 Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —
Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —

Vara pārklāšana uz tērauda bez atslāņošanās: no sagatavošanas līdz uzsākšanai

1. solis: Izvēlieties pareizo metodi vara pārklāšanai uz tērauda
Precizējiet savus funkcionālos mērķus
Kad sākat pārklāt tēraudu ar varu, pirmais un svarīgākais jautājums ir šāds: ko jūs gribat panākt ar vara kārtu? Vai jūs tiecaties pēc uzlabotas pieslēgšanās, elektriskās vadītspējas EMI ekrānā, izturīga apakšslāņa lodēšanai vai dekoratīva vara pārklājuma? Katrs mērķis norāda uz citu pārklāšanas risinājumu un darbplūsmu.
Izvēlieties pareizo vara pārklāšanas metodi tēraudam
Iedomājieties, ka turat sarežģītu tērauda daļu rokās: vai jums jāiekļūst pie enerģijas un jāapstrādā vanna, vai labāk izmantot ķīmiskos līdzekļus? Atbilde uz šo jautājumu ir atkarīga no jūsu vajadzības pēc apsargāšanas, vienlīdzības un pārnesuma. Apskatīsim jūsu iespējas:
| Īpašība | Elektrolītiska vara (elektroplašu ražošana) | Elektromagnētiskā vara plāksne | Izvilkšanas/izplūdes vara |
|---|---|---|---|
| Vienmērība | Labas vienkāršu formu formas; mazāk vienādas izskats | Izcelsme pat sarežģītās ģeometrijās. | Zema slodze, smalka, neapstrādāta slodze |
| Izmantojot aprīkojumu | Vajag enerģijas padevi, vara anodu un vannu | Ķīmiskā apritē, nav nepieciešams enerģijas padeve | Minimālais tikai ieplūdes tvertne un šķīdums |
| Pievienošanās risks | Zema, ja sagatavošana un aktivizācija ir rūpīga | Zema, spēcīga ķīmiska saistība | Augsts; nav piemērots ilgstošai adhezījai uz tērauda |
| Biezuma kontrole | Precīzs (pēc strāvas un laika) | Labi, atkarībā no vannas ķīmijas un laika | Ļoti ierobežoti |
| Ļaunākās izmantošanas gadījumi | Ātrums, izmaksas, kontrolējama biezums; vairums tērauda plāksnēm | Vienotā seguma kompleksa vai iekšējā forma | Priekšaktivizācija citiem pārklājumiem; nav galīgais pārklājums |
| Pēcpieejums | Iespējams, nepieciešama pulēšana vai papildu pārklājums | Parasti gatavs turpmākai apstrādei | Lai nodrošinātu izturību, jāpārklāj ar citu materiālu |
Kad izvēlēties elektrolītisko varu pret bezstrāvas metodi
Elektrolītiskā vara ( elektrolītiskā varēšana ) ir iecienītākā lielākajai daļai rūpniecisku un hobijs lietojumu, kad nepieciešama ātruma, izmaksu kontrole un precīzs biezums — piemēram, barošanas sadales sistēmās, kontaktligzdās vai dekoratīvajos pārklājumos. Tā ir ideāla plakaniem vai vienkāršas formas tērauda detaļām, ja nodrošināta laba elektriskā kontaktēšanās un rūpīga sagatavošana. Savukārt bezstrāvas varēšana ir izcila sarežģītām ģeometrijām, dziļiem iedobumiem vai iekšējiem kanāliem — piemēram, PCB plātēs vai sarežģītās mehāniskās detaļās —, kur kritiski svarīga vienmērība, bet strāvas padeve nav praktiska. Lai gan šī metode ir lēnāka un jutīgāka vannas ķīmijai, tā nodrošina neaizvietojamu pārklājumu un saistīšanos sarežģītām formām.
Alternatīvas pārklājumam speciālos gadījumos
Rūpnieciskā mēroga vajadzībām — vai kad nepieciešams metalurģisks saistījums — tiek izmantotas mehāniskas metodes, piemēram, apvalkveida pārklājums vai valcēšanas savienošana, taču šīs metodes nav praktiskas lielākajai daļai darbnīcām vai amatieriem. Dažreiz dislokācijas (ievietošanas) varu izmanto kā priekšaktivizācijas soli pirms patiesas vara elektrolītiskās pārklāšanas vai bezstrāvas procesa, taču to neieteicams izmantot ilgtspējīgam un labi pieķeramam pārklājumam uz tērauda.
Ātrs norādījums: Atlasiet metodi atbilstoši savam projektam
- Fiksējiet detaļas: ģeometrija, tērauda tips, nepieciešamie pielaidumi un aizsargpārklājuma prasības
- Nosakiet vēlamo vara slāņa biezumu un pielipības prasības
- Izvēlieties metodi:
- Elektrolītiskā pārklāšana (vara elektrolītiskā pārklāšana): Vislabāk piemērota ātrumam, izmaksām un kontrolējamam biezumam; nepieciešama strāvas avots un sagatavošana
- Bezstrāvas vara pārklāšana: Vislabāk piemērota vienmērīgumam sarežģītās vai iekšējās formās; lēnāka, atkarīga no ķīmijas
- Dislokācijas/ievietošanas varš: Izmanto tikai kā iepriekšēju aktivizāciju, ja to prasa pierādīts process
- Mehaniskās/metālurgiskās saistības: Industriālais, nevis DIY
Praktiskie padomi: Foruma padomi un standarta prakse
Vispirms rūpīgi nošķiriet tauku un aktivizējiet virsmu, nevis uzgriežot, piemēram, tikai ar etiķeti. Lai gan daži DIY padomi internetā piedāvā vienkāršus risinājumus, profesionālās tīrīšanas paņēmienus pārkāpt var izraisīt sliktu pieķeršanos un izskalošanos.
-
Pārbaudes saraksts: Ko jāapgūst no piezīmju zīmējuma pirms plēves
- Daļa ģeometrija (vienkārša, sarežģīta, iekšējās caurulītes?)
- Neapstrādāta tērauda veids un iepriekšējās apstrādes
- Kritiskās pielaides un virsmas masķēšanai
- Pieteikuma iesniedzējs iesniedz pieteikumu, kurā norāda, ka:
- Nepieciešama līmēšanās vai izturības klase
Precizējot savus mērķus un sākotnēji apkopojot nepieciešamos datus, jūs izvēlēsieties tādu vara pārklājuma uz tērauda procesu, kas nodrošina vajadzīgo veiktspēju un uzticamību — bez atslāņošanās vai sliktas līmēšanās riska.
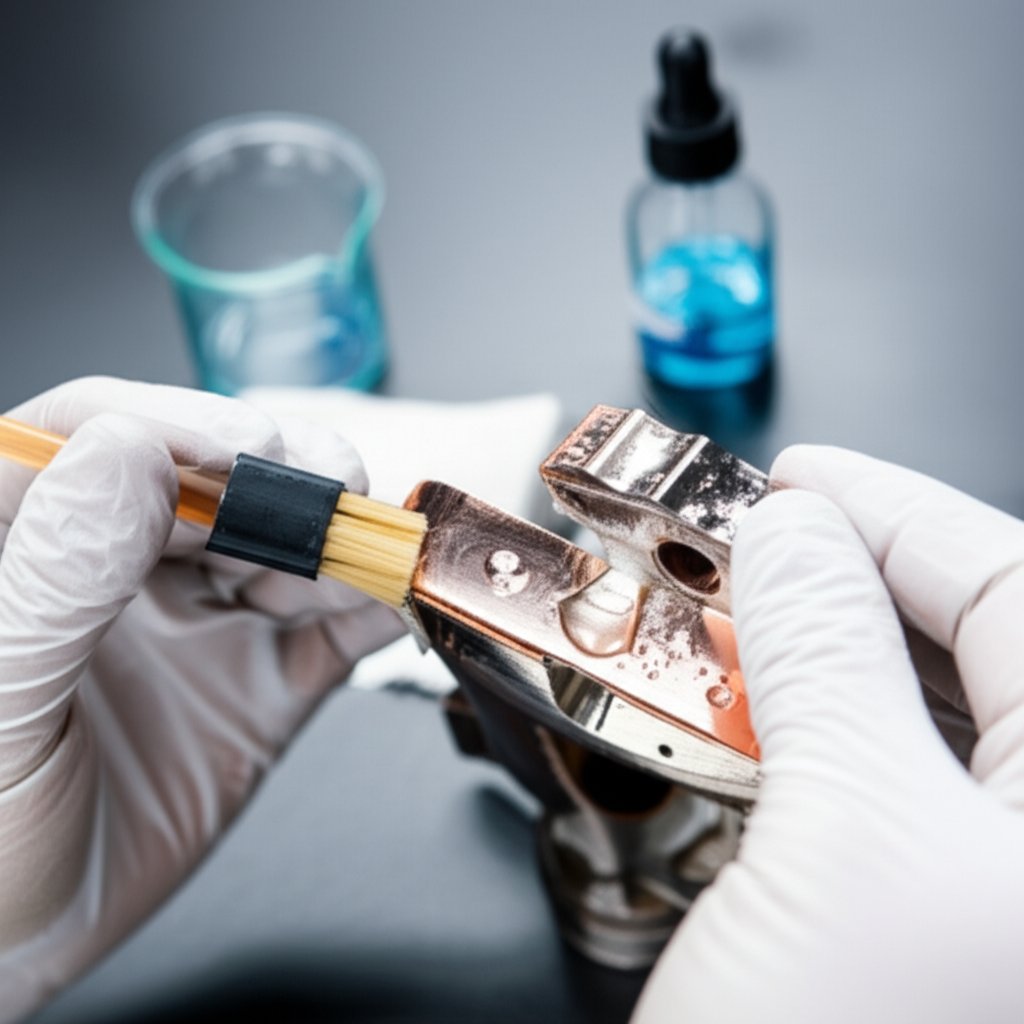
2. solis: Sagatavojiet tērauda virsmu bezvainiskai vara pārklāšanai
Tērauda virsmas sagatavošanas būtiskie aspekti
Vai jūs kādreiz esat brīnījies, kāpēc daži ar varu pārklāti tērauda komponenti lūst vai šķeļas, kamēr citi kalpo gadiem ilgi? Atbilde gandrīz vienmēr saistīta ar virsmas sagatavošanu. Vai nu jūs risināt vara pārklāšanu mājās vai darbojaties profesionālā darbnīcā, stipra līmēšanās pamatā ir rūpīga tīrīšana un aktivizācijas secība. Apskatīsim katru soli, lai jūs varētu izvairīties no kļūdām, kas noved pie sliktiem rezultātiem gan mājas apstākļos veiktā vara pārklāšanā vai rūpnieciskajā pārklāšanā.
Nožāvējiet, noūdeņojiet un pārbaudiet ar ūdens plēves pārbaudi
- Gross Clean: Noņemiet visus eļļas, netīrumus un piesārņotājus. Izmantojiet kvalitatīvu mazgāšanas līdzekli vai piemērotu šķīdinātāju attaukošanas līdzekli. Būtiet rūpīgs — atlikuši piesārņotāji var sabotēt visu procesu.
- Mechanical Prep: Ja pēdējā virsmas raupjuma (RA) vērtība to atļauj, viegli apstrādājiet tēraudu ar trīšanas paklājiņu vai strūklošanas materiālu. Tas atklāj svaigu metālu un palīdz vara kārtai labāk saistīties — būtisks padoms tiem, kas mācās kā pārklāt tēraudu ar varu .
- Chemical Clean: Veiciet sārmainu izmazgāšanu. Šī darbība mērķē uz atlikušajiem organiskajiem piesārņotājiem. Rūpīgi izskalojiet ar tekošu ūdeni, lai noņemtu visus tīrīšanas līdzekļa un putas atlikumus.
- Rūsas/kaļķa noņemšana: Ja tēraudā ir redzamas rūsas vai kaļķa pazīmes, izmantojiet skābes vannu (parasti vieglo sālsskābi vai sērskābi), lai noņemtu oksīdus. Neatliecami izskalojiet un neitralizējiet, lai novērstu momentānu rūsēšanu.
- Ūdensplēves pārbaude: Turiet daļu zem tekoša ūdens. Ja ūdens veido nepārtrauktu kārtu, tad virsma ir tīra. Ja tas savelkas lāsēs vai pārtrūkst, atkārtojiet tīrīšanas soļus. Šis tests ir jūsu labākais draugs gan mājas elektrolīzes pārklājumam tāpat arī profesionālam darbam.
- Aktivizācija: Uzreiz pirms pārklājuma nodot tēraudu īsā skābes vannā, lai noņemtu pēdējās oksīda pēdas. Neatliedzot nomazgājiet un nekavējoties pārvietojiet uz pārklājuma vai starppārklājuma vannu — šeit laika izvēle ir būtiska, lai novērstu atkārtotu oksidāciju.
- Aizsargpārsegi un montāžas rāmis: Lietojiet aizsargpārsegu, lai pasargātu teritorijas, kurām nebūtu jābūt pārklātām. Uzmontējiet detaļu uz rāmja, kas nodrošina stingru, cietu elektrisko kontaktu un izvairās no asiem malām, kas var koncentrēt strāvu un izraisīt sadegumus.
Nepārskrieniet ūdenslāses testu un nekavējieties starp aktivizāciju un pārklājumu. Neatliecama pāreja uz starppārklājuma vannu ir ļoti svarīga, lai panāktu optimālu saistību.
Aizsargpārsegi un montāžas rāmis, lai nodrošinātu uzticamus strāvas ceļus
Pareiza maskēšana un rāciskā novietošana nav svarīga tikai estētikas dēļ — tā ir būtiska vienmērīgai vara pārklājuma veidošanai un stiprai saistībai. Iedomājieties, ka jūs pārklājat veselu partiju detaļu, bet pēc tam atklājat nevienmērīgu varu vai nepārklātas vietas, jo kontakts vai maskēšana bija nepietiekama. Droši nostiprinot darba gabalu un aiztaisot nevajadzīgās zonas, jūs nodrošināt, ka strāva plūst tieši tajās vietās, kur vēlaties, kas ir obligāti tiem, kas iepazīstas ar kā elektrolītiski pārklāt vai kā pārklāt metālu ar varu ar profesionāliem rezultātiem.
-
Biezas kļūdas (un profesionāli padomi):
- Pārmērīga skalošana skābē: Īss iegremdējums ir vislabākais — ilgstoša ekspozīcija var padarīt virsmu raupju un samazināt saistību.
- Tīru detaļu pieskaršanās ar kailām rokām: Pēc beidzamās tīrīšanas vienmēr izmantojiet cimdus, lai izvairītos no atkārtotas piesārņošanās.
- Nepadarīt ūdens pārtraukuma testu: Šis vienkāršais pārbaudes process ietaupa bezgalvu daudz stundu pārstrādes darbiem.
- Steigšanās starp aktivizāciju un pārklāšanu: Jau vienas minūtes kavēšanās var ļaut oksīdiem atkal veidoties, īpaši mitrā vidē.
Abām mājas apstākļos veiktā vara pārklāšanā un rūpnieciskajām darbvietām, ievērojot šo virsmas sagatavošanas kārtību, tiek novērstas saistīšanās problēmas un nodrošināts spožs, izturīgs vara pārklājums. Tālāk aplūkosim, kā izveidot stabilu elektrolītisko pārklājumu iekārtu, kas nodrošina vienmērīgus rezultātus katrā ciklā.
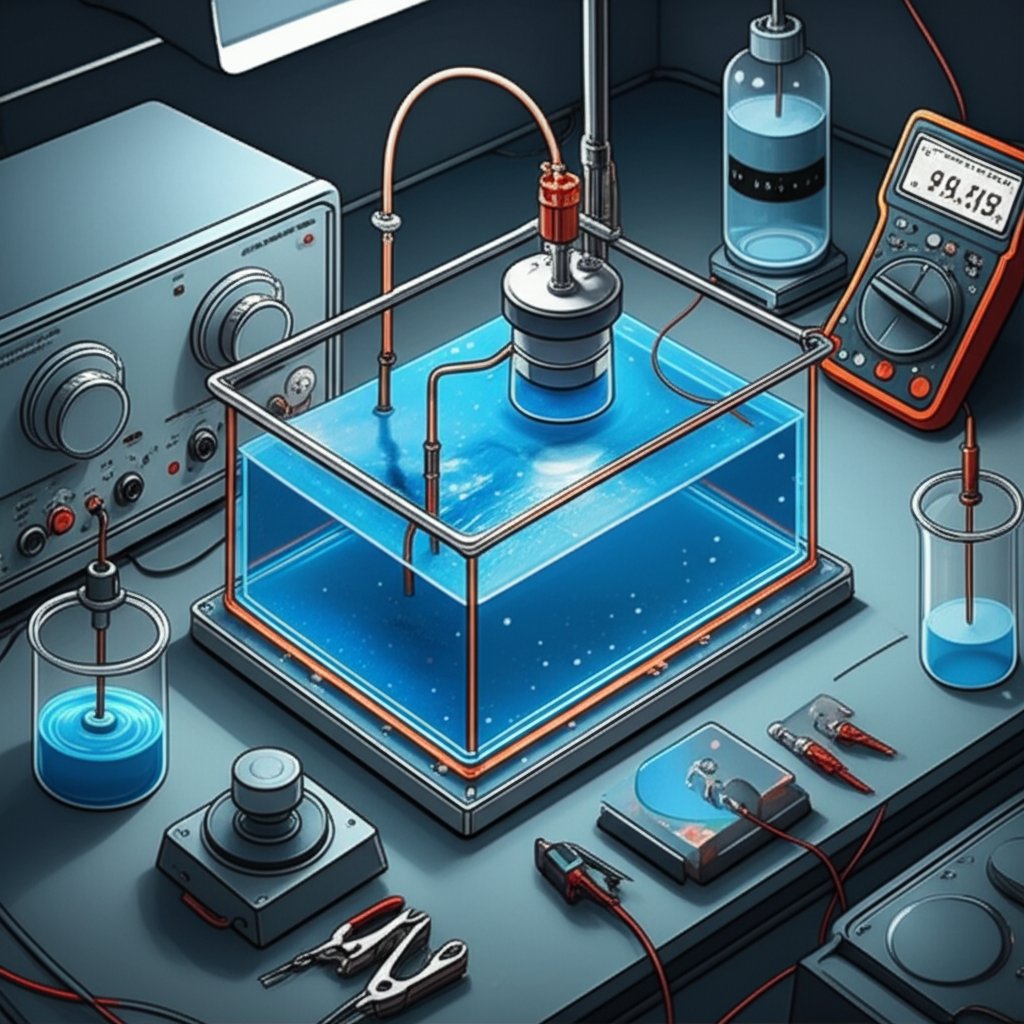
3. solis: Izveidojiet stabilu elektrolītisko pārklājumu iekārtu vienmērīgiem rezultātiem
Barošanas avots un vadi – būtiskie elementi
Vai jau kādreiz mēģinājāt pārklāt detaļu ar pārklājumu un beidzāt ar nevienmērīgu varu vai neparedzamiem rezultātiem? Bieži vien vainīga ir nenodrošināta elektrolītiskā pārklājuma iekārta . Lai sasniegtu atkārtoti augstas kvalitātes vara pārklājumu uz tērauda, jums jāsāk ar pareizo vara pārklājuma aprīkojumu un savienojumiem. Iedomājieties, ka būvējat drošu pamatu savam projektam — palaidiet garām kādu detaļu, un rezultāti to atspoguļos.
- Līdzstrāvas barošanas avots: Regulējams spriegums un strāva, vēlams ar integrētu ampermetru. Tas ļauj precīzi iestatīt pārklājuma ātrumu un tuvu sekot procesam.
- Vara šinu vadi un pievadi: Izmantojiet tīru, izturīgu vadu, lai izturētu nepieciešamo strāvu. Sliktas savienojumi var izraisīt karstās vietas vai neregulāru pārklājumu.
- Ratiņi/Pieliktnes: Pārliecinieties, ka tie nodrošina stabilu un vienmērīgu elektrisko kontaktu ar detaļu. Rotējoši ratiņi vai kustības mehānismi var palīdzēt izlīdzināt strāvas sadalījumu, īpaši sarežģītiem formas veidiem.
Anoda izvēle un novietošana
Izvēloties pareizo kopas katods un tā pareiza novietošana ir būtiska vienmērīgai nogulsnei. Iedomājieties anodu kā vara jonus piegādātāju, kas veidos jaunu virsmu. Ja anods ir neīsts vai nepareizi novietots, Jūs ievērosiet raupjas vietas, neregulāru biezumu vai pat pielipības problēmas. Šeit ir svarīgākie aspekti:
- Anoda materiāls: Vienmēr izmantojiet augstas tīrības pakāpes vara anodus (fosforēts varš bieži tiek izmantots vara pārklāšanai uz tērauda). Anoda piemaisījumi var izraisīt defektus un sliktu elektrovadītspēju.
- Anoda pret katoda attiecība: Jūsu vara anoda virsmas laukumam jābūt vismaz vienādam vai nedaudz lielākam par jūsu izstrādājuma virsmas laukumu. Tas palīdz līdzsvarot strāvas sadalījumu un nodrošina vienmērīgu nogulsnējumu.
- Attālums un novietojums: Anodas novietojiet vienmērīgi ap detaļu, lai nodrošinātu vienmērīgu pārklājumu. Lielākiem baseiniem var būt nepieciešamas vairākas anodas. Anodu ievietošana maisiņos (izmantojot filtrējošu maisiņu) palīdz novērst anodu dūņu nokļūšanu vannā.
Baseins, maisīšana un temperatūras regulēšana
Tagad runāsim par vidi, kurā notiek visa ķīmija. Jūsu baseins un maisīšanas sistēma ir tikpat svarīgi kā jūsu barošanas avots vai vara elektrodi . Šeit ir tas, ko vajadzētu ņemt vērā:
- Baseina materiāls: Izvēlieties tvertne, kas ir saderīga ar jūsu pārklājuma šķīdumu — polipropilēns vai stikls ir parastas izvēles lielākajai daļai vara pārklājuma vannu.
- Maisīšana: Stabila sajaukšana (vai nu ar gaisu, vai ar mehānisku palīdzību) uzlabo vara noguldījumu līdzību un palīdz novērst degšanu vai grūto. Lai izveidotu savu darbu, ir iespējams izmantot vienkāršu akvariuma sūkni vai magnētisko sajaucēju; rūpnieciskās vara elektroapstrādes iekārtas , var izmantot mehāniskas sajaukšanas metodes.
- Temperatūras kontrole: Daudzas vara pārklājuma šķīdumi darbojas labāk noteiktā temperatūras diapazonā. Siltplēve ar magnētisko sajaucēju vai dzesēšanas sildītāju var palīdzēt saglabāt ideālo temperatūru vannas telpā.
- Filtrācija (Pro iestatījumi): Nepārtraukta filtrēšana novērš daļiņas no vannas, kas rada lēnākas un spilgtākas atkrūves. Profesionālās darbības gadījumā tas ir obligāts.
Jūsu elektroplatēšanas uzstādīšanas pārbaudes saraksts
| Komponents | Nolūks | Padomi |
|---|---|---|
| Dīvainā sprieguma avots | Kontrolē platēšanas ātrumu | Regulējami ar amperiometru |
| Kopas katods | Apmetuma un izmērs | Augsta tīrība, ja iespējams, iesaiņota |
| Lied & Bus Bars | Elektroenerģijas caurules | Tīrās, smagas gabarītītes |
| Tvertne | Atbilstoši šķīdumam | Nereaktivs materiāls |
| Apstrādes sistēma | Uzlaboj noguldījumu līdzsvara | Gaisa sūknis vai sajaucējs |
| Temperatūras kontrolēšana | Uztur vannas darbību | Plīts vai iegremdējama sildītāja |
| Ratiņi/Fiksatori | Uztur detaļas droši | Stabili, labs kontakts |
| Filtrācija (pēc izvēles) | Noņem daļiņas | Profesionāliem iekārtojumiem |
Montāžas kārtība uzticamam elektrolītiskā vara piederumu komplektam
- Uzstādiet vara anodes baseinā, vienmērīgi novietotas ap apstrādājamo priekšmetu.
- Novietojiet savu tērauda detaļu droši uz ratiņiem vai fiksatora, nodrošinot ciešu elektrisko kontaktu.
- Pievienojiet pozitīvo vadu no jūsu barošanas avota pie anoda(-iem) un negatīvo vadu pie detaļas (katoda).
- Vēlreiz pārbaudiet visas savienojuma vietas — vaļīgi vadi var sabojāt rezultātus.
- Pārbaudiet polaritāti: pirms sistēmas ieslēgšanas detaļai, kuru pārklāj, jābūt negatīvai (katodam).
- Ieslēdziet maisīšanu un sasniedziet ieteikto vannas temperatūru.
- Ieslēdziet strāvu un uzraugiet strāvas un sprieguma rādījumus, sākot pārklāšanu.
Vienmēr pārliecinieties, ka katods (jūsu detaļa) ir pieslēgts pie negatīvā sprauga, pirms ieslēdzat strāvu. Apgriezta polaritāte neļaus nolikt vara pārklājumu un var sabojāt jūsu vara pārklājuma komplektu vai detaļu.
Vai nu izmantojat vara elektrolīzes pārklājuma komplektu mājās, vai arī ierīkojat rūpniecisku vara pārklājuma aprīkojumu , šo detaļu ievērošana nodrošina gludu un vienmērīgu vara nogulsnēšanos katru reizi. Esi gatavs turpināt? Nākamajā solī mēs iedziļināsimies vara pārklājuma vannas sagatavošanā un uzturēšanā, lai panāktu optimālu darbību.
4. solis: Vara pārklājuma bany sagatavošana un regulēšana tēraudam
Vara pārklājuma šķīduma izvēle tēraudam
Vai esi kādreiz maisījis bani, bet redzējis matētu, nevienmērīgu varu — vai vēl ļaunāk, pēc dienām ilgas darbības tā atdalās? Sekmīga vara pārklājuma šķīduma noslēpums slēpjas pareizās ķīmijas izvēlē un tās kontolē, īpaši strādājot ar tēraudu. Apskatīsim svarīgākos aspektus, lai izvairītos no tipiskām kļūdām un panāktu izturīgu, spožu vara kārtu.
Lielākajai daļai pielietojumu vara sulfāta šķīdums elektrolītiskai pārklāšanai ir nozares standarts. To tiek izvēlēts tā vienkāršības, zemajām izmaksām un augstās vadāmības dēļ. Skābekļa vara sulfāta vannas īpaši plaši tiek izmantotas dekoratīvai un funkcionālai vara elektrolītiskai pārklāšanai uz tērauda. Tomēr, tā kā tērauds ir pakļauts iegulšanas varai (vājam, neuzturīgam slānim), tieša pārklāšana no skābes vannas netiek ieteikta, ja vispirms nav uzklāts piemērots uzmundrinājuma vai aktivizācijas slānis. Cianīda bāzes šķīdumus dažreiz izmanto uzmundrinājumiem, taču tos labāk izvairās izmantot drošības un vides apsvērumu dēļ, ja vien jums nav nepieciešamo kontroles pasākumu.
- Izvēlieties savu vannas tipu: Lielākajai daļai lietotāju vara sulfāta vanna ir galvenais vara elektrolīts. Profesionālas darbnīcas var izmantot arī fluoborāta vai pirofosfāta vannas speciāliem pielietojumiem, bet sulfāts ir vispieejamākais un vieglāk kontrolējamais [avots] .
- Sajauciet saskaņā ar instrukcijām: Vienmēr ievērojiet piegādātāja norādījumus attiecībā uz izvēlēto vara elektrolītisko pārklājumu šķīdumu. Pirms lietošanas filtrējiet vannu, lai noņemtu daļiņas, kas var izraisīt virsmas raupjumu.
- Regulējiet pH un temperatūru: Lielākā daļa vara sulfāta elektrolītiskām vannām darbojas vislabāk skābā pH vidē (parasti 0,8–1,2 skābās sulfāta vannām) un mērenās temperatūrās. Šo parametru uzturēšana piegādātāja ieteiktajā diapazonā nodrošina vienmērīgus rezultātus un minimizē defektus.
- Reģistrējiet visas piedevas un korekcijas: Fiksējiet katru piedevu, korekciju un vannas mērījumu. Šī ieraža vienkāršo problēmu novēršanu un palīdz sasniegt vienmērīgus rezultātus.
- Filtrējiet un uzturiet: Profesionālām darbībām nepārtraukts filtrēšanas process ir ideāls. Mājražotājiem periodiska filtrēšana un rūpīga detaļu skalošana pirms iegremdēšanas palīdz uzturēt vannu tīru.
Receptes bibliotēka:
- Mājražotājam piemērota zemspēka vanna: Izmantojiet vienkāršu vara sulfāta šķīdumu elektrolītiskajam pārklājumam, sajaukts ar destilētu ūdeni un sērskābi. Kontrolējiet skaidrību un krāsu; nomainiet šķīdumu, ja tas kļūst duļķains vai piesārņots.
- Uz komplektu bāzēta piegādātāja vanna: Iepriekš iepakošanas vara elektrolītiskās pārklājuma šķīdumi bieži ietver mitrinātājus un spīdinātājus. Sekojiet komplekta instrukcijām sajaukšanai un uzturēšanai. Komplekti ir izstrādāti, lai būtu viegli lietojam, tomēr joprojām nepieciešamas regulāras pārbaudes attiecībā uz pH un piesārņojumu.
- Profesionālā darbnīca vanna: Profesionālās iekārtas izmanto augstas tīrības vara sulfātu, sērskābi un dažādus īpašos piedevu līdzekļus (spīdinātājus, izlīdzinātājus, mitrinātājus) maksimālai spīdumam un gludumam. Šīs vannas nepārtraukti filtrē un uzrauga ar regulāru ķīmisko analīzi.
Spīdinātāji, izlīdzinātāji un mitrinātāji
Iedomājieties piedevas kā vara elektrolītiskās pārklāšanas šķīduma precizēšanas rādītājus. Gaišinātāji uzlabo vara graudu struktūru, nodrošinot spoguļveida virsmu. Līmeņa regulētāji palīdz izlīdzināt nogulsnējumu, īpaši augsta strāvas blīvuma zonās, savukārt mitrinātāji samazina virsmas spraigumu, nodrošinot, ka vanna vienmērīgi pārklāj visas iedobes un malas. [Atsauce] .
- Gaišinātāji: Pievieno nelielos daudzumos; šie organiskie savienojumi padara vara nogulsnējumu gludāku un spožāku. Pārmērīga lietošana var izraisīt trauslumu vai svītras.
- Līmeņa regulētāji: Palīdz kontrolēt biezumu un samazināt malu sadegšanu. Īpaši noderīgi sarežģītām ģeometrijām vai detaļām ar augstu aspekta attiecību.
- Mitrinātāji: Nodrošina, ka vanna sasniedz katru stūri un spraugu. Nepieciešami vienmērīgai pārklāšanai sarežģītos tērauda komponentos.
Šos vienmēr pievienojiet saskaņā ar piegādātāja ieteikumiem. Pārāk liels vai nepietiekams daudzums var izraisīt matētību, raupjumu vai nevienmērīgas nogulsnes.
Vienkārši pārbaudes testi vannas stāvoklim
Kā saprast, kad jūsu vara pārklājuma šķīdumam nepieciešama uzmanība? Jūs ievērosiet izmaiņas izskatā, nogulsnēs vai elektriskajās īpašībās. Šeit ir visbiežāk sastopamie brīdinājuma signāli:
- Pārmērīga putas vai neparastas burbuļi vannas virsmā
- Krāsas maiņa (miglains, zaļgans vai brūnīgs nokrāsa)
- Augstāks spriegums, kas nepieciešams, lai uzturētu to pašu strāvu
- Rupji vai matēti pārklājumi testa paraugos
- Defektu biežums palielinās (pārdegšana, bedrītes, sliktā saistība)
Regulāri pārbaudiet savu vannu ar Hull šūnu vai noliekot mazu tērauda kuponu. Ja konstatējat problēmas, pārbaudiet piesārņojumu (eļļas, metāla piemaisījumi), pH svārstības vai palīgvielu izsīkumu. Profesionālas darbnīcas var veikt ķīmiskās analīzes, taču pat amatieru meistari var reģistrēt vannas darbības rādītājus laika gaitā.
Turot savu vara sulfāta šķīdumu elektroplātēšanai tīru, līdzsvarotu un rūpīgi dokumentētu, jūs radīsiet priekšnoteikumus bezvainīgai vara nogulsnēšanai uz tērauda. Tālāk aplūkosim, kā aktivizēt tēraudu un uzklāt triecienu kārtu, lai nodrošinātu saistīšanos un novērstu atslāņošanos.
5. solis: Aktivizējiet tēraudu un uzklājiet vara triecienu ilgstošai saistīšanai
Kāpēc triecienu kārtas ir svarīgas uz tērauda
Vai jūs kādreiz esat brīnījies, kāpēc dažas vara pārklātas tērauda detaļas atslāņojas vai pūst, pat pēc rūpīgas sagatavošanas? Atbilde bieži slēpjas pirmajā kārtā — triecienā. Tērauds, atšķirībā no vara vai misiņa, ir ļoti jutīgs pret iegremdēšanas nogulsnēšanu — procesu, kurā vara joni pārklājas patvaļīgi un veido vāju, neattiecošu kārtu. Tāpēc ir būtiska atsevišķa triecienu kārtas darbība. Bez tās jūsu skaistais vara pārklātais tērauds var atslāņoties vai sabrukt zem slodzes, īpaši tad, ja tiek tiekts ilglaicīgs vara pārklājuma tērauda pārklājums vai funkcionāls tērauds ar vara apakškārtu.
Aktivizācijas secības, kas samazina dzelzs piesārņojumu
Pirms uzklājat varu, tērauda virsmai jābūt brīvai no oksīdiem un piesārņojuma. Skan sarežģīti? Patiesībā tas ir tikai jautājums par laika izvēli un secību. Šeit ir, kā to izdarīt pareizi katru reizi:
- Pēdējā skalošana: Pēc tīrīšanas rūpīgi noskalot tēraudu, lai noņemtu visus tīrītāja un netīrumu pēdas.
-
Skābes aktivizēšana: Iegremdēt nesen noskalāto daļu vieglā skābē (piemēram, atšķaidītā sērskābē vai sālsskābē) uz īsu laiku — parasti 15–60 sekundes. Šis solis noņem pēdējās oksīdu pēdas.
Padoms: Strādājiet ātri un nekavējoties noskalojiet pēc aktivizēšanas, lai novērstu uzliesmojuma rūsu. - Neatliecama pārnešana: Nepieļaujot, ka daļa izkalst vai paliek uzglabāšanā, tūlīt pārnesiet to (vēl joprojām mitru) vara pirmā slāņa vannā. Tas novērš jaunu oksīdu veidošanos un saglabā virsmu gatavu saistīšanai.
No pirmā slāņa pāreja uz būvēšanas vannu, nezaudējot tīrību
Tagad pienāk kritiskais solis: vara sākotnējā nolikšana. Atšķirībā no galvenās varamazgāšanas vannas, sākotnējā nolikšana ir formulēta lēnam, kontrolētam nogulsnēšanās procesam. Tās uzdevums ir uzklāt plānu, cieši pieķērušos vara slāni, kas piestiprinās pie tērauda, nodrošinot pamatu biezākai, spožākai varai, kas seko. Apskatīsim secību:
- Sākotnējās nolikšanas vanna: Ievietojiet aktivētu, mitru tēraudu sākotnējās nolikšanas vannā. Tērauda pamatnēm cianīda bāzes sākotnējā nolikšana ir tradicionāla, taču ar atbilstošu ķīmiju var izmantot arī skābes vai pirofosfāta bāzes vannas. Sākotnējās nolikšanas vanna darbojas ar zemu vara koncentrāciju un augstu kompleksveidotāju (piemēram, cianīdu) daudzumu, lai palēninātu nogulsnēšanos un novērstu vara iegulšanu bez strāvas. Tipiskās strāvas blīvums sākotnējās nolikšanas vannā ir 10–30 ASF (amperu uz kvadrātpēdu), bet vannas temperatūra bieži vien svārstās no 120 līdz 145 °F. Noliegšana ilgst tikai dažas minūtes — pietiekami, lai veidotu plānu, nepārtrauktu vara kārtu.
- Rūpīgi noskalojiet: Pēc sākotnējās nolikšanas rūpīgi noskalojiet detaļu, lai noņemtu atlikušo sākotnējās nolikšanas šķīdumu.
- Pāreja uz galveno vannu: Pārvietojiet daļu—vēlreiz, joprojām mitru—galvenajā vara cinkošanas vannā. Šis solis jāveic ātri, lai izvairītos no atkārtotas oksidēšanās vai piesārņojuma.
Pareiza vara pirmcinka veido plānu, līdzeklīgu kārtu, kas novērš iegulšanas varu un gandrīz pilnībā izslēdz pūslu veidošanos vai atdalīšanos no tērauda. Šī soļa izlaišana vai steigšanās ir viena no galvenajām iemesliem, kāpēc vara pārklātā tērauda produkts neizdodas.
Laika izvēle un verifikācija: Nelaidiet klāt oksīdus
- Turiet intervālus īsus: Minimizējiet laiku starp aktivizāciju, pirmcinkošanu un biezuma uznešanas vannu. Ja rodas aizkavēšanās, apsveriet iespēju daļu reaktivizēt, lai nodrošinātu svaigu, bez oksīdu virsmu.
- Pārbaudiet līmēšanos: Pēc īsas pirmcinkošanas veiciet ātru līmlentes vilkšanas testu nenozīmīgā zonā. Ja vara kārta nolobās, pirms turpināt ar pilnu biezumu, pārskatiet tīrīšanas un aktivizācijas soļus. Rūpniecības standarta līmlentes vilkšanas un liekšanas testi ir uzticami līmēšanās pārbaudei vara pārklātā tēraudā.
Kopsavilkums: Nodrošiniet līmēšanos bezvadu vara pārklātā tēraudā
Ievērojot šo aktivizācijas un uzklāšanas secību, jūs izveidosiet izturīgu pamatu jebkuram projektam ar vara pārklātu tēraudu – vai nu jūs vēlaties dekoratīvu, ar varu pārklātu tērauda izskatu, vai augstas veiktspējas tēraudu ar vara apakškārtu. Tālāk mēs jūs vadīsim, kā kontrolēt vara nanēsīšanu, lai ar pārliecību sasniegtu vēlamo biezumu un pabeigumu.
6. solis: Uzklājiet vēlamo biezumu ar kontroli un konsekvenci
Iestatiet strāvas blīvumu un uzklāšanas laiku
Esi gatavs pāriet no sagatavošanās uz bezvainīgu vara pārklājumu? Tagad pienācis brīdis, kad rūpīga plānošana tiek apvienota ar reālas pasaules kontroli. Pareiza vara nanēsīšana uz tērauda nav tikai jautājums par strāvas ieslēgšanu – tas ir par visu mainīgo lielumu precīzu iestatīšanu, lai panāktu konsekventu, augstas kvalitātes rezultātu. Skan sarežģīti? Apskatīsim to soli pa solim, lai jūs varētu apgūt vara pārklāšanas procedūru vai nu strādājot darbnīcā, vai izpētot kā pārklāt ar varu mājās.
- Aprēķiniet virsmas laukumu: Sāciet, precīzi mērot vai novērtējot savas daļas(-u) kopējo virsmas laukumu. Tas ir būtiski, lai iestatītu pareizo strāvu. Piemēram, ja pārklājat vairākas montāžas, saskaitiet katras daļas laukumu uz rāmja.
- Iestatiet strāvas blīvumu: Atpalstieties pie vara vannas tehniskajiem datu lapām, lai uzzinātu ieteikto strāvas blīvumu—parasti tas tiek norādīts ampēros uz kvadrātcollu (ASI) vai uz kvadrātpēdu (ASF). Reiziniet virsmas laukumu ar mēlķa strāvas blīvumu, lai iestatītu savu taisngriezi. Piemēram, 100 kv. collas pie 0,2 ASI nozīmē 20 amperus.
- Palieliniet pakāpeniski: Nenodrošiniet strāvu uzreiz maksimāli. Sāciet strāvas diapazona apakšējā galā un pakāpeniski palieliniet. Tas izvairās no malu sadedzināšanas un palīdz vara kārtai vienmērīgi veidoties, īpaši asos stūros vai aizsargpokros.
- Novērojiet un pielāgojiet: Uzmanīgi vērojiet ampērmetru un voltmetru. Fiksējiet savus iestatījumus un visus pielāgojumus. Ja pamanāt, ka spriegums palielinās tai pašā strāvā, tas var liecināt par vannas piesārņojumu vai sliktu kontaktu—apturiet darbu un veiciet pārbaudi.
- Plānojiet biezumu: Ja jūsu piegādātājs norāda vara nogulsnēšanās ātrumu (piemēram, milji/stunda pie noteikta strāvas), izmantojiet elektroķīmisko pārklājuma procesu matemātiku, lai aprēķinātu pārklājuma ilgumu. Ja nē, veiciet pārklāšanu intervālos, apstājoties, lai pārbaudītu biezumu un saistīšanos uz testa parauga.
Maisīšana un ģeometrijas vadība
Vai kādreiz redzējuši svītras, plānas vietas vai matētību pēc vara elektrolīzes ? Bieži vaininieks ir slikti maisīšana vai statiskas detaļas. Maisīšana ir neatzītais varonis cu elektrolīzei —tā uztur metāla jonu plūsmu un nodrošina, ka katrs virsmas laukums, pat dziļās iedobes, saņemm vienmērīgu pārklājumu.
- Izvēlieties savu maisīšanas veidu: Lielākajai daļai iestatījumu gaisa burbuļošana vai mehāniska maisīšana darbojas labi. Sarežģītām ģeometrijām apsveriet daļas kustēšanu (rotēt vai svārstīt) pašā vannā.
- Kāpēc tas ir svarīgi: Maisīšana novērš metālu jonu izsīkumu katodā, samazina bedrīšanās risku un palīdz atbrīvoties no ūdeņraža burbuļiem virsmā. Tā arī izlīdzina temperatūru, kas ir būtiski vienmērīgai varšu klājums pabeigums.
- Profesionālais padoms: Ja pamanāt matētas vai svītrainas vietas, palieliniet maisīšanu — tas bieži uzlabo spīdumu un pārklājuma vienmērīgumu, īpaši sarežģītām tērauda detaļām.
Vizualie signāli un procesa kontrole
Kā jūs zināt, ka jūsu elektroapstrāde vai process ir uz pareizā ceļa? Vizualie signāli ir jūsu labākie draugi:
Vienmērīga zalmu-pink krāsas vara norāda uz veselu vara nogulsnēšanos. Tumšas, putekļainas malas norāda uz pārdegšanu — samaziniet strāvu vai palieliniet maisīšanu. Matētība parasti norāda uz zemu spīdinātāja koncentrāciju vai nepietiekamu strāvas blīvumu.
- Pārbaudiet procesa laikā: Pārtrauciet procesu, lai pārbaudītu vienmērīgumu, spīdumu un saistību. Pārbaudiet ar līmlentes testu vai svītru nekritiskā zonā, ja nepieciešams.
- Skalojiet starp posmiem: Vienmēr skalojiet detaļas starp impulsu, veidošanu un jebkādiem starpposmiem. Tas samazina piesārņojumu pārnešanu un saglabā vannu tīru.
- Dokumentēt visu: Reģistrējiet strāvu, spriegumu, vannas temperatūru, maisīšanas metodi un pārklājuma laiku katram ciklam. Šie piezīmējumi palīdz novērst problēmas un atkārtoti sasniegt panākumus.
Solis pa solim: Kontrolēta vara pārklājuma procedūra
- Ieslēdziet rektifikatoru aprēķinātajai strāvai atbilstoši jūsu virsmas laukumam.
- Palieliniet lēni, uzmanīgi novērojot malu sadegšanas pazīmes vai neparastu nogulsnējuma krāsu.
- Uzturiet pastāvīgu maisīšanu — pielāgojiet atbilstoši detaļas ģeometrijai.
- Uzraugiet spriegumu un strāvu; veiciet korekcijas, ja redzat raupjuma, matētības vai dedzināšanas pazīmes.
- Veiciet pārklājumu līdz aprēķinātajam vai mērķa biezumam, pārtraucot pārbaudei pēc nepieciešamības.
- Noskalojiet un izžāvējiet detaļu, pēc tam pārbaudiet pabeigto virsmu, pārklājuma pilnīgumu un saistīšanās kvalitāti.
Apguvot strāvas regulēšanas, maisīšanas un vizuālās pārbaudes mākslu, jūs sasniegsiet uzticamu, augstas kvalitātes vara nogulsnējumu uz tērauda — neatkarīgi no tā, vai darbināt pilnmēroga darbnīcu vai pilnveidot kā pārklāt ar varu savā garāžā. Nākamajā solī mēs risināsim problēmas: kā ātri diagnosticēt un novērst izplatītus vara pārklājuma defektus, pirms tie kļūst par dārgu pārstrādi.
7. solis: Defektu novēršana vara pārklājumā uz tērauda ar skaidru matricu
Ātra defektu diagnostika vara pārklājumam uz tērauda
Vai jūs kādreiz pabeidzāt vara pārklājuma procesu, tikai lai pamanītu matētas vietas, pūslīšus vai raupjumu uz sava tērauda izstrādājuma? Jūs neesat vienīgais. Pat ar vislabāko elektroplāviena risinājums , defekti var ielavīties — bieži tad, kad to vismazāk gaidāt. Labā ziņa? Lielākā daļa problēmu seko skaidriem modeļiem, un ar praktisku problēmu novēršanas matricu jūs varat tās ātri diagnosticēt un novērst, ietaupot laiku un izvairoties no frustēcijas.
Defektu matrica: simptomi, cēloņi, testi un risinājumi
| Simptoms | Iespējamās cēloņi | Apstiprināšanas testi | Korekcijas pasākumi |
|---|---|---|---|
| Matēti nogulsnējumi | Zema strāvas blīvums, izsmelti spīduma pastiprinātāji, slikti maisīšana | Hull šūnas tests vai neliela parauga pārklājums; pārbaudiet maisīšanu | Palieliniet strāvu, pievienojiet spīdumu saskaņā ar piegādātāju, uzlabojiet maisīšanu |
| Malu apdegums/pārmelnojums | Pārāk augsta strāvas blīvums, asas malas | Samaziniet strāvu nākamajā ciklā; pārbaudiet asus stūrus | Samaziniet strāvu/palieliniet lēnām, izmantojiet nozagļus/aizsegtus, noapaļojiet malas |
| Sliežu un sliežu vārīšana | Daļiņas vannā, gāzes ieslēgšanās, slikti filtrēšana | Pārbaudiet filtru, novērojiet vannas caurspīdīgumu, pārbaudiet pēc burbuļiem | Filtrējiet vannu, viegli pulējiet, pievienojiet mitrinātāju |
| Pūslīši/nolobīšanās | Slikta sagatavošana, nav starpslāņa, virsmas piesārņojums | Lentes atdalīšanas tests uz skartās vietnes | Notīriet no jauna, pārliecinieties, ka aktivizēšanas brīdī notiek nekavējoties, atkārtojiet virsmas sagatavošanu |
| Rupjuma līmenis | Anoda dūņas, vannas piesārņojums | Pārbaudiet anoda maisiņus, meklējiet netīrumus vannā | Nomainiet/notīriet anoda maisiņus, filtrējiet šķīdumu |
| Apgaismojums | Piesārņojums, nepareizs pH, aditīvu līdzsvara traucējumi | Vannas analīze (pH, piesārņotāji) | Koreģējiet ķīmiju saskaņā ar piegādātāju, nomainiet vai apstrādājiet vannu |
Apstipriniet, izmantojot vienkāršos veikala testus
Izlieciet, ka tikko esat izvilcis partiju nolakts varšs detaļas no vannas un pamaniet negaidītus rezultātus. Vietā, lai minētu, veiciet šos vienkāršos testus:
- Hull šūnas tests: Nolakot nelielu kuponu pie dažādām strāvas blīvumiem, lai noteiktu problēmas, piemēram, matētību vai pārdegošanu.
- Lentes atdalīšanas tests: Pielīmējiet un noņemiet lenti uz nekritiska apgabala, lai pārbaudītu saistīšanos — pūslītes vai atdalīšanās nozīmē, ka ir pienācis laiks pārskatīt sagatavošanas un uzmazgāšanas soļus.
- Vizuālā inspekcija: Meklējiet porainību, raupjumu vai krāsas izmaiņas. Bieži vien tas norāda uz vannas piesārņojumu vai maisīšanas problēmām.
- pH/vadītspējas pārbaude: Izmantojiet sloksnes vai mērītājus, lai apstiprinātu, ka jūsu elektroplāviena risinājums ir mērķa diapazonā.
Atcerieties, ka elektrolīmēšanas vienādojums (kas saista strāvu, laiku un nogulsnējuma biezumu) ir tikpat uzticams kā jūsu procesa vadība. Ja jūsu iestatījumi novirzās no mērķa vērtībām, var rasties defekti — pat tad, ja izmantojat pareizo matemātiku.
Efektīvi korekcijas pasākumi
- Apturiet un dokumentējiet: Apturiet ražošanu. Reģistrējiet visus iestatījumus, vannas parametrus un novērotos simptomus.
- Ierobežojiet mainīgos faktorus: Mainiet vienu faktoru reizē — strāvu, maisīšanu, ķīmiju — lai varētu precīzi noteikt problēmas avotu.
- Izveidojiet testu un pielāgojiet: Pēc katra pielāgojuma veiciet maza izmēra testa gabala pārbaudi. Neveiciet mērogošanu, kamēr defekts nav novērsts.
- Vediet žurnālu: Katram ciklam turiet tehniskās problēmu novēršanas žurnālu. Sprieguma, strāvas vai vannas uzvedības modeļi bieži atklāj atkārtotu problēmu cēloni.
Novērsiet nākotnē: regulāri filtrējiet savu vannu, rūpīgi izskalojiet detaļas starp posmiem un reģistrējiet katru pielāgojumu. Šie ieradumi ir jūsu labākā aizsardzība pret atkārtotiem defektiem tērauda cinka pārklājumā.
-
Pārbaudes saraksts preventīvajiem pasākumiem:
- Mainiet vai notīriet filtrus kā daļu no rutīnas apkopes
- Divreiz noskalot detaļas pēc katra procesa soļa
- Reģistrējiet visus strāvas, sprieguma un vannas izmaiņu datus — analizējiet, kas darbojas
- Regulāri pārbaudiet anoda maisiņus un nepieciešamības gadījumā nomainiet tos
- Veiciet periodiskus Hull šūnas testus, lai uzraudzītu vannas stāvokli
Pieejojot problēmu novēršanai ar diagnostikas pirmās kārtas domāšanas pieeju un izmantojot elektrolīmēšanas vienādojums lai verificētu procesa parametrus, jūs samazināsiet pārtraukumus un nodrošināsiet, ka katrs nolakts varšs pārklājums atbilst jūsu kvalitātes standartiem. Tālāk mēs koncentrēsimies uz drošību un atbildīgu atkritumu apsaimniekošanu, lai jūsu cinka pārklājuma process būtu tīrs un atbilstu normatīvajiem aktiem.
8. solis: Ievērojiet drošības pasākumus un atbildīgi apstrādājiet atkritumus vara pārklājumā uz tērauda
Personāla aizsardzības līdzekļi un laboratorijas ieradumi
Kad jūs strādājat ar nolīmēšanas ķimikālijas un pārvaldot vara šķīdumu , drošība nav tikai pārbaudes saraksts — tā ir drošas nolīmēšanas pamats. Iedomājieties, ka, sagatavojot vannu, jūs nejauši izlietojat skābi vai vara sulfātu. Vai esat aizsargāts? Parejie līdzekļi un ieradumi dara lielu atšķirību.
- Valkājiet drošības brilles vai aizsargbrilles: Vienmēr aizsargājiet acis no šļakatām un tvaikiem. Brilles ar recepti drošības stikli vai pilnīgas aizseguma aizsargbrilles vislabāk piemērotas šļakatu aizsardzībai un izturēs lielāko daļu nolīmēšanas ķimikāliju.
- Ķīmiski izturīgi cimdi: Nitrila, neoprēna vai PVC cimdi nodrošina barjeru pret skābēm, bāzēm un metālu sāļiem.
- Prišķīvis vai laboratorijas mētelis: Aizsargā apģērbu un ādu no pilināšanās vai izlietām vielām.
- Ventilācija: Strādājiet labi vēdināmā telpā vai izmantojiet iztvaiku sūcējgaleriju, lai izvairītos no tvaiku ieelpošanas vara šķīdumu vai citu ķīmisko vielu.
Labas laboratorijas ieražas iet tālāk par PS. Marķējiet katru trauku, uzturiet darba vietu kārtībā un neēdiet, nedzeriet cinkošanas zonā. Jūs ievērosiet, ka pastāvīgas ieražas ne tikai jūs aizsargā, bet arī nodrošina tīrākus un drošākus rezultātus.
Drošākas ķīmiskas vielas un rūpīga apiešanās
- Vienmēr izvēlieties cianīdu nesaturošas nolīmēšanas ķimikālijas priekš drošas nolīmēšanas —tās ir mazāk bīstamas un vieglāk pārvaldāmas nelielām darbnīcām vai mājas lietošanas iekārtām.
- Maisot skābes vai bāzes, vienmēr pievienojiet skābi ūdenim, nevis otrādi. Tas minimizē risku no vardarbīgām reakcijām.
- Uzglabājiet ķīmiskās vielas saderīgās, skaidri marķētās tvertnēs. Sekojiet derīguma termiņiem un partiju numuriem visiem reaģentiem.
- Nekad nemaisiet nezināmas ķīmiskās vielas un turiet pa rokai izlietnes komplektu. Gadījumā, ja notiek izlietne, tūlīt to norobežojiet un izmantojiet neitralizējošos līdzekļus, kā to ieteicis jūsu piegādātājs saskaņā ar BSD (Bīstamības drošības datu lapa).
- Regulāri pārbaudiet elektrisko aprīkojumu un vadus, lai izvairītos no strāvas triecieniem vai īssavienojumiem, īpaši mitrās vides apstākļos, kur notiek vara elektrolīze .
Atkritumu atdalīšana un neitralizācija — pamatprincipi
- Atdaliet no vispārējiem atkritumiem mazgāšanas ūdeni un izlietotas šķīdumus, kas satur varu. vara šķīdumu šie šķīdumi bieži satur izšķīdušus metālus un var būt bīstami veselībai un videi.
- Nekad neliediet pārklājuma atkritumus kanalizācijā, atkritumos vai uz zemes. Savāciet tos un uzglabājiet, lai nodrošinātu pareizu utilizāciju.
- Lai neitralizētu vai apstrādātu, konsultējieties ar vietējo bīstamās atkritumu iestādi vai licencētu atkritumu apsaimniekotāju. Noteikumi var ievērojami atšķirties atkarībā no atrašanās vietas, un nepareiza iznīcināšana var izraisīt sodus vai vides kaitējumu.
- Visus atkritumus turiet cieši aizvērtos, saderīgos konteineros un skaidri marķējiet tos ar saturu un bīstamības informāciju.
Tā kā iznīcināšanas noteikumi atšķiras pēc reģioniem, vienmēr pirms vara pārklājuma atkritumu iznīcināšanas sazinieties ar savām vietējām iestādēm vai sertificētiem atkritumu apsaimniekotājiem. Atbildīga apiešanās aizsargā gan jūs, gan vidi. [Atsauce]
Kopsavilkums: Droša pārklāšana ir gudra pārklāšana
Prioritāti dodot drošības brilles, cimdus un pareizu ventilāciju, jūs minimizējat riskus katrā vara pārklāšanas tēraudam procesa solī. Rūpīga apiešanās ar nolīmēšanas ķimikālijas un atbildīga atkritumu pārvaldība nav tikai likumīga prasība — tās ir būtiskas, lai nodrošinātu tīru, atbilstošu un ilgtspējīgu darbnīcu. Kad pabeidzat savu pārklājuma procesu, atcerieties: drošas ieradumi šodien veido pamatu labākiem rezultātiem un mazākām problēmām rītdien. Nākamajā solī mēs parādīsim, kā pārbaudīt savu vara pārklājumu un dokumentēt procesu nepārtrauktai uzlabošanai.

9. solis: Pārbaudiet kvalitāti, dokumentējiet procesu un izvēlieties partneri prātīgi
Vara pārklājuma biezuma mērīšana un saistības pārbaude
Kā jūs zināt, ka jūsu vara pārklājums uz tērauda patiešām atbilst specifikācijām? Tas nav tikai par izskatu — uzticami mērījumi un saistības pārbaudes ir būtiski, jo īpaši drošībai kritiskiem vai augstas vērtības komponentiem. Iedomājieties, ka esat ieguldījis stundas vara pārklājuma izveidē, lai pēc tam noskaidrotu, ka kārta ir pārāk plāna vai lūst sprieguma ietekmē. Apskatīsim praktiskus soļus, kā pārbaudīt savu darbu, neatkarīgi no tā, vai pārklājat mājās vai pārvaldāt rūpniecisku procesu. metāla vara pārklājums tikai lai noskaidrotu, ka kārta ir pārāk plāna vai lūst sprieguma ietekmē. Apskatīsim praktiskus soļus, kā pārbaudīt savu darbu, neatkarīgi no tā, vai pārklājat mājās vai pārvaldāt rūpniecisku procesu.
- Biezuma mērīšana: Tērauda pamatnēm magnētiskās atdalīšanas mērītāji (magnētiskā indukcija) ir ieteicamais risinājums. Tie nodrošina ātrus, nedestruktīvus mērījumus, kad bāze ir magnetizējama, piemēram, tērauds. Nenovērtējamām bāzēm vai daudzslāņu pārklājumiem var izmantot vijarientnes mērītājus. Abas metodes palīdz nodrošināt, ka jūsu plākšņota vara atbilst nepieciešamajiem specifikācijas parametriem, nebojājot detaļu. Pašdarbības iekārtām varat novērtēt biezumu, balstoties uz pārklāšanas laiku un piegādātāja norādītajiem datiem, taču vienmēr, ja iespējams, apstipriniet rezultātu ar testa paraugu. Maksimālai precizitātei vai tad, ja nepieciešama dokumentācija, apsveriet rentgenfluorescences (XRF) vai Beta atpakaļizkliedes metožu izmantošanu — šīs metodes ir standarta elektrolītiskā metālu pārklāšanas nozarē.
- Līmēšanās pārbaudes: Vienkārša lentes vilkšana, svītrošana-un-nolobīšana vai liekšanas pārbaudes upurētās vai nekritiskās zonās ātri parādīs, vai jūsu vara pārklājums slānis ir labi saķepināts. Kritiskām sastāvdaļām, ja nepieciešams, palieliniet pārbaudes līmeni līdz laboratorijas šķērsgriezuma analīzei vai mehāniskajiem testiem.
Izveidojiet vienkāršu procesa žurnālu atkārtojamībai
Vai kādreiz brīnījāties, kāpēc viena vara pārklātā tērauda partija izdodas bezvadu, bet nākamajai ir problēmas? Konsekventa dokumentācija ir jūsu slepenais ierocis. Sekojot līdzi katram mainīgajam lielumam, jūs varat ātrāk noteikt tendences, novērst problēmas un optimizēt savu vara pārklājums procesu laika gaitā.
| Datums | Dārza | Sagatavošanas soļi | Uzskalošanas iestatījumi | Nolīmēšanas iestatījumi | Pievienojumi | Novērojumi | Rezultāts |
|---|---|---|---|---|---|---|---|
| 2025-11-12 | Tērauda stiprinis | Nožāvēšana, skābes mērcēšana | 10 ASF, 3 min | 25 ASF, 45 min | Spīduma līdzeklis, mitrinātājs | Vienmērīgs nogulsnes slānis, bez pārdeguma | Pārbīdīta lentes vilkšana |
| 2025-11-13 | Savienotājs | Sārmaina tīrīšana, ūdensplēves pārbaude | 15 ASF, 2 min | 25 ASF, 60 min | Izlīdzinātājs | Malu apdegums, matēts centrs | Nākamajā reizē pielāgots strāvas stiprums |
Procesa žurnāli palīdz samazināt svārstības, samazināt pārklājuma izmaksas un vienkāršot problēmu novēršanu. Laika gaitā jūs izveidosiet rokasgrāmatu bezvainīgam vara pārklātam tēraudam — bez nevajadzīgas minēšanas.
Kad sadarboties ar sertificētiem ekspertiem par vara pārklātu tēraudu
Izklausās pārāk sarežģīti? Ja jūsu projektā ir šauras pieļaujamās novirzes, drošībai kritiskas detaļas vai lieli ražošanas apjomi, ir gudri apsvērt profesionālu palīdzību. Lai gan DIY metālu elektrolītiskā pārklāšana ir ienesīga prototipiem un vienkāršiem uzdevumiem, taču kritiskām lietojumprogrammām nepieciešama izsekojama kvalitāte, procesa kontrole un ātra iterācija.
- Shaoyi nodrošina pilna cikla pasūtījuma metālapstrādi, tostarp modernas virsmas apstrādes un montāžu. To IATF 16949 sertificētā kvalitāte un vairāk nekā 15 gadu pieredze ļauj automašīnu ražotājiem un pirmā līmeņa piegādātājiem droši strauji pāriet no prototipa uz ražošanu. Izpētiet viņu pilno risinājumu klāstu .
- Sertificētie piegādātāji nodrošina dokumentētu kvalitātes nodrošināšanu, procesa žurnālus un piekļuvi moderniem mērierīcēm, piemēram, rentgena fluorescences (XRF) un Beta atpakaļizkliedes analīzei — būtiski nozarēs, kur katrs vara mikrons ir svarīgs.
- Apgaismojums var arī samazināt kopējās izmaksas un realizācijas laiku sarežģītiem vai liela apjoma darbiem, vienlaikus atbrīvojot jūsu komandu dizaina un inženierijas uzdevumiem.
Ieteicamie nākamie soļi kvalitatīvai vara pārklāšanai uz tērauda
- Ieguldiet uzticamā biezuma mērītājā iekšējiem pārbaudes darbiem
- Standartizējiet saistības testus katram partijai
- Veselīgi ierakstiet procesa žurnālus, lai noteiktu tendences un novērstu atkārtotas problēmas
- Kritiskiem vai liela apjoma detaļām sadarbojieties ar sertificētu ekspertu, piemēram, Shaoyi, lai nodrošinātu procesa kontroli un izsekojamus rezultātus
Aizverot ciklu ar rūpīgu mērīšanu, dokumentēšanu un, kad nepieciešams, ar ekspertu sadarbību, jūs nodrošināsiet, ka katrs vara pārklātais tērauda izstrādājums pamest jūsu darbnīcu ar izturīgu, vienmērīgu vara metāla pārklājumu. Pārvaldiet šos pēdējos soļus, un jūsu pārklājuma process būs tikpat uzticams kā jūsu rezultāti.
Tērauda vara pārklāšana: Bieži uzdotie jautājumi
1. Vai var pārklāt tēraudu ar varu?
Jā, tēraudu var pārklāt ar varu, izmantojot metodes, piemēram, elektrolītisko vara pārklāšanu vai bezelektrolītisko pārklāšanu. Sekmīgums ir atkarīgs no rūpīgas virsmas sagatavošanas, pareizas aktivizācijas un triecienu slāņa uzklāšanas, lai nodrošinātu stipru saistību. Šo procesu izmanto gan funkcionāliem, gan dekoratīviem mērķiem, un to plaši izmanto rūpniecībās, kurām nepieciešamas lodējamas vai vadāmas virsmas.
2. Kāds ir labākais veids, kā mājās pārklāt tēraudu ar varu?
Lielākajai daļai DIY projektu elektrolītiskā vara pārklāšana ir iecienītākā metode, jo tā nodrošina biezuma kontroli un ir saderīga ar pamata aprīkojumu, piemēram, līdzstrāvas barošanas avotu un vara sulfāta šķīdumu. Lai izvairītos no atslāņošanās, ir būtiski rūpīgi notīrīt virsmu, aktivizēt to un nekavējoties pārnest uz pārklājuma vannu. Bezstrāvas vara pārklāšanu var izmantot sarežģītiem formas elementiem, taču tai nepieciešams precīzāks ķīmijas režīma regulējums.
3. Kā novērst vara pārklājuma atslāņošanos no tērauda?
Lai novērstu atslāņošanos, jāievēro stingra virsmas sagatavošanas procedūra: attaukot, mehāniski un ķīmiski notīrīt, veikt ūdensplēves testu un pirms pārklāšanas izmantot īsu skābes aktivizāciju. Pirms galvenā vara pārklājuma vienmēr jāuzklāj vara starpslānis. Neatliekama pārnešana starp posmiem un aizkavēšanās minimizēšana ir galvenais ilgstošai saistībai.
4. Kādas drošības piesardzības pasākumus man vajadzētu veikt, pārklājot tēraudu ar varu?
Vienmēr valkājiet drošības brilles, ķīmiski izturīgas cimdus un aizsargapģērbu. Strādājiet labi vēdināmā telpā, marķējiet visas ķīmiskās vielas un nekad nemaisiet nezināmas vielas. Medījsaturošos atkritumus izmetiet saskaņā ar vietējiem noteikumiem un visas ķīmiskās vielas uzglabājiet drošos, savietojamos traukos. Šie pasākumi aizsargā gan lietotāju, gan vidi.
5. Kad būtu jāapsver profesionāla servisa izmantošana tērauda cinkošanai ar varu?
Ja jūsu projektam nepieciešamas precīzas pieļaujamās novirzes, drošībai kritiskas sastāvdaļas vai liela apjoma ražošana, ieteicams sadarboties ar sertificētu piegādātāju, piemēram, Shaoyi. Profesionāļi nodrošina procesa kontroli, izsekojamu kvalitātes nodrošināšanu, modernu mērīšanas aprīkojumu un var vienkāršot pāreju no prototipa ražošanā sarežģītiem vai automašīnu komponentiem.