 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Layanan Mesin CNC Terungkap: Dari Berkas CAD Hingga Komponen Jadi

Memahami Layanan Mesin CNC dan Cara Kerjanya
Pernahkah Anda bertanya-tanya bagaimana komponen logam kompleks berubah dari desain digital di layar komputer seseorang menjadi komponen fisik yang presisi, yang dapat Anda pegang langsung di tangan? Transformasi ini terjadi melalui layanan mesin CNC—dan memahami proses ini dapat menghemat waktu, biaya, serta menghindarkan Anda dari masalah serius pada proyek manufaktur berikutnya.
Apa Sebenarnya yang Dilakukan Layanan Mesin CNC
Mari kita uraikan secara sederhana. CNC adalah singkatan dari Computer Numerical Control (Kontrol Numerik Berbasis Komputer). Ketika Anda bekerja sama dengan penyedia layanan pemesinan CNC , Anda mengakses kemampuan manufaktur di mana perangkat lunak komputer yang telah diprogram sebelumnya mengendalikan pergerakan alat potong dengan ketepatan luar biasa.
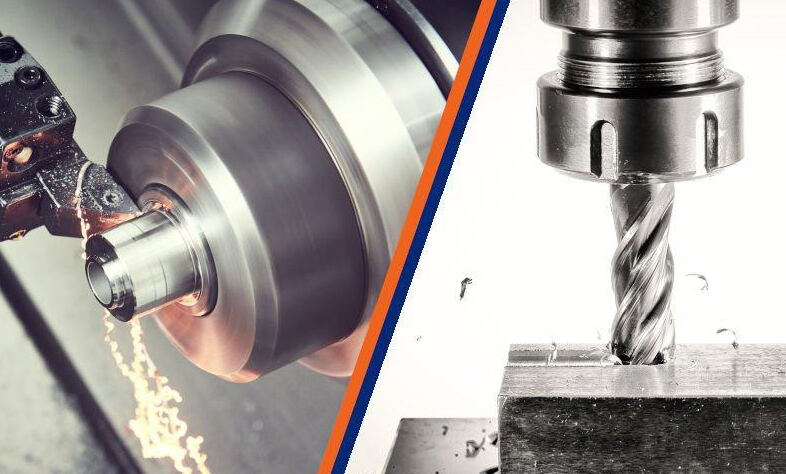
Layanan mesin CNC adalah solusi manufaktur profesional yang menggunakan kontrol terkomputerisasi untuk mengoperasikan peralatan mesin—termasuk mesin frais, mesin bubut, dan sistem multi-sumbu—guna mengubah balok bahan baku menjadi komponen berdesain khusus dengan presisi dan pengulangan yang tinggi.
Bayangkan seperti ini: alih-alih seorang perakit logam memandu setiap pemotongan secara manual, sebuah komputer membaca berkas desain digital Anda dan menerjemahkannya menjadi gerakan yang presisi. Mesin tersebut mengikuti instruksi berkode yang mengatur segala hal, mulai dari kecepatan spindle hingga lintasan tepat kepala pemotong. Otomatisasi ini menjamin komponen Anda dihasilkan secara konsisten, akurat, dan persis sesuai spesifikasi—baik Anda hanya membutuhkan satu prototipe maupun ribuan komponen produksi.
Dari Desain Digital ke Komponen Fisik
Perjalanan dari berkas CAD Anda menuju komponen jadi mengikuti alur kerja yang terstruktur, yang telah disempurnakan selama beberapa dekade oleh layanan permesinan CNC presisi:
- Pembuatan Model CAD: Desain 2D atau 3D Anda menetapkan dimensi, geometri, dan spesifikasi komponen akhir
- Konversi CAM: Perangkat lunak khusus menerjemahkan desain Anda ke dalam kode G — bahasa pemrograman yang dipahami mesin CNC
- Pengaturan mesin: Operator memasang bahan baku Anda dengan aman dan memasang alat potong yang sesuai
- Pemesinan otomatis: Mesin menjalankan program tersebut, menghilangkan material secara presisi untuk membuat komponen Anda
Rantai proses digital-ke-fisik inilah yang menjadikan layanan mesin CNC modern begitu bernilai. Menurut Thomas , pemesinan CNC banyak digunakan di berbagai industri, termasuk otomotif, dirgantara, dan telekomunikasi — di mana pun toleransi ketat dan kualitas konsisten menjadi hal penting.
Keunggulan Manufaktur Subtraktif
Berikut adalah konsep yang perlu dipahami: pemesinan CNC merupakan proses manufaktur subtraktif. Berbeda dengan pencetakan 3D yang membangun komponen lapis demi lapis, layanan mesin CNC dimulai dari balok bahan padat — logam, plastik, atau komposit — lalu secara sistematis menghilangkan semua bagian yang bukan merupakan komponen jadi Anda.
Mengapa hal ini penting bagi proyek Anda? Manufaktur subtraktif menawarkan keunggulan khas:
- Integritas Material: Anda bekerja dengan bahan baku padat, bukan endapan berlapis, yang berarti sifat mekanis unggul
- Kualitas Permukaan: Permukaan hasil pemesinan dapat mencapai hasil akhir yang sangat baik langsung dari mesin
- Variasi bahan: Proses CNC mampu menangani logam seperti aluminium, baja tahan karat, kuningan, dan titanium, serta plastik teknik dan komposit
- Kontrol presisi: Toleransi standar sebesar ±0,005 inci (0,127 mm) dapat dicapai, dengan toleransi yang lebih ketat dimungkinkan bila diperlukan
Ruang lingkup operasi yang tersedia lebih luas daripada yang umumnya disadari. Frais menggunakan alat potong multi-titik berputar untuk membentuk geometri kompleks. Bubut memanfaatkan mesin bubut untuk komponen berbentuk silinder. Mesin multi-sumbu—termasuk sistem 4-sumbu dan 5-sumbu—mampu mengakses beberapa sisi komponen dalam satu kali pemasangan, sehingga mengurangi penanganan dan meningkatkan akurasi. Pemahaman tentang operasi mana yang paling sesuai dengan kebutuhan spesifik Anda justru merupakan tujuan bagian-bagian berikutnya.
Jenis-Jenis Operasi Pemesinan CNC dan Aplikasinya
Sekarang setelah Anda memahami dasar-dasarnya, pertanyaan logis berikutnya adalah: operasi CNC mana yang paling tepat untuk komponen spesifik Anda? Jawabannya bergantung pada geometri, bahan, persyaratan toleransi, dan volume produksi Anda. Mari kita bahas kategori utama agar Anda dapat mencocokkan kebutuhan proyek Anda dengan pendekatan pemesinan yang sesuai.
Penjelasan Operasi Frais
Frais (milling) merupakan operasi CNC yang paling serba guna. Alat potong berujung jamak yang berputar bergerak melintasi benda kerja Anda, menghilangkan material untuk membuat permukaan datar, alur, rongga, kontur, serta bentuk tiga dimensi yang kompleks. Ketika Anda menghubungi penyedia layanan yang menawarkan layanan mesin frais cnc frais (milling)
Ada dua konfigurasi utama yang perlu dipahami:
- Frais vertikal: Spindle berputar tegak lurus terhadap meja kerja. Susunan ini sangat unggul dalam frais muka, pengeboran, serta pembuatan fitur pada permukaan datar. Layanan permesinan CNC vertikal umumnya digunakan untuk prototipe, cetakan, dan komponen yang fiturnya terutama terletak pada satu sisi permukaan.
- Frais horizontal: Spindle berputar sejajar dengan meja kerja. Konfigurasi ini menawarkan evakuasi serpihan yang lebih baik serta lebih disukai untuk pemotongan berat, komponen berukuran panjang, dan produksi dalam volume tinggi. Layanan permesinan CNC horizontal sangat unggul ketika Anda perlu memproses beberapa sisi komponen secara efisien.
Kekuatan sesungguhnya dari proses frais muncul ketika Anda mempertimbangkan jumlah sumbu yang terlibat—dan di sinilah banyak pembeli mengalami kebingungan.
Kapan Memilih Permesinan 5-Sumbu Daripada 3-Sumbu
Bayangkan Anda sedang memproses suatu komponen. Dalam permesinan 3-sumbu, alat potong bergerak sepanjang tiga arah linear: X (kiri-kanan), Y (depan-belakang), dan Z (atas-bawah). Pendekatan ini mampu menangani sebagian besar geometri sederhana dengan baik, namun bagaimana jika Anda memerlukan undercut, fitur bersudut, atau kontur kompleks?
Di sinilah sumbu tambahan berperan. Berikut rincian praktisnya:
| Konfigurasi Axis | Kemampuan | Aplikasi Tipikal | Tingkat Kompleksitas |
|---|---|---|---|
| 3 sumbu | Gerak linear dalam arah X, Y, dan Z. Benda kerja harus diposisikan ulang untuk mengakses beberapa sisi. | Benda kerja berbentuk datar, braket sederhana, pelat, fitur 2,5D seperti rongga (pocket) dan alur (slot) | Rendah — paling hemat biaya untuk geometri yang sederhana |
| 4 sumbu | Menambahkan rotasi di sekitar sumbu X (sumbu A). Pemesinan kontinu di sekeliling permukaan silindris atau miring. | Benda kerja yang memerlukan pemesinan di sekeliling sumbu pusat, ukiran pada permukaan melengkung, beberapa komponen aerospace | Sedang — mengurangi jumlah penyetelan dibandingkan mesin 3-sumbu |
| 5-axe | Menambahkan dua sumbu rotasi (biasanya sumbu A dan B). Pahat dapat mendekati benda kerja dari hampir semua sudut dalam satu kali penyetelan. | Komponen aerospace kompleks, bilah turbin, implan medis, impeler, rongga cetakan dengan undercut dalam | Tinggi — kebebasan geometris maksimal, biaya mesin tertinggi |
Jadi, kapan sebaiknya Anda berinvestasi dalam layanan permesinan CNC 5-sumbu?
- Pilih 3-sumbu ketika komponen Anda dapat dikerjakan sepenuhnya dari satu atau dua orientasi dengan penyesuaian posisi yang sederhana. Ini merupakan pilihan yang paling ekonomis.
- Pilih 4-sumbu ketika Anda memerlukan permesinan kontinu di sekeliling sumbu rotasi—misalnya poros kam, roda gigi ulir, atau komponen dengan fitur pada beberapa posisi sudut.
- Pilih 5-sumbu ketika geometri komponen mencakup sudut majemuk, rongga dalam, undercut, atau ketika pengurangan jumlah setup sangat penting untuk mempertahankan toleransi ketat di seluruh berbagai fitur.
Perbedaan biaya memang nyata, namun begitu pula manfaatnya. Permesinan 5-sumbu sering kali mengurangi total biaya pada komponen kompleks dengan menghilangkan beberapa kali setup, meningkatkan kualitas permukaan, serta mempertahankan akurasi posisional yang lebih baik antar-fitur.
Layanan Bubut dan Lathe untuk Komponen Silindris
Meskipun frais unggul dalam pembuatan komponen prismatik, pembubutan merupakan proses utama untuk semua bentuk silindris. Ketika Anda membutuhkan poros, pin, bushing, atau komponen apa pun dengan simetri putar, layanan pembubutan CNC memberikan hasil yang unggul.
Berikut cara kerja pembubutan: bahan baku Anda—biasanya berupa batang bulat—berputar pada kecepatan tinggi sementara alat potong yang diam menghilangkan material. Menurut Turntech Precision , operasi bubut paling umum meliputi pembubutan (turning), perataan ujung (facing), pembuatan alur (grooving), pemotongan terpisah (parting), pembuatan ulir (threading), pengeboran (drilling), pembesaran lubang (boring), penggirduan (knurling), dan pengetapan (tapping).
Setiap operasi memiliki tujuan khusus:
- Mesin Bubut: Mengurangi diameter luar benda kerja Anda. Pembubutan kasar (rough turning) menghilangkan material secara cepat; pembubutan akhir (finish turning) menghasilkan dimensi akhir dengan permukaan halus.
- Perataan ujung (facing): Membubut ujung komponen Anda secara tegak lurus terhadap sumbu, sehingga menghasilkan permukaan ujung yang rata serta mengontrol panjang keseluruhan komponen.
- Pengaitan: Membuat alur heliks untuk sekrup, baut, dan sambungan berulir.
- Pembuatan alur dan pemotongan terpisah (grooving and parting): Membuat saluran sempit atau memotong komponen jadi dari batang baku.
- Boring: Memperbesar lubang yang sudah ada atau membuat fitur internal dengan presisi tinggi.
Bubut CNC modern sering menggabungkan proses pembubutan dengan perlengkapan alat berputar aktif—yaitu alat frais dan bor bertenaga yang mampu membuat fitur di luar sumbu tanpa memindahkan benda kerja ke mesin terpisah. Kemampuan ini mengaburkan batas antara pembubutan dan frais, sehingga memberikan peningkatan efisiensi signifikan untuk komponen yang memerlukan kedua operasi tersebut.
Pemesinan Swiss untuk Komponen Presisi Kecil
Bagaimana jika komponen Anda berukuran sangat kecil, ramping, atau memerlukan toleransi yang sangat ketat? Bubut CNC standar kesulitan menangani benda kerja berdiameter kecil karena material yang tidak didukung dapat melengkung selama proses pemotongan, sehingga menimbulkan ketidakakuratan.
Inilah tepatnya alasan layanan pemesinan Swiss CNC ada. Awalnya dikembangkan untuk industri jam tangan Swiss, mesin khusus ini menggunakan bushing penuntun yang mendukung benda kerja sangat dekat dengan zona pemotongan. Seperti dijelaskan Fictiv, pendekatan ini mencegah lendutan dan memungkinkan pencapaian toleransi hingga 0,0001 inci pada komponen yang halus.
Mesin CNC Swiss menawarkan beberapa keunggulan khas:
- Keakuratan luar biasa: Bushing penuntun menjaga stabilitas bahan tepat di lokasi pemotongan, sehingga menghilangkan kesalahan akibat kelenturan.
- Beberapa operasi secara bersamaan: Mesin Swiss mampu melakukan pembubutan, penggilingan, pengeboran, dan penapisan dalam satu kali pemasangan di berbagai zona.
- Ideal untuk komponen berukuran ramping: Diameter benda kerja umumnya berkisar antara 0,030 inci hingga 2 inci, sangat cocok untuk pin, poros, dan pengencang kecil.
- Efisiensi volume tinggi: Operasi berbasis batang (bar-fed) dan pemesinan simultan menjadikan mesin Swiss ideal untuk produksi dalam jumlah besar.
Industri yang sangat bergantung pada pemesinan Swiss meliputi manufaktur perangkat medis (sekrup bedah, pin tulang, implan gigi), elektronik (pin konektor, kontak), serta dirgantara (pengencang miniatur, komponen aktuator). Jika komponen Anda berukuran kecil, presisi tinggi, dan diproduksi dalam volume besar, pemesinan Swiss kemungkinan merupakan pilihan terbaik bagi Anda.
Memahami jenis-jenis operasi ini menempatkan Anda pada posisi yang lebih kuat saat meminta penawaran harga dan mengevaluasi pemasok. Namun, proses yang tepat hanyalah sebagian dari persamaan—pemilihan bahan Anda memainkan peran yang sama pentingnya dalam menentukan biaya, waktu pengerjaan (lead time), dan kualitas yang dapat dicapai.
Panduan Pemilihan Bahan untuk Komponen yang Diproses dengan CNC
Anda telah mengidentifikasi operasi pemesinan yang tepat untuk geometri komponen Anda. Sekarang tiba saatnya membuat keputusan yang berdampak pada segalanya, mulai dari biaya per unit hingga toleransi yang dapat dicapai: bahan apa yang harus Anda tentukan? Pilihan ini bukan sekadar memilih logam yang terdengar familiar—melainkan mencocokkan sifat mekanis, karakteristik kemampuan pemesinan (machinability), serta kebutuhan aplikasi dengan kebutuhan spesifik proyek Anda.
Pemilihan Logam untuk Proyek CNC
Ketika mengevaluasi layanan pemesinan CNC aluminium, Anda mempertimbangkan bahan yang—dengan kata lain—paling serba guna di dunia CNC. Namun, aluminium hanyalah salah satu pilihan dari spektrum logam yang tersedia, masing-masing memiliki kompromi (trade-off) yang khas. Mari kita bahas pilihan-pilihan paling umum:
- Aluminium (6061, 7075): Kemampuan mesin yang sangat baik, ringan, tahan korosi secara alami, serta hemat biaya. Aluminium 6061 menyeimbangkan kekuatan dan kemudahan pengerjaan, sehingga ideal untuk komponen otomotif, casing perangkat elektronik konsumen, dan braket aerospace. Grade 7075 menawarkan kekuatan lebih tinggi untuk aplikasi struktural yang lebih menuntut. Layanan mesin CNC aluminium populer karena material ini dapat dikerjakan dengan cepat—mengurangi waktu siklus hingga 20% dibandingkan baja.
- Baja Tahan Karat (304, 316, 17-4 PH): Ketika Anda membutuhkan ketahanan dalam lingkungan ekstrem, layanan permesinan CNC baja tahan karat mampu memenuhinya. Grade 304 cocok untuk aplikasi umum. Grade 316 unggul dalam lingkungan kelautan dan medis berkat ketahanan korosi yang lebih tinggi. Grade 17-4 PH menawarkan penguatan presipitasi untuk kebutuhan kekuatan tinggi. Harapkan waktu pengerjaan yang lebih lama dan keausan alat yang lebih tinggi dibandingkan aluminium.
- Kuningan (C360): Sering disebut "kuningan bebas pemesinan (free-machining brass)", material ini menghasilkan permukaan akhir yang sangat baik dengan usaha minimal. Layanan pemesinan CNC kuningan umumnya dipilih untuk perangkat keras dekoratif, komponen kelistrikan, fitting pipa, dan instrumen presisi di mana penampilan serta ketelitian sangat penting.
- Tembaga: Konduktivitas termal dan listrik yang unggul membuat tembaga tak tergantikan dalam heatsink, busbar kelistrikan, dan pelindung RF. Layanan pemesinan CNC tembaga memerlukan perhatian khusus terhadap pengendalian serpihan (chip control) serta pemilihan pendingin (coolant) yang tepat, namun material ini dapat dikerjakan dengan cukup baik.
- Titanium (Grade 2, Grade 5/Ti-6Al-4V): Rasio kekuatan-terhadap-berat yang luar biasa dan sifat biokompatibilitasnya menjadikan titanium sangat penting untuk struktur kedirgantaraan dan implan medis. Namun, layanan permesinan CNC titanium dibanderol dengan harga premium. Material ini menghasilkan panas yang signifikan selama proses pemotongan, menyebabkan keausan alat yang cepat, serta memerlukan peralatan khusus dan kecepatan pemotongan yang lebih lambat. Investasi ini layak dilakukan apabila tidak ada material lain yang mampu memenuhi persyaratan kinerja Anda.
- Baja paduan (4140, 4340): Ketika kekuatan maksimum dan ketangguhan menjadi prioritas utama, layanan permesinan CNC baja paduan menawarkan pilihan yang unggul dibandingkan baja tahan karat. Material-material ini umumnya menjalani perlakuan panas setelah proses permesinan untuk aplikasi yang menuntut tinggi, seperti roda gigi, poros, dan komponen struktural.
Memahami Peringkat Kemachinan
Berikut adalah sesuatu yang secara langsung memengaruhi harga penawaran dan waktu tunggu Anda: kemampuan dimesin (machinability). Menurut Komacut, kemampuan dimesin mengacu pada seberapa mudah suatu bahan dapat dipotong, dibentuk, dan diselesaikan. Logam dengan kemampuan dimesin tinggi memerlukan gaya pemotongan yang lebih kecil, menghasilkan panas yang lebih sedikit, serta menghasilkan permukaan akhir yang lebih baik—sehingga menjadi lebih hemat biaya untuk pemesinan CNC.
Apa yang menentukan kemampuan dimesin? Beberapa faktor berperan di sini:
- Kekerasan Material: Bahan yang lebih keras menyebabkan keausan alat pemotong lebih cepat dan memerlukan kecepatan pemotongan yang lebih lambat. Inconel 718, misalnya, memerlukan peralatan khusus dan kondisi pemotongan yang presisi.
- Konduktivitas termal: Bahan seperti aluminium mampu mendispersikan panas dengan cepat, sehingga memungkinkan kecepatan pemesinan yang lebih tinggi. Sementara itu, bahan dengan konduktivitas termal rendah seperti titanium menahan panas di zona pemotongan, sehingga memerlukan manajemen termal yang cermat.
- Pembentukan serpihan: Beberapa bahan menghasilkan tatal (chip) panjang dan lentur yang dapat melilit pada peralatan pemotong. Sebaliknya, bahan lain menghasilkan tatal yang terpisah-pisah dan mudah terbuang dari zona pemotongan.
Seperti dicatat oleh Ethereal Machines, penggunaan Aluminium 6061 dalam produksi volume tinggi dapat memangkas waktu pemesinan secara signifikan dibandingkan bahan yang lebih keras—mempercepat pengiriman tanpa mengorbankan kualitas. Sebaliknya, pemesinan titanium atau paduan tahan suhu tinggi memerlukan peralatan khusus dan sering kali meningkatkan biaya secara substansial.
Bahan Plastik dan Pertimbangan CNC-nya
Logam mendominasi pembahasan pemesinan CNC, tetapi layanan mesin CNC plastik mengisi ceruk kritis. Plastik teknik menawarkan keunggulan unik: bobot lebih ringan, isolasi listrik, ketahanan kimia, serta sering kali biaya bahan yang lebih rendah.
- ABS: Ketahanan bentur yang baik dan kemampuan pemesinan yang optimal dengan biaya rendah. Sering digunakan pada prototipe dan casing.
- Delrin (Asetal/POM): Stabilitas dimensi yang sangat baik, gesekan rendah, serta kekakuan tinggi. Ideal untuk roda gigi, bantalan, dan komponen mekanis presisi.
- Nilon (PA6, PA66): Kuat, tahan aus, serta pelumas diri. Digunakan untuk komponen struktural dan bagian yang mengalami keausan.
- PEEK: Plastik rekayasa berkinerja tinggi dengan ketahanan kimia luar biasa dan stabilitas suhu yang sangat baik. Umum digunakan dalam aplikasi medis dan dirgantara—namun harganya mahal.
- UHMW Polietilen: Koefisien gesekan yang sangat rendah. Sangat cocok untuk komponen geser, penuntun, serta aplikasi yang bersentuhan langsung dengan makanan.
Plastik menimbulkan tantangan unik dalam proses pemesinan. Karena lebih lunak dibanding logam, penggunaan alat potong yang tajam serta laju pemakanan (feed) yang sesuai menjadi sangat penting guna mencegah pelelehan atau deformasi. Sebagian plastik menyerap kelembapan, yang memengaruhi stabilitas dimensinya. Selain itu, berbeda dengan logam, plastik tidak mampu mencapai toleransi ketat yang sama—rencanakan spesifikasi yang sedikit lebih longgar.
Bagaimana Pemilihan Material Mempengaruhi Biaya, Waktu Pengerjaan, dan Toleransi
Pemilihan material Anda menimbulkan dampak berantai di seluruh proyek Anda:
| Bahan | Biaya Material Relatif | Dampak terhadap Waktu Pemesinan | Toleransi yang Dapat Dicapai |
|---|---|---|---|
| Aluminium 6061 | Rendah | Cepat—kemampuan pemesinan sangat baik | ±0,001 inci mudah dicapai |
| Kuningan C360 | Sedang | Cepat—mudah diproses (free-machining) | ±0,001 inci dengan hasil permukaan sangat baik |
| Baja tahan karat 304 | Sedang | Sedang — kekhawatiran terhadap pengerasan akibat deformasi | ±0,001 inci dapat dicapai dengan hati-hati |
| Titanium Grade 5 | Tinggi | Lambat — keausan alat yang signifikan | ±0,001 inci memerlukan keahlian khusus |
| Delrin | Rendah-Sedang | Cepat | ±0,002 inci merupakan toleransi umum untuk plastik |
Wawasan utamanya? Menurut HPPI, terkadang memprioritaskan bahan dengan kemampuan pemesinan yang lebih baik—daripada pilihan yang lebih murah—justru mengurangi total biaya melalui pemeliharaan kualitas komponen dan pengurangan waktu siklus produksi. Saat mengevaluasi opsi, pertimbangkan biaya sepanjang siklus hidup—bukan hanya harga bahan baku.
Pemilihan bahan juga membatasi pilihan proses penyelesaian permukaan Anda. Tidak semua perlakuan permukaan cocok diterapkan pada setiap jenis bahan dasar. Sebagai contoh, anodisasi memberikan hasil yang sangat baik pada aluminium, tetapi tidak dapat diterapkan pada baja. Pelapisan nikel sangat sesuai dengan baja tahan karat, namun menimbulkan tantangan dalam hal adhesi ketika diterapkan pada aluminium. Pertimbangkan persyaratan akhir untuk penyelesaian permukaan sedini mungkin dalam proses pemilihan bahan guna menghindari kejutan biaya yang tidak diinginkan.
Dengan bahan Anda yang telah dipilih, langkah kritis berikutnya adalah menyiapkan file CAD Anda secara tepat—karena pilihan bahan terbaik pun tidak dapat mengimbangi kesalahan desain yang meningkatkan biaya atau membuat komponen Anda mustahil diproduksi.
Cara Menyiapkan File CAD dan Menghindari Kesalahan Desain yang Mahal
Anda telah memilih bahan dan mengidentifikasi proses pemesinan yang tepat. Kini tiba langkah yang membedakan jalannya produksi lancar dari bencana mahal: menyiapkan file CAD Anda secara tepat. Yang mengejutkan, sebagian besar penyedia jasa pemesinan CNC mengasumsikan Anda sudah mengetahui hal ini—sehingga Anda harus belajar melalui percobaan dan kesalahan yang mahal. Mari perbaiki hal tersebut.
Menyiapkan File CAD Anda untuk Keberhasilan CNC
File CAD Anda bukan sekadar representasi visual—melainkan gambar teknis definitif yang mengendalikan setiap pemotongan yang dilakukan mesin. Menurut LeadCNC , ambiguitas, kesalahan, atau informasi yang hilang dalam file CAD Anda akan menyebar ke tahap selanjutnya, mengakibatkan jalur alat (toolpath) yang cacat, tabrakan mesin, atau komponen yang gagal memenuhi pemeriksaan kualitas.
Sebelum mengirimkan file ke penyedia layanan permesinan CNC prototipe, kerjakan daftar periksa persiapan berikut:
- Ekspor dalam format yang tepat: Gunakan file STEP (.step atau .stp) bila memungkinkan. Format STEP menangkap geometri dan informasi topologis secara akurat, sehingga model Anda ditransfer sebagai benda padat sejati, bukan permukaan yang diaproksimasi. Hindari penggunaan file STL untuk pekerjaan presisi—format ini mengaproksimasi permukaan dengan segitiga, yang tidak ideal untuk toleransi ketat.
- Verifikasi satuan Anda: Hal ini terdengar dasar, namun ketidaksesuaian satuan justru menyebabkan kegagalan manufaktur total. Sebuah model yang dirancang dalam inci tetapi diartikan sebagai milimeter akan menghasilkan komponen yang diperkecil sebesar faktor 25,4. Pastikan selalu bahwa ekspor Anda menggunakan satuan yang dimaksud (milimeter atau inci) dengan faktor skala 1:1.
- Tentukan sistem koordinat Anda: Tetapkan titik asal komponen yang jelas, yang selaras dengan cara komponen Anda akan difiksasi pada mesin. Sumbu X, Y, dan Z harus mengacu pada permukaan pemrosesan utama serta orientasi penjepitan yang dimaksud.
- Jalankan pemeriksaan geometri: Gunakan alat analisis perangkat lunak CAD Anda untuk mengidentifikasi tepi non-manifold, permukaan sempit (sliver faces), atau batas terbuka. Cacat tersembunyi semacam ini dapat menghentikan seluruh perhitungan jalur alat (toolpath).
- Hapus detail yang tidak diperlukan: Hapus geometri yang tidak esensial, seperti logo pemasok, ulir internal yang akan dibuat pasca-pemesinan (tapping), atau fillet estetis kecil di area yang tidak kritis. Menyederhanakan model mempercepat pemrosesan CAM.
Saat bekerja dengan layanan pemesinan CNC khusus (custom), komunikasi yang jelas dimulai dari berkas yang bersih. Susun geometri menggunakan lapisan (layers) atau warna—tempatkan permukaan referensi (datum surfaces) pada satu lapisan, fitur kritis pada lapisan lain, dan area yang memerlukan penyelesaian khusus (special finishing) pada lapisan ketiga.
Kesalahan Desain Umum yang Meningkatkan Biaya
Bahkan insinyur berpengalaman pun kerap mengambil keputusan desain yang meningkatkan biaya pemesinan atau menghasilkan komponen yang secara fisik tidak dapat diproduksi. Berikut adalah jebakan-jebakan yang harus dihindari:
Sudut internal tajam: Peralatan potong CNC berbentuk silindris. Secara fisik, peralatan tersebut tidak mampu membuat sudut dalam 90 derajat yang sempurna. Menurut Geomiq , Anda harus menambahkan jari-jari internal yang paling tidak 30% lebih besar daripada jari-jari alat potong Anda. Sebagai contoh, jika menggunakan frais ujung berdiameter 10 mm, desain tepi internal dengan jari-jari minimum 13 mm. Hal ini mengurangi tekanan pada alat dan memungkinkan kecepatan pemotongan yang lebih tinggi.
Ketebalan dinding tidak memadai: Dinding tipis rentan terhadap getaran, lenturan, dan distorsi selama proses pemesinan. Geomiq merekomendasikan ketebalan dinding minimum 0,8 mm untuk logam dan 0,15 mm untuk plastik. Yang tak kalah penting adalah rasio lebar terhadap tinggi—pertahankan minimal 3:1 untuk dinding bebas yang tidak didukung guna memastikan stabilitas selama proses pemotongan.
Kantong dan rongga yang terlalu dalam: Alat potong memiliki jangkauan terbatas. Fitur yang dalam dan sempit memaksa penggunaan alat berpanjang ekstensi yang kurang kaku dan cenderung mengalami lendutan. Seperti yang dicatat oleh Lima Alur , upayakan kedalaman kantong tidak melebihi enam kali diameter alat. Kedalaman yang melampaui sepuluh kali diameter menjadi sulit diwujudkan, terlepas dari ketersediaan alat yang tersedia.
Ukuran lubang tidak standar: Lubang standar dapat dibor secara efisien dengan mata bor yang mudah diperoleh. Ukuran lubang non-standar memerlukan penghilangan material secara progresif menggunakan end mill—yang secara signifikan meningkatkan waktu pemesinan dan biaya.
Kedalaman ulir berlebih: Kekuatan ulir terutama terletak pada beberapa ulir pertama. Batasi kedalaman ulir maksimal hingga tiga kali diameter lubang. Untuk lubang buta, sisakan bagian bawah lubang sepanjang setengah diameter lubang tanpa ulir.
Toleransi ketat yang tidak perlu: Menerapkan toleransi ketat pada setiap dimensi merupakan salah satu kesalahan paling umum dan paling mahal. Toleransi CNC bawaan sebesar ±0,13 mm sudah cukup akurat untuk sebagian besar fitur. Terapkan spesifikasi toleransi lebih ketat hanya pada permukaan yang saling berpasangan dan antarmuka fungsional, di mana presisi benar-benar diperlukan.
Prinsip Perancangan untuk Kelayakhadiran
Desain untuk Kemudahan Manufaktur (Design for Manufacturability/DFM) berarti mempertimbangkan bagaimana komponen Anda benar-benar akan diproduksi selama proses perancangan itu sendiri. Baik Anda bekerja sama dengan penyedia layanan prototipe pemesinan CNC di Georgia maupun dengan penyedia layanan komponen pemesinan CNC di tingkat global, prinsip-prinsip ini berlaku secara universal.
Desain untuk perkakas standar: Menurut Five Flute, memahami fitur-fitur mana yang dapat dibentuk menggunakan peralatan standar yang tersedia secara luas merupakan hal yang esensial. Sebagian besar bengkel menyediakan face mill, end mill standar (dengan diameter 1/8" hingga 1"), ball end mill, mata bor dalam ukuran standar, serta alat chamfer dengan sudut 60°, 82°, dan 90°. Rancanglah fitur-fitur komponen agar sesuai dengan peralatan-peralatan tersebut, sehingga Anda dapat menghindari keterlambatan akibat menunggu peralatan khusus.
Pertimbangkan metode penahanan benda kerja sejak tahap awal: Komponen Anda harus diklem secara kokoh selama proses pemesinan. Rancang permukaan yang rata dan sejajar sehingga dapat bertumpu pada parallel blocks dan dijepit dengan kuat dalam ragum. Komponen tanpa permukaan jelas untuk pengikatan memerlukan fixture khusus—yang menambah waktu dan biaya.
Minimalkan Persiapan: Setiap kali suatu komponen diposisikan kembali di dalam mesin, terdapat risiko ketidaksejajaran dan penambahan biaya tenaga kerja. Rancang komponen sedemikian rupa sehingga fitur-fitur kritisnya dapat dikerjakan dengan jumlah orientasi seminimal mungkin. Fitur-fitur yang memerlukan toleransi relatif yang ketat harus dapat diakses dalam satu kali pemasangan (setup) yang sama.
Hindari undercut sebanyak mungkin: Fitur-fitur yang tidak dapat dijangkau oleh alat potong dari arah pemasangan utama memerlukan baik peralatan khusus (seperti pemotong alur-T) maupun sumbu mesin tambahan. Jika komponen Anda memerlukan undercut, pastikan penyedia layanan prototipe pemesinan CNC yang Anda pilih memiliki kemampuan yang sesuai sebelum menyelesaikan desain.
Perhitungkan tegangan material: Bahan baku (stock material) sering mengandung tegangan internal. Ketika sejumlah besar material dihilangkan secara asimetris, bagian yang tersisa dapat melengkung setelah dilepaskan dari perlengkapan (fixture). Untuk komponen dengan penghilangan material yang signifikan, diskusikan strategi peredaman tegangan dengan mitra pemesinan Anda.
Upaya yang Anda investasikan dalam persiapan file yang tepat dan optimalisasi DFM memberikan manfaat sepanjang proyek Anda. Desain yang bersih memungkinkan penawaran harga lebih cepat, proses pemesinan lebih efisien, serta pengiriman produk yang memenuhi spesifikasi sejak percobaan pertama. Namun, bahkan komponen yang dirancang secara sempurna pun tetap memerlukan spesifikasi toleransi yang sesuai—dan pemahaman terhadap makna sebenarnya dari angka-angka tersebut merupakan fokus pembahasan berikutnya.
Penjelasan Mengenai Toleransi dan Hasil Permukaan
Anda telah menyiapkan file CAD yang sempurna dan memilih bahan yang ideal. Kini tiba saatnya menentukan spesifikasi yang secara langsung memengaruhi baik fungsi komponen Anda maupun anggaran proyek: toleransi dan hasil permukaan. Angka-angka ini muncul pada setiap gambar pemesinan, namun kebanyakan pembeli tidak sepenuhnya memahami maknanya—atau kapan spesifikasi yang lebih ketat benar-benar diperlukan dibandingkan saat spesifikasi tersebut justru hanya meningkatkan biaya secara tidak perlu.
Memahami Kelas Toleransi dan Penerapannya
Apa sebenarnya toleransi itu? Menurut American Micro Industries, toleransi pemesinan mendefinisikan total variasi dimensi yang diizinkan dari suatu nilai yang ditentukan. Karena tidak ada mesin yang menghasilkan hasil yang identik setiap kali, toleransi menetapkan batas kesalahan yang terkendali—terutama penting bagi komponen-komponen yang harus saling pas.
Standar internasional menyediakan bahasa bersama untuk spesifikasi toleransi. ISO 2768 mendefinisikan tingkat presisi melalui kelas-kelas toleransi:
- f – Halus: Toleransi umum paling ketat untuk aplikasi presisi
- m – Sedang: Toleransi komersial standar yang cocok untuk sebagian besar komponen
- c – Kasar: Toleransi longgar untuk dimensi yang tidak kritis
- v – Sangat Kasar: Toleransi paling longgar untuk komponen kasar atau dekoratif
Ketika Anda memanfaatkan layanan pemesinan presisi CNC, kemampuan standar umumnya mencapai ±0,005 inci (0,127 mm) sebagai acuan dasar. Operasi presisi dapat mencapai ±0,001 inci atau lebih ketat lagi bila aplikasi benar-benar memerlukan akurasi luar biasa. Namun, berikut ini merupakan wawasan kritisnya: semakin ketat bukan berarti otomatis lebih baik.
| Rentang Toleransi | Aplikasi Tipikal | Dampak Biaya Relatif |
|---|---|---|
| ±0,030" (0,76 mm) | Fitur non-kritis, lubang pembersih, dimensi kasar | Dasar — paling ekonomis |
| ±0,005" (0,127 mm) | Komponen komersial standar, persyaratan kecocokan umum | Kemampuan CNC standar — tanpa biaya tambahan |
| ±0,001" (0,025 mm) | Kecocokan presisi, permukaan yang saling berpasangan, antarmuka kritis | Sekitar 2× biaya dasar |
| ±0,0001" (0,0025 mm) | Aplikasi ultra-presisi, bantalan aerospace, komponen optik | Hingga 24× biaya dasar |
Menurut Modus Advanced , hubungan antara toleransi dan kompleksitas manufaktur tidak bersifat linier—melainkan eksponensial. Toleransi ±0,001 inci yang Anda tetapkan tersebut mungkin telah menggandakan biaya komponen dan mengalikan tiga kali lama lead time dibandingkan dengan penerimaan toleransi ±0,005 inci.
Pemilihan Hasil Permukaan di Luar Dasar-dasar
Kekasaran permukaan mengukur penyimpangan mikroskopis pada permukaan komponen setelah proses pemesinan. Metrik paling umum adalah Ra (kekasaran rata-rata), yang diukur dalam mikrometer (µm). Nilai Ra yang lebih rendah menunjukkan permukaan yang lebih halus. Menurut Geomiq , nilai Ra untuk komponen hasil manufaktur umumnya berkisar antara 0,1 µm (sangat halus) hingga 6,3 µm (bertekstur secara kasat mata).
Berikut arti sebenarnya dari tingkat hasil permukaan standar bagi komponen Anda:
- ra 3,2 µm: Hasil permukaan standar setelah pemesinan, dengan bekas alat pemesinan masih terlihat jelas. Cocok untuk sebagian besar komponen komersial dan tidak menambah biaya tambahan.
- ra 1,6 µm: Bekas pemotongan masih tampak samar. Direkomendasikan untuk pasangan ketat dan komponen yang mengalami beban ringan. Menambah biaya produksi sekitar 2,5%.
- ra 0,8 µm: Hasil akhir kelas tinggi yang memerlukan proses penyelesaian tambahan. Ideal untuk komponen yang menanggung beban tekanan dan bergetar. Menambah biaya sekitar 5%.
- 0,4 µm Ra: Sangat halus tanpa jejak yang terlihat. Memerlukan pemesinan teliti ditambah proses polishing. Meningkatkan biaya hingga 15%.
Kondisi permukaan memengaruhi jauh lebih dari sekadar estetika. Permukaan yang kasar meningkatkan gesekan antar komponen yang saling bersentuhan. Permukaan yang lebih halus meningkatkan ketahanan lelah di bawah pembebanan siklik. Untuk permukaan penyegel, nilai Ra yang tepat memastikan kompresi gasket yang sesuai. Saat menentukan kondisi permukaan untuk layanan permesinan CNC presisi tinggi, sesuaikan persyaratan Anda dengan fungsi aktual—bukan preferensi sembarangan.
Kapan Ketoleransian Ketat Layak Dibayar
Lalu, kapan sebenarnya Anda harus membayar premi untuk layanan permesinan CNC dengan ketoleransian ketat? Fokuskan pada kebutuhan fungsional:
Situasi yang memerlukan ketoleransian ketat:
- Pasangan bantalan presisi di mana celah antara poros dan lubang menentukan kinerja
- Permukaan penyegel di mana kompresi gasket harus dikendalikan secara presisi
- Antarmuka perakitan di mana beberapa komponen harus selaras secara akurat
- Komponen berputar berkecepatan tinggi di mana keseimbangan sangat krusial
Situasi di Mana Toleransi Standar Cukup Memadai:
- Lubang jarak bebas dan permukaan non-pasangan
- Dimensi yang tidak berdampak fungsional terhadap perakitan
- Fitur yang akan diproses lebih lanjut (dilas, direkatkan, atau dicat)
- Unsur estetika di mana penampilan visual lebih penting daripada presisi
Penyedia layanan pemesinan presisi CNC dapat membantu Anda mengidentifikasi dimensi mana saja yang benar-benar memerlukan kendali ketat. Seperti dinyatakan Modus Advanced, toleransi termahal sering kali adalah toleransi yang tidak memberikan manfaat fungsional sama sekali. Insinyur cerdas menerapkan spesifikasi ketat hanya di tempat-tempat yang benar-benar penting, serta menerima toleransi standar di tempat lain.
Pertimbangkan juga perilaku material. Sebuah komponen aluminium sepanjang 12 inci mengembang sekitar 0,003 inci untuk setiap perubahan suhu sebesar 18°F. Menetapkan toleransi lebih ketat daripada variasi termal yang diperkirakan justru menimbulkan tantangan manufaktur tanpa manfaat fungsional. Faktorkan kondisi operasional dunia nyata saat menetapkan spesifikasi.
Memahami toleransi dan hasil akhir memungkinkan Anda mengambil keputusan yang tepat dengan menyeimbangkan presisi dan biaya. Namun, industri Anda mungkin menetapkan persyaratan tambahan di luar akurasi dimensi dasar—sertifikasi dan standar kepatuhan yang harus dipenuhi oleh mitra pemesinan Anda.

Persyaratan Industri-Spesifik dan Sertifikasi Kualitas
Anda telah menyempurnakan desain, memilih bahan yang tepat, serta menentukan toleransi yang sesuai. Namun, ada satu hal yang sering diabaikan banyak pembeli hingga terlambat: apakah mitra pemesinan Anda memiliki sertifikasi yang benar-benar dibutuhkan oleh industri Anda? Di sektor yang diatur secara ketat, suatu komponen yang dimesin secara sempurna pun akan menjadi limbah tak bernilai jika tidak diproduksi di bawah sistem manajemen kualitas yang tepat.
Persyaratan Pemesinan untuk Industri Otomotif
Saat mencari layanan pemesinan CNC otomotif, satu sertifikasi yang paling penting di atas semua lainnya adalah IATF 16949. Ini bukan sekadar sertifikasi kualitas biasa—melainkan standar internasional yang diakui secara global dan wajib dipenuhi oleh seluruh rantai pasokan produsen mobil (OEM) otomotif.
Apa yang membedakan IATF 16949 dari standar kualitas dasar? Menurut American Micro Industries, sertifikasi ini menggabungkan prinsip-prinsip ISO 9001 dengan persyaratan khusus sektor industri guna peningkatan berkelanjutan, pencegahan cacat, serta pengawasan ketat terhadap pemasok. Industri otomotif menuntut komponen yang konsisten dan bebas cacat—dan IATF 16949 menyediakan kerangka kerja untuk mewujudkan hal tersebut secara tepat.
Komponen kritis dalam sertifikasi otomotif adalah Pengendalian Proses Statistik (SPC). Alih-alih memeriksa komponen setelah proses produksi selesai, SPC memantau proses manufaktur secara real-time. Variabel seperti akurasi dimensi, kualitas permukaan, dan keausan alat dipantau secara terus-menerus, dengan batas kendali yang memicu intervensi sebelum cacat muncul. Pendekatan proaktif ini mendeteksi permasalahan ketika masih ada waktu cukup untuk memperbaikinya.
Untuk proyek otomotif, bermitra dengan fasilitas bersertifikat IATF 16949 seperti Shaoyi Metal Technology memastikan komponen Anda memenuhi standar ketertelusuran dan pengendalian proses yang ketat, sebagaimana dituntut oleh produsen besar. Implementasi SPC mereka menghasilkan komponen dengan toleransi tinggi dengan waktu pengerjaan (lead time) secepat satu hari kerja—dan dapat diskalakan secara mulus mulai dari prototipe cepat hingga produksi massal.
Persyaratan Sertifikasi untuk Sektor Dirgantara dan Medis
Aplikasi di bidang dirgantara dan medis memiliki karakteristik umum: kegagalan bukanlah suatu pilihan. Sertifikasi yang mengatur industri ini mencerminkan kenyataan tersebut.
AS9100D untuk Sektor Dirgantara: Jika komponen Anda digunakan dalam pesawat terbang, maka sertifikasi AS9100 bersifat wajib. Menurut Performance Review Institute , standar AS9100 dibangun berdasarkan persyaratan ISO 9001 serta melengkapi persyaratan tersebut dengan tambahan persyaratan sistem mutu yang ditetapkan oleh industri dirgantara guna memenuhi kebutuhan mutu Departemen Pertahanan AS (DOD), NASA, dan Administrasi Penerbangan Federal AS (FAA).
Apa arti praktis standar ini bagi layanan permesinan CNC untuk sektor dirgantara?
- Manajemen risiko: Standar ini menekankan: identifikasi dan mitigasi sistematis terhadap potensi modus kegagalan di seluruh tahap produksi
- Manajemen konfigurasi: Kontrol revisi yang ketat untuk memastikan setiap komponen sesuai dengan desain yang telah disetujui
- Keamanan Produk: Kontrol terintegrasi untuk mencegah penggunaan suku cadang palsu serta menjamin keterlacakan bahan mulai dari bilet hingga komponen jadi
- Inspeksi Artikel Pertama (FAI): Verifikasi terdokumentasi bahwa proses produksi mampu secara konsisten memenuhi spesifikasi
Saat mencari layanan pemesinan CNC aero, pastikan penyedia telah memiliki sertifikasi AS9100D sebelum melanjutkan. Menurut Frigate, lebih dari 80% perusahaan dirgantara global mewajibkan sertifikasi AS9100 dari pemasok CNC.
ISO 13485 untuk Perangkat Medis: Layanan pemesinan CNC medis beroperasi di bawah pengawasan FDA di Amerika Serikat dan wajib mematuhi ISO 13485—standar manajemen mutu definitif untuk pembuatan perangkat medis. Sertifikasi ini menetapkan kontrol ketat terhadap desain, manufaktur, keterlacakan, serta mitigasi risiko.
Persyaratan utama meliputi:
- Praktik dokumentasi terperinci untuk setiap langkah produksi
- Keterlacakan penuh per batch yang memungkinkan manajemen penarikan kembali (recall) apabila muncul masalah
- Proses yang telah divalidasi untuk memastikan hasil yang konsisten di seluruh proses produksi
- Prosedur penanganan keluhan dan penarikan produk yang efektif
Fasilitas juga harus mematuhi FDA 21 CFR Bagian 820 (Peraturan Sistem Mutu), yang mengatur desain produk, manufaktur, dan pelacakan guna memperoleh akses ke pasar Amerika Serikat.
Mengapa Sertifikasi Mutu Penting bagi Proyek Anda
Selain kepatuhan terhadap peraturan, sertifikasi berfungsi sebagai indikator andal keunggulan operasional. Saat mengevaluasi layanan manufaktur pemesinan CNC, pertimbangkan apa yang sebenarnya divalidasi oleh masing-masing sertifikasi:
- ISO 9001:2015: Acuan internasional yang diakui secara luas untuk sistem manajemen mutu. Menunjukkan adanya prosedur terdokumentasi, pemantauan kinerja, serta komitmen terhadap peningkatan berkelanjutan. Cocok untuk aplikasi komersial dan industri umum di mana sertifikasi khusus sektor tidak diwajibkan.
- IATF 16949: Manajemen mutu khusus otomotif yang menggabungkan ISO 9001 dengan proses persetujuan komponen produksi, metodologi pencegahan cacat, serta persyaratan pengelolaan rantai pasok.
- AS9100D: Standar khusus aerospace yang menambahkan persyaratan manajemen risiko, pengendalian konfigurasi, dan penelusuran (traceability) yang ditingkatkan ke fondasi ISO 9001.
- ISO 13485: Manajemen mutu perangkat medis yang menekankan pengendalian desain, validasi proses, serta kepatuhan terhadap regulasi demi keselamatan pasien.
- NADCAP: National Aerospace and Defense Contractors Accreditation Program — mengakreditasi proses khusus seperti perlakuan panas (heat treating), pemrosesan kimia (chemical processing), dan pengujian tak merusak (nondestructive testing) berdasarkan standar tertinggi.
Menurut American Micro Industries, sertifikasi memengaruhi pemesinan CNC dengan memastikan tim mempertahankan standar tinggi serta melengkapi pengalaman praktis guna mencapai hasil yang secara konsisten unggul. Proses yang bersertifikat secara tepat berarti metode dan peralatan itu sendiri dipatuhi sesuai standar yang didokumentasikan, sehingga mendorong konsistensi dari satu lot ke lot berikutnya.
Lalu, sertifikasi apa saja yang benar-benar dibutuhkan oleh proyek Anda? Ajukan pertanyaan-pertanyaan berikut kepada diri sendiri:
- Apakah komponen-komponen ini akan digunakan dalam aplikasi aerospace, pertahanan, atau luar angkasa? → Memerlukan AS9100D
- Apakah komponen-komponen ini untuk perangkat medis yang dijual di Amerika Serikat atau Uni Eropa? → Memerlukan ISO 13485
- Apakah suku cadang ini akan masuk ke dalam rantai pasokan produsen mobil (OEM) otomotif? → Memerlukan IATF 16949
- Apakah ini aplikasi komersial umum tanpa pengawasan regulasi khusus? → ISO 9001 memberikan jaminan kualitas yang memadai
Jangan berasumsi bahwa kemampuan pemesinan umum suatu bengkel secara otomatis berarti produksi bersertifikat. Verifikasi sertifikasi secara langsung—penyedia terpercaya menampilkan akreditasi mereka secara mencolok dan dapat menyediakan salinan sertifikat atas permintaan. Perbedaan biaya antara produksi bersertifikat dan tidak bersertifikat jauh lebih kecil dibandingkan biaya suku cadang yang ditolak atau audit yang gagal.
Memahami persyaratan sertifikasi melindungi proyek Anda dari kegagalan kepatuhan. Namun, sertifikasi hanyalah salah satu faktor dalam total biaya proyek Anda—dan sebagian besar penawaran harga pemesinan tidak memberikan kejelasan kepada pembeli mengenai faktor-faktor yang benar-benar mendorong penetapan harga.
Faktor Biaya Pemesinan CNC dan Transparansi Harga
Pernahkah Anda menerima penawaran harga CNC yang membuat Anda bertanya-tanya bagaimana bengkel tersebut menghitung angka tersebut? Anda tidak sendiri. Sebagian besar penyedia jasa permesinan memperlakukan penetapan harga seperti kotak hitam—unggah file Anda, terima penawaran harga, lalu berharap hasilnya memuaskan. Namun, memahami faktor-faktor yang benar-benar mendorong biaya permesinan CNC memberi Anda kendali penuh. Mari kita uraikan persamaan penetapan harga ini sehingga Anda dapat mengambil keputusan desain yang lebih cerdas dan menghindari kejutan di luar anggaran.
Apa Saja yang Mendorong Biaya Pemesinan CNC
Menurut RapidDirect, rumus dasar biaya bersifat sederhana:
Total Biaya = Biaya Bahan + (Waktu Pemesinan × Tarif Mesin) + Biaya Persiapan + Biaya Finishing
Setiap komponen berkontribusi secara berbeda tergantung pada proyek spesifik Anda. Berikut rinciannya:
| Faktor Biaya | Apa yang Termasuk | Dampak Relatif |
|---|---|---|
| Biaya Material | Bahan baku yang diperlukan, kelas material, serta limbah akibat batang bahan mentah (billets) yang berukuran terlalu besar | 10–30% dari total biaya |
| Waktu Pemesinan | Durasi pemotongan, kompleksitas jalur alat (toolpath), laju umpan (feed rates), serta pergantian alat | 40–60% dari total biaya |
| Biaya Persiapan | Pemrograman CAM, pemasangan perlengkapan (fixturing), persiapan alat, serta verifikasi artikel pertama | Tetap per batch — berdampak besar pada volume rendah |
| Biaya Finishing | Penghilangan burr, perlakuan permukaan, pelapisan, serta persyaratan inspeksi | 5–25%, tergantung pada persyaratan |
Tarif mesin bervariasi secara signifikan berdasarkan jenis peralatan. Menurut Komacut, frais 3-sumbu dasar mungkin beroperasi dengan biaya $40–75 per jam, sedangkan mesin frais 5-sumbu memerlukan biaya $75–150 per jam atau lebih. Jenis mesin yang Anda butuhkan sepenuhnya ditentukan oleh geometri komponen Anda — menggunakan mesin 5-sumbu untuk braket sederhana merupakan pemborosan biaya, tetapi memaksakan geometri aerospace yang kompleks ke dalam peralatan 3-sumbu akan menciptakan situasi manufaktur yang tidak mungkin.
Bagaimana Pilihan Desain Mempengaruhi Anggaran Anda
Berikut fakta yang sering tidak disadari kebanyakan pembeli: hingga 80% dari total biaya manufaktur Anda sudah ditentukan sejak tahap desain. Keputusan geometris Anda secara langsung menentukan durasi pemesinan — dan durasi pemesinan umumnya merupakan komponen biaya terbesar.
Fitur desain yang meningkatkan biaya meliputi:
- Rongga dalam dan sempit: Memaksa penggunaan alat berpanjang ekstra yang memotong dengan kecepatan lambat dan mudah mengalami lendutan
- Dinding tipis: Memerlukan laju pemakanan yang lebih rendah untuk mencegah getaran dan deformasi
- Sudut internal ketat: Memerlukan alat potong yang lebih kecil dengan waktu pemotongan yang lebih lama
- Undercut dan kontur kompleks: Sering kali memerlukan mesin 5-sumbu atau peralatan khusus
- Toleransi yang terlalu ketat: Menambahkan waktu inspeksi, kecepatan pemotongan yang lebih lambat, serta risiko scrap
Pemilihan material juga menimbulkan dampak berantai. Menurut U-Need, titanium dan baja berkualitas tinggi memerlukan kecepatan pemesinan yang lebih lambat serta menyebabkan keausan alat potong yang cepat—sehingga biayanya jauh lebih mahal dibandingkan aluminium atau kuningan. Jika persyaratan kinerja memungkinkan, memilih material yang lebih mudah dikerjakan merupakan salah satu cara tercepat untuk mengurangi biaya prototipe.
Saat mengevaluasi layanan pemesinan CNC untuk komponen berukuran sedang atau layanan pemesinan CNC untuk komponen berukuran besar, ukuran menjadi faktor penting dalam menentukan biaya material. Komponen berukuran lebih besar memerlukan stok bahan baku yang lebih banyak dan menghasilkan limbah yang lebih besar. Komponen yang dirancang berdasarkan ukuran stok standar (dimensi batang, pelat, atau billet yang umum digunakan) meminimalkan limbah dan mengurangi biaya material.
Dinamika Harga antara Prototipe dan Produksi
Mengapa biaya prototipe per unit begitu tinggi? Jawabannya terletak pada biaya persiapan. Pemrograman, penyiapan perlengkapan (fixturing), penyetelan alat (tool setup), dan verifikasi artikel pertama merupakan pengeluaran tetap yang tidak berubah seiring dengan jumlah komponen. Jika biaya-biaya tersebut dibebankan hanya pada satu unit, maka seluruh beban jatuh pada unit tunggal tersebut. Namun, jika dibagi ke ratusan unit, dampaknya per unit menjadi sangat kecil.
Perhatikan contoh ini dari analisis biaya RapidDirect:
| Jumlah | Biaya Persiapan per Unit | Tren Harga per Unit |
|---|---|---|
| 1 BUAH | $300 (seluruh biaya persiapan ditanggung) | Tertinggi — harga untuk prototipe |
| 10 potong | $30 per unit | Pengurangan signifikan |
| 100 Piece | $3 per unit | Mendekati ekonomi produksi |
| 500+ buah | <$1 per unit | Layanan permesinan CNC volume tinggi dengan efisiensi optimal |
Inilah alasan tepat mengapa layanan permesinan CNC volume kecil dan layanan permesinan CNC untuk produksi volume rendah memiliki harga per unit yang lebih tinggi. Investasi awal (setup) tetap konstan, baik Anda memproduksi satu komponen maupun lima puluh komponen.
Mencari layanan permesinan CNC murah tanpa mengorbankan kualitas? Fokuslah pada strategi-strategi berikut:
- Sederhanakan Geometri untuk mengurangi waktu pemesinan dan menghilangkan kebutuhan alat khusus
- Longgarkan toleransi pada dimensi yang tidak kritis
- Pilih bahan yang mudah dimesin seperti aluminium 6061 atau kuningan C360
- Konsolidasikan Pesanan bila memungkinkan, guna mendistribusikan biaya setup
- Batasi persyaratan hasil permukaan ke fungsi yang secara fungsional diperlukan
Operasi penyelesaian (finishing) menambahkan lapisan biaya tambahan. Anodisasi, pelapisan bubuk (powder coating), pemolesan, dan pelapisan khusus masing-masing memerlukan langkah pemrosesan terpisah dengan biaya tenaga kerja dan bahan tersendiri. Menurut U-Need, proses pasca-pemrosesan dapat menambah total biaya Anda antara 5% hingga 25%, tergantung pada tingkat kompleksitas dan luas permukaan.
Wawasan utamanya? Harga bukanlah hal yang bersifat acak—melainkan mencerminkan secara langsung keputusan desain Anda, pilihan material, kebutuhan jumlah produksi, serta spesifikasi penyelesaian (finishing). Memahami faktor-faktor pengendali ini memberi Anda kendali untuk mengoptimalkan biaya tanpa mengorbankan fitur-fitur yang benar-benar penting bagi aplikasi Anda. Setelah faktor-faktor biaya menjadi jelas, pertimbangan berikutnya adalah di mana Anda akan memesan jasa permesinan—serta pertimbangan untung-rugi antara penyedia layanan lokal, daring (online), dan internasional.
Memilih Antara Layanan Lokal, Daring (Online), dan Internasional
Anda memahami biaya, sertifikasi, dan persyaratan teknisnya. Kini muncul pertanyaan praktis yang akan membentuk seluruh pengalaman Anda dalam proses pengadaan: di mana sebenarnya komponen-komponen tersebut harus diproduksi? Jawabannya tidak sesederhana memilih penawaran harga termurah. Pilihan Anda antara bengkel lokal, platform daring, dan pemasok internasional menciptakan kompromi yang berdampak pada waktu tunggu, kualitas komunikasi, serta hasil akhir proyek.
Bengkel CNC Lokal vs Layanan CNC Daring
Ketika Anda mencari layanan mesin CNC terdekat di sekitar saya, Anda mengutamakan kedekatan lokasi—dan keputusan ini benar-benar memberikan keuntungan nyata. Menurut 3ERP, memilih layanan permesinan CNC lokal dapat menghasilkan waktu tunggu yang lebih cepat dan biaya pengiriman yang lebih rendah. Namun, ada faktor lain yang perlu dipertimbangkan selain sekadar jarak geografis.
Penyedia layanan mesin CNC lokal di sekitar saya menawarkan keunggulan khas berikut:
- Komunikasi langsung: Pertemuan tatap muka, tur bengkel, serta umpan balik instan terkait pertanyaan desain
- Iterasi lebih cepat: Waktu penyelesaian revisi yang cepat dan kemampuan mengambil suku cadang mendesak pada hari yang sama
- Pembangunan hubungan: Kemitraan jangka panjang di mana bengkel memahami spesifikasi dan harapan kualitas Anda
- Logistik yang disederhanakan: Tidak ada dokumen bea cukai, jarak pengiriman yang lebih pendek, serta proses pengembalian yang lebih mudah jika muncul masalah
Platform layanan pemesinan CNC daring mengadopsi pendekatan yang secara mendasar berbeda. Menurut XTJ Precision , platform daring memanfaatkan penawaran harga otomatis, pelacakan langsung (live tracking), dan jaringan pemasok global yang luas—biasanya menghasilkan waktu pengiriman lebih cepat dan kualitas yang lebih konsisten untuk proyek standar.
Kapan masing-masing model cocok digunakan?
- Pilih lokal ketika Anda membutuhkan kolaborasi langsung, memiliki desain kompleks yang memerlukan masukan teknik, atau menghargai pembangunan hubungan manufaktur jangka panjang
- Pilih platform daring ketika Anda membutuhkan penawaran harga instan, komponen standar, sampel cepat, atau saat bekerja secara jarak jauh dengan tim yang tersebar
Layanan pemesinan CNC daring unggul dalam hal efisiensi. Unggah berkas Anda, terima penawaran harga otomatis, lacak pesanan Anda melalui dasbor—semua ini tanpa perlu menelepon atau bertukar email berantai. Namun, seperti dicatat XTJ, Anda mungkin tidak banyak berkomunikasi dengan pihak yang memproduksi komponen Anda, sehingga dapat menyulitkan penyelesaian masalah kompleks atau penjelasan kebutuhan khusus.
Bekerja dengan Mitra Pemesinan Internasional
Sourcing internasional—khususnya layanan pemesinan CNC Tiongkok—menambah dimensi lain dalam pengambilan keputusan Anda. Keuntungan biaya memang signifikan, tetapi begitu pula pertimbangan-pertimbangan yang menyertainya.
Manfaat mitra pemesinan internasional:
- Biaya Tenaga Kerja Lebih Rendah: Tarif per jam yang lebih rendah berkontribusi pada harga per komponen yang lebih murah, terutama untuk proyek yang intensif tenaga kerja
- Kapasitas Besar: Fasilitas besar mampu mengembangkan skala produksi mulai dari prototipe hingga produksi volume tinggi secara mulus
- Akses bahan baku yang diperluas: Beberapa pemasok internasional mempertahankan persediaan bahan baku yang lebih luas
Tantangan yang memerlukan pengelolaan:
- Hambatan komunikasi: Perbedaan zona waktu, nuansa bahasa, dan pendekatan budaya terhadap pemecahan masalah
- Waktu tunggu yang panjang: Pengiriman melalui laut menambah durasi berminggu-minggu; biaya pengiriman udara mengikis keunggulan harga
- Verifikasi kualitas: Jarak membuat audit fasilitas dan inspeksi selama proses produksi menjadi lebih sulit
- Kekhawatiran Kekayaan Intelektual: Keamanan data dan perlindungan desain memerlukan pengelolaan kontrak yang cermat
Menurut Norck, sebuah bengkel internasional terkemuka sebaiknya memiliki Sistem Manajemen Mutu yang terstandarisasi, seperti sertifikasi ISO 9001, yang menunjukkan pendekatan sistematis terhadap mutu di seluruh operasional. Untuk industri yang sangat diatur, pastikan sertifikasi khusus relevan sebelum melakukan pemesanan.
Menyesuaikan Jenis Layanan dengan Kebutuhan Proyek
Karakteristik proyek Anda sebaiknya menjadi dasar keputusan pengadaan Anda. Pertimbangkan faktor-faktor berikut saat mengevaluasi opsi:
- Urgensi: Membutuhkan suku cadang dalam hitungan hari? Platform daring lokal atau dalam negeri unggul. Dapat menunggu 4–6 minggu? Harga internasional menjadi lebih menarik.
- Kompleksitas: Suku cadang sederhana dengan spesifikasi jelas cocok untuk penawaran harga daring. Geometri kompleks lebih diuntungkan dengan konsultasi teknis langsung.
- Volume: Prototipe dan produksi dalam jumlah kecil mengutamakan kelincahan lokal. Produksi dalam volume tinggi membenarkan biaya logistik internasional.
- Tingkat Kritis: Komponen aerospace atau medis yang memerlukan pelacakan penuh membutuhkan pemasok bersertifikat dalam negeri. Komponen komersial memiliki fleksibilitas lebih besar.
- Kendala Anggaran: Anggaran terbatas mendorong pilihan ke efisiensi internasional atau daring. Anggaran premium dapat memprioritaskan hubungan kerja dan ketanggapan.
Seperti ditekankan 3ERP, opsi termurah tidak selalu merupakan pilihan terbaik—kualitas tidak boleh dikorbankan demi penghematan biaya. Suku cadang yang tiba terlambat, gagal uji inspeksi, atau memerlukan perbaikan akan menimbulkan biaya jauh lebih besar dibandingkan membayar harga premium untuk pengiriman yang andal.
Banyak strategi pengadaan yang sukses menggabungkan berbagai pendekatan: mitra lokal untuk prototipe mendesak dan pekerjaan pengembangan yang kompleks, platform daring untuk komponen produksi standar, serta pemasok internasional untuk produksi massal dalam volume tinggi dengan sensitivitas biaya. Kuncinya adalah menyesuaikan kebutuhan unik setiap proyek dengan model layanan yang memberikan nilai keseluruhan terbaik—bukan hanya penawaran harga terendah.

Memilih Mitra Pemesinan CNC yang Tepat untuk Proyek Anda
Anda telah mempelajari sejumlah besar informasi—mulai dari operasi pemesinan dan pemilihan material hingga spesifikasi toleransi dan faktor biaya. Kini tiba saat yang menentukan: bagaimana cara sebenarnya mengevaluasi dan memilih penyedia layanan pemesinan CNC yang sesuai dengan kebutuhan spesifik proyek Anda? Mitra yang tepat tidak sekadar mengirimkan komponen. Mereka menjadi perpanjangan tim rekayasa Anda, membantu Anda mengatasi tantangan serta meningkatkan skala dari konsep awal hingga produksi penuh.
Kriteria Utama dalam Memilih Mitra
Memilih perusahaan dan layanan pemesinan CNC terbaik memerlukan evaluasi sistematis, bukan sekadar menerima penawaran harga terendah. Menurut Avanti Engineering , produsen harus menetapkan persyaratan proyek, mengevaluasi kemampuan pemasok, menilai sertifikasi, mempertimbangkan waktu pengerjaan (lead time), menganalisis biaya dibandingkan nilai, serta meninjau komunikasi dan dukungan teknis rekayasa.
Berikut ini daftar periksa berprioritas untuk memandu evaluasi Anda:
- Verifikasi keselarasan kemampuan: Apakah bengkel tersebut mengoperasikan peralatan yang dibutuhkan untuk komponen Anda? Pastikan mereka memiliki mesin yang sesuai (mesin 3-sumbu, 5-sumbu, pusat bubut, mesin Swiss) serta mampu menangani spesifikasi material Anda. Sebuah penyedia layanan mesin CNC yang sangat berpengalaman dalam membuat prototipe aluminium mungkin tidak memiliki pengalaman dalam komponen pesawat terbang berbahan titanium.
- Konfirmasi Sertifikasi yang Relevan: Sesuaikan sertifikasi dengan kebutuhan industri Anda. Proyek otomotif mengharuskan sertifikasi IATF 16949. Sektor dirgantara memerlukan AS9100D. Aplikasi medis membutuhkan ISO 13485. Pekerjaan komersial umum biasanya memerlukan setidaknya ISO 9001:2015. Mohon salinan sertifikat—jangan berasumsi.
- Evaluasi sistem mutu: Selain sertifikasi, pahami kemampuan inspeksi mereka. Apakah mereka memiliki peralatan CMM untuk verifikasi dimensi? Bagaimana prosedur inspeksi artikel pertama mereka? Apa proses terdokumentasi mereka dalam menangani suku cadang yang tidak sesuai?
- Evaluasi kinerja waktu tunggu: Apakah mereka mampu memenuhi jadwal Anda? Menurut Protolabs Network, waktu tunggu dari penyedia yang telah berpengalaman dapat berkisar antara 5 hari kerja hingga beberapa minggu, tergantung pada tingkat kompleksitas. Pastikan perbedaan antara waktu standar dan waktu percepatan (expedited).
- Pahami struktur harga: Harga yang transparan lebih baik daripada penawaran harga yang tidak jelas. Layanan kontrak mesin CNC terbaik menjelaskan faktor-faktor yang mendorong biaya mereka serta memberikan saran optimasi guna mengurangi pengeluaran Anda.
- Tinjau responsivitas komunikasi: Seberapa cepat mereka merespons pertanyaan? Apakah mereka menyediakan kontak proyek khusus? Menurut Longsheng MFG, komunikasi yang efisien membantu menyelesaikan masalah yang muncul selama kerja sama secara tepat waktu.
- Periksa referensi dan rekam jejak: Minta studi kasus atau referensi pelanggan di industri Anda. Riwayat terbukti dalam proyek serupa secara signifikan mengurangi risiko Anda.
Skala dari Prototipe ke Produksi
Salah satu kriteria pemilihan yang paling sering diabaikan? Skalabilitas. Pesanan awal Anda mungkin hanya berupa sejumlah kecil prototipe, namun produk yang sukses pada akhirnya memerlukan ribuan komponen produksi. Menemukan mitra yang mampu tumbuh bersama Anda menghindari transisi pemasok yang rumit di tengah proyek.
Cari indikator skalabilitas:
- Kedalaman peralatan: Beberapa mesin dengan kemampuan serupa memungkinkan produksi volume besar tanpa kendala kapasitas
- Dokumentasi proses: Penyiapan yang terdokumentasi dengan baik dapat dialihkan secara mulus dari tahap prototipe ke produksi massal
- Pengendalian Proses Statistik: Penerapan SPC menjamin konsistensi seiring peningkatan volume produksi
- Operasi Sekunder: Kemampuan penyelesaian, perakitan, atau pengemasan internal menyederhanakan manajemen rantai pasok pada skala besar
Pertimbangkan skenario berikut: Anda mengembangkan prototipe bersama satu bengkel, lalu menemukan bahwa bengkel tersebut tidak memiliki kapasitas untuk pesanan produksi Anda sebanyak 10.000 unit. Kini Anda harus melakukan kualifikasi ulang pemasok baru, memverifikasi ulang toleransi, dan bahkan berpotensi mendesain ulang produk agar sesuai dengan kemampuan mesin yang berbeda. Gangguan semacam ini menghabiskan waktu, biaya, serta momentum.
Mitra yang bersertifikasi IATF 16949 khususnya unggul dalam transisi semacam ini. Standar kualitas otomotif ini mensyaratkan proses persetujuan komponen produksi (PPAP) yang terdokumentasi guna memformalkan serah terima dari tahap pengembangan ke tahap produksi massal. Fasilitas seperti Shaoyi Metal Technology mewujudkan kemampuan ini—operasi mereka yang bersertifikasi IATF 16949 dan penerapan ketat Statistical Process Control (SPC) menghasilkan komponen berketelitian tinggi dengan lead time secepat satu hari kerja, serta mampu ditingkatkan secara mulus dari prototiping cepat hingga produksi massal untuk rakitan sasis kompleks dan bushing logam khusus.
Selain itu, pertimbangkan apakah mitra Anda menawarkan layanan perbaikan mesin CNC atau layanan perawatan untuk mesin CNC. Bengkel yang melakukan perawatan peralatan mereka secara internal sering kali menunjukkan keahlian teknis yang lebih mendalam dan waktu operasional (uptime) yang lebih andal dibandingkan bengkel yang mengalihkan seluruh perawatan ke pihak luar. Kemampuan operasional semacam ini berdampak langsung pada konsistensi kinerja pengiriman.
Mengambil Langkah Selanjutnya
Dengan pengetahuan dari panduan ini, Anda kini siap membuat keputusan yang tepat mengenai proyek pemesinan CNC Anda. Berikut langkah-langkah efektif untuk melanjutkannya:
Untuk proyek segera Anda:
- Kumpulkan file CAD Anda, spesifikasi material, persyaratan toleransi, serta kebutuhan jumlah produksi
- Identifikasi sertifikasi mana yang wajib dipenuhi oleh aplikasi Anda
- Minta penawaran harga dari 2–3 penyedia yang memenuhi kriteria kemampuan dan sertifikasi Anda
- Bandingkan tidak hanya harga, tetapi juga waktu pengerjaan (lead time), kualitas komunikasi, serta dukungan teknik (engineering support)
Untuk kesuksesan jangka panjang:
- Bangun hubungan kerja sama dengan mitra yang memahami industri serta harapan kualitas Anda
- Investasikan waktu untuk tinjauan Desain agar Dapat Diproduksi sebelum menetapkan desain akhir
- Tetapkan saluran komunikasi dan harapan yang jelas untuk proyek-proyek berkelanjutan
- Lakukan audit berkala terhadap basis pemasok Anda guna memastikan keselarasan kemampuan tetap terjaga
Ingatlah bahwa penawaran harga termurah jarang menghasilkan nilai terbaik. Komponen yang tiba terlambat, gagal dalam inspeksi, atau memerlukan pengerjaan ulang justru menimbulkan biaya jauh lebih besar dibandingkan penghematan yang tampak. Mitra layanan mesin CNC yang tepat mampu menyeimbangkan harga yang kompetitif dengan kualitas yang andal, komunikasi yang responsif, serta kapasitas untuk mendukung pertumbuhan bisnis Anda.
Baik Anda sedang membuat prototipe konsep pertama maupun memperluas produksi ke skala volume, prinsip-prinsip yang diuraikan dalam panduan ini—mulai dari memahami operasi pemesinan hingga mengevaluasi sertifikasi dan mengoptimalkan desain agar dapat diproduksi—akan membantu Anda menjelajahi lanskap pemesinan CNC dengan penuh keyakinan. Keberhasilan manufaktur Anda dimulai dari pemilihan mitra yang tepat.
Pertanyaan Umum Mengenai Layanan Mesin CNC
1. Berapa biaya layanan permesinan CNC?
Biaya pemesinan CNC biasanya berkisar antara $50 hingga $150 per jam, dengan biaya persiapan mulai dari $50 dan dapat melebihi $1.000 untuk proyek-proyek kompleks. Harga total tergantung pada pemilihan bahan (aluminium lebih murah daripada titanium), kompleksitas geometris, persyaratan toleransi, serta jumlah pesanan. Harga prototipe lebih tinggi per unit karena biaya persiapan didistribusikan ke jumlah komponen yang lebih sedikit, sedangkan volume produksi sebanyak 500 unit atau lebih secara signifikan menurunkan biaya per unit karena biaya persiapan menjadi tidak signifikan.
2. Apa itu layanan pemesinan CNC?
Layanan permesinan CNC adalah solusi manufaktur profesional di mana perangkat lunak komputer yang telah diprogram sebelumnya mengendalikan peralatan mesin—termasuk mesin frais, mesin bubut, dan sistem multi-sumbu—untuk mengubah balok bahan baku menjadi komponen khusus sesuai desain. Proses manufaktur subtraktif ini menghilangkan material dari bahan padat guna menciptakan komponen presisi dengan toleransi ketat, umumnya mencapai ±0,005 inci sebagai standar. Layanan ini meliputi frais, bubut, permesinan Swiss, serta berbagai operasi penyelesaian akhir untuk logam dan plastik.
3. Berapa tarif per jam untuk mesin CNC?
Tarif per jam mesin CNC bervariasi tergantung pada jenis peralatan dan tingkat kompleksitasnya. Mesin frais dasar 3-sumbu biasanya berkisar antara $40–75 per jam, sedangkan mesin 5-sumbu memerlukan tarif $75–150 per jam atau lebih tinggi karena kemampuan canggihnya. Tarif ini mencerminkan biaya operasional mesin, keausan perlengkapan pemotong, serta keahlian operator. Memilih jenis mesin yang tepat sesuai geometri komponen Anda—bukan secara otomatis memilih opsi paling canggih—membantu mengoptimalkan biaya tanpa mengorbankan kualitas.
4. Sertifikasi apa saja yang harus saya cari dalam mitra permesinan CNC?
Sertifikasi yang diperlukan bergantung pada industri Anda. Aplikasi otomotif menuntut sertifikasi IATF 16949 dengan penerapan Pengendalian Proses Statistik (Statistical Process Control). Komponen dirgantara memerlukan sertifikasi AS9100D untuk manajemen risiko dan keterlacakan (traceability). Manufaktur alat kesehatan membutuhkan kepatuhan terhadap ISO 13485. Untuk aplikasi komersial umum, sertifikasi ISO 9001:2015 biasanya menjadi standar dasar. Fasilitas bersertifikat IATF 16949 seperti Shaoyi Metal Technology menawarkan prototipe cepat hingga penskalaan produksi massal dengan waktu pengerjaan secepat satu hari kerja.
5. Bagaimana cara memilih antara layanan CNC lokal, daring (online), dan internasional?
Sesuaikan keputusan pengadaan Anda dengan kebutuhan proyek. Layanan lokal unggul ketika Anda membutuhkan kolaborasi langsung, masukan teknik yang kompleks, atau pengambilan barang pada hari yang sama untuk suku cadang mendesak. Platform daring menawarkan penawaran harga instan dan proses standar untuk komponen sederhana yang telah terdefinisi dengan jelas. Pemasok internasional memberikan keuntungan biaya untuk produksi bervolume tinggi, namun menambah waktu pengiriman 4–6 minggu serta memerlukan verifikasi kualitas yang cermat. Banyak strategi sukses menggabungkan pendekatan tersebut—lokal untuk prototipe, daring untuk komponen standar, dan internasional untuk produksi massal.