 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Amit senki sem mond el a szervizgépészet költségeiről és időkereteiről
A szolgáltatásként nyújtott megmunkálás megértése és jelentősége
Sosem gondolta volna, hogy egyes gyártók milliókat fektetnek berendezésekbe, míg mások ugyanolyan alkatrészeket állítanak elő anélkül, hogy egyetlen gépet is birtokolnának? A válasz a szolgáltatásként nyújtott megmunkálásban rejlik – egy stratégiai megközelítésben, amely újraformálja a vállalatok termelésről alkotott gondolkodásmódját.
Mit jelent valójában a szolgáltatásként nyújtott megmunkálás a gyártók számára
A szolgáltatásként nyújtott megmunkálás azt jelenti, hogy pontossági gyártási feladatokat bíznak ki szakosodott külső létesítményekre, amelyek modern CNC-technológiával felszerelt berendezésekkel rendelkeznek. Ahelyett, hogy drága gépeket vásárolnának és szakképzett munkavállalókat fogadnának fel, a vállalatok olyan szakosodott megmunkáló szolgáltatókkal lépnek partnerségbe, akik a teljes gyártási folyamatot kezelik – a kezdettől a befejezésig.
Gondoljunk rá így: pontossági alkatrészekre van szüksége, de nem feltétlenül kell birtokolnia a gyárat. A Technavio iparági kutatása szerint a megmunkálási szolgáltatások piaca 2023 és 2028 között 17,4 milliárd dollárral nő, éves összetett növekedési üteme 4,5%. Ez a növekedés egy alapvető gyártási stratégiaváltást tükröz – a vállalatok egyre inkább felismerik, hogy külső partnerek ugyanolyan kiváló eredményeket tudnak elérni, anélkül, hogy a tőkeberendezési költségek terhét kellene viselniük.
Amikor „CNC gépgyárat keresek itt a közelben” kifejezést keresi, vagy CNC pontossági megmunkálási szolgáltatásokat vizsgál, lényegében éppen ilyen specializált partnereket keres. Legyen szó egy startupról, amely első termékét prototípusozza, vagy egy megbízható gyártóról, amely termelését bővíti – a szolgáltatók ugyanolyan magas minőségű kimenetet nyújtanak, mint amit belső működtetés esetén várna el.
A különbség az alvállalkozott és a belső megmunkálás között
E megközelítések közötti különbség a tulajdonjog és a felelősség kérdésére vezethető vissza. A belső gépi megmunkálás esetén az Ön vállalja a teljes terhet: a berendezések beszerzését, a karbantartási ütemterveket, az operátorok képzését és a minőségi tanúsításokat. A külső szolgáltatók teljes mértékben átvállalják ezeket a terheket.
Gondolja át, hogy a belső működés valójában mire is van szüksége:
- Jelentős kezdeti tőke cNC-gépek beszerzéséhez, amelyek ára tízezer dollártól egészen több millió dollárig terjedhet
- Folyamatos karbantartási költségek amelyek idővel gyűlnek, és specializált szaktechnikusokat igényelnek
- Szakértő operátorok akik magas bérrel rendelkeznek, és folyamatos képzést igényelnek
- Minőségi tanúsítványok pl. az ISO 9001 szabvány, amely szigorú dokumentációt és auditálást követel meg
A szolgáltatásként nyújtott megmunkálás megszünteti ezeket a követelményeket. Egy José gépgyártó üzem vagy bármely más megfelelő szolgáltató már megtette ezeket a beruházásokat. Ők fenntartják a legújabb berendezéseket, tapasztalt megmunkálókat fogadnak fel, és rendelkeznek az iparágának szükséges tanúsításokkal. Ön egyszerűen kihasználja képességeiket, amikor szüksége van rájuk.
Miért támaszkodnak a vállalkozások – az űrkutatástól a gyógyászati eszközökig terjedő iparágakban – külső megmunkáló partnerekre? Az értékajánlat meggyőző. A nagy pontosságú megmunkálási szolgáltatások lehetővé teszik, hogy többtengelyes CNC-berendezésekhez, tapasztalt műszaki operátorokhoz és bevezetett minőségirányítási rendszerekhez férjenek hozzá anélkül, hogy tőkét kötnének le. Számos gépgyártó üzem Kaliforniában és más gyártási központokban szakosodott iparágokra specializálódott, és olyan szakértelemmel rendelkezik, amelyet belső fejlesztés útján évekbe telne megszerezni.
Ez a rugalmasság különösen értékes, ha a projektkövetelmények ingadoznak. Ahelyett, hogy lassú időszakokban tétlen berendezéseket tartanának karban, vagy csúcsidőszakokban kapacitásbővítésre kellene sietniük, a kiszervezés lehetővé teszi a termelés zavartalan skálázását. Ez egy stratégiai előny, amely segít arra koncentrálni, amiben a legjobbak vagyunk: termékek tervezése, ügyfelek kiszolgálása és vállalkozásunk növelése.
CNC-megmunkálási eljárások típusai és alkalmazási területeik
Amikor egy szolgáltatási megmunkáló szolgáltatóval lép partnerségi kapcsolatba, nem csupán gépekhez jut hozzáférést – hanem egy sokrétű gyártási folyamatokból álló eszköztárhoz. De itt van a kihívás: hogyan tudja eldönteni, melyik folyamat illik a projektjéhez? A marás, a forgácsolás és a speciális technikák közötti különbségek megértése segít hatékonyan kommunikálni megmunkáló partnereivel, és megbízható döntéseket hozni alkatrészeiről.
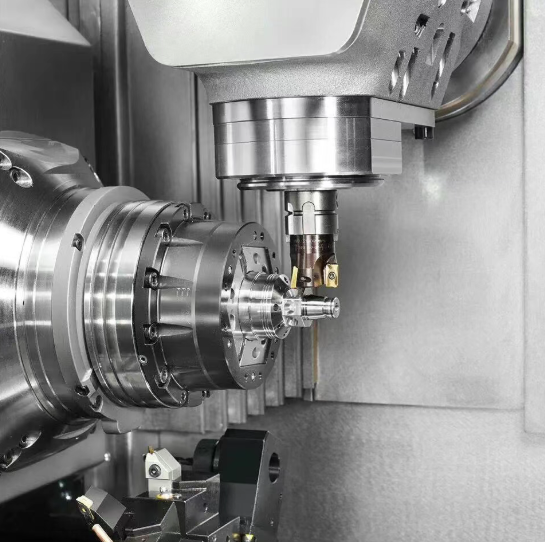
A CNC-marás magyarázata
Képzelje el egy forgó vágószerszámot, amely egy álló munkadarabon mozog, rétegről rétegre eltávolítva az anyagot . Ez a CNC-marás működés közben. A forgácsolással ellentétben, ahol a munkadarab forog, a marásnál a munkadarab rögzített marad, miközben többpontos vágószerszámok végeznek munkát több tengely mentén.
Ez a módszer kiválóan alkalmas összetett 3D-alakzatok gyártására, amelyeket egyszerűbb eljárásokkal lehetetlen lenne elkészíteni. A 3ERP gyártási kutatása szerint a marógépek 3-, 4- vagy 5-tengelyes működésre képesek, és minden további tengely új geometriai lehetőségeket nyit meg.
Mi teszi különösen sokoldalúvá a marást? Fontolja meg ezeket a gyakori alkalmazásokat:
- Sík felületek és lapok — a felületmarás pontos vízszintes síkokat hoz létre a munkadarabok felszínén
- Mélyedések és üregek — a zsebmarás anyagot távolít el belső szakaszokból, mélyedéseket hozva létre
- Horpadások és horpadásos kivágások — a peremmarás csatornákat vág a alkatrész szélein meghatározott mélységben
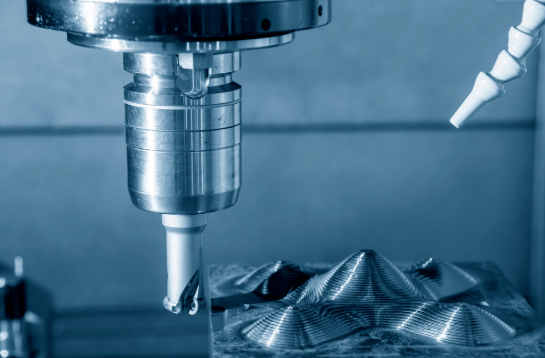
- Összetett 3D kontúrok — a gömbfejű marók szerves íveket követnek nyomvonal szerint, pl. formákhoz és prototípusokhoz
- Ferde felületek — a letörésmarók és ferde műveletek lekerekített éleket hoznak létre
Amikor 5 tengelyes CNC megmunkálási szolgáltatásokat vizsgál, akkor a piacon elérhető legfejlettebb marási képességet veszi számba. Ezek a gépek a szerszámot vagy az asztalt döntve képesek elérni a belső lekerekítéseket és összetett felületeket egyetlen beállítással. Nagy alkatrészek CNC megmunkálásához vagy bonyolult légiközlekedési alkatrészekhez a 5 tengelyes CNC szolgáltatók olyan pontosságot nyújtanak, amelyet az egyszerűbb berendezések nem tudnak elérni.
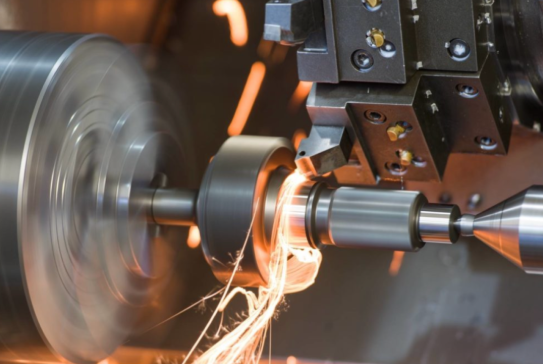
Amikor a forgácsolás felülmúlja a marást
Most fordítsuk meg a forgatókönyvet. A CNC esztergálás során a munkadarab gyorsan forog, miközben egy álló, egyélű vágószerszám formálja a felületet. Ez a mozgás megfordulása alapvető különbséget teremt abban, hogy melyik eljárás mire alkalmas legjobban.
Egyszerűnek hangzik? Az is – és ez az egyszerűség hatékonyságba fordul át. Az esztergálási műveletek természetes módon gyorsabbak hengeres alkatrészek esetén, mivel a forgó mozgás természetes módon kör alakú profilokat eredményez. Ha az alkatrész olyan, mint egy tengely, csap, bushing vagy menetes rúd, akkor az esztergálás majdnem biztosan a legjobb megoldás.
Az esztergálás akkor teljesít jobban, mint a marás:
- Hengeres és kúpos alakzatokat —a forgó munkadarab természetes módon kör alakú profilokat eredményez kiváló koncentricitással
- Nagy sorozatgyártás —a rúdtáplálók lehetővé teszik a folyamatos megmunkálást minimális műszaki beavatkozással
- Külső és belső meneteket —a menetkészítési műveletek zavarmentesen integrálhatók az esztergálási ciklusokba
- Szoros kör alakossági tűrések —az eljárás konzisztens átmérőket biztosít hosszú alkatrészek mentén
- Költséghatékony projektek —egyszerűbb szerszámozás és gyorsabb ciklusidők csökkentik az alkatrészegységre jutó költségeket
A modern CNC esztergagépek központjai elmosódják a folyamatok közötti határvonalat. Sokan ma már élő szerszámokkal – forgó szerszámokkal – is rendelkeznek, amelyek marás műveleteket végezhetnek, miközben a munkadarab továbbra is az esztergában van rögzítve. Ez a hibrid képesség azt jelenti, hogy egyetlen gép képes keresztfuratokat fúrni, síkokat marani vagy horpadásokat vágni anélkül, hogy a munkadarabot át kellene helyezni egy másik berendezésre.
Olyan CNC megmunkálási projekteknél, amelyek kerek és prizmatikus elemeket egyaránt tartalmaznak, érdeklődjön szolgáltatójánál a marás-esztergálás kombinált képességeiről. Ezek a hibrid gépek jelentősen csökkenthetik a gyártási időt és javíthatják a méretbeli pontosságot több beállítás elkerülésével.
Speciális eljárások összetett geometriákhoz
Mi történik akkor, ha a hagyományos vágószerszámok nem érik el a szükséges geometriát? Ekkor jönnek képbe a speciális eljárások, például az elektromos kisüléses megmunkálás és a precíziós köszörülés.
Elektromos Vízszintes Fúrás (EDM) anyagot eltávolít vezérelt elektromos szikrákkal, nem fizikai vágással. Szerint Az OpenLearn műszaki dokumentációja az EDM bármely elektromosan vezető anyagon működik, függetlenül annak keménységétől – így kiválóan alkalmas a keményített szerszámacélra és az exotikus ötvözetekre, amelyek tönkretennék a hagyományos vágószerszámokat.
Az EDM különösen jól teljesít speciális alkalmazásokban:
- Kis átmérőjű, nagy arányú furatok — a drótos EDM akár 0,05 mm-es nyílásokat is létrehozhat
- Bonyolult sajtóformák üreges részei — a mélyedm (sinker EDM) burkolatmentesen alakítja ki a bonyolult formaelemeket
- Keményített anyagok — a szikrázásos megmunkálás teljesen figyelmen kívül hagyja az anyag keménységét
- Éles belső sarkok — olyan kis sugarakat ér el, mint 0,4 mm, ahol a forgószerszámok nem tudnak beérni
A kompromisszum? Az EDM lassabb, mint a hagyományos megmunkálás, és a fém eltávolításának sebessége általában köbcentiméter/órában mérhető. Emellett egy újrakristályosodott réteget hagy maga után, amely 0,0025–0,15 mm vastag lehet, és fáradási szempontból kritikus alkalmazások esetén ennek eltávolítása szükséges.
Pontos csiszolás a csiszolás a felületi minőség és a pontosság elérésére szolgáló eljárás, amelyet a vágószerszámokkal nem lehet elérni. Ha a projektje tükörszerű felületet vagy mikronos pontosságot igényel, a csiszolás elengedhetetlenül szükséges.
Az Odyssey Machining és más specializált szolgáltatók gyakran több folyamatot kombinálnak egymás után – durva megmunkálás marás útján, finommegmunkálás csiszolással, illetve részletes munkák elektromos szikraforgácsolással (EDM). Ez az integrált megközelítés kihasználja az egyes módszerek legjobb tulajdonságait, miközben minimalizálja az összes gyártási időt.
Ezeknek a folyamatbeli különbségeknek a megértése segít hatékonyabban együttműködni megmunkáló partnereivel. Ha képes megfogalmazni, hogy alkatrésze milyen követelményeket támaszt – például marásra szükséges rugalmasságot, esztergálásra szükséges hatékonyságot vagy speciális pontosságot – pontosabb árajánlatokat és gyorsabb teljesítési időket kap.
Anyagválasztási útmutató megmunkált alkatrészekhez
Kiválasztotta a megmunkálási eljárást. Most egy ugyanolyan fontos döntés következik: milyen anyagból készüljön a alkatrésze? Ez a választás minden projektaszpektust érint – a megmunkálási időtől és a szerszámkopástól egészen a végső alkatrész teljesítményéig és az összköltségig. Ha jól dönt, olyan alkatrészeket kap, amelyek meghaladják az elvárásokat. Ha rosszul dönt, késedelmekkel, költségtúllépésekkel vagy terepen meghibásodó alkatrészekkel kell szembenéznie.
Az anyagválasztás bonyolultságát az okozza, hogy mindig kompromisszumot jelent. A Tops Best Precision gyártástechnológiai kutatásai szerint bár a lágy fémek – például az alumínium és az ónréz – kiváló megmunkálhatósággal rendelkeznek, gyakran hiányzik belőlük a szilárdság és a tartósság. Ellentétben velük, a keményebb anyagok – például a titán és az rozsdamentes acél – nehezebben megmunkálhatók, de magasabb szilárdságot, korrózióállóságot és tartósságot nyújtanak.
Részletezzük lehetőségeit, hogy tájékozott döntést hozhasson a alumínium cnc gyártási szolgáltatások vagy bármely más anyagkövetelmény tekintetében.
Alumínium ötvözetek könnyűsúlyú teljesítmény érdekében
Amikor a gyártóknak gyorsan szükségük van alkatrészekre, anélkül, hogy minőséget áldoznának, az alumínium gyakran az első helyen szerepel. A rézötvözetekre vonatkozó szabványhoz képest 90–95%-os megmunkálhatósági értékkel rendelkezik, így az alumínium megmunkálási szolgáltatások rövid határidőt és kiváló felületminőséget biztosítanak.
Miért lehet olyan jól megmunkálni az alumíniumot? Magas hővezetőképessége lehetővé teszi, hogy a vágási zónából gyorsan elvezessenek a hő, így nagyobb megmunkálási sebességgel lehet dolgozni anélkül, hogy a szerszámélettartam csökkenne. Az Ethereal Machines anyagválasztási útmutatója szerint az Alumínium 6061 egyensúlyt teremt az erősség és a megmunkálhatóság között, így sokoldalúan alkalmazható az autóipartól a fogyasztási cikkekig terjedő széles skálán.
Az alumínium CNC marás szolgáltatási árajánlatokban gyakran előforduló alumínium ötvözetek a következők:
- 6061-T6 — az általános célú alkalmazásokhoz ideális, jó szilárdsággal, hegeszthetőséggel és korrózióállósággal rendelkező munkaló ötvözet
- 7075-T6 — magasabb szilárdsággal rendelkezik, amely egyes acélötvözetek szilárdságához közelít; ideális repülőgépipari szerkezeti alkatrészekhez és nagy igénybevétel alá kerülő alkalmazásokhoz
- a CRR 97. cikke —kiváló fáradási ellenállás repülőgépek burkolata és szerkezeti alkatrészei számára
- 5052—kiváló korrózióállóság tengeri és vegyipari feldolgozási környezetekhez
A kompromisszum? Az alumínium alacsonyabb keménysége miatt nem alkalmas extrém kopásnak vagy magas hőmérsékletű alkalmazásokra. Ezekben az esetekben acélra vagy exotikus ötvözetekre lesz szükség.
Acél- és rozsdamentes acélválasztékok tartósság érdekében
Amikor a szilárdság és a tartósság fontosabb, mint a súly, az acél változatai válnak elsődleges anyagválasztássá. Azonban az acélcsalád teljesítménytartománya széles – és a megmunkálhatóság is.
Szén- és ötvözött acélok (pl. 1018, 4140 és 4340) egy megfelelő egyensúlyt nyújtanak a szilárdság és a megmunkálhatóság között. Körülbelül 70%-os értékelésükkel lényegesen nehezebbek a vágásra, mint az alumínium, de standard szerszámokkal még kezelhetők. Ezek az anyagok kiválóan alkalmazhatók szerkezeti alkatrészek, gépi alkatrészek és fogaskerekek gyártásához, ahol a szilárdság indokolja a további megmunkálási időt.
Rosttalan acélok más jellegű kihívást jelentenek. A anyagkutatások szerint a 304-es és a 316-os minőségi osztályok forgácsolhatósági értéke csupán 30–40%. Miért ilyen nehéz? A rozsdamentes acél munkakeményedést mutat – azaz egyre keményebbé válik, amint megmunkáljuk. Ez lassabb vágási sebességet, merevebb berendezéseket és gyakoribb szerszámcserét igényel.
A rozsdamentes acél megmunkálásának kihívásai ellenére tulajdonságai indokolják a ráfordított erőfeszítést bizonyos alkalmazásokban:
- 304 rosttalan — általános célú korrózióállóság élelmiszer-feldolgozásra, építészeti és vegyipari alkalmazásokra
- 316 rozsdamentes — kiváló korrózióállóság tengeri, orvosi és gyógyszeripari környezetekhez
- 17-4 PH — kiváló szilárdságot nyújtó kiválási keményítésű minőség repülőgépipari és védelmi alkatrészekhez
- 303-as rozsdamentes acél — könnyen megmunkálható minőség, amelyhez ként adtak hozzá a forgácsolás javítása és a szerszámélettartam növelése érdekében
Ha a projektje rozsdamentes acélra van szüksége, számítson hosszabb gyártási időkre és magasabb egységárakra az alumínium megmunkálási szolgáltatásokhoz képest. A nyersanyag maga drágább, a gépek lassabban dolgoznak vele, és a szerszámok gyorsabban kopnak – mindezeket a tényezőket a szolgáltatója árképzésébe építi be.
Mérnöki műanyagok és exotikus anyagok
Nem minden alkatrésznek kell fémből készülnie. A mérnöki műanyagok egyedi előnyöket kínálnak, például kisebb tömeget, kémiai ellenállást és elektromos szigetelést. Ugyanakkor az exotikus ötvözetek extrém körülmények között is jól működnek, ahol a hagyományos anyagok meghibásodnak.
Gyakori mérnöki műanyagok a megmunkált alkatrészekhez tartoznak:
- Delrin (Acetal) —kiválóan megmunkálható, kiváló méretstabilitással, ideális fogaskerekek, csapágyak és mechanikai alkatrészek gyártásához
- A PEEK —nagyteljesítményű termoplasztikus anyag, amely akár 250 °C-os hőmérsékletet is elvisel, gyakran használják légi- és orvosi implantátumokban
- UHMW —kiváló kopásállóság és alacsony súrlódási együttható szállítószalag-alkatrészekhez és kopásálló sávokhoz
- Polikarbonát —kiváló ütésállóság és optikai átlátszóság biztonsági ablakokhoz és védőburkolatokhoz
A műanyagok gyorsan megmunkálhatók, de más szempontokat igényelnek. Néhelyik megolvad vagy deformálódik a vágási hő hatására, míg mások repednek, ha túl erőteljesen vágják őket. A megmunkálási partnere ennek megfelelően hangolja be a forgási sebességeket, előtolásokat és hűtési stratégiákat.
Exotikus ötvözetek a spektrum másik végét foglalják el – nehéz megmunkálni őket, de szükségszerűek extrém környezetekben. A Primo Medical Group megjegyzi hogy az olyan anyagok, mint a titán és egyéb exotikus ötvözetek, speciális megmunkálási technikákat igényelnek egyedi tulajdonságaik miatt, például keménységük, korrózióállóságuk és biokompatibilitásuk miatt.
A titán megmunkálhatósági értéke csupán 20–25%. Alacsony hővezetőképessége miatt a hő a vágási zónában marad, ezért lassú forgási sebességek és speciális bevonatos szerszámok szükségesek. Az Inconel és egyéb nikkel-alapú szuperalapok még alacsonyabb értéket mutatnak, 10–15%-ot, így különösen óvatosan kell eljárni a szerszámhibák megelőzése érdekében.
Mikor indokolja ezeknek az anyagoknak a megmunkálási nehézségét a felhasználásuk? A titán repülőgépipari szerkezetekben, orvosi implantátumokban és nagy teljesítményű sportfelszerelésben jelenik meg, ahol erősség–tömeg aránya páratlan. Az Inconel repülőmotor-alkatrészek és nukleáris alkalmazások esetében használatos, ahol a rendkívül magas hőmérséklet és a korrózió más anyagokat tönkretenne.
Anyagok összehasonlítása pillantásra
Használja ezt a táblázatot, amikor anyagválasztási lehetőségekről tárgyal a szolgáltatást nyújtó megmunkáló vállalattal:
| Anyag | Megmunkálhatósági értékelés | Tipikus alkalmazások | Költségfontolás |
|---|---|---|---|
| Bronz c36000 | 100% (szabványos) | Csatlakozóelemek, elektromos alkatrészek, díszítő szerelvények | Közepes anyagköltség, legalacsonyabb megmunkálási költség |
| Alumínium 6061 | 90-95% | Repülési és űripiac, gépjárműipar, elektronikai házak | Alacsony anyagköltség, gyors megmunkálás |
| Szénacél 1018 | 70% | Szerkezeti alkatrészek, tengelyek, gépi alkatrészek | Alacsony anyagköltség, közepes megmunkálási idő |
| Rozsdamentes acél 304 | 30-40% | Élelmiszer-feldolgozás, egészségügy, tengeri környezet | Magasabb anyagköltség, lassabb megmunkálás |
| Titanium 6Al-4V | 20-25% | Repülőgépipari szerkezetek, orvosi implantátumok, védelmi alkalmazások | Magas anyagköltség, speciális szerszámok szükségesek |
| Inconel 718 | 10-15% | Gázturbinák, atomreaktorok, extrém környezetek | Nagyon magas anyagköltség, leglassabb megmunkálás |
| Delrin (Acetal) | Magas | Fogaskerekek, csapágyak, precíziós mechanikai alkatrészek | Mérsékelt anyagköltség, gyors megmunkálás |
| A PEEK | Mérsékelt | Orvosi implantátumok, űrkutatás, vegyipari feldolgozás | Magas anyagköltség, hőmérséklet-szabályozás szükséges |
Iparral Kapcsolatos Anyagi Igények
Az iparágának valószínűleg szigorúbb követelményei vannak az anyagválasztással kapcsolatban, mint amit a kizárólagos teljesítménytényezők alapján lehetne meghatározni. A szabályozási előírások és tanúsítási szabványok jelentősen leszűkítik a rendelkezésre álló lehetőségeket.
Orvosi Eszköz Gyártás anyagokat igényel, amelyek biokompatibilitása és nyomon követhetősége bizonyított. Az implantálható eszközökhöz az FDA előírásainak megfelelően titán, 316L rozsdamentes acél és speciális polimerek – például a PEEK – használhatók. A megmunkálási partnere dokumentációt köteles fenntartani az anyag eredetéről és az ISO 13485 szabványnak való megfelelésről.
Aerospace alkalmazások tanúsított ötvözeteket igényelnek, amelyek teljes anyagnyomon követhetőséggel rendelkeznek. Nem használhat bármilyen alumíniumot – csak repülőgépipari minőségűt, amelyhez gyári tanúsítványok szükségesek a kémiai összetétel és a mechanikai tulajdonságok igazolására. Gyakori előírások az AMS (Aerospace Material Specifications) és az ASTM szabványok.
Autókomponensek gyakran egyensúlyt teremtenek a költséghatékonyság és a teljesítménykövetelmények között. A nagy mennyiségű gyártás általában az alacsony megmunkálhatósági igényű anyagokat, például az alumíniumot és a könnyen megmunkálható acélokat részesíti előnyben, hogy minimalizálja az egyes alkatrészekre jutó költségeket, miközben teljesíti a tartósságra vonatkozó specifikációkat.
Az ilyen anyagdinamikák megértése segít hatékonyabban együttműködni megmunkáló partnereivel. Ha képesek megbeszélni a megmunkálhatóság és a teljesítmény közötti kompromisszumokat, jobb döntéseket hozhatnak arról, hová fektessék be költségvetésüket – és hová takarítsanak meg.

A teljes szolgáltatási megmunkálási folyamat magyarázata
Kiválasztotta a folyamatot, és kiválasztotta az anyagot. Mi a következő lépés? Sok első alkalommal vásárló számára az első érdeklődéstől kezdve a kész alkatrészek kézhez vételeig tartó út egy „fekete doboz” érzetét kelti. Mi történik az Ön által feltöltött fájlok után? Mennyi időt vesz igénybe az egyes szakaszok? A teljes munkafolyamat megértése segít reális elvárásokat kialakítani, és elkerülni a költséges félreértéseket.
Akár egy san jose-i gépgyártóüzemmel, akár egy országosan működő szolgáltatóval dolgozik is, a legtöbb megbízható kaliforniái CNC-megmunkáló üzem hasonló, strukturált folyamatot követ. Lépésről lépésre végigvezetjük Önt az egyes szakaszokon, hogy pontosan tudja, mit várhat.
Tervezési fájljai elküldése előtti előkészítés
A projektje azonnal elkezdődik, amint elküldi tervezési fájljait – és ahogyan ezeket a fájlokat előkészíti, az közvetlenül befolyásolja az árajánlat pontosságát és a gyártási időt. A szakmai munkafolyamat-dokumentációk szerint egy tipikus lekérdezési csomag tartalmaznia kell CAD-modelleket, műszaki rajzokat, anyagmeghatározásokat, mennyiségi igényeket és szállítási határidőket.
Milyen fájlformátumokat részesítenek előnyben a san jose-i gépgyártóüzemek Kaliforniában és más szakmai létesítmények?
- STEP (.stp, .step) — az univerzális szabvány a 3D-modell-csere céljára, amelyet gyakorlatilag bármely CAM-szoftver olvas
- IGES (.igs, .iges) — egy régebbi, de széles körben támogatott formátum felületi és testgeometriákhoz
- DXF/DWG — 2D rajzfájlok, amelyek elengedhetetlenek sík alkatrészekhez és kiegészítő méretek megadásához
- Eredeti CAD-fájlok —A SolidWorks, Inventor vagy Fusion 360 fájlok teljes mértékben megőrzik a tervezési szándékot, ha a gyártóüzem ugyanazt a szoftvert használja
- PDF rajzok —Megjegyzésekkel ellátott 2D rajzok, amelyek feltüntetik a tűréseket, felületi minőségi követelményeket és speciális előírásokat
Ez az egyik dolog, amit sok vevő figyelmen kívül hagy: a 3D modellek önmagukban nem elegendők. A kaliforniai gépgyártó üzemének dimenziókkal ellátott 2D rajzokra van szüksége, amelyek meghatározzák a tűréseket, a felületi minőségi követelményeket és a kritikus jellemzőket. A 3D modell megmutatja, milyen alakot kell elkészíteni; a rajz pedig azt írja elő, milyen pontossággal kell azt elkészíteni.
Küldés előtt ellenőrizze kétszer a következő gyakori problémákat:
- Minden méret egyértelműen meg van adva megfelelő tűrésekkel?
- Jelölte-e, mely jellemzők kritikusak, és melyek általános tűréssel rendelkeznek?
- A anyagminőség pontosan meg van adva (nem csupán „alumínium”, hanem például „6061-T6”)?
- A felületi minőségi követelményeket standard Ra-értékekkel jelölte?
- Megadta-e a szükséges mennyiséget és a cél-szállítási időpontot?
Az árajánlat-kérés és felülvizsgálat folyamata
Amint a fájlok megérkeznek, megkezdődik az árajánlat-készítési folyamat – és ez sokkal összetettebb, mint amit sok ügyfél gondolna. A Stecker Machine RFQ-útmutatója szerint tapasztalt gyártóüzemi szakemberek vizsgálják át a dokumentumcsomagot, első lépésként a gyártási lehetőségek és szakértelem alapján történő megvalósíthatósági értékeléssel.
Mi történik ezen átvizsgálat során? A mérnökök a rajzokat ellenőrzik ellentmondások, szűk tűréshatárok, aggodalmakra okot adó tényezők és gyártástechnológiai kihívások szempontjából. Céljuk, hogy potenciális problémákat azonosítsanak még mielőtt drága hibák válnának belőlük.
A legjobb szolgáltató gépgyártó cégek nem csupán azt ajánlják árban, amit Ön kér – javaslatokat is tesznek a fejlesztésre. A Gyártásra Tervezés (DFM) elemzés olyan lehetőségeket azonosít, amelyekkel:
- Költségek csökkentése anyagcserék vagy leegyszerűsített geometriák révén
- Javítható a minőség nem kritikus jellemzők tűréshatárainak finomhangolásával
- Rövidebb átfutási idő olyan gyártási eljárások kiválasztásával, amelyek jobban illeszkednek az Ön geometriai követelményeihez
- Kiküszöbölhetők a potenciális hibák vékony falak, éles belső sarkok vagy más problémás geometriai jellemzők azonosításával
A bonyolultság és a mennyiség határozza meg, hogy az alkatrészeket hogyan kell feldolgozni. Ennek az információnak a felhasználásával az árképzők mérnökökkel együttműködve eszközönként és műveletenként végzik el az időtanulmányokat. Ezek a ciklusidő-becslések minden egyebet meghatároznak – az operátorok kapacitását, a berendezések szükségességét, és végül az Ön által megadott árat.
A hivatalos árajánlat általában a következőket tartalmazza:
- Egységár és teljes költség részletezése
- A megrendelés megerősítésétől a szállításig becsült szállítási határidő
- Anyagköltségek (néha külön felsorolva)
- Beállítási díjak és szerszámozási igények
- Bármely tisztázó megjegyzés a tűréshatárokról vagy a specifikációkról
Gyártás a végső ellenőrzésig
Miután elfogadja az árajánlatot és megerősíti megrendelését, megkezdődik a gyártástervezés. A feladat a bonyolultsága, az anyagok rendelkezésre állása és a gépek üzemeltetési ütemterve alapján kerül sorba. Itt válnak valóra az Ön alkatrészei.
A gyártási fázis több összehangolt lépésből áll:
- Anyagbeszerzés —a boltírója nyersanyag-készletet szerez be a megadott minőségi osztálynak megfelelően, gyakran gyári tanúsítvánnyal a nyomon követhetőség érdekében
- CNC programozás —mérnökök CAM-szoftverrel készítik el a megmunkálási útvonalakat, optimalizálva a sebességet, pontosságot és a szerszámélettartamot
- Gépbeállítás —a műszaki dolgozók felszerelik a rögzítőberendezéseket, betöltik a szerszámokat, és kalibrálják a gépet az Ön specifikus alkatrésze számára
- Első minta gyártása —az első alkatrész megmunkálása után alaposan ellenőrzésre kerül, mielőtt a folyamat folytatódna
- Sorozatgyártás —miután az első minta átmegy az ellenőrzésen, a többi alkatrész is megmunkálásra kerül
- Folyamatbeli Minőségbiztosítási Ellenőrzések —a műszaki dolgozók az egész gyártási folyamat során ellenőrzik a kritikus méreteket
- Másodlagos Műveletek —ha szükséges, az alkatrészeket csiszolással, felületkezeléssel vagy hőkezeléssel látják el
- Végső vizsgálat —a kész alkatrészeket kalibrált berendezésekkel mérjük le az Ön előírásai szerint
- A csomagolás és a szállítás —az alkatrészeket megfelelően védik, és a szükséges dokumentációval együtt szállítják
A minőségellenőrzés folyamatosan történik, nem csupán a folyamat végén. Az első minta ellenőrzése különösen fontos – itt derülnek fel a programozási hibák, a beállítási problémák vagy a tervezési hiányosságok, mielőtt anyagpazarlás történne egy teljes gyártási sorozat elindításával.
A teljes munkafolyamat áttekintése
Kezdettől a befejezésig íme a tipikus út, amelyen projektje egy professzionális gépi megmunkáló üzemben halad keresztül:
- Tervezetek benyújtása — Ön CAD-fájlokat, rajzokat és műszaki leírásokat szolgáltat
- Árajánlat-készítés — mérnökök értékelik a megvalósíthatóságot, és árajánlatot dolgoznak fel
- Tervezeti felülvizsgálat és gyártási optimalizáció (DFM) — potenciális javítási lehetőségek azonosítása és megbeszélése
- Rendelés visszaigazolás — Ön elfogadja az árajánlatot, és vásárlási engedélyt ad
- Gyártási ütemezés — a megrendelése a lead time-ra vonatkozó kötelezettségek alapján kerül sorba
- Anyagbeszerzés — nyersanyagot szereznek be az Ön előírásai szerint
- Megmunkálási műveletek — CNC-berendezések alakítják át a nyersanyagot kész alkatrészekké
- Ellenőrzés és minőségellenőrzés — az alkatrészeket méreti és minőségi követelmények szerint ellenőrizzük
- Szállítás és kézbesítés — a befejezett alkatrészek dokumentációval együtt érkeznek meg az Ön létesítményébe
Ennek a munkafolyamatnak a megértése segít hatékonyabban tervezni a projekteket. Tudni fogja, mikor várhat frissítéseket, milyen információkra van szüksége a műhelyének minden egyes szakaszban, és hogyan kerülheti el a késedelmeket, amelyek hátrahúzhatják a kézbesítési dátumot.
Most, hogy megértette a folyamatot, a következő logikus kérdés: mennyibe fog ez valójában kerülni? Több tényező is befolyásolja az árakat olyan módon, amely nem feltétlenül nyilvánvaló – és ismeretük segíthet okosabban tervezni és pontosabban költségvetést készíteni.
Mik befolyásolják a szervizmaradás költségeit
Itt van, amit a legtöbb szolgáltató nem mond el előre: a megmunkált alkatrészek ára az Ön által meghozott döntésektől függ. Az anyag kiválasztása, a tűrések megadása, a felületi minőségi követelmények és a rendelés mennyisége mind befolyásolja a végösszeget – néha jelentősen. Ha ismeri ezeket a változókat, akkor Ön tartja a kezében az irányítást a projektek költségvetésének elkészítése és a beszállítókkal folytatott tárgyalások során.
Az Unionfab részletes költségfelosztása szerint a CNC megmunkálás költségei jelentősen eltérnek a részlet geometriájától, az anyag kiválasztásától, a megmunkálási stratégia választásától, a tűrésekkel szembeni követelményektől és a gyártási mennyiségtől függően. Vizsgáljuk meg az egyes tényezőket, hogy tájékozott döntéseket hozhasson a következő árajánlat-kérése benyújtása előtt.
Hogyan hat az anyagválasztás a költségvetésére
Az anyagválasztása minden költségkategóriára kihat: a nyersanyag árára, a megmunkálási időre, az eszközök kopására, sőt még a szállítási tömegre is. Okosan választva értékoptimalizálást érhet el; rosszul választva pedig olyan felárakat fizet, amelyek nem javítják termékét.
Vizsgáljuk meg csupán az alapanyag-költségeket. A szakmai árinformációk szerint az anyagok egyértelmű költségkategóriákba sorolhatók:
- Alacsony költség ($) —Az alumínium és a PMMA (akril) a leggazdaságosabb kiindulási alapanyagok
- Közepes költség ($$) —A POM, a PTFE, a nylon és összetett anyagok, például az FR4
- Magasabb költség ($$$) —A réz, a sárgaréz, az ezüstbronz, az acél, a rozsdamentes acél, valamint mérnöki műanyagok, például a PC és az ABS
- Prémium költség ($$$$$) —A magnézium, a titán, a PEEK és a műszaki kerámiák
Azonban az alapanyag-ár csupán egy részét mutatja a teljes képnek. Egy Bay Area-i gépgyártó üzem továbbá figyelembe veszi az anyag megmunkálhatóságát – azaz, milyen gyorsan és könnyen lehet megmunkálni. Az alumínium megmunkálási sebessége 3–4-szer nagyobb, mint a rozsdamentes acélé. Ez a sebességkülönbség közvetlenül alacsonyabb munkaerő- és gépidő-költségekhez vezet.
Itt van a gyakorlati tanulság: ne adjon meg titánötvözetet, ha az alumínium megfelel az igényeinek. Ne válasszon alapértelmezés szerint rozsdamentes acélt, ha a szénacél elegendő korrózióállóságot biztosít. Minden túlspecifikáció költséget jelent, anélkül, hogy értéket adna a felhasználási területének.
A pontossági követelmények és a költségek kapcsolata
A szűkebb tűrések mindig magasabb költséggel járnak – de a kapcsolat nem lineáris. A Fictiv gyártási tervezési kutatása szerint a „legkevesebb erőfeszítést igénylő” tűrés-tartományba tartozó tervek az ISO 2768 közepes szabványt használják, amely jól egyensúlyozza azt, amit a szokásos CNC-gépek könnyen elérhetnek, és azt, ami funkcionális alkatrészekhez szükséges.
Miért növelik a szűkebb tűrések a költségeket? Több tényező összefüggése okozza ezt:
- Lassabb megmunkálási sebességek —a pontosság elérése gondos, kiszámítható vágásokat igényel, nem pedig agresszív anyageltávolítást
- További műveletek —a geometriai elemek esetleg durva megmunkálást igényelnek, majd külön finommegmunkálást
- Specializált szerszámokat —a pontos megmunkáláshoz gyakran magasabb minőségű vágószerszámokra van szükség, amelyeknél kisebb a futópont-hibájuk
- Hosszabb ellenőrzési idő —minden szoros tűréshatárt kalibrált mérőeszközökkel kell ellenőrizni
- Magasabb selejtarány —a specifikáción kívüli alkatrészeket selejtezni vagy újrafeldolgozni kell
Mi a legokosabb megközelítés? Csak ott alkalmazzunk szoros tűréshatárokat, ahol a funkció ezt megköveteli. Egy tömeges pontossági gyártásra specializálódott gépgyártó üzem – akár a Mass Precision San Jose-i telephelyén, akár bármely más helyen – ugyanezt fogja mondani: csak a kritikus illesztési felületeken adjuk meg a ±0,001"-es tűrést, míg a nem kritikus jellemzőknél maradjunk a szokásos ±0,005"-nél vagy lazább értéknél.
Az Exact Machine Service költségelemzése szerint fontos a szükséges tűréshatárok és felületi minőségek meghatározása a alkatrészek funkcionális igényei alapján, hogy egyensúlyt teremtsünk a pontosság és a költség között.
Mennyiségi árak és beállítási szempontok
Minden gyártási sorozat a beállítással kezdődik – a rögzítők betöltése, az eszközök felszerelése, a gép kalibrálása és az első darab készítése. Ezek a költségek viszonylag állandóak, akár 10, akár 1000 darabot gyártunk. Ennek a dinamikának a megértése magyarázza, miért csökken drámaian az egységár a mennyiség növekedésével.
Vegyük példaként ezt a forgatókönyvet: egy szan josé-i gépgyártó vállalkozás 500 USD beállítási költséget és 20 USD egységárú megmunkálási időt ajánl. Ha 10 darabot rendel, a beállítási költség 50 USD/darab. Ha 100 darabot rendel, ez 5 USD/darabra csökken. A megmunkálási költség állandó marad, de az egységköltség összesen 70 USD-ről 25 USD-ra csökken.
Az alábbiakban a teljes projektköltségre gyakorolt hatásuk szerint soroltuk fel a költségtényezőket – a legnagyobbtól a legkisebbig:
- Alkatrész bonyolultsága és geometria —a bonyolult tervek, amelyek több beállítást, speciális szerszámokat vagy 5-tengelyes megmunkálást igényelnek, prémium árképzést eredményeznek
- Anyagválasztás —a ritka ötvözetek és nehezen megmunkálható anyagok mind az alapanyag-, mind a feldolgozási költségeket növelik
- Tűrési követelmények —mindegyik tizedesjegy pontosság növelése aránytalanul megnöveli a költséget
- Rendelési mennyiség —nagyobb mennyiségek eloszlatják a beállítási költségeket, és esetleg jogosítanak kötegárakra
- Felületi minőség előírások —a megmunkálás utáni felületi minőség (Ra 3,2 μm) javítása további műveleteket igényel
- Másodlagos Műveletek —hőkezelés, anódosítás, felületi lemezeltetés vagy festés hozzáadja a megmunkálás utáni költségeket
- Szállítási határidő igények —gyorsított szállítás gyakran sürgősségi díjakat von maga után
Szeretné csökkenteni a költségeket anélkül, hogy funkcionális kompromisszumokat kötnének? A Fictiv gyártási legjobb gyakorlatai szerint ezek a tervezési módosítások biztosítják a legnagyobb megtakarítást:
- Geometria egyszerűsítése —kerülje a hegyes belső sarkokat, mély üregeket és bonyolult geometriai elemeket, amelyek növelik a megmunkálási időt
- Használjon szabványos szerszámméreteket —olyan geometriai elemek tervezése, amelyek kompatibilisek a gyakori végmarókkel és fúrókkal, csökkenti a beállítási és szerszámozási költségeket
- Tervezzen kevesebb beállításra —azok a alkatrészek, amelyeket két vagy annál kevesebb beállításban lehet megmunkálni, elkerülik az újrafogási időt és a tűréshibák összeadódását
- Csak a funkcionálisan szükséges felületminőséget adjon meg —csak ott kérjen csiszolt felületeket, ahol az esztétika vagy a funkció megköveteli
- Fontolja meg a kissé nagyobb tételméretek alkalmazását —a darabszám 25-ről 50-re való növelése gyakran aránytalanul nagyobb egységár-csökkenést eredményez
A Bay Area gépgyártó és precíziós megmunkáló műhelyei, valamint az országosan működő hasonló műhelyek hasonló költségstruktúrát alkalmaznak. Ha megérti, mi határozza meg az áraikat, okosabb alkatrészeket tervezhet, jobban előkészített árajánlatokat nyújthat be, és ismeretekre épített, nem találgatáson alapuló tárgyalásra készülhet.
Ezek a költségtényezők különösen fontossá válnak, ha a projektje iparágspecifikus tanúsításokat igényel. A légi- és űrhajóipar, az autóipar és az orvostechnika további megfelelési követelményeket támaszt, amelyek befolyásolják az árakat és a partnerválasztást – ezeket a témákat a következőkben vesszük sorra.
Iparágak alkalmazásai és tanúsítási követelmények
Azt hiszi, hogy minden megmunkáló szolgáltató egyformán működik? Gondolja újra. Egy díszítő elemeket gyártó gyártósor teljesen más szabályok szerint működik, mint egy repülőgép alkatrészeket vagy sebészeti implantátumokat gyártó üzem. Az Ön iparága nem csupán azt határozza meg, mit gyárt – hanem azt is megszabja, hogyan kell működnie, dokumentálnia és ellenőriznie a megmunkáló partnere által végzett gyártási folyamat minden egyes lépését.
Ezeknek a tanúsítási követelményeknek a megértése segít a lehetséges partnerek értékelésében, és megelőzi a költséges hibákat. A gyártási tanúsításokról készült kutatások szerint a megmunkálási tanúsítások nem csupán formális eljárások – hanem kritikus követelmények, amelyek irányítják a beszállítók kiválasztását, a szerződéskötési jogosultságot és a szabályozási előírások betartását.
Autóipari alkatrészek követelményei és tanúsítványai
Az autóipar nagy méretek mellett követeli meg az egységességet. Amikor ezrekben gyártanak azonos alkatrészeket, amelyeket járműgyártó sorokra szánnak, a változékonyság nemcsak kívánatos, hanem elfogadhatatlan is. Ezért az autóipari gyártók (OEM-ek) szigorú tanúsítási szabványoknak kell megfelelniük a beszállítóknak, mielőtt szerződést kapnának.
IATF 16949 tanúsítvány az IATF 16949 szabvány az autóipari minőségmenedzsment aranystandardja. Az International Automotive Task Force (Nemzetközi Autóipari Munkacsoport) által kiadott szabvány az ISO 9001-re épül, de hozzáadja az autóiparra specifikus követelményeket. A AIAG tanúsítási irányelvei szerint , az IATF 16949:2016 meghatározza a minőségirányítási rendszer követelményeit a globális autóiparban működő szervezetek számára.
Mi teszi különössé az IATF 16949-et a általános minőségi tanúsításoktól? A szabvány hangsúlyt fektet:
- Hibák elkerülése —a potenciális hibák azonosítására és kiküszöbölésére irányuló rendszerszerű megközelítésekre még azok bekövetkezte előtt
- Változatosság csökkentése —a folyamatszabályozás fokozatos szigorítását lehetővé tevő folyamatos fejlesztési protokollokra
- Hulladékcsökkentés —a minőségmenedzsmentbe integrált lean gyártási elvek
- Ügyfélspecifikus követelmények —rugalmasság az egyes OEM-specifikációk beépítésére
Statisztikai Folyamatvezérlés (SPC) alapvető szerepet játszik az autóipari gyártásban. Az SPC nem a gyártás utáni alkatrészvizsgálatra, hanem a folyamatok valós idejű figyelésére épül, hogy a hibás alkatrészek előállítása előtt észlelje a szóródásokat. A szabályozási diagramok, a képességmutatók és a trendanalízis a tanúsított létesítmények számára sztenderd eszközökké válnak.
A kaliforniai CNC gépgyártóüzemek és az autóipari ügyfeleket kiszolgáló légi- és űripari CNC gépgyártóüzemek számára ezek a tanúsítványok nem választható kiegészítők – hanem a tevékenység folytatásának előfeltételei. A General Motors, a Ford és a Stellantis nevű nagy OEM-gyártók IATF 16949-es tanúsítványt követelnek meg gépi megmunkáló szállítóiktól.
Tanúsított létesítmények, mint például a Shaoyi Metal Technology megfelelnek az autóipari szektor igényeinek az IATF 16949 tanúsítással és a szigorú SPC protokollokkal. Működésük során magas pontosságú alvázegységeket és precíziós alkatrészeket állítanak elő, miközben biztosítják a dokumentációt és nyomon követhetőséget, amelyeket az autóipari ellátási láncok megkövetelnek.
Repülőipari Pontossági Szabványok
Ha az autóipar a konzisztenciát követeli meg, az űrkutatási ipar a tökéletességet – és minden egyes lépésről számlát is kér. Minden anyagot, minden folyamatot és minden mérést dokumentálni és nyomon követhetővé tenni kell. Amikor egy alkatrész meghibásodása katasztrofális következményekkel járhat, a tanúsítási követelmények tükrözik ezt a kockázati szintet.
AS9100 tanúsítvány az ISO 9001-et bővíti ki szigorú, kifejezetten az űrkutatási, védelmi és űrrendszer-alkalmazásokra szabott minőségi követelményekkel. A szakmai kutatások szerint a világ összes űrkutatási vállalata közül több mint 80% kötelezően igényli az AS9100 tanúsítást a CNC-szolgáltatóktól.
Mi teszi különlegessé az AS9100-at a általános minőségi szabványokkal szemben?
- Teljes anyagnyomkövethetőség —minden alkatrész visszavezethető tanúsított nyersanyagra, amelyhez dokumentált hőszámok és gyári tanúsítások tartoznak
- Első mintaellenőrzés (FAI) —Az AS9102 szabványnak megfelelő dokumentáció igazolja, hogy a kezdeti gyártás minden műszaki előírást kielégít.
- Konfigurációkezelés —A szigorú változatkezelés biztosítja, hogy az alkatrészek egyezzenek a jelenleg érvényes mérnöki kiadásokkal.
- Kockázatkezelés —Hivatalos folyamatok azonosítják, értékelik és enyhítik a potenciális minőségi problémákat.
- Hamisított alkatrészek megelőzése —Az ellenőrzési eljárások biztosítják az anyagok eredetiségét.
A dokumentációs terhelés a teljes gyártási folyamatra kiterjed. Egy kaliforniai CNC gépgyártó üzemnek, amely légi- és űrhajóipari ügyfeleket szolgál ki, nyilvántartást kell vezetnie a következőkről:
- Nyersanyag-minősítések és forrás-ellenőrzés
- Minden művelethez használt szerszámpályák és CNC-programok
- Munkavállalók képesítése és képzési nyilvántartása
- Minden mérőeszköz kalibrálási állapota
- Teljes ellenőrzési adatok minden kritikus méretnél
A fémfeldolgozó vállalkozások számára San Jose-ban (Kalifornia) és más régiókban az AS9100 tanúsítás elérése jelentős befektetést igényel a dokumentációs rendszerekbe, a képzésekbe és az audit-előkészítésbe. A tanúsítás azonban hozzáférést nyit légi- és űrkutatási szerződésekhez, amelyeket a nem tanúsított versenytársak nem tudnak megnyerni.
Orvosi eszközök gyártásának megfontolandó kérdései
Az orvosi eszközök gyártása további szintű szabályozási összetettséget jelent. Amikor a megmunkált alkatrészek diagnosztikai berendezések vagy beültethető eszközök részévé válnak, a betegbiztonság határozza meg minden követelményt.
A Az FDA szabályozási irányelvei , a gyártóknak minőségirányítási rendszereket kell létrehozniuk és alkalmazniuk annak biztosítására, hogy termékeik folyamatosan megfeleljenek a vonatkozó előírásoknak és specifikációknak. Az FDA által szabályozott eszközök minőségirányítási rendszereit jelenleg érvényes jó gyártási gyakorlatnak (CGMP) nevezik.
ISO 13485 Igazolás kifejezetten az orvosi eszközök minőségirányítási rendszerére vonatkozik. Bár szerkezetében hasonló az ISO 9001-hez, további követelményeket tartalmaz a következőkre:
- Tervezési irányítások —rendszeres ellenőrzés, hogy a készülékek megfelelnek-e a tervezett felhasználási követelményeknek
- Folyamat ellenőrzése —dokumentált bizonyíték arra, hogy a gyártási folyamatok konzisztensen elfogadható eredményeket szolgáltatnak
- Biokompatibilitási dokumentáció —bizonyíték arra, hogy az anyagok nem okoznak káros reakciókat a betegeknél
- Sterilizáció érvényesítése —a sterilizációs folyamatokra vonatkozó ellenőrzés, amely igazolja, hogy elértek a szükséges sterilitási biztosítási szintet
- Panasszal kapcsolatos ügyintézés —hivatalos rendszerek a termékkel kapcsolatos problémák nyomon követésére és vizsgálatára
Az FDA Minőségirányítási Szabályzata (21 CFR 820. rész) biztosítja a szabályozási keretrendszert az Egyesült Államokban. Az FDA dokumentációja szerint a minőségirányítási (QS) szabályzat „esernyős” megközelítést alkalmaz, amely előírja, hogy a gyártóknak eljárásokat kell kidolgozniuk és követniük, amelyek megfelelnek saját, specifikus készülékeiknek.
Mit jelent ez a megmunkálási partnere számára? Őnek a következőket kell fenntartania:
- Teljes eszköz-történeti nyilvántartás minden gyártott tételhez
- Érvényesített gyártási folyamatok dokumentált paraméterekkel
- Kalibrált mérőeszközök, amelyeknek a kalibrálása visszavezethető a nemzeti szabványokra
- A termék követelményeinek megfelelő, szabályozott környezetek
- Személyzeti képzési nyilvántartások, amelyek bizonyítják a szakértelem meglétét
Az FDA nemrégiben kiadta a Minőségirányítási Rendszer Szabályozása (QMSR) végleges szabályozását, amely beépítette az ISO 13485:2016 szabványt a szabályozási keretbe. Ez a harmonizáció azt jelenti, hogy a gyógyszeripari eszközök megmunkálását végző beszállítóknak egyre inkább mindkét – az FDA és a nemzetközi szabványokra vonatkozó – előírásnak meg kell felelniük.
A megfelelő tanúsított partner kiválasztása
Az Ön iparága határozza meg, hogy mely tanúsítások a legfontosabbak. Az alábbiakban egy gyors tájékoztató található:
| IPAR | Elsődleges tanúsítvány | Fő Követelmények |
|---|---|---|
| Automobil | A szövetek | Statisztikai folyamatszabályozás (SPC), hibaelőzés, ügyfelspecifikus követelmények |
| Légiközlekedési/védelmi | AS9100 | Teljes nyomon követhetőség, első cikk ellenőrzése (FAI), konfiguráció-kezelés |
| Orvostechnikai eszközök | ISO 13485 | Tervezési irányítás, folyamat érvényesítése, panaszkezelés |
| Általános ipari | ISO 9001 | Minőségirányítás alapelvei, folyamatos fejlesztés |
Ne feltételezze, hogy egy iparágban tanúsított üzlet automatikusan megfelel egy másik iparág követelményeinek. Az AS9100 szabványnak megfelelő légi- és űrhajóipari beszállítók hiányozhatnak a gépjárműipar számára szükséges nagytermelési rendszerekből. Az orvostechnikai eszközök szakértői nem rendelkezhetnek tapasztalattal azokban a különleges ötvözetekben, amelyeket a légi- és űrhajóipar igényel.
A lehetséges partnerek értékelésekor ellenőrizze közvetlenül a tanúsításokat. Kérjen másolatot a tanúsítványokról, ellenőrizze a lejárati dátumokat, és győződjön meg arról, hogy a tanúsítás hatásköre tartalmazza az Ön konkrét terméktípusait. A tanúsító szervezetek nyilvános adatbázisokat üzemeltetnek, ahol önállóan is ellenőrizheti egy beszállító státuszát.
Ezek a tanúsítási követelmények költséget és bonyolultságot jelentenek a szolgáltatási megmunkálás számára – de fontos okból léteznek. Amikor alkatrészei járművekbe, repülőgépekbe vagy orvostechnikai eszközökbe kerülnek, a kockázat indokolja a szigorú minőségirányítási rendszerekbe történő beruházást. Annak megértése, hogy milyen követelményeket támaszt minden egyes iparág, segít olyan partnereket találni, akik valóban teljesítik ígéreteiket.
A tanúsítások alapvető minőségi rendszereket állapítanak meg, de hogyan ellenőrzik a megmunkáló szolgáltatók valójában, hogy az egyes alkatrészek megfelelnek-e az Ön előírásainak? A válasz a minőségellenőrzési módszerekben és a minőségbiztosítási protokollokban rejlik – ez lesz a következő témánk.
Minőségbiztosítás és tűréshatár-ellenőrzés
A megmunkáló partnere lenyűgöző tanúsítással rendelkezik. De itt van a lényeges kérdés: hogyan bizonyítja valójában, hogy az Ön alkatrészei megfelelnek az előírásoknak? A tanúsítások rendszereket állapítanak meg – az ellenőrzés pedig az eredményeket igazolja. Annak megértése, hogy a szakmai gyártók milyen módon mérik, dokumentálják és ellenőrzik a méreteket, segít Önnek értékelni a minőséggel kapcsolatos állításokat, valamint értelmezni azokat az ellenőrzési jelentéseket, amelyeket a szállítmányaival együtt kap meg.
Akár egy Santa Clara-i gépgyártó üzemmel dolgozik, akár Santa Clara, Kalifornia gépgyártó üzemeiből szerzi be az alkatrészeket, a minőségbiztosítás alapelvei megegyeznek minden megbízható szolgáltatónál.
Tűréselőírások megértése
Mielőtt bármilyen mérés megtörténne, minden félnek meg kell egyeznie abban, hogy mit jelent az „elfogadható”. A tűrések meghatározzák a névleges méretek megengedett eltérését – és ennek a nyelvnek a megértése segít hatékonyan kommunikálni gépparki partnereivel.
A tűrések többféle formában jelenhetnek meg műszaki rajzokon:
- Kétoldalú tűrések — mindkét irányban megengedett eltérés (pl. 25,00 ±0,05 mm)
- Egyoldalas tűrések — csak egy irányban megengedett eltérés (pl. 25,00 +0,00/−0,10 mm)
- Határméretek — kifejezett legnagyobb és legkisebb értékek (pl. 24,95–25,05 mm)
- GD&T-jelölések — geometriai méretezési és tűrésjelölési szimbólumok, amelyek a forma, az orientáció és a helyzet ellenőrzését szabályozzák
Miért fontos ez a minőség-ellenőrzés szempontjából? A CMM-mérnöki kutatás szerint a fejlett rendszerek összetett geometriákat is kiváló pontossággal mérhetnek, gyakran mikrométeres mérési bizonytalanságot érve el. De még a legfejlettebb berendezések sem jelentenek semmit, ha a tűréshatárok nincsenek egyértelműen meghatározva.
Az ellenőrzési folyamat a rajzzal kezdődik. Minden kritikusnak megjelölt méretet megmérnek és dokumentálnak. A szokásos tűréshatárokkal rendelkező elemeket általában nem 100%-osan, hanem mintavétellel ellenőrzik – ez egy gyakorlatias megközelítés, amely kiegyensúlyozza az alapos vizsgálatot és a költséghatékonyságot.
Ellenőrzési módszerek és berendezések
A professzionális szerviz-gépgyártó létesítmények széles skálájú ellenőrzési technológiákat alkalmaznak, amelyek mindegyike specifikus mérési kihívásokra van optimalizálva. Ezeknek az eszközöknek a megértése segít értékelni, milyen lépések szükségesek alkatrészei ellenőrzéséhez.
Koordináta mérőgépek (CMM) a mérethelyesség ellenőrzésének aranystandardját képviselik. Az ipari dokumentációk szerint a CMM-k (koordináta-mérő gépek) adatpontokat rögzítenek, amelyeket a szoftver feldolgozva számítja ki a méreteket, tűréseket és geometriai kapcsolatokat. Ezek a kifinomult műszerek egy háromdimenziós koordináta-rendszerben működnek, az X, Y és Z tengelyek segítségével határozzák meg a pontos helyzeteket.
Mi teszi a CMM-ket különösen értékessé? Kiemelkedően jól teljesítenek a következő területeken:
- Összetett 3D-geometriák mérése, amelyekhez a kézi mérőeszközök nem férnek hozzá
- Ismételhető, operátortól független eredmények biztosítása
- Automatizált ellenőrzési jelentések készítése teljes adatdokumentációval
- GD&T-specifikációk ellenőrzése, beleértve a valódi pozíciót és a profil-tűréseket
Optikai komparátorok projektált, nagyított alkatrészprofilok kijelzőkre történő vetítése vizuális összehasonlítás céljából referenciafelületekkel. Ezek a kontaktmentes rendszerek jól alkalmazhatók a következő esetekben:
- Törékeny vagy könnyen deformálódó alkatrészeknél
- Menetprofilok és fogaskerékfogak mérésénél
- Éllekerekítések és lekerekítések ellenőrzésénél
- Gyors vizuális ellenőrzés gyártás közben
Felületi érdességmérőkkel a megmunkált felületek mikroszkopikus felületi érdességének mérése. Amikor a rajzán megadott Ra-értékek (számtani átlagos érdesség) betartását kell ellenőrizni, ezek az eszközök egy tapintóval a felületen végzett mozgatás és az eredményül kapott profil elemzése útján ellenőrzik a megfelelőséget.
Íme, hogyan hasonlítják össze a gyakori ellenőrzési módszereket:
| Ellenőrzési módszer | Típusos pontosság | Legjobb alkalmazások | Korlátozások |
|---|---|---|---|
| CMM (érintkező) | ±0,001–0,003 mm | Összetett 3D-geometria, GD&T-ellenőrzés, gyártott alkatrészek | Lassabb egyszerű mérések esetén, szabályozott környezet szükséges |
| Optikai összehasonlító | ±0,01–0,025 mm | Profilvizsgálat, menetellenőrzés, vizuális összehasonlítás | csak 2D, operátori értelmezés szükséges |
| Mikrométerek/Kalliperek | ±0,01–0,025 mm | Gyors ellenőrzések, külső méretek, egyszerű jellemzők | Kézi működtetés, csak a hozzáférhető felületekre korlátozódik |
| Magasságmérők | ±0,01 mm | Lépésmagasságok, alapfelületi hivatkozások, mérőasztalos munkák | Sík alapfelület szükséges |
| Felszíni hosszúságtartó mérőeszköz | Felbontás: 0,001 μm Ra-ig | Felületminőség-ellenőrzés, folyamat érvényesítése | Csak a felületi textúrát méri, nem a méreti pontosságot |
| 3D skennelés | ±0,025–0,1 mm | Összetett alakzatok, fordított mérnöki tervezés, eltérés-térképezés | Alacsonyabb pontosság, mint a CMM-nél, utófeldolgozás szükséges |
Egy gépgyártó üzem Santa Clara, Kalifornia államban, vagy bármely minőségre fókuszált létesítmény általában több módszert kombinál. A koordináta-mérőgépek (CMM) a kritikus jellemzők végellenőrzését végzik, míg a kézi mérőeszközök a megmunkálási műveletek során történő folyamatközi ellenőrzést támogatják.
Dokumentáció és nyomon követhetőség
A mérési adatok semmit sem érnek megfelelő dokumentáció nélkül. A professzionális minőségbiztosítás nem csupán a mérések elvégzésén túlmutató tevékenység – teljes nyomon követhetőséget foglal magában a nyersanyagtól kezdve az utolsó szállításig.
Első mintaellenőrzés (FAI) az alapja a gyártási minőségnek. A PMP Metals gyártási kutatásai szerint az első darab ellenőrzése (FAI) egy formális, írásos folyamat, amely biztosítja, hogy egy alkatrész vagy összeszerelés gyártása megfeleljen az ügyfél által vagy a mérnöki tervezés által meghatározott tervezési specifikációknak, rajzoknak és követelményeknek.
Mit tartalmaz egy alapos első darab ellenőrzés (FAI)?
- Léggömb rajz — minden méret számozva hivatkozási célból
- Méreteredmények táblázata — a mért értékek összehasonlítása a megadott tűréshatárokkal
- Anyagok tanúsítványai — dokumentáció, amely igazolja a megfelelő ötvözet és hőkezelés alkalmazását
- Folyamatdokumentumok — a gyártás során használt gépek és szerszámok adatai
- Aláírások —az operátor és az ellenőr aláírása, amely megerősíti az ellenőrzést
Az FAI (First Article Inspection – első minta ellenőrzése) kritikus időpontokban történik: az első gyártási sorozatnál, mérnöki módosítások után, a gyártási helyek megváltozásakor vagy hosszabb gyártási szünetek után. Ez a ellenőrzési rendszer problémákat észlel, mielőtt azok elszaporodnának a teljes gyártási mennyiségben.
Folyamatbeli ellenőrzés folyamatos ellenőrzést biztosít a gyártási folyamat során. Az operátorok rendszeresen ellenőrzik a kritikus méreteket – például minden 10. vagy 25. alkatrésznél – annak megerősítésére, hogy a folyamat stabil marad. Bármely eltérés vizsgálatot indít el, mielőtt túllépett tűréshatárral rendelkező alkatrészek felhalmozódnának.
Végső vizsgálat az elkészült alkatrészeket a szállítás előtt ellenőrző protokollok hitelesítik. A követelményeitől és az iparági szabványoktól függően ez magában foglalhatja:
- az összes kritikus jellemző 100%-os ellenőrzését
- Statisztikai mintavételt a tételnagyság és az elfogadható minőségi szint (AQL) alapján
- Megfelelőségi tanúsítványt, amely dokumentálja a specifikációknak való megfelelést
- Teljes méreti jelentéseket a tényleges mért értékekkel
Minőségirányítási rendszerek kötik össze ezeket az elemeket. Az ISO 9001:2015 szabvány szerinti kutatások szerint ez a nemzetközileg elismert szabvány határozza meg azt a mércét, amelyet a vállalatoknak teljesíteniük és túlszárnyalniuk kell az ügyfelek elvárásainak kielégítése érdekében. Egy ISO-s tanúsítvánnyal rendelkező gépgyártó üzem olyan erős minőségirányítási rendszert (QMS) vezetett be, amely biztosítja a folyamatos minőséget és megbízhatóságot.
Mit jelent valójában az ISO 9001:2015 tanúsítvány az Ön alkatrészei számára?
- Dokumentált eljárások biztosítják a folyamatosan azonos folyamatokat, függetlenül attól, hogy melyik munkavállaló végzi a feladatát
- A kalibrálási programok ellenőrzik, hogy a mérőeszközök fenntartják pontosságukat
- A helyreállító intézkedési rendszerek rendszeresen, ismétlődés nélkül oldják meg a problémákat
- A vezetőségi felülvizsgálat folyamatos fejlődést biztosít, nem pedig merevedést
Az ISO 9001-en túl az iparágspecifikus tanúsítások szakosított követelményeket állapítanak meg. Az AS9102 a légiközlekedési iparban alkalmazandó első darab ellenőrzési (FAI) dokumentációt szabályozza. Az IATF 16949 az autóipari statisztikai folyamatszabályozási (SPC) protokollokat írja elő. Az ISO 13485 a gyógyászati eszközök nyomon követhetőségét szabályozza. Az Ön alkalmazása határozza meg, hogy mely szabványok vonatkoznak – és milyen dokumentációt kell elvárnia géppel végzett megmunkálási partnereitől.
A minőségbiztosítás végül a bizonyítékokkal alátámasztott bizalomra vezethető vissza. A tanúsítások rendszereket állapítanak meg. A minőségellenőrző berendezések biztosítják a képességet. A dokumentáció igazolja az eredményeket. Amikor szolgáltatásként végzett gépi megmunkálást nyújtó vállalkozásokat értékel, ne csak a hirdetett képességekre figyeljen, hanem értsen meg mindent arról is, hogyan ellenőrzik valójában azt, amit szállítanak.

Szolgáltatásként végzett gépi megmunkálás összehasonlítása alternatív gyártási módszerekkel
Megvizsgáltuk, hogyan működik a szolgáltatási megmunkálás, mennyibe kerül, és hogyan történik a minőség ellenőrzése. De itt van az a kérdés, amely éjjel-nappal nyugtalanná teszi a működési vezetőket: valóban a megfelelő választás-e a megmunkálás kiszervezése a projektje számára? Vagy jobb eredményt érnének el belső gyártással, 3D nyomtatással vagy öntéssel?
A válasz a konkrét helyzettől függ – a térfogatigények, a tűréshatárok, az anyagkorlátozások és az időkeretek mind befolyásolják az optimális útvonalat. Építsünk egy döntéshozatali keretrendszert, amely segít objektíven értékelni ezeket a kompromisszumokat.
Szolgáltatási megmunkálás vs. belső működtetés
A kiszervezés vagy beruházás döntése a gyártók által meghozandó legfontosabb döntések egyike. A szerint gyártástechnológiai kutatás általában okosabb kezdetben kiszervezni, kivéve, ha évente kb. 4000–5000 darabnál több alkatrészre van szükség, szigorú IP- vagy tanúsítási követelmények állnak fenn, vagy képesek kezelnii a kezdeti 200 000–700 000 USD plusz a munkavállalók képzésének költségeit.
Mi teszi ezt a számítást ennyire összetetté? Gondoljunk arra, hogy a belső gépi megmunkálás valójában milyen feltételeket igényel:
- Tőkeberuházás —egyetlen 5-tengelyes CNC-gép beszerelés, szerszámozás és képzés előtti ára 200 000–700 000 USD között mozog
- Szakértő operátorok —a CNC továbbra is nagyon szakképzett folyamat, amely folyamatosan frissülő képességeket igényel
- Folyamatos karbantartás —a berendezéseket rendszeresen kalibrálni, javítani és végül kicserélni kell
- Gyártóhely és segédellátás —a megmunkáló gépek megfelelő alapozást, villamosenergia-ellátást és klímavezérlést igényelnek
Mikor érdemesebb külső szolgáltatót igénybe venni? Éves termelési mennyiségnél 1000 egység alatt a számítások egyértelműen az extern partnerek mellett szólnak. Egy tipikus szerződéses gyártó például 18 USD/alkatrész árat kérhet alacsony tételekhez készült CNC-alumínium megmunkálásra – ez jóval kevesebb, mint a saját berendezések értékcsökkenéséből származó amortizált költség, amelyek részben kihasználatlanul állnak.
Azonban a számítás méretnövekedéssel változik. Amikor az éves termelési mennyiség meghaladja az 5000 egységet szokásos tűrések mellett, a belső gyártási beruházás kezd alacsonyabb egységköltséget eredményezni. A beállítási költségek elegendő darabszámra oszlanak szét ahhoz, hogy a belső gyártás gazdaságossá váljon.
Ha „CNC-es gépkezelők a közelemben” kifejezést keresi, mert időnként prototípusokat vagy közepes mennyiségű sorozatgyártást igényel, akkor a szolgáltatási megmunkálás majdnem biztosan jobb értéket kínál, mint a tőkeberuházás.
Amikor az additív gyártás ésszerűbb választás
a 3D nyomtatás forradalmasította a gyártási gazdaságtant – de nem váltotta fel a megmunkálást. Annak megértése, hogy melyik eljárás mikor nyújtja a legjobb eredményt, segít a megfelelő döntés meghozatalában.
A Xometry folyamatösszehasonlítása szerint a 3D nyomtatás gyorsan előállítja a nettó alakú alkatrészeket, míg a CNC megmunkálás egyedi beállítást igényel, általában manuális programozást és felügyeletet is. Gyakori, hogy a CNC-alkatrészek ára tízszerese a 3D nyomtatott alkatrészek árának kis mennyiség és összetett geometria esetén.
Hol nyer az additív gyártás?
- Bonyolult belső geometriák —rácsos szerkezetek, konform hűtőcsatornák és szerves alakzatok, amelyeket a vágószerszámok nem érhetnek el
- Gyors iteráció —a módosításokhoz csak fájlváltoztatás szükséges, új szerszámozásra vagy programozásra nincs szükség
- Kis mennyiségű termelés —a beállítási költségek minimálisak, így egyetlen darab gyártása is gazdaságos
- Egyesítési lehetőségek —összeszerelési egységek egyetlen nyomtatott alkatrésszé alakíthatók
A 3D nyomtatás azonban jelentős korlátozásokkal jár. A különböző nyomtatási eljárások különböző szilárdságot nyújtanak a kiindulási anyagok saját tulajdonságaihoz képest – például az ABS anyag FFF-eljárással történő nyomtatásánál a szakítószilárdság akár az anyag eredeti szakítószilárdságának csupán 10%-át is elérheti, míg a nylon SLS-eljárással történő nyomtatásánál akár 100%-os is lehet. A CNC megmunkálás olyan alkatrészeket állít elő, amelyek az eredeti, zavartalan anyagból készülnek, ezért általában magas a szilárdságuk.
A felületi minőség egy további kihívást jelent. A 3D nyomtatás általában a folyamat mechanikai sajátosságaitól függ – különösen a Z-irányú felbontás okozza a lépcsőzetes felületeket és a vizuális zavarokat. A CNC-felületi minőség rendkívül egyenletes és nagyon pontos lehet, ha a marópályák úgy vannak programozva, hogy sima felületet eredményezzenek.
A gyakorlati döntési pont? Válassza az additív gyártást prototípusokhoz, összetett geometriákhoz és 50 egységnél kisebb mennyiségekhez. Álljon át szolgáltatási megmunkálásra, ha gyártási minőségű anyagtulajdonságokra, szigorú tűrésekre vagy sima felületekre van szüksége.
Öntés és formázás alternatívái
Nagy sorozatgyártás esetén sem a megmunkálás, sem a 3D nyomtatás nem feltétlenül jelenti a legjobb lehetőséget. Az öntés és a fröccsöntés jelentősen alacsonyabb darabköltséget kínál – feltéve, hogy vállalja a szerszámok beszerzésének költségét.
A fröccsöntés másodpercek alatt, nem órák alatt állíthat elő azonos műanyag alkatrészeket. A formák maguk azonban ezretől több százezer dollárba is kerülhetnek, a bonyolultságtól függően. Ez a beruházás csak akkor ésszerű, ha tízezres nagyságrendben azonos alkatrészeket gyárt.
A nyomóöntés hasonló gazdaságosságot kínál fémparázsok esetében. Öntőszerszám létezése esetén összetett alumínium- vagy cinkalkotó elemek gyorsan előállíthatók. A nyomóöntés azonban nem éri el a megmunkálás pontosságát további műveletek nélkül, és a tervezési módosítások drága szerszámkészlet-módosítást igényelnek.
Mikor jelentenek ezek a módszerek előnyt a szervizmegmunkálással szemben?
- 10 000 egységnél nagyobb mennyiségek —a szerszámköltségek eloszlanak, így az egyes alkatrészekre jutó hatás elhanyagolható
- Stabil tervek —a módosítások költségesek, ezért az alkatrészeknek termelésre készen kell lenniük
- Közepes pontossági követelmények —az öntött vagy formázott állapotban elért pontosság kielégíti a követelményeket
- Hosszabb ideig tartó gyártási folyamatok —ugyanazt a tervezést hónapokig vagy évekig gyártják
Gyártási módszerek összehasonlítása pillantásra
Használja ezt a referencia táblázatot a következő projektje gyártási megközelítéseinek értékelésekor:
| Kritériumok | Szolgáltatási megmunkálás | Helyszíni megmunkálás | 3D nyomtatás | Injekciós formázás | Öntés |
|---|---|---|---|---|---|
| Ideális mennyiség-tartomány | 1–5000 egység | évi 5000+ egység | 1–50 egység | 10 000+ egység | 5.000+ egység |
| Anyag lehetőségek | Gyakorlatilag korlátlan fém- és műanyagválaszték | A saját berendezések által meghatározott korlátozások | Folyamatspecifikus polimerek, néhány fém | Főként termoplasztok | Alumínium, cink, magnézium ötvözetek |
| Tűrési tartomány | ±0,001" elérhető | ±0,001" elérhető | ±0,005–0,010 hüvelyk (tipikus) | ±0,002–0,005 hüvelyk (tipikus) | ±0,005 hüvelyk (tipikus), szorosabb tűrést igénylő alkatrészek megmunkálása |
| Gyártási idő | Napoktól hetekig | Óráktól napokig | Óráktól napokig | Hétköznapok a szerszámok elkészítésére, majd gyors gyártás | Hétköznapok a szerszámok elkészítésére, majd gyors gyártás |
| Beállítási/szerszámköltség | Alacsony-közepes | Magas tőkeberuházás | Minimális | 5000–100 000+ USD szerszámokra | 10 000–100 000+ USD nyomószerszámokra |
| Egységre eső költség (kis mennyiség) | Mérsékelt | Magas | Alacsony-közepes | Nagyon magas | Nagyon magas |
| Egységre eső költség (nagy mennyiség) | Mérsékelt | Az | Magas | Jelentősen alacsony | Jelentősen alacsony |
| Tervezési rugalmasság | Magas | Magas | Nagyon magas | Alacsony költség a szerszámok elkészülte után | Alacsony költség a szerszámok elkészülte után |
| Anyag erősség | Teljes, eredeti anyagtulajdonságok | Teljes, eredeti anyagtulajdonságok | 10–100%, a folyamattól függően | Majdnem teljes polimer tulajdonságok | Majdnem teljes ötvözet-tulajdonságok |
A projekt helyes választása
A legmegfelelőbb gyártási módszer attól függ, hogy a projekt melyik döntési tengely mentén helyezkedik el. Vegye figyelembe az alábbi forgatókönyveket:
Válassza a szervizmunkát akkor, ha:
- Gyártási minőségű fémalkatrészekre van szüksége 10 és több ezer darab közötti mennyiségben
- ±0,005 hüvelyk (≈ ±0,13 mm) vagy ennél szigorúbb tűréshatárok szükségesek
- A tervezete fejlesztésen megy keresztül a tesztelés vagy az ügyfél visszajelzése alapján
- Nincs elegendő tőkéje berendezések beszerzésére vagy képzett munkaerő foglalkoztatására
- Hozzáférésre van szüksége öt tengelyes megmunkálóközpontokhoz vagy specializált eljárásokhoz anélkül, hogy saját tulajdonában tartaná őket
Válassza a belső megmunkálást, ha:
- Az éves gyártási mennyiség rendszeresen meghaladja az 5000 darabot hasonló alkatrészek esetében
- A szállítási idő szabályozása döntő fontosságú – órákon belül, nem napokon belül szüksége van az alkatrészekre
- Az ipari tulajdonvédelmi (IP) aggályok miatt a külső megrendelés kockázatos
- Rendelkezik, illetve képes olyan képzett munkaerőt biztosítani, amely kezelni tudja a berendezéseket
Válasszon 3D nyomtatást, ha:
- A geometriák belső csatornákat, rácsokat vagy szerves alakzatokat tartalmaznak
- Gyorsan iterálja a terveket, és gyors visszajelzésre van szüksége
- A mennyiségek nagyon alacsonyak – különösen egyetlen prototípus esetén
- Az anyagszilárdsági követelmények mérsékeltek
Válassza a formázást vagy öntést, ha:
- A tervek véglegesek és stabilak a hosszú távú gyártáshoz
- A mennyiségek indokolják az szerszámozási beruházást – általában 10 000 darab vagy több egység
- Az alkatrészegységköltség a fő meghatározó tényező
- A tűrések teljesíthetők másodlagos megmunkálás nélkül
Sok projekt profitál a hibrid megközelítésekből. Készítsen prototípust 3D nyomtatással, érvényesítse szervizmegmunkálással, majd lépjen át formázásra, amint a tervek stabilizálódnak. Egy San Francisco-i gépgyár vagy egy San Francisco, CA állambeli gépgyár segíthet Önnek ezen átmenetek kezelésében – sokan mind a megmunkálást, mind azt a tanácsadást nyújtják, hogy mikor érdemes alternatív módszerekre váltani.
A gyártók számára, akik CNC megmunkálási lehetőségeket keresnek Kaliforniában, a döntési keretrendszer ugyanolyan marad, függetlenül a helytől. Értékelje a termelési mennyiségre vonatkozó előrejelzéseit, a megengedett tűréshatárokat, az időbeli nyomást és a tőkekorlátozásokat. A megfelelő gyártási módszer ezeknek a tényezőknek az őszinte értékeléséből ered – nem abból a feltételezésből, hogy melyik technológia a „legjobb”.
Ezzel a döntési keretrendszerrel a végleges lépés a megfelelő megmunkálási partnerek kiválasztása a kiválasztott megközelítés végrehajtásához. Az értékelési szempontok – valamint azok a kérdések, amelyeket fel kell tennie – döntik el, hogy projektje sikeres lesz-e vagy nehézségekbe ütközik.
A megfelelő szolgáltatási megmunkálási partner kiválasztása
Elemezte a folyamatokat, összehasonlította a gyártási módszereket, és megértette, mi határozza meg a költségeket. Most jön el az a döntés, amely meghatározza, hogy projektje sikeres lesz-e vagy bukik: a megfelelő megmunkálási partner kiválasztása. Ez a választás mindent érint – a minőséget, a szállítási határidőt, a költségeket és azt is, hogy képes-e növekedni a kereslet növekedésével együtt.
A Principal Manufacturing Corporation partnerkiválasztási útmutatója szerint a megfelelő CNC-megmunkáló partner kiválasztása biztosítja projektje sikeres lebonyolítását. Egy tapasztalt vállalat pozitívan befolyásolhatja a gyártási folyamat minden aspektusát, a minőségtől az időben történő szállításig.
Akár gépgyártó műhelyeket San Jose-ban értékel, akár Oaklandben (Kalifornia államban) található gépgyártó műhelyeket vizsgál, ezek a szempontok segítenek elkülöníteni a kiváló partnereket a megfelelő szintűektől.
A megmunkáló partnerek értékelésének kulcsfontosságú szempontjai
Mi különbözteti meg a megbízható megmunkáló partnert attól, aki problémákat okoz? Ne csak az árajánlatokra figyeljen, hanem értékelje az alábbi lényeges tényezőket:
- Megfelelő tanúsítványok —ellenőrizze, hogy legalább az ISO 9001 szabványt teljesítik-e, valamint iparágspecifikus szabványokat is, például az IATF 16949-et az autóipari, az AS9100-at a légiközlekedési vagy az ISO 13485-öt az orvostechnikai eszközök területén
- Felszereltségi lehetőségek —győződjön meg arról, hogy rendelkeznek a megfelelő gépekkel alkatrészei megmunkálásához, legyen szó akár 5-tengelyes marásról, svájci esztergálásról vagy specializált EDM-ről
- Átfutási Idő Teljesítmény —érdeklődjön az általános szállítási határidőről a megrendelési mennyiségének megfelelő tartományban, valamint a szállítási kötelezettségek teljesítésének múltbeli eredményességéről
- Kommunikációs elérhetőség —figyelje meg, milyen gyorsan válaszolnak az első lekérdezésekre, mivel ez gyakran előre jelezheti a projekt folyamatos kommunikációját
- Minőségi teljesítménytörténet —kérjen ajánlóleveleket hasonló projektekből, és érdeklődjön a visszautasítási arányról és a korrekciós intézkedések történetéről
- Technikai szakértelmek —értékelje képességüket arra, hogy DFM-visszajelzést adjanak és javaslatokat tegyenek a fejlesztésre, ne csak vakon hajtsák végre a rajzait
- Képesség és skálázhatóság —győződjön meg róla, hogy kezelni tudják jelenlegi igényeit, és együtt növekedhetnek Önnel a termelési mennyiségek növekedésével
A szakmai kutatások szerint egy ügyfélközpontú vállalat szorosan együttműködik az ügyféllel, hogy értékes betekintést nyújtson, megbeszélje a tervezési javításokat, és költségmegtakarítási lehetőségeket javasoljon. A partnerek megbízható tanácsadóként kell működjenek, akik szakértelmüket megosztva segítenek elérni a legjobb lehetséges eredményeket.
Amikor gépgyártó üzemet keres Fremontban (Kalifornia államban) vagy bárhol máshol, kérjen visszajelzéseket olyan ügyfelektől, akik hasonló projekteken dolgoztak a céggel. Tapasztalataik többet árulnak el, mint bármely értékesítési bemutató.
Projektje felkészítése a sikerre
Még a legjobb megmunkálási partner sem tudja ellensúlyozni a rosszul előkészített projekteket. Rendszeresítsen sikert, és foglalkozzon ezekkel az elemekkel, mielőtt első árajánlat-kérést küldene be:
- Teljes tervezési fájlok —szolgáltasson mind 3D CAD-modelleket (a STEP formátumot preferáljuk), mind méretelt 2D rajzokat, amelyeken a tűrések egyértelműen meg vannak adva
- Anyagspecifikációk —jelölje meg a konkrét anyagminőségeket, ne csak az anyagcsoportokat (pl. „6061-T6”, nem csupán „alumínium”)
- Kritikus funkciók azonosítása —emelje ki, mely méretek és funkciók funkcionálisan kritikusak, és melyek általános tűréssel rendelkeznek
- Mennyiségi és ütemezési követelmények —legyen egyértelmű a megrendelt mennyiség, a szállítási határidők, valamint az esetleges változások lehetősége
- Minőségi dokumentációra vonatkozó igények —adja meg, milyen ellenőrzési jelentésekre, tanúsítványokra vagy nyomon követhetőségre van szüksége
A Fictiv gyártási útmutatója szerint egy tapasztalt gyártási partnerrel való együttműködés a fejlesztés kezdetétől kezdve leegyszerűsíti a alkatrészek beszerzésének folyamatát a termékfejlesztés során, és segít csökkenteni a későbbi kockázatokat.
Minél több kontextust ad meg előre, annál pontosabbak lesznek az árajánlatai. Ne kényszerítse potenciális partnereit arra, hogy találgassanak a követelményekről – a bizonytalanság vagy túlzott árakhoz vezet (mert a partnerek fedezik a nem ismert kockázatokat), vagy később meglepetésekre számíthat, ha a feltételezések helytelennek bizonyulnak.
Helyi műhelyek, például a Jose gépgyára vagy a Diaz gépgyára előnyöket kínálhatnak összetett projektek során a személyes együttműködéshez. Ugyanakkor ne korlátozza földrajzilag keresését, ha a szakmai képességek fontosabbak a közelségnél.
A prototípustól a tömeggyártásig
Ez az, ami sok gyártót váratlanul ér: a prototípusok elkészítésében kiváló műhely gyakran küzd a sorozatgyártási mennyiségekkel – és fordítva. Egy olyan partner kiválasztása, aki mindkét területen jártas, megóvja Önt a projekt közepén bekövetkező, fájdalmas beszállítói váltásoktól.
A gyártási kutatások szerint elengedhetetlen egy olyan cég kiválasztása, amely képes kezelni a jövőbeli növekedést. Amint vállalkozása bővül, vagy a projekt követelményei növekednek, egy megbízható partner zavartalanul kezeli a nagyobb termelési mennyiségeket és a változó igényeket.
Milyen gyakorlati formában jelenik meg a skálázhatóság?
- Prototípus-hajlékonyság —képesség kis mennyiségek gyors előállítására, gyakran egy napos határidővel sürgős igények esetén
- Átmeneti gyártási kapacitás —alacsony tételek (tucatnyi-több száz darab) gyártásának kezelése a tervek érvényesítése során
- Termelési kapacitás —berendezések és munkaerő biztosítása több ezer alkatrész havi gyártásához, amint megjelenik a kereslet
- Folyamatkonzisztencia —azonos minőségi szabványok fenntartása függetlenül a tételnagyságtól
- Keresletre való reagálóképesség —a szükséges mennyiségek növelése vagy csökkentése anélkül, hogy a szállítási határidők sérülnének
A skálázható gépi megmunkálási partnerek emellett tisztában vannak a fejlett technológiákba való beruházás fontosságával. Folyamatosan frissítik berendezéseiket, szoftvereiket és gyártási folyamataikat, hogy versenyképesek maradjanak és kielégítsék az iparág egyre változó igényeit.
Autóipari alkalmazásokra kifejezetten: Shaoyi Metal Technology szemlélteti ezt a skálázhatósági modellt. Az üzemük pontos CNC megmunkálási szolgáltatásokat nyújt, amelyeknél a sürgős prototípusok esetében a szállítási határidő akár egy munkanap is lehet, miközben fenntartja a termelési kapacitást, az IATF 16949 tanúsítást és a szigorú SPC protokollokat, amelyeket az autóipari ellátási láncok igényelnek. Ennek a sebességnek és méretnek a kombinációja azt jelenti, hogy partnere nem lesz „kicsi” Önnek, ahogy a projektek a koncepciótól a teljes gyártásig fejlődnek.
Kérdések, amelyeket érdemes feltenni a megrendelés előtt
Mielőtt aláírná az első megrendelési szerződést, szerezzen meg világos válaszokat ezekre a kulcskérdésekre:
- Milyen tanúsítványokkal rendelkezik, és mikor került sor utoljára naprakész ellenőrzésre?
- Meg tudja osztani ügyfelei, akik az én iparágamban tevékenykednek, ajánlásait?
- Mi a tipikus szállítási határideje a nálam várható mennyiség esetében?
- Hogyan kezeli a tervezési változtatásokat a gyártás közepén?
- Milyen belső ellenőrzési képességeik vannak?
- Hogyan tájékoztatnak a projekt állapotáról és bármely felmerülő problémáról?
- Mi történik, ha az alkatrészek nem felelnek meg a specifikációnak?
A válaszok nemcsak a képességet, hanem a karaktert is felfedik. Azok a partnerek, akik kerülik a kérdéseket vagy túlzott ígéreteket tesznek, aggodalmat keltenek. Azok, akik egyértelmű, konkrét válaszokat adnak – beleértve a korlátaik őszinte elismerését is – azt a transzparenciát mutatják, amelyre a sikeres együttműködések szükségesek.
A szervizgyártás sikere végül annyira függ a partnerségi kapcsolat minőségétől, mint a műszaki képességektől. A megfelelő partner olyan szakértelmet hoz magával, amely nem áll rendelkezésére, problémákat észlel, mielőtt azok költségesek lennének, és léptében növekszik az Ön vállalkozásával. Fordítson időt a megfelelő partner kiválasztására, és gyártási projektek biztosan elérik a kívánt eredményeket – határidőre, költségkereten belül és a megadott specifikációknak megfelelően.
Gyakran ismételt kérdések a szervizgyártással kapcsolatban
1. Mennyi az óradíj egy CNC-gép esetében?
A CNC-gépek óránkénti díjszabása általában 30–100 USD között mozog, a helytől, a gép összetettségétől és a feldolgozott anyagtól függően. Az 5 tengelyes működési képesség, a szigorú tűrések és a különleges anyagok magasabb díjakat igényelnek. A beállítási költségeket gyakran külön számítják fel, és a termelési mennyiségre átlagolják, így a nagyobb rendelések darabonként olcsóbbak. A sürgősségi rendelések általában 15–50%-os prémiumot vonnak maguk után a szokásos díjakhoz képest.
2. Mit jelent a megmunkálás?
A megmunkálás egy leválasztó gyártási folyamat, amely a kívánt alakzatokat úgy hozza létre, hogy eltávolítja a felesleges anyagot a nagyobb alapanyagdarabokból. Ellentétben a 3D nyomtatással, amely rétegről rétegre ad hozzá anyagot, a megmunkálás forgó vágószerszámokat vagy csiszolókorongokat használ a kiindulási anyag pontos leválasztására. A CNC (számítógéppel szabályzott) megmunkálás ezt a folyamatot automatizálja előre programozott szerszámpályák segítségével, így lehetővé teszi a bonyolult alkatrészek egységes gyártását ±0,025 mm-es (±0,001 hüvelyk) tűréssel fémből, műanyagból és kompozit anyagokból.
3. Mennyi időt vesz igénybe a CNC megmunkálás a rendeléstől a kézbesítésig?
A szervizmaradásokra vonatkozó átfutási idők a komplexitástól, a mennyiségtől és a gyártóüzem kapacitásától függenek. Az egyszerű prototípusok 1–3 napon belül szállíthatók azokból a létesítményekből, amelyek gyors kiszállítást kínálnak. A szokásos gyártási sorozatok általában 1–3 hetet igényelnek, ideértve a tervezési felülvizsgálatot, a programozást, a megmunkálást és az ellenőrzést. A hőkezelésre vagy anódosításra szoruló másodlagos műveleteket igénylő összetett alkatrészek további napokat igényelnek. A tanúsított autóipari beszállítók, például a Shaoyi Metal Technology, sürgős prototípusok esetében akár egy munkanapos átfutási időt is biztosíthatnak.
4. Milyen fájlformátumokat fogadnak el a CNC gépgyártó üzemek?
A legtöbb professzionális gépgyártó műhely a STEP (.stp, .step) fájlokat részesíti előnyben, mint az univerzális 3D modell-cserére szolgáló szabványt, amelyet gyakorlatilag bármely CAM-szoftver olvas. Az IGES fájlok továbbra is széles körben támogatottak felületi és testgeometriák esetén. A 2D DXF/DWG fájlok elengedhetetlenek sík alkatrészek és kiegészítő méretek esetén. A SolidWorks, az Inventor vagy a Fusion 360 natív CAD-fájljai teljes mértékben megőrzik a tervezési szándékot, ha a műhely ugyanazt a szoftvert használja. Mindig mellékeljen méretes PDF rajzokat, amelyek meghatározzák a tűréseket, a felületi minőséget és a kritikus jellemzőket.
5. Hogyan válasszak a CNC megmunkálás és a 3D nyomtatás között?
Válassza a CNC megmunkálást, ha gyártási minőségű anyagerősségre, szoros tűrések (±0,005 hüvelyk alatt), sima felületi minőségre vagy 50 egységnél nagyobb mennyiségű fémparthoz van szüksége. A 3D nyomtatás kiválóan alkalmazható összetett belső geometriák, gyors tervezési iterációk, nagyon kis mennyiségek és gépi megmunkálással lehetetlen szerves formák esetén. A CNC-megmunkált alkatrészek 100%-osan megőrzik az eredeti anyag tulajdonságait, míg egyes 3D nyomtatási eljárások csak az anyagerősség 10–50%-át érik el. Számos projekt előnyösen kombinálja a prototípuskészítést 3D nyomtatással, majd a gyártási fázisban áttér a megmunkálásra.