 Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —
Produksi dalam jumlah kecil, standar tinggi. Layanan prototipisasi cepat kami membuat validasi lebih cepat dan mudah —

Permesinan CNC Dijelaskan: Dari Desain Digital Hingga Komponen Jadi
Apa Sebenarnya Arti Pemesinan CNC bagi Manufaktur Modern
Pernahkah Anda bertanya-tanya bagaimana desain digital di layar komputer Anda berubah menjadi komponen logam presisi yang dapat Anda pegang di tangan? Jawabannya terletak pada sebuah teknologi yang secara diam-diam telah merevolusi manufaktur di hampir semua industri yang dapat Anda bayangkan.
Lalu, apa itu CNC? Pada intinya, definisi CNC sangat sederhana: CNC merupakan kependekan dari Computer Numerical Control teknologi ini menggunakan sistem terkomputerisasi untuk mengarahkan peralatan mesin dengan presisi luar biasa, mengubah bahan baku menjadi komponen jadi melalui operasi pemotongan, pengeboran, dan pembentukan yang terotomatisasi. Berbeda dengan pemesinan manual di mana operator memutar roda tangan untuk mengendalikan setiap gerakan, mesin CNC mengikuti instruksi digital guna menjalankan operasi kompleks dengan konsistensi yang luar biasa.
Arti CNC menjadi lebih jelas ketika Anda memahami prosesnya. Sebuah program komputer, yang ditulis dalam bahasa standar bernama kode G, memberi tahu mesin secara tepat cara bergerak, seberapa cepat alat pemotongnya berputar, dan di mana material harus dihilangkan secara presisi. Hasilnya? Komponen yang diproduksi dengan toleransi seleketat ±0,001 inci—kira-kira satu per tujuh puluh ketebalan rambut manusia.
Pemesinan CNC menjembatani kesenjangan antara imajinasi dan kenyataan, menerjemahkan geometri presisi dari desain digital ke dalam komponen fisik dengan tingkat akurasi yang tidak dapat dicapai oleh metode manual.
Dari Rancangan Digital ke Kenyataan Fisik
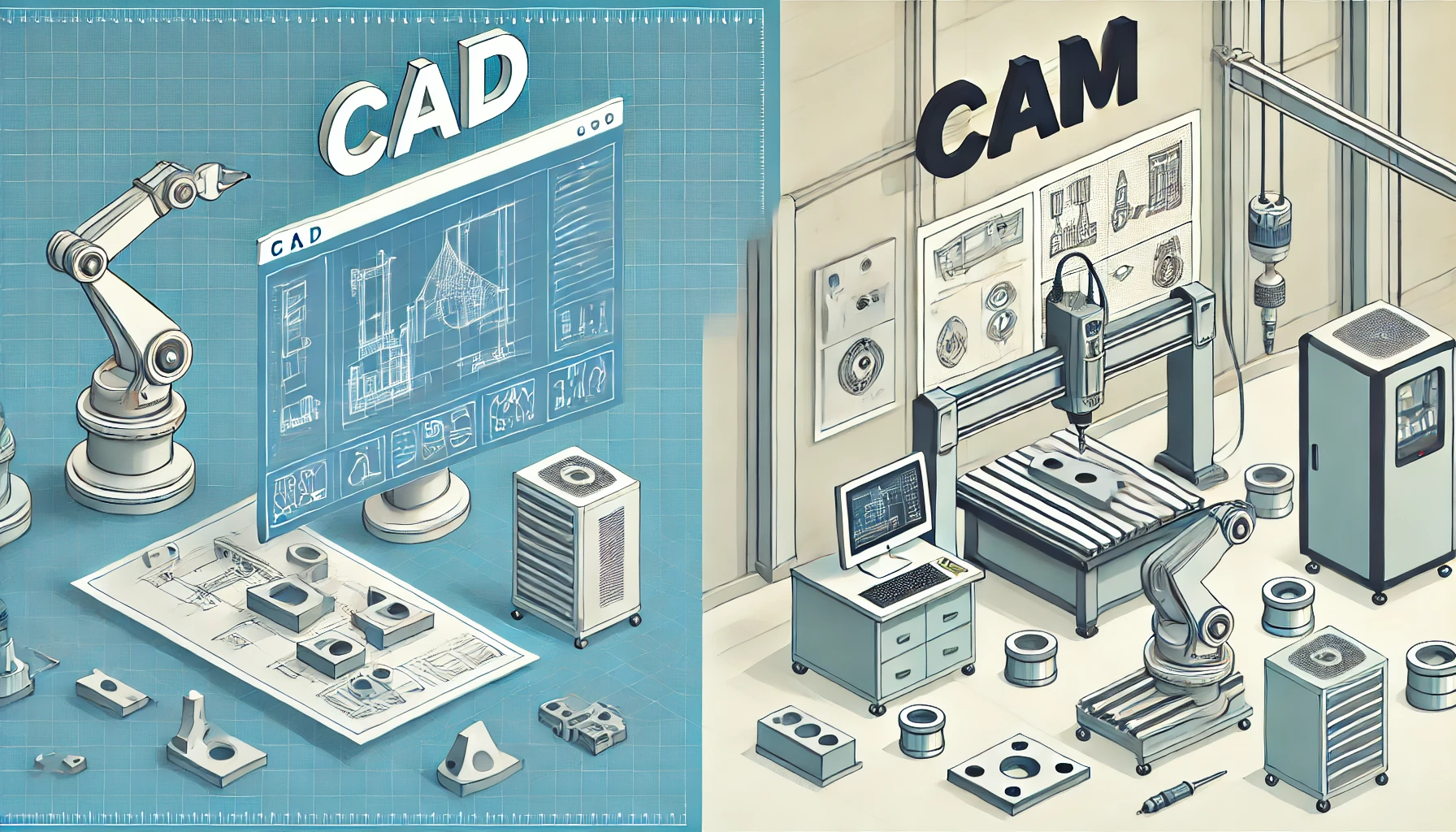
Bayangkan merancang komponen aerospace yang kompleks di komputer Anda. Setiap lengkung, setiap lubang, dan setiap dimensi presisi ada dalam bentuk data. Teknologi CNC mengambil rancangan digital tersebut dan mewujudkannya secara fisik. Proses ini dimulai dengan perangkat lunak Computer-Aided Design (CAD), di mana insinyur membuat model 3D yang detail. Model-model tersebut kemudian diproses melalui perangkat lunak Computer-Aided Manufacturing (CAM), yang menghasilkan instruksi spesifik yang dibutuhkan mesin.
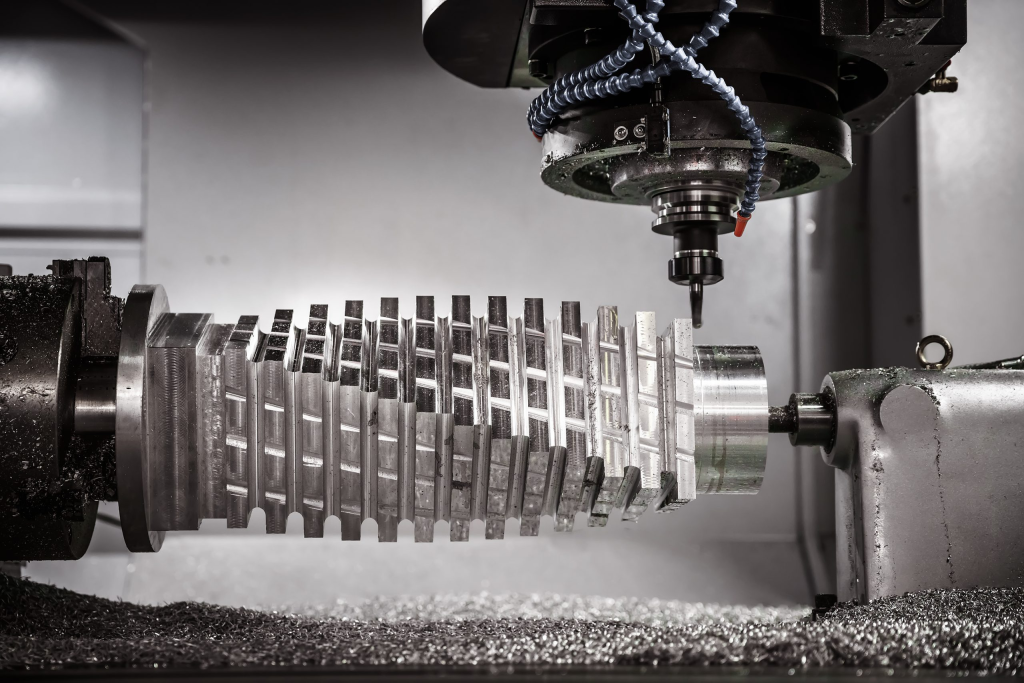
Apa arti CNC bagi proses manufaktur aktual? Artinya, sebuah alat potong berputar, yang dikendalikan oleh motor servo yang merespons perintah komputer, secara sistematis menghilangkan material dari balok padat hingga komponen Anda terbentuk. Pendekatan manufaktur subtraktif ini dapat diterapkan pada logam seperti aluminium, baja, dan titanium, serta plastik dan komposit.
Revolusi Manufaktur Berbasis Kendali Komputer
Memahami apa arti CNC membantu menjelaskan mengapa teknologi ini mendominasi produksi modern. Mulai dari komponen mesin di mobil Anda hingga instrumen bedah di ruang operasi, komponen hasil pemesinan CNC ada di mana-mana. Industri dirgantara bergantung pada presisi teknologi ini untuk komponen pesawat yang kritis terhadap keselamatan. Produsen peralatan medis mengandalkannya untuk implan yang harus pas secara sempurna. Bahkan elektronik konsumen pun mengandung komponen presisi yang diproduksi melalui kendali numerik komputer.
Menurut para pakar manufaktur, mesin CNC dapat beroperasi secara terus-menerus dengan intervensi manusia minimal, sehingga meningkatkan produktivitas secara signifikan sekaligus mempertahankan kualitas yang konsisten. Setiap komponen pada dasarnya merupakan replika persis dari komponen sebelumnya—tingkat pengulangan yang membuat produksi massal komponen kompleks tidak hanya mungkin dilakukan, tetapi juga layak secara ekonomi.
Baik Anda seorang insinyur yang mengeksplorasi pilihan manufaktur, pemilik bisnis yang mempertimbangkan metode produksi, maupun sekadar penasaran tentang cara suatu barang diproduksi, memahami teknologi ini membuka peluang bagi pengambilan keputusan desain yang lebih cerdas dan strategi produksi yang lebih efisien.

Jenis Mesin CNC Esensial dan Kemampuan Uniknya
Sekarang setelah Anda memahami arti kontrol numerik komputer (computer numerical control), kemungkinan besar Anda bertanya-tanya: mesin mana yang benar-benar memproduksi komponen tersebut? Tidak semua peralatan CNC bekerja dengan cara yang sama. Sebagian unggul dalam membuat permukaan datar dan rongga kompleks, sebagian lainnya unggul saat memproduksi poros bulat dan komponen silindris, sedangkan yang lain lagi mampu menangani lembaran material lunak berukuran besar dengan kecepatan dan efisiensi tinggi.
Memilih mesin CNC yang tepat untuk proyek Anda secara langsung memengaruhi kualitas, biaya, dan waktu pengerjaan. Mari kita bahas tiga jenis dasar yang paling sering Anda temui: mesin frais, mesin bubut, dan mesin router.
Mesin Frais dan Kemampuan Pemotongannya
Mesin frais CNC bisa dikatakan sebagai peralatan paling serba guna dalam manufaktur presisi. Mesin-mesin ini menggunakan alat potong berputar yang bergerak sepanjang beberapa sumbu untuk menghilangkan material dari benda kerja yang diam. Bayangkan sebuah mesin bor yang mampu bergerak ke samping, maju, dan mundur saat memotong—itulah proses frais dalam bentuk paling sederhananya.
Mesin frais CNC unggul dalam pembuatan:
- Permukaan datar dan bidang presisi
- Alur, kantong, dan saluran
- Kontur 3D kompleks dan permukaan berbentuk patung
- Lubang bor dan lubang berskrap
- Profil roda gigi dan geometri rumit
Apa yang membuat mesin frais sangat bernilai? Mesin ini mampu menangani bahan-bahan keras secara luar biasa baik. Baja tahan karat, titanium, baja perkakas keras, serta plastik teknik semuanya dapat dikerjakan dengan sangat baik pada mesin frais CNC. Menurut Panduan lengkap CNC Cookbook , mesin-mesin ini memiliki konfigurasi mulai dari sistem dasar 2-sumbu hingga sistem canggih 5-sumbu atau bahkan 6-sumbu yang mampu mengerjakan komponen dari hampir semua sudut.
Kapan Anda harus memilih proses frais? Jika komponen Anda memiliki permukaan datar, rongga (pocket), ulir, atau bentuk 3D yang kompleks—dan terutama jika terbuat dari logam keras—mesin frais CNC kemungkinan merupakan pilihan terbaik Anda.
Bubut untuk Komponen Presisi Rotasional
Mesin bubut CNC bekerja berdasarkan prinsip yang secara mendasar berbeda dibandingkan proses frais. Alih-alih memutar alat potong, mesin ini memutar benda kerja pada kecepatan tinggi sementara alat potong tetap diam untuk membentuknya. Pendekatan ini menjadikan mesin bubut ideal untuk memproduksi komponen berbentuk silindris, kerucut, atau bola dengan simetri rotasional yang luar biasa.
Pertimbangkan komponen-komponen seperti:
- Poros dan spindel
- Bushing dan bantalan
- Pengencang dan fitting berulir
- Katrol dan roda
- Gagang dan kenop hasil pembubutan
Operasi mesin bubut CNC meliputi pembubutan (pengurangan diameter), perataan ujung (facing), pembesaran lubang dalam (boring), pembuatan ulir (threading), dan pembuatan alur (grooving). Sebagian besar mesin bubut standar beroperasi pada dua sumbu: sumbu Z mengatur pergerakan sepanjang panjang benda kerja, sedangkan sumbu X menggerakkan alat potong mendekati atau menjauhi garis tengah.
Kapan mesin bubut paling masuk akal digunakan? Setiap kali komponen Anda terutama berbentuk bulat atau silindris. Poros penggerak otomotif, fitting aerospace, komponen pipa, dan batang implan medis semuanya memperoleh manfaat dari kecepatan dan ketelitian yang diberikan oleh pembubutan CNC.
Router CNC untuk Bahan yang Lebih Lunak dan Benda Kerja Berukuran Besar
Jika Anda perlu memproses kayu, plastik, busa, komposit, atau lembaran aluminium, mesin CNC kayu atau meja router CNC serba guna sering kali lebih praktis dibandingkan mesin frais. Router menggunakan spindle berkecepatan tinggi dan mata potong yang dapat dipertukarkan untuk memotong desain rumit 2D dan 2,5D dari bahan lembaran datar.
Aplikasi router yang umum meliputi:
- Rambu-rambu dan panel dekoratif
- Komponen kabinet dan bagian furnitur
- Rangka plastik dan tampilan (display)
- Prototipe busa dan kemasan
- Pelat nama aluminium serta komponen struktural ringan
Router CNC umumnya memiliki ruang kerja yang lebih besar dibandingkan mesin frais, sehingga sangat ideal untuk memproses lembaran material secara utuh. Router CNC juga umumnya lebih cepat dalam pemasangan dan pengoperasian untuk operasi pemotongan sederhana. Namun, router CNC mengorbankan sebagian presisi dibandingkan mesin frais—kompromi yang sepenuhnya dapat diterima untuk banyak aplikasi.
Membandingkan Jenis Mesin Secara Sekilas
Memilih mesin yang tepat menjadi lebih mudah ketika Anda membandingkan karakteristik dasar masing-masing mesin secara berdampingan:
| Tipe Mesin | Gerakan Utama | Bahan Terbaik | Aplikasi Tipikal | Waterpass Presisi |
|---|---|---|---|---|
| Cnc mill | Pemotong berputar bergerak terhadap benda kerja yang diam | Baja, baja tahan karat, titanium, aluminium, plastik keras | Komponen dirgantara, cetakan, blok mesin, braket kompleks | Sangat Tinggi (presisi ±0,001" dapat dicapai) |
| Mesin bubut cnc | Benda kerja berputar terhadap alat potong yang diam | Logam, plastik, komposit dengan geometri silindris | Poros, fitting, bushing, komponen berulir, katrol | Sangat Tinggi (presisi ±0,001" dapat dicapai) |
| Cnc router | Spindle kecepatan tinggi bergerak melintasi lembaran bahan datar | Kayu, plastik, busa, aluminium, komposit | Rambu-rambu, kabinet, prototipe, panel dekoratif, pelindung (enclosure) | Sedang hingga Tinggi (±0,005 inci khas) |
Inti pesan utamanya? Sesuaikan mesin dengan geometri komponen dan jenis bahan Anda. Mesin frais CNC mampu menangani bentuk prisma kompleks pada logam keras. Mesin bubut unggul ketika simetri rotasional menjadi faktor penentu. Mesin router memberikan kecepatan dan efisiensi biaya untuk bahan lunak serta benda kerja datar berukuran besar. Memahami perbedaan-perbedaan ini membantu Anda berkomunikasi secara efektif dengan mitra manufaktur serta mengambil keputusan yang tepat mengenai pendekatan produksi Anda.
Tentu saja, tipe mesin hanyalah salah satu faktor dalam persamaan tersebut. Jumlah sumbu (axis) yang dioperasikan mesin secara signifikan memengaruhi geometri apa saja yang dapat diwujudkan—suatu topik yang layak dikaji lebih mendalam.
Penjelasan Pemesinan Multi-Sumbu: Dari 3-Sumbu hingga 5-Sumbu
Terkesan rumit? Berikut cara sederhana untuk memahaminya: sumbu menentukan berapa banyak arah di mana alat potong Anda dapat mendekati benda kerja. Semakin banyak sumbu, semakin besar kebebasan untuk membuat bentuk yang rumit—namun juga meningkatkan kompleksitas dan biaya. Memahami progresi ini membantu Anda mencocokkan kemampuan mesin dengan kebutuhan aktual komponen Anda tanpa mengeluarkan biaya berlebih.
Apakah Anda sedang menjelajahi frais CNC untuk braket sederhana atau mempertimbangkan Bubut CNC untuk fitur silindris presisi , jumlah sumbu secara mendasar menentukan apa yang memungkinkan.
Memahami Fondasi Gerak Sumbu X, Y, dan Z
Bayangkan sistem koordinat standar seperti yang dipelajari di kelas matematika. Sumbu X bergerak dari kiri ke kanan, sumbu Y membentang dari depan ke belakang, dan sumbu Z bergerak dari bawah ke atas. Mesin frais CNC 3-sumbu beroperasi sepanjang ketiga arah linear ini—tidak lebih, tidak kurang.
Ketika Anda menjalankan operasi 3-sumbu, alat potong bergerak melintasi bidang-bidang ini sementara benda kerja tetap diam di atas meja. Menurut panduan pemesinan Fictiv, konfigurasi ini unggul dalam tugas-tugas sederhana: memotong tepi tajam, mengebor lubang, membubut lubang (boring), menggiling alur, dan membuat permukaan datar.
Apa saja yang secara realistis dapat Anda produksi pada mesin 3-sumbu?
- Panel datar dan permukaan planar
- Braket sederhana dan pelat pemasangan
- Lubang yang dibor dan dilengkapi ulir yang sejajar dengan suatu sumbu
- Kantong dan saluran dasar
- Komponen mekanis dasar untuk otomatisasi
Apa keterbatasannya? Alat potong Anda hanya dapat mendekati benda kerja dari arah atas. Setiap fitur yang terletak di sisi atau bagian bawah benda kerja memerlukan penyesuaian ulang posisi benda kerja secara manual—yang menambah waktu setup dan berpotensi menimbulkan kesalahan penyelarasan. Untuk komponen dengan undercut, permukaan melengkung, atau fitur pada sudut majemuk, mesin frais CNC 3-sumbu tidak memadai.
Menambahkan Kemampuan Rotasi dengan Pemesinan 4-Sumbu
Bayangkan benda kerja Anda dapat berotasi saat alat potong bekerja. Itulah tepatnya yang ditawarkan oleh mesin 4-sumbu. Sumbu keempat—yang biasanya disebut sumbu A—menambahkan rotasi di sekitar sumbu X, memungkinkan mesin menjangkau berbagai sisi suatu komponen tanpa perlu penyetelan ulang secara manual.
Kemampuan rotasi tambahan ini membuka peluang untuk mewujudkan geometri yang jika tidak demikian akan memerlukan beberapa kali penyetelan. Catatan CNC Cookbook bahwa produsen yang menggunakan peralatan 4-sumbu mampu membuat fitur bersudut, busur, heliks, dan profil kompleks dalam satu fixture—secara signifikan mengurangi waktu produksi.
Bubut kontrol numerik komputer (CNC) beroperasi berdasarkan prinsip serupa, yaitu memutar benda kerja terhadap alat potong yang diam. Namun, mesin frais CNC 4-sumbu khusus menambahkan rotasi ini ke platform frais, sehingga menggabungkan keunggulan kedua jenis mesin tersebut untuk aplikasi tertentu.
Komponen yang paling ideal untuk dikerjakan dengan mesin 4-sumbu meliputi:
- Fitur silindris yang memerlukan pemesinan pada sisi-sisinya
- Pola heliks dan alur spiral
- Kam lobes dan profil eksentrik
- Komponen dengan lubang atau potongan di beberapa sisi
- Ukiran presisi di sekitar permukaan melengkung
Komprominya? Mesin empat sumbu lebih mahal dibandingkan mesin tiga sumbu, dan pemrogramannya menjadi lebih kompleks. Untuk proyek yang lebih sederhana atau anggaran yang lebih kecil, penambahan kemampuan ini mungkin tidak membenarkan investasi tersebut.
Ketika Komponen Anda Membutuhkan Kebebasan Lima Sumbu
Pemesinan CNC lima sumbu merupakan puncak fleksibilitas dalam manufaktur subtraktif. Mesin-mesin ini menambahkan satu sumbu rotasi kedua—biasanya sumbu C, yang berputar sepanjang sumbu Z—sehingga alat potong dapat mendekati benda kerja dari hampir semua sudut.
Mengapa hal ini penting? Permukaan berkontur kompleks, sudut majemuk, serta geometri rumit menjadi memungkinkan dalam satu kali pemasangan. Alat potong mempertahankan orientasi optimal sepanjang proses operasi, menghasilkan permukaan akhir yang unggul serta toleransi yang lebih ketat pada komponen yang menuntut.
Menurut para spesialis manufaktur, mesin 5-sumbu secara bersamaan memproses lima sisi berbeda dari suatu komponen, tergantung pada tingkat kerumitan desainnya. Kemampuan ini terbukti sangat penting di industri-industri di mana presisi dan geometri menuntut batas-batas konvensional.
Komponen-komponen yang benar-benar memerlukan kebebasan gerak 5-sumbu:
- Bilah turbin dengan kontur aerodinamis yang kompleks
- Komponen Struktural Penerbangan
- Rangkaian sasis otomotif yang kompleks
- Implan medis dengan bentuk organik
- Impeler dan rumah pompa
- Rongga cetakan dengan undercut dalam
Pemesinan bubut CNC mampu menangani komponen berputar secara efisien, namun ketika geometri Anda menggabungkan fitur-fitur mirip pembubutan dengan permukaan frais yang kompleks, pemesinan 5-sumbu sering kali menjadi satu-satunya solusi praktis.
Menyeimbangkan Kemampuan dengan Biaya
Semakin banyak sumbu, biayanya pun semakin tinggi—baik dalam investasi mesin maupun biaya produksi per komponen. Memahami hubungan ini membantu Anda menentukan secara tepat kebutuhan proyek Anda tanpa harus membayar untuk kemampuan yang tidak digunakan.
Mesin tiga sumbu tetap menjadi pilihan paling ekonomis untuk geometri yang sederhana. Mesin ini lebih mudah diprogram, lebih sederhana dalam pengoperasiannya, serta tersedia secara luas. Jika komponen Anda dapat diselesaikan dalam satu atau dua kali pemasangan dengan penyesuaian posisi dasar, mesin 3-sumbu sering kali memberikan nilai terbaik.
Peralatan empat sumbu menawarkan keseimbangan praktis. Sumbu putar tambahan mengurangi jumlah pemasangan untuk komponen berkompleksitas sedang, sekaligus meningkatkan akurasi dengan menghilangkan penyesuaian posisi manual antar operasi. Untuk volume produksi menengah dengan fitur-fitur yang terletak di beberapa sisi, kombinasi CNC turning dan milling 4-sumbu sering kali masuk akal secara ekonomis.
Mesin lima sumbu menawarkan harga premium tetapi memberikan kemampuan yang tak tertandingi. Pemrograman CAD/CAM yang diperlukan jauh lebih kompleks, dan operator terampil sangat dibutuhkan. Namun, untuk komponen aerospace berpresisi tinggi, perangkat medis, atau bagian apa pun dengan kontur 3D yang benar-benar kompleks, pemesinan 5-sumbu sering kali menjadi satu-satunya pilihan yang layak—dan bahkan dapat mengurangi total biaya dengan menghilangkan beberapa proses penyetelan serta operasi sekunder.
Intinya? Sesuaikan jumlah sumbu dengan geometri komponen Anda. Jangan membayar kemampuan 5-sumbu jika pemesinan 3-sumbu sudah mampu menyelesaikan pekerjaan—namun jangan pula memaksakan komponen kompleks ke peralatan yang tidak memadai. Mitra manufaktur Anda dapat membantu mengevaluasi konfigurasi mana yang memberikan kombinasi terbaik antara kualitas, kecepatan, dan biaya sesuai kebutuhan spesifik Anda.
Perjalanan Lengkap dari Desain Digital hingga Komponen yang Diproses
Anda telah memilih jenis mesin Anda dan menentukan konfigurasi sumbu yang dibutuhkan oleh geometri komponen Anda. Kini muncul pertanyaan yang sering membingungkan para pemula: bagaimana sebenarnya sebuah berkas desain diubah menjadi komponen logam jadi? Jawabannya melibatkan rangkaian proses terkoordinasi secara cermat yang mengubah data digital abstrak menjadi realitas fisik yang presisi.
Memahami alur kerja ini penting, baik jika Anda memprogram peralatan CNC sendiri maupun bekerja sama dengan mitra manufaktur. Mengetahui apa yang terjadi pada setiap tahap membantu Anda menyiapkan berkas yang lebih baik, berkomunikasi secara lebih efektif, serta mengantisipasi potensi masalah sebelum berkembang menjadi permasalahan mahal.
Mari kita telusuri seluruh prosesnya, mulai dari konsep awal hingga komponen yang telah dimesin:
- Pembuatan desain dalam perangkat lunak CAD – Membangun model 3D digital
- Pemrograman CAM – Menghasilkan jalur alat (toolpaths) dan instruksi mesin
- Pemrosesan pasca-G-code – Membuat perintah khusus mesin
- Pengaturan Mesin – Menyiapkan peralatan, perkakas, dan benda kerja
- Operasi pemesinan – Menjalankan program untuk memotong bahan
- Pengolahan Pasca dan Pemeriksaan – Penyelesaian dan verifikasi kualitas
Proses Penerjemahan dari CAD ke CAM
Semuanya dimulai dengan perangkat lunak Desain Berbantuan Komputer (CAD). Program seperti SolidWorks, Fusion 360, dan Inventor memungkinkan insinyur membuat model 3D terperinci yang mencakup setiap dimensi, lubang, lengkungan, dan permukaan dari komponen yang dirancang. Model digital ini berfungsi sebagai satu-satunya sumber kebenaran bagi semua tahapan selanjutnya.
Namun, inilah yang sering tidak disadari banyak orang: mesin CNC Anda tidak dapat membaca file CAD secara langsung. Menurut panduan persiapan JLC CNC, Anda perlu mengekspor desain ke dalam format yang kompatibel—biasanya STEP atau IGES—sebelum proses manufaktur dapat dilanjutkan. Format netral ini mempertahankan akurasi geometris sekaligus memungkinkan sistem perangkat lunak yang berbeda saling berkomunikasi.
Apa itu pemrograman CNC pada intinya? Ini adalah proses menerjemahkan model 3D Anda ke dalam instruksi mesin yang spesifik. Proses ini terjadi di perangkat lunak CAM (Computer-Aided Manufacturing), di mana keajaiban pemrograman operasi CNC benar-benar terwujud.
Di dalam perangkat lunak CAM, Anda akan:
- Mengimpor geometri CAD Anda
- Menentukan ukuran dan jenis bahan baku (stock) yang digunakan
- Memilih alat potong yang sesuai
- Menentukan parameter pemotongan (kecepatan, laju umpan, kedalaman potong)
- Membuat jalur alat (toolpaths) yang menghilangkan material secara efisien
- Melakukan simulasi operasi untuk memverifikasi keakuratannya
Perangkat lunak CAM populer seperti Mastercam, Fusion 360, dan SolidCAM secara otomatis menghitung jalur pemotongan paling efisien berdasarkan masukan Anda. Perangkat lunak ini mempertimbangkan faktor-faktor seperti diameter alat, kekerasan material, dan hasil permukaan (surface finish) yang diinginkan guna mengoptimalkan setiap gerakan.
Dari Perintah G-Code ke Komponen Jadi
Setelah jalur alat Anda didefinisikan, perangkat lunak CAM menjalankan jalur tersebut melalui post-processor—sebuah penerjemah yang mengubah data jalur alat umum menjadi bahasa khusus yang dipahami mesin Anda. Keluaran ini disebut kode G, dan inilah yang benar-benar dibaca peralatan pemesinan baris demi baris selama operasi.
Seperti apa bentuk kode G? Panduan dasar pemrograman DeFusco Industrial Supply , setiap baris mewakili tindakan spesifik. Kode G mengendalikan posisi dan pergerakan: G00 memindahkan alat secara cepat ke suatu posisi, G01 membuat pemotongan lurus pada laju pemakanan yang terkendali, sedangkan G02/G03 membuat lengkung dan lingkaran. Kode M mengatur fungsi tambahan seperti menghidupkan spindle (M03), mengaktifkan pendingin (M08), atau mengakhiri program (M30).
Berikut contoh sederhana program CNC:
- G21 – Tetapkan satuan metrik
- G90 – Gunakan penentuan posisi absolut
- M03 S3000 – Hidupkan spindle pada 3000 RPM
- G00 X10 Y10 – Bergerak cepat ke posisi awal
- G01 Z-5 F100 – Potong turun 5 mm dengan kecepatan 100 mm/menit
- M05 – Hentikan spindle
- M30 – Akhiri program
Anda tidak perlu menghafal setiap kode untuk bekerja sama dengan mitra manufaktur CNC. Namun, memahami dasar-dasar ini membantu Anda mendiagnosis masalah, menafsirkan perilaku mesin, serta berkomunikasi lebih efektif mengenai proyek Anda.
Pengaturan dan Pengoperasian Mesin
Setelah kode G Anda siap, fokus beralih ke mesin fisik. Pengaturan melibatkan beberapa langkah kritis yang secara langsung memengaruhi akurasi komponen:
Pemasangan benda kerja mengamankan bahan baku Anda secara kuat di tempatnya. Ragum, klem, perlengkapan (fixtures), dan meja vakum mencegah pergerakan selama proses pemotongan—setiap pergeseran selama pemesinan akan merusak komponen. Metode pencekaman tergantung pada geometri komponen, jenis material, serta gaya-gaya yang terjadi selama pemotongan.
Pemilihan dan Pemasangan Peralatan memastikan alat potong yang tepat dimuat pada posisi yang benar. End mill, mata bor, tap, dan alat potong khusus masing-masing memiliki fungsi spesifik. Mesin modern dengan sistem pengganti alat otomatis dapat beralih di antara puluhan alat selama satu operasi tunggal.
Penetapan Titik Nol memberi tahu mesin secara pasti di mana benda kerja Anda berada. Dengan menggunakan alat pencari tepi atau probe sentuh, operator menetapkan titik nol benda kerja—yaitu titik acuan di mana X0, Y0, dan Z0 bersesuaian dengan sudut atau fitur tertentu pada material Anda. Setiap gerakan yang diprogram mengacu pada posisi ini.
Sebelum proses pemotongan dimulai, operator berpengalaman menjalankan simulasi dan uji coba tanpa pemotongan (dry runs). Mereka memverifikasi jalur alat secara visual, memeriksa kemungkinan terjadinya tabrakan, serta sering kali memulai pemotongan pertama dengan laju umpan yang dikurangi. Pendekatan hati-hati ini mencegah kecelakaan yang dapat merusak peralatan mahal atau mengacaukan benda kerja.
Proses Pemesinan dan Tahap Selanjutnya
Setelah penyiapan diverifikasi, proses pemesinan aktual dimulai. Mesin membaca perintah G-code secara berurutan, mengeksekusi setiap gerakan dengan presisi yang diukur dalam perseribu inci. Pahat pemotong berputar pada kecepatan yang telah diprogram, cairan pendingin mengalir untuk mengendalikan panas dan membersihkan serbuk logam, serta material dihilangkan secara sistematis hingga komponen Anda terbentuk dari bahan baku.
Bergantung pada tingkat kerumitannya, operasi tersebut dapat mencakup:
- Pemotongan kasar untuk menghilangkan sebagian besar material secara cepat
- Pemotongan akhir untuk dimensi akhir dan kualitas permukaan
- Pengeboran dan pengetapan untuk lubang berulir
- Pembuatan chamfer dan penghilangan burr pada tepi
Setelah proses pemesinan selesai, komponen biasanya memerlukan proses pasca-pemesinan. Langkah ini dapat meliputi pelepasan komponen dari perlengkapan (fixtures), pembersihan sisa cairan pemotong, penghilangan burr pada tepi tajam, serta pemeriksaan dimensi sesuai spesifikasi. Bergantung pada kebutuhan, operasi sekunder seperti perlakuan panas, finishing permukaan, atau perakitan dapat dilakukan setelahnya.
Alur kerja lengkap—mulai dari desain CAD hingga komponen jadi—mewakili rangkaian yang mulus, di mana setiap langkah dibangun berdasarkan langkah sebelumnya. Memahami proses ini membantu Anda menghargai mengapa kualitas berkas sangat penting, mengapa toleransi memengaruhi biaya, dan mengapa bekerja sama dengan mitra manufaktur yang berpengalaman benar-benar memberikan perbedaan nyata dalam hasil akhir.
Berbicara tentang bahan, alur kerja yang baru saja kita bahas berlaku tanpa memandang apakah Anda memotong aluminium, baja, titanium, atau plastik teknik. Namun, pemilihan bahan secara signifikan memengaruhi setiap aspek proses—suatu topik yang layak dibahas secara mendalam dalam pembahasan tersendiri.
Panduan Pemilihan Bahan CNC untuk Logam dan Plastik
Anda telah memetakan alur kerja Anda dan memahami konfigurasi mesin mana yang paling sesuai dengan geometri komponen Anda. Namun, ada satu pertanyaan krusial yang menentukan setiap keputusan lainnya: bahan apa yang sebaiknya digunakan untuk komponen Anda? Jawaban atas pertanyaan ini memengaruhi kemudahan pemesinan, biaya, kinerja, serta bahkan pilihan opsi penyelesaian akhir (finishing) yang tersedia.
Mesin CNC logam dapat memproses berbagai bahan, mulai dari aluminium lunak hingga titanium kelas aerospace. Parameter pemotongan logam, pemilihan alat potong, dan waktu siklus bervariasi secara signifikan tergantung pada jenis bahan baku yang Anda gunakan. Demikian pula, plastik teknik menawarkan keunggulan unik—namun masing-masing jenisnya menunjukkan perilaku berbeda di bawah alat potong. Mari kita bahas pilihan Anda secara sistematis.
Logam, mulai dari Aluminium hingga Titanium
Ketika Anda memikirkan aplikasi CNC untuk logam, paduan aluminium biasanya menjadi pilihan pertama—dan hal ini beralasan. Menurut panduan pemilihan material Hubs, aluminium menawarkan rasio kekuatan-terhadap-berat yang sangat baik, konduktivitas termal dan listrik yang tinggi, serta perlindungan korosi alami. Aluminium juga sangat mudah dikerjakan, menjadikannya pilihan paling ekonomis untuk banyak aplikasi.
Dalam keluarga aluminium, Anda akan menemukan beberapa grade umum:
- Aluminium 6061 – Jenis serba guna dengan kemampuan pemesinan dan pengelasan yang baik
- Aluminium 7075 – Kelas aerospace dengan kekuatan lebih tinggi, dapat dikeraskan melalui perlakuan panas hingga mencapai kekerasan yang setara dengan baja
- Aluminium 5083 – Ketahanan unggul terhadap air laut untuk aplikasi kelautan dan konstruksi
Komponen baja CNC memberikan kinerja optimal ketika kekuatan dan daya tahan menjadi prioritas utama. Baja lunak seperti 1018 dan 1045 mudah dikerjakan dengan mesin dan mudah dilas—ideal untuk perlengkapan, alat bantu perakitan (jig), serta komponen struktural. Baja paduan seperti 4140 dan 4340 menawarkan kekerasan dan ketahanan aus yang lebih tinggi setelah perlakuan panas, sehingga cocok untuk roda gigi, poros, dan komponen mekanis berbeban tinggi.
Baja tahan karat membawa ketahanan korosi ke dalam pertimbangan desain. Grade 304 mampu menghadapi sebagian besar kondisi lingkungan dengan sangat baik, sedangkan grade 316 tahan terhadap air laut dan bahan kimia keras. Untuk aplikasi ekstrem, baja tahan karat 17-4 PH dapat dikeraskan melalui proses pengendapan presipitasi hingga mencapai tingkat kekuatan luar biasa—sangat cocok untuk komponen turbin dan instrumen medis.
Kuningan layak disebutkan untuk aplikasi kelistrikan dan dekoratif. Menurut Analisis material Elcon Precision , kuningan C36000 menawarkan kemampuan pemesinan yang sangat baik serta ketahanan korosi alami, sehingga ideal untuk kelengkapan kelistrikan bervolume tinggi dan perangkat keras arsitektural.
Di segmen premium, titanium memberikan rasio kekuatan-terhadap-berat yang luar biasa serta ketahanan korosi yang sangat baik. Komponen dirgantara, implan medis, dan suku cadang balap berkinerja tinggi sering menspesifikasikan penggunaan titanium, meskipun harganya lebih tinggi. Perlu diketahui bahwa konduktivitas termal titanium yang rendah membuatnya lebih sulit diproses—peralatan khusus dan teknik pemesinan yang tepat sangat diperlukan.
Plastik Rekayasa untuk Aplikasi Khusus
Ketika proyek Anda membutuhkan bobot yang lebih ringan, ketahanan kimia, atau isolasi listrik, plastik teknik sering kali unggul dibandingkan logam. Menurut panduan pemilihan plastik Komacut, secara umum plastik memiliki kemampuan pemesinan yang lebih baik daripada logam karena kekerasan dan kerapatannya yang lebih rendah, sehingga memerlukan gaya potong yang lebih kecil serta mengurangi keausan alat potong.
Berikut adalah plastik yang paling sering Anda temui:
- ABS – Sifat mekanis yang baik, ketangguhan benturan yang sangat baik, ideal untuk prototipe sebelum pencetakan injeksi
- Delrin (POM) – Kemampuan mesin terbaik di antara plastik, stabilitas dimensi luar biasa, koefisien gesekan rendah
- Nylon (PA) – Ketahanan aus dan kompatibilitas kimia yang sangat baik, meskipun rentan terhadap penyerapan kelembapan
- PEEK – Termoplastik berkinerja tinggi yang dapat menggantikan logam dalam aplikasi yang menuntut, termasuk penggunaan kelas medis
- Polikarbonat – Ketangguhan benturan luar biasa dengan kejernihan optis, sangat cocok untuk pelindung dan layar
- PTFE (Teflon) – Koefisien gesekan terendah di antara semua bahan padat, ketahanan kimia dan termal yang sangat baik
Bubut logam menangani komponen plastik berbentuk silinder secara efisien, sedangkan pusat frais menangani geometri plastik yang kompleks. Pertimbangan utamanya? Pengelolaan panas. Beberapa jenis plastik meleleh atau berubah bentuk akibat suhu pemotongan yang tinggi, sehingga memerlukan penyesuaian kecepatan dan laju pemakanan.
Membandingkan Bahan Secara Sekilas
Pemilihan bahan yang tepat menjadi lebih jelas ketika Anda membandingkan karakteristik utama secara berdampingan:
| Kategori Material | Sifat Utama | Aplikasi Umum | Peringkat Kemudahan Pemesinan |
|---|---|---|---|
| Paduan Aluminium | Ringan, tahan korosi, konduktivitas termal sangat baik | Struktur dirgantara, sirip pendingin (heat sinks), elektronik konsumen, panel otomotif | Luar biasa |
| Baja Lunak/Paduan Baja | Kekuatan tinggi, tahan lama, dapat diperlakukan panas, dapat dilas | Komponen mesin, roda gigi, poros, komponen struktural | Baik hingga Sedang |
| Stainless steels | Tahan korosi, kekuatan tinggi, dapat dipoles | Perangkat medis, pengolahan makanan, perangkat keras kelautan, instrumen bedah | Sedang |
| Kuningan | Konduktivitas listrik sangat baik, finishing dekoratif, gesekan rendah | Konektor listrik, fitting pipa, instrumen musik | Luar biasa |
| Titanium | Rasio kekuatan terhadap berat luar biasa, kompatibel secara biologis, tahan korosi | Komponen aerospace, implan medis, suku cadang balap | Menantang |
| Plastik ABS | Tahan benturan, ringan, hemat biaya | Prototipe, rangka, produk konsumen | Luar biasa |
| Delrin (POM) | Stabil secara dimensi, gesekan rendah, tahan kelembapan | Gigi roda (gear), bantalan (bearing), mekanisme presisi, komponen yang aman untuk kontak dengan makanan | Luar biasa |
| PEEK | Tahan suhu tinggi, bersifat inert secara kimia, kekuatan pengganti logam | Implan medis, segel aerospace, komponen semikonduktor | Bagus sekali |
Mengambil Keputusan Material Anda
Bagaimana cara memilihnya? Mulailah dengan menentukan kebutuhan Anda: Apakah komponen Anda harus mampu menahan beban tinggi? Aluminium mungkin tidak memadai—pertimbangkan baja atau titanium. Apakah komponen tersebut akan terpapar lingkungan korosif? Baja tahan karat atau PEEK bisa jadi pilihan utama. Apakah berat merupakan faktor kritis? Aluminium atau plastik teknik kemungkinan menjadi pilihan terbaik.
Biaya juga penting. Komponen titanium jauh lebih mahal dibandingkan versi aluminiumnya—bukan hanya dari segi bahan baku, tetapi juga karena waktu pemesinan yang lebih lama dan perlunya peralatan khusus. Untuk prototipe atau aplikasi yang sensitif terhadap biaya, pemilihan logam untuk mesin CNC umumnya mengacu pada aluminium 6061, yang memberikan kinerja andal dengan harga ekonomis.
Intinya? Sesuaikan sifat material dengan tuntutan aplikasi Anda, lalu pertimbangkan kemudahan pemesinan dan batasan anggaran. Mitra manufaktur Anda dapat membantu mengevaluasi kompromi yang terjadi serta mengusulkan alternatif yang mungkin belum Anda pertimbangkan.
Tentu saja, memilih material yang tepat hanyalah sebagian dari persamaan. Spesifikasi presisi yang Anda tetapkan—khususnya toleransi—secara langsung memengaruhi kompleksitas proses manufaktur maupun biaya akhir.
Memahami Toleransi dan Presisi dalam Manufaktur CNC
Anda telah memilih material dan memahami alur kerja pemesinan. Namun, berikut adalah pertanyaan krusial yang secara langsung menentukan apakah komponen jadi Anda benar-benar berfungsi: seberapa presisi sebenarnya yang dibutuhkan? Jawabannya terletak pada pemahaman terhadap toleransi—yaitu batas variasi yang dapat diterima yang menentukan apakah komponen Anda pas, berfungsi, dan bekerja sebagaimana dimaksud.
Bayangkanlah dengan cara ini: tidak ada proses manufaktur yang menghasilkan dimensi yang benar-benar sempurna. Setiap pemotongan dan setiap lintasan alat memperkenalkan variasi mikroskopis. Definisi toleransi dalam pemesinan mengakui kenyataan ini dengan menetapkan seberapa besar penyimpangan dari pengukuran ideal yang masih dapat diterima. Jika spesifikasi ini salah, Anda akan membayar terlalu mahal untuk presisi yang tidak diperlukan atau menerima komponen yang tidak dapat dirakit dengan benar.
Memahami makna pemesinan dalam konteks presisi membantu Anda menyampaikan kebutuhan secara efektif serta menetapkan ekspektasi yang realistis untuk proyek-proyek Anda.
Toleransi Standar versus Toleransi Ketat
Apa yang dianggap sebagai 'standar' dibandingkan dengan 'ketat' dalam pemesinan presisi CNC? Menurut Absolute Machining , toleransi pemesinan standar biasanya berkisar antara ±0,005" hingga ±0,001". Sebagian besar komponen pemesinan serba guna berada dengan nyaman dalam kisaran ini—misalnya braket, rumah (housing), penutup, dan komponen struktural di mana kecocokan presisi penting, tetapi tidak kritis hingga seperseribu inci.
Pemesinan toleransi ketat mengacu pada dimensi yang dipertahankan pada ±0,0005" atau lebih baik. Sebagai pembanding, nilai tersebut kira-kira sepuluh kali lebih tipis daripada ketebalan rambut manusia. Beberapa aplikasi kelas atas bahkan mendorong batas lebih jauh: menurut spesialis industri, pekerjaan presisi dapat mencapai ±0,0002" untuk fitur seperti lubang press-fit atau permukaan penyelarasan kritis.
Kapan Anda benar-benar membutuhkan toleransi ketat?
- Permukaan yang saling berpasangan – Komponen yang harus pas secara presisi, seperti rumah bantalan (bearing housing) atau pin penyelarasan
- Aplikasi penyegelan – Komponen di mana kebocoran cairan atau gas tidak diperbolehkan
- Rangkaian rotasi – Poros dan lubang di mana runout memengaruhi kinerja
- Komponen kritis keselamatan – Aplikasi dirgantara, medis, atau pertahanan yang tidak mentolerir kegagalan sama sekali
Berikut adalah kenyataan praktisnya: menetapkan batas toleransi yang lebih ketat daripada kebutuhan aplikasi Anda hanya membuang-buang uang tanpa memberikan manfaat fungsional tambahan. Sebuah braket yang dipasang pada dinding tidak memerlukan presisi tingkat kedirgantaraan. Memahami perbedaan ini membantu Anda mengoptimalkan baik biaya maupun kinerja.
Bagaimana Spesifikasi Presisi Mempengaruhi Proyek Anda
Mengapa ketatnya toleransi begitu berdampak besar terhadap anggaran Anda? Menurut panduan toleransi Factorem, toleransi yang lebih ketat secara tak terelakkan menyebabkan peningkatan biaya manufaktur karena beberapa alasan yang saling terkait.
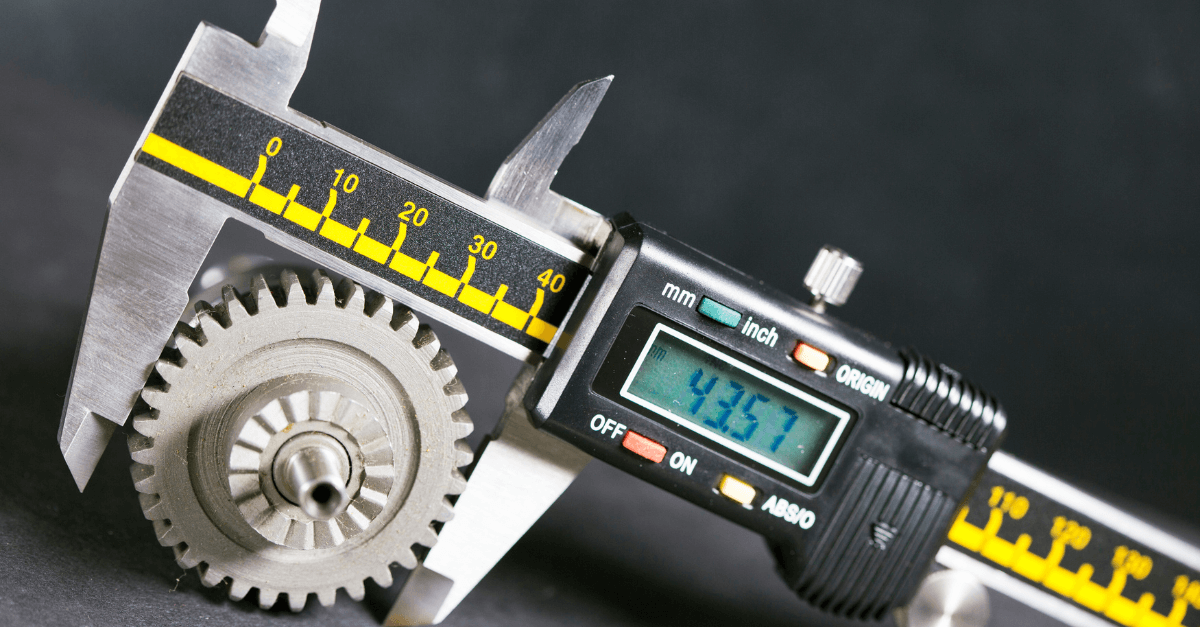
Pertama, mencapai dimensi yang lebih ketat memerlukan kecepatan pemotongan yang lebih lambat dan pemakanan (pass) yang lebih ringan. Waktu mesin yang lebih lama berarti biaya per komponen menjadi lebih tinggi. Kedua, teknologi pemesinan canggih dan peralatan berpresisi tinggi dibanderol dengan tarif premium. Ketiga, persyaratan inspeksi menjadi lebih ketat—komponen dengan toleransi ±0,0005 inci memerlukan verifikasi menggunakan Mesin Pengukur Koordinat (CMM) atau instrumen presisi lainnya, bukan sekadar jangka sorong biasa.
Definisi tukang mesin CNC mengenai peran mereka semakin mencakup verifikasi kualitas. Operator terampil memahami bahwa hasil yang konsisten bergantung pada pengendalian berbagai variabel secara bersamaan.
Faktor-faktor apa saja yang benar-benar menentukan toleransi yang dapat dicapai? Beberapa elemen bekerja secara bersamaan:
- Kemampuan Mesin – Peralatan yang lebih tua atau berkualitas lebih rendah tidak mampu mempertahankan presisi yang sama seperti pusat CNC modern yang terawat baik
- Sifat material – Bahan yang lebih lunak, seperti aluminium, dapat dikerjakan dengan lebih dapat diprediksi dibandingkan baja tahan karat yang mengalami pengerasan akibat pemrosesan (work-hardening) atau plastik yang sensitif terhadap panas
- Geometri Bagian – Dinding tipis, rongga dalam, dan fitur panjang tanpa penopang memicu lendutan dan getaran yang memengaruhi akurasi dimensi
- Kondisi Lingkungan – Fluktuasi suhu menyebabkan ekspansi termal baik pada mesin maupun benda kerja, sehingga memengaruhi presisi
- Keausan alat – Ujung potong mengalami degradasi seiring waktu; jika tidak dipantau dan dikompensasi, hal ini secara bertahap menggeser dimensi
Menurut BDE Manufacturing Technologies, faktor-faktor seperti suhu lingkungan, kalibrasi berkala, perawatan preventif, dan penggantian alat secara tepat waktu semuanya memengaruhi akurasi hasil keluaran. Penempatan peralatan CNC di lingkungan terkendali dengan suhu dan kelembapan yang stabil membantu menjaga ketepatan yang konsisten.
Kompleksitas Desain dan Kemudahan Manufaktur
Apa yang membuat suatu komponen mudah atau sulit dibubut secara akurat? Memahami hubungan ini membantu Anda merancang secara lebih cerdas serta menetapkan ekspektasi yang realistis.
Geometri sederhana berbentuk balok dengan ketebalan dinding yang wajar dapat diproses secara prediktif. Alat potong mengalami hambatan yang konsisten, getaran tetap minimal, dan dimensi tetap stabil. Komponen-komponen ini mampu mencapai toleransi ketat secara ekonomis karena tidak ada hal yang menghambat ketepatan.
Kompleksitas menimbulkan tantangan. Dinding tipis melengkung di bawah tekanan pemotongan. Rongga dalam membatasi jangkauan alat dan evakuasi serpihan. Sudut internal tajam memerlukan alat berdiameter kecil yang lebih mudah mengalami lendutan. Fitur yang dikerjakan pada sudut majemuk menuntut kemampuan multi-sumbu serta pemrograman yang canggih.
Apakah ini berarti Anda harus menghindari desain kompleks? Tidak sama sekali. Teknologi pemesinan modern mampu menangani kompleksitas luar biasa secara rutin. Kuncinya terletak pada pemahaman tentang kompromi: komponen aerospace rumit dengan dua puluh fitur berketelitian tinggi tentu akan lebih mahal dibandingkan braket sederhana yang memenuhi spesifikasi standar.
Mitra manufaktur berpengalaman mengevaluasi gambar desain Anda dengan mempertimbangkan prinsip Desain untuk Kemudahan Manufaktur (Design for Manufacturability/DFM). Mereka akan mengidentifikasi fitur-fitur yang mendorong kenaikan biaya, mengusulkan alternatif yang mampu memenuhi fungsi yang sama secara lebih ekonomis, serta membantu Anda menerapkan toleransi ketat hanya di tempat-tempat yang benar-benar membutuhkannya.
Intinya? Spesifikasi toleransi secara langsung memengaruhi kompleksitas manufaktur, waktu siklus, dan biaya. Terapkan presisi di mana fungsi mengharuskannya, dan terima toleransi standar di tempat lainnya. Pendekatan seimbang ini menghasilkan komponen yang berfungsi dengan benar tanpa biaya yang tidak perlu—tepat seperti yang dimaksud dengan rekayasa cerdas.
Tentu saja, akurasi dimensi hanyalah salah satu bagian dari persamaan produk jadi. Hasil permukaan (surface finish) dan perlakuan pasca-pemrosesan mengubah komponen hasil pemesinan menjadi bagian yang benar-benar lengkap dan siap digunakan untuk aplikasi yang ditujunya.
Hasil Permukaan dan Pilihan Pasca-Pemrosesan
Komponen Anda baru saja keluar dari mesin pemotong CNC dengan dimensi yang sempurna—tetapi apakah komponen tersebut benar-benar selesai? Dalam kebanyakan kasus, jawabannya adalah tidak. Tanda alat yang terlihat, tepi tajam, serta permukaan logam polos tersebut memerlukan perhatian sebelum komponen Anda siap digunakan untuk aplikasi yang ditujunya. Hasil permukaan (surface finishing) mengubah komponen hasil pemesinan dari "akurat secara dimensi" menjadi "sepenuhnya fungsional dan menarik secara visual."
Menurut panduan penyelesaian permukaan Hubs, penyelesaian permukaan merupakan proses pasca-pengerjaan yang diterapkan untuk meningkatkan kekasaran permukaan, penampilan, serta ketahanan aus pada komponen logam hasil permesinan CNC.
Standar dan Pengukuran Penyelesaian Permukaan
Setiap operasi mesin potong meninggalkan jejak khasnya pada benda kerja. Alat pemotong yang berputar menciptakan tonjolan dan lekukan mikro saat menghilangkan material—jejak-jejak inilah yang disebut tanda alat (tool marks). Kualitas permukaan diukur dalam bentuk kekasaran permukaan rata-rata, yang dinyatakan sebagai Ra (Roughness Average), yaitu besaran yang mengkuantifikasi penyimpangan rata-rata dari permukaan ideal yang halus.
Apa arti sebenarnya angka-angka ini? Berikut adalah terjemahan nilai kekasaran khas:
- Ra 3,2 μm (125 μin) – Hasil penyelesaian standar langsung dari mesin; tanda alat terlihat jelas
- Ra 1,6 μm (63 μin) – Hasil pemesinan halus dengan tanda alat yang berkurang
- Ra 0,8 μm (32 μin) – Hasil penyelesaian halus yang cocok untuk permukaan penyegel
- Ra 0,4 μm (16 μin) – Sangat halus; memerlukan proses pengerjaan akhir tambahan
Nilai Ra yang lebih ketat berbiaya lebih tinggi karena memerlukan langkah pemesinan tambahan, kecepatan pemotongan yang lebih lambat, serta pengendalian kualitas yang lebih ketat. Untuk banyak aplikasi fungsional, hasil akhir standar 3,2 μm bekerja dengan sangat baik. Gunakan spesifikasi permukaan yang lebih halus hanya pada permukaan di mana segel, gesekan yang berkurang, atau penampilan estetis benar-benar penting.
Perlakuan Pasca-Pemrosesan yang Meningkatkan Kinerja
Selain hasil akhir bawaan dari proses pemesinan, operasi sekunder menambahkan lapisan pelindung, meningkatkan penampilan, atau memperbaiki karakteristik fungsional. Setiap perlakuan cocok untuk kebutuhan yang berbeda—memahami pilihan Anda membantu Anda menentukan secara tepat apa yang dibutuhkan aplikasi Anda.
Berikut adalah perlakuan pasca-pemrosesan paling umum beserta waktu penggunaannya:
- Bead blasting – Menghasilkan tekstur matte atau satin yang seragam dengan menyemprotkan butiran kaca ke permukaan. Menghilangkan bekas alat dan menghasilkan penampilan yang konsisten. Biaya rendah serta ideal untuk komponen kosmetik di mana toleransi dimensi tidak kritis. Paling cocok untuk komponen aluminium, baja, dan baja tahan karat yang memerlukan peningkatan daya tarik visual.
- Anodizing (Tipe II) – Proses elektrokimia yang membentuk lapisan oksida keramik tipis pada aluminium dan titanium. Memberikan ketahanan terhadap korosi serta mampu menyerap pewarna untuk pilihan warna seperti hitam, biru, merah, dan emas. Ketebalan lapisan umumnya 4–12 μm. Sangat cocok untuk perangkat elektronik konsumen, komponen dekoratif, serta aplikasi yang memerlukan perlindungan sekaligus estetika.
- Anodisasi (Tipe III / Hardcoat) – Lapisan oksida yang lebih tebal (hingga 50+ μm) sehingga memberikan ketahanan aus dan kekerasan permukaan yang unggul. Lebih mahal namun esensial untuk komponen fungsional yang mengalami abrasi, kontak geser, atau beroperasi dalam lingkungan yang menuntut. Umum digunakan dalam bidang dirgantara, pertahanan, serta aplikasi mekanis berkinerja tinggi.
- Pelapisan bubuk – Bubuk kering diaplikasikan secara elektrostatik dan dipanaskan pada suhu sekitar 200°C untuk membentuk lapisan polimer yang tahan lama. Ketebalan berkisar antara 18–72 μm. Tahan benturan kuat, pilihan warna luas, serta kompatibel dengan semua jenis logam. Ideal untuk peralatan luar ruangan, kotak pelindung (enclosures), dan komponen yang memerlukan lapisan pelindung ekstra tangguh.
- Pelapisan Logam (Krom, Nikel, Seng) – Mengendapkan lapisan logam tipis melalui proses elektrokimia. Krom memberikan kilau dekoratif dan perlindungan korosi sedang. Nikel menawarkan keseimbangan antara ketahanan aus dan penampilan estetis. Seng unggul dalam perlindungan terhadap korosi, khususnya untuk komponen baja. Masing-masing metode memiliki fungsi dan tujuan estetika yang berbeda.
Memilih Akhiran yang Tepat untuk Aplikasi Anda
Bagaimana cara memilihnya? Mulailah dengan memisahkan kebutuhan fungsional dari preferensi estetika. Menurut Panduan komprehensif SYZ Rod Ends , permukaan yang terpapar kontak berulang, geseran, atau abrasi biasanya memerlukan lapisan yang lebih keras dan lebih tebal—sedangkan penyelesaian estetika seperti bead blasting meningkatkan tampilan tetapi memberikan perlindungan terbatas kecuali dikombinasikan dengan perlakuan lain.
Pertimbangkan lingkungan operasional Anda secara cermat. Paparan di luar ruangan, semprotan garam, suhu tinggi, dan sinar UV menuntut lapisan yang lebih kokoh dibandingkan penggunaan dalam ruangan. Fabrikasi CNC untuk aplikasi kelautan mungkin memerlukan pelapisan seng atau pelapisan bubuk, sedangkan komponen interior otomotif dapat menggunakan anodisasi dekoratif.
Beberapa jenis penyelesaian permukaan dapat dikombinasikan secara strategis. Misalnya, bead blasting sebelum anodisasi menghasilkan tampilan matte seragam sekaligus menambah ketahanan terhadap korosi dan keausan. Operasi pemotongan CNC menciptakan geometri—namun penyelesaian permukaanlah yang menentukan bagaimana geometri tersebut berkinerja dan tampak di dunia nyata.
Intinya? Jangan menganggap proses akhir (finishing) sebagai hal yang dipikirkan belakangan. Tentukan permukaan dan toleransi yang diperlukan saat memesan komponen, lindungi fitur kritis yang tidak boleh dilapisi, serta pilih jenis perlakuan permukaan yang sesuai dengan tuntutan fungsional maupun paparan lingkungan. Pendekatan ini memastikan potongan CNC Anda berubah menjadi komponen yang berkinerja andal selama bertahun-tahun.
Faktor Biaya Pemesinan CNC dan Optimalisasi Anggaran
Anda telah memilih bahan, menentukan toleransi, serta memilih hasil akhir permukaan yang tepat. Kini muncul pertanyaan penentu kelanjutan proyek Anda: berapa sebenarnya biaya yang diperlukan? Memahami faktor-faktor yang mendorong biaya manufaktur pemesinan membantu Anda mengambil keputusan berdasarkan informasi, menghindari kejutan anggaran, serta mengidentifikasi peluang penghematan tanpa mengorbankan kualitas.
Berikut adalah kenyataannya: harga komponen CNC tidak bersifat sembarangan. Setiap dolar yang Anda bayarkan dapat dilacak kembali ke faktor-faktor spesifik yang bisa Anda pengaruhi—pemilihan material, kompleksitas desain, spesifikasi toleransi, dan volume produksi. Menurut analisis biaya Unionfab, memahami asal-usul biaya-biaya ini sangat penting untuk penyusunan anggaran yang akurat serta pemilihan pemasok.
Mari kita uraikan secara tepat apa saja yang Anda bayarkan dan bagaimana mengoptimalkan setiap elemennya.
Faktor-Faktor Utama yang Mempengaruhi Biaya Pemesinan
Bayangkan proses permesinan dalam konteks biaya manufaktur sebagai balok-balok bangunan yang ditumpuk berlapis-lapis. Setiap lapisan menambah total biaya, dan memahami komponen-komponen individualnya akan mengungkap peluang-peluang penghematan.
Biaya Bahan material mewakili proporsi signifikan dari total pengeluaran Anda—dan kisaran harganya sangat bervariasi. Aluminium berada di ujung ekonomis, sedangkan titanium memiliki harga premium yang bisa mencapai lima hingga sepuluh kali lebih tinggi. Menurut data harga industri, pemilihan material tidak hanya memengaruhi biaya bahan baku mentah, tetapi juga keausan alat potong dan waktu permesinan.
Pertimbangkan perbandingan harga sederhana berikut:
| Kategori Material | Biaya Relatif | Pertimbangan Utama |
|---|---|---|
| Aluminium | $ | Kemampuan mesin yang sangat baik, waktu siklus tercepat |
| Kuningan/Perunggu | $$$ | Mudah dikerjakan, aplikasi kelistrikan |
| Baja/Stainless steel | $$$ | Material yang lebih keras meningkatkan keausan alat potong |
| Titanium | $$$$$ | Memerlukan peralatan khusus, waktu siklus lebih lama |
| PEEK (Plastik) | $$$$$ | Bahan baku berkinerja tinggi namun mahal |
Waktu Pemesinan langsung melipatgandakan biaya. Operasi permesinan industri berjalan berdasarkan tarif per jam yang bervariasi sesuai tingkat kompleksitas mesin: mesin frais 3-sumbu umumnya dikenakan tarif sekitar $40/jam, sedangkan peralatan frais 5-sumbu mematok tarif $75–$120/jam menurut survei manufaktur. Geometri kompleks yang memerlukan operasi multi-sumbu, toleransi ketat yang mengharuskan laju pemakanan lebih lambat, serta fitur rumit yang membutuhkan pergantian alat berkali-kali—semua ini memperpanjang waktu siklus—dan tagihan Anda.
Biaya persiapan dan pemrograman berlaku tanpa memandang jumlah pesanan. Setiap pekerjaan memerlukan persiapan mesin, konfigurasi pencekaman benda kerja, pemasangan alat potong, serta penentuan titik nol. Biaya tetap ini didistribusikan ke seluruh pesanan Anda: jika Anda memproduksi sepuluh komponen, maka masing-masing komponen menanggung sepersepuluh dari total biaya persiapan; jika Anda memproduksi seratus komponen, maka dampak biaya persiapan per komponen menyusut secara signifikan.
Spesifikasi Toleransi mempengaruhi baik waktu pemesinan maupun kebutuhan inspeksi. Menurut Panduan DFM Ensinger Plastics , toleransi ketat hanya boleh digunakan bila benar-benar diperlukan—toleransi umum dapat menurunkan biaya secara signifikan tanpa mengorbankan fungsi di area yang tidak kritis.
Operasi Sekunder menambahkan biaya tambahan yang cepat menumpuk. Finishing permukaan seperti anodisasi biasanya berharga $3–12 per komponen, sedangkan elektroplating mencapai $10–30. Perlakuan panas, inspeksi, dan kemasan khusus masing-masing menambahkan pos biaya tersendiri. Untuk komponen hasil pemesinan CNC yang memerlukan beberapa proses sekunder, penambahan biaya ini bisa setara atau bahkan melebihi biaya dasar pemesinan.
Strategi Cerdas untuk Mengoptimalkan Anggaran Anda
Berita baiknya: sebagian besar faktor penentu biaya dapat dikendalikan melalui perencanaan yang matang. Menurut Panduan Biaya Manufaktur Protolabs, dengan fokus pada desain yang cerdas, pemilihan material, toleransi, serta perencanaan produksi, Anda dapat menurunkan biaya secara signifikan tanpa mengorbankan kualitas.
Berikut adalah strategi terbukti untuk optimalisasi biaya fabrikasi mesin:
- Desain untuk Kemampuan Produksi – Sederhanakan geometri bila memungkinkan. Minimalkan sudut internal tajam, rongga dalam, dan fitur yang memerlukan peralatan khusus. Gunakan ukuran alat standar untuk lubang dan fitur lainnya. Gabungkan beberapa komponen menjadi satu bagian tunggal bila praktis.
- Tentukan toleransi secara tepat – Terapkan toleransi ketat hanya pada permukaan pasangan kritis dan fitur fungsional. Dimensi non-kritis dapat menggunakan spesifikasi standar ±0,005 inci, sehingga mengurangi secara signifikan waktu pemesinan dan biaya inspeksi.
- Optimalkan pemilihan material – Pilih material yang memenuhi persyaratan fungsional tanpa spesifikasi berlebihan. Aluminium sering kali memberikan kinerja memadai dengan biaya jauh lebih rendah dibandingkan titanium. Pertimbangkan kemudahan pemesinan: material yang lebih lunak mengurangi keausan alat dan waktu siklus.
- Rencanakan volume produksi secara strategis – Batch yang lebih besar mendistribusikan biaya persiapan tetap ke lebih banyak komponen, sehingga mengurangi biaya per unit. Bahkan peningkatan jumlah pesanan dalam jumlah moderat pun dapat menghasilkan penghematan signifikan. Menurut analisis Unionfab, biaya per komponen menurun secara substansial seiring pertumbuhan jumlah pesanan dari satu unit menjadi produksi massal.
- Kurangi jumlah persiapan dan reposisioning – Desain komponen agar dapat dikerjakan dengan jumlah persiapan yang lebih sedikit. Setiap kali operator harus memindahkan kembali benda kerja, proses kalibrasi ulang memerlukan waktu dan berpotensi menimbulkan variasi.
- Pertimbangkan finishing standar – Permukaan hasil pemesinan (as-machined) tidak menimbulkan biaya tambahan. Minta finishing khusus hanya jika fungsi atau tampilan benar-benar membutuhkannya.
Apakah Pemesinan CNC Tepat untuk Proyek Anda?
Kadang-kadang keputusan anggaran paling cerdas adalah memilih metode manufaktur yang sama sekali berbeda. Bagaimana cara mengetahui kapan pemesinan CNC memberikan nilai terbaik?
Pemesinan CNC unggul ketika Anda membutuhkan:
- Toleransi ketat dan presisi tinggi
- Geometri kompleks pada material keras
- Volume produksi rendah hingga sedang (1–1.000 unit)
- Prototipe cepat dengan bahan berkualitas produksi
- Komponen yang memerlukan hasil permukaan sangat baik secara langsung dari proses pemesinan
Metode alternatif mungkin lebih ekonomis apabila:
- Volume produksi melebihi ribuan unit komponen identik (pertimbangkan pencetakan injeksi atau pengecoran)
- Geometri internal kompleks tidak dapat dijangkau oleh alat potong (pertimbangkan pencetakan 3D)
- Bentuk sederhana tidak memerlukan pemesinan presisi (pertimbangkan stamping atau ekstrusi)
Titik optimal penggunaan CNC umumnya berada pada kisaran antara tahap prototipe hingga produksi volume rendah. Biaya persiapan yang memberatkan pesanan satu unit menjadi tidak signifikan pada 50 atau 100 unit, sementara volume produksi masih berada di bawah ambang batas di mana investasi peralatan untuk pencetakan injeksi atau pengecoran menjadi masuk akal secara ekonomis.
Memahami dinamika biaya semacam ini membantu Anda mendekati mitra manufaktur sebagai pembeli yang berpengetahuan. Anda akan mengajukan pertanyaan yang lebih tepat, mengevaluasi penawaran harga secara lebih akurat, serta mengidentifikasi nilai sejati—bukan sekadar mengejar harga terendah.
Memilih Mitra Pemesinan CNC yang Tepat untuk Proyek Anda
Anda telah menyelesaikan desain Anda, memilih bahan yang tepat, serta menentukan toleransi yang menyeimbangkan fungsi dengan anggaran. Kini tiba saatnya mengambil keputusan yang menentukan apakah spesifikasi yang telah direncanakan secara matang tersebut benar-benar menghasilkan komponen yang berfungsi sebagaimana mestinya: siapa yang akan memproduksinya? Perbedaan antara perakit CNC yang kompeten dan yang tidak memadai bukan hanya terletak pada kualitas—melainkan juga perbedaan antara tepat waktu dalam jadwal produksi versus terburu-buru menjelaskan keterlambatan.
Menemukan mitra yang tepat memerlukan penilaian yang melampaui harga penawaran semata. Menurut panduan pemilihan mitra Zenith Manufacturing, tujuannya bukan sekadar mencari pemasok yang mampu memproduksi komponen Anda—melainkan menemukan mitra strategis yang mampu meningkatkan kinerja bisnis Anda. Proses ini dimulai dengan evaluasi sistematis terhadap kapabilitas, sertifikasi, dan rekam jejak.
Sertifikasi Kualitas yang Relevan untuk Industri Anda
Sertifikasi bukan sekadar plakat di dinding—melainkan bukti terdokumentasi bahwa suatu produsen menerapkan sistem mutu yang ketat. Namun, sertifikasi mana yang benar-benar relevan sepenuhnya bergantung pada industri dan aplikasi Anda.
Memahami peran operator CNC membantu memberikan konteks mengapa sertifikasi penting. Tenaga kerja bersertifikat menunjukkan penguasaan dasar yang seragam: semua orang memahami praktik terbaik, protokol keselamatan, serta harapan mutu. Menurut panduan sertifikasi American Micro Industries, proses bersertifikat berarti metode dan peralatan itu sendiri dipatuhi sesuai standar terdokumentasi, sehingga mendorong konsistensi dari satu lot ke lot berikutnya.
Berikut yang perlu Anda perhatikan berdasarkan sektor Anda:
- ISO 9001 – Sertifikasi sistem manajemen mutu dasar yang berlaku di seluruh industri. Menunjukkan adanya alur kerja terdokumentasi, pemantauan kinerja, serta prosedur tindakan perbaikan.
- AS9100 – Mengembangkan ISO 9001 dengan persyaratan khusus aerospace terkait manajemen risiko, dokumentasi, dan integritas produk. Wajib dipenuhi untuk partisipasi dalam rantai pasok aerospace.
- ISO 13485 – Standar definitif untuk manufaktur perangkat medis, mencakup pengendalian desain, ketertelusuran, dan mitigasi risiko.
- IATF 16949 – Standar global untuk manajemen mutu otomotif, yang menggabungkan prinsip-prinsip ISO 9001 dengan persyaratan khusus sektor ini guna peningkatan berkelanjutan dan pencegahan cacat.
- NADCAP – Akreditasi untuk proses khusus seperti perlakuan panas dan pengujian tak merusak, yang sangat krusial dalam aplikasi aerospace dan pertahanan.
Khusus untuk aplikasi otomotif, sertifikasi IATF 16949 menunjukkan bahwa suatu produsen memahami harapan ketat industri ini. Perusahaan-perusahaan seperti Shaoyi Metal Technology membuktikan komitmen ini melalui sertifikasi IATF 16949 serta protokol Pengendalian Proses Statistik (SPC) yang ketat—menjamin setiap komponen presisi secara konsisten memenuhi spesifikasi kelas otomotif.
Namun, sertifikasi saja tidak cukup. Menurut para spesialis manufaktur, ujian sebenarnya adalah seberapa dalam pola pikir kualitas tersebut tertanam dalam budaya perusahaan mereka. Ajukan pertanyaan tajam seperti "Bisakah Anda menjelaskan proses penanganan komponen yang tidak sesuai?" Jawaban mereka akan mengungkapkan lebih banyak tentang komitmen nyata dibandingkan sertifikat apa pun.
Menilai Kemampuan Produksi dan Waktu Tunggu
Deskripsi pekerjaan operator mesin CNC khas mencakup pemasangan, pengoperasian, dan verifikasi kualitas—namun kemampuan mitra Anda jauh melampaui operator individu. Anda perlu menilai seluruh operasi: peralatan, keahlian, dan kapasitas.
Alat dan peralatan CNC apa yang harus Anda cari? Menurut panduan evaluasi Kesu Group, penyedia yang memiliki beragam mesin yang terawat baik—termasuk mesin bubut CNC, pusat frais CNC, dan peralatan multi-sumbu—lebih mampu menangani proyek kompleks. Pusat permesinan CNC modern dengan sistem pengganti alat otomatis dan kemampuan pengukuran selama proses memberikan presisi serta efisiensi.
Sama pentingnya: apakah mitra Anda mampu berkembang bersama Anda? Kebutuhan terhadap prototipe cepat sangat berbeda dibandingkan dengan produksi massal. Susunan peralatan CNC ideal mendukung keduanya—menghasilkan komponen sampel secara cepat sekaligus mempertahankan kapasitas untuk ribuan unit ketika pesanan meningkat. Beberapa produsen, termasuk Shaoyi Metal Technology, menawarkan waktu pengerjaan (lead time) secepat satu hari kerja untuk kebutuhan prototipe mendesak, serta penskalaan tanpa hambatan ke volume produksi massal untuk komponen presisi otomotif, termasuk rakitan sasis dan bushing logam khusus.
Gunakan daftar periksa ini saat mengevaluasi calon mitra manufaktur:
- SERTIFIKASI – Verifikasi sertifikasi ISO 9001 minimal; pastikan sertifikasi khusus industri (AS9100, IATF 16949, ISO 13485) sesuai dengan kebutuhan Anda
- Sistem Mutu – Cari tahu adanya program SPC yang terdokumentasi, kemampuan Inspeksi Artikel Pertama (First Article Inspection), serta peralatan verifikasi CMM
- Kemampuan Peralatan – Evaluasi jenis mesin, konfigurasi sumbu (axis), dan kapasitasnya terhadap geometri serta volume komponen Anda
- Keahlian Material – Konfirmasi pengalaman mitra dalam menangani material spesifik Anda serta aplikasi serupa
- Waktu Penyelesaian – Minta perkiraan waktu tunggu khas untuk pembuatan prototipe dibandingkan dengan jumlah produksi; verifikasi metrik pengiriman tepat waktu dan lengkap (OTIF)
- Ketanggapan komunikasi – Evaluasi waktu balas penawaran, respons terhadap pertanyaan teknis, serta pembaruan proaktif mengenai proyek
- Umpan Balik DFM – Mitra yang baik memberikan saran Desain untuk Kemudahan Manufaktur (Design for Manufacturability), bukan hanya menerima diam-diam desain yang bermasalah
Menurut riset Zenith Manufacturing, komunikasi yang buruk merupakan tanda bahaya signifikan. Di lingkungan saat ini, Anda membutuhkan mitra yang merespons secara cepat, memberikan pembaruan proaktif, serta menjaga transparansi ketika muncul permasalahan. Waktu respons email selama 48 jam tidak dapat diterima ketika jadwal produksi sedang dipertaruhkan.
Intinya? Mitra manufaktur Anda menjadi perpanjangan tim Anda sendiri. Kemampuan, sistem mutu, dan tingkat responsivitas mereka berdampak langsung terhadap keberhasilan produk Anda. Luangkan waktu untuk melakukan evaluasi menyeluruh sejak awal—ini jauh lebih murah dibandingkan menemukan kesenjangan kapabilitas setelah produksi dimulai.
Memulai Proyek Pemesinan CNC Anda
Anda telah melalui perjalanan mulai dari memahami apa itu sistem CNC hingga mengevaluasi mitra manufaktur—kini saatnya menerapkan pengetahuan tersebut secara nyata. Jarak antara konsep di benak Anda dan komponen jadi di tangan Anda lebih pendek daripada yang Anda kira, asalkan Anda menjalani proses ini secara sistematis.
Ingatlah, CNC berarti Computer Numerical Control—namun yang sebenarnya diwakilinya adalah kemampuan Anda mengubah ketepatan digital menjadi realitas fisik. Setiap keputusan yang telah Anda pelajari dalam panduan ini terkait dengan satu tujuan tunggal: memperoleh komponen yang berfungsi persis sebagaimana dimaksud, dikirim tepat waktu dan sesuai anggaran.
Mari kita sintesis seluruh informasi ini menjadi sebuah langkah konkret ke depan.
Rencana Aksi Proyek CNC Anda
Apa sebenarnya fondasi keberhasilan pemesinan CNC? Pendekatan metodis yang membahas setiap titik keputusan kritis dalam urutan yang tepat. Ikuti langkah-langkah berikut untuk berpindah dengan percaya diri dari konsep hingga komponen jadi:
- Sempurnakan desain Anda dengan mempertimbangkan kemudahan pembuatannya – Tinjau model CAD Anda untuk fitur-fitur yang menimbulkan kompleksitas berlebihan. Hilangkan sudut internal tajam sebisa mungkin, standarkan ukuran lubang agar sesuai dengan diameter alat umum, dan pastikan ketebalan dinding mampu menahan gaya pemotongan. Jika Anda tidak yakin, mintalah umpan balik DFM sebelum menetapkan spesifikasi akhir.
- Tentukan kebutuhan material dan toleransi – Sesuaikan sifat material dengan tuntutan aplikasi Anda. Apakah komponen Anda memerlukan ketahanan terhadap korosi? Pertimbangkan baja tahan karat atau aluminium yang dianodisasi. Apakah berat menjadi faktor kritis? Aluminium atau plastik teknik mungkin merupakan pilihan ideal. Terapkan toleransi ketat hanya di area permukaan yang saling berpasangan atau fungsi kritis—spesifikasi standar di bagian lain akan menjaga biaya tetap wajar.
- Minta penawaran harga dari mitra yang berkualifikasi – Kirim desain Anda ke beberapa produsen yang sertifikasinya sesuai dengan persyaratan industri Anda. Sertakan dokumentasi lengkap: model 3D, gambar 2D dengan toleransi, spesifikasi material, kebutuhan kuantitas, serta tanggal pengiriman target. Komunikasi yang jelas sejak awal mencegah kesalahpahaman di kemudian hari.
- Tinjau masukan DFM secara cermat – Mitra berpengalaman akan mengidentifikasi potensi masalah dan mengusulkan alternatif solusi. Rekomendasi untuk mengubah radius sudut internal dari 0,5 mm menjadi 2 mm memang tampak sepele—namun hal ini dapat mengurangi biaya komponen Anda hingga 30% sekaligus meningkatkan integritas strukturalnya. Dengarkan saran-saran tersebut dengan pikiran terbuka.
- Lanjutkan ke produksi dengan penuh keyakinan – Setelah Anda menyetujui sampel dan mengonfirmasi spesifikasi, otorisasikan proses produksi. Jaga komunikasi secara berkelanjutan selama proses berlangsung, terutama untuk pesanan pertama (first-run orders). Tetapkan titik pemeriksaan kualitas dan kriteria inspeksi sebelum komponen dikirim.
Beralih dari Konsep ke Produksi
Makna keahlian operator mesin CNC menjadi jelas ketika Anda bekerja sama dengan mitra yang membimbing Anda di setiap tahap. Pembuatan prototipe memvalidasi desain Anda sebelum beralih ke produksi dalam jumlah besar. Pemeriksaan artikel pertama memastikan proses manufaktur menghasilkan komponen yang memenuhi spesifikasi. Pengendalian proses statistik (SPC) menjaga konsistensi di seluruh proses produksi.
Bagi pembaca di rantai pasok otomotif, perjalanan dari prototipe hingga produksi massal menuntut mitra dengan kredensial khusus. Shaoyi Metal Technology mewujudkan kemampuan ini—sertifikasi IATF 16949 mereka dan protokol SPC yang ketat menjamin komponen berketelitian tinggi memenuhi spesifikasi kelas otomotif. Dengan waktu pengerjaan seringkas satu hari kerja untuk prototipe dan penskalaan tanpa hambatan ke produksi dalam jumlah besar, mereka menghadirkan perakitan sasis presisi dan bushing logam khusus secara efisien.
CNC singkatan dari apa? Computer Numerical Control—namun yang lebih penting, CNC mewakili kemampuan manufaktur yang menghubungkan desain digital Anda dengan produk fisik. Baik Anda memproduksi sepuluh prototipe maupun sepuluh ribu komponen produksi, teknologi ini memberikan presisi konsisten yang tidak dapat dicapai oleh metode manual.
Intinya? Kini Anda memahami jenis mesin, pemilihan material, spesifikasi toleransi, pilihan finishing permukaan, faktor penentu biaya, serta kriteria evaluasi mitra manufaktur. Pengetahuan ini mengubah Anda dari pembeli pasif menjadi mitra manufaktur yang berpengetahuan. Gunakan pengetahuan ini untuk mengajukan pertanyaan yang lebih baik, membuat keputusan yang lebih cerdas, dan menghadirkan produk yang memenuhi persyaratan tepat Anda.
Langkah selanjutnya Anda sangat sederhana: ambil desain Anda, terapkan prinsip-prinsip yang telah Anda pelajari, lalu hubungi mitra manufaktur berkualifikasi yang mampu mewujudkan visi Anda. Teknologinya sudah siap. Keahliannya tersedia. Komponen presisi Anda menunggu untuk diproduksi.
Pertanyaan Umum tentang Permesinan CNC
1. Apa itu permesinan CNC?
Pemesinan CNC adalah proses manufaktur di mana perangkat lunak komputer yang telah diprogram sebelumnya mengendalikan pergerakan alat pabrik dan mesin. CNC merupakan kependekan dari Computer Numerical Control (Kontrol Numerik Komputer), yang menggunakan instruksi kode G untuk mengarahkan alat potong dengan presisi luar biasa—mencapai toleransi seleketat ±0,001 inci. Pendekatan manufaktur subtraktif ini menghilangkan material dari balok padat guna menciptakan komponen jadi untuk berbagai industri, mulai dari dirgantara hingga perangkat medis.
2. Apakah operator mesin CNC memperoleh penghasilan yang besar?
Tukang mesin CNC memperoleh upah yang kompetitif, dengan rata-rata gaji sekitar 27,43 dolar AS per jam di Amerika Serikat. Pendapatan bervariasi tergantung pada pengalaman, sertifikasi, dan spesialisasi. Operator yang memiliki keterampilan lanjutan dalam pemrograman multi-sumbu, pekerjaan toleransi ketat, atau manufaktur kelas dirgantara umumnya memperoleh tarif lebih tinggi. Fasilitas bersertifikat IATF 16949 atau AS9100 sering kali membayar upah premium kepada tukang mesin terlatih yang menjaga standar kualitas.
3. Apa saja jenis-jenis mesin CNC?
Tiga jenis mesin CNC utama adalah mesin frais, mesin bubut, dan mesin router. Mesin frais CNC menggunakan alat potong berputar terhadap benda kerja yang diam untuk menghasilkan geometri 3D kompleks pada logam keras. Mesin bubut CNC memutar benda kerja terhadap alat potong yang diam, sangat cocok untuk komponen silindris seperti poros dan busing. Mesin router CNC menangani material yang lebih lunak serta lembaran datar berukuran besar, umumnya digunakan untuk pembuatan rambu, kabinet, dan pelindung plastik.
4. Berapa biaya pemesinan CNC?
Biaya pemesinan CNC bergantung pada pemilihan material, kompleksitas komponen, persyaratan toleransi, dan volume produksi. Komponen aluminium memiliki biaya lebih rendah dibandingkan versi titanium-nya karena harga material yang lebih murah serta waktu siklus yang lebih cepat. Toleransi ketat meningkatkan waktu pemesinan dan biaya inspeksi. Biaya persiapan didistribusikan ke dalam pesanan berjumlah besar, sehingga menurunkan biaya per komponen. Strategi seperti Desain untuk Kemudahan Manufaktur (Design for Manufacturability), spesifikasi toleransi yang tepat, serta perencanaan volume produksi dapat secara signifikan mengurangi total biaya proyek.
5. Sertifikasi apa saja yang harus saya cari pada mitra pemesinan CNC?
Sertifikasi utama bergantung pada industri Anda: ISO 9001 memberikan manajemen kualitas dasar, AS9100 mencakup persyaratan aerospace, ISO 13485 berlaku untuk perangkat medis, dan IATF 16949 mengatur standar manufaktur otomotif. Mitra seperti Shaoyi Metal Technology menunjukkan komitmennya melalui sertifikasi IATF 16949 yang dikombinasikan dengan protokol Statistical Process Control, memastikan konsistensi kualitas untuk komponen otomotif presisi, termasuk rakitan sasis.