 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Soros sajtológép vs. átvivő sajtológép: Hatékonyság vs. rugalmasság
TL;DR
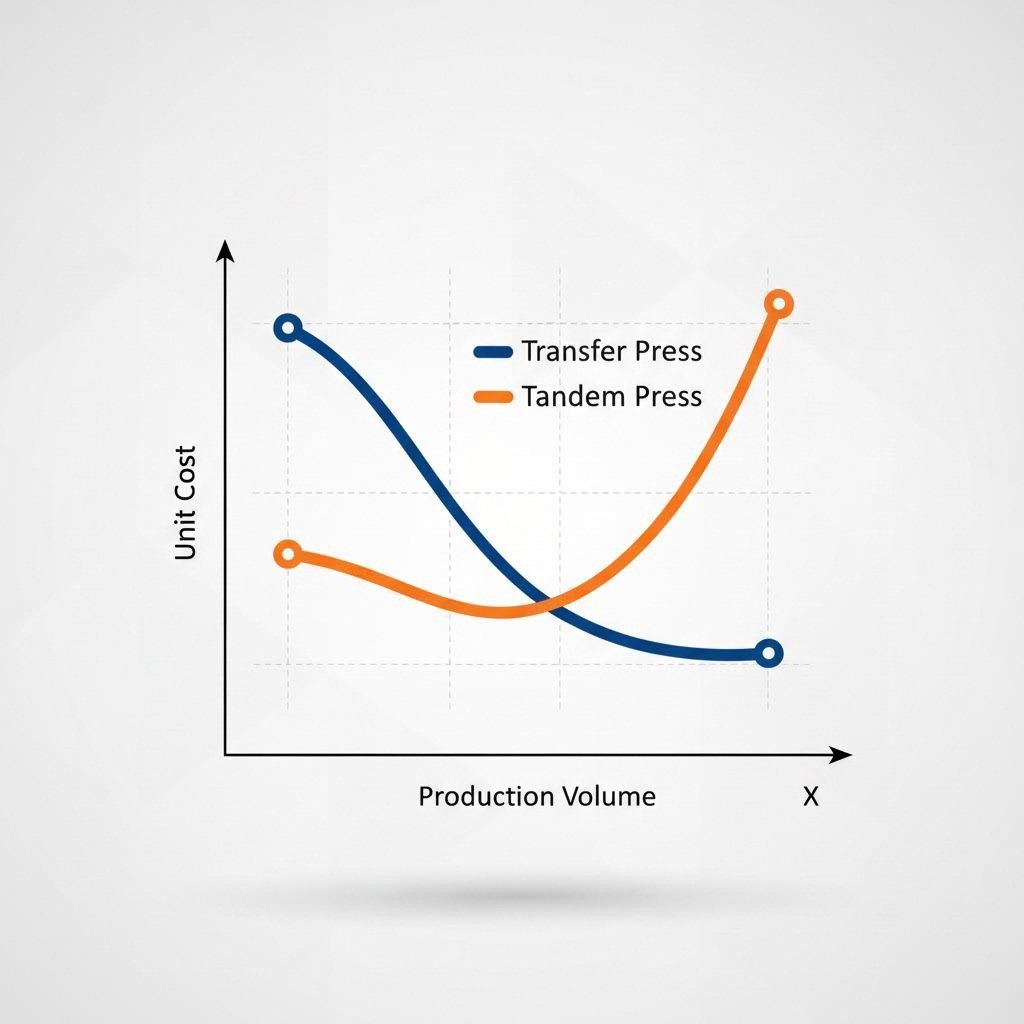
A választás között tandemsajtó és transzferegység közötti sajtálás a sebesség és a rugalmasság közötti alapvető gyártási kompromisszumot jelenti. Átadó sajtókkal egyedülálló, nagysebességű gépek, amelyek több munkaállomást integrálnak egyetlen alvázba, így kiváló hatékonyságot (15–30+ ü/min felett) nyújtanak nagy sorozatszámú alkatrészekhez. Ezzel szemben a tandemsajtó-vonalak különálló, robotokkal összekapcsolt sajtókból állnak, amelyek kiváló moduláris felépítést és alkalmazkodóképességet biztosítanak változatos termeléshez, bár hagyományosan alacsonyabb sebességgel (8–15 ü/min). Végül is, válassza a transzferegységet a maximális darabszámhoz és az alacsonyabb egységköltséghez; válassza a tandemsajtót a működési sokoldalúságért és a változatos alkatrészcsaládokért.
1. Alapvető definíciók és működési mechanikák
Ahhoz, hogy megértsük e technológiák stratégiai értékét, először meg kell különböztetnünk fizikai architektúrájukat. Egy átadó sajtolóval alapvetően egyetlen, hatalmas gép, amelyben egy hosszú ágyon egymás mellett több sabvágó állásokat helyeznek el. A munkadarabot ezek között az állások között belső, mechanikusan szinkronizált átviteli rendszer mozgatja—általában síneket vagy fogókat, amelyek tökéletes összhangban működnek a sajtoló üggyel. Ez az integráció zárt ökoszisztémát hoz létre, ahol a darabot mindig pozitív irányítás alatt tartja, lehetővé téve az agresszív gyorsítást és lassítást.
Ezzel szemben egy tandemsajtoló sor egymást követő, önálló sajtok (általában 4–6 egységből álló) sorozata, amelyek sorban helyezkednek el. Az első sajt, amelyet vezérlő vagy fő sajtnak neveznek, gyakran a mélyhúzás nehéz műveletét végzi, míg az azt követő „követő” sajtok végzik a levágást, kilyukasztást és peremezést. A lényegi különbség az automatizálásban rejlik: a darabokat a sajtok között külső robotkarok vagy keresztrúd átviteli rendszerek mozgatják. Ez az elválasztás határozza meg a tandemsort jellegét—moduláris géplánc, nem egyetlen monolit egység.
Külsőleg a különbség lenyűgöző. Az átviteli sajtó kompakt, de mély, nehéz alapra van szüksége, hogy megtartsa koncentrált tonnázsát. A soros vonal elnyúlik a gyártóhelyiség padlóján, több négyzetmétert igényel, de könnyebb hozzáférést biztosít az egyes állomásokhoz karbantartás céljából. Míg az átviteli sajtó olyan, mint egy szinkronizált óramű, addig a soros vonal olyan, mint egy vödrös lánc – hatékony, de függ az egymást követő független szereplők közötti átadástól.
2. Sebesség és hatékonyság összehasonlítása (SPM-elemzés)
A nagy nyomású autóipari sajtolás világában a percenkénti ütésszám (SPM) a jövedelmezőség pénzneme. Történelmileg az átadó sajtolóval a sebesség kétségtelen bajnoka volt. Mivel az átviteli mechanizmus mechanikusan kapcsolódik a sajó hajtásához, pontosan szinkronban mozog a csúszkával. Ez lehetővé teszi, hogy az átviteli sajók folyamatosan 15–30 ütem/perc (SPM) sebességgel fusson, egyes nagysebességű rendszerek pedig kisebb alkatrészek esetén akár meghaladják a 60 SPM-et. Olyan gyártók számára, akik millió darab azonos keresztrudat vagy felfüggesztési kart állítanak elő, ez a sebesség verhetetlen.
Tandemsorok hagyományosan lemaradtak, 8–15 SPM tartományban működtek. A szűk keresztmetszet a „kezdeményezés” – az idő, amelyre szükség van ahhoz, hogy egy robot belépjen a sajóba, megfogja az alkatrészt, kivegye és a következő sajóba helyezze. Azonban a rés keskenyedik. A modern szervohajtású tandemsorok programozható csúszkamozgást használnak a ütőhossz optimalizálására, így a sajó gyorsabban tud kinyílni a robotok számára. Amikor nagysebességű szénszálas keresztrudas táplálókkal párosítják őket, ezek a fejlett tandemsorok ma már elérhetik a 18–21 SPM értéket, így kihívást jelentve az átviteli sajóknak a közepes–nagy sorozatszámú szegmensben.
| Funkció | Átadó sajtolóval | Hagyományos Tandemsor | Szervó Tandemsor |
|---|---|---|---|
| Tipikus sebesség | 15–30+ SPM | 8–12 SPM | 15–21 SPM |
| Alkatrészsz Steuerung | Folyamatos / Mechanikus | Időszakos / Robotizált | Szinkronizált Szervó |
| Legjobban alkalmas | Tömeggyártás (Mennyiség) | Nagy alkatrészek / Alacsony sebesség | Magas keverékarány / Magas sebesség |
3. Rugalmasság és alkalmazkodóképesség: A stratégiai fordulat
Ha a sebesség a transzfer sajtó szuperereje, akkor a rugalmasság a tandem sor erőssége. A transzfer sajtó egy „szakosodott szakértő”. Egyik alkatrész-családról a másikra váltáshoz gyakran hatalmas háromtengelyes sínek cseréjére és az egész belső transzferlépcső újra kalibrálására van szükség – ez egy összetett mérnöki feladat. A „skálagazdaság”-ban érzi jól magát, ahol a gép hetekig vagy hónapokig ugyanazt az alkatrészt gyártja. Merev, erős, és nem tűri a gyakori megszakításokat.
A soros vonal azonban hatékonyabb erőforrás-kihasználást kínál ("Economies of Scope"). Mivel a sajtok és robotok függetlenek egymástól, a vonal korlátlanul újrakonfigurálható. Ki kell hagyni egy állomást egy egyszerűbb alkatrész esetén? Egyszerűen újraprogramozzák a robotokat, hogy kihagyják a 3-as számú sajtót. Ma egy nagy oldalfalat, holnap pedig egy kisebb keréktárcsát kell kezelni? A robotok azonnal alkalmazkodhatnak a fogóik pályájához. Ez a moduláris felépítés lehetővé teszi a gyártók számára, hogy eltérő termékeket állítsanak elő ugyanazon a berendezésen, így a soros vonalak az első szintű beszállítók (Tier 1) számára válnak preferált választássá, akiknek több OEM platformot is ki kell szolgálniuk.
Az üzemeltetési rugalmasság is a soros megoldás mellett szól. Átviteli sajtoló esetén ha a főhajtás vagy az átviteli sín meghibásodik, az egész vonal leáll – „egy leáll, mind leáll”. Soros vonalnál, ha egy sajtó karbantartás miatt leáll, néha lehetséges részfolyamat futtatása vagy a hibás egység kikerülése (a sablonfolyamat függvényében), ami bizonyos redundanciát biztosít, és védheti a szállítási határidőket.
4. Gazdasági elemzés: TKE vs. ÜTE
A pénzügyi döntés többet jelent, mint csupán az árcédulán szereplő összeg. Egy nagy tonnás átviteli sajtoló hatalmas előzetes tőkére (CAPEX) szorul, nemcsak a gép miatt, hanem a mély alapozáshoz és a telepítéshez szükséges speciális nehéz emelődaruk miatt is. Ez egy „a vállalat sorsát eldöntő” eszköz, amelynek folyamatosan működnie kell, hogy lehessen értékcsökkenést számolni belőle.
A tandem sorok rugalmasabb befektetési modellt kínálnak. Egy gyártó például három sajtolóból álló linnel kezdhet, majd két év múlva bővítheti negyedik vagy ötödik egységgel, ahogy a vállalkozás növekszik. Ez a „fokozatos befektetési” stratégia javítja a pénzforgalmat és csökkenti a kockázatot. Ugyanakkor a Teljes tulajdonlási költség (TCO) részletesebb képet mutat. Bár az átviteli sajtolók kezdeti költsége magasabb, központosított üzemeltetésük gyakran alacsonyabb energiafelhasználáshoz vezet darabra vetítve, valamint kevesebb munkaerőt igényel (egy kezelő szemben a nagy tandem sorhoz esetleg több szükséges). Ellenkezőleg, a tandem sorok magasabb „lágy költségekkel” járnak a több hidraulikus rendszer, robotvezérlők és biztonsági kapcsolók karbantartása miatt.
Olyan gyártók számára, akiknél a teljes átviteli vagy tandem sorokba történő beruházás költsége megfizethetetlen, vagy ahol a termelési volumen előrejelezhetetlenül ingadozik, egy szakosodott szerződéses gyártóval való együttműködés válik stratégiailag fontos hidassá. Olyan vállalatok, mint a Shaoyi Metal Technology nagy tonnás precíziós sajtókat (akár 600 tonnásig) használnak IATF 16949 tanúsítvánnyal rendelkező alkatrészek gyártásához, így skálázható megoldást kínálnak a gyors prototípusgyártástól a nagy volumenű tömeggyártásig rögzített eszközökkel járó kockázat nélkül.
5. Döntési mátrix: Melyik az Önnek megfelelő?
A megfelelő technológia kiválasztásához le kell képezni a termelési helyzetét a gép erősségeihez. Használja ezt a döntési mátrixot befektetési stratégiája meghatározásához:
-
Válasszon átviteli sajtot, ha:
- A mennyiség a király: Évente 1 millió darab feletti azonos alkatrészre van szüksége.
- Korlátozott a hely: Maximális kimenetet szeretne elérni a gyártóüzem négyzetméterenként.
- Az alkatrész geometriája állandó: Olyan alkatrészcsaládot gyárt, amelyek hasonló méretűek és átviteli lépésekkel rendelkeznek.
- Anyaghatékonyság: Mélyhúzásra van szüksége, pontos szabályozással a selejt minimalizálása érdekében.
-
Válasszon soros vonalat, ha:
- A keverék magas: Kis sorozatban különböző alkatrészeket gyárt (például ajtók, motorháztetők és oszlopok ugyanazon a vonalon).
- Az alkatrészek nagy méretűek: Az alkatrész méretei meghaladják a szabványos átviteli sajtok asztalméretét (például teljes oldalfalak).
- A költségvetés fokozatos: Több évig szeretné elosztani a tőkeberuházást.
- A rugalmasság kritikus: Nem engedheti meg magának, hogy egyetlen alkatrész meghibásodása miatt teljes sor leálljon.
Összegzés
Az érvelés a tandemsajtó és transzferegység közötti sajtálás nem arról szól, hogy melyik technológia korszerűbb, hanem arról, hogy melyik illeszkedik az üzleti modelljéhez. Az átviteli sajtoló továbbra is határozottan a stabil, nagy volumenű tömeggyártás hatékonyságának királya. A tandem sor, különösen a modern szervó integrációval, a sokféle termék gyártásában nyújtott agilis mesternek számít, amely képes alkalmazkodni a változó piaci igényekhez. A mennyiség, az alkatrész bonyolultsága és a hosszú távú rugalmassági igények elemzésével olyan rendszert választhat, amely sajtolóművét versenyelőnnyé varázsolja.
Gyakran Ismételt Kérdések
1. Mi a fő különbség a tandem és az átviteli sajtolók között?
A fő különbség az átviteli mechanizmusban és a gépszerkezetben rejlik. Az átviteli sajtoló egyetlen monolitikus gép, ahol az alkatrészek belső síneken keresztül haladnak az állomások között. A tandem sajtoló egymástól elkülönült, különálló sajtolókból álló sorozat, ahol az alkatrészeket robotkarok vagy keresztrúd automatizálás mozgatja a gépek között.
2. Melyik sajtolótípus gyorsabb?
Az átviteli sajtok általában gyorsabbak, 15 és 30+ ütés per perc (SPM) közötti sebességre képesek a szinkronizált mechanikus átvitel miatt. A hagyományos tandem sorok lassabban működnek (8–15 SPM), bár a modern szervohajtású tandem sorok egyre inkább behozzák ezt a hátrányt, akár 21 SPM-es sebességet is elérve.
3. Képes-e egy tandem sor ugyanazokat az alkatrészeket előállítani, mint egy átviteli sajtó?
Igen, mindkét rendszer hasonló műveleteket végezhet, például mélyhúzást, vágást és döfést. Az átviteli sajtokat azonban korlátozza az asztal mérete és az átviteli lépésköz, így a nagyon nagy alkatrészekhez, például autókarosszériák oldalaihoz, amelyek több térre szorulnak az állomások között, a tandem sorok alkalmasabbak.