 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Pemesinan Online Dijelaskan: Dari Berkas Desain Hingga Komponen Terkirim dalam Hitungan Hari
Apa Arti Sebenarnya Manufaktur Daring bagi Industri Manufaktur Modern
Bayangkan mengunggah berkas CAD pukul 09.00 dan menerima penawaran terperinci—lengkap dengan harga, waktu pengerjaan, serta umpan balik kelayakan produksi—sebelum kopi pagi Anda dingin. Itulah manufaktur daring dalam praktiknya: transformasi digital dalam cara insinyur dan pengembang produk memperoleh komponen hasil pemesinan CNC .
Pada intinya, manufaktur daring mengacu pada platform berbasis web yang menghubungkan Anda secara langsung dengan kemampuan manufaktur presisi tanpa perantara tradisional. Alih-alih membangun hubungan dengan bengkel mesin lokal selama bertahun-tahun, Anda mengakses jaringan manufaktur global melalui peramban Anda. Model ini secara mendasar mengubah cara pemesinan CNC dan proses pengadaan tradisional saling bersinggungan, membawa transparansi dan kecepatan ke dalam proses yang dulu lambat dan sangat bergantung pada hubungan pribadi.
Dari Gambar Teknis ke Peramban: Pergeseran Menuju Manufaktur Digital
Belum lama ini, mencari suku cadang yang dibuat khusus melalui proses pemesinan berarti sesuatu yang sama sekali berbeda. Anda mengirimkan gambar teknis ke beberapa pemasok melalui surel, menunggu beberapa hari untuk mendapatkan balasan, menjadwalkan kunjungan ke fasilitas produksi, serta melakukan negosiasi ketentuan melalui puluhan panggilan telepon. Proses ini memerlukan hubungan kerja yang sudah terbina dan investasi waktu yang signifikan sebelum satu serpihan logam pun terpotong.
Saat ini, platform pemesinan CNC digital sepenuhnya mengubah model tersebut. Menurut analisis industri dari Lauenscnc , pengguna kini terhubung ke jaringan manufaktur yang luas, menyesuaikan parameter secara daring dalam waktu nyata, serta langsung memesan slot produksi. Perubahan ini mencerminkan transformasi digital yang lebih luas—bayangkan bagaimana perbankan daring menggantikan kunjungan ke cabang bank atau bagaimana e-niaga mengubah dunia ritel.
Apa yang membuat perubahan ini begitu penting? Sistem tradisional unggul dalam kontrak jangka panjang dengan volume tinggi serta hubungan kerja yang telah terbina. Namun, platform mesin CNC daring justru mendominasi lingkungan yang dinamis dan berorientasi inovasi, di mana kecepatan dan fleksibilitas menjadi faktor utama.
Bagaimana Platform Daring Menghubungkan Anda ke Kemampuan CNC
Lalu, apa sebenarnya yang terjadi ketika Anda menggunakan platform digital ini? Ekosistem ini menggabungkan beberapa komponen saling terkait yang bekerja bersama secara mulus:
- Sistem unggah berkas — Menerima format standar seperti STEP, IGES, dan berkas CAD asli untuk pemrosesan instan
- Mesin penawaran harga instan — Algoritma berbasis kecerdasan buatan menganalisis geometri, menghitung jalur alat, serta menghasilkan harga dalam hitungan detik
- Umpan balik DFM otomatis — Validasi bawaan menandai potensi masalah seperti dinding tipis atau fitur undercut sebelum Anda mengonfirmasi pesanan
- Jaringan Manufaktur Global — Koneksi ke ratusan atau bahkan ribuan penyedia layanan CNC terverifikasi di seluruh dunia
- Antarmuka pemilihan material — Pilihan mulai dari aluminium dan baja tahan karat hingga plastik teknik dan paduan eksotis
- Konfigurasi pasca-pemrosesan — Pilihan penyelesaian permukaan, perlakuan panas, dan inspeksi kualitas ditambahkan hanya dengan sekali klik
Model layanan CNC ini membawa transparansi yang belum pernah ada sebelumnya dalam pengadaan manufaktur. Anda mengaktifkan atau menonaktifkan opsi jumlah atau bahan, lalu langsung melihat perubahan harga—tanpa harus menunggu berhari-hari untuk penawaran ulang.
Apakah pendekatan ini sesuai dengan kebutuhan Anda? Jika Anda sedang mengembangkan prototipe, menguji iterasi desain, atau membutuhkan komponen khusus tanpa harus memesan dalam volume besar, kutipan harga pemesinan daring memberikan fleksibilitas yang sering kali tidak dapat disamai oleh bengkel konvensional. Startup dapat memperluas operasional tanpa investasi awal yang besar, sementara perusahaan mapan mengoptimalkan rantai pasok guna meningkatkan ketangkasan.
Namun, ini bukan tentang mengganti setiap hubungan manufaktur yang Anda miliki. Ini tentang memahami kapan platform digital menawarkan keuntungan nyata—dan kapan kemitraan tradisional masih masuk akal. Tujuan di sini bukan untuk meyakinkan Anda agar memilih satu pendekatan tertentu, melainkan membantu Anda mengambil keputusan yang terinformasi mengenai cara mendapatkan kutipan CNC secara daring secara efisien, sekaligus memahami secara pasti apa yang akan Anda peroleh.
Perjalanan Lengkap dari Berkas Desain hingga Komponen yang Dikirim
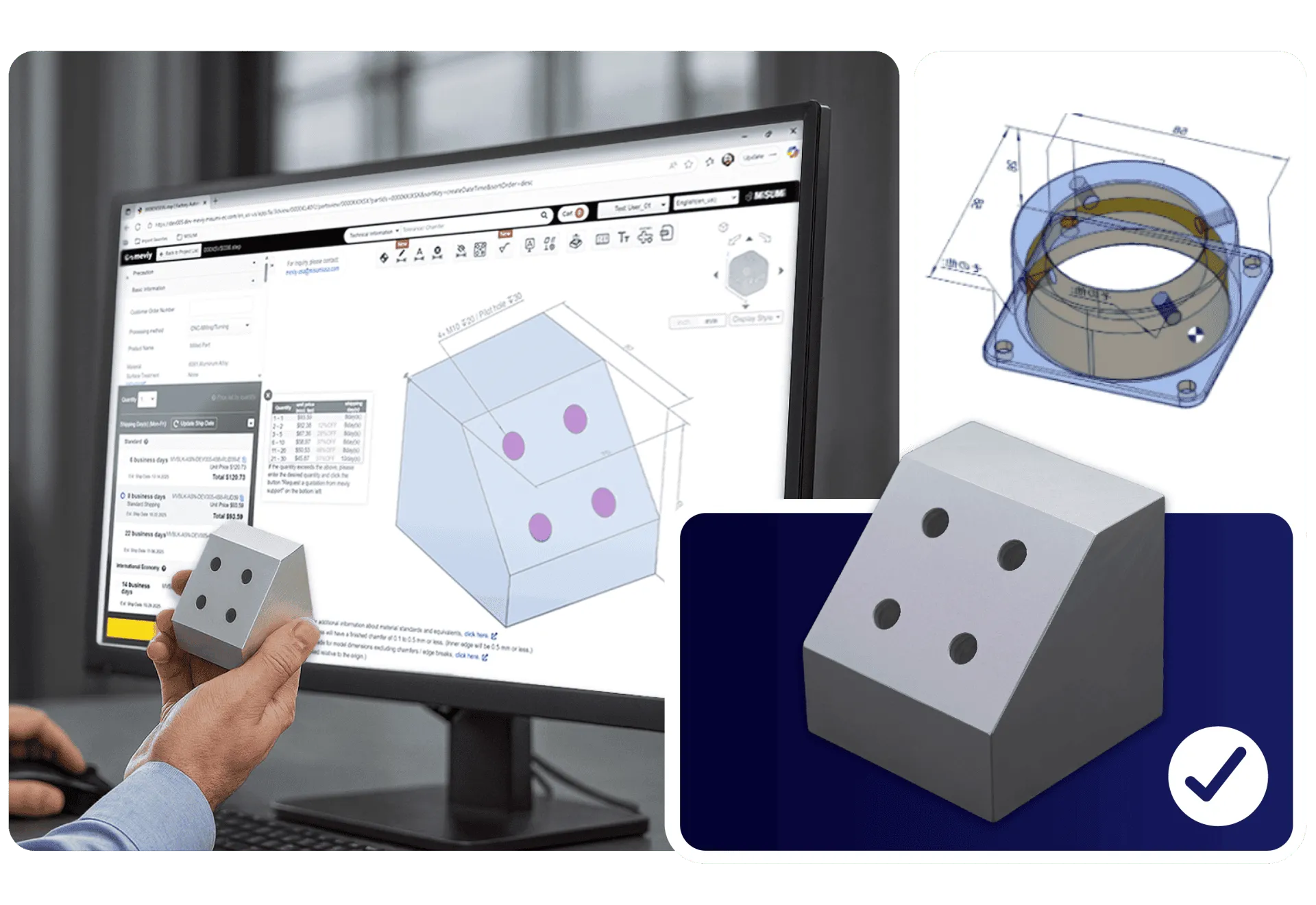
Pernah bertanya-tanya apa sebenarnya yang terjadi antara mengklik "unggah" dan memegang komponen Anda yang telah difabrikasi dengan mesin CNC ? Proses ini jauh lebih canggih daripada yang tampak—namun secara mengejutkan mudah diakses begitu Anda memahami setiap tahapannya. Mari kita telusuri seluruh alur kerja sehingga Anda tahu persis apa yang perlu Anda harapkan.
Mempersiapkan Berkas CAD Anda untuk Unggah
Perjalanan Anda dimulai dengan persiapan berkas, dan melakukan langkah ini dengan benar akan menghindarkan Anda dari masalah di kemudian hari. Sebagian besar platform menerima beberapa format standar, tetapi tidak semua berkas memiliki kesetaraan dalam hal kegunaannya untuk keperluan manufaktur.
Berkas STEP (.stp, .step) tetap menjadi standar emas untuk permesinan daring. Format ini mempertahankan geometri padat, menjaga akurasi dimensi, dan dapat diimpor secara mulus ke berbagai sistem CAD. Jika Anda hanya akan mengekspor satu format, pilihlah STEP.
File IGES (.igs, .iges) berfungsi sebagai pilihan cadangan yang andal. Format ini telah ada sejak lama dan memiliki kompatibilitas luas, meskipun terkadang menimbulkan masalah interpretasi permukaan pada kurva kompleks.
File STL —yang umumnya dikaitkan dengan pencetakan 3D—memiliki keterbatasan untuk komponen permesinan CNC. Format ini menghampiri permukaan menggunakan segitiga-segitiga (facets) alih-alih geometri sebenarnya, sehingga dapat mengurangi presisi pada fitur berkurva. Gunakan STL hanya jika opsi lain tidak tersedia.
Sebelum mengunggah, pastikan model Anda bersifat watertight (kedap air), tanpa permukaan terbuka atau geometri yang saling memotong. Banyak platform secara otomatis menandai masalah semacam ini, namun mendeteksinya lebih awal akan mempercepat proses penawaran harga Anda secara signifikan.
Memahami Proses Penawaran Harga Instan
Di sinilah keajaiban terjadi. Menurut dokumentasi platform Xometry, mesin penawaran berbasis kecerdasan buatan (AI) menganalisis geometri yang Anda unggah secara instan, menghitung jalur alat (toolpaths) serta menghasilkan harga berdasarkan kebutuhan manufaktur aktual.
Sistem mengevaluasi beberapa faktor secara bersamaan:
- Dimensi keseluruhan komponen dan volume material yang dibutuhkan
- Tingkat kompleksitas fitur, termasuk lubang, rongga (pockets), dan kontur permukaan
- Jumlah setup yang diperlukan untuk memproses semua fitur
- Sifat material yang dipilih serta peringkat kemampuan pemesinannya (machinability)
- Spesifikasi toleransi dan dampaknya terhadap waktu pemesinan
Yang menjadikan sistem ini sangat andal adalah umpan balik instan mengenai Desain untuk Kemudahan Manufaktur (Design for Manufacturability/DFM). Sistem menandai potensi masalah—misalnya dinding tipis yang berisiko mengalami lendutan akibat gaya pemotongan, rongga dalam yang memerlukan peralatan khusus, atau fitur yang mengharuskan operasi mahal menggunakan mesin 5-sumbu. Seperti yang dicatat oleh Tim teknis CNC24 , pemeriksaan kelayakan otomatis ini dikombinasikan dengan tinjauan ahli teknisi produksi guna meminimalkan risiko sebelum produksi dimulai.
Dari Penempatan Pesanan hingga Pengiriman ke Pintu
Setelah Anda mengonfigurasi komponen Anda dan menyetujui penawaran harga, apa yang terjadi selanjutnya? Berikut adalah urutan lengkapnya:
- Tinjauan teknis akhir — Spesialis memverifikasi spesifikasi Anda, menkonfirmasi ketersediaan bahan, serta memvalidasi bahwa pendekatan manufaktur yang ditawarkan akan memenuhi kebutuhan Anda.
- Penyesuaian pemasok — Proyek Anda ditugaskan kepada produsen optimal dari jaringan pemasok terverifikasi di platform. Kriteria pemilihan meliputi kemampuan mesin, kapasitas produksi saat ini, lokasi geografis, serta persyaratan sertifikasi yang Anda tentukan.
- Penjadwalan produksi — Pesanan Anda masuk ke antrian manufaktur. Prioritas ditentukan berdasarkan waktu pengerjaan (lead time) yang Anda pilih—pesanan ekspres didahulukan, sedangkan opsi ekonomis menunggu penjadwalan batch yang optimal.
- Eksekusi pemesinan CNC — Perakit yang terampil menyiapkan bahan baku, memuat program, dan menjalankan pengerjaan komponen Anda. Pengerjaan prototipe kompleks mungkin memerlukan beberapa kali penyetelan dan verifikasi cermat selama proses pengerjaan.
- Inspeksi Kualitas — Komponen jadi menjalani verifikasi dimensi sesuai spesifikasi Anda. Bergantung pada kebutuhan, verifikasi ini berkisar dari pengambilan sampel standar hingga pengukuran komprehensif menggunakan Coordinate Measuring Machine (CMM) disertai laporan terperinci.
- Proses pasca-pengolahan — Setiap operasi penyelesaian yang ditentukan dilakukan: pembuangan burr (deburring), perlakuan permukaan, perlakuan panas (heat treating), atau aplikasi pelapisan.
- Kemasan dan pengiriman — Komponen dikemas secara hati-hati untuk mencegah kerusakan selama pengiriman dan dikirim melalui metode pengiriman pilihan Anda.
Berapa Lama Waktu Tunggu yang Sebenarnya Harus Anda Harapkan?
Waktu tunggu bervariasi secara signifikan tergantung pada tingkat kompleksitas proyek dan urgensi pengerjaan. Untuk prototipe CNC cepat dengan geometri sederhana dan bahan standar seperti aluminium, beberapa platform mampu mengirimkan dalam waktu hanya enam hari, sebagaimana dijelaskan dalam Panduan prototipe MakerVerse .
Berikut rincian realistisnya:
| Jenis Proyek | Waktu Tunggu Umum | Faktor kunci |
|---|---|---|
| Prototipe CNC sederhana (aluminium, geometri dasar) | 5-10 hari kerja | Toleransi standar, jumlah penyetelan minimal |
| Prototipe kompleks (toleransi ketat, banyak fitur) | 10–15 hari kerja | Pemesinan multi-sumbu, persyaratan inspeksi |
| Produksi volume rendah (10–100 keping) | 2-4 minggu | Amortisasi biaya persiapan, optimalisasi batch |
| Jalur produksi (100+ keping) | 3-6 minggu | Pengadaan bahan baku, pengendalian kualitas yang konsisten |
Opsi percepatan dapat memperpendek jadwal ini secara signifikan—kadang mengurangi waktu pengiriman hingga separuhnya—namun harap siap dengan harga premium. Sementara itu, pengiriman ekonomis memperpanjang lead time namun menekan biaya untuk proyek prototipe CNC yang tidak bersifat mendesak.
Memahami alur kerja lengkap ini membantu Anda merencanakan proyek secara realistis dan berkomunikasi secara efektif dengan tim dukungan platform saat muncul pertanyaan. Dengan pengetahuan proses Anda yang telah terbentuk, keputusan kritis berikutnya adalah memilih bahan yang tepat untuk aplikasi spesifik Anda.
Memilih Bahan yang Tepat untuk Proyek CNC Anda
Anda telah mengunggah file CAD Anda, meninjau kutipan instan, dan kini sedang memandangi menu tarik-turun dengan puluhan pilihan bahan. Bahan mana yang harus Anda pilih? Keputusan ini berdampak pada segalanya—kinerja komponen, biaya manufaktur, waktu pengerjaan, dan pada akhirnya apakah desain Anda berhasil dalam aplikasi yang dimaksudkan.
Kabar baiknya? Platform permesinan daring menawarkan perpustakaan bahan yang sangat luas, yang sering kali tidak dapat disaingi oleh bengkel konvensional. Tantangannya terletak pada cara menavigasi pilihan-pilihan tersebut secara cerdas. Mari kita uraikan proses pemilihan ini sehingga Anda dapat mengambil keputusan yang percaya diri dan berdasarkan informasi.
Logam untuk Aplikasi yang Membutuhkan Kekuatan dan Ketelitian
Ketika kinerja mekanis menjadi prioritas utama, logam tetap menjadi pilihan utama untuk permesinan CNC . Namun, istilah "logam" mencakup rentang sifat dan kisaran harga yang sangat luas. Memahami kategori-kategori utama membantu Anda mempersempit pilihan secara cepat.
Paduan Aluminium: Bahan Andalan
Jika Anda tidak yakin dari mana harus memulai, pemesinan aluminium sering kali memberikan keseimbangan terbaik antara kinerja, biaya, dan kemudahan manufaktur. Menurut panduan pemilihan bahan dari Hubs, paduan aluminium memiliki rasio kekuatan-terhadap-berat yang sangat baik, konduktivitas termal dan listrik yang tinggi, serta perlindungan korosi alami—menjadikannya pilihan paling ekonomis untuk banyak aplikasi prototipe maupun produksi.
Aluminium 6061 berfungsi sebagai pilihan baku untuk pekerjaan serba guna. Bahan ini diproses dengan sangat baik, harganya relatif murah, dan dapat dianodisasi untuk meningkatkan kekerasan permukaan serta estetika.
Aluminium 7075 menjadi pilihan unggulan ketika Anda membutuhkan kekuatan setara kelas dirgantara. Bahan ini dapat diperlakukan panas hingga mencapai tingkat kekerasan yang setara dengan beberapa jenis baja, sekaligus mempertahankan keunggulan ringan aluminium—faktor krusial bagi aplikasi yang sensitif terhadap berat.
Aluminium 5083 unggul dalam lingkungan kelautan di mana paparan air laut akan mengkorosi paduan lain. Jika komponen Anda menghadapi kondisi lingkungan yang keras, kelas ini layak dipertimbangkan.
Baja: Ketika Daya Tahan Lebih Diutamakan daripada Berat
Paduan baja memberikan kekuatan, kekerasan, dan ketahanan terhadap keausan yang tidak dapat dicapai oleh aluminium. Komprominya? Biaya material yang lebih tinggi, waktu pemesinan yang lebih lama, serta bobot yang jauh lebih berat.
Baja tahan karat 304 menangani sebagian besar aplikasi tahan korosi secara efektif. Bahan ini dapat dikerjakan dengan cukup baik dan tahan terhadap sebagian besar kondisi lingkungan—menjadikannya pilihan standar untuk aplikasi pengolahan makanan, medis, dan di luar ruangan.
Baja Tahan Karat 316 meningkatkan ketahanan terhadap korosi lebih jauh, khususnya terhadap larutan garam. Aplikasi kelautan dan lingkungan pengolahan kimia sering kali memerlukan perlindungan tambahan ini.
Baja Pahat seperti D2 dan A2 mencapai kekerasan luar biasa setelah perlakuan panas—hingga 65 HRC. Baja-baja ini sangat penting dalam pembuatan perkakas, cetakan, dan komponen yang mengalami keausan ekstrem, meskipun memerlukan keahlian khusus dalam pemesinannya.
Kuningan dan Perunggu: Kinerja Khusus
Paduan tembaga ini digunakan untuk aplikasi khusus namun sangat penting. Tembaga kuning C36000 memiliki kemampuan permesinan yang sangat baik dan menawarkan ketahanan korosi alami, sehingga populer untuk komponen bervolume tinggi seperti fitting dan konektor.
Permesinan perunggu dengan CNC menimbulkan tantangan unik yang memerlukan perhatian khusus. Seperti dinyatakan oleh spesialis permesinan perunggu Othala Tech, berbagai mutu perunggu berperilaku sangat berbeda di bawah alat potong. C932 (perunggu berplumbum) terpotong dengan lancar serta menghasilkan pengendalian tatal yang sangat baik, sedangkan C954 (perunggu aluminium) cepat menghasilkan panas dan menuntut manajemen kecepatan yang cermat.
Ketika Anda memesin perunggu untuk bantalan, roda gigi, atau perlengkapan kelautan, ketahanan aus alami dan sifat pelumas diri material ini membenarkan kompleksitas tambahan dalam proses permesinan. Operasi CNC perunggu memerlukan bengkel-bengkel yang berpengalaman dalam memproses paduan-paduan ini—suatu aspek penting yang harus diverifikasi saat memilih mitra manufaktur Anda untuk proyek CNC perunggu.
Ketika Plastik Lebih Unggul Dibanding Alternatif Logam
Jangan berasumsi bahwa logam selalu menjadi solusi. Plastik teknik menawarkan keunggulan menarik untuk banyak aplikasi: bobot lebih ringan, biaya bahan lebih rendah, ketahanan kimia yang sangat baik, serta isolasi listrik alami.
Plastik Teknik Berkinerja Tinggi
Plastik Delrin (POM/asetal) menonjol sebagai juara plastik yang dapat dibubut. Material ini menawarkan kemampuan bubut terbaik di antara semua plastik, stabilitas dimensi luar biasa, gesekan sangat rendah, serta penyerapan air minimal. Ketika Anda membutuhkan komponen plastik presisi dengan toleransi ketat, plastik Delrin sebaiknya menjadi pertimbangan utama Anda.
Nilon untuk aplikasi pemesinan aplikasi memberikan kekuatan bentur yang sangat baik, ketahanan kimia yang memadai, serta ketahanan abrasi alami. Nylon 6 dan Nylon 66 merupakan kelas yang paling umum dipilih. Namun, penggunaan nylon untuk proyek pembubutan memerlukan kesadaran akan satu keterbatasan: material ini menyerap uap air, yang dapat memengaruhi stabilitas dimensi di lingkungan lembap.
Polikarbonat menggabungkan ketangguhan tinggi dengan kejernihan optik—bahan ini dapat dibentuk menjadi komponen transparan. Kekuatan benturannya melebihi ABS, sehingga cocok untuk pelindung, lensa, dan perangkat fluida.
PEEK mewakili kelas unggulan termoplastik teknik. Bahan ini tahan suhu hingga 250°C, tahan terhadap sebagian besar bahan kimia, serta menawarkan rasio kekuatan terhadap berat yang setara dengan logam. Varian PEEK kelas medis memungkinkan penerapan dalam implan biomedis. Komprominya? Biaya bahan yang jauh lebih tinggi.
Pemilihan Material Sekilas
Perbandingan berikut membantu Anda mengidentifikasi cepat bahan-bahan kandidat berdasarkan kebutuhan utama Anda:
| Kategori Material | Aplikasi Tipikal | Biaya Relatif | Kemampuan mesin | Sifat Utama |
|---|---|---|---|---|
| Aluminium 6061 | Prototipe umum, pelindung, braket | $ | Luar biasa | Ringan, tahan korosi, dapat dianodisasi |
| Aluminium 7075 | Komponen dirgantara, bagian berbeban tinggi | $$ | Bagus sekali | Kekuatan tinggi, dapat diperlakukan panas, tahan lelah |
| Baja tahan karat 304 | Peralatan makanan, perangkat medis, perangkat keras luar ruangan | $$ | Sedang | Tahan korosi, dapat dilas, higienis |
| Baja Tahan Karat 316 | Perangkat keras kelautan, pengolahan bahan kimia | $$$ | Sedang | Ketahanan korosi unggul, kompatibel dengan air laut |
| Brass c36000 | Fitting, konektor, perlengkapan dekoratif | $$ | Luar biasa | Gesekan rendah, konduktivitas listrik, daya tarik estetika |
| Perunggu (C932/C954) | Bantalan, roda gigi, baling-baling kapal laut | $$-$$$ | Baik (bervariasi tergantung kelasnya) | Tahan aus, pelumas sendiri, tahan korosi |
| Delrin (POM) | Roda gigi presisi, bushing, insulator | $ | Luar biasa | Gesekan rendah, stabil secara dimensi, tahan kelembapan |
| Nilon 6/66 | Komponen tahan aus, komponen struktural, insulator | $ | Bagus sekali | Tahan benturan, tahan bahan kimia, tahan abrasi |
| Polikarbonat | Komponen optik, pelindung, layar | $ | Bagus sekali | Transparan, kekuatan benturan tinggi, stabil terhadap suhu |
| PEEK | Implan medis, aerospace, aplikasi suhu tinggi | $$$$ | Sedang | Tahan suhu ekstrem, inert secara kimiawi, tersedia pilihan yang biokompatibel |
Kriteria Pengambilan Keputusan: Menyesuaikan Bahan dengan Persyaratan
Bagaimana cara mempersempit daftar luas ini? Pertimbangkan empat faktor berikut berdasarkan urutan prioritas:
- Persyaratan Mekanis — Beban, tegangan, dan kondisi keausan apa yang akan dialami komponen Anda? Ini mengeliminasi pilihan yang tidak mampu memenuhi ambang batas kinerja.
- Paparan Lingkungan — Apakah komponen akan terpapar kelembapan, bahan kimia, radiasi UV, atau suhu ekstrem? Kesesuaian material dengan kondisi operasional merupakan syarat mutlak.
- Batasan Berat — Aplikasi di bidang dirgantara dan perangkat portabel sering kali menuntut bobot seminimal mungkin. Plastik dan paduan aluminium memberikan keunggulan signifikan dalam hal ini.
- Pertimbangan anggaran — Setelah Anda mengidentifikasi material yang memenuhi persyaratan kinerja, perbedaan biaya dapat menjadi pertimbangan utama dalam pemilihan akhir. Terkadang, aluminium standar mampu menangani tugas yang tidak memerlukan paduan khusus berbiaya tinggi.
Ketika Dokumentasi Sertifikasi Material Penting
Untuk industri tertentu, pemilihan material tidak hanya mencakup sifat-sifat teknisnya, tetapi juga persyaratan dokumentasi. Aplikasi dirgantara mungkin mensyaratkan sertifikat pelacakan material yang membuktikan komposisi pasti paduan serta riwayat proses pembuatannya. Perangkat medis sering kali memerlukan dokumentasi hasil pengujian biokompatibilitas. Komponen otomotif mungkin memerlukan sertifikat kesesuaian yang selaras dengan spesifikasi tertentu dari pabrikan asli (OEM).
Jika Anda memproduksi komponen untuk industri yang diatur secara ketat, pastikan penyedia layanan pemesinan daring Anda mampu menyediakan sertifikasi yang sesuai sebelum Anda melakukan pemesanan. Tidak semua platform menawarkan tingkat dokumentasi ini, dan menemukan kekurangan tersebut setelah proses produksi berlangsung akan menyebabkan penundaan yang mahal.
Setelah pemilihan bahan dipahami, spesifikasi kritis berikutnya secara langsung memengaruhi baik fungsi komponen maupun biaya manufaktur: persyaratan toleransi. Memahami bagaimana tingkat presisi memengaruhi anggaran Anda membantu Anda menentukan secara tepat apa yang benar-benar Anda butuhkan—dan tidak lebih dari itu.
Pemilihan Toleransi yang Menyeimbangkan Presisi dan Biaya
Berikut adalah skenario yang kemungkinan besar pernah Anda alami: Anda sedang menyelesaikan suatu desain, dan kolom toleransi tampak menghadap Anda. Haruskah Anda menetapkan ±0,005 inci demi keamanan? Atau apakah ±0,010 inci sudah cukup memadai? Keputusan ini—yang sering kali diambil dalam hitungan detik—dapat menggandakan biaya manufaktur Anda atau menyebabkan kegagalan perakitan di masa depan.
Toleransi mewakili variasi yang diizinkan dari dimensi yang Anda tentukan. Dalam praktiknya, toleransi menentukan apakah komponen hasil pemesinan akan saling terpasang dengan baik, berfungsi sebagaimana dirancang, serta memenuhi harapan kualitas. Namun, berdasarkan pengamatan dari Insinyur manufaktur RPWORLD , sebuah tren yang mengkhawatirkan telah muncul: komponen untuk berbagai aplikasi kini sering kali diberi toleransi yang terlalu ketat—bahkan untuk permukaan yang tidak kritis. Hal ini mencerminkan peningkatan kemampuan industri, tetapi sering kali justru menyia-nyiakan biaya dalam jumlah signifikan.
Toleransi Standar vs Toleransi Presisi
Apa yang secara realistis dapat Anda harapkan dari layanan pemesinan daring? Memahami kapabilitas dasar membantu Anda menentukan spesifikasi secara tepat tanpa melakukan rekayasa berlebihan.
Untuk sebagian besar operasi frais dan bubut CNC, toleransi standar adalah ±0,010 inci (±0,25 mm) pada berbagai material dan geometri umum. Menurut analisis toleransi Modus Advanced, tingkat presisi ini mendukung sebagian besar aplikasi rekayasa sambil mempertahankan biaya dan waktu pengerjaan yang wajar.
Kapan presisi standar cukup memadai? Pertimbangkan aplikasi berikut:
- Rangka pelindung dan rumah komponen di mana dimensi tepat tidak kritis
- Braket pemasangan dengan lubang longgar untuk pengencang
- Iterasi prototipe yang berfokus pada pengujian bentuk dan fungsi
- Komponen dengan jarak pemasangan yang longgar yang telah dirancang sejak awal
Komponen hasil permesinan presisi memerlukan spesifikasi yang lebih ketat—biasanya ±0,003 inci hingga ±0,005 inci (±0,08 hingga ±0,13 mm). Toleransi semacam ini menuntut tambahan proses pemesinan, peralatan khusus, lingkungan terkendali secara klimatologis, serta protokol inspeksi yang komprehensif. Hasilnya? Biaya per komponen yang jauh lebih tinggi.
Rentang Toleransi dan Dampak Nyatanya
Tabel berikut mengilustrasikan bagaimana spesifikasi toleransi diterjemahkan ke dalam implikasi biaya dan aplikasi khas untuk komponen yang dibuat dengan mesin CNC:
| Kelas Toleransi | Kisaran Khas | Dampak Biaya | Aplikasi Umum |
|---|---|---|---|
| Standar | ±0,010" (±0,25 mm) | Harga dasar | Prototipe umum, fitur non-kritis, pelindung (enclosure) |
| Presisi | ±0,005 inci (±0,13 mm) | 1,5–2× standar | Permukaan yang saling berpasangan, pasangan bantalan, antarmuka geser |
| Presisi Tinggi | ±0,002–0,003 inci (±0,05–0,08 mm) | 2–3× standar | Antarmuka aerospace, komponen perangkat medis, dudukan optik |
| Ultra-Presisi | ±0,001 inci (±0,025 mm) atau lebih ketat | 4×+ standar | Komponen turbin, instrumen presisi, peralatan semikonduktor |
Perhatikan bagaimana biaya meningkat secara eksponensial—bukan secara linear—ketika toleransi diperketat. Seperti dicatat RPWORLD, toleransi yang terlalu ketat dapat memaksa komponen menjalani proses penggerindaan sekunder atau operasi EDM, sehingga secara tidak perlu meningkatkan baik biaya maupun waktu pengerjaan.
Dampak Pilihan Toleransi terhadap Anggaran Anda
Mengapa toleransi ketat jauh lebih mahal? Beberapa faktor saling memperparah:
- Tambahan proses pemesinan — Menghilangkan material dalam jumlah kecil untuk menjaga kontrol dimensi
- Kecepatan pemakanan yang lebih lambat — Kecepatan pemotongan yang lebih rendah meminimalkan lendutan alat dan efek termal
- Peralatan khusus — Pemotong berkualitas tinggi dengan spesifikasi runout yang lebih ketat
- Waktu persiapan yang lebih lama — Pemasangan dan penyetelan benda kerja yang lebih cermat
- Pemeriksaan yang lebih ketat — Pengukuran CMM alih-alih pengukuran standar
- Kontrol Lingkungan — Pemesinan dengan stabilisasi suhu untuk toleransi paling ketat
Masalah Akumulasi Toleransi
Di sinilah banyak desain mengalami kendala. Ketika beberapa komponen dirakit bersama, toleransi masing-masing komponen saling terakumulasi. Menurut Analisis teknis CNCYangsen , setiap komponen dalam suatu perakitan mungkin memiliki toleransi individual ±0,1 mm, namun akumulasi totalnya pada antarmuka akhir dapat mencapai ±0,3 mm atau lebih.
Pertimbangkan perakitan sederhana berisi tiga komponen. Jika setiap komponen memiliki toleransi ±0,010" pada dimensi kritisnya, maka akumulasi kasus terburuk berarti dimensi perakitan akhir Anda dapat bervariasi hingga ±0,030". Nilai ini tiga kali lipat dari toleransi yang ditentukan pada gambar masing-masing komponen.
Desainer cerdas mengatasi akumulasi toleransi melalui beberapa strategi:
- Mengidentifikasi dimensi kritis — Memperketat toleransi hanya pada fitur yang secara langsung memengaruhi fungsi perakitan
- Fitur penentuan posisi desain — Pin penentu posisi, bahu penyelarasan, atau geometri pengatur pusat otomatis mengurangi akumulasi posisional
- Menyederhanakan hubungan perakitan — Semakin sedikit komponen dalam rantai toleransi, semakin kecil variasi kumulatifnya
- Merancang celah yang wajar — Bila memungkinkan, jarak bebas yang disengaja menampung variasi tanpa mengorbankan fungsi
Hubungan Antara Hasil Permukaan dan Toleransi
Spesifikasi hasil permukaan sering berkorelasi dengan—namun tidak menggantikan—toleransi dimensi. Permukaan kasar (nilai Ra lebih tinggi) tidak mampu mencapai presisi efektif yang sama seperti permukaan halus, karena ketidakpastian pengukuran meningkat seiring ketidakteraturan permukaan.
Untuk aplikasi pemesinan CNC presisi yang memerlukan toleransi ketat, diharapkan Anda menetapkan hasil permukaan yang sesuai:
- Toleransi standar umumnya dipasangkan dengan nilai Ra 125 μin (3,2 Ra μm) atau lebih kasar
- Toleransi presisi bekerja dengan baik pada kisaran 63–32 Ra μin (1,6–0,8 Ra μm)
- Pekerjaan presisi tinggi sering memerlukan toleransi 16 Ra μin (0,4 Ra μm) atau lebih halus
Menentukan kombinasi yang tidak sesuai—toleransi ketat dengan permukaan kasar, atau sebaliknya—menunjukkan persyaratan yang tidak jelas dan dapat memicu pertanyaan dari penyedia layanan pemesinan presisi Anda.
Mengomunikasikan Toleransi Kritis versus Toleransi Umum
Gambar teknis Anda harus secara jelas membedakan antara fitur yang memerlukan pengendalian ketat dan fitur yang cukup memenuhi presisi standar. Sebagian besar insinyur berpengalaman menerapkan pendekatan bertingkat:
- Toleransi blok judul umum — Berlaku untuk semua dimensi tanpa penunjukan khusus (biasanya ±0,010" atau sesuai ISO 2768)
- Penunjukan dimensi spesifik — Toleransi lebih ketat yang dicantumkan langsung pada fitur kritis
- Simbol GD&T — Toleransi geometris untuk fitur di mana bentuk, orientasi, atau posisi lebih penting daripada sekadar ukuran
Pendekatan ini menyampaikan maksud manufaktur secara jelas. Operator mesin langsung memahami fitur-fitur mana yang memerlukan perhatian ekstra dibandingkan dengan area di mana presisi standar sudah memadai.
Ketika Toleransi Ketat Benar-Benar Penting
Lalu kapan sebenarnya Anda harus menentukan toleransi presisi? Aplikasi yang sah meliputi:
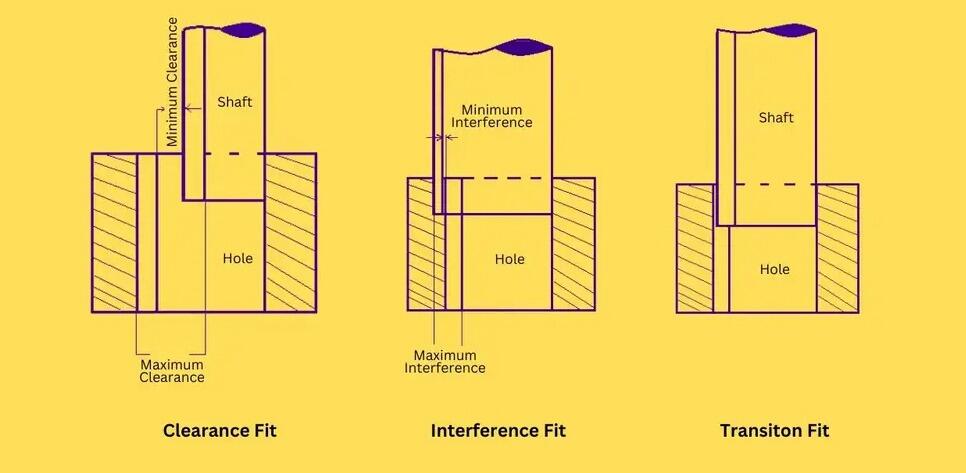
- Sambungan press-fit atau interference-fit — Presisi dimensi secara langsung menentukan gaya pemasangan dan daya cengkeram
- Diameter lubang bantalan dan poros — Pemasangan yang tepat memastikan clearance operasional dan masa pakai bantalan yang sesuai
- Permukaan penyegel — Alur O-ring dan flens pasangan memerlukan dimensi terkendali guna memastikan penyegelan yang andal
- Mekanisme kinematik — Rantai penggerak (linkages), cam, dan peluncur presisi memerlukan kendali ketat agar beroperasi lancar
- Rangkaian komponen kritis untuk keselamatan — Aplikasi di bidang dirgantara, medis, dan otomotif di mana konsekuensi kegagalan sangat parah
Untuk hal-hal lainnya? Toleransi standar dari bahan dan proses pemesinan CNC yang kompeten memberikan hasil luar biasa dengan biaya hanya sebagian kecil dari biaya toleransi ketat. Wawasan utama dari ahli Industri : keputusan untuk menetapkan toleransi ketat harus selalu terkait dengan persyaratan fungsional spesifik, bukan sekadar preferensi kualitas umum.
Setelah memahami dasar-dasar toleransi, Anda siap menghadapi pertanyaan lain yang muncul di setiap proyek: berapa sebenarnya biaya produksi ini? Bagian berikutnya membahas lima faktor utama yang memengaruhi harga pemesinan CNC—serta mengungkap pilihan desain yang dapat mengurangi biaya tanpa mengorbankan fungsi.
Memahami Faktor-Faktor yang Mendorong Biaya Pemesinan CNC
Anda telah memilih bahan dan menentukan toleransi. Kini muncul pertanyaan yang selalu diajukan semua orang: berapa sebenarnya biaya ini? Berbeda dengan banyak industri di mana penetapan harga terasa sembarangan, harga pemesinan CNC mengikuti pola-pola logis. Memahami pola-pola ini membantu Anda menyusun ekspektasi anggaran yang realistis—dan mengungkap peluang untuk mengurangi biaya tanpa mengorbankan kualitas.
Tantangannya? Sebagian besar platform pemesinan daring hanya menampilkan angka akhir tanpa menjelaskan cara perhitungannya. Bagian ini menguraikan lima faktor utama penentu biaya sehingga Anda dapat menafsirkan penawaran harga secara cerdas dan membuat keputusan pertukaran (tradeoff) yang tepat sebelum melakukan komitmen.
Lima Faktor yang Menentukan Biaya Pemesinan Anda
Menurut Analisis biaya komprehensif Scan2CAD , ekonomi pemesinan bergantung pada beberapa variabel saling terkait. Mari kita telaah masing-masing faktor beserta dampak relatifnya terhadap penawaran harga akhir Anda.
1. Pemilihan Bahan dan Volume
Biaya bahan baku berfluktuasi berdasarkan jenis, jumlah, dan kondisi pasar saat ini. Sebagai acuan dasar, plastik jauh lebih murah dibandingkan logam—namun bahkan di dalam kategori logam sekalipun, perbedaan harga cukup signifikan. Aluminium 6061 mungkin berharga $3–8 per pound, sementara baja tahan karat berkisar $5–15 per pound, dan paduan khusus seperti titanium dapat melebihi $30 per pound.
Selain harga bahan baku, pertimbangkan pula jumlah stok yang dikonsumsi oleh desain Anda. Komponen yang memerlukan pengurangan bahan sebesar 80% menghasilkan lebih banyak limbah, waktu pemesinan yang lebih lama, serta keausan alat potong yang lebih tinggi dibandingkan desain yang mempertahankan sebagian besar bahan stok aslinya. Persamaan biaya logam untuk permesinan mencakup baik harga pembelian bahan maupun efisiensi penggunaannya dalam desain Anda.
2. Kompleksitas Geometris
Tingkat kompleksitas komponen secara langsung berkorelasi dengan waktu pemesinan—faktor biaya terbesar tunggal menurut analisis industri. Geometri yang kompleks memerlukan:
- Beberapa pergantian alat potong untuk memproses fitur-fitur berbeda
- Penambahan penyetelan (setup) guna mengakses fitur-fitur dari orientasi yang berbeda
- Waktu pemrograman yang lebih lama untuk jalur alat (toolpath) yang rumit
- Kecepatan pemotongan yang lebih lambat untuk mempertahankan akurasi pada fitur-detail yang rumit
Menurut rincian biaya prototipe Hotean, kompleksitas desain saja dapat meningkatkan waktu pemesinan hingga 30–50%. Sebuah balok aluminium berbentuk persegi panjang sederhana dengan lubang dasar mungkin berharga $150, sedangkan bagian dasar yang sama dengan kontur rumit dan kantong berkedalaman bervariasi bisa mencapai $450 atau lebih.
3. Persyaratan Toleransi
Seperti telah dibahas sebelumnya, spesifikasi toleransi secara signifikan memengaruhi biaya manufaktur. Toleransi standar (±0,010") mewakili harga dasar. Perketat menjadi ±0,005" dan harapkan kenaikan biaya 1,5–2 kali lipat. Dorong hingga ±0,001" dan biaya bisa meningkat empat kali lipat menurut tolok ukur industri.
Peningkatan biaya ini mencerminkan kebutuhan manufaktur nyata: tambahan lintasan pemotongan, laju umpan yang lebih lambat, peralatan khusus, serta protokol inspeksi yang ditingkatkan—semua ini menghabiskan waktu dan sumber daya.
4. Ekonomi Kuantitas
Di sinilah pemahaman terhadap biaya persiapan menjadi sangat krusial. Setiap pekerjaan CNC memerlukan pemrograman, persiapan perlengkapan (fixture), pemilihan peralatan (tool), dan konfigurasi mesin—terlepas dari apakah Anda memproduksi satu komponen atau seratus komponen. Biaya tetap ini didistribusikan ke seluruh jumlah pesanan Anda.
Analisis ekonominya sangat mencolok: data analisis biaya menunjukkan bahwa satu unit prototipe mungkin berharga USD 500, sedangkan pemesanan 10 unit menurunkan harga per-unit menjadi sekitar USD 300 masing-masing. Pada jumlah pesanan 50 unit atau lebih, biaya dapat turun hingga 60%, sehingga harga per-unit menjadi sekitar USD 120.
| Jumlah pesanan | Perkiraan Biaya Per-Unit | Pengurangan Biaya |
|---|---|---|
| 1 unit | $500 | Garis Dasar |
| 10 unit | $300 | pengurangan 40% |
| 50+ unit | $120 | reduksi 60% |
Hal inilah yang menjelaskan mengapa pesanan kecil untuk permesinan CNC memiliki harga per-komponen yang lebih tinggi—Anda menanggung biaya persiapan tersebut pada jumlah komponen yang lebih sedikit.
5. Operasi Finishing
Perlakuan pasca-permesinan menambahkan biaya tambahan yang sering diabaikan dalam penyusunan anggaran awal. Menurut data biaya finishing:
- Hasil akhir sesuai hasil permesinan (as-machined finish): Tanpa biaya tambahan—waktu penyelesaian paling cepat
- Bead blasting: Menambahkan biaya USD 10–20 per komponen untuk tekstur matte yang seragam
- Anodizing: Menambahkan $25–50 per unit untuk ketahanan terhadap korosi dan warna
- Pelapisan Bubuk: Menambahkan $30–70 tergantung pada ukuran dan kompleksitas komponen
Setiap jenis penyelesaian permukaan berfungsi secara fungsional maupun estetis, namun biayanya meningkat cepat pada pesanan multi-komponen.
Pilihan Desain Cerdas yang Mengurangi Biaya Manufaktur
Sekarang Anda telah memahami faktor-faktor pendorong biaya; lalu bagaimana cara meminimalkan pengeluaran tanpa mengorbankan fungsi? Analisis DFM Fictiv mengidentifikasi prinsip-prinsip desain "dengan usaha minimal" yang secara langsung berdampak pada penurunan biaya:
- Desain berdasarkan geometri bahan standar — Komponen yang dibuat dari dimensi batang, lembaran, atau batang bulat standar meminimalkan limbah awal dan kerumitan persiapan
- Batasi jumlah penyetelan menjadi dua atau kurang — Setiap orientasi fixture tambahan menambah waktu signifikan; desain komponen agar dapat dikerjakan dengan jumlah orientasi seminimal mungkin
- Gunakan geometri alat standar — Fitur yang dapat dibubut dengan frais end mill, mata bor, dan alat chamfer umum lebih murah dibandingkan yang memerlukan peralatan khusus
- Tentukan Hanya Toleransi yang Diperlukan — Terapkan toleransi ketat secara eksklusif pada permukaan fungsional; gunakan toleransi umum di tempat lain
- Hindari rongga dalam dan dinding tipis — Fitur yang memerlukan peralatan khusus berjangkauan panjang atau manajemen defleksi yang cermat memperpanjang waktu pemesinan
- Bulatkan sudut internal — Sudut internal tajam memerlukan alat yang lebih kecil dan beberapa kali proses pemotongan; jari-jari yang cukup besar memungkinkan pemesinan lebih cepat
- Pilih hasil akhir permukaan standar — Hasil akhir as-machined atau bead-blasted lebih murah dibandingkan anodizing atau powder coating bila penampilan tidak menjadi faktor kritis
Modifikasi-modifikasi ini tidak mengurangi maksud rekayasa—melainkan menyelaraskan keputusan desain dengan realitas manufaktur.
Prototipe vs Produksi: Pertimbangan Ekonomi yang Berbeda
Tahap proyek Anda secara signifikan memengaruhi strategi pengadaan yang optimal. Untuk prototipe, kecepatan dan fleksibilitas umumnya lebih penting daripada optimalisasi biaya per komponen. Anda sedang menguji konsep, mengulang desain, dan memvalidasi kecocokan—membayar harga premium per unit untuk jumlah kecil masuk akal ketika waktu yang dibutuhkan untuk memperoleh pembelajaran menjadi prioritas utama.
Jumlah produksi mengubah pertimbangan strategis tersebut. Biaya persiapan tersebar pada ratusan atau ribuan komponen, diskon volume bahan baku mulai berlaku, dan optimalisasi proses menjadi layak dilakukan. Pada tahap ini, ekonomi per unit mendominasi pengambilan keputusan.
Ketika Permesinan Daring Memberikan Keunggulan Biaya
Platform digital unggul dalam skenario tertentu:
- Jumlah prototipe (1–50 buah) — Penawaran harga instan, waktu penyelesaian cepat, serta tanpa beban administrasi untuk membangun hubungan
- Siklus iterasi desain — Penawaran harga cepat untuk beberapa varian membantu mengoptimalkan desain sebelum komitmen produksi
- Kebutuhan kapasitas tambahan (overflow) — Ketika pemasok reguler Anda telah mencapai kapasitas maksimal, jaringan daring menyediakan alternatif langsung
- Bahan atau proses khusus — Akses ke jaringan kemampuan yang lebih luas dibandingkan pilihan lokal
Ketika Bengkel Tradisional Mungkin Bersaing Lebih Baik
Penilaian jujur mengungkap skenario di mana hubungan yang sudah terbina memberikan keuntungan:
- Produksi dalam jumlah besar — Kontrak jangka panjang dengan pemasok lokal sering kali menghasilkan harga yang lebih baik melalui diskon berbasis hubungan dan optimalisasi proses
- Perakitan kompleks yang memerlukan kolaborasi — Desain yang diuntungkan dari masukan perakit selama pengembangan biasanya berfungsi lebih baik bersama mitra yang memahami produk Anda
- Industri terregulasi dengan persetujuan yang telah ditetapkan — Jika pemasok sudah memiliki persetujuan untuk sistem kualitas Anda, beralih ke pemasok lain menimbulkan biaya kualifikasi
- Keuntungan kedekatan geografis — Saat mencari "permesinan CNC di dekat saya" atau "CNC di dekat saya", bengkel lokal menghilangkan biaya pengiriman dan memungkinkan pengambilan barang pada hari yang sama untuk kebutuhan mendesak
Menyusun Ekspektasi Anggaran yang Realistis
Sebelum meminta kutipan pertama Anda, tetapkan ekspektasi berdasarkan parameter proyek Anda:
- Prototipe aluminium sederhana dengan toleransi standar: $100–300 per komponen
- Komponen kompleks dengan banyak fitur atau toleransi ketat: $300–800 per komponen
- Bahan khusus atau proses penyelesaian ekstensif: $500–1.500+ per komponen
- Kuantitas produksi (50+ unit): penurunan harga sebesar 40–60% dibandingkan harga prototipe
Kisaran harga ini memberikan titik awal—kutipan aktual Anda bergantung pada geometri spesifik, bahan, dan persyaratan proyek. Namun, memasuki proses permintaan kutipan dengan perkiraan kasar membantu Anda mengevaluasi apakah kutipan tersebut sesuai dengan norma pasar atau memerlukan diskusi lebih lanjut.
Pertimbangan biaya secara alami mengarah pada pertanyaan penting lainnya: persyaratan khusus industri apa saja yang mungkin berlaku untuk aplikasi Anda? Sektor otomotif, dirgantara, dan medis masing-masing memberlakukan standar sertifikasi dan dokumentasi yang memengaruhi pemilihan pemasok maupun biaya proyek.

Persyaratan Industri dari Otomotif hingga Dirgantara
Anda telah menentukan bahan yang tepat, menetapkan toleransi yang sesuai, serta memahami faktor-faktor biaya. Namun, berikut adalah pertanyaan yang sering membingungkan pengguna baru layanan pemesinan daring: apakah industri Anda memberlakukan persyaratan tambahan di luar spesifikasi dasar komponen? Untuk aplikasi otomotif, dirgantara, dan medis, jawabannya hampir pasti ya.
Sektor-sektor yang berbeda menuntut tingkat dokumentasi, ketertelusuran, dan pengendalian proses yang berbeda pula. Memilih mitra manufaktur tanpa sertifikasi yang tepat dapat mengakibatkan komponen yang Anda terima—secara harfiah—tidak dapat digunakan, terlepas dari seberapa akurat dimensinya. Mari kita bahas secara rinci persyaratan masing-masing industri utama sehingga Anda dapat memverifikasi kualifikasi pemasok sebelum melakukan pemesanan.
Persyaratan dan Sertifikasi Komponen Otomotif
Industri otomotif beroperasi di bawah kerangka kualitas manufaktur yang paling ketat. Ketika Anda mencari komponen untuk aplikasi kendaraan, terdapat satu sertifikasi yang memiliki posisi paling dominan: IATF 16949 .
Apa arti sebenarnya IATF 16949 bagi Anda sebagai pelanggan? Menurut panduan sertifikasi American Micro Industries, standar global ini untuk manajemen mutu otomotif menggabungkan prinsip-prinsip ISO 9001 dengan persyaratan khusus sektor yang berfokus pada peningkatan berkelanjutan, pencegahan cacat, serta pengawasan ketat terhadap pemasok. Ini merupakan tiket kualifikasi untuk bekerja sama dengan OEM besar dan pemasok tier 1.
Unsur-unsur utama yang dijamin oleh sertifikasi IATF 16949 meliputi:
- Fokus pada pencegahan cacat — Sistem yang dirancang untuk mendeteksi masalah sebelum terjadi, bukan hanya setelah terjadi
- Ketertelusuran produk — Dokumentasi lengkap yang menghubungkan setiap komponen dengan lot bahan spesifik, mesin, dan operator terkait
- Protokol peningkatan berkelanjutan — Proses tindakan perbaikan yang terdokumentasi guna mencegah terulangnya masalah
- Manajemen Kualitas Pemasok — Pengawasan ketat yang mencakup seluruh rantai pasok
Selain IATF 16949, manufaktur otomotif menuntut Kontrol Proses Statistik (SPC) kemampuan. Mengapa SPC penting? Ketika Anda memproduksi ribuan komponen yang identik, variasi adalah hal yang tak terelakkan. Pemantauan SPC melacak tren dimensi secara real-time, sehingga mampu mendeteksi penyimpangan sebelum komponen keluar dari spesifikasi. Konsistensi semacam ini menjadi sangat krusial dalam produksi bervolume tinggi, di mana bahkan tingkat cacat yang kecil pun dapat menimbulkan biaya kualitas yang signifikan.
Bagi para insinyur yang mencari komponen otomotif melalui platform daring, verifikasi kualifikasi-kualifikasi ini sejak awal akan mencegah kejutan yang tidak menyenangkan. Shaoyi Metal Technology , misalnya, mempertahankan sertifikasi IATF 16949 sekaligus memiliki kemampuan SPC yang kuat—menunjukkan jenis layanan permesinan CNC presisi yang memenuhi kualifikasi otomotif, sebagaimana dipersyaratkan oleh rantai pasok OEM. Pendekatan mereka terhadap perakitan sasis dan busing logam khusus mencerminkan ketelitian dokumentasi yang dituntut oleh aplikasi otomotif.
Pertimbangan Kepatuhan di Bidang Medis dan Dirgantara
Jika standar otomotif terkesan ketat, persyaratan di bidang medis dan dirgantara menambahkan lapisan kompleksitas tambahan. Industri yang diatur ini menerapkan standar dokumentasi dan keterlacakan di mana jalan pintas sama sekali tidak diperbolehkan.
Dirgantara: Di Mana Keterlacakan Bahan Bersifat Mutlak
Pemesinan CNC untuk aplikasi dirgantara beroperasi di bawah kerangka kerja yang dirancang guna menjamin keandalan mutlak. Ketika komponen gagal beroperasi pada ketinggian 35.000 kaki, konsekuensinya bersifat bencana—hal inilah yang menjelaskan mengapa persyaratan sertifikasi dirgantara termasuk yang paling ketat di antara seluruh standar manufaktur.
AS9100 aS9100 berfungsi sebagai standar kualitas dasar untuk sektor dirgantara. Seperti dinyatakan oleh para pakar sertifikasi industri, AS9100 dikembangkan berdasarkan ISO 9001 dan menambahkan persyaratan tambahan khusus bagi sektor dirgantara, dengan penekanan kuat pada manajemen risiko, dokumentasi yang ketat, serta pengendalian integritas produk di sepanjang rantai pasokan yang kompleks.
Untuk pekerjaan dirgantara terkait pertahanan, ITAR (International Traffic in Arms Regulations) iTAR menambahkan lapisan kritis lainnya. Menurut Analisis ITAR Advantage Metal Products , kerangka kerja ini secara ketat mengatur penanganan data teknis sensitif dan komponen-komponennya. Kepatuhan memerlukan status terdaftar dengan Departemen Luar Negeri Amerika Serikat serta protokol keamanan informasi yang ketat.
Apa arti ITAR secara praktis bagi manufaktur:
- Persyaratan keamanan fasilitas — Akses terkendali ke area produksi yang menangani komponen pertahanan
- Protokol penanganan data — Transfer file CAD/CAM yang aman dan operasi permesinan yang dilindungi
- Pembatasan personel — Hanya warga negara AS yang diperbolehkan mengakses data teknis terkendali
- Kualifikasi vendor — Semua subkontraktor juga harus memenuhi kepatuhan ITAR
Selain itu, Akreditasi Nadcap memvalidasi proses khusus yang kritis bagi manufaktur dirgantara—perlakuan panas, pemrosesan kimia, dan pengujian tanpa merusak. Berbeda dengan sertifikasi mutu umum, NADCAP memeriksa pengendalian proses spesifik dengan ketelitian luar biasa. Bagi layanan permesinan CNC 5 sumbu yang memproduksi geometri dirgantara kompleks, validasi khusus ini sering kali terbukti sangat penting.
Permesinan Medis: Keselamatan Pasien Menjadi Prioritas Utama
Standar permesinan medis ada karena satu alasan mendasar: keselamatan pasien. Ketika komponen implan bedah atau perangkat diagnostik mengalami kegagalan, nyawa manusia dipertaruhkan. Kenyataan ini membentuk setiap aspek persyaratan manufaktur perangkat medis.
ISO 13485 merupakan standar manajemen mutu definitif untuk perangkat medis. Menurut spesialis rekayasa presisi , standar ini menetapkan pengendalian ketat terhadap desain, manufaktur, keterlacakan, dan mitigasi risiko. Setiap tahun, perangkat medis yang cacat menyebabkan lebih dari 83.000 cedera dan kematian di Amerika Serikat saja—menjelaskan mengapa persyaratan ini tetap tidak dapat dinegosiasikan.
Persyaratan utama ISO 13485 untuk operasi pemesinan CNC meliputi:
- Instruksi kerja yang didokumentasikan — Setiap keputusan pemrograman CNC harus mengikuti protokol yang telah ditetapkan
- Kontrol Desain — Pengujian dan validasi analisis elemen hingga (FEA) untuk implan dan komponen kritis
- Sistem pelacakan — Identifikasi Perangkat Unik (UDI) serta Rekam Jejak Perangkat (DHR) yang lengkap
- Validasi proses — Protokol IQ/OQ/PQ yang membuktikan hasil pemesinan yang konsisten
Di Amerika Serikat, produsen juga wajib mematuhi FDA 21 CFR Bagian 820 — Peraturan Sistem Mutu yang mengatur produksi perangkat medis. Kerangka kerja ini mencakup desain produk, prosedur manufaktur, serta sistem pelacakan yang memungkinkan respons cepat apabila muncul masalah pasca-pemasaran.
Untuk layanan pembubutan CNC dalam memproduksi komponen medis, kombinasi sertifikasi ISO 13485 dan kepatuhan terhadap regulasi FDA menciptakan jaminan kualitas yang komprehensif. Tanpa sertifikasi ini, komponen tidak dapat secara sah memasuki rantai pasokan medis—terlepas dari akurasi dimensinya.
Ringkasan Sertifikasi: Apa yang Harus Dicari
Tabel berikut merangkum sertifikasi utama berdasarkan penerapan industri:
| Industri | Sertifikasi Utama | Persyaratan tambahan | Area Fokus Utama |
|---|---|---|---|
| Otomotif | IATF 16949, ISO 9001 | Kemampuan SPC, dokumentasi PPAP | Pencegahan cacat, pengawasan pemasok, keterlacakan |
| Penerbangan | AS9100, Nadcap | Pendaftaran ITAR (pertahanan), sertifikasi bahan | Manajemen risiko, pengendalian proses khusus, keamanan data |
| Alat Kedokteran | ISO 13485, FDA 21 CFR Bagian 820 | Uji biokompatibilitas, kepatuhan UDI | Keselamatan pasien, ketertelusuran, validasi proses |
| Pertahanan | AS9100, ISO 9001 | Pendaftaran ITAR, izin keamanan fasilitas | Keamanan informasi, pengadaan domestik, pengendalian personel |
Mengapa Sertifikasi Ini Penting bagi Proyek Anda
Terkesan rumit? Berikut poin praktisnya: sertifikasi bukanlah beban birokratis—melainkan jaminan bahwa mitra manufaktur memiliki sistem, pelatihan, dan pengawasan yang diperlukan untuk memberikan kualitas konsisten dalam aplikasi yang menuntut.
Saat mengevaluasi penyedia jasa permesinan daring untuk industri terregulasi, verifikasi sertifikasi sebelum mengunggah file pertama Anda. Sebagian besar platform menampilkan kredensial secara mencolok, namun jangan ragu meminta salinan sertifikat aslinya. Perhatikan tanggal pendaftaran terkini—sertifikasi memerlukan audit berkelanjutan agar tetap sah.
Untuk proyek di luar industri yang diatur, sertifikasi ini tetap menunjukkan kematangan manufaktur. Sebuah bengkel yang mempertahankan kepatuhan terhadap IATF 16949 atau AS9100 telah berinvestasi secara signifikan dalam sistem mutu, personel yang terlatih, serta pengendalian proses. Investasi tersebut memberi manfaat bagi setiap pelanggan—bahkan bagi mereka yang tidak memiliki persyaratan sertifikasi formal.
Memahami persyaratan industri membantu Anda memilih mitra manufaktur yang tepat. Namun, bagaimana cara mengevaluasi mutu di luar sekadar memeriksa centang pada kotak sertifikasi? Bagian berikutnya menyajikan kerangka kerja praktis untuk menilai layanan permesinan daring—termasuk tanda peringatan (red flags) yang seharusnya memicu kewaspadaan.
Cara Menilai Mutu Layanan Permesinan Daring
Anda telah mengidentifikasi bahan yang dibutuhkan, menentukan toleransi, serta memahami persyaratan sertifikasi industri. Kini muncul pertanyaan praktis: bagaimana cara Anda benar-benar mengevaluasi apakah penyedia jasa pemesinan daring tertentu mampu mengirimkan komponen berkualitas tepat waktu? Sertifikasi memberikan titik awal—namun tidak menceritakan keseluruhan kisah.
Baik Anda sedang mencari "bengkel permesinan terdekat dari lokasi saya" maupun menjelajahi jaringan manufaktur global, proses evaluasi tetap mengikuti prinsip-prinsip yang serupa. Bagian ini menyajikan kerangka kerja netral terhadap vendor untuk menilai kualitas layanan—ditambah tanda peringatan yang seharusnya membuat Anda berpikir dua kali sebelum melakukan pemesanan.
Sertifikasi dan Indikator Kualitas yang Layak Diperiksa
Sertifikasi ISO sering disebut-sebut, tetapi sebenarnya apa jaminan yang diberikannya bagi Anda sebagai pelanggan? Menurut analisis sertifikasi Focused on Machining, sertifikasi ISO merupakan perbedaan mendasar antara bekerja sama dengan bengkel yang mengandalkan insting semata dan bengkel yang memiliki seperangkat prosedur terdokumentasi secara jelas guna memenuhi standar industri tertinggi yang mungkin.
ISO 9001:2015 tetap menjadi sertifikasi manajemen mutu dasar. Bengkel-bengkel yang memegang sertifikasi ini telah mengembangkan dan mendokumentasikan seluruh prosesnya, menyediakan jejak terlacak (traceability) untuk bahan baku maupun proses produksi, serta tunduk pada audit internal dan eksternal secara berkala. Pendekatan sistematis ini menciptakan prosedur yang dapat diulang untuk penawaran harga, penanganan bahan baku, produksi, jaminan mutu, dan pengiriman.
Namun, berikut ini yang sering dilewatkan banyak pembeli: penerapan sertifikasi sangat bervariasi antar bengkel. Seperti dicatat para pakar industri, meskipun persyaratan ISO bersifat ketat, kenyataannya penerapannya kerap berantakan dan memakan waktu. Folder kertas dan informasi yang ditulis tangan memang memenuhi kebutuhan dokumentasi, tetapi jelas bukan contoh efisiensi yang ideal.
Penyedia terbaik telah mendigitalkan proses ISO mereka—mengintegrasikan daftar periksa ke dalam perangkat lunak, mengotomatisasi dokumentasi, serta menyimpan catatan inspeksi yang mudah diakses. Pendekatan digital ini memungkinkan respons yang lebih cepat, biaya yang lebih rendah, dan kemampuan pelacakan yang lebih baik ketika muncul masalah.
Pertanyaan yang Harus Diajukan Mengenai Kemampuan Inspeksi
Klaim kualitas tidak berarti apa-apa tanpa kemampuan inspeksi yang mendukungnya. Menurut Panduan evaluasi penyedia Kesu Group , penyedia yang andal menggunakan alat inspeksi canggih seperti mesin pengukur koordinat (CMM) dengan akurasi hingga ±0,001 mm, alat pengukur dua dimensi, atau analisator XRF untuk verifikasi bahan.
Sebelum berkomitmen pada suatu penyedia, ajukan pertanyaan spesifik berikut:
- Peralatan inspeksi apa yang Anda gunakan? — CMM, komparator optik, dan alat ukur manual terkalibrasi menunjukkan komitmen serius terhadap kualitas
- Apakah Anda melakukan inspeksi selama proses produksi atau hanya inspeksi akhir? — Pemeriksaan selama proses produksi mendeteksi kesalahan lebih dini, sehingga mengurangi keterlambatan akibat komponen cacat
- Dapatkah Anda menyediakan laporan inspeksi dimensi? — Laporan Inspeksi Artikel Pertama (FAI) memverifikasi dimensi kritis sebelum produksi penuh
- Berapa tingkat cacat atau pengembalian barang Anda? — Penyedia dengan tingkat pengembalian tahunan di bawah 0,2% menunjukkan pengendalian kualitas yang kuat
- Apakah Anda menawarkan umpan balik Desain untuk Manufaktur (DFM)? — Tinjauan desain proaktif mencegah keterlambatan yang disebabkan oleh masalah manufaktur
Daftar Periksa Evaluasi Anda
Saat membandingkan layanan CNC di dekat saya atau mengevaluasi platform global, gunakan daftar periksa komprehensif ini untuk menilai calon mitra:
- Sertifikasi yang Dimiliki — Verifikasi keberlakuan sertifikasi ISO 9001 saat ini paling tidak; sertifikasi khusus industri (IATF 16949, AS9100, ISO 13485) untuk aplikasi yang diatur
- Transparansi sumber bahan baku — Dapatkah mereka mendokumentasikan asal-usul bahan baku dan menyediakan sertifikasi pabrik (mill certifications) bila diperlukan?
- Ketanggapan komunikasi — Apakah mereka merespons pertanyaan teknis dalam waktu 24 jam? Komunikasi cepat pada tahap penawaran memberikan gambaran awal mengenai perilaku mereka pada tahap produksi
- Kebijakan revisi — Bagaimana mereka menangani perubahan desain setelah pemesanan dilakukan? Prosedur perintah perubahan (change order) yang jelas mencegah kebingungan
- Dokumentasi Inspeksi — Dokumen kualitas apa saja yang disertakan bersama komponen yang dikirimkan? Dapatkah mereka mengambil kembali dokumentasi historis jika muncul masalah di kemudian hari?
- Kemampuan Mesin — Apakah mereka memiliki peralatan yang sesuai (mesin CNC 3-sumbu, 5-sumbu, dan mesin bubut CNC) untuk geometri komponen Anda?
- Kapasitas produksi — Dapatkah mereka memenuhi kebutuhan volume produksi Anda tanpa melebihi kapasitas jadwal kerja mereka?
Tanda Bahaya Saat Mengevaluasi Bengkel Mesin Online
Tidak semua penyedia jasa permesinan online memberikan kualitas yang setara. Perhatikan tanda-tanda peringatan berikut yang mengindikasikan potensi masalah:
- Tidak ada pertanyaan teknis mengenai desain Anda — Penyedia yang memberikan penawaran harga untuk komponen kompleks tanpa mengajukan pertanyaan klarifikasi mungkin tidak memahami tantangan manufaktur. Menurut Panduan keandalan Xmake , jika suatu penyedia hanya memberikan penawaran berdasarkan informasi yang diberikan tanpa umpan balik teknis apa pun, hal ini sering kali merupakan tanda bahaya, terutama untuk komponen yang lebih kompleks.
- Waktu pengerjaan yang tidak realistis singkatnya — Janji-janji yang terdengar terlalu bagus untuk menjadi kenyataan biasanya memang demikian. Analisis industri memperingatkan bahwa janji berlebihan dapat menyebabkan produksi terburu-buru, sehingga menurunkan kualitas dan memicu keterlambatan.
- Struktur penetapan harga yang tidak jelas — Penyedia yang sah memberikan penawaran harga terperinci yang memecah biaya material, permesinan, finishing, dan pengiriman. Biaya tersembunyi menunjukkan kurangnya transparansi.
- Keheningan radio setelah pemesanan dilakukan — Jika sebuah toko menjadi diam setelah menerima pesanan Anda, itu merupakan risiko besar. Pembaruan produksi harus bersifat proaktif, bukan diperoleh melalui pengecekan berulang.
- Tidak adanya dokumentasi kemampuan inspeksi — Toko yang tidak mampu menjelaskan peralatan pengukuran atau proses inspeksinya kemungkinan besar tidak memiliki sistem kualitas yang andal.
- Sertifikasi kedaluwarsa atau tidak tersedia — Sertifikasi memerlukan audit berkala. Dokumen sertifikasi yang kedaluwarsa menunjukkan bahwa pemeliharaan sistem kualitas telah terhenti.
Memahami Jumlah Pesanan Minimum
Kuantitas pemesanan minimum (MOQ) bervariasi secara signifikan antar layanan permesinan daring—dan memahami perbedaan ini membantu Anda memilih penyedia yang tepat sesuai skala proyek Anda.
Platform Penawaran Harga Instan umumnya menerima pesanan satu unit. Sistem otomatis mereka menangani proses penawaran secara efisien tanpa memandang jumlah pesanan, sehingga sangat ideal untuk prototyping dan produksi dalam jumlah kecil. Biaya persiapan diakomodasi ke dalam harga per unit, yang menjelaskan mengapa biaya per unit lebih tinggi untuk pesanan kecil.
Bengkel mesin daring tradisional mungkin memberlakukan MOQ sebanyak 5, 10, atau bahkan 50 buah—terutama untuk bahan standar atau geometri yang lebih sederhana. Minimum ini mencerminkan pertimbangan ekonomi dari proses penawaran manual dan alokasi waktu persiapan.
Kedua pendekatan tersebut tidak secara inheren lebih baik. Sesuaikan kebutuhan proyek Anda dengan model layanan yang tepat: platform instan untuk fleksibilitas dan kecepatan; bengkel konvensional mungkin lebih menguntungkan dari segi biaya per unit untuk pesanan dalam jumlah besar.
Keandalan Waktu Tunggu: Apa yang Sebenarnya Harus Diharapkan
Waktu tunggu yang dikutip menjadi tidak berarti jika penyedia secara konsisten melewati batas waktunya. Menurut spesialis pengadaan manufaktur, Anda harus meminta data tingkat ketepatan waktu pengiriman penyedia—idealnya di atas 95%.
Ekspektasi realistis terhadap waktu tunggu berdasarkan jenis proyek:
| Jenis Proyek | Waktu Tunggu Umum | Faktor Keandalan |
|---|---|---|
| Prototipe sederhana (1–5 bagian) | 5-10 hari kerja | Bahan standar tersedia di gudang, persiapan minimal |
| Prototipe kompleks | 10–15 hari kerja | Pemesinan multi-sumbu, bahan khusus, toleransi ketat |
| Produksi Volume Rendah | 2-4 minggu | Optimasi batch, verifikasi kualitas yang konsisten |
| Pesanan Cepat | 3-5 hari kerja | Harga premium, penjadwalan prioritas |
Beberapa faktor memengaruhi apakah penyedia mampu memenuhi target-target ini: beban kerja saat ini, ketersediaan bahan baku, dan kompleksitas desain Anda. Penyedia yang memiliki sistem pelacakan pesanan secara real-time menunjukkan kematangan operasional—Anda dapat memantau kemajuan pengerjaan alih-alih hanya menerka-nerka statusnya.
Platform Penawaran Harga Instan vs Bengkel Mesin Online Tradisional
Memahami perbedaan antara kedua model layanan ini membantu Anda memilih pendekatan yang tepat untuk proyek Anda:
Platform Penawaran Harga Instan menggunakan sistem berbasis kecerdasan buatan (AI) untuk menganalisis geometri dan menghasilkan penawaran harga dalam hitungan detik. Sistem tersebut umumnya terhubung ke jaringan mitra manufaktur yang telah diverifikasi, serta mengarahkan pesanan ke pemasok optimal berdasarkan kapabilitas, kapasitas, dan lokasi. Keuntungannya meliputi kecepatan, transparansi, dan pengalaman pengguna yang konsisten. Pertimbangan lainnya mungkin mencakup fleksibilitas yang lebih rendah untuk kebutuhan tak biasa atau konsultasi yang kompleks.
Bengkel mesin daring tradisional menawarkan penawaran harga berbasis web tetapi melibatkan lebih banyak interaksi manusia. Penawaran harga dapat memakan waktu 24–48 jam karena insinyur meninjau spesifikasi. Pendekatan ini sering kali lebih cocok untuk proyek kompleks yang memerlukan kolaborasi teknis, perlengkapan khusus (custom fixturing), atau bahan yang tidak biasa. Aspek hubungan kerja juga dapat menambah nilai ketika proyek berkembang atau memerlukan produksi berkelanjutan.
Banyak pembeli menggunakan kedua model tersebut secara strategis: platform instan untuk prototipe sederhana dan iterasi cepat; serta hubungan tradisional untuk volume produksi atau aplikasi yang menuntut aspek teknis tinggi.
Dengan kerangka evaluasi ini, Anda dapat menilai penyedia jasa permesinan daring secara objektif—baik mereka merupakan bengkel lokal maupun platform global. Namun, permesinan CNC tidak selalu menjadi metode manufaktur yang paling optimal. Bagian berikutnya membandingkan permesinan daring dengan metode manufaktur alternatif seperti pencetakan 3D dan cetak injeksi, sehingga membantu Anda memilih teknologi yang tepat untuk setiap aplikasi.
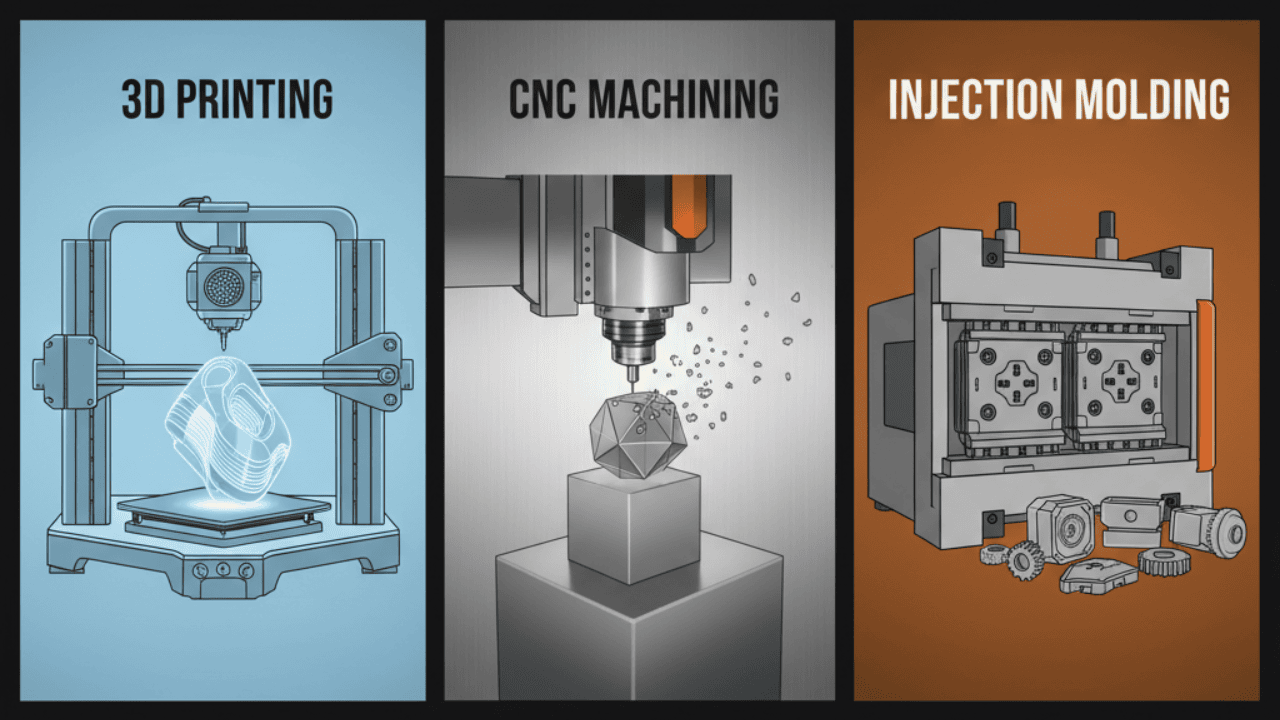
Permesinan Daring vs Metode Manufaktur Alternatif
Berikut adalah evaluasi realistis yang akan disampaikan oleh mitra manufaktur yang jujur kepada Anda: pemesinan CNC tidak selalu menjadi solusi terbaik. Terkadang, pencetakan 3D menghasilkan komponen lebih cepat dan lebih murah. Di lain waktu, pencetakan injeksi menawarkan kelayakan finansial yang tidak dapat ditandingi oleh pemesinan. Dan untuk geometri tertentu, pemesinan lembaran logam menghasilkan kualitas lebih unggul dengan limbah bahan yang lebih sedikit.
Memahami kapan harus menggunakan masing-masing metode manufaktur—dan kapan menggabungkannya—membedakan pengembangan produk yang sukses dari percobaan dan kesalahan yang mahal. Mari kita bangun kerangka keputusan praktis sehingga Anda dapat memilih teknologi yang tepat untuk setiap aplikasi.
Ketika Pencetakan 3D Lebih Unggul daripada Pemesinan CNC
Manufaktur aditif telah mengubah ekonomi pembuatan prototipe. Menurut perbandingan manufaktur komprehensif oleh 3D People, pencetakan 3D tidak memiliki biaya awal—tidak diperlukan peralatan cetak (tooling) maupun pemrograman jalur alat (tool paths). Akses tanpa hambatan ini menjadikannya pilihan menarik untuk tahap awal pengembangan.
Kapan pencetakan 3D lebih unggul dibanding mesin CNC untuk komponen logam atau plastik? Pertimbangkan skenario-skenario berikut:
- Geometri internal yang kompleks — Struktur kisi, saluran internal, dan bentuk organik yang memerlukan beberapa kali pemasangan atau bahkan tidak mungkin diwujudkan dengan metode subtraktif
- Iterasi desain cepat — Ketika Anda menguji beberapa konsep secara bersamaan dan perubahan terjadi setiap hari
- Jumlah kecil komponen kompleks — Satu unit prototipe di mana biaya pemasangan mesin CNC mendominasi harga per komponen
- Desain yang telah dioptimalkan secara topologi — Struktur dengan pengurangan berat yang memanfaatkan kebebasan geometris dari proses aditif
Namun, pencetakan 3D memiliki keterbatasan yang dapat diatasi dengan mudah oleh mesin CNC logam. Hasil permukaan umumnya menunjukkan garis lapisan yang memerlukan proses pasca-pencetakan. Pilihan bahan masih lebih terbatas—terutama untuk aplikasi berkinerja tinggi. Dan akurasi dimensi, meskipun terus membaik, masih kalah presisi dibanding kemampuan mesin CNC untuk toleransi ketat.
Dinamika biaya berubah secara signifikan seiring ukuran komponen. Menurut analisis industri , pencetakan 3D menjadi mahal untuk komponen berukuran besar di mana waktu cetak—faktor utama penentu biaya—menjadi jauh lebih lama. Mesin pemotong CNC sering kali memproduksi komponen besar dengan geometri sederhana secara lebih ekonomis dibandingkan proses aditif.
Cetak Injeksi vs Pemesinan untuk Volume Produksi
Jika Anda berencana memproduksi dalam jumlah lebih dari 10.000 unit, cetak injeksi patut dipertimbangkan secara serius. Prinsip ekonominya sederhana: biaya awal pembuatan cetakan yang tinggi tersebar atas jumlah produksi masif, sehingga menghasilkan harga per komponen yang sangat rendah.
Menurut data biaya manufaktur, biaya pembuatan cetakan untuk cetak injeksi umumnya dimulai dari £3.000 dan meningkat tajam seiring dengan kompleksitas komponen. Namun, begitu cetakan tersedia, proses ini memberikan biaya per unit yang sangat rendah, dengan bahan baku sebagai pengeluaran utama.
Pertimbangkan perbandingan dunia nyata berikut untuk sebuah rangka elektronik:
| Proses | 1 unit | 500 unit | 5.000 unit |
|---|---|---|---|
| Pencetakan 3D SLS | £15.59 | £2,64/unit (total £1.320) | £2,35/unit (total £11.750) |
| Mesin CNC | £125.20 | £8,06/unit (total £4.030) | Permintaan penawaran |
| Pencetakan Injeksi | Tidak Tersedia (biaya cetakan £5.429) | £0,92/unit (total £5.889) | £0,38/unit (£7.329 total) |
Perhatikan bagaimana pencetakan injeksi baru menjadi kompetitif dari segi biaya mulai sekitar 500 unit—dan mendominasi pada jumlah 5.000 unit ke atas. Titik impas tergantung pada kompleksitas komponen, pemilihan bahan, serta kebutuhan cetakan. Fabrikasi CNC tetap unggul untuk jumlah di bawah ambang batas tersebut.
Pemilihan Teknologi Secara Sekilas
Perbandingan berikut membantu Anda dengan cepat mengidentifikasi metode manufaktur optimal berdasarkan kebutuhan proyek Anda:
| Kriteria | Mesin CNC | pencetakan 3D | Pencetakan Injeksi |
|---|---|---|---|
| Jumlah Ideal | 1–5.000 unit | 1–10.000 unit | 10.000+ unit |
| Opsi Bahan | 20+ plastik, logam, kayu | 5+ plastik (proses PBF) | 100+ plastik |
| Kebebasan Geometris | Sedang (terbatas oleh akses alat) | Tinggi (memungkinkan struktur internal yang kompleks) | Sedang (sudut pelepasan, garis pemisah) |
| Waktu tunggu | 7–14 hari | 2–7 hari | 15–60 hari |
| Biaya Awal | Biaya NRE kecil (£100+) | Tidak ada (pesanan minimum £30–£60) | Biaya cetakan tinggi (£3.000+) |
| Permukaan Akhir | Sangat baik (sesuai hasil mesin atau dipoles) | Menunjukkan garis lapisan (pemrosesan pasca tersedia) | Sangat baik (mengilap, bertekstur, doff) |
| Fleksibilitas desain | Ya—perubahan memerlukan pemrograman ulang | Ya—perubahan tanpa konsekuensi | Tidak—modifikasi alat mahal |
Fabrikasi Logam Lembaran: Alternatif yang Sering Diabaikan
Ketika desain Anda terutama terdiri dari permukaan datar, lipatan, dan lubang potong, pemesinan logam lembaran sering kali memberikan solusi paling ekonomis. Mesin pemotong CNC yang bekerja dengan bahan lembaran hanya menghilangkan sedikit material—berbeda dengan pemesinan balok (block machining), di mana hingga 80% bahan bisa berubah menjadi serpihan.
Fabrikasi logam lembaran unggul untuk:
- Rangka pelindung (enclosures), braket, dan komponen sasis
- Panel dengan fitur pemasangan dan lubang ventilasi
- Elemen struktural yang memerlukan rasio kekakuan-terhadap-berat tinggi
- Komponen di mana operasi pembengkokan menggantikan fitur-fitur rumit hasil pemesinan
Proses pemotongan logam CNC yang dikombinasikan dengan pembentukan menggunakan press brake menghasilkan komponen yang akan jauh lebih mahal jika dibuat melalui pemesinan dari bahan padat (solid stock). Jika geometri komponen Anda cocok untuk pembentukan lembaran, pertimbangkan opsi ini terlebih dahulu sebelum beralih ke pemesinan konvensional.
Ketika Pendekatan Hibrida Masuk Akal
Kadang-kadang strategi manufaktur paling cerdas menggabungkan beberapa metode. Menurut para pakar manufaktur, pendekatan paling cerdas sering kali bersifat hibrida: mulailah dengan pencetakan 3D untuk membuktikan konsep, gunakan CNC untuk prototipe fungsional kritis, lalu beralih ke cetak injeksi ketika permintaan sudah siap.
Pertimbangkan strategi hibrida berikut:
- cetak 3D terlebih dahulu, kemudian proses fitur-fitur kritis dengan mesin — Pencetakan aditif menciptakan geometri keseluruhan yang kompleks, sedangkan pemotongan CNC mencapai toleransi ketat pada permukaan yang saling berpasangan
- Buat prototipe dengan permesinan, produksi massal dengan cetak injeksi — Komponen CNC memvalidasi fungsi sebelum berkomitmen pada perkakas mahal
- Gabungkan badan logam lembaran dengan detail hasil permesinan — Fabrikasi lembaran logam menciptakan pelindung (enclosures), sedangkan sisipan hasil permesinan menyediakan antarmuka presisi
Beralih dari Prototipe ke Produksi
Saat proyek berkembang dari konsep awal menjadi produk siap pasaran, kebutuhan manufaktur pun berubah. Menurut panduan transisi produksi Fictiv, perjalanan dari prototipe ke produksi massal merupakan transformasi kompleks yang memerlukan perencanaan matang.
Pertimbangan utama saat meningkatkan skala produksi:
- Konsistensi Bahan — Bahan prototipe harus sesuai dengan spesifikasi produksi untuk menghindari kejutan di tahap akhir
- Desain untuk perakitan — Metode yang cocok untuk perakitan prototipe secara manual mungkin gagal diterapkan pada lini produksi otomatis
- Validasi proses — Setiap metode manufaktur harus dikualifikasi terlebih dahulu sebelum komitmen produksi dalam jumlah besar
- Peramalan permintaan — Bekerja sama dengan mitra manufaktur yang mampu menyesuaikan skala produksi—baik menaikkan maupun menurunkannya—dari 1.000 hingga 100.000 unit, dengan menggunakan proses yang sama, merupakan faktor penentu keberhasilan
Platform pemesinan daring semakin mendukung transisi ini, menyediakan jumlah prototipe melalui jaringan yang sama yang menangani volume produksi. Kontinuitas semacam ini menghilangkan keterlambatan rekuifikasi saat peningkatan skala produksi.
Memilih Teknologi yang Tepat
Tidak ada satu pun metode manufaktur yang optimal untuk setiap proyek. Pemesinan CNC melalui platform daring unggul dalam pembuatan komponen presisi dalam jumlah sedang—namun memahami keterbatasannya membantu Anda membuat keputusan yang lebih baik secara keseluruhan.
Ajukan pertanyaan-pertanyaan berikut saat memilih pendekatan Anda:
- Berapa kuantitas yang saya butuhkan sekarang—dan berapa kuantitas yang mungkin saya butuhkan dalam 12 bulan ke depan?
- Apakah geometri saya mendukung kebebasan manufaktur aditif atau presisi manufaktur subtraktif?
- Apakah saya masih melakukan iterasi desain, atau apakah desain ini sudah siap untuk produksi?
- Toleransi dan hasil permukaan apa yang benar-benar dibutuhkan oleh aplikasi saya?
- Apakah fabrikasi lembaran logam atau pengecoran dapat menurunkan biaya per komponen?
Jawaban-jawaban tersebut membimbing Anda menuju teknologi yang tepat—atau menuju pendekatan hibrida yang secara strategis memanfaatkan beberapa metode sekaligus. Setelah pemilihan metode manufaktur dipahami, Anda siap mengambil langkah konkret berikutnya dalam proyek pemesinan daring Anda.
Mengambil Langkah Berikutnya dengan Pemesinan Daring
Anda telah mencakup banyak hal—mulai dari memahami arti sebenarnya dari pemesinan daring hingga mengevaluasi bahan, toleransi, biaya, persyaratan industri, dan metode manufaktur alternatif. Kini muncul pertanyaan praktis: bagaimana Anda menerjemahkan pengetahuan ini ke dalam tindakan? Baik Anda memesan komponen mesin CNC pertama kali maupun meningkatkan skala dari prototipe ke produksi massal, bagian terakhir ini menyatukan seluruh informasi menjadi sebuah kerangka kerja yang dapat dijalankan.
Menyesuaikan Persyaratan Proyek Anda dengan Layanan yang Tepat
Sebelum mengunggah file pertama Anda, luangkan sejenak untuk menyelaraskan karakteristik proyek Anda dengan model layanan yang sesuai. Keputusan-keputusan yang telah Anda ambil sepanjang artikel ini—pemilihan bahan, spesifikasi toleransi, serta kebutuhan kuantitas—secara langsung memengaruhi layanan pemesinan CNC daring mana yang akan memberikan hasil optimal.
Pertimbangkan kriteria pencocokan berikut:
- Kuantitas Prototipe (1–10 Komponen) — Platform kutipan instan unggul di sini, menawarkan kecepatan dan fleksibilitas tanpa beban administrasi hubungan
- Produksi volume rendah (10–500 unit) — Baik platform instan maupun toko daring konvensional sama-sama efektif; bandingkan penawaran harga dari keduanya
- Aplikasi industri yang diatur secara ketat — Verifikasi sertifikasi sejak awal; aplikasi otomotif memerlukan mitra bersertifikat IATF 16949
- Geometri kompleks yang memerlukan konsultasi — Toko konvensional yang menyediakan dukungan teknik mungkin menambah nilai di luar sekadar harga kompetitif
- Potensi penskalaan produksi — Pilih mitra yang mampu berkembang seiring peningkatan volume pesanan Anda guna menjaga konsistensi
Untuk aplikasi otomotif yang melibatkan perakitan rangka (chassis) atau busing logam khusus, penyedia seperti Shaoyi Metal Technology menunjukkan bagaimana layanan pemesinan CNC khusus dapat diskalakan mulai dari prototipe cepat hingga produksi massal dengan waktu pengerjaan seringkas satu hari kerja—faktor kritis ketika jadwal pengembangan semakin dipercepat.
Memulai Pesanan Permesinan Online Pertama Anda
Siap melanjutkan? Gunakan daftar periksa komprehensif ini untuk memastikan proyek Anda siap dieksekusi secara sukses:
Daftar Periksa Kesiapan Proyek
-
Persiapan berkas desain
- Ekspor model Anda dalam format STEP (.stp, .step) untuk kompatibilitas terbaik
- Verifikasi geometri kedap air tanpa permukaan terbuka atau tumpang tindih diri
- Sertakan gambar teknis untuk dimensi kritis dan spesifikasi GD&T
- Pastikan semua fitur dapat dikerjakan dari orientasi yang dapat diakses
-
Pemilihan Bahan
- Sesuaikan sifat material dengan persyaratan mekanis, lingkungan, dan berat
- Pertimbangkan peringkat kemampuan pemesinan serta dampaknya terhadap biaya
- Tentukan sertifikasi bahan jika diperlukan untuk industri Anda
-
Spesifikasi toleransi
- Terapkan toleransi ketat hanya pada fitur-fitur yang kritis secara fungsional
- Gunakan toleransi blok judul umum (±0,010") untuk dimensi yang tidak kritis
- Pertimbangkan akumulasi toleransi pada perakitan multi-komponen
-
Perencanaan kuantitas
- Mulailah dengan jumlah prototipe untuk memvalidasi desain sebelum komitmen produksi
- Faktorkan amortisasi biaya persiapan saat membandingkan batch kecil versus batch lebih besar
- Sampaikan volume masa depan yang diprediksi untuk mengeksplorasi harga kemitraan
-
Persyaratan Finishing
- Tentukan persyaratan hasil permukaan (seperti-dimesin, disemprot pasir, anodisasi)
- Identifikasi operasi pasca-pemrosesan yang diperlukan (perlakuan panas, pelapisan)
Mengatasi Kekhawatiran Keamanan Berkas dan Hak Kekayaan Intelektual
Pengguna baru sering kali ragu untuk mengunggah desain eksklusif ke platform daring. Kekhawatiran ini memang beralasan—desain Anda mewakili investasi signifikan dalam riset, pengembangan, dan inovasi.
Menurut analisis perlindungan HKI Factorem, tindakan berbagi desain inovatif dengan produsen eksternal menimbulkan kerentanan terhadap pencurian hak kekayaan intelektual atau pengungkapan tanpa izin. Namun, platform terpercaya menerapkan beberapa lapisan perlindungan.
Saat mengevaluasi perlindungan HKI suatu penyedia, perhatikan hal-hal berikut:
- Perjanjian Kerahasiaan (Non-disclosure Agreements/NDAs) — Praktik standar dalam hubungan manufaktur profesional
- Protokol transfer berkas aman — Unggahan terenkripsi yang melindungi data selama proses transmisi
- Kontrol akses — Akses terbatas bagi personel terhadap berkas desain Anda
- Perjanjian Manufaktur — Ketentuan yang jelas mengenai kepemilikan desain dan batasan penggunaan
- Jaringan mitra yang telah diverifikasi — Platform yang menilai kelayakan mitra manufaktur mereka berdasarkan kepatuhan terhadap standar keamanan
Untuk desain yang sangat sensitif, pertimbangkan untuk meminta Perjanjian Kerahasiaan (NDA) secara formal sebelum unggah berkas. Sebagian besar layanan pemesinan daring ternama menerima permintaan semacam ini sebagai praktik bisnis standar.
Memulai dengan Prototipe Sebelum Komitmen Produksi
Berikut adalah saran yang secara konsisten diikuti oleh para insinyur berpengalaman: verifikasi sebelum skala. Menurut spesialis manufaktur presisi , menggunakan vendor berbeda untuk prototipe dan produksi dapat mengakibatkan perbedaan kualitas serta ketidaksesuaian peralatan—suatu kehilangan kesinambungan yang berpotensi menggagalkan proyek.
Pendekatan cerdas untuk pemesinan prototipe CNC meliputi:
- Pesan terlebih dahulu dalam jumlah prototipe — Biasanya 1–5 buah untuk memvalidasi kecocokan, fungsi, dan penyelesaian akhir
- Uji perakitan dan kinerja — Memastikan komponen memenuhi tujuan desain sebelum beralih ke produksi dalam jumlah besar
- Lakukan iterasi jika diperlukan — Menangani setiap masalah yang teridentifikasi selama evaluasi prototipe
- Skalakan bersama mitra yang sama — Menjaga kesinambungan manufaktur mulai dari pembuatan prototipe mesin CNC hingga produksi massal
Pendekatan bertahap ini meminimalkan risiko. Jika komponen prototipe mengungkapkan masalah desain, Anda hanya telah berinvestasi pada sejumlah kecil komponen—bukan ratusan. Ketika prototipe berhasil, proses penskalaan memanfaatkan proses yang telah mapan serta jalur alat (toolpaths) yang telah terbukti.
Penyedia yang menawarkan penskalaan tanpa hambatan—seperti Shaoyi Metal Technology dengan kemampuan prototipe cepat hingga produksi massal mereka—menghilangkan keterlambatan rekuifikasi saat beralih antar tahap proyek. Sertifikasi IATF 16949 dan kemampuan SPC (Statistical Process Control) mereka menjamin bahwa sistem mutu yang sama mengatur baik proses prototipe maupun produksi.
Memanfaatkan Penawaran Harga Instan untuk Pengambilan Keputusan yang Cermat
Salah satu keunggulan terbesar pemesinan daring? Anda dapat mengeksplorasi berbagai pilihan tanpa komitmen apa pun. Sebelum menyelesaikan pesanan, manfaatkan alat penawaran harga instan untuk:
- Membandingkan harga berdasarkan bahan baku — Lihat bagaimana penggunaan aluminium dibandingkan baja tahan karat memengaruhi anggaran Anda
- Mengevaluasi dampak biaya toleransi — Beralih antara spesifikasi standar dan presisi
- Menilai ekonomi kuantitas — Pahami bagaimana harga per komponen menurun seiring peningkatan volume
- Mengevaluasi opsi waktu pengerjaan — Seimbangkan kebutuhan kecepatan dengan batasan anggaran
- Mengidentifikasi masalah DFM sejak dini — Umpan balik otomatis menandai kekhawatiran terkait kemudahan manufaktur sebelum produksi dimulai
Perbandingan belanja ini hanya memerlukan beberapa menit—bukan berhari-hari melakukan panggilan telepon dan membangun hubungan. Gunakan secara strategis untuk mengembangkan ekspektasi yang realistis serta mengidentifikasi keseimbangan optimal antara biaya, kualitas, dan waktu pengiriman sesuai kebutuhan spesifik Anda untuk komponen presisi hasil pemesinan khusus.
Perjalanan Pemesinan Online Anda Dimulai Sekarang
Anda telah memperoleh pengetahuan untuk menjelajahi layanan pemesinan daring dengan percaya diri—mulai dari persiapan berkas hingga pengiriman, dari pemilihan bahan hingga evaluasi kualitas. Ekosistem manufaktur digital siap mengubah desain Anda menjadi operasi presisi pemesinan CNC turning dan milling yang menghasilkan komponen jadi dalam hitungan hari, bukan minggu.
Jalan ke depan sudah jelas: siapkan file Anda sesuai praktik terbaik, tentukan hanya toleransi yang benar-benar Anda butuhkan, pilih bahan yang sesuai dengan kebutuhan aplikasi Anda, dan pilih mitra manufaktur yang kemampuannya selaras dengan tuntutan proyek Anda. Mulailah dengan jumlah prototipe untuk memvalidasi pendekatan Anda, lalu tingkatkan produksi secara percaya diri ketika desain terbukti berhasil.
Manufaktur mesin daring telah mendemokratisasi akses ke manufaktur presisi. Baik Anda adalah startup yang sedang mengembangkan produk pertama maupun perusahaan mapan yang mengoptimalkan rantai pasok, alat-alat dan pengetahuan yang dibahas di sini memberdayakan Anda untuk memanfaatkan kapabilitas ini secara efektif. Komponen khusus hasil pemesinan berikutnya Anda hanya berjarak satu unggah file saja.
Pertanyaan yang Sering Diajukan tentang Manufaktur Mesin Daring
1. Apa itu layanan pemesinan CNC daring?
Layanan permesinan CNC daring menghubungkan insinyur dan pengembang produk secara langsung dengan kemampuan manufaktur presisi melalui platform berbasis web. Alih-alih membangun hubungan dengan bengkel mesin lokal selama bertahun-tahun, Anda cukup mengunggah file CAD, menerima penawaran instan disertai umpan balik DFM (Design for Manufacturability), memilih bahan dan toleransi, serta menerima komponen jadi dalam hitungan hari. Platform-platform ini memanfaatkan mesin penawaran berbasis kecerdasan buatan (AI) dan jaringan manufaktur global untuk memberikan transparansi, kecepatan, serta harga yang kompetitif—mulai dari prototipe hingga produksi dalam jumlah besar.
2. Bagaimana cara mendapatkan penawaran instan untuk permesinan CNC daring?
Mendapatkan penawaran harga instan melibatkan unggah file CAD Anda (lebih disarankan dalam format STEP) ke platform permesinan daring. Sistem berbasis kecerdasan buatan (AI) menganalisis geometri Anda, menghitung jalur alat (toolpaths), dan menghasilkan harga dalam hitungan detik. Anda kemudian dapat menyesuaikan parameter seperti pemilihan bahan, jumlah unit, toleransi, serta pilihan penyelesaian permukaan untuk melihat perubahan harga secara langsung. Sistem ini juga memberikan umpan balik DFM otomatis yang menandai potensi masalah kelayakan produksi sebelum Anda memutuskan untuk memulai produksi.
3. Format file apa saja yang diterima untuk pemesinan CNC daring?
Sebagian besar platform permesinan daring menerima file STEP (.stp, .step) sebagai standar emas—format ini mempertahankan geometri padat dan menjaga akurasi dimensi di seluruh sistem CAD. File IGES (.igs, .iges) merupakan alternatif andal dengan kompatibilitas luas. File STL dapat digunakan, tetapi memiliki keterbatasan untuk CNC karena pendekatan permukaan berbentuk segitiga yang dapat mengurangi presisi pada fitur berkurva. Pastikan selalu model Anda bersifat kedap air (watertight) tanpa ada permukaan terbuka sebelum diunggah.
4. Berapa biaya permesinan CNC daring?
Biaya pemesinan CNC bergantung pada lima faktor utama: pemilihan material dan volume, kompleksitas geometris, persyaratan toleransi, ekonomi kuantitas, serta operasi penyelesaian akhir. Prototipe aluminium sederhana dengan toleransi standar biasanya berkisar antara $100–300 per komponen, sedangkan komponen kompleks dengan banyak fitur dan toleransi ketat dapat mencapai $300–800. Jumlah produksi sebanyak 50 unit atau lebih sering kali menurunkan biaya per unit sebesar 40–60% karena biaya persiapan tersebar ke lebih banyak unit. Penyedia bersertifikat IATF 16949 seperti Shaoyi Metal Technology menawarkan harga yang kompetitif dengan kemampuan mulai dari prototipe cepat hingga produksi massal.
5. Sertifikasi apa saja yang harus saya cari pada bengkel mesin daring?
Sertifikasi yang Anda butuhkan bergantung pada penerapan industri Anda. ISO 9001:2015 berfungsi sebagai standar manajemen mutu dasar untuk manufaktur umum. Aplikasi otomotif memerlukan sertifikasi IATF 16949 dengan kemampuan SPC. Proyek dirgantara memerlukan sertifikasi AS9100 dan kemungkinan akreditasi NADCAP, serta pendaftaran ITAR untuk pekerjaan pertahanan. Komponen perangkat medis memerlukan kepatuhan terhadap ISO 13485 dan FDA 21 CFR Bagian 820. Selalu verifikasi bahwa sertifikasi tersebut masih berlaku sebelum melakukan pemesanan untuk aplikasi industri yang diatur.