subtelności, których systemy zautomatyzowane nie są w stanie wykryć.
Specjaliści z zakresu produkcji zauważają, że po otrzymaniu przez tradycyjną firmę oferty zakupowej (RFQ) inżynierowie produkcyjni natychmiast ją analizują i zwykle odpowiadają w ciągu 12 godzin — czasem nawet znacznie szybciej — przesyłając dokładną ofertę cenową oraz raport DFM (Design for Manufacturability), jeśli jest to konieczne. Sam ten raport może zaoszczędzić tysiące dolarów dzięki wczesnemu wykryciu modyfikacji projektowych przed rozpoczęciem produkcji.
Tradycyjne wyceny są szczególnie skuteczne w przypadku:
- Złożone geometrie: Części wymagających obróbki na maszynach 5-osiowych, specjalnych uchwytników lub narzędzi specjalnych
- Materiałów niestandardowych: Stopów egzotycznych, tworzyw sztucznych specjalnych lub materiałów dostarczanych przez klienta
- Wysokie wymagania dokładności: Bardzo ścisłych tolerancji, gdzie istotne jest ludzkie osądzenie
- Projektów o dużej skali: Objętości produkcji, przy których wartość nawiązania relacji partnerskich oraz negocjacji cenowych staje się kluczowa
- Branż specjalistycznych: Zastosowań w przemyśle lotniczym, medycznym lub obronnym, wymagających certyfikatów i pełnej śledzilności
Kompromisem jest czas. Tradycyjne oferty wymagają wielokrotnych wymian wiadomości, zwłaszcza w przypadku złożonych projektów. Jednak ta komunikacja często ujawnia możliwości obniżenia kosztów, które systemy natychmiastowe całkowicie pomijają.
Wybór odpowiedniego podejścia dla Twojego projektu
Którą metodę więc należy zastosować? Odpowiedź zależy od charakterystyki projektu, nacisku terminowego oraz stopnia elastyczności projektowej, który pozostaje jeszcze do wykorzystania.
Rozważ zastosowanie platform internetowych, gdy potrzebujesz szybkiej realizacji standardowych części wykonanych ze zwykle stosowanych materiałów i z typowymi tolerancjami. Są one idealne do szybkich iteracji prototypowania, podczas których testujesz koncepcje, a nie produkujesz końcowych elementów.
Zdecydowanie wybierz tradycyjny proces zaproszenia do złożenia oferty (RFQ), gdy Twój projekt obejmuje złożone geometrie, specjalistyczne wymagania lub gdy budowanie długoterminowych relacji z dostawcą ma kluczowe znaczenie. Inwestycja w komunikację na wstępnym etapie przynosi zazwyczaj korzyści w postaci dokładniejszych wycen oraz lepszych rezultatów produkcyjnych.
Ekspertom branżowym zaleca się że zespoły zakupowe mogą łączyć wiele platform, aby zrównoważyć szybkość, przejrzystość, możliwości i ryzyko na różnych etapach rozwoju. Wykorzystuj oferty cenowe w trybie natychmiastowym na wczesnych etapach prototypowania i szacowania kosztów, a następnie przechodź do tradycyjnych procesów zaproszeń do złożenia ofert (RFQ), gdy projekty dojrzewają i rosną wymagania dotyczące precyzji.
| Wymiary | Natychmiastowa oferta cenowa online | Tradycyjny proces zaproszenia do złożenia ofert (RFQ) |
|---|---|---|
| Szybkość przygotowania oferty | 5–60 sekund | 12 godzin do 3 dni |
| Dokładność dla części złożonych | możliwe odchylenie cenowe o ±10–15% | Wysoka dokładność po przeglądzie inżynierskim |
| Elastyczność dostosowania | Ograniczone do parametrów platformy | W pełni dostosowalne specyfikacje |
| Głębokość komunikacji | Automatyczne odpowiedzi, ograniczona możliwość dialogu | Bezpośrednia dyskusja inżynier–inżynier |
| Opinie DFM | Automatyczna analiza, która może nie uwzględnić subtelności | Zalecenia ekspertów i alternatywy |
| Opcje materiałowe | Biblioteka standardowa (50–150 materiałów) | Prawie nieograniczona, w tym materiały egzotyczne |
| Negocjacje cen | Ceny stałe, jedynie rabaty objętościowe | Elastyczne, w zależności od relacji biznesowej i wielkości zamówienia |
| Najlepsze przypadki użycia | Prototypy, części standardowe, szybkie szacunki kosztów | Części złożone, serie produkcyjne, wymagania specjalistyczne |
Jedna ostatnia kwestia: bezpieczeństwo danych. Przesyłanie własnych plików CAD do platform internetowych budzi obawy dotyczące praw własności intelektualnej u niektórych organizacji. Choć renomowane platformy korzystają z bezpiecznych serwerów i oferują możliwość zawarcia umów poufności (NDA), firmy posiadające szczególnie wrażliwe projekty mogą woleć bezpośrednie relacje partnerskie oraz umowy o poufności dostępne u tradycyjnych dostawców usług frezowania.
Niezależnie od wybranej ścieżki zrozumienie, w jaki sposób możliwości maszyn wpływają na ceny, daje dodatkowy poziom wglądu. W kolejnym rozdziale omówimy, jak różnica między frezowaniem 3-osiowym a 5-osiowym znacząco wpływa na Twoją ofertę cenową — oraz kiedy premia za obróbkę wieloosiową rzeczywiście warto zapłacić.
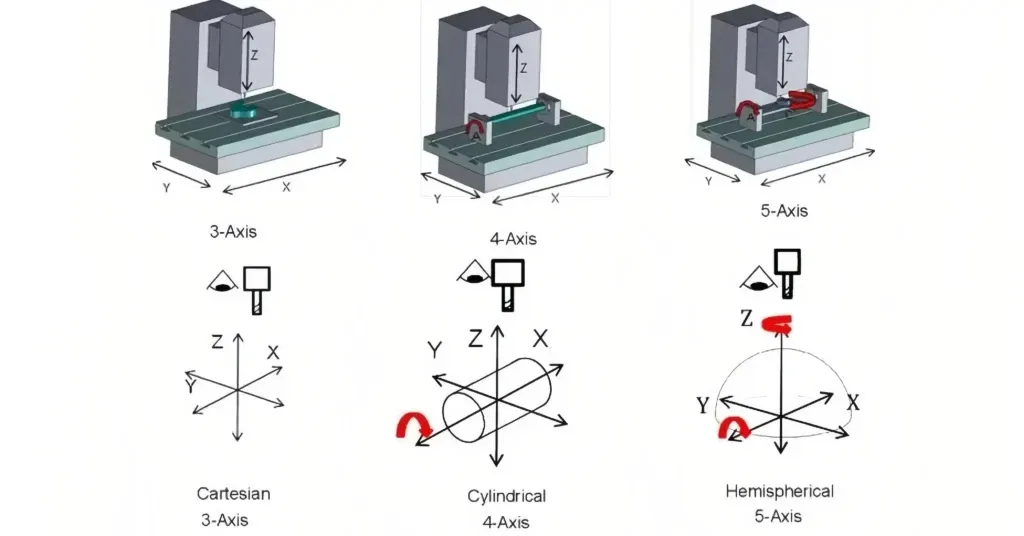
W jaki sposób frezowanie 3-osiowe i 5-osiowe wpływają na Twoją ofertę cenową
Czy zauważyłeś kiedyś, jak dwa pozornie podobne elementy mogą generować zupełnie różne oferty cenowe na obróbkę CNC? Odpowiedź często tkwi w tym, jaką maszynę zakład planuje użyć. Różnica między frezarką CNC 3-osiową a frezarką CNC 5-osiową to nie tylko techniczny żargon — decyduje ona bezpośrednio o końcowej cenie, czasie realizacji zamówienia oraz stopniu złożoności osiągalnej dla danego elementu.
Oto rzeczywistość: wyposażenie 5-osowe wymaga wyższych początkowych inwestycji oraz bardziej zaawansowanego programowania, co przekłada się na wyższe stawki godzinowe. Jednak ta nadwyżka nie zawsze jest niekorzystna. Dla odpowiednich części obróbka wieloosiowa faktycznie obniża całkowity koszt dzięki wyeliminowaniu wielu ustawień i poprawie jakości. Zrozumienie, kiedy który sposób jest najbardziej uzasadniony, daje Ci możliwość kwestionowania ofert cenowych oraz optymalizacji projektów.
Kiedy obróbka 3-osowa spełnia Twoje potrzeby
Maszyna CNC 3-osowa przesuwa narzędzie skrawające wzdłuż trzech wzajemnie prostopadłych kierunków: X, Y i Z. Półfabrykat pozostaje nieruchomy na stole, podczas gdy wrzeciono zbliża się do niego od góry. Brzmi prosto? Tak naprawdę jest to proste — a ta prostota przekłada się bezpośrednio na oszczędności.
Według eksperci w produkcji obróbka 3-osowa doskonale sprawdza się przy produkcji powierzchni płaskich, prostych konturów oraz podstawowych kształtów geometrycznych z doskonałą precyzją. Czasy przygotowania są krótsze, wymagania dotyczące programowania mniej złożone, a potrzeby szkoleniowe operatorów niższe w porównaniu z alternatywami wieloosiowymi.
Części idealne do frezowania na 3 osie obejmują:
- Profilowane powierzchnie frezowane płasko: Powierzchnie płaskie, kieszenie oraz proste cechy stopniowe
- Otwory wiercone i gwintowane: Cechy ustawione prostopadle do powierzchni stołu
- Proste kształty pryzmatyczne: Bloków prostokątnych, płyt oraz podstawowych obudów
- Komponenty jednostronne: Części, na których wszystkie kluczowe cechy znajdują się na jednej stronie
Jaki jest ograniczający czynnik? Dostęp. Jeśli Twoja część ma cechy na wielu płaszczyznach, każda powierzchnia wymaga osobnego przygotowania. Oznacza to zatrzymanie maszyny, ponowne umieszczenie przedmiotu obrabianego, ponowne ustalenie punktów odniesienia oraz wznowienie procesu cięcia. Każde przygotowanie wprowadza potencjalne odchylenia dokładności i wydłuża całkowity czas cyklu — koszty te szybko narastają w przypadku złożonych geometrii.
możliwości 5-osowe i premiumowa cena
Maszyna CNC o 5 osiach dodaje dwie osie obrotowe do standardowych trzech ruchów liniowych. Te dodatkowe stopnie swobody — zwykle oznaczane jako A i B (lub A i C) — umożliwiają obrót narzędzia skrawającego lub przedmiotu obrabianego, zapewniając bezprecedentowy dostęp do złożonych geometrii detali .
Dlaczego to ma znaczenie dla Twojej oferty? Możliwość obróbki na 5. osi pozwala na jednoczesne frezowanie z wielu kątów bez konieczności przemieszczania przedmiotu obrabianego. Takie podejście z jednym ustawieniem zapewnia kilka zalet, które mogą zrekompensować wyższą godzinową stawkę maszynową:
- Eliminacja czasu przygotowania: Brak konieczności przemieszczania przedmiotu obrabianego skraca całkowity czas cyklu produkcyjnego
- Wyższa dokładność: Wszystkie cechy są obrabiane względem jednego punktu odniesienia, eliminując narastanie błędów tolerancji
- Lepsza jakość powierzchni: Optymalna orientacja narzędzia jest utrzymywana przez cały czas podczas obróbki złożonych konturów
- Dłuższa żywotność narzędzi: Stałe obciążenie wióra oraz idealne kąty skrawania zmniejszają zużycie narzędzi
W zastosowaniach przemysłu lotniczo-kosmicznego do obróbki CNC te korzyści stają się kluczowe. Elementy stosowane w przemyśle lotniczo-kosmicznym często charakteryzują się skomplikowanymi kształtami, ścisłymi tolerancjami oraz materiałami egzotycznymi, które wymagają usług obróbki CNC z wykorzystaniem pięciu osi. Łopatki turbin, wirniki i elementy konstrukcyjne po prostu nie mogą osiągnąć wymaganych specyfikacji przy użyciu metod obróbki na maszynach z trzema osiami.
Jednak ta możliwość wiąże się z określonymi kosztami. Maszyny z pięcioma osiami są znacznie droższe zarówno w zakupie, jak i w utrzymaniu oraz eksploatacji. Złożoność programowania wymaga zaawansowanego oprogramowania CAM oraz wykwalifikowanych programistów. Czynniki te razem powodują, że stawki godzinowe są zwykle od 1,5 do 2,5 raza wyższe niż dla maszyn z trzema osiami.
Dopasowanie złożoności maszyny do wymagań dotyczących części
Jak więc ustalić, który sposób obróbki rzeczywiście wymaga dana część? Odpowiedź kryje się w jej geometrii. Niektóre cechy nie mogą być wytworzone efektywnie – lub w ogóle – bez możliwości wieloosiowej obróbki.
Cechy części, które zwykle wymagają obróbki na maszynach z pięcioma osiami:
- Wcięcia i wewnętrzne wnęki niedostępne od góry
- Złożone 3D powierzchnie o konturowym kształcie, takie jak formy organiczne lub profile aerodynamiczne
- Części wielostronne wymagające cech na pięciu lub więcej ścianach
- Kąty złożone, zmieniające orientację wzdłuż powierzchni części
- Głębokie wnęki ze ściankami nachylonymi lub cechami na dnie
- Elementy cienkościenne wymagające stałego styku narzędzia w celu zapewnienia stabilności
Charakterystyka części nadająca się do frezowania 3-osiowego:
- Części, których wszystkie cechy znajdują się na jednej lub dwóch równoległych powierzchniach
- Proste kieszenie, rowki i profile stopniowe
- Otwory i gwinty prostopadłe do płaskich powierzchni
- Prostokątne geometrie bez cech nachylonych
- Elementy, w których wielokrotne ustawienia nie naruszą wymagań dotyczących tolerancji
Oto wewnętrzna wiedza, która może zaoszczędzić Państwu pieniądze: upraszczanie konstrukcji elementów do produkcji przy użyciu prostych frezarek CNC z 3 osiami poprzez uwzględnienie procesów toczenia, frezowania i wiercenia podczas obróbki zapewnia najkrótsze terminy realizacji frezowania oraz najbardziej opłacalne ceny. Zanim zaakceptujecie ofertę na obróbkę 5-osiową, zastanówcie się, czy modyfikacje konstrukcyjne nie umożliwią produkcji na maszynach 3-osiowych bez utraty funkcjonalności.
Podsumowując: nie zakładajcie, że obróbka 5-osiowa zawsze oznacza lepszy wynik – ani że obróbka 3-osiowa zawsze jest tańsza. Najbardziej opłacalnym podejściem jest dopasowanie możliwości maszyny do rzeczywistych wymagań dotyczących danego elementu. Zrozumienie tej zależności pozwala inteligentnie kwestionować oferty cenowe oraz projektować elementy w taki sposób, aby od samego początku zoptymalizować koszty ich produkcji. W kolejnej części omówimy typowe błędy popełniane przy przygotowywaniu ofert cenowych, które powodują wzrost cen – oraz jak uniknąć ich jeszcze przed wpłynięciem na budżet Państwa projektu.
Typowe błędy w ofertach cenowych i jak ich uniknąć
Przygotowałeś pliki CAD, wybrałeś materiał i przesłałeś zapytanie ofertowe (RFQ). Następnie przychodzi oferta — a jej wartość jest o 40% wyższa niż się spodziewałeś. Czy to brzmi znajomo? Frustrujące, ale prawdziwe, że wiele niespodzianek cenowych wynika z błędów, których można było uniknąć jeszcze przed wysłaniem zapytania ofertowego do producenta.
Zrozumienie tych pułapek przekształca proces uzyskiwania ofert. Zgodnie z informacjami Specjalistów ds. projektowania CNC , typowe błędy projektowe i specyfikacyjne nie tylko powodują wzrost cen ofert — mogą one prowadzić do opóźnień w realizacji projektu, problemów z jakością oraz kosztownej konieczności ponownej pracy. Przeanalizujmy najbardziej powszechne błędy w ofertach cenowych oraz sposoby ich uniknięcia, zanim wpłyną one na Twój budżet.
Nadmierna dokładność wymiarowa i jej koszt
Oto najdroższy błąd popełniany przez zakupujących: określanie ścisłych tolerancji wszędzie „dla pewności”. Takie podejście skutkuje odwrotnym efektem. Ekspertom z zakresu produkcji potwierdzają, że ścisłe tolerancje zwiększają koszty frezowania CNC i powinny być stosowane wyłącznie wtedy, gdy tego wymaga funkcja elementu.
Rozważ, co dzieje się, gdy na całym rysunku określona jest tolerancja ±0,001 cala (±0,0254 mm). Zakład obróbki skrawaniem musi obniżyć prędkości skrawania, wprowadzić dodatkowe etapy kontroli jakości, potencjalnie wykorzystać pomieszczenia z kontrolowaną temperaturą oraz specjalistyczne wyposażenie pomiarowe. Każda ścisła tolerancja oznacza zobowiązanie do poświęcenia czasu i zasobów, co kumuluje się w końcowej ofercie cenowej.
Mądrzejsze podejście? Standardowe operacje obróbki skrawaniem osiągają zwykle dokładność ±0,005 cala (±0,13 mm) — co jest więcej niż wystarczające dla większości cech niestanowiących kluczowego znaczenia funkcjonalnego. Ścisłe tolerancje należy zarezerwować wyłącznie dla powierzchni stykających się, części ruchomych oraz interfejsów funkcyjnych, gdzie rzeczywiście istotna jest precyzja wymiarowa.
Użyj pojedynczego punktu odniesienia jako referencji dla wszystkich wymiarów z tolerancjami. Dzięki temu eliminuje się skumulowanie tolerancji i zmniejsza się złożoność kontroli jakości.
Błędy w doborze materiałów powodujące wzrost ofert cenowych
Wybór materiałów bez zrozumienia ich wpływu na obróbkę jest kolejnym powszechnym czynnikiem powodującym odrzucenie oferty. Czym jest Delrin i dlaczego ma to znaczenie dla Twojej oferty? Delrin — znany również jako polioksymetylen (POM) — jest jednym z najłatwiejszych tworzyw sztucznych do obróbki, zapewniając doskonałą stabilność wymiarową oraz wysoką jakość powierzchni. Wybór trudniejszego w obróbce materiału, gdy wystarczyłby Delrin, niepotrzebnie zwiększa Twoje koszty.
Zrozumienie, czym jest acetal i jak porównuje się do innych materiałów, pomaga podejmować opłacalne decyzje. Przy ocenie acetalu w stosunku do Delrinu dla danej aplikacji należy pamiętać, że kopolimer acetalu kosztuje zwykle o 15–35% mniej niż homopolimer (Delrin) i poddaje się obróbce bardziej spójnie, zapewniając lepszą stabilność wymiarową. Tworzywo akrylowe (acetal) doskonale sprawdza się w precyzyjnych komponentach stosowanych w sektorach medycznym i lotniczo-kosmicznym.
Błędy związane z doborem materiału, które powodują wzrost ofert cenowych, obejmują:
- Określanie egzotycznych stopów tam, gdzie wystarczają materiały standardowe: Tytan kosztuje od 3 do 5 razy więcej w obróbce niż aluminium przy podobnych kształtach geometrycznych
- Ignorowanie różnic w obrabialności: stal nierdzewna 303 poddaje się obróbce o 70% szybciej niż stal 304 — podobny skład chemiczny, ale znacznie różniące się koszty
- Pomijanie kosztów surowca w dużych ilościach: PEEK charakteryzuje się wysoką ceną i powinien być stosowany wyłącznie wtedy, gdy jego właściwości eksploatacyjne są niezbędne
- Nieuwzględnianie alternatyw: Aluminium 6061 oferuje doskonałą obrabialność przy niskim koszcie materiału — idealne do prototypów
Cechy projektowe utrudniające produkcję
Wybór rozwiązań projektowych ma bezpośredni wpływ na czas frezowania, koszty oraz nakład pracy. Eksperci ds. projektowania podkreślają, że niepotrzebne cechy o złożonej geometrii stanowią jeden z najczęstszych błędów przy projektowaniu części przeznaczonych do obróbki CNC — chodzi o cechy wymagające zaawansowanej obróbki pięcioosiowej lub procesów specjalizowanych, mimo że prostsze alternatywy spełniałyby te same funkcje.
Najczęstsze pułapki występujące przy wycenie:
- Ostre narożniki wewnętrzne: Walcowe narzędzia skrawające nie są w stanie wykonać ostrych krawędzi wewnętrznych. Projektuj promienie zaokrągleń wewnętrznych co najmniej o 30% większe niż promień narzędzia skrawającego, aby zmniejszyć naprężenia i zwiększyć prędkość skrawania
- Zbyt głębokie wnęki: Narzędzia CNC osiągają najlepsze wyniki, gdy głębokość wnęki wynosi 2–3 razy średnicę narzędzia. Głębsze frezowanie wymaga specjalistycznych narzędzi lub systemów wieloosiowych, co zwiększa koszty
- Cienkie ścianki bez odpowiedniego wsparcia: Ścianki o grubości poniżej 0,8 mm dla metali lub 1,5 mm dla tworzyw sztucznych wymagają wielokrotnych przejść przy niskiej głębokości skrawania w celu zapobieżenia odkształceniom — co znacznie wydłuża czas obróbki
- Niestandardowe średnice otworów: Standardowe wiertła szybko i precyzyjnie wykonywają otwory. Do wykonania otworów o niestandardowych średnicach wymagane są frezy czołowe, które stopniowo dopasowują wymiary, co wydłuża czas cyklu
- Zbyt duża głębokość gwintu: Zakręcanie gwintu na głębokość przekraczającą 1,5 średnicy otworu nie zapewnia istotnego wzrostu wytrzymałości. Maksymalna długość gwintu powinna wynosić 3 średnice otworu
- Niepotrzebne elementy estetyczne: Wzory dekoracyjne, reliefy i napisy, które nie pełnią żadnej funkcji technicznej, znacznie wydłużają czas obróbki
- Cechy wymagające wielokrotnych ustawień: Każde ponowne pozycjonowanie dodaje czas pracy ręcznej, może prowadzić do odchyłek dokładności oraz zwiększa koszty. Należy projektować części tak, aby możliwa była ich obróbka w jednym ustawieniu
Jak uniknąć tych kosztownych błędów
Zapobieganie błędom w ofertach wymaga zmiany podejścia – od pytania „czego chcę?” do pytania „czego potrzebuje produkcja?”. Takie podejście oparte na zasadach projektowania z myślą o możliwościach produkcyjnych (DFM) uwzględnia realia procesu wytwarzania już na etapie projektowania, a nie dopiero po otrzymaniu oferty, która ujawnia problemy.
Zanim prześlesz kolejny wniosek o wycenę (RFQ), zadaj sobie następujące pytania zgodnie z wytycznymi branżowymi:
- Czy każda funkcja jest niezbędna, czy można usunąć lub uprościć którąkolwiek z nich, zachowując przy tym pełną funkcjonalność?
- Czy tolerancje zostały zastosowane wyłącznie tam, gdzie tego wymaga funkcjonalność?
- Czy projekt można podzielić na wiele części, które łatwiej jest obrabiać i montować?
- Czy wprowadzenie modyfikacji pozwoli na wyeliminowanie wielu ustawień maszynowych lub konieczności stosowania specjalnych narzędzi?
- Czy istnieje tańszy lub łatwiejszy do obróbki materiał, który nadal spełnia wymagania projektowe?
Komunikacja odgrywa również kluczową rolę. W przypadku niejasnych specyfikacji producenci dodają do oferty cenowej tzw. zapas bezpieczeństwa. Dokumentuj wyraźnie swoje zamierzenia dotyczące kluczowych cech oraz wyjaśnij, jakie wymagania funkcjonalne stoją za surowymi tolerancjami. Taki kontekst pozwala doświadczonym operatorom obrabiarek na zaproponowanie alternatywnych rozwiązań, które mogą okazać się bardziej opłacalne, ale których nie wzięto pod uwagę na etapie projektowania.
Jaki jest zysk? Części zaprojektowane z myślą o łatwości produkcji kosztują zwykle o 30–50% mniej niż ich nadmiernie skomplikowane odpowiedniki — bez utraty wydajności. Teraz, gdy już wiesz, jakich błędów unikać, przejdźmy do analizy i skutecznego porównywania wielu ofert oraz identyfikacji dostawcy zapewniającego najlepszą ogólną wartość.
Skuteczna ocena i porównywanie wielu ofert CNC
Otrzymałeś trzy oferty na obróbkę CNC czekające w Twojej skrzynce odbiorczej. Jedna z nich jest o 20% tańsza od pozostałych. Łatwa decyzja, prawda? Nie tak szybko. Najniższa cena może bardzo szybko przekształcić się w najdroższy błąd — gdy części przybędą z opóźnieniem, nie przejdą kontroli jakości lub będą wymagały kosztownej poprawki. Wybieranie partnera produkcyjnego wyłącznie na podstawie ceny to takie samo podejście jak zatrudnianie pracownika wyłącznie na podstawie jego oczekiwań wynagrodzeniowych — pomijasz bowiem czynniki decydujące o rzeczywistej wydajności.
Według Specjaliści z zakresu CNC po prostu ustawienie ofert obok siebie i wybranie najniższej kwoty to powszechny błąd. Prawdziwe porównanie „jabłko do jabłka” wymaga zorganizowanego podejścia, uwzględniającego wszystkie aspekty oferty. Zbudujmy ramy, które pomogą Ci zidentyfikować dostawcę zapewniającego rzeczywistą wartość — nie tylko atrakcyjną liczbę.
Poza ceną: porównywanie całkowitej wartości
Co w praktyce oznacza pojęcie „całkowita wartość” przy ocenie opcji CNC machining w pobliżu mnie? Wyjdź poza początkową ofertę cenową i rozważ wszystko, co wpływa na sukces Twojego projektu: spójność jakości, niezawodność terminów dostawy, szybkość reagowania w komunikacji oraz potencjał długotrwałego partnerstwa.
Oto priorytetowy schemat oceny umożliwiający skuteczne porównanie wielu ofert:
- Zgodność możliwości technicznych: Czy wyposażenie, doświadczenie i specjalizacja dostawcy są zgodne z konkretnymi wymaganiami dotyczącymi Twoich części? Mechanik CNC w pobliżu mnie posiadający maszyny 3-osowe nie jest w stanie osiągnąć takich samych rezultatów jak specjalista z maszynami 5-osowymi w przypadku złożonych elementów do przemysłu lotniczego.
- Certyfikaty i systemy zapewnienia jakości: Zweryfikowane certyfikaty wskazują na systemowe zarządzanie jakością — są one bardziej wiarygodne niż obietnice ustne.
- Niezawodność czasu realizacji: Podane terminy dostawy mają mniejsze znaczenie niż rzeczywista skuteczność w terminowym realizowaniu zamówień. Zażądaj referencji.
- Szybkość reakcji w komunikacji: Jak szybko i starannie odpowiadały one na Państwa zapytanie ofertowe (RFQ)? To zapowiada ich zachowanie w trakcie produkcji.
- Całkowity koszt posiadania: Weź pod uwagę koszty transportu, wymagania dotyczące kontroli jakości, potencjalne koszty przeróbki oraz koszty administracyjne.
- Potencjał skalowalności: Czy ten dostawca jest w stanie rozwinąć się razem z Państwa potrzebami – od etapu prototypowania po masową produkcję?
- Konkurencyjność ceny: Tak, cena ma znaczenie – ale znajduje się na szóstym miejscu na tej liście z ważnego powodu.
Analiza branżowa potwierdza, że nietypowo niska cena może być sygnałem ostrzegawczym wskazującym na pomijanie niektórych etapów procesu, ukryte opłaty lub niższą jakość produktów, co w dłuższej perspektywie wiąże się z wyższymi kosztami wynikającymi z opóźnień, konieczności przeróbki lub awarii komponentów. Stworzenie prostego arkusza kalkulacyjnego do spójnego porównania dostawców pod kątem tych kryteriów ułatwia podejmowanie obiektywnych decyzji.
Certyfikaty jakości, które mają znaczenie
Oceniając dostawców usług obróbki metali, certyfikaty stanowią obiektywne dowody na rzecz kompetencji w zakresie zarządzania jakością. Jednak nie wszystkie certyfikaty mają taką samą wagę — zrozumienie rzeczywistych wymagań każdego standardu pozwala ocenić wiarygodność dostawcy.
Według ekspertami ds. zarządzania jakością iATF 16949 integruje zasady ISO 9001 z konkretnymi wymaganiami branży motocyklowej i samochodowej, tworząc solidną ramę do oceny dostawców oraz ich wyników. Organizacje przestrzegające tych wymagań cieszą się istotnymi korzyściami, w tym poprawą jakości wyrobów, zmniejszeniem liczby wad i lepszymi relacjami z dostawcami.
Kluczowe certyfikaty do oceny:
- ISO 9001: Ogólny standard zarządzania jakością zapewniający udokumentowane i powtarzalne procesy. Jest to poziom podstawowy — należy oczekiwać, że większość profesjonalnych warsztatów posiada ten certyfikat.
- IATF 16949: Standard specyficzny dla branży motocyklowej i samochodowej, który kładzie nacisk na spójność produkcji, ciągłą poprawę oraz statystyczną kontrolę procesów. Jest kluczowy dla usług toczenia CNC dostarczanych do zastosowań motocyklowych i samochodowych.
- AS9100: Standard obróbki przemysłu lotniczo-kosmicznego oparty na normie ISO 9001, ale z surowszymi wymogami w zakresie kontroli procesów, śledzalności i zarządzania ryzykiem. Jest niezbędny w projektach CNC przeznaczonych do zastosowań lotniczych.
- ISO 13485: Standard produkcji urządzeń medycznych skupiający się na dokumentacji, zgodności z przepisami regulacyjnymi oraz protokołach higienicznych.
Ponad certyfikaty warto zapytać o konkretne środki kontroli jakości. Czy zakład stosuje statystyczną kontrolę procesów (SPC) do monitorowania spójności produkcji? Czy przeprowadza inspekcje pierwszego egzemplarza (FAI) i dostarcza raportów pomiarowych? Te praktyki świadczą o tym, że jakość nie jest jedynie dokumentowana – jest aktywnie zarządzana.
Najatrakcyjniejsza cena nie zawsze oznacza najlepszą ofertę. Wyższa cena może odzwierciedlać doskonałą kontrolę jakości, lepsze materiały oraz bardziej niezawodną obsługę, która zapobiega kosztownym awariom w późniejszym etapie.
W zastosowaniach motocyklowych i wysokiej precyzji, gdzie spójność jest warunkiem bezwzględnym, dostawcy posiadający odpowiednie certyfikaty zapewniają mierzalne korzyści. Shaoyi Metal Technology ilustruje to podejście — ich certyfikat IATF 16949 oraz ścisłe wdrożenie statystycznej kontroli procesów (SPC) pozwalają na czas realizacji nawet do jednego dnia roboczego przy jednoczesnym zachowaniu ścisłych допусków wymaganych przez zespoły nadwozia samochodowego oraz niestandardowe metalowe wkładki.
Ocenianie niezawodności i komunikacji dostawcy
Certyfikaty informują o systemach. Ale jak ocenić czynniki ludzkie, które decydują o codziennej wydajności? Podczas poszukiwania tokarki CNC w pobliżu swojej lokalizacji szybkość reakcji i jakość komunikacji często lepiej przewidują sukces projektu niż którykolwiek certyfikat.
Specjaliści z zakresu produkcji podkreślają, że szybka i przejrzysta komunikacja w fazie przygotowywania oferty często stanowi zapowiedź sposobu działania zakładu w późniejszym etapie. Czy zadali pytania uściślające dotyczące Państwa projektu? Czy proaktywnie zwrócili uwagę na potencjalne problemy? Dostawca, który szybko odpowiada, ale brakuje mu zaangażowania technicznego, może spowodować opóźnienia po rozpoczęciu produkcji.
Sygnały ostrzegawcze wskazujące na potencjalne problemy z niezawodnością:
- Niejasne lub brakujące pozycje: Oferta, która nie zawiera szczegółowego rozkładu kosztów, może ukrywać opłaty, które pojawią się później
- Brak wzmianki o kontroli: Wiarygodni dostawcy omawiają kontrolę jakości już na wstępie
- Wolne lub niekompletne odpowiedzi: Problemy w komunikacji podczas przygotowywania oferty zwykle nasilają się w trakcie produkcji
- Niechęć do omawiania możliwości technicznych: Dostawcy działający transparentnie chętnie wyjaśniają swoje procesy i ograniczenia
- Nacisk na szybką decyzję: Profesjonalne firmy rozumieją, że złożone projekty wymagają czasu na ocenę
Pozytywne wskaźniki sygnalizujące jakość dostawcy:
- Szczegółowy rozkład oferty: Przejrzystość w zakresie materiałów, czasu obróbki, wykańczania i kosztów inspekcji
- Zapewniona opinia DFM: Sugestie dotyczące ulepszeń projektu świadczą o zaangażowaniu technicznym
- Przejrzyste kanały komunikacji: Dedykowani menedżerowie projektów oraz określone oczekiwania co do czasu odpowiedzi
- Dostępne są referencje: Gotowość do udostępnienia kontaktów klientów w celu weryfikacji
- Zobowiązanie do wsparcia po dostawie: Jasne zasady postępowania w przypadku wystąpienia problemów jakościowych
Stawka godzinowa za obróbkę CNC zwykle mieści się w przedziale od 35 do 200 USD, w zależności od złożoności maszyny i obrabianego materiału. Typowa średnia wynosi około 60–75 USD za godzinę, jednak dla zaawansowanych urządzeń wieloosiowych różnice są znaczne. Znajomość tych orientacyjnych stawek pozwala ocenić, czy oferty cenowe są uzasadnione — niezwykle niskie stawki często wskazują na pomijanie niektórych etapów procesu.
Pamiętaj: wybór dostawcy to wybór relacji. Sklep dostarczający Twoje części dzisiaj może wspierać Twoje serie produkcyjne przez wiele lat. Inwestycja czasu w dogłębną ocenę przynosi korzyści w postaci mniejszej liczby problemów z jakością, dostaw na czas oraz partnera, który rozumie Twoje wymagania bez konieczności wielokrotnego ich wyjaśniania. Gdy już masz gotowy swój ramowy system oceny, ostatnim krokiem jest przeniesienie wiedzy w czyn – przeanalizujmy konkretne działania umożliwiające uzyskanie lepszych ofert cenowych na Twój kolejny projekt.
Następne kroki w celu uzyskania lepszych ofert cenowych na części wykonane metodą frezowania CNC
Zdobądź wiedzę insidera, która odróżnia świadomych nabywców od tych, którzy po prostu akceptują każdą przychodzącą ofertę cenową. Teraz pora przekształcić tę wiedzę w działanie. Różnica między płaceniem zbyt wysokich cen za części CNC a uzyskaniem konkurencyjnych stawek zależy od przygotowania, komunikacji oraz budowania relacji – umiejętności, które możesz zastosować natychmiast w swoim kolejnym projekcie.
Oto sedno sprawy: kupujący, którzy rozumieją proces wyceny, osiągają zawsze lepsze rezultaty. Płacą mniej, otrzymują części szybciej i napotykają mniej problemów z jakością. Dlaczego? Ponieważ traktują dostawców jako kompetentnych partnerów, a nie biernych odbiorców. Przetłumaczmy teraz wszystko, czego się nauczyliśmy, na konkretne kroki działania.
Lista kontrolna przygotowania wyceny
Zanim złożysz kolejne zapytanie ofertowe (RFQ), zapoznaj się z tą kompleksową listą kontrolną. Każdy element ma bezpośredni wpływ na dokładność wyceny i czas realizacji:
- Przygotuj pliki STEP z poprawną geometrią: Usuń niepotrzebne warstwy, bloki i elementy pomocnicze, które mogą wprowadzać w błąd systemy CAM
- Dołącz rysunki w formacie PDF z naniesionymi wymiarami: Zdokumentuj oznaczenia gwintów, specyfikacje GD&T oraz kluczowe допусki, których nie da się przekazać w plikach STEP
- Określ dokładne gatunki materiałów: „Aluminium 6061-T651”, a nie „aluminium” — nieprecyzyjne specyfikacje powodują stosowanie cen rezerwowych
- Stosuj допусki w sposób strategiczny: Zastosuj standardowe допусki (±0,005 cala) dla cech niestanowiących krytycznego znaczenia; ścisłe допусki zarezerwuj wyłącznie dla powierzchni funkcjonalnych
- Określ wymagania dotyczące chropowatości powierzchni: Podaj wartości Ra zamiast subiektywnych opisów, takich jak „polerowana”
- Podaj poziomy ilościowe: Włącz bieżące zamówienie oraz prognozowane przyszłe objętości — wpływa to na decyzje dotyczące narzędzi i cen
- Jasno określ oczekiwane harmonogramy: Różnicuj sztywne terminy końcowe od elastycznych okien dostawy
- Wylicz wszystkie operacje wtórne: Wymagania dotyczące anodowania, pokrywania metalami, obróbki cieplnej oraz montażu wpływają na całkowity koszt
- Wyjaśnij funkcję części: Kontekst pomaga dostawcom zaproponować opłacalne alternatywy produkcyjne
Uzupełnienie tej listy kontrolnej zajmuje zaledwie 15 minut i może skrócić czas otrzymania oferty z dni do godzin – eliminując przy tym wymianę wiadomości e-mail w obu kierunkach, która opóźnia realizację projektu.
Budowanie długoterminowych relacji z dostawcami
Najbardziej udane partnerstwa produkcyjne wykraczają daleko poza pojedyncze transakcje. Gdy znajdziesz warsztat CNC w mojej okolicy, który zapewnia wysoką jakość, niezawodność oraz szybką i skuteczną komunikację, inwestycja w takie relacje przynosi długotrwałe korzyści.
Według ekspertów ds. współpracy produkcyjnej firmy, które opanowały podejście wspólne, pozycjonują się na sukces w coraz bardziej konkurencyjnym środowisku rynkowym. Silne relacje z dostawcami przynoszą mierzalne korzyści:
- Priorytetowe planowanie: Zaufani klienci często otrzymują szybsze terminy realizacji, gdy moc produkcyjna jest ograniczona
- Proaktywne rozwiązywanie problemów: Dostawcy znający szczegóły Państwa zastosowań potrafią zidentyfikować potencjalne problemy jeszcze przed ich eskalacją i spowodowaniem wysokich kosztów
- Konkurencyjne ceny: Długoterminowe zobowiązania co do objętości zamówień umożliwiają uzyskanie cen, do których nie ma się dostępu przy pojedynczych zamówieniach
- Konsultacje projektowe: Doświadczeni partnerzy przyczyniają się do poprawy jakości Państwa produktów dzięki swojej wiedzy specjalistycznej w zakresie obróbki aluminium
- Stabilność łańcucha dostaw: Ustalone relacje zmniejszają ryzyko w przypadku niedoborów materiałów lub ograniczeń zdolności produkcyjnych
Budowanie takich relacji zaczyna się od jasnej komunikacji, realistycznych oczekiwań oraz wzajemnego szacunku. Płacicie faktury terminowo, udzielacie konstruktywnej informacji zwrotnej oraz doceniacie dobrą jakość wykonywanej pracy. Takie praktyki przekształcają dostawców działających na zasadzie transakcyjnej w strategicznych partnerów zaangażowanych w Państwa sukces.
Podjęcie działań w ramach kolejnego projektu CNC
Gotowi Państwo zastosować zdobytą wiedzę? Oto plan działań umożliwiający uzyskanie lepszych ofert cenowych na niestandardowe części wykonane metodą frezowania CNC:
- Przeanalizujcie obecne projekty pod kątem możliwości ich wytworzenia: Wyeliminujcie niepotrzebną złożoność, znormalizujcie cechy konstrukcyjne oraz projektujcie części tak, aby możliwa była ich obróbka w jednej pozycji
- Dopasujcie metodę przygotowywania ofert do wymagań projektu: Korzystajcie z platform oferujących natychmiastowe wyceny dla typowych prototypów; w przypadku złożonych lub wysokoprecyzyjnych prac stosujcie tradycyjne procesy przetargowe (RFQ)
- Oceniajcie dostawców w sposób kompleksowy: Oceń certyfikaty, jakość komunikacji oraz historię dostaw — nie tylko cenę
- Wymagaj proaktywnie opinii DFM: Poproś dostawców o wskazanie możliwości obniżenia kosztów jeszcze przed ostatecznym zatwierdzeniem projektów
- Dokumentuj wyciągnięte wnioski: Śledź, co się sprawdziło, a co nie — aby ciągle doskonalić swój proces przygotowywania ofert
W przypadku projektów wymagających spójności produkcji i ścisłych tolerancji — szczególnie w zastosowaniach motocyklowych i samochodowych, które stawiają wysokie wymagania w zakresie precyzyjnych zespołów nadwoziowych lub niestandardowych metalowych wkładek — współpracuj z producentami wykazującymi systemowe zarządzanie jakością. Shaoyi Metal Technology przykładem takiego podejścia jest firma [nazwa firmy], łącząca certyfikat IATF 16949 z możliwościami szybkiego prototypowania i produkcji masowej oraz czasami realizacji nawet do jednego dnia roboczego.
Wiedza, jaką zdobyłeś, zmienia sposób, w jaki podejmujesz każdą ofertę dotyczącą maszyn CNC. Rozumiesz teraz czynniki wpływające na cenę, wiesz, jak przygotować kompleksowe pakiety zapytań ofertowych (RFQ) oraz które kryteria oceny rzeczywiście pozwalają przewidzieć wydajność dostawcy. Stosuj te zasady systematycznie, a uzyskasz korzystniejsze ceny, krótsze terminy realizacji oraz części o wyższej jakości we wszystkich projektach.
Najczęściej zadawane pytania dotyczące ofert maszyn CNC
1. Jaka jest średnia cena maszyny CNC?
Ceny maszyn CNC różnią się znacznie w zależności od ich typu i możliwości. Maszyny CNC z zakresu routerów wejściowych kosztują od 5 000 do 20 000 USD i są odpowiednie dla małych firm oraz hobbystów. Maszyny średniej klasy kosztują od 20 000 do 75 000 USD i oferują rozszerzone funkcje do obsługi większych projektów. Przemysłowe maszyny 5-osiowe mogą kosztować ponad 100 000 USD. Jednak w przypadku zlecenia usług frezowania zamiast zakupu sprzętu stawki godzinowe zwykle zawierają się w przedziale od 35 do 200 USD, w zależności od złożoności maszyny oraz wymagań materiałowych.
2. Jaka jest stawka godzinowa za pracę maszyny CNC?
Godzinowe stawki za obróbkę CNC zwykle zawierają się w przedziale od 50 do 150 USD, przy średniej branżowej wynoszącej około 60–75 USD za godzinę. Maszyny trójosiowe kosztują zazwyczaj 25–50 USD za godzinę, podczas gdy zaawansowane urządzenia pięcioosiowe wymagają opłaty 100–200 USD za godzinę ze względu na wyższe inwestycje i złożoność programowania. Czynniki wpływające na stawki obejmują rodzaj obrabianego materiału, wymagane dopuszczalne odchylenia oraz położenie zakładu. Zakłady certyfikowane zgodnie z normą IATF 16949, takie jak Shaoyi Metal Technology, mogą oferować konkurencyjne stawki przy jednoczesnym utrzymaniu rygorystycznych standardów jakości.
3. Ile naliczać za pracę CNC?
Koszty obróbki CNC zależą od wielu czynników poza stawkami godzinowymi. Opłaty za przygotowanie maszyny zaczynają się od 50 USD i mogą przekroczyć 1000 USD w przypadku złożonych zleceń. Koszty materiałów różnią się znacznie — aluminium jest taniem materiałem, podczas gdy tytan może kosztować 3–5 razy więcej. Specyfikacje dokładności tolerancji mają istotny wpływ na cenę: standardowe tolerancje ±0,005 cala powodują jedynie minimalny wzrost kosztów, natomiast wymagania dotyczące tolerancji ±0,001 cala mogą podwoić koszt pojedynczej części. Istotna jest również liczba sztuk: produkcja prototypów może kosztować 50–100 USD za sztukę, podczas gdy duże serie produkcyjne mogą obniżyć koszt do 5–15 USD za sztukę.
4. Jakie informacje są potrzebne, aby uzyskać dokładną ofertę na obróbkę CNC?
Aby uzyskać dokładne wyceny, należy dostarczyć pliki STEP z czystą geometrią, rysunki PDF z wymiarami i specyfikacjami GD&T, dokładne gatunki materiałów (np. „aluminium 6061-T651”), wymagania dotyczące tolerancji dla kluczowych cech, wartości chropowatości powierzchni Ra, zakresy ilościowe wraz z prognozami na przyszłość, oczekiwane harmonogramy realizacji oraz operacje wtórne, takie jak anodowanie lub pokrywanie metalami.
5. Czy powinienem korzystać z natychmiastowych wycen online, czy z tradycyjnych procesów zaproszenia do złożenia oferty (RFQ)?
Wybierz w zależności od złożoności projektu. Platformy internetowe udzielają ofert w ciągu kilku sekund — są idealne dla standardowych prototypów wykonanych z powszechnie stosowanych materiałów i spełniających typowe wymagania dotyczące dokładności. Zapewniają one dostępność 24/7 oraz natychmiastową, rzeczywistoczasową informację zwrotną dotyczącą możliwości produkcyjnych (DFM). Tradycyjne procesy przesyłania zapytań ofertowych (RFQ) trwają od 12 do 48 godzin, ale zapewniają profesjonalną analizę inżynierską, elastyczność w zakresie stosowania materiałów egzotycznych oraz możliwość negocjacji. W przypadku skomplikowanych geometrii, ścisłych tolerancji lub produkcji wysokogabarytowej tradycyjne procesy często pozwalają uzyskać bardziej precyzyjne wyceny oraz wartościową konsultację projektową od doświadczonych frezowników.