 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Produsen Komponen Mesin: 9 Poin Penting Sebelum Mengirimkan RFQ Pertama Anda
Memahami Produsen Komponen Mesin dan Peran Industri Mereka
Pernahkah Anda bertanya-tanya siapa yang membuat roda gigi presisi di dalam transmisi mobil Anda atau komponen katup rumit dalam sistem dirgantara? Produsen Komponen Mesin adalah produsen khusus yang mengubah bahan baku menjadi komponen kritis yang menggerakkan hampir semua sektor industri. Berbeda dengan perakit umum yang membangun struktur besar, perusahaan berfokus pada presisi ini merancang komponen individual dengan toleransi yang sering diukur dalam perseribu inci.
Panduan ini menjelaskan semua hal yang perlu Anda ketahui sebelum mengirim Permintaan Penawaran (RFQ) pertama Anda. Anggaplah ini sebagai peta jalan komprehensif Anda—bukan katalog produk—yang dirancang untuk membantu Anda menavigasi dunia manufaktur komponen mesin yang kompleks dengan penuh kepercayaan diri.
Apa yang Sebenarnya Dilakukan oleh Produsen Komponen Mesin
Pada intinya, produsen komponen bermesin mengkhususkan diri dalam proses manufaktur subtraktif. Bayangkan seorang pematung yang bekerja dengan balok marmer—produsen ini memulai dari bahan logam padat dan secara sistematis menghilangkan material hingga bentuk yang diinginkan terwujud. Perbedaan utama dibandingkan fabrikasi umum? Presisi adalah segalanya.
Sementara bengkel fabrikasi membangun struktur dengan memotong, membengkokkan, dan mengelas lembaran logam bersama-sama, produsen presisi berfokus pada pembuatan komponen individual sesuai spesifikasi yang tepat. Mereka bekerja dengan komponen mesin CNC dan peralatan canggih untuk mencapai toleransi yang tidak dapat dicapai oleh proses manual. Pasar layanan bengkel mesin di Amerika Serikat saja bernilai USD 48,0 miliar pada tahun 2025, mencerminkan betapa pentingnya produsen khusus ini bagi manufaktur modern.
Tulang Punggung Tersembunyi dalam Produksi Industri
Anda akan menemukan komponen yang dibubut di tempat-tempat yang mungkin tidak pernah Anda duga sebelumnya. Mulai dari bantalan pada turbin angin hingga konektor pada perangkat medis, komponen presisi yang dibubut membentuk infrastruktur tak terlihat yang menjaga kelancaran operasional berbagai industri.
Produsen-produsen ini memproduksi beragam komponen mesin penting, antara lain:
- Kopling dan rem – Penting untuk sistem transmisi daya dan pengendalian gerak
- Kopling – Menghubungkan poros yang berputar sambil mengakomodasi ketidaksejajaran
- Pegas dan pengencang – Memberikan tegangan, tekanan, serta koneksi yang aman
- Komponen hasil pemesinan presisi – Komponen khusus untuk aplikasi tertentu
- Gigi dan komponen transmisi – Memungkinkan transfer daya pada berbagai kecepatan dan torsi
- Bantalan dan struktur penyangga – Mengurangi gesekan dan mempertahankan kesejajaran
Dari Logam Mentah hingga Komponen Presisi
Apa yang membedakan produsen presisi khusus dari bengkel mesin umum? Perbedaannya terletak pada kemampuan, konsistensi, dan sertifikasi. Produsen umum mungkin memproduksi rangka struktural dan pelindung, tetapi ketika Anda membutuhkan komponen yang harus pas dalam toleransi mikron terhadap spesifikasi, Anda memerlukan mitra presisi khusus.
Produsen khusus berinvestasi besar-besaran dalam teknologi CNC canggih, sistem manajemen mutu, serta tukang mesin terampil yang memahami nuansa pengolahan berbagai jenis bahan. Mereka menerapkan protokol pengendalian kualitas yang ketat dan sering kali memiliki sertifikasi khusus industri yang tidak dikejar oleh bengkel umum.
Memahami perbedaan ini penting karena memilih jenis mitra yang salah dapat menyebabkan keterlambatan proyek, pembengkakan anggaran, dan komponen yang gagal memenuhi spesifikasi Anda. Saat Anda bersiap untuk membeli komponen mesin, memahami apa yang benar-benar dilakukan—dan tidak dilakukan—oleh produsen ini akan menempatkan Anda dalam posisi yang lebih kuat untuk menemukan mitra yang tepat sesuai kebutuhan spesifik proyek Anda.

Proses Manufaktur Inti di Balik Komponen Presisi
Terkesan rumit? Sebenarnya tidak harus demikian. Memahami cara pembuatan komponen mesin CNC secara aktual memberi Anda keunggulan signifikan saat berkomunikasi dengan produsen serta mengevaluasi kapabilitas mereka. Mari kita uraikan proses inti yang mengubah logam mentah menjadi komponen hasil pemesinan presisi yang akan Anda andalkan dalam proyek-proyek Anda.
Penjelasan Dasar-Dasar Pemesinan CNC
CNC adalah singkatan dari Computer Numerical Control—secara esensial, komputer yang mengarahkan alat pemotong dengan akurasi luar biasa. Berbeda dengan pemesinan manual di mana operator mengarahkan alat secara manual, teknologi CNC mengikuti instruksi yang telah diprogram untuk mencapai toleransi yang tidak dapat direplikasi secara konsisten oleh tangan manusia.
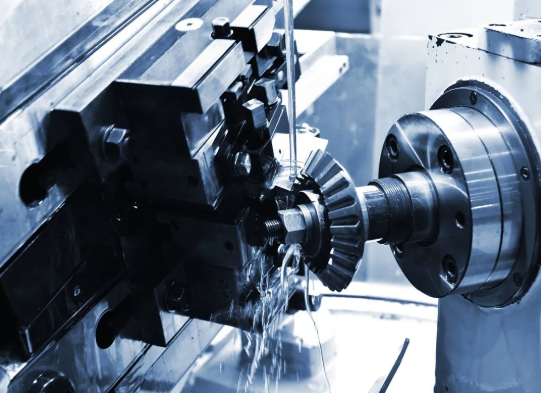
The dua proses CNC dasar yang akan Anda temui adalah pembubutan (turning) dan penggilingan (milling). Berikut perbedaan utamanya: dalam pembubutan CNC, benda kerja berputar sementara alat pemotong tetap diam dan membentuk benda kerja—ideal untuk komponen silindris seperti poros, batang, dan bushing. Dalam penggilingan CNC, kejadiannya justru sebaliknya: alat pemotong berputar sementara benda kerja tetap diam, sehingga sangat cocok untuk komponen hasil penggilingan dengan permukaan datar, alur, rongga, serta bentuk tiga dimensi yang kompleks.
Saat memproduksi suku cadang mesin, banyak aplikasi suku cadang pemesinan presisi menggabungkan kedua operasi tersebut. Sebuah komponen mungkin dimulai pada mesin bubut untuk fitur silindrisnya, kemudian dipindahkan ke mesin frais untuk pembuatan lubang, permukaan datar, atau potongan bersudut. Memahami alur kerja ini membantu Anda mengenali produsen mana yang mampu menangani seluruh proyek Anda dibandingkan produsen yang memerlukan pemasok sekunder.
Kemampuan Pemotongan Multi-Axis
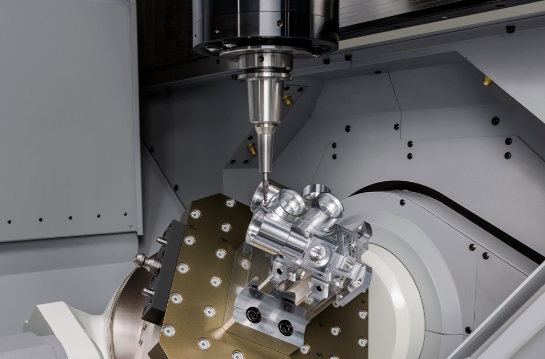
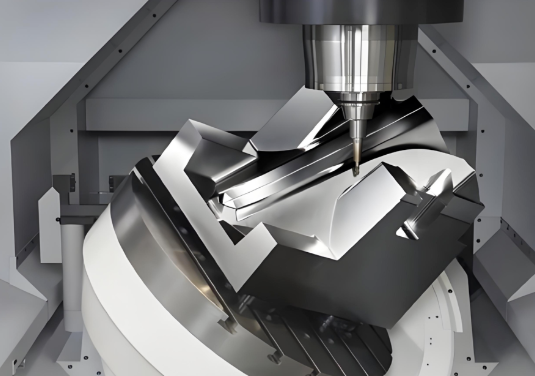
Bayangkan Anda berupaya memesin bilah turbin hanya dengan tiga arah gerak—atas-bawah, kiri-kanan, dan depan-belakang. Anda harus berhenti berulang kali, mengatur ulang posisi benda kerja, serta berisiko memperkenalkan kesalahan penyelarasan setiap kali. Inilah tepatnya alasan mengapa pemesinan multi-sumbu ada.
Pemesinan standar 3-sumbu menggerakkan alat potong sepanjang tiga arah linear. Meskipun efektif untuk geometri yang lebih sederhana, pemesinan ini memerlukan beberapa kali penyetelan untuk komponen yang kompleks. Menurut analisis teknis Fictiv, pemesinan CNC 5-sumbu menambahkan dua gerakan rotasional, sehingga memungkinkan alat potong mendekati benda kerja dari hampir semua sudut dalam satu kali penyetelan.
Ada juga opsi perantara yang disebut pemesinan 3+2-sumbu (atau pemesinan 5-sumbu posisional). Di sini, sumbu rotasi memiringkan benda kerja ke posisi yang diinginkan, tetapi proses pemotongan tetap hanya menggunakan tiga gerakan linear. Pendekatan ini memungkinkan akses ke berbagai sisi benda kerja tanpa kompleksitas pemrograman yang dimiliki pemesinan 5-sumbu simultan penuh.
Manfaat praktisnya? Waktu persiapan yang lebih singkat, lebih sedikit peluang terjadinya kesalahan penyelarasan, serta kemampuan memproses fitur-fitur rumit yang jika tidak demikian akan memerlukan beberapa operasi atau bahkan tidak dapat diproduksi sama sekali. Untuk komponen presisi mesin CNC dengan kontur kompleks—misalnya komponen aerospace atau implan medis—kemampuan 5-sumbu sering kali terbukti sangat penting.
Pemesinan Sekrup Swiss untuk Geometri Kompleks
Ketika kebutuhan komponen pemesinan presisi Anda mencakup komponen kecil dan ramping dengan fitur-fitur rumit, pemesinan sekrup Swiss menawarkan kemampuan yang tidak dapat dicapai oleh mesin bubut konvensional. Teknologi ini awalnya dikembangkan untuk pembuatan jam tangan, dan sangat unggul dalam memproduksi komponen panjang dan tipis tanpa masalah lendutan yang sering terjadi pada operasi pembubutan standar.
Apa yang membedakan mesin Swiss? Benda kerja didukung oleh bushing penuntun yang berada sangat dekat dengan titik pemotongan, sehingga memberikan stabilitas luar biasa. Desain ini memungkinkan pemesinan komponen dengan rasio panjang-terhadap-diameter yang pada peralatan konvensional akan menyebabkan getaran dan ketidakakuratan. Menurut Kremin Inc. , mesin bubut Swiss sangat tak tergantikan dalam industri medis, dirgantara, elektronik, dan pembuatan jam tangan, di mana presisi dan ukuran komponen yang kecil merupakan faktor krusial.
Banyak mesin Swiss juga dilengkapi dengan peralatan aktif—peralatan berputar yang dapat melakukan operasi frais saat poros utama memegang benda kerja. Artinya, komponen frais CNC kompleks dengan fitur baik putar maupun frais dapat dihasilkan secara lengkap dalam satu operasi saja.
Membandingkan Proses Manufaktur Secara Sekilas
Memilih proses pemesinan komponen yang tepat bergantung pada geometri komponen Anda, toleransi yang dibutuhkan, serta bahan yang digunakan. Perbandingan ini membantu Anda mencocokkan kebutuhan Anda dengan pendekatan manufaktur yang sesuai:
| Jenis proses | Aplikasi Terbaik | Toleransi Tipikal | Kompatibilitas Materi |
|---|---|---|---|
| Pembubutan CNC | Komponen silindris: poros, pin, bushing, fitting | ±0,025 mm (±0,001 inci) | Logam, plastik teknik, paduan |
| Cnc milling | Komponen prismatik: rumah (housing), braket, pelat dengan rongga dan alur | ±0,05 mm (±0,002 inci) | Baja, aluminium, titanium, plastik, komposit |
| Pemesinan Sekrup Swiss | Komponen kecil dan ramping: pin medis, konektor elektronik, suku cadang jam tangan | ±0,005 mm (±0,0002 inci) | Kuningan, baja tahan karat, titanium, aluminium |
| Pemesinan Multi-Sumbu (5-Sumbu) | Geometri kompleks: bilah turbin, impeler, implan ortopedi | ±0,01–0,02 mm (±0,0004–0,0008 inci) | Semua logam yang dapat dimesin, paduan berkinerja tinggi |
Perhatikan bagaimana batas toleransi semakin ketat seiring Anda beralih ke peralatan yang lebih khusus. Korelasi antara kemampuan dan presisi ini merupakan alasan mengapa memahami proses-proses tersebut sangat penting—hal ini membantu Anda menghindari spesifikasi yang terlalu rendah (sehingga menghasilkan komponen yang tidak memadai) maupun spesifikasi yang terlalu tinggi (sehingga membayar harga premium untuk kemampuan yang sebenarnya tidak Anda butuhkan).
Dengan pemahaman jelas tentang cara kerja proses-proses manufaktur ini, Anda kini siap menjelajahi titik keputusan kritis lainnya: memilih bahan yang tepat untuk komponen hasil pemesinan Anda.

Panduan Pemilihan Bahan untuk Komponen Berbentuk
Memilih bahan yang salah dapat menggagalkan seluruh proyek Anda. Bayangkan merancang komponen yang sempurna, hanya untuk menyaksikannya mengalami korosi di lapangan, melengkung di bawah beban, atau membengkakkan anggaran karena Anda menentukan paduan eksotis padahal baja standar sudah cukup memadai. Pemilihan bahan berada di persimpangan antara kinerja teknik dan realitas ekonomi—dan memilihnya dengan tepat memerlukan pemahaman tentang bagaimana logam serta plastik berbeda berperilaku dalam kondisi dunia nyata.
Ketika mencari suku cadang logam yang dibubut dari produsen , Anda akan menemui berbagai pilihan yang luas. Setiap bahan menawarkan keunggulan dan kompromi tersendiri dalam hal kekuatan mekanis, ketahanan terhadap korosi, berat, serta biaya. Mari kita bahas kategori utamanya agar Anda dapat mencocokkan kebutuhan Anda dengan pilihan yang paling optimal.
Paduan Baja untuk Kekuatan dan Ketahanan
Baja tetap menjadi tulang punggung manufaktur industri—dan ada alasan kuat di balik hal tersebut. Kombinasi kekuatan, kekerasan, dan keterjangkauannya menjadikan baja pilihan utama untuk aplikasi yang menuntut integritas struktural dan ketahanan terhadap keausan. Namun, tidak semua jenis baja memiliki kesetaraan kualitas.
Baja lunak (seperti 1018 dan 1045) menawarkan kemampuan pemesinan dan pengelasan yang sangat baik dengan harga ekonomis. Menurut Hubs, baja lunak 1018 merupakan grade yang paling umum digunakan, memberikan ketangguhan, kekuatan, serta kekerasan yang memadai untuk aplikasi serba guna. Baja-baja ini cocok digunakan untuk jig, fixture, dan komponen struktural, di mana perlindungan terhadap korosi dapat ditambahkan melalui pelapisan atau pengecatan.
Baja paduan (seperti 4140 dan 4340) meningkatkan kinerja secara signifikan. Baja-baja ini dapat diperlakukan panas (heat treated) untuk mencapai kekerasan dan kekuatan yang lebih tinggi tanpa mengorbankan ketangguhannya. Jika komponen baja khusus Anda harus menahan beban tinggi, benturan berulang, atau kondisi keausan yang berat, baja paduan membenarkan premi biaya tambahannya yang relatif kecil.
Stainless steels memasukkan ketahanan terhadap korosi ke dalam pertimbangan. Kandungan kromium (biasanya di atas 10,5%) membentuk lapisan pasivasi pelindung yang tahan terhadap karat dan serangan kimia. Kelas 304 cocok untuk sebagian besar aplikasi umum, sedangkan kelas 316 menawarkan ketahanan unggul terhadap lingkungan bersalinitas—yang sangat penting untuk peralatan kelautan atau proses kimia.
Komprominya? Baja tahan karat lebih sulit dibubut dibandingkan baja lunak, sehingga meningkatkan biaya pemesinan komponen logam. Keausan alat pemotong meningkat, dan pengerasan akibat deformasi dapat mempersulit operasi pemotongan. Meskipun demikian, daya tahan jangka panjangnya sering kali lebih besar dibandingkan biaya awal yang lebih tinggi.
Aplikasi Aluminium pada Komponen Ringan
Ketika pengurangan berat menjadi faktor penting—baik untuk efisiensi bahan bakar, portabilitas, maupun pengurangan inersia pada assembli bergerak—paduan aluminium memberikan kinerja luar biasa. Dengan kerapatan sekitar sepertiga dari baja, aluminium memungkinkan desain-desain yang akan menjadi terlalu berat secara tidak praktis jika menggunakan logam ferrous.
Selain mengurangi berat, aluminium juga menawarkan kemampuan pemesinan yang luar biasa. Resistansi pemotongan yang lebih rendah berarti waktu siklus lebih cepat, keausan alat lebih sedikit, serta hasil permukaan yang sangat baik. Hal ini secara langsung berdampak pada penurunan biaya pemesinan, sehingga aluminium menjadi pilihan yang sangat menarik baik untuk pembuatan prototipe maupun produksi dalam volume tinggi.
Aluminium 6061 merupakan paduan serba guna yang paling umum digunakan. Sifat-sifat seimbangnya—rasio kekuatan terhadap berat yang baik, ketahanan korosi, serta kemampuan pemesinan yang sangat baik—membuatnya cocok untuk berbagai aplikasi, mulai dari rangka otomotif hingga pelindung perangkat elektronik. Data industri menegaskan bahwa 6061 merupakan pilihan aluminium yang paling ekonomis dan paling tersedia luas untuk pemesinan CNC.
Aluminium 7075 ditujukan untuk aplikasi berkinerja tinggi. Paduan kelas aerospace ini mendekati kekuatan baja setelah perlakuan panas, sehingga ideal untuk komponen struktural pesawat terbang, peralatan panjat tebing, serta suku cadang sepeda balap. Harga premium yang dikenakan mencerminkan sifat mekanisnya yang unggul.
Pertimbangan penting satu: meskipun aluminium secara alami tahan terhadap korosi atmosfer, bahan ini dapat bereaksi dengan bahan kimia tertentu dan logam yang berbeda jenisnya. Anodisasi menciptakan lapisan pelindung yang keras guna meningkatkan ketahanan serta memungkinkan penyelesaian permukaan berwarna—operasi sekunder umum untuk komponen logam presisi hasil pemesinan.
Bahan Khusus untuk Lingkungan Ekstrem
Kadang-kadang bahan standar tidak mampu bertahan menghadapi tuntutan aplikasi Anda. Suhu ekstrem, bahan kimia agresif, atau persyaratan mekanis yang tidak biasa memerlukan paduan khusus dan plastik canggih.
Titanium menggabungkan kekuatan luar biasa dengan berat sekitar 45% lebih ringan dibandingkan baja. Ketahanan korosinya setara atau bahkan melampaui baja tahan karat, serta mempertahankan sifat-sifatnya pada suhu tinggi. Titanium sering dipilih untuk aplikasi dirgantara, implan medis, dan kelautan—meskipun harganya jauh lebih tinggi. Tantangannya? Konduktivitas termal titanium yang rendah dan kecenderungannya mengeras akibat pengerjaan (work-hardening) membuat operasi pemesinan logam menjadi menantang. Harapkan waktu siklus yang lebih panjang, kebutuhan peralatan khusus, serta harga yang sesuai—lebih tinggi.
Kuningan unggul dalam aplikasi yang memerlukan gesekan rendah, konduktivitas listrik, atau permukaan yang menarik secara estetika. Komponen kuningan khusus dapat dimesin dengan sangat baik—kuningan kerap disebut sebagai salah satu logam paling mudah dipotong. Hal ini menjadikannya hemat biaya untuk produksi volume tinggi komponen katup, konektor listrik, dan perlengkapan dekoratif. Ketahanan korosi alaminya (meskipun lebih rendah dibandingkan baja tahan karat) cocok untuk banyak aplikasi perpipaan dan kelautan.
Plastik teknik menawarkan sifat unik yang tidak dapat dicapai oleh logam. Bahan seperti PEEK mampu menahan suhu kontinu hingga 250°C sekaligus memberikan ketahanan kimia dan isolasi listrik. Nylon memberikan ketahanan aus yang sangat baik untuk roda gigi dan busing, sedangkan POM (Delrin) menawarkan gesekan rendah dan stabilitas dimensi tinggi. Bahan-bahan ini memiliki berat hanya sebagian kecil dari logam, sehingga sering kali menyederhanakan proses perakitan dan mengurangi beban sistem.
Perbandingan Material Sekilas
Tabel ini merangkum faktor-faktor penentu utama untuk berbagai bahan komponen yang dibubut:
| Bahan | Rentang Kekuatan Tarik | Ketahanan terhadap Korosi | Faktor berat | Tingkat Biaya | Aplikasi Ideal |
|---|---|---|---|---|---|
| Baja Lunak (1018/1045) | 370–585 MPa | Rendah (Membutuhkan lapisan) | Tinggi (7,8 g/cm³) | $ | Komponen struktural, alat bantu perakitan (jig dan fixture), mesin umum |
| Baja Tahan Karat (304/316) | 515–620 MPa | Luar biasa | Tinggi (8,0 g/cm³) | $$ | Pengolahan makanan, peralatan medis, kelautan, dan kimia |
| Aluminium (6061/7075) | 275–570 MPa | Baik (sangat baik dengan anodisasi) | Rendah (2,7 g/cm³) | $–$$ | Struktur dirgantara, otomotif, pelindung elektronik |
| Kuningan (C36000) | 310–380 MPa | Bagus sekali | Tinggi (8,5 g/cm³) | $$ | Konektor listrik, katup, perlengkapan dekoratif |
| Titanium (Grade 5) | 830–1170 MPa | Luar biasa | Sedang (4,4 g/cm³) | $$$$ | Aerospace, implan medis, balap performa tinggi |
| Plastik Teknik (PEEK/Nilon) | 45–100 MPa | Sangat Baik (kimia) | Sangat Rendah (1,1–1,4 g/cm³) | $$–$$$ | Bantalan, isolator, perangkat medis, komponen tahan makanan |
Ketika Paduan Khusus Layak Dibayar Lebih Mahal
Keputusan untuk beralih dari material standar tidak boleh diambil secara sembarangan—namun demikian, keputusan ini juga tidak boleh dihindari ketika kondisi tertentu mengharuskannya. Pertimbangkan penggunaan paduan khusus ketika:
- Konsekuensi kegagalan sangat berat – Komponen pesawat terbang, implan medis, dan sistem kritis keselamatan membenarkan penggunaan material berkualitas tinggi guna meminimalkan risiko
- Lingkungan operasional bersifat ekstrem – Suhu tinggi, bahan kimia korosif, atau paparan air laut dapat merusak material standar secara cepat
- Pengurangan berat meningkatkan kinerja sistem – Dalam aplikasi dirgantara dan otomotif, penurunan massa meningkatkan efisiensi bahan bakar dan kemampuan manuver
- Biaya siklus hidup total lebih menguntungkan ketika ketahanan menjadi prioritas – Komponen titanium yang bertahan selama 20 tahun mungkin lebih murah dibandingkan mengganti komponen baja setiap 5 tahun sekali
Sebaliknya, menentukan penggunaan bahan eksotis untuk lingkungan yang tidak agresif justru membuang-buang anggaran. Komponen baja tahan karat dalam aplikasi dalam ruangan kering sering kali merupakan biaya yang tidak perlu, mengingat baja lunak dengan lapisan yang sesuai akan memberikan kinerja yang identik.
Dengan pemahaman yang jelas mengenai pilihan bahan dan kompromi yang terkait dengannya, Anda kini telah siap menetapkan persyaratan yang menyeimbangkan kebutuhan kinerja dengan realitas anggaran. Pertimbangan kritis berikutnya? Memahami standar toleransi—karena pilihan bahan yang sempurna pun menjadi tidak berarti jika komponen Anda tidak pas satu sama lain sebagaimana dirancang.
Penjelasan Standar Toleransi dan Spesifikasi Presisi
Anda telah memilih bahan yang sempurna. Desain Anda tampak tanpa cacat di layar. Namun, di sinilah banyak proyek mengalami kendala: menentukan batas toleransi yang justru sangat mahal untuk dipenuhi atau gagal memenuhi persyaratan fungsional Anda. Memahami spesifikasi komponen presisi yang dikerjakan dengan mesin bukan sekadar pengetahuan teknis—melainkan perbedaan antara komponen yang pas sempurna dan kesalahan mahal yang mengharuskan pengerjaan ulang.
Toleransi menentukan variasi yang diperbolehkan dalam dimensi suatu komponen. Bayangkan toleransi sebagai margin kesalahan yang dapat diterima. Sebuah poros dengan diameter desain 10 mm dan toleransi ±0,02 mm sebenarnya dapat berukuran antara 9,98 mm hingga 10,02 mm dan tetap dianggap dapat diterima. Detail yang tampak kecil ini memiliki implikasi besar terhadap biaya maupun fungsi.
Membaca Kode Kelas Toleransi dan Implikasinya
Saat meninjau penawaran harga dari produsen komponen presisi yang dikerjakan dengan mesin, Anda akan menemui berbagai spesifikasi toleransi. Menurut standar industri , toleransi pemesinan CNC standar sebesar ±0,25 mm (±0,010") merupakan kemampuan dasar untuk sebagian besar operasi manufaktur presisi. Tingkat toleransi ini memperhitungkan variasi normal dalam akurasi mesin, efek termal, keausan alat potong, dan pengulangan penyetelan, sambil tetap mempertahankan laju produksi yang ekonomis.
Namun, apa arti sebenarnya kelas-kelas toleransi berbeda tersebut bagi proyek Anda? Berikut penjelasan praktisnya:
- Toleransi standar (±0,25 mm / ±0,010") – Cocok untuk dimensi non-kritis, komponen struktural umum, dan bagian-bagian di mana kecocokan (fit) tidak memerlukan ketelitian ekstrem. Opsi paling hemat biaya.
- Toleransi halus (±0,125 mm / ±0,005") – Diperlukan untuk komponen mesin presisi dengan persyaratan kecocokan (fit) sedang, komponen bergerak, serta perakitan yang membutuhkan penyelarasan (alignment) andal.
- Toleransi presisi (±0,05 mm / ±0,002") – Diperlukan untuk komponen hasil pemesinan presisi tinggi dalam aplikasi menuntut, seperti rumah bantalan (bearing housings), komponen hidrolik, dan perakitan presisi.
- Toleransi ultra-presisi (±0,0125 mm / ±0,0005") – Direservasi untuk komponen berpresisi tinggi yang diproses dengan mesin di bidang dirgantara, peralatan medis, dan peralatan optik, di mana akurasi tingkat mikron mutlak tidak dapat dikompromikan.
Setiap pengetatan toleransi memerlukan peralatan yang lebih canggih, pengendalian lingkungan yang ketat, serta protokol inspeksi yang lebih rumit. Seperti dicatat Modus Advanced, pencapaian toleransi ultra-presisi menuntut lingkungan bersuhu terkendali dengan fluktuasi ±0,5°C, isolasi getaran, serta spindle presisi tinggi—yang menambah biaya dasar sebesar 100–200%.
Kapan Toleransi Ketat Benar-Benar Penting
Berikut adalah kenyataan yang tak nyaman: banyak pembeli menetapkan spesifikasi toleransi terlalu ketat tanpa memahami implikasi biayanya. Meminta komponen hasil pemesinan CNC presisi dengan toleransi ±0,01 mm padahal toleransi ±0,1 mm akan berfungsi secara identik justru membuang anggaran secara tidak perlu.
Lalu, kapan toleransi ketat benar-benar penting? Fokuslah pada skenario berikut:
- Permukaan yang saling berpasangan – Di mana dua komponen harus saling terpasang dengan jarak bebas (clearance) atau interferensi tertentu
- Rangkaian rotasi – Poros, bantalan, dan rumah bantalan yang memerlukan konsentrisitas yang konsisten
- Permukaan penyegel – Area di mana penahanan cairan atau gas bergantung pada kecocokan yang presisi
- Fitur penyelarasan kritis – Lubang pemasangan, pin penentu posisi, dan permukaan acuan
Untuk dimensi non-kritis—panjang keseluruhan braket, lebar permukaan non-pasangan, atau posisi lubang pemasangan dengan jarak bebas yang cukup besar—toleransi standar biasanya sudah memadai. Menurut Abra Engineering , toleransi yang terlalu ketat meningkatkan biaya manufaktur tanpa menambah nilai fungsional, sehingga optimalisasi toleransi menjadi penting untuk efisiensi biaya.
Menetapkan Persyaratan Tanpa Over-Engineering
Bagaimana cara Anda menyampaikan persyaratan toleransi secara efektif tanpa menaikkan biaya? Mulailah dengan membedakan antara dimensi kritis dan non-kritis pada gambar teknis Anda.
Terapkan toleransi paling ketat hanya di area-area di mana fungsi mengharuskannya. Sebuah komponen yang dikerjakan secara presisi mungkin memerlukan toleransi ±0,025 mm pada dudukan bantalan, sementara dapat menerima toleransi ±0,25 mm pada tinggi keseluruhan. Pendekatan selektif ini memungkinkan produsen memfokuskan sumber daya mereka di area-area di mana presisi benar-benar diperlukan.
Pertimbangkan Geometric Dimensioning and Tolerancing (GD&T) untuk persyaratan yang kompleks. Protolabs menjelaskan bahwa GD&T mengontrol hubungan antar fitur—seperti ketegaklurusan, konsentrisitas, dan posisi sejati—lebih efektif dibandingkan toleransi bilateral sederhana. Pendekatan ini memberikan pengendalian kualitas yang lebih mendalam sekaligus menghindari ambiguitas mengenai arti sebenarnya dari istilah "dalam toleransi" untuk aplikasi Anda.
Jangan lupa spesifikasi kehalusan permukaan. Hasil akhir standar sebesar 63 µin untuk permukaan datar dan 125 µin untuk permukaan melengkung memenuhi sebagian besar aplikasi. Menentukan kehalusan permukaan yang lebih halus menambahkan proses pemolesan dan biaya—hal ini layak dilakukan untuk permukaan penyegel atau komponen estetika, namun tidak diperlukan di tempat lain.
Akhirnya, diskusikan persyaratan toleransi dengan calon produsen sebelum menetapkan spesifikasi secara final. Pemasok suku cadang pemesinan presisi yang berpengalaman sering kali dapat mengusulkan pendekatan alternatif yang mampu mencapai tujuan fungsional Anda dengan biaya lebih rendah. Mereka mungkin mengidentifikasi bagian spesifikasi Anda yang melampaui kapabilitas standar mereka—sehingga memerlukan harga premium—padahal penyesuaian kecil saja sudah cukup untuk tetap berada dalam kisaran ekonomis.
Setelah persyaratan toleransi dipahami secara jelas, Anda siap mengevaluasi faktor penting lainnya yang membedakan produsen yang kompeten dari yang lain: sertifikasi mutu dan jaminan nyata yang diberikannya terkait suku cadang yang akan Anda terima.
Sertifikasi Mutu dan Standar Inspeksi yang Penting
Anda telah menemukan sebuah produsen yang mencantumkan sertifikasi mengesankan di situs web mereka—ISO 9001, IATF 16949, AS9100. Namun, apa sebenarnya jaminan yang diberikan akronim-akronim ini terkait produk hasil pemesinan presisi yang akan Anda terima? Banyak pembeli memperlakukan sertifikasi sebagai sekadar centang pada daftar periksa, bukan sebagai indikator kualitas yang bermakna. Memahami persyaratan masing-masing sertifikasi membantu Anda menilai apakah sistem mutu produsen tersebut benar-benar sesuai dengan tuntutan proyek Anda.
Sertifikasi mutu merupakan verifikasi pihak ketiga bahwa suatu produsen menerapkan proses yang terdokumentasi, mempertahankan standar yang konsisten, serta terus-menerus meningkatkan operasionalnya. Sertifikasi ini bukan sekadar plakat yang dipajang di dinding—melainkan menunjukkan pendekatan sistematis dalam pembuatan komponen presisi yang dapat mengurangi cacat, menjamin ketertelusuran, serta melindungi rantai pasok Anda.
ISO 9001 dan Apa yang Dijamin olehnya
ISO 9001 berfungsi sebagai fondasi manajemen mutu di berbagai industri di seluruh dunia. Dengan lebih dari satu juta organisasi bersertifikat secara global, standar ini menetapkan persyaratan dasar bagi setiap sistem manajemen mutu yang andal.
Apa saja persyaratan sebenarnya dari ISO 9001? Sertifikasi ini mengharuskan adanya prosedur tertulis, pelaksanaan proses yang konsisten, serta bukti perbaikan berkelanjutan. Para produsen harus mampu menunjukkan fokus pada pelanggan, pemikiran berbasis risiko, dan penetapan tujuan mutu yang dapat diukur. Ketika Anda membeli suku cadang presisi yang dibuat dengan mesin dari pemasok yang bersertifikat ISO 9001, Anda bekerja sama dengan organisasi yang telah menerapkan sistem-sistem berikut:
- Dokumentasi proses – Prosedur tertulis menjamin operasi yang konsisten, terlepas dari operator mana yang mengoperasikan peralatan
- Pelacakan kebutuhan pelanggan – Sistem menangkap dan memverifikasi spesifikasi Anda di seluruh tahap produksi
- Protokol tindakan korektif – Ketika muncul masalah, analisis akar masalah mencegah terulangnya kembali
- Tinjauan Manajemen – Pimpinan secara berkala mengevaluasi kinerja mutu dan mendorong perbaikan
Untuk aplikasi industri umum, sertifikasi ISO 9001 memberikan jaminan yang memadai bahwa suatu produsen beroperasi secara profesional. Namun, sertifikasi khusus sektor membangun fondasi ini dengan persyaratan tambahan yang disesuaikan khusus untuk sektor tertentu.
IATF 16949 untuk Rantai Pasok Otomotif
Jika Anda mencari komponen CNC presisi untuk aplikasi otomotif, sertifikasi IATF 16949 menjadi wajib. Standar ini dikembangkan oleh International Automotive Task Force bekerja sama dengan ISO, dan menambahkan persyaratan khusus otomotif di atas kepatuhan terhadap ISO 9001.
Menurut para pakar sertifikasi , IATF 16949 berfokus khusus pada pencegahan cacat, keterlacakan rantai pasok, serta pengurangan variasi dalam proses produksi—yang merupakan hal krusial ketika komponen tersebut digunakan dalam kendaraan yang mengangkut penumpang. Produsen otomotif besar mewajibkan sertifikasi ini bagi pemasok tingkat 1 (Tier 1) dan tingkat 2 (Tier 2) mereka.
Apa yang membuat IATF 16949 lebih ketat dibandingkan ISO 9001? Standar otomotif ini mewajibkan:
- Persyaratan keselamatan produk – Protokol khusus yang menjamin komponen tidak menimbulkan bahaya keselamatan
- Persyaratan Khusus Pelanggan – Setiap produsen otomotif utama menetapkan harapan kualitas unik tersendiri
- Perencanaan darurat – Tanggapan terdokumentasi terhadap gangguan rantai pasok
- Manajemen Garansi – Sistem pelacakan kegagalan di lapangan dan memungkinkan penarikan kembali produk bila diperlukan
- Pengembangan pemasok – Persyaratan yang memperluas sistem kualitas hingga ke pemasok tingkat bawah
Untuk manufaktur komponen presisi yang ditujukan bagi aplikasi otomotif, sertifikasi IATF 16949 menunjukkan bahwa produsen tersebut siap memenuhi harapan kualitas ketat yang ditetapkan industri. Fasilitas seperti Shaoyi Metal Technology mempertahankan sertifikasi ini bersama dengan protokol Pengendalian Proses Statistik (SPC) yang ketat, sehingga mampu menghasilkan komponen berketelitian tinggi dengan konsistensi yang dibutuhkan oleh rantai pasok otomotif.
Persyaratan AS9100 untuk Komponen Dirgantara
Aplikasi dirgantara menuntut sistem kualitas yang bahkan lebih ketat. Sertifikasi AS9100 secara khusus mengatasi persyaratan dirgantara, memverifikasi bahwa komponen memenuhi standar keselamatan, kualitas, dan teknis yang diperlukan oleh industri penerbangan.
Mengapa dirgantara memerlukan sertifikasi tersendiri? Komponen pada pesawat terbang beroperasi dalam kondisi ekstrem—variasi suhu, getaran, perubahan tekanan—di mana konsekuensi kegagalan dapat bersifat bencana. AS9100 menambahkan persyaratan untuk manajemen konfigurasi, inspeksi artikel pertama, dan peningkatan ketertelusuran yang melampaui tuntutan sertifikasi manufaktur umum.
Memahami Pengendalian Proses Statistik
Selain sertifikasi, tanyakan kepada calon produsen mengenai metode inspeksi dan proses pengendalian kualitas mereka. Pengendalian Proses Statistik (SPC) merupakan pendekatan berbasis data untuk menjaga konsistensi sepanjang proses produksi.
Alih-alih memeriksa komponen jadi dan menolak cacat, SPC memantau parameter produksi secara real-time. Diagram kendali melacak dimensi kritis, mengidentifikasi tren sebelum menghasilkan komponen di luar batas toleransi. Pendekatan proaktif ini mengurangi limbah produksi, meningkatkan hasil, serta memberikan bukti terdokumentasi bahwa produk presisi Anda tetap berada dalam spesifikasi sepanjang proses manufaktur.
Produsen yang berinvestasi dalam sistem SPC menunjukkan komitmen terhadap pembuatan komponen presisi yang melampaui persyaratan sertifikasi minimum. Saat mengevaluasi pemasok komponen presisi, tanyakan mengenai kapabilitas pengukuran mereka, frekuensi inspeksi, serta cara mereka mendokumentasikan data kualitas untuk tinjauan pelanggan.
Referensi Cepat Sertifikasi Utama
Sesuaikan persyaratan aplikasi Anda dengan tingkat sertifikasi yang tepat:
- ISO 9001 – Fondasi manajemen mutu universal; cocok untuk aplikasi industri umum
- IATF 16949 – Persyaratan industri otomotif; wajib bagi pemasok komponen kendaraan
- AS9100 – Standar aerospace dan pertahanan; wajib diterapkan untuk suku cadang dan perakitan pesawat terbang
- ISO 13485 – Manufaktur peralatan medis; menjamin keselamatan pasien dan kepatuhan terhadap regulasi
- ISO 14001 – Manajemen lingkungan; menunjukkan praktik manufaktur yang berkelanjutan
Sertifikasi memberi tahu Anda sistem apa saja yang telah diterapkan oleh produsen—namun sertifikasi tidak menjelaskan apakah produsen tersebut benar-benar cocok untuk proyek spesifik Anda. Langkah berikutnya melibatkan penilaian terhadap kapabilitas, komunikasi, dan rekam jejak guna menyusun daftar pendek pemasok yang memenuhi syarat.
Cara Menilai dan Memilih Produsen yang Tepat
Anda telah meninjau sertifikasi, mempelajari kapabilitas, serta mengumpulkan sejumlah calon pemasok. Kini tiba bagian yang paling menantang—memilah produsen suku cadang berpresisi yang benar-benar memenuhi syarat dari mereka yang hanya andal dalam pemasaran. Perbedaan antara kemitraan yang sukses dan kesalahan mahal sering kali ditentukan oleh seberapa teliti Anda melakukan verifikasi terhadap calon pemasok sebelum mengambil komitmen.
Memilih produsen suku cadang presisi yang tepat bukanlah tentang menemukan penawaran harga terendah. Melainkan tentang mengidentifikasi mitra yang kemampuan, sistem kualitas, dan gaya komunikasinya selaras dengan tuntutan proyek Anda. Mari kita bahas pendekatan sistematis yang melindungi kepentingan Anda serta meningkatkan peluang menemukan pemasok andal dalam jangka panjang.
Penilaian Kemampuan di Atas Klaim Pemasaran
Setiap situs web produsen suku cadang berbentuk mesin memamerkan daftar peralatan mengesankan dan testimonial yang memuji. Namun, bagaimana Anda memverifikasi bahwa klaim-klaim tersebut sesuai dengan kenyataan? Mulailah dengan melihat lebih dalam dari permukaan.
Menurut para pakar industri , mengevaluasi produsen suku cadang CNC memerlukan pemeriksaan terhadap infrastruktur teknis, keahlian tim, serta skalabilitas produksi mereka. Periksa apakah mereka menggunakan mesin bubut CNC canggih, mesin frais, dan mesin pengukur koordinat (CMM). Tim teknik mereka harus menunjukkan penguasaan terhadap perangkat lunak CAD/CAM dan pemesinan multi-sumbu—bukan sekadar memiliki peralatan tersebut.
Minta informasi spesifik mengenai model mesin, kecepatan spindle, ruang kerja (working envelopes), dan akurasi posisi. Sebuah produsen suku cadang khusus yang mengklaim kemampuan 5-sumbu seharusnya dengan mudah memberikan rincian peralatan aktual yang dimilikinya, bukan pernyataan umum yang tidak jelas. Tanyakan mengenai tingkat kompleksitas suku cadang yang biasa mereka kerjakan serta apakah proyek Anda berada dalam zona kenyamanan mereka atau justru menantang batas kemampuan mereka.
Jangan abaikan pertimbangan kapasitas. Fasilitas produsen suku cadang presisi yang beroperasi pada tingkat pemanfaatan 95% mungkin kesulitan memenuhi jadwal Anda. Memahami beban kerja saat ini dan tren pertumbuhan mereka membantu Anda menilai apakah mereka mampu berkembang sesuai kebutuhan Anda.
Tanda Peringatan Saat Menyeleksi Pemasok Potensial
Pengalaman mengajarkan pembeli untuk mengenali tanda peringatan sejak dini. Waspadai tanda-tanda peringatan umum berikut yang sering kali mengindikasikan masalah di masa depan:
- Keengganan untuk membagikan referensi – Produsen mapan dengan senang hati menghubungkan Anda dengan pelanggan yang puas
- Jawaban tidak jelas mengenai toleransi – Bengkel yang kompeten berbicara secara tepat mengenai kemampuan dan keterbatasan mereka
- Kutipan harga yang sangat rendah – Harga yang jauh di bawah pesaing sering kali menunjukkan penghematan kualitas tersembunyi atau taktik umpan-dan-ganti
- Respons komunikasi yang buruk – Jika memperoleh jawaban memakan waktu berhari-hari selama proses penawaran, bayangkanlah bagaimana penanganan masalah produksi
- Penolakan terhadap kunjungan fasilitas – Produsen suku cadang mesin terkemuka dengan senang hati menerima audit dari pelanggan
- Sertifikasi yang hilang atau kedaluwarsa – Sertifikasi mutu mensyaratkan audit berkala; sertifikat yang telah kedaluwarsa menunjukkan sistem yang diabaikan
Para ahli dalam due diligence vendor menekankan bahwa reputasi pemasok sering kali merupakan indikator andal terhadap keandalannya, kualitas produk, serta layanan pelanggan. Periksa forum industri, rekomendasi di LinkedIn, dan studi kasus yang tersedia sebelum mengambil komitmen.
Pertimbangan Manufaktur Domestik versus Luar Negeri
Keputusan antara manufaktur domestik versus luar negeri melibatkan lebih dari sekadar harga per unit. Menurut survei Thomas, 83% produsen Amerika Utara telah mengevaluasi reshoring akibat kerentanan rantai pasok yang terungkap dalam beberapa tahun terakhir.
Pemesinan lepas pantai mungkin menawarkan biaya per unit yang lebih rendah, namun pertimbangkan total biaya kedatangan (landed cost), termasuk biaya pengiriman, bea cukai, biaya penyimpanan persediaan, dan persyaratan inspeksi kualitas. Tantangan komunikasi akibat perbedaan zona waktu, kekhawatiran terkait kekayaan intelektual, serta waktu tunggu yang lebih panjang sering kali mengikis penghematan yang tampak.
Manufaktur domestik memberikan kolaborasi yang lebih dekat, iterasi yang lebih cepat selama tahap pengembangan, serta risiko rantai pasok yang lebih rendah. Ketika perubahan rekayasa muncul—dan pasti akan muncul—pemasok lokal dapat menerapkan modifikasi dalam hitungan hari, bukan minggu. Untuk proyek yang sensitif terhadap waktu atau aplikasi yang memerlukan kendali kualitas ketat, premi domestik sering kali terbukti layak.
Daftar Periksa Evaluasi Langkah demi Langkah Anda
Ikuti proses sistematis ini untuk mengevaluasi dan membandingkan calon pemasok secara objektif:
- Tentukan kebutuhan Anda secara jelas – Dokumentasikan volume, toleransi, bahan, sertifikasi yang diperlukan, serta ekspektasi jadwal sebelum menghubungi pemasok
- Saring kemampuan awal – Tinjau situs web, daftar peralatan, dan sertifikasi untuk menyusun daftar pendek calon pemasok yang berpotensi memenuhi syarat
- Mintalah Penawaran Rinci – Berikan spesifikasi yang identik kepada setiap pemasok; bandingkan tidak hanya harga tetapi juga waktu tunggu, ketentuan pembayaran, dan layanan yang termasuk di dalamnya
- Verifikasi sertifikasi secara independen – Periksa basis data sertifikasi untuk memastikan keberlakuan terkini, bukan hanya mengandalkan logo yang ditampilkan
- Lakukan pemeriksaan referensi – Ajukan pertanyaan kepada pelanggan yang sudah ada mengenai konsistensi kualitas, komunikasi, serta penyelesaian masalah
- Evaluasi stabilitas keuangan – Minta laporan keuangan atau laporan kredit untuk menilai kelangsungan usaha jangka panjang, terutama untuk komponen kritis
- Jadwalkan kunjungan ke fasilitas atau tur virtual – Amati secara langsung kondisi peralatan, kerapian tempat kerja, serta keahlian tim
- Mulai dengan pesanan prototipe – Uji hubungan kerja melalui proyek kecil sebelum berkomitmen pada volume produksi
Membangun Kemitraan Manufaktur Jangka Panjang
Menemukan pemasok yang berkualifikasi hanyalah permulaan. Hubungan pembeli-manufaktur yang paling sukses berkembang menjadi kemitraan sejati, di mana kedua belah pihak berinvestasi demi kesuksesan bersama.
Cari produsen yang menawarkan masukan Desain untuk Kemudahan Manufaktur (DFM)—saran-saran yang meningkatkan kualitas komponen Anda sekaligus mengurangi biaya produksi. Sebuah produsen komponen berbahan logam yang bersedia merekomendasikan modifikasi desain menunjukkan keahlian dan mentalitas kemitraan yang melampaui sekadar mengikuti instruksi.
Evaluasi pendekatan mereka dalam pemecahan masalah. Ketika masalah tak terelakkan muncul, apakah mereka berkomunikasi secara proaktif atau justru menyembunyikan masalah hingga berkembang menjadi krisis? Panduan industri menegaskan bahwa komunikasi yang responsif dan jelas memastikan Anda tidak dibiarkan dalam ketidakpastian ketika tantangan muncul.
Pertimbangkan juga dukungan purna jual. Apakah pemasok menawarkan garansi, penggantian, atau bantuan teknis ketika suku cadang tidak berfungsi sebagaimana mestinya? Produsen berkualitas mendukung sepenuhnya hasil kerja mereka dan memandang setiap proyek sebagai peluang untuk memperkuat hubungan kerja sama.
Upaya yang diinvestasikan dalam evaluasi menyeluruh akan memberikan manfaat sepanjang hubungan manufaktur Anda. Setelah mitra yang andal teridentifikasi, langkah selanjutnya adalah menyiapkan paket Permintaan Penawaran Harga (RFQ) yang memungkinkan penawaran harga akurat dan peluncuran produksi yang lancar.
Menyusun RFQ Anda dan Memahami Waktu Tunggu
Anda telah mengidentifikasi pemasok yang memenuhi syarat serta mengevaluasi kapabilitas mereka. Kini tiba saat yang menentukan apakah Anda akan menerima penawaran harga yang akurat atau permintaan klarifikasi berulang yang membingungkan: menyusun Permintaan Penawaran Harga (RFQ) Anda. Paket RFQ yang tersusun dengan baik tidak hanya mempercepat proses penawaran harga—tetapi juga membangun kredibilitas Anda sebagai pembeli profesional dan menjadi fondasi bagi hubungan manufaktur yang lancar.
Anggap permintaan penawaran harga (RFQ) Anda sebagai alat komunikasi. Semakin lengkap dan terorganisir informasi yang Anda sampaikan, semakin cepat produsen dapat menilai proyek Anda dan memberikan penawaran harga yang kompetitif. Permintaan yang tidak lengkap memicu keterlambatan karena tim penjualan harus mengejar detail yang hilang—sering kali menambah durasi hingga berhari-hari atau bahkan berminggu-minggu sebelum Anda menerima penawaran pertama.
Informasi Penting untuk Permintaan Penawaran Anda
Apa yang membedakan RFQ yang mendapat perhatian segera dari RFQ yang terkubur dalam antrean? Kelengkapan. Menurut penyedia layanan pemesinan , semakin rinci RFQ Anda, semakin cepat Anda akan menerima penawaran harga yang akurat. Mulailah dengan dasar-dasar sebelum memasuki spesifikasi teknis.
Paket RFQ Anda harus mencakup elemen-elemen inti berikut:
- Informasi Perusahaan – Data kontak, alamat penagihan, alamat pengiriman, dan identifikasi bisnis
- Deskripsi Produk – Ringkasan dasar mengenai apa yang Anda butuhkan serta aplikasi yang dimaksud
- Spesifikasi material – Bahan yang dipilih atau alternatif yang dapat diterima, beserta persyaratan khusus apa pun
- Kebutuhan jumlah – Volume pesanan awal serta perkiraan penggunaan tahunan
- Ekspektasi jadwal waktu – Tanggal pengiriman target dan semua kendala jadwal
- Persyaratan Khusus Industri – Catat jika komponen tersebut untuk aplikasi medis, dirgantara, otomotif, atau aplikasi lain yang diatur secara regulasi
- Kebutuhan dokumentasi kualitas – Laporan inspeksi, sertifikasi, atau persyaratan pelacakan (traceability)
Jangan berasumsi bahwa produsen akan menanyakan informasi yang hilang. Sebagian produsen mungkin memberikan penawaran berdasarkan asumsi yang tidak sesuai dengan kebutuhan aktual Anda—sehingga menimbulkan kejutan ketika komponen khusus tiba atau tagihan jatuh tempo.
Gambar Teknis dan Persyaratan Spesifikasi
Gambar Anda berfungsi sebagai acuan definitif untuk pembuatan komponen khusus. Gambar tersebut menyampaikan geometri, toleransi, hasil permukaan (surface finishes), serta persyaratan khusus dalam bahasa teknik universal. Tanpa gambar yang memadai, bahkan produsen paling andal sekalipun tidak dapat menjamin hasil yang sesuai dengan harapan Anda.
Praktik terbaik industri merekomendasikan penyediaan gambar 2D dalam format PDF dan file 3D dalam format STEP. File PDF berfungsi sebagai dokumen utama yang menetapkan dimensi kritis dan toleransinya, sedangkan model 3D memungkinkan produsen mengimpor geometri secara langsung ke perangkat lunak CAM serta memverifikasi pemahaman mereka terhadap fitur-fitur kompleks.
Paket teknis Anda harus dengan jelas menunjukkan:
- Dimensi kritis beserta toleransinya – Identifikasi fitur-fitur mana yang memerlukan pengendalian ketat
- Persyaratan Finishing Permukaan – Tentukan nilai kekasaran permukaan untuk berbagai jenis permukaan
- Toleransi Geometrik – Sertakan spesifikasi GD&T (Geometric Dimensioning and Tolerancing) untuk posisi, konsentrisitas, dan tegak lurus bila relevan
- Spesifikasi material dan perlakuan panas – Tetapkan kelas paduan serta proses pengolahan yang diperlukan
- Spesifikasi Ulir – Spesifikasi ulir standar atau khusus beserta kelas pasangan (class of fit)
- Tanda khusus atau identifikasi – Nomor bagian, kode lot, atau tanda wajib lainnya
Jika Anda menjelajahi sistem penawaran daring untuk komponen berbentuk (machined parts), perlu diingat bahwa platform otomatis bekerja paling baik dengan model 3D lengkap dan toleransi standar. Komponen berbentuk khusus yang kompleks—dengan fitur tidak biasa atau spesifikasi ketat—umumnya memerlukan tinjauan teknis langsung oleh insinyur.
Pertimbangan Volume dan Struktur Harga
Jumlah pesanan Anda secara signifikan memengaruhi harga per unit—dan memahami hubungan ini membantu Anda mengambil keputusan pengadaan yang lebih cerdas. Harga komponen CNC khusus mencakup biaya tetap (pemrograman, persiapan, peralatan) serta biaya variabel (bahan baku, waktu pemesinan, inspeksi). Volume produksi yang lebih tinggi menyebarkan biaya tetap ke lebih banyak unit, sehingga menurunkan harga per unit.
Bersikaplah transparan mengenai proyeksi volume Anda. Seorang produsen yang memberikan penawaran harga untuk 100 unit akan mengambil keputusan berbeda dibandingkan yang memberikan penawaran untuk 10.000 unit. Mereka mungkin memilih peralatan berbeda, berinvestasi dalam perlengkapan khusus (custom fixturing), atau mengalokasikan waktu mesin khusus. Memberikan prakiraan yang realistis—meskipun masih mengandung ketidakpastian—memungkinkan struktur penetapan harga yang lebih akurat.
Pertimbangkan untuk meminta harga bertingkat (tiered pricing) pada beberapa ambang batas kuantitas. Hal ini akan mengungkapkan ambang volume di mana efisiensi skala produksi menjadi signifikan bagi komponen Anda. Anda mungkin menemukan bahwa memesan 500 unit alih-alih 250 unit menurunkan biaya per unit sebesar 30%, sehingga layak untuk menyesuaikan strategi persediaan Anda.
Persyaratan Prototipe versus Produksi
Pendekatan pemesanan lima unit prototipe secara mendasar berbeda dari pemesanan lima ribu unit untuk produksi massal. Menurut para pakar manufaktur, banyak program gagal karena tim menganggap prototipe dan produksi saling dipertukarkan—padahal keduanya memerlukan mode operasi yang jelas berbeda.
Manufaktur prototipe mengutamakan kecepatan dan fleksibilitas. Anda sedang memvalidasi desain, menguji kesesuaian dan fungsi, serta kemungkinan besar melakukan perubahan berdasarkan temuan selama proses tersebut. Harapkan biaya per unit yang lebih tinggi karena produsen tidak dapat mendistribusikan biaya persiapan ke dalam volume produksi yang besar. Namun, waktu pengerjaan (lead time) umumnya lebih singkat karena prototipe biasanya didahulukan dibandingkan antrian produksi.
Manufaktur komponen produksi menekankan pengulangan proses, dokumentasi prosedur, serta optimalisasi biaya. Desain seharusnya sudah final, spesifikasi telah ditetapkan, dan persyaratan kualitas didefinisikan secara jelas. Produsen berinvestasi dalam peralatan penahan (fixturing), menetapkan parameter proses, serta menerapkan pengendalian statistik—yang tidak relevan untuk produksi prototipe dalam jumlah kecil.
Sampaikan posisi Anda dalam siklus pengembangan. Seorang produsen yang memahami bahwa Anda membutuhkan manufaktur komponen khusus untuk prototipe—dengan produksi massal menyusul—dapat menyusun penawaran harga secara tepat; misalnya, menawarkan harga prototipe yang lebih rendah sebagai imbalan atas komitmen volume produksi di masa depan.
Faktor Waktu Tunggu dan Perencanaan Produksi
Apa yang menentukan berapa lama Anda harus menunggu suku cadang Anda? Waktu tunggu bergantung pada berbagai faktor yang melampaui sekadar kompleksitas pemesinan. Memahami pengaruh-pengaruh ini membantu Anda menetapkan ekspektasi yang realistis serta melakukan perencanaan yang tepat.
Faktor utama yang memengaruhi waktu tunggu meliputi:
- Kapasitas bengkel saat ini – Periode sibuk memperpanjang antrean, terlepas dari tingkat kompleksitas komponen
- Ketersediaan Bahan – Paduan standar dikirimkan dengan cepat; bahan khusus mungkin memerlukan waktu berminggu-minggu
- Operasi Sekunder – Perlakuan panas, pelapisan, dan pengecatan menambah waktu proses
- Persyaratan inspeksi – Dokumentasi yang luas meningkatkan waktu pengendalian kualitas
- Kelengkapan gambar kerja – Informasi yang hilang memicu keterlambatan untuk klarifikasi
- Persetujuan artikel pertama – Produksi ditahan hingga Anda menyetujui sampel awal
Untuk kebutuhan mendesak, tanyakan sejak awal mengenai opsi percepatan. Banyak produsen menawarkan layanan percepatan dengan harga premium—kadang-kadang mencapai waktu penyelesaian dalam satu hari untuk komponen kritis. Namun, mempercepat setiap pesanan dapat memberi tekanan pada hubungan kerja sama dan anggaran. Gunakan permintaan percepatan hanya untuk keadaan darurat yang benar-benar mendesak.
Perencanaan manufaktur komponen berjalan paling optimal ketika Anda memberikan visibilitas terhadap kebutuhan di masa depan. Berbagi prakiraan—even perkiraan kasar—memungkinkan produsen untuk memesan kapasitas terlebih dahulu, memesan bahan baku secara dini, serta menyusun jadwal produksi secara lebih lancar. Kolaborasi semacam ini sering kali menghasilkan harga yang lebih kompetitif dan ketepatan pengiriman yang lebih andal dibandingkan hubungan transaksional berbasis pesanan per pesanan.
Dengan RFQ Anda yang disusun secara komprehensif, produsen dapat fokus pada tinjauan teknis dan penetapan harga yang akurat, alih-alih mengejar detail yang masih kurang. Namun, sebelum komponen dikirim, banyak aplikasi memerlukan proses tambahan—perlakuan panas, penyelesaian permukaan, atau layanan perakitan—yang menambah nilai dan fungsi pada komponen hasil pemesinan Anda.
Operasi Sekunder dan Proses Penyelesaian
Komponen hasil pemesinan presisi Anda tiba dari mesin CNC—tetapi apakah komponen tersebut benar-benar sudah selesai? Pada banyak aplikasi, produk hasil pemesinan mentah memerlukan proses tambahan guna mencapai karakteristik kinerja yang dibutuhkan oleh aplikasi Anda. Operasi sekunder ini mengubah komponen yang baik menjadi komponen yang luar biasa, dengan menambah ketahanan, ketahanan terhadap korosi, serta fungsi yang tidak dapat diperoleh melalui pemesinan saja.
Memahami kapan dan mengapa proses-proses ini penting membantu Anda menetapkan spesifikasi secara akurat serta menghindari kejutan biaya yang mahal. Mari kita bahas operasi sekunder yang benar-benar menambah nilai pada komponen hasil pemesinan CNC Anda.
Perlakuan Panas untuk Peningkatan Kinerja
Bayangkan sebuah roda gigi yang aus lebih cepat karena permukaannya tidak dikeraskan, atau sebuah pegas yang kehilangan ketegangannya karena tegangan sisa tidak dihilangkan. Perlakuan panas mengatasi tantangan-tantangan ini dengan memodifikasi struktur internal logam melalui siklus pemanasan dan pendinginan yang terkendali.
Menurut Hubs, perlakuan panas sangat penting untuk memodifikasi sifat-sifat kritis seperti kekerasan, kekuatan, ketangguhan, dan daktilitas pada komponen logam. Waktu pelaksanaan perlakuan panas—sebelum atau setelah proses pemesinan—bergantung pada kebutuhan spesifik Anda.
Perlakuan panas sebelum pemesinan berfungsi baik ketika menggunakan kelas paduan logam standar. Produsen dapat langsung memproses komponen dari bahan baku yang telah mengalami perlakuan panas awal, sehingga mengurangi waktu tunggu. Namun, perlakuan panas setelah pemesinan menjadi wajib ketika proses tersebut bertujuan untuk mengeraskan material atau berfungsi sebagai langkah akhir—terutama untuk baja perkakas yang menjadi jauh lebih keras setelah perlakuan.
Tiga proses perlakuan panas yang paling umum meliputi:
- Anil – Memanaskan logam hingga suhu tinggi diikuti dengan pendinginan perlahan melunakkan material dan meningkatkan kemampuan pemesinannya. Sebagian besar komponen yang diproses dengan mesin CNC memiliki sifat dalam keadaan ter-anil (annealed) kecuali jika perlakuan tambahan secara khusus ditentukan.
- Relief tegangan – Diterapkan setelah proses pemesinan untuk menghilangkan tegangan sisa yang timbul selama manufaktur, sehingga menghasilkan komponen dengan sifat mekanis yang lebih konsisten.
- Tempering – Dilakukan setelah proses quenching pada baja lunak dan baja paduan guna mengurangi kerapuhan sekaligus meningkatkan kinerja mekanis.
Untuk komponen pemesinan kompleks yang dikenai beban tinggi atau aus, perlakuan panas sering kali menentukan perbedaan antara kinerja yang dapat diterima dan kegagalan dini.
Pilihan dan Aplikasi Penyelesaian Permukaan
Hasil akhir permukaan tidak hanya membuat komponen tampak lebih baik—tetapi juga melindungi dari korosi, mengurangi gesekan, meningkatkan sifat listrik, serta memperkuat ketahanan terhadap keausan. Pemilihan hasil akhir yang tepat bergantung pada lingkungan operasional dan persyaratan fungsional Anda.
Menurut Alpha Metal , masing-masing metode finishing menawarkan keunggulan khas untuk aplikasi yang berbeda:
Anodizing membentuk lapisan oksida keras dan tahan korosi pada permukaan aluminium melalui proses elektrokimia. Komponen tersebut direndam dalam larutan elektrolit asam sementara arus listrik mengoksidasi permukaannya. Lapisan "konversi" ini dapat diwarnai dalam berbagai warna dan memberikan ketahanan aus yang sangat baik—sehingga populer digunakan pada komponen aerospace, otomotif, elektronik, serta arsitektur.
Pemasangan mengendapkan lapisan logam tipis ke permukaan komponen Anda. Pelapisan nikel meningkatkan ketahanan terhadap korosi, pelapisan krom menambah kilau estetika dan kekerasan, pelapisan seng memberikan perlindungan korosi secara korban (sacrificial), dan pelapisan emas meningkatkan konduktivitas listrik. Proses ini menggunakan salah satu dari dua metode: elektroplating (dengan arus listrik) atau deposisi kimia tanpa arus listrik (electroless).
Pelapisan bubuk menerapkan bubuk polimer kering secara elektrostatik, kemudian mengeringkannya dengan panas untuk membentuk lapisan tebal dan tahan lama. Proses ini memberikan ketahanan benturan dan korosi yang sangat baik dengan dampak lingkungan minimal—semprotan berlebih dapat didaur ulang, dan emisi VOC rendah.
Lukisan tetap menjadi pilihan paling serbaguna untuk pencocokan warna dan persyaratan estetika, meskipun umumnya menawarkan ketahanan yang lebih rendah dibandingkan pelapisan bubuk atau anodisasi. Cat berbasis air menyediakan alternatif ramah lingkungan dibandingkan formulasi berbasis pelarut.
Membandingkan Pilihan Finishing Permukaan
Tabel ini membantu Anda mencocokkan proses finishing dengan kebutuhan aplikasi Anda:
| Jenis proses | Manfaat utama | Aplikasi Tipikal | Dampak Biaya |
|---|---|---|---|
| Anodizing | Permukaan keras dan tahan aus; perlindungan terhadap korosi; pilihan warna; tidak konduktif | Komponen dirgantara, pelindung elektronik, elemen arsitektural | Sedang ($$) |
| Elektroplating (Nikel/Krom) | Peningkatan ketahanan korosi; hasil akhir logam estetis; peningkatan konduktivitas | Trim otomotif, perkakas, perhiasan, konektor elektronik | Sedang hingga Tinggi ($$–$$$) |
| Pelapisan Zink | Perlindungan korosi secara korban; hemat biaya | Pengencang, braket, perangkat keras struktural | Rendah ($) |
| Pelapisan bubuk | Lapisan tebal dan seragam; ketahanan benturan yang sangat baik; pilihan warna yang luas; ramah lingkungan | Peralatan luar ruangan, peralatan rumah tangga, komponen otomotif | Sedang ($$) |
| Lukisan | Pilihan warna tanpa batas; mudah untuk sentuhan akhir (touch-up); kompatibilitas serbaguna dengan berbagai substrat | Barang konsumen, bahan konstruksi, pelindung (enclosures) | Rendah hingga Sedang ($–$$) |
| Pelepasan Butiran Kaca (Glass Bead Blasting) | Hasil akhir satin halus; persiapan permukaan; peningkatan ketahanan terhadap korosi | Perangkat medis, komponen presisi hasil penggilingan (precision milled parts), komponen dekoratif | Rendah ($) |
Layanan Perakitan dan Operasi bernilai tambah
Mengapa menerima komponen individual ketika Anda bisa menerima rakitan siap-pasang? Banyak produsen menawarkan perakitan komponen bermesin sebagai layanan bernilai tambah yang menyederhanakan rantai pasokan Anda dan mengurangi beban kerja internal Anda.
Menurut Marver Med, menyediakan layanan sekunder secara in-house secara signifikan mengurangi waktu produksi keseluruhan dengan menghilangkan keterlambatan dan biaya tambahan akibat outsourcing. Operasi bernilai tambah ini meliputi:
- Perakitan Komponen – Menggabungkan beberapa komponen bermesin dengan pengencang, segel, atau perangkat keras lainnya
- Penandaan Laser – Identifikasi permanen komponen, nomor seri, atau logo
- Pembersihan dan penghilangan minyak – Menghilangkan cairan mesin dan kontaminan untuk perakitan atau pengemasan steril
- Pengemasan dalam Ruang Bersih – Sangat kritis untuk perangkat medis dan elektronik sensitif
- Pemesinan Sekunder – Operasi pemesinan tambahan seperti pembubutan, perataan permukaan, pengeboran, atau pengethreadingan guna memperhalus dimensi
Mengkonsolidasikan operasi-operasi ini dengan pemasok permesinan utama Anda menawarkan beberapa keuntungan. Tanggung jawab dari satu sumber menyederhanakan akuntabilitas kualitas. Pengurangan penanganan antar fasilitas meminimalkan risiko kerusakan. Selain itu, penjadwalan yang terkoordinasi sering kali mempersingkat waktu tunggu keseluruhan dibandingkan mengelola beberapa vendor.
Saat mengevaluasi produsen, tanyakan operasi sekunder mana yang mereka lakukan secara internal dibandingkan yang dialihdayakan. Kemampuan internal umumnya berarti pengendalian kualitas yang lebih baik dan waktu penyelesaian yang lebih cepat, sedangkan proses yang dialihdayakan menambah waktu tunggu serta potensi tantangan koordinasi.
Dengan pemahaman yang jelas tentang bagaimana operasi sekunder meningkatkan komponen permesinan presisi Anda, kini Anda siap menetapkan seluruh persyaratan secara lengkap, termasuk proses pasca-permesinan. Langkah terakhir melibatkan penyintesisan seluruh pengetahuan yang telah Anda peroleh guna memilih produsen dengan keyakinan penuh untuk proyek Anda.
Melakukan Pemilihan Akhir terhadap Produsen Anda
Anda telah menjelajahi ilmu material, spesifikasi toleransi, sertifikasi kualitas, dan operasi sekunder. Kini tiba saatnya mengambil keputusan—mensintesis semua informasi tersebut menjadi pilihan yang dapat ditindaklanjuti guna melindungi rantai pasok Anda dan menyiapkan proyek-proyek Anda menuju keberhasilan. Produsen komponen presisi yang tepat bukan sekadar pilihan termurah atau yang memiliki situs web paling mencolok. Melainkan mitra yang kemampuan teknis, sistem kualitas, serta gaya komunikasinya selaras secara tepat dengan tuntutan proyek Anda.
Menyesuaikan Persyaratan Anda dengan Kemampuan Produsen
Mulailah dengan meninjau kembali persyaratan inti Anda berdasarkan apa yang telah Anda pelajari mengenai masing-masing pemasok potensial. Apakah peralatan mereka mampu menangani geometri komponen Anda? Dapatkah mereka memenuhi spesifikasi toleransi Anda tanpa harga premium? Apakah sertifikasi mereka sesuai dengan harapan regulasi industri Anda?
Buatlah matriks keputusan sederhana yang memberi bobot pada faktor-faktor yang paling penting bagi aplikasi Anda:
- Kesesuaian kemampuan teknis – Peralatan, toleransi, dan keahlian bahan mereka sesuai dengan kebutuhan komponen presisi yang diproses dengan mesin CNC milik Anda
- Ketekunan sistem mutu – Sertifikasi yang sesuai dengan industri Anda (minimal ISO 9001, IATF 16949 untuk otomotif, AS9100 untuk dirgantara)
- Kapasitas produksi – Kapasitas yang memadai untuk volume produksi Anda tanpa membebani pabrik mereka secara berlebihan
- Kinerja Waktu Tunggu – Jadwal waktu yang realistis guna mendukung jadwal produksi Anda
- Ketanggapan komunikasi – Jawaban cepat dan jelas selama proses penawaran mencerminkan perilaku mereka selama produksi
- Pertimbangan Geografis – Pertimbangan antara pemasok domestik versus luar negeri yang sesuai dengan tingkat toleransi risiko Anda
Jangan terjebak dalam kesalahan memberi bobot berlebihan pada harga. Sebuah perusahaan manufaktur yang menawarkan komponen presisi hasil proses mesin CNC dengan harga 20% di bawah pesaing mungkin mengurangi standar pemeriksaan, menggunakan bahan berkualitas rendah, atau beroperasi tanpa sistem mutu yang memadai. Biaya akibat penerimaan komponen mesin yang cacat—keterlambatan produksi, pekerjaan ulang, keluhan pelanggan—jauh melampaui penghematan dari penawaran awal yang rendah.
Menyusun Daftar Pendek Pemasok yang Memenuhi Syarat
Proses evaluasi Anda harus menyempitkan puluhan pemasok potensial menjadi daftar pendek yang terfokus, berisi dua hingga empat kandidat yang benar-benar memenuhi syarat. Para finalis ini telah lulus penyaringan kemampuan Anda, menunjukkan sertifikasi yang sesuai, serta merespons pertanyaan Anda secara profesional.
Sebelum mengambil komitmen akhir, pertimbangkan langkah-langkah verifikasi berikut:
- Minta Contoh Komponen – Melihat langsung komponen CNC presisi memberikan informasi lebih banyak dibandingkan lembar spesifikasi mana pun
- Verifikasi referensi – Berbicara dengan pelanggan saat ini mengenai konsistensi kualitas dan penyelesaian masalah
- Mulailah dari yang kecil – Pemesanan prototipe menguji hubungan kerja sebelum volume produksi menuntut komitmen modal yang signifikan
- Evaluasi umpan balik DFM – Produsen yang memberikan saran perbaikan desain menunjukkan mentalitas kemitraan
Perhatikan cara pemasok menangani pertanyaan Anda selama proses evaluasi. Penyedia solusi permesinan khusus yang bersedia menjelaskan proses mereka, mengakui keterbatasan, serta menyarankan alternatif menunjukkan transparansi yang akan Anda butuhkan ketika tantangan produksi tak terelakkan muncul.
Kemitraan produsen terbaik berhasil bukan karena masalah tidak pernah terjadi, melainkan karena kedua pihak berkomunikasi secara terbuka dan menyelesaikan masalah dengan cepat ketika masalah tersebut muncul.
Mengambil Langkah Berikutnya dalam Perjalanan Sourcing Anda
Dengan daftar pendek Anda yang telah ditetapkan, arah ke depan menjadi lebih jelas. Bagi banyak pembeli, mitra ideal menggabungkan ketepatan teknis dengan sistem mutu bersertifikat serta layanan yang responsif—kombinasi yang mempercepat proyek dari konsep hingga produksi tanpa hambatan akibat kesalahpahaman atau kegagalan mutu.
Produsen yang memiliki sertifikasi IATF 16949 menunjukkan disiplin proses yang diminta oleh rantai pasok otomotif. Ketika kemampuan ini mencakup transisi cepat dari prototipe ke produksi, Anda memperoleh fleksibilitas yang tidak dapat dicapai oleh pemasok tradisional. Bayangkan memvalidasi desain dengan komponen presisi CNC prototipe, lalu meningkatkan skala secara mulus ke volume produksi—semuanya dengan satu mitra yang telah memenuhi kualifikasi.
Untuk aplikasi yang kritis terhadap waktu, tanyakan mengenai opsi percepatan. Beberapa fasilitas produsen komponen presisi yang dikerjakan dengan mesin mampu mengirimkan pesanan dalam waktu tunggu secepat satu hari kerja guna memenuhi kebutuhan komponen mendesak. Responsivitas semacam ini sangat berharga ketika lini produksi menghadapi kekurangan tak terduga atau perubahan desain memerlukan validasi segera.
Jika aplikasi Anda mencakup komponen otomotif—rakitan sasis, busing logam khusus, atau sistem kendaraan lainnya—pertimbangkan untuk menjelajahi sumber daya khusus. Fasilitas yang menawarkan pemesinan CNC presisi untuk aplikasi otomotif menghadirkan keahlian khusus industri bersama dengan protokol Pengendalian Proses Statistik yang ketat guna memastikan konsistensi di seluruh proses produksi.
Ingatlah bahwa memilih produsen bukanlah transaksi satu kali—melainkan awal dari sebuah hubungan berkelanjutan. Upaya yang Anda investasikan dalam evaluasi menyeluruh akan memberikan hasil berupa pengiriman yang andal, kualitas yang konsisten, serta pemecahan masalah secara kolaboratif ketika tantangan muncul. Pemasok suku cadang mesin CNC presisi Anda menjadi perpanjangan dari kapabilitas internal Anda sendiri, sehingga secara langsung memengaruhi kemampuan Anda dalam melayani pelanggan secara efektif.
Dengan bekal pengetahuan dari panduan ini—proses manufaktur, pemilihan bahan, spesifikasi toleransi, sertifikasi kualitas, kerangka evaluasi, persiapan Permintaan Penawaran Harga (RFQ), serta operasi sekunder—Anda siap mendekati produsen komponen mesin sebagai pembeli yang berpengetahuan luas. Persiapan tersebut berujung pada kemitraan yang lebih baik, komponen yang lebih baik, dan hasil akhir yang lebih baik untuk proyek-proyek Anda.
Pertanyaan yang Sering Diajukan Mengenai Produsen Komponen Mesin
1. Berapa biaya komponen CNC khusus?
Biaya komponen CNC khusus bervariasi secara signifikan tergantung pada tingkat kerumitan, bahan, dan volume produksi. Komponen sederhana dalam jumlah kecil umumnya berkisar antara $10 hingga $50 per buah, sedangkan komponen yang direkayasa secara presisi dapat mencapai $160 atau lebih, terutama untuk pesanan berjumlah kecil. Faktor-faktor yang memengaruhi harga meliputi pemilihan bahan, persyaratan toleransi, operasi sekunder seperti perlakuan panas atau pelapisan, serta biaya persiapan yang didistribusikan ke seluruh jumlah produksi yang lebih besar. Meminta penawaran harga bertingkat pada beberapa titik kuantitas membantu mengidentifikasi ambang volume di mana efisiensi skala produksi menurunkan biaya per unit.
2. Apa saja 7 alat mesin dasar yang digunakan dalam manufaktur?
Tujuh alat mesin dasar adalah mesin bubut (lathe dan boring mill), mesin sekrap dan planer, mesin bor, mesin frais, mesin gerinda, gergaji bertenaga, serta press. Teknologi CNC modern telah mengubah alat-alat tradisional ini menjadi peralatan yang dikendalikan komputer, mampu mencapai toleransi yang tidak mungkin dicapai melalui pengoperasian manual. Pusat pemesinan CNC multi-sumbu kini menggabungkan berbagai operasi sekaligus, memungkinkan produsen memproduksi geometri kompleks dalam satu kali pemasangan (single setup) sambil mempertahankan presisi luar biasa.
3. Sertifikasi apa saja yang harus dimiliki oleh produsen komponen mesin?
Sertifikasi penting bergantung pada industri Anda. ISO 9001 menyediakan fondasi manajemen mutu universal yang cocok untuk aplikasi industri umum. IATF 16949 wajib diterapkan bagi komponen rantai pasok otomotif, dengan fokus pada pencegahan cacat dan keterlacakan. Sertifikasi AS9100 diperlukan untuk aplikasi dirgantara dan pertahanan yang memiliki persyaratan keselamatan serta mutu yang lebih ketat. Produsen perangkat medis memerlukan sertifikasi ISO 13485. Fasilitas bersertifikat IATF 16949 seperti Shaoyi Metal Technology menerapkan protokol Pengendalian Proses Statistik (Statistical Process Control) yang ketat guna menjamin produksi komponen berketelitian tinggi secara konsisten.
4. Apa perbedaan antara pembubutan CNC dan penggilingan CNC?
Dalam pembubutan CNC, benda kerja berputar sementara alat potong tetap diam untuk membentuknya, sehingga sangat ideal untuk komponen berbentuk silinder seperti poros, batang, dan bushing. Dalam frais CNC, alat potong berputar sementara benda kerja tetap diam, sehingga sangat cocok untuk komponen dengan permukaan datar, alur, rongga, serta bentuk tiga dimensi yang kompleks. Banyak aplikasi pemesinan presisi menggabungkan kedua operasi ini, di mana komponen awalnya dikerjakan pada mesin bubut untuk fitur berbentuk silinder, kemudian dipindahkan ke mesin frais untuk penambahan fitur seperti lubang, permukaan datar, atau potongan bersudut.
5. Bagaimana cara menyusun RFQ yang efektif untuk komponen hasil pemesinan?
Paket RFQ yang lengkap harus mencakup informasi perusahaan, deskripsi produk secara rinci, spesifikasi bahan, kebutuhan kuantitas beserta perkiraan penggunaan tahunan, ekspektasi jadwal waktu, serta kebutuhan dokumentasi kualitas. Sertakan baik gambar teknis 2D dalam format PDF maupun file 3D dalam format STEP, dengan dimensi kritis, toleransi, persyaratan kehalusan permukaan, dan semua acuan GD&T yang ditandai secara jelas. Bersikaplah transparan mengenai proyeksi volume serta apakah Anda memerlukan jumlah untuk prototipe atau produksi massal, karena produsen akan mengambil keputusan berbeda terkait peralatan dan proses yang digunakan berdasarkan informasi ini.