 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Wybieranie dostawców usług tłoczenia dla przemysłu motoryzacyjnego: przewodnik audytowy na rok 2025
STRESZCZENIE
Wybór dostawców tłocznictwa motoryzacyjnego to strategiczna decyzja o wysokich stawkach, w której najniższa cena sztuki często maskuje znaczne ryzyka łańcucha dostaw. Aby chronić swoją produkcję, należy priorytetowo wybierać dostawców posiadających ważny certyfikat Certyfikacja IATF 16949 (nie tylko ISO 9001), rygorystyczne PPAP i APQP ramy, a także udowodnione poziomy odrzucek poniżej 100 ppm (0.01%).
Efektywne kwalifikowanie wymaga przeprowadzenia audytu technicznych możliwości dostawcy — w szczególności zakresu tonnaza pras (zazwyczaj 100–600+ ton) oraz możliwości własnych narzędzi. Niezależnie, czy zakup dotyczy komponentów strukturalnych, czy precyzyjnych uchwytów, decydenci muszą zweryfikować finansową stabilność partnera oraz jego zdolność do pokrycia luki od od prototypu do produkcji seryjnej w celu uniknięcia kosztownych przestojów linii produkcyjnej.
Faza 1: Niepod negotywalni strażnicy jakości
W łańcuchu dostaw motoryzacyjnych zarządzanie jakością jest głównym filtrem. Dostawca nieposiadający odpowiednich certyfikatów to ryzyko, a nie oszczędność kosztów. Różnica między ogólnymi standardami produkcji a wymaganiami specyficznymi dla branży motoryzacyjnej to pierwszy punkt na liście kontrolnej audytu.
IATF 16949 vs. ISO 9001: Kluczowa różnica
Chociaż ISO 9001 ustala podstawowy poziom ogólnego zarządzania jakością, nie jest on wystarczający dla surowych wymogów producentów OEM i dostawców z pierwszego szczebla w branży motoryzacyjnej. IATF 16949 jest standardem branżowym, zaprojektowanym specjalnie w celu zapobiegania wadom, ograniczania zmienności i minimalizowania marnotrawstwa w łańcuchu dostaw motoryzacyjnych. Dostawca certyfikowany według IATF posiada systemy umożliwiające obsługę komponentów krytycznych dla bezpieczeństwa, podczas gdy firma posiadająca wyłącznie certyfikat ISO może nie mieć odpowiednich protokołów śledzenia i zarządzania ryzykiem wymaganych dla części takich jak elementy hamulcowe czy wzmocnienia nadwozia.
Podczas weryfikowania dostawców, należy uważać na używanie terminu „zgodny”. Dostawca twierdzący, że jest „zgodny z IATF”, ale nie posiadający aktualnego certyfikatu, nie został poddany rygorystycznym audytom niezależnym trzeciej strony, które gwarantują przestrzeganie standardu. Zawsze żądaj aktualnej kopii certyfikatu i sprawdź jego ważność.
Trójca Jakości: PPAP, APQP i FAI
Poza certyfikatem wywieszonym na ścianie, musisz ocenić ramy jakościowe działania dostawcy. Solidny dostawca tłoczenia dla branży motoryzacyjnej kieruje się trzema skrótami:
- APQP (Zaawansowane Planowanie Jakości Produktu): Ten system zapewnia wbudowanie jakości w procesie już przed pierwszym wytłoczeniem detalu. Obejmuje on narzędzia analizy ryzyka, takie jak FMEA (analiza trybów i skutków uszkodzeń), służące do przewidywania i zapobiegania wadom.
- PPAP (Proces aprobaty części produkcyjnych): Jest to dowód na to, że dostawca może konsekwentnie produkować części zgodne ze specyfikacją i wymaganą prędkością produkcji. Poproś o zapoznanie się z zaanonimizowanymi pakietami PPAP z ostatnich projektów, aby ocenić ich kompletność i dokładność szczegółów.
- FAI (First Article Inspection): To potwierdza, że pierwsza seria produkcyjna spełnia wszystkie wymagania inżynieryjne.
Zgodnie z danymi branżowymi, najlepsi producenci tłoczonych elementów metalowych osiągają poziom odpadów na poziomie nawet 0,01% (100 PPM) , podczas gdy przeciętni dostawcy oscylują wokół 0,53% (5 300 PPM) . Ta luka może oznaczać różnicę między płynnym montażem a kosztownymi przestojami.
Faza 2: Audyt technicznych możliwości i wyposażenia
Gdy systemy jakości zostaną zweryfikowane, główny nacisk przenosi się na sprzęt. Czy dostawca dysponuje odpowiednim sprzętem oraz kadrą inżynierską niezbędną do realizacji konkretnych kształtów i objętości produkcji? Ocena ta powinna obejmować nośność pras, typy matryc oraz skalowalność.
Nośność pras i złożoność matryc
Trendy w motoryzacji dotyczące lekkich konstrukcji zwiększyły stosowanie stali o wysokiej wytrzymałości i niskim stopieniu (HSLA) oraz aluminium, które wymagają większej siły prasowania i specjalistycznego narzędziowania. Upewnij się, że potencjalny dostawca dysponuje zakresem nośności pras — zazwyczaj od 100 do 600+ ton —obsługiwania zarówno małych precyzyjnych wsporników, jak i większych elementów konstrukcyjnych, takich jak wahacze czy podwozia.
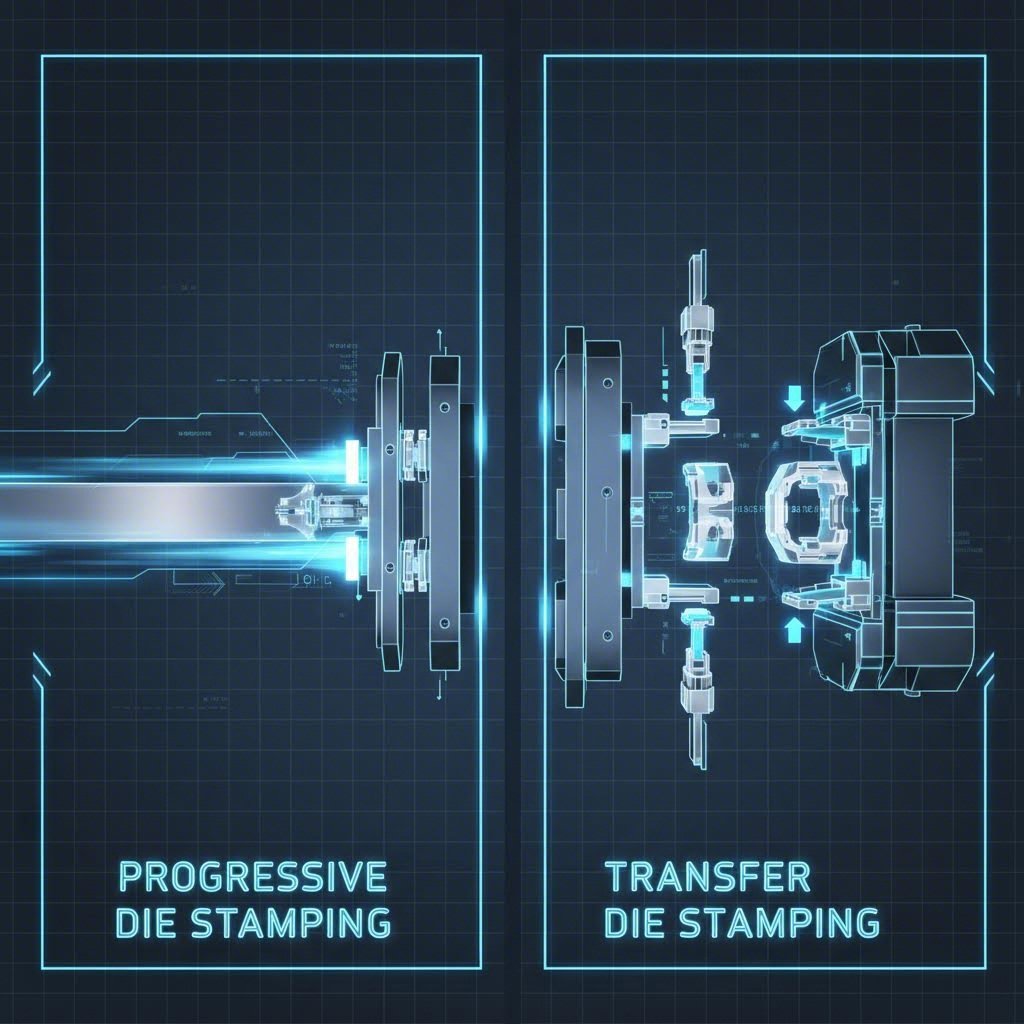
Musisz również dopasować ich możliwości matryc do swoich potrzeb w zakresie wielkości produkcji. Stamping progresywny jest idealny dla dużych partii (ponad 250 000 sztuk/rok) wymagających szybkości i efektywności zużycia materiału. W przeciwieństwie do tego, Wyciskanie przenośne lepiej nadaje się do większych elementów o głębokim tłoczeniu lub złożonych geometriach przemieszczających się stacja po stacji.
Zażegnanie luki: od prototypu do produkcji seryjnej
Powszechnym problemem w zaopatrzeniu motoryzacyjnym jest rozłączenie między warsztatami prototypowymi a zakładami produkcyjnymi. Wiele dostawców wyróżnia się w jednej dziedzinie, ale nie potrafi przejść na drugą. Idealnie byłoby znaleźć partnera, który potrafi obsłużyć cały cykl życia produktu.
Na przykład producenci tacy jak Shaoyi Metal Technology łagodzą tę lukę, oferując kompleksowe rozwiązania tłoczenia, skalowalne od szybkiego prototypowania (dostarczanie 50 sztuk już w ciągu pięciu dni) po masową produkcję dużoserialową. Ich zakład certyfikowany zgodnie z normą IATF 16949 wykorzystuje prasy o nośności do 600 ton, co pozwala im wytwarzać krytyczne elementy bezpieczeństwa, takie jak podramy i wahacze, z precyzją na poziomie producentów OEM.
Konserwacja narzędzi we własnym zakresie
Kluczowe jest zadanie pytania, czy dostawca prowadzi konserwację matryc we własnym zakresie. Możliwości własne w zakresie narzędzi znacząco zmniejszyć przestoje. Jeśli forma ulegnie uszkodzeniu podczas produkcji, wysłanie jej do naprawy może zająć dni lub tygodnie. Dostawca posiadający własny zakład narzędziowy często może rozwiązać problem w ciągu kilku godzin, zachowując harmonogram JIT.

Etap 3: Stan finansowy i odporność łańcucha dostaw
W erze produkcji Just-in-Time (JIT), stabilność finansowa dostawcy stanowi czynnik ryzyka dla łańcucha dostaw. Dostawca tłoczarski w trudnej sytuacji finansowej może mieć problemy z zakupem surowców w warunkach zmienności rynkowej, co grozi zatrzymaniem linii produkcyjnej w Twoim zakładzie.
Audyt finansowy i siła zakupowa
Podczas audytu oceniaj nawyki reinwestycyjne dostawcy. Czy modernizuje wyposażenie, czy działa na zużytych aktywach? Dostawca, który inwestuje ponownie w prasy serwo, automatyczne kamery inspekcyjne i systemy transferowe zrobotyzowane, sygnalizuje długoterminową zdolność do działania.
Dodatkowo, zapytaj o relacje z hutami surowców. Dostawcy z silnymi oparciem finansowym i długoterminowymi relacjami często mają większą "siłę zakupową", co zapewnia im dostęp do stali lub aluminium nawet podczas globalnych niedoborów. Jest to kluczowe przy równoważeniu koszty i dostępność dla precyzyjnych materiałów.
Stabilność kadry pracowników
Wiedza techniczna niezbędną do utrzymania złożonych matryc progresywnych znajduje się w kadrze pracowników. Wysokie współczynniki rotacji mogą wskazywać na utratę wiedzy fachowej, co często koreluje ze spadkiem jakości. Zapytaj konkretnie o średni staż pracowników zajmujących się budową narzędzi i matryc oraz menedżerów projektów. Stabilna kadra pracowników jest często wskaźnikiem stabilnej jakości.
Etap 4: Lista kontrolna wizyty lokalnej (10 krytycznych pytań)
Aby przejść od biernej oceny do aktywnego audytu, zadaj te dziesięć pytań podczas wizyty na miejscu lub w trakcie procesu RFI (Request for Information). Słuchaj nie tylko odpowiedzi, ale także danych, które ją potwierdzają.
- "Czy oprawy form wtryskowych projektujecie i wytwarzacie we własnym zakresie, czy są one zlecane zewnętrznym dostawcom?" (Wewnętrzne wyposażenie często oznacza szybszy czas napraw i zmian konstrukcyjnych.)
- "Jaki jest obecny poziom wykorzystania Waszych mocy produkcyjnych w porównaniu z maksymalną zdolnością produkcyjną?" (Potrzebujesz bufora na wypadek skokowego wzrostu zapotrzebowania.)
- "Czy może Pan/Pani pokazać ostatnio ukończony pakiet PPAP?" (Sprawdź dokładność i kompletność dokumentacji.)
- "Jaki był poziom wewnętrznych i zewnętrznych reklamacji (PPM) w ciągu ostatnich 12 miesięcy?" (Szukaj trendów, a nie tylko pojedynczego zdjęcia sytuacji.)
- "Jak radzicie sobie ze zmiennością cen surowców?" (Czy mają strategie zabezpieczające lub umowy o przeniesieniu kosztów?)
- "Jaki jest twój plan odzyskiwania działań po uszkodzeniu narzędzi?" (Czy mają ochronę czujników zapobiegającą awariom matryc?)
- "Czy posiadasz konkretne doświadczenie w pracy ze stalą wysokowytrzymałą lub aluminium?" (Te materiały wymagają innych strategii smarowania i sił tłoczenia.)
- "Jak często kalibrujesz swoje urządzenia kontrolne?" (Zgodność wymaga rygorystycznych harmonogramów kalibracji.)
- "Jaki jest Twój wskaźnik dostaw na czas?" (Wartość poniżej 98% to czerwona lampka ostrzegawcza dla linii JIT.)
- "Czy jesteś gotów zainwestować w dedykowany sprzęt produkcyjny dla tego programu?" (Testuje ich zaangażowanie w długoterminowe partnerstwo.)
Podsumowanie: Mentalność zarządzania ryzykiem
Wybór dostawcy tłocznictwa motoryzacyjnego to równie bardzo ćwiczenie zarządzania ryzykiem, co zakupowe. Najniższa cena sztuki często wiąże się z najwyższymi ukrytymi kosztami w postaci wad, opóźnień w dostawach i dodatkowych obciążeń administracyjnych.
Dążąc do uzyskania certyfikatu IATF 16949, przeprowadzając audyty techniczne pod kątem redundancji oraz weryfikując kondycję finansową, budujesz łańcuch dostaw odporny na zakłócenia, a nie tylko tani. Odpowiedni partner działa jako przedłużenie własnego zespołu inżynieryjnego, proaktywnie rozwiązując problemy projektowe, zanim staną się koszmarą produkcyjnym.
Często zadawane pytania
1. Jaka jest różnica między ISO 9001 a IATF 16949 w odniesieniu do tłocznictwa?
ISO 9001 to ogólny standard zarządzania jakością stosowany w każdej branży. IATF 16949 jest uzupełnieniem przeznaczonym specjalnie dla przemysłu motoryzacyjnego, wprowadzającym rygorystyczne wymagania dotyczące zapobiegania wadom, redukcji odchyleń w łańcuchu dostaw oraz wymagań konkretnych klientów. W przypadku tłoczenia części motoryzacyjnych zazwyczaj obowiązuje standard IATF 16949.
2. Dlaczego PPAP jest wymagane dla dostawców tłoczonych elementów motoryzacyjnych?
Proces aprobaty części produkcyjnych (PPAP) potwierdza, że proces produkcyjny dostawcy ma potencjał do ciągłego wytwarzania produktu zgodnego ze wszystkimi wymaganiami podczas rzeczywistej produkcji, przy założonej wydajności linii. Minimalizuje to ryzyko awarii przed rozpoczęciem produkcji seryjnej.
3. Jak określić odpowiednią siłę otwarcia prasy dla moich części?
Siła nacisku jest określana przez obwód części, grubość materiału oraz wytrzymałość materiału na ścinanie. Stale o wysokiej wytrzymałości i większe grubości wymagają znacznie większej siły. Kompetentny dostawca obliczy niezbędną siłę oraz margines bezpieczeństwa, aby zagwarantować trwałość matrycy i jakość detalu.
4. Jakie są ryzyka związane z pozyskiwaniem tłoczników samochodowych z rynków zagranicznych?
Chociaż pozyskiwanie z rynków zagranicznych może oferować niższe koszty jednostkowe, wiąże się z ryzykiem dłuższych czasów realizacji, wyższych kosztów magazynowania zapasów, barier komunikacyjnych, potencjalnych problemów z własnością intelektualną oraz zakłóceń w łańcuchu dostaw spowodowanych problemami logistycznymi lub sytuacją geopolityczną. Kluczowe znaczenie ma analiza całkowitych kosztów dostawy (Total Landed Cost).