 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

Titano štampavimas automobilių pramonėje: inžinerijos vadovas
TRUMPAI
Titano štampavimas automobilių našumui suteikia esminį pranašumą šiuolaikinėje transporto priemonių inžinerijoje: pasiekia 40–50 % svorio mažėjimą lyginant su plienu, išlaikant aukštą karščio ir korozijos atsparumą. Inžinieriams ir pirkimų vadovams svarbu tinkamai parinkti reikiamą rūšį – dažniausiai 2-ąją rūšį (CP) giliam formavimui arba 9-ąją rūšį (Ti-3Al-2.5V) vamzdeliams – bei įvaldyti gamybos iššūkius su 5-ąja rūšimi (Ti-6Al-4V).
Nors titanas leidžia lengvinti išmetimo sistemas, vožtuvų laikiklius ir pakabos komponentus, reikalingos specializuotos štampavimo technologijos, kad būtų galima kontroliuoti didelį tamprųjį grįžtį ir nusidėvėjimą. Sėkmingai įgyvendinant būtina turėti įrankių ekspertizę, tinkamą tepimą ir dažnai – karšto formavimo galimybes, siekiant pagaminti tiksliai veikiančias dalis, kurios atlaikytų aukšto našumo aplinkos reikalavimus.
Našumo fizika: kodėl štampuoti titaną?
Siekdami automobilių našumo, masė yra priešas. Titano tankis sudaro apie 4,51 g/cm³, maždaug 56 % plieno tankio (7,8 g/cm³), neprarandant konstrukcinio vientisumo. Šis specifinis stiprumas (stiprumo ir svorio santykis) daro jį nepakeičiamą sumažinant transporto priemonės svorį, kas tiesiogiai lemia pagerintą pagreitį, stabdymo kelio sutrumpėjimą ir kuro efektyvumą.
Už statinio svorio mažinimą einant, titanas atlieka svarbų vaidmenį judančios ir neapkrautos masės mažinime. Taikant varikliuose, lengvesni vožtuvų mechanizmo komponentai (pvz., presuoti vožtuvų spyruoklių laikikliai) leidžia pasiekti aukštesnes apsukas ir greitesnį reakciją į akceleratoriaus padėtį. Pakabos sistemose plieninių tvirtinimų arba spyruoklių pakeitimas titano detalėmis sumažina neapkrautą svorį, leisdamas pakabai greičiau reaguoti į kelio paviršiaus pokyčius, taip gerinant sukibimą ir valdymo tikslumą.
Termalini stabiliumas yra kitas decisivinis faktorius. Skirtingai nei aluminis, kuris žymiai perdžia stiprumą virš 150°C, titanlegerio sakso savo mechaninių savių temperaturą, kuri yra virš 400°C. Tai padara štampavimo titana idealiu pasirinkimu heat šieldams ir knauskomponentams, kurie turi izelgti ekstremalį termalį ciklą, nekristant warpinga ar failing.
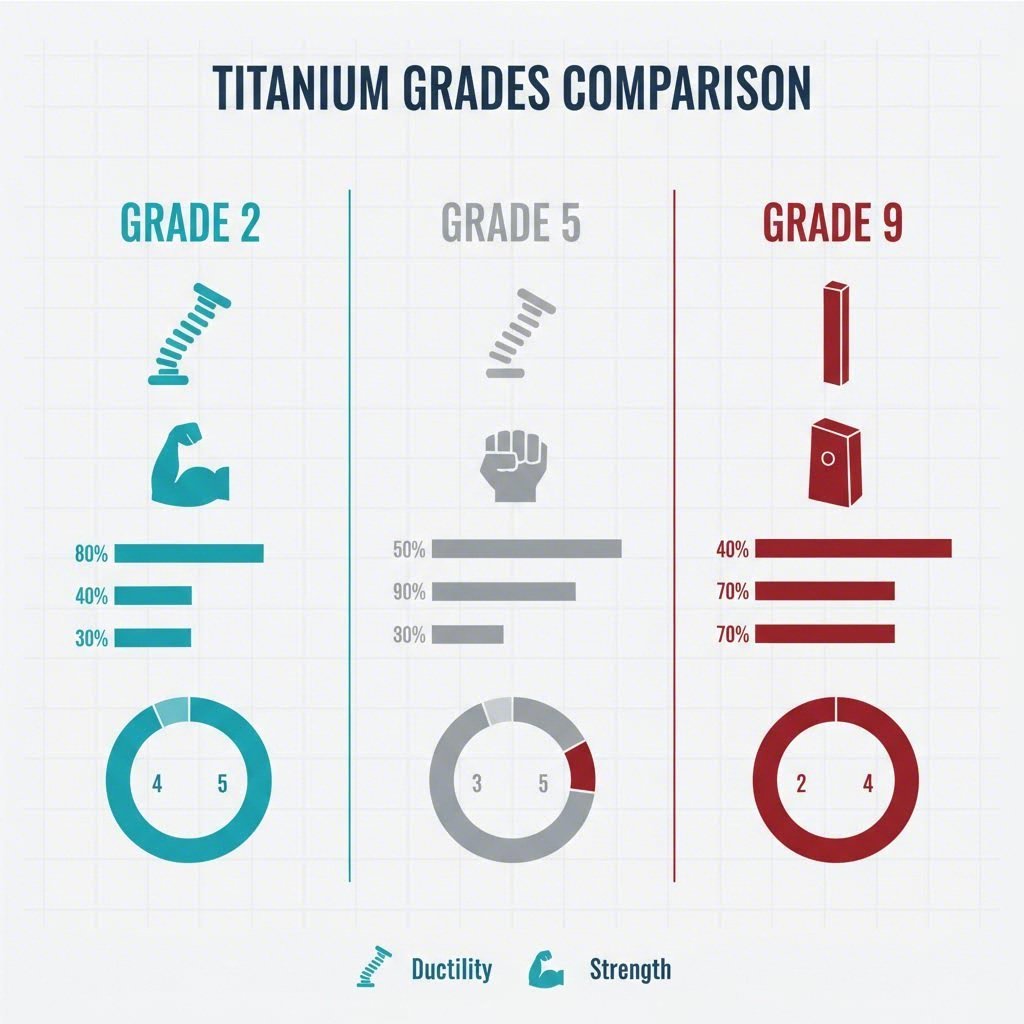
Materialeo izirinkimas: Gradeo pritaikymas geometrija
Ne visi titani yra prietinkami visiem štampavimo operacijom. Projekto sėkme často priklauso nuo gradeo izirinkimo, kuris balansuje komponento performanso reikalavimus ir jo formability.
- Grade 1 & 2 (Komerciškai Čist): Tai yra "workhorses" titan štampavimo. Grade 2 ponua balansinę kombinaciją stiprumo ir duktilumo, padarant jį prietinkam pasirinkimu detales, kuriom reikia deep drawing, kaip muffler shells, heat šieldai ir intricati brackets. Tai často galima cold štampavimo su standartiniais tooling ajustments.
- Grade 5 (Ti-6Al-4V): Dažniausiai naudojama lydinio rūšis, skirta aukštos stiprybės taikymui, penktoji rūšis siūlo pranašesnę temptinę stiprybę, tačiau kėlė reikšmingus išspaudimo iššūkius. Dėl jos prastos kambario temperatūros plastiškumo dažnai būtina šiltas spausdinimas (formavimas padidinta temperatūra), kad būtų išvengta įtrūkimų. Paprastai ji naudojama tik aukštą apkrovą patiriantiems konstrukciniams komponentams, tokiems kaip tvirtinimo detalės ir jungiamųjų strypų plokštelės.
- Devinta rūšis (Ti-3Al-2,5V): Dažnai vadinama „vidurio keliu“, devinta rūšis užpildo spragą tarp antrosios rūšies formuojamumo ir penktosios rūšies stiprumo. Ji plačiai naudojama hidraulinėse vamzdynuose, išmetimo vamzdžiuose ir lengvosioms konstrukcinėms išspaudimui skirtoms detalėms, kur reikalingas didesnis slėgio atsparumas nei grynųjų titano rūšys gali pasiūlyti.
- Beta lydiniai (pvz., Ti-15-3): Šie lydiniai yra šaltai formuojami ir termiškai apdorojami, todėl puikiai tinka išspaudžiamiems spyruokliams ir sudėtingiems segtukams, kuriems reikalinga didelė tampriasis geba.
Inžineriniai iššūkiai: atsitraukimas ir nusidėvėjimas
Titaną štampuoti fundamentāliai kaišiasi no štampuojant tēli vai alūzini, jo dvi galvenas fizičas īpašibas: zemāka elastības modulis un augsta chimiska reaktivitāte.
Atsitraukimo valdymas
Titanā Jangа modulis ir aptuveni puse no tēļa. Šī „elastība“ nozīmē, ka materiāls pēc formas došanas ir stipri tiecības atgriezties sākotnējā formā. Štampēšanas operācijās tas izpažiras kā smagas atsperes. Inženieriem ir jākompensē tas ar veidņu projektēšanu ar ievērīgi pārliektu atļaujām . Sarežģītām ģeometrijām bieži ir nepieciešams karstā izmērs (detaļas turēšana veidnē pie temperaturas), lai noteiktu galīgo formu un novērstu iekšējos sasprindzumus.
Novēršana gallinga
Titanas garsėja savo polinkis užgrobti arba "gulti" įrankio plieną. Didele slėgiu apsauginis oksido sluoksnis nusiskiria, todėl reaktyvusis metalas šaltai suvirina į matmenį. Siekiant sumažinti šį poveikį, gamintojai naudoja pažangias tepimo priemones, tokias kaip molibdeno disulfidas (Moly) arba tepikliai, kurių pagrindas - grafitas. Be to, įrankių dėžutės dažnai dengtos titano angliavandeniliu (TiCN) arba deimantiniu angliu (DLC), o kai kuriais atvejais bronziniai įtaisai naudojami gamtinam tepimui užtikrinti ir klijuotojo dėvėjimo išvengti.
Pagrindinės automobilių taikymo sritys
Titano antpjūvio dalys yra randamos ten, kur yra pagrįstas sąnaudų ir veiksmingumo kompromisas. Didžiųjų ir prabangų automobilių, šiose sudedamosiose dalyse yra labai svarbu pasiekti svorio tikslus.
| Sistema | Komponentas | Bendras laipsnis | Našumo privalumas |
|---|---|---|---|
| Išlaidos | Šilumos apsaugos skydlai | 2 laipsnis (CP) | Atsparumas korozijai, 40% mažesnis nei nerūdijančiojo |
| Variklį | Kiti, kurių sudėtyje esantis anglis sudaro ne mažiau kaip 85% masės | 5 laipsnis / Beta | Didesnės apkrovai, mažesnis trinimas |
| Chassis | Stabdžių skydlai, laikikliai | 2 / 9 klasė | Mažesnis nešvirkštinių svoris, šilumos izoliacija |
| Stabdžiai | Švirkštelės, klipai | 5 laipsnis | Aukšta klijuotojo apkrovos sulaikymas, ne korozija |
Kainų analizė ir išteklių strategija
Dėl titano spausdinimo ekonominės realybės pirminio naudojimo išlaidos yra didesnės. Žaliavų kainos gali būti 10-20 kartų didesnės už plieno kainas, o įrankių eksploatavimo trukmė yra trumpesnė dėl metalų abrazivumo. Tačiau veiksmingumo taikomosiose srityse gyvavimo ciklo vertė, matuojama taupant degalus, ilgaamžiškumą ir konkurencinį pranašumą, dažnai yra didesnė už pradinę sąnaudos dalį.
Atlikdami tiekėjų patikrinimą, ieškokite partnerių, kurie supranta karšto formėjimo ir kontroliuojamos atmosferos gręžimo nuančius. Shaoyi Metal Technology , pavyzdžiui, siūlo specializuotas automobilių spausdinimo galimybes nuo greito prototipo gaminimo iki didelio kiekio gamybos. Jų IATF 16949 sertifikuotos įrenginiai yra įrengti su iki 600 tonų presuojančiomis mašinomis, taip užpildant atotrūkį OEM gamintojams, kuriems reikia tikslių titano komponentų, tiekiamų griežtai laikydamiesi pasaulinių standartų. Patikrinkite jų inžinerijos paslaugas čia norint pamatyti, kaip jie susidoroja su sudėtingomis medžiagos problemomis.
Visada patikrinkite tiekėjo gebėjimą atlikti antrines operacijas, tokius kaip apkarpymas ir paviršiaus apdorojimas, nes titano burbuliukai gali būti sunkiai pašalinami ir reikalauti specializuotų šlifavimo procesų.
Santrauka: ar įmanomas titano presavimas?
Titano presavimas jau nebeapsiriboja tik aviacija ir „Formula 1“. Su tinkama rūšimi ir proceso valdymu tai tampa gyvybinga masinei gamybai skirta technologija aukščiausios kokybės automobilių pramonei. Svarbiausia – išlaikyti pusiausvyrą tarp noro gauti 5-osios rūšies stiprumą ir gamybos galimybes formuojant, dažnai pasiekiant optimalų rezultatą naudojant 9-ąją rūšį arba tobulintus 2-osios rūšies konstrukcijas. Kuo labiau automobilių gamintojai siekia lengvesnių konstrukcijų EV nuvažiuojamam atstumui didinti ir išmetamųjų teršalų normoms laikytis, tuo svarbesnį vaidmenį atliks presuoti titano komponentai.
Dažniausiai užduodami klausimai
1. Kodėl titanas nenaudojamas visam automobilio korpusui?
Nors titanas pasižymi išskirtiniu stiprumo ir svorio santykiu, jo aukšta žaliavų kaina bei sudėtingi apdorojimo reikalavimai daro jį ekonomiškai nepritaikomą masinės rinkos automobilių korpusams. Didelių plokščių gamybai reikalingos milžiniškos presavimo jėgos ir brangi karšto formavimo įranga, dėl ko transporto priemonės kaina pakiltų toli už vartotojų galimybių.
2. Kokie yra pagrindiniai titano štampavimo trūkumai?
Pagrindiniai trūkumai yra didelis tamprusis grįžtamas deformacijos pokytis, kuris apsunkina tarpinių matmenų kontrolę, bei galimybė susidaryti įbrėžimams, kas padidina įrangos dėvėjimąsi. Be to, titanas turi mažesnę formuojamumą nei plienas, todėl giliam formavimui dažnai reikia kelių etapų su tarpiniais atkaitymais, kad būtų išvengta įtrūkimų.
3. Ar galima suvirinti iš štampuoto titano pagamintas dalis?
Taip, titaną galima svetsuoti, tačiau tai mema keturių kontroliuojamą aplinką. Kiseonės yra „kunigas“ karšto titana; jis absorbuoja kiseonės greitai virš 400°C, kas cauia britumą. Todėl svetsuoti mema inertinėje argono atmosfera vai vakuumėnėje kamere, užsikasiant materlalo duktilumą vai stiprumą.