 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

CO₂ vs. fémroddal működő vs. kristályos lézer: Melyik lézeres vágótechnológia illik legjobban a projektjéhez?
Mi az a lézervágó műhely, és hogyan működik?
Sosem gondolta volna, hogy az összetett fémtáblák, a pontosan vágott akril kijelzők vagy az egyedi autóalkatrészek hogyan készülnek ilyen hibátlan pontossággal? A válasz gyakran egy lézervágó műhelyre vezet – egy speciális létesítményre, amely fejlett gépekkel van felszerelve, és amely koncentrált fényfénysugarak segítségével alakítja át a nyersanyagokat precíziós alkatrészekké.
Egyszerűen fogalmazva, ezek a létesítmények nagy teljesítményű lézereket használnak a különféle anyagok – például rozsdamentes acél vagy fa – vágására, formázására és egyedi megmunkálására. A technológia úgy működik, hogy egy intenzív lézerfénysugarat fókuszál az anyag felületére , amely felmelegíti az anyagot addig, amíg olvadás, égés vagy elpárologtatás következik be egy pontosan meghatározott útvonal mentén. Az eredmény egy tiszta vágási él minimális hőhatásos torzulással és gyakorlatilag anyagpazarlás nélkül.
Ezek a műhelyek többet kínálnak, mint csupán vágást. Az alábbiakban a legfontosabb képességeiket soroljuk fel:
- Vágás: Anyagok precíz vágása egyszerű formáktól a bonyolult geometriákig
- Gravírozás: Anyag eltávolítása állandó minták, logók vagy felület alatti szöveg kialakításához
- Etchedés: Felületi jelölések készítése mély anyageltávolítás nélkül
- Jelölés: Látható felületváltozások létrehozása azonosítás, márkanevesítés vagy díszítő célokra
Az ipari padlóktól az Ön ajtajáig
A lézeres vágástechnológia fejlődésének története egy izgalmas evolúciós történetként olvasható. Amikor Theodore Maiman 1960-ban fejlesztette ki az első működő lézerberendezést , kevesen gondolták volna, hogy végül kisvállalkozások és hobbi célú felhasználók számára is elérhetővé válik. Évtizedekig ezeket a gépeket az űrkutatási létesítményekben és nagy gyártóüzemekben tartották zárva – hatalmas, drága berendezések, amelyeket csak a nagyvállalatok tudtak megfizetni.
Gyorsan ugorjunk napjainkra, és a kép jelentősen megváltozott. Ami egykor kizárólag ipari technológia volt, ma már mindenki számára elérhetővé vált. A modern lézeres vágási szolgáltatások ma már nemcsak a Fortune 500-as cégeket, hanem a hétvégi alkotókat is kiszolgálják, akik szenvedélyprojekteken dolgoznak. Egy lézeres vágógépet olyan feladatokra használnak, mint a prototípus-fejlesztés vagy teljes gyártási sorozatok, miközben az online rendelési folyamat egyszerűen egy tervezési fájl feltöltésével kezdődik.
A pontossági vágások mögött rejtőző technológia
Mi is a lézeres vágás lényege? Képzeljük el a napfény összpontosítását nagyítóüvegen keresztül – de ezerszer erősebb intenzitással. A CO₂-, fém- vagy kristálylézer-források által generált lézersugár speciális optikai rendszerek segítségével egy rendkívül keskeny pontra fókuszálódik. Ez a koncentrált energia olyan pontosan melegíti a anyagokat, hogy a vágási szélesség kevesebb, mint egy emberi hajszál.
A folyamat a tervezési fájllal kezdődik – általában CAD-szoftverrel készített dokumentummal –, amelyet egy számítógéppel vezérelt (CNC) rendszerre küldenek. Ez az automatizálás biztosítja, hogy minden vágás pontosan megfeleljen a megadott specifikációknak, akár egy darabot, akár ezer darabot gyártanak. Az eredmény? Egyedi lézeres gravírozás és vágás olyan konzisztenciával, amelyet a kézi módszerek egyszerűen nem tudnak elérni.
Kik használják ma a lézervágási szolgáltatásokat
A lézervágási és gravírozási szolgáltatások ügyfélcsoportja drámaian bővült. A gyártók ezekre a szolgáltatókra támaszkodnak termelési alkatrészek beszerzéséhez. Az építészek egyedi építészeti elemeket rendelnek. A művészek bonyolult szobrokat készítenek. A kisvállalkozók saját márkájú termékeket állítanak elő. Még a hobbi célból lézeres gravírozási szolgáltatást keresők is – akik például a „lézeres gravírozás szolgáltatás közel hozzám” kifejezést használják – ma már profi színvonalú eredményekhez juthatnak.
Akár egyetlen prototípust, akár ezrek azonos alkatrészt igényel, ha megérti, hogyan működnek ezek a létesítmények, jobb pozícióba kerül, hogy kihasználja képességeiket saját projektje specifikus igényeihez.
A CO₂- és a kristálylézer-technológiák megértése
Most, hogy megértette, mit kínálnak ezek a létesítmények, nézzük meg azt a technológiát, amely lehetővé teszi működésüket. Nem minden lézer egyformán jött létre – és ha ismeri a CO₂-, a fém- és a kristálylézer-rendszerek közötti különbséget, az időt, a pénzt és a frusztrációt takaríthatja meg, amikor kiválasztja a megfelelő lézeres vágószolgáltatót projektje számára.
Így gondoljon rá: a lézer típusának kiválasztása olyan, mint a megfelelő eszköz kiválasztása egy szerszámkészletből. A kalapács remekül működik a szegek behajtásához, de teljesen alkalmatlan a csavarok becsavarására. Hasonlóképpen, minden lézertechnológia különösen jól alkalmazható bizonyos anyagokhoz és feladatokhoz. Ezeknek a különbségeknek a megértése segít hatékonyan kommunikálni a szolgáltatókkal, és biztosítja, hogy projektje a legmegfelelőbb berendezéssel kerüljön összekapcsolásra.
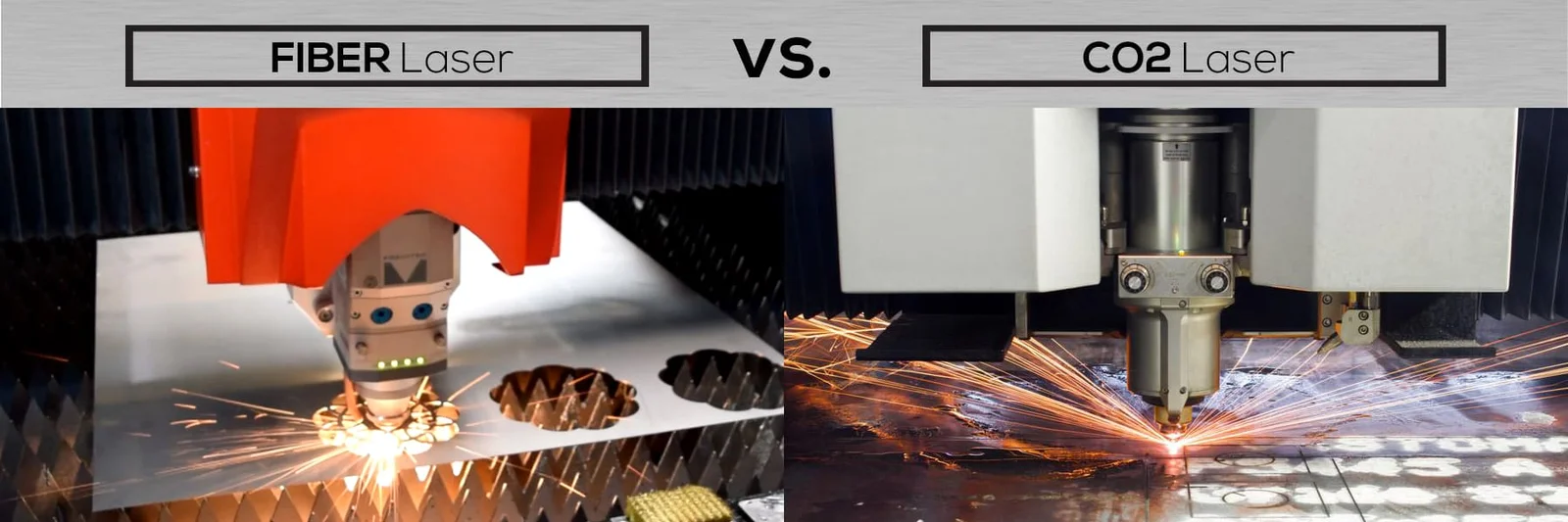
CO2-lézerek szerves anyagokhoz
A CO2 lézerek évtizedek óta az ipar munkalólovaként szolgálnak, és ennek jó oka van. Ezek a gázlézerek elektromosan gerjesztett szén-dioxid-gázelegy segítségével állítanak elő egy lézerfényt, amelynek hullámhossza 10,6 mikrométer . Ez a hosszabb hullámhossz különösen hatékonyan alkalmazható nem fémes anyagoknál.
Mit jelent ez a projekteket illetően? Ha fával, akrillel, üveggel, papírral, textíliákkal, bőrrel vagy a legtöbb műanyaggal dolgozik, akkor egy CO2 lézeres vágógép kiváló eredményeket nyújt. A lézerfény tiszta vágásokat eredményez, minimális megfeketedés mellett az organikus anyagoknál, és az akril munkadarabok gyakran csillogó, polírozott széleket kapnak – ez egy eladási argumentum a táblák és kijelzők területén.
Ugyanakkor a CO2 rendszereknek vannak korlátaik. Nehézséget okoznak a fényvisszaverő fémekkel való munkavégzés, és karbantartásigényük nagyobb, mint a modern alternatíváké. Egy CO2 lézeres fémvágó gép bizonyos fémfeldolgozási feladatokat el tud végezni, de általában lassabb és kevésbé hatékony ebben a célban, mint a rostoptikás alternatívák.
Fémfeldolgozásra szakosodott folyamatos fényforrású lézerek
Amikor a fém az elsődleges anyag, a folyamatos fényforrású lézeres vágási szolgáltatások képviselik az aranystandardot. Ezek a szilárdtest lézerek a sugárzást speciálisan kialakított, pumpadiódák által erősített üvegszálak segítségével állítják elő, és 1,064 mikrométeres hullámhosszt generálnak – ami kb. tízszer rövidebb, mint a CO₂-lézereké.
Miért fontos a hullámhossz? A rövidebb hullámhossz rendkívül kis fókuszátmérőt és akár a CO₂-lézerekhez képest azonos teljesítményszinten 100-szor nagyobb intenzitást eredményez. Ez gyorsabb vágási sebességet, kiváló pontosságot és kiváló teljesítményt eredményez a tükröző felületű anyagoknál, például az alumíniumnál, a sárgaréznél és a réznél, amelyekkel a CO₂-rendszerek problémákat okoznak.
Gyakorlati szempontból egy fémeket vágó, száloptikás technológiát alkalmazó lézeres vágógép további előnyöket kínál: minimális karbantartási igény és 25 000 lézeróránál hosszabb élettartam. Bármely fémmegmunkáláshoz használt lézeres vágógépnél – legyen az szénacél, rozsdamentes acél vagy titán – a száloptikás technológia általában a legjobb eredményeket nyújtja.
Érdemes megismerni a MOPA lézer speciális változatát is, amelynek impulzusideje beállítható. Ez a rugalmasság teszi a MOPA lézert egyik legtöbbfelhasználásos lehetőséggé egyetlen fémmegmunkáló lézeres vágógépen belül.
Kristálylézerek: A pontosságszakértők
A kristálylézerek – például az Nd:YAG (neodímiummal dopolt ittrium-alumínium-gránát) és az Nd:YVO (neodímiummal dopolt ittrium-orto-vanadát) – speciális piackérdést foglalnak el. Ugyanúgy, mint a száloptikás lézerek, 1,064 mikrométeres hullámhosszt állítanak elő, így alkalmasak fémek és műanyagok megmunkálására.
A kompromisszum? A kristálylézerek pumpadiódákat tartalmaznak, amelyeket kb. 8000–15 000 lézeróra után ki kell cserélni – ez jelentősen rövidebb, mint a száloptikás lézerek élettartama. Maguk a kristályok is korlátozott élettartammal rendelkeznek. Bár kiváló pontossággal végzik a munkát, különösen a megjelölés és a gravírozás területén, magasabb karbantartási igényük és alkatrész-költségeik miatt kevésbé gyakoriak az általános célú lézeres fémvágó gépek alkalmazásában.
A megfelelő lézertechnológia kiválasztása projektje számára
A megfelelő technológia kiválasztása annyit jelent, hogy összeegyezteti anyagát és alkalmazási igényeit a lézer képességeivel. Az alábbi összehasonlító táblázat felsorolja a kulcsfontosságú különbségeket:
| Lézer típus | Legjobb anyagok | Tipikus vastagság tartomány | Sebesség jellemzők | Tökéletes alkalmazások |
|---|---|---|---|---|
| CO2 | Fa, akríl, üveg, papír, textíliák, bőr, műanyagok, fóliák | Legfeljebb 25 mm nemfémes anyagokhoz; korlátozott fémmegmunkálási képesség | Közepes; kiváló sugárminőség | Reklámtáblák, kijelzők, gravírozás, nemfémes anyagok vágása, díszítő munkák |
| Szál | Szánszén-acél, rozsdamentes acél, alumínium, réz, sárgaréz, titán | Vékony lemez 2+ hüvelyktől a gép méretétől függően | Gyors; akár 100-szoros intenzitású CO₂-lézerrel azonos teljesítmény mellett | Lemezfémmegmunkálás, autóalkatrészek, ipari alkatrészek, tükröző fémes anyagok |
| Kristály (Nd:YAG/Nd:YVO₄) | Fémek, bevonatos fémek, műanyagok, egyes kerámiák | Főként vékony anyagokra; jelölésre specializálódott | Pontos, de magasabb karbantartási gyakoriságot igényel | Pontos jelölés, gravírozás, speciális ipari alkalmazások |
Amikor lézerszervizszolgáltatókkal vagy bármely szolgáltatóval konzultál, pontosan érdeklődjön, milyen típusú lézereket üzemeltetnek. Egy olyan műhely, amely mind CO₂-, mind folyamatos hullámhosszú (fiber) lézert is üzemeltet, rugalmasságot biztosít különböző anyagokból álló projektekhez, míg a specializált létesítmények mélyebb szakértelemmel rendelkezhetnek adott anyagkategóriákban.
Ezen technológiai alapok megértése segít megbízható döntéseket hozni – azonban a technológia csupán egy része az egyenletnek. Legalább ennyire fontos ismerni, hogy mely anyagok illeszkednek legjobban az egyes lézertípusokhoz, és milyen eredményekre lehet reálisan számítani.
Anyagok, amelyeket lézeres vágóüzemben vághat
Kiválasztotta a megfelelő lézertechnológiát – de mi a helyzet az anyagokkal? Az, hogy mely alapanyagok alkalmasak egy-egy rendszerhez, kulcsfontosságú tényező: jó eredményekből kiválók lesznek. Nézzük át az egyes anyagkategóriákat, amelyekkel találkozhat, és mit várhat mindegyiktől.
A lézertípus és az anyag közötti kapcsolat nem csupán a kompatibilitás kérdése – hanem az optimalizálásé. Egy fémroddal működő lézer technikailag képes fa vágására is, de nem biztosítja a CO₂-lézerrel elérhető tiszta vágási éleket. Hasonlóképpen, CO₂-lézerrel fém vágása időpazarlás, és alacsony minőségű eredményt ad. Az alábbi útmutatás segít Önnek az anyagok és a technológia optimális összeillésének megtalálásában .
Fémek, amelyeket a lézeres vágás különösen jól kezel
A fémek lézeres vágása az egyik legnagyobb igényt támasztó alkalmazási terület, amely a legjobb eredmények eléréséhez nagy teljesítményű fémroddal működő lézereket igényel. A jó hír az, hogy a modern berendezések ellenállhatatlanul széles skálájú fémes anyagokat vágnak precízen – olyan pontossággal, amelyet a hagyományos módszerek nem tudnak elérni.
Acél és rozsdamentes acél: Ezek továbbra is a leggyakrabban feldolgozott fémek. Amikor rozsdamentes acélt kell lézerrel vágni, a szállézerek tiszta, oxiddal mentes széleket biztosítanak, különösen, ha a nitrogén a segédgázként szolgál. A széncsepp hatékonyan vágja a vastagságokat, a vékony méretű lemezektől az egy hüvelyknél nagyobb lemezekig.
Alumínium: A lézerrel vágott alumínium egyedülálló kihívásokat jelent a magas tükrözőség és hővezetőképesség miatt. A modern nagy teljesítményű szálrendszerek azonban hatékonyan kezelik ezeket a tulajdonságokat. A szőnyeg szélessége a vashoz képest kissé nagyobb, de a szélek minősége a legtöbb alkalmazás esetében kiváló.
Ón és sárgaréz Ezek a nagy fényvisszaverő anyagok egykor komoly kockázatot jelentettek a lézerberendezésre. A mai speciális szállézerrendszerek megfelelő teljesítményszintekkel megbízhatóan vágják le mindkét anyagot, így lehetőség nyílik az elektromos alkatrészek, díszítő tárgyak és precíziós alkatrészek gyártására.
A tiszta szélekhez használt műanyagok és akrilanyagok
A műanyagok lézeres vágása körültekintő anyagválasztást igényel—nem minden műanyag reagál biztonságosan a lézeres feldolgozásra. Annak megértése, mely anyagok alkalmasak és melyeket kerülni kell, mind a projektet, mind a berendezést védi.
Akriil (PMMA/Plexiglass): Ez az anyag a lézeres feldolgozás elismert bajnoka. Az ACRYLITE gyártási útmutatója szerint a CO₂-lézerek lángpolírozott éleket állítanak elő, a vágási tűréshatár kevesebb, mint 0,005"/láb. Megfelelő beállításokkal végzett akriil-vágási szolgáltatás fényes, professzionális éleket eredményez, amelyek tökéletesen alkalmasak reklámtáblákra, kiállítóelemekre és ékszerekre.
POM (Acetal/Delrin): Ez a mérnöki műanyag kiválóan alkalmazható funkcionális alkatrészek gyártására. Ha fogaskerekekre, csapágygyűrűkre vagy mechanikus alkatrészekre van szüksége, a POM tisztán vágódik, és megőrzi méretstabilitását.
Kerülni való anyagok: Számos gyakori műanyag komoly veszélyt jelent. A PVC klórgázt bocsát ki, amely sósavat képez – ez tönkreteszi a berendezéseket és mérgező körülményeket teremt. Az ABS cianidvegyületeket bocsát ki, és elolvad, nem pedig elpárolog. A vastag polikarbonát (Lexan) gyullad meg, és súlyosan elszíneződik. Bármely megbízható létesítmény visszautasítja ezeket az anyagokat.
Fa- és kompozit anyagokra vonatkozó irányelvek
A fa melegséget és sokoldalúságot nyújt, amit a szintetikus anyagok nem tudnak megismételni. A CO2 lézerek hatékonyan feldolgoznak a legtöbb fajta fát, bár a sűrűségbeli különbségek paraméter-beállításokat igényelnek.
Természetes keményfák: A dió, a juhar, a cseresznye és a tölgy gyönyörű eredményeket adnak, de magasabb sűrűségük miatt több teljesítményt és lassabb vágási sebességet igényelnek. Sötétebb szélszínű égési nyomot várhat, amelyet számos alkalmazás éppen esztétikai elemként fogad el.
Lágyszárú fák: A balsa, a fenyő és a cédrus alacsonyabb teljesítménybeállításokkal gyorsan vágódik. Ezek az anyagok jól alkalmazhatók prototípusok készítésére és olyan projektekhez, ahol a sebesség fontosabb, mint az élsimítás.
Mérnöki fatermékek: A rétegelt lemez és az MDF figyelmeztető jelzést tartalmaz. A ragasztók, amelyek ezeket az anyagokat összekötik, formaldehidet és egyéb vegyületeket szabadíthatnak fel fűtés hatására. Jó szellőzés elengedhetetlen, és a vágás minősége változó lehet a rétegek közötti ragasztóegyenletlenségek miatt.
| Anyagkategória | Gyakori típusok | Tipikus vastagság tartomány | Vágási minőségi megjegyzések | Különleges megfontolások |
|---|---|---|---|---|
| Vasalapú fémek | Szénkahéj, Rèsz | 0,5 mm-es (24 gauge) vastagságtól 25,4 mm fölé (szálas lézer) | Tiszta vágási élek; a nitrogén segédgáz megakadályozza az oxidációt rozsdamentes acélon | Szükséges a szálas lézer; a CO₂-lézer hatástalan |
| Nem vasalapú fémek | Alumínium, réz, sárgaréz | Legfeljebb 12,7 mm (0,5") ötvözetektől függően | Jó vágási élek; szélesebb vágási rés az alumíniumnál | A magas tükrözőképesség speciális szálas lézerrendszereket igényel |
| Akrilik | PMMA, Plexiglas, öntött akril | Legfeljebb 1" megfelelő teljesítménnyel | Lángpolírozott élek; kiváló átlátszóság | CO₂ lézer ajánlott; védőréteg megakadályozza a felületi károsodást |
| Mérnöki plasztikusanyagok | POM/Delrin, Mylar | Legfeljebb 0,5" | Tisztán vágott darabok funkcionális alkatrészekhez | Ellenőrizze az anyag összetételét; kerülje a PVC-t és az ABS-t |
| Természetes fajták | Tölgy, juhar, dió, fenyő, balsafa | Legfeljebb 0,75" tipikusan | Jellegzetes megégett szélek; a sűrűségtől függően változó | Gyúlékony; soha ne hagyja felügyelet nélkül |
| Műfa | Rétegelt lemez, MDF, keménylemez | Legfeljebb 0,5" | Változó az ragasztórétegek miatt | Mérgező gázok a kötőanyagokból; kiváló szellőzés szükséges |
| Anyagoknak | Pamut, gyapjú, denim, poliészter | Egyetlen réteg könnyű rakományokhoz | Természetes rostok tisztán vágódnak; szintetikus anyagok szegélyt zárnak le | Tűzveszély természetes rostok esetén; a poliészter fröccsenésmentes széleket eredményez |
| Papír/karton | Kártyapapír, hullámpapír, kartonpapír | Legfeljebb 0,25" | Kiváló részletgazdagság | Magas tűzveszély; fenntartandó a levegősegítés és a felügyelet |
Miután tisztázta az anyagválasztást, készen áll a következő kritikus lépésre – a tervezési fájlok megfelelő előkészítésére. Még a tökéletes anyagválasztás sem tudja ellensúlyozni a fájl-előkészítési hibákat, amelyek késleltetik a projekteket és növelik a költségeket.
Tervezési fájljai előkészítése a lézeres vágás sikeréhez
Kiválasztotta az anyagot, és tudja, melyik lézeres technológia illik leginkább a projektjéhez. Most jön az a lépés, ahol sok első alkalommal vásárló ügyfél elakad – a fájl-előkészítés. Akár a legfejlettebb lézeres vágó CNC gép is csak annyit tud elvégezni, amennyit Ön ad neki, és a rosszul előkészített fájlok késedelmet, helytelen vágásokat és anyagpazarlást eredményeznek.
Gondolja úgy a tervezési fájlját, mint egy utasításkészletet. Ha ezek az utasítások hibákat, kétszérdelműségeket vagy formázási problémákat tartalmaznak, a gép szó szerint értelmezi őket – gyakran frusztráló eredményekkel. A jó hír? A legtöbb fájl-előkészítési probléma teljesen elkerülhető, ha megérti, hogy a lézeres vágási szolgáltatások valójában mire is van szükségük a terveiből.
Minden lézeres műhely által elfogadott fájlformátumok
A lézeres vágógépek vektoros fájlokat használnak, nem rásterképeket. Miért? A vektoros fájlok matematikai útvonalakat használnak alakzatok meghatározására, így korlátlan méretre tudják nagyítani őket minőségromlás nélkül. Egy rásterkép (például egy JPEG vagy PNG) pixelekből áll, amelyek nagyításkor elmosódottakká válnak, és nem biztosítanak olyan pontos vágási útvonalakat, amelyekre a gépeknek szükségük van.
A legtöbb precíziós lézeres vágóüzem az alábbi szabványos formátumokat fogadja el:
- DXF (Drawing Exchange Format): A CAD-fájlok univerzális szabványa – gyakorlatilag minden műhely ezt a formátumot fogadja el konverziós problémák nélkül
- AI (Adobe Illustrator): A natív Illustrator-fájlok jól működnek, különösen akkor, ha a tervek művészi elemeket is tartalmaznak
- SVG (Skálázható Vektorgrafika): Nyílt forráskódú formátum, amely megőrzi a vektorok integritását különböző szoftverplatformokon
- PDF (Hordozható Dokumentum Formátum): Elfogadott, ha vektoros grafikát tartalmaz, bár egyes gyártók inkább dedikált CAD-formátumokat részesítenek előnyben
- DWG (AutoCAD Rajz): Az AutoCAD natív formátuma, amelyet gyakran használnak mérnöki és építészeti alkalmazásokban
Ha bizonytalan, a DXF marad a legbiztonságosabb választás. A szerint SendCutSend irányelvei , a raszter formátumból történő átalakítás után a méretek ellenőrzése elengedhetetlen – a tervezet 100%-os méretarányban történő nyomtatása segít megerősíteni, hogy minden méret pontosan megfelel-e a követelményeknek a leadás előtt.
Tervezési hibák, amelyek késleltetik a projektet
Még a tapasztalt tervezők is hibákat követnek el a fájlok előkészítése során. A leggyakoribb buktatók megértése segít elkerülni azokat a visszajelzés-alapú módosításokat, amelyek lelassítják a gyártást és növelik a költségeket.
Az alábbiak a leggyakrabban problémákat okozó hibák:
- Bezáratlan utak: Minden alakzatnak teljes, zárt hurkot kell alkotnia. A nyitott útvonalak zavarják a lézeres vágórendszereket – a gép nem tudja meghatározni, hol ér véget a belső és hol kezdődik a külső terület. Ahogy Kirmell megjegyzi bármely nyitott útvonal hiányos vagy pontatlan vágásokhoz vezethet
- Egymásra helyezett vagy duplikált vonalak: Amikor két vonal ugyanazon a pozíción helyezkedik el, a lézer esetleg kétszer vágja ugyanazt az útvonalat, ami túlzottan ágégzi az anyagot, vagy szélesebb vágási rést eredményez, mint amit terveztek
- Helytelen méretarány vagy mértékegység: Egy 10 mm-es tervezési méret a szoftverben esetleg 10 hüvelyknek értelmeződik a vágórendszer által. Mindig ellenőrizze, hogy a fájl egységes mértékegységeket használ, és megfelel a kívánt fizikai méreteknek
- Hiányzó tűrések: A lézeres vágás kiváló pontosságot ér el – általában ±0,1 mm –, de a kritikus méretkövetelmények kommunikációja nélküli gyártás olyan alkatrészeket eredményez, amelyek nem illeszkednek megfelelően az összeszerelésekbe
- Aktív szövegdobozok: A kontúrvonalakká nem konvertált (vagy egyes CAD-szoftverekben „felrobbantott”) szöveg rosszul jelenhet meg, vagy egyáltalán nem vágódhat ki. Vigye az egérkurzort a szövegelemek fölé – ha szerkeszthetők, akkor vektorformákká kell őket konvertálni
- Beágyazott raszterképek: A fájlba beágyazott háttérképek vagy nem vektoros grafikák vagy figyelmen kívül maradnak, vagy feldolgozási hibákat okoznak
- Lehetetlenül kis részletek: A lézer vágási rése (kerf) szélességénél kisebb részletek nem vághatók pontosan. A minimális méretkorlátnál kisebb körök, szövegek vagy bonyolult minták égési nyomokat vagy hiányzó elemeket eredményeznek.
Fájlok előkészítése az első sikeres munkafolyamat érdekében
A megfelelő előkészítés átalakítja a tervezetét olyan lézerrel vágott alkatrészekké, amelyek pontosan megfelelnek elképzelésének. Kövesse az alábbi gyakorlatokat annak biztosítására, hogy a lézeres tervezési szolgáltatások feldolgozhassák fájljait változtatások nélkül.
Ellenőrizze, hogy minden útvonal zárva van-e: Használja szoftverének útvonal-elemző eszközeit a hézagok azonosítására. Az Illustratorban a „Csatlakoztatás” parancs összeköti a nyitott végpontokat. A legtöbb CAD-program hasonló ellenőrzési funkciókat tartalmaz.
Távolítsa el az összes ismétlődő geometriát: Az egymásra helyezett vonalak gyakran másolás-beillesztési műveletekből vagy más programokból történő importálásból származnak. Futtassa szoftverének takarítási vagy egyesítési funkcióit az ismétlődések kiküszöbölésére.
Szöveg átalakítása vonalakká: A kivitel előtt válassza ki az összes szövegelemet, és alakítsa át vektoros útvonalakká. Az Illustratorban ez azt jelenti, hogy „Körvonalak létrehozása”. A SolidWorks-felhasználók nyugodtan exportálhatnak – a legtöbb rendszer automatikusan figyelmen kívül hagyja a „Diákverzió” vízjelet.
Vegye figyelembe a vágási rést (kerf): A lézer sugara anyagot távolít el a vágás során, általában 0,1–0,4 mm közötti mértékben, az anyagtól és a teljesítménybeállításoktól függően. Pontos illeszkedés érdekében tolja el a vágási vonalakat a várható vágási rést (kerf) félszélességével. Számos műhely konkrét vágási rést értékeket szolgáltat kérésre.
Ellenőrizze, hogy vannak-e becsapódott kivágások: Azok a belső elemek, amelyek nincsenek összekötve a fő tervezettel, a vágás során leesnek, és nem őrizhetők meg. Ha szüksége van ezekre az elemekre, adjon hozzá kis rögzítő hidakat (füleket), hogy megtartsa őket, vagy küldje be őket külön tervekként.
Adja meg egyértelműen a tűréseket: A lézeres vágás pontosságának biztosítása érdekében kritikus méretek esetén jelezze a fájlban vagy a megrendelés megjegyzéseiben a konkrét tűréshatárokat. A szokásos pontossági képesség körülbelül ±0,1 mm, de ha közli, hogy mely méretek a legfontosabbak, az segít a műhely munkatársainak, hogy prioritást adjanak a számára leglényegesebb pontosságnak.
Méretek kereszthatározása: Nyomtassa ki a tervezetét 100%-os méretarányban, és mérje meg a kulcsfontosságú elemeket tolómérővel vagy vonalzóval. Ez az egyszerű lépés időben észleli a méretarány-hibákat, mielőtt drága hibák lennének.
Szakmai tipp: Számos lézeres vágási szolgáltatás fájl-ellenőrzést kínál a gyártás megkezdése előtt. Használja ki ezt a lehetőséget – egy rövid előgyártási ellenőrzés olyan problémákat derít fel, amelyek különben költséges újrafuttatást igényelnének.
Megfelelően előkészített fájlok birtokában minőségi eredményeket kaphat. De hogyan viszonyul a lézeres vágás a többi technológiához? Annak megértése, hogy ez a folyamat hol ragyog – és hol lehetne más módszer hatékonyabb – segít a legokosabb döntés meghozatalában minden egyes projekt esetében.
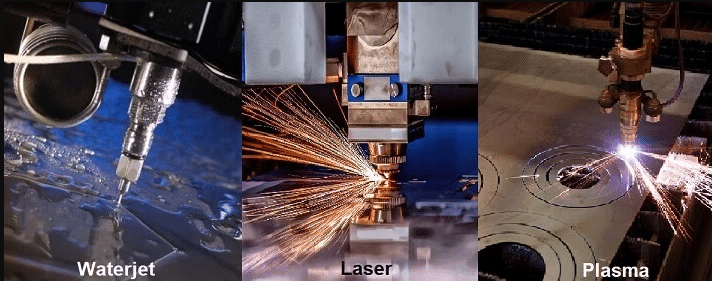
Lézeres vágás vs. vízsugár-, plazma- és CNC marás
A tervezési fájljai készen állnak, és Ön tudja, mely anyagok alkalmazkodnak legjobban a lézeres technológiához. De itt egy érdemes megkérdezni: valóban a lézerszabás a legmegfelelőbb választás az adott projektje számára? Néha a válasz határozottan igen – más esetekben azonban alternatív technológiák jobb eredményt nyújtanak alacsonyabb költséggel.
A hibás vágási módszer kiválasztása több ezer dollárt is költhet el pazarolt anyagokra és elveszített időre. Akár egy fémmegmunkáló üzemet üzemeltet, akár egy hobbi-projekt számára rendel egyedi alkatrészeket, az Ön konkrét igényeihez leginkább illő vágási technológia kiválasztása döntő jelentőségű. Vizsgáljuk meg, hogyan állítható össze a CNC lézerszabás három fő alternatívával: a vízsugárral, a plazmával és a CNC marással.
| TECHNOLOGIA | Pontossági Szint | Sebesség | Az anyagi összeegyeztethetőség | Élek minősége | Költség tényezők | Legjobb felhasználási esetek |
|---|---|---|---|---|---|---|
| Lézeres vágás | ±0,001 mm-től ±0,1 mm-ig; kiváló finom részletek esetén | Gyors vékony anyagoknál; lassul a vastagsággal | Fémek, műanyagok, fa, textíliák; korlátozottan használható vastag vagy tükröző anyagoknál, ha nem szálaslézerrel történik | Tiszta, sima vágott élek; minimális utómunka szükséges | Közepes berendezési költség; hatékony vékony lemezek sorozatos gyártására | Bonyolult minták, vékony lemezfémmel, pontossági alkatrészekkel, elektronikával, táblákra |
| Vízsugaras | ±0,1 mm tipikus; kiváló eredmény vastag anyagoknál | Lassabb, mint a lézer- és plazmavágás; 3–4-szer lassabb 1 hüvelykes acélnál, mint a plazmavágás | Gyakorlatilag bármilyen anyag, beleértve a követ, az üveget és a kompozitokat; durva vágásokhoz akár 24 hüvelykes vastagságig | Selyemsima felület; nincs hőhatott zóna | Magasabb berendezési költség (~195 000 USD a plazmavágás 90 000 USD-ja ellenében); magasabb üzemeltetési költségek | Hőérzékeny anyagok, vastag alapanyagok, kő/üveg, légiközlekedési alkatrészek |
| Plazma | Kevésbé pontos, mint a lézervágás; szerkezeti munkákra alkalmas | A leggyorsabb vastag vezető fémeken | Csak vezetőképes fémek (acél, alumínium, réz) | Salakot/drosszt hagy; gyakran szükség van másodlagos utómunkára | Legalacsonyabb berendezési és üzemeltetési költségek | Szerkezeti acél, nehézgépek, hajóépítés, vastaglemez-feldolgozás |
| CNC Frészlés | ±0,01 mm; kiválóan alkalmas összetett 3D-geometriákra | Általában lassabb; a anyagot fokozatosan távolítja el | Fémek, műanyagok, fa, kompozitok; jól kezeli a vastag / sűrű anyagokat | Simított felület; esetleg csiszolásra vagy polírozásra van szükség | Magasabb kezdőberendezési költség; pontos 3D-alkatrészek gyártására gazdaságos | Összetett 3D-alkatrészek, légi- és űrkutatási ipar, orvosi eszközök, vastag anyagok megmunkálása |
Amikor a lézeres vágás túlszárnyalja az alternatívákat
A lézeres CNC-technológia akkor ragyog leginkább, amikor a pontosság és a sebesség találkozik. Szerint Makera összehasonlító kutatása a lézeres vágás toleranciája akár ±0,001 mm-es is lehet – így ideális olyan alkalmazásokhoz, amelyek finom részletgazdagítást és éles éleket igényelnek. Gondoljon ékszerek alkatrészeire, elektronikai házakra, egyedi táblákra és bonyolult díszítő munkákra.
A fókuszált sugár kivételesen tiszta éleket hoz létre, amelyek gyakran nem igényelnek további utómunkát. Vékony lemezek és részletes minták esetén a fémvágó lézer olyan eredményeket nyújt, amelyeket a plazmavágás egyszerűen nem tud elérni. A legjobb lézer a vékony anyagok vágására általában akkor választható, ha az élminőség és a pontosság áll a legfontosabb szempontok között.
A sebességelőnyök különösen érzékelhetők vékony anyagok és összetett tervek esetén. Míg a CNC marás fokozatosan távolítja el az anyagot (ami időigényes folyamat bonyolult 2D-minták esetén), a fémvágó lézer műveletei majdnem azonnal lezajlanak a vágási útvonal mentén. A nagy mennyiségű termelés és a szigorú határidők jelentősen profitálnak ebből a hatékonyságból.
A lézervágásnak azonban gyakorlati korlátai is vannak. Ipari tesztelés megerősíti, hogy a lézerek nehézséget okoznak egy hüvelyknél vastagabb felületek vágásánál – és a vágás során keletkező hő bizonyos anyagoknál égési vagy feszültségi nyomokat hagyhat, amelyek másodlagos utómunkát igényelnek.
Vízsugár vs. lézer vastag anyagokhoz
Amikor a anyag vastagsága nő, vagy hőérzékenység válik aggodalomra, a vízsugárvágás vonzó alternatív megoldásként tűnik fel. Ez a hidegvágási eljárás nagynyomású vizet (gyakran aprított részecskékkel keverve) használ az anyagok szétvágására anélkül, hogy hőhatással érintett zónákat hozna létre.
A sokoldalúsága figyelemre méltó. A Flow Waterjet műszaki összehasonlítása szerint az aprítóanyagos vízsugárvágás gyakorlatilag bármilyen anyagot képes feldolgozni – fémeket, kőzeteket, üveget, kompozitokat, sőt élelmiszereket is – akár 24 hüvelyk (61 cm) vastagságig durva vágásokhoz. Egyetlen más vágástechnológia sem tudja ezt az anyagfelhasználási rugalmasságot felülmúlni.
Hőérzékeny alkalmazások esetén a döntés egyértelműbbé válik. A lézeres vágás koncentrált hőenergiát termel, amely deformálhatja a vékony anyagokat, illetve keményedett zónákat hozhat létre a fémekben. A vízsugárvágás sima, selymes felületet eredményez hő okozta torzulás nélkül, ezért elsősorban repülőgépipari alkatrészek, orvosi eszközök és olyan anyagok vágására használják, ahol a fémetani tulajdonságoknak változatlanoknak kell maradniuk.
A kompromisszum? A sebesség és a költség. A tesztek szerint a plazmavágás 25 mm vastagságú acélnál körülbelül 3–4-szer gyorsabb, mint a vízsugárvágás, és az üzemeltetési költsége kb. fele annyi méterenként. A teljes vízsugárvágó rendszerek ára körülbelül 195 000 USD, míg a hasonló plazmavágó berendezéseké kb. 90 000 USD. A legtöbb, acél- és alumíniumfeldolgozásra specializálódott fémmegmunkáló üzem számára a plazma- vagy lézervágás gyakran jobb megtérülést biztosít – ugyanakkor a vízsugárvágás egyedülálló képességei miatt elhelyezhetetlen marad.
A megfelelő technológia kiválasztása a projektje számára
Ezeknek a technológiáknak a áttekintése után egy dolog válik világossá: nincs egyetlen „legjobb” vágási módszer. Mindegyik adott helyzetekben ragyog.
Válassza a lézeres és CNC-lézervágást, ha:
- Bonyolult, finom részleteket tartalmazó tervekre van szüksége vékony anyagokon
- Az élminőség fontos, és minimális utómunkát kíván
- A lemezanyagok gyártási sebessége elsődleges szempont
- Kis tűréshatárok szükségesek (±0,1 mm vagy jobb)
Válassza a vízsugaras vágást, ha:
- Az anyag nem tűri a hőt (légi- és űrkutatási ötvözetek, hőkezelt fémek)
- Nemfém anyagokat – például követ, üveget vagy kompozitokat – vág.
- A vastagság meghaladja az egy hüvelyket
- A hőhatásra kialakuló zónák elfogadhatatlanok az alkalmazásához
Plazmavágás válasszon, ha:
- Vastag vezető fémek (acél, alumínium, réz) dominálnak a munkájában
- A költségvetési korlátozások fontosabbak, mint az élek megmunkálása
- A nagy vastagságú lemezek gyors vágása fontosabb, mint a pontossági követelmények
- Plazmavágást keresek a közelemben, gyors határidővel szerkezeti munkákhoz
CNC marást válasszon, ha:
- Összetett háromdimenziós alakzatok szükségesek
- Sűrű vagy vastag anyagok pontos megmunkálását igénylik
- A felületminőség magas követelményei utólagos finomítást igényelnek a vágás után
- Az alkalmazások szilárd tömbökből történő anyageltávolítást igényelnek, nem pedig lemezvágást
Sok sikeres gyártóüzem végül több technológiát is bevezet – és erre jó okai vannak. Az a rendszer, amely a leggyakoribb projekteket kezeli, logikus kiindulási alap, de a képességek idővel történő bővítése lehetővé teszi, hogy szélesebb körű ügyféligényeket elégítsen ki.
Annak megértése, melyik technológia illik a projektjéhez, csak egy része a feladványnak. Ugyanolyan fontos azonban tudni, hogy ezek a szolgáltatások valójában mennyibe kerülnek, és hogyan működik a díjképzés – egy olyan téma, amely gyakran frusztrálja az első alkalommal ilyen szolgáltatást igénylő ügyfeleket, akik átláthatóságot várnak.
A lézeres vágás költségeinek és árképzési tényezőinek megértése
Ha valaha már kerestek egy lézeres vágási szolgáltatást a közelben, és frusztrálóan homályos árinformációkba ütköztek, nem egyedül állnak ebben. A lézeres vágás költségei – ellentétben egy késztermék bolti megvásárlásával – drámaian változnak több tucat változó függvényében, és a legtöbb szolgáltató éppen ezért nem teszi közzé a fix árlistáit.
Azoknak a tényezőknek a megértése, amelyek meghatározzák a végső árat, lehetővé teszi, hogy okosabb döntéseket hozzanak, optimalizálják terveiket a költséghatékonyság érdekében, és hatékonyan kommunikáljanak árajánlat-kéréskor. Nézzük meg részletesen azokat a tényezőket, amelyek valójában meghatározzák a lézeres vágás díját.
Mi határozza meg a végső árat
Minden lézeres vágási projekt egyedi, de az árképzés előrejelezhető mintákat követ. A Komacut árképzési elemzése szerint a főbb tényezők a felhasznált anyag típusa, vastagsága, a tervezés összetettsége, a vágási idő, a munkadíjak és a felületkezelési folyamatok. Íme, hogyan befolyásolja mindegyik elem a lézeres vágás díját:
- Anyag típusa és költsége: Különböző anyagok különböző alapárakkal járnak – a rozsdamentes acél drágább, mint az enyhe acél, és a speciális ötvözetek prémium árakat igényelnek. Az alapanyag-költség bármely árajánlat alapját képezi
- Anyagvastagság: A vastagabb anyagok több energiát, lassabb vágási sebességet és növekedett gépalkatrész-elhasználódást igényelnek. Egy 1 mm-es acél alkatrész vágása egy-től három másodpercig tarthat, míg a vastagabb alapanyagok jelentősen több időt és energiafelhasználást igényelnek
- Tervezési összetettség: A számos kivágással rendelkező bonyolult minták több fúráspontot igényelnek – mindegyik további vágási időt jelent. A szakmai adatok szerint a több fúráspont és a hosszabb vágási útvonal közvetlenül növeli a költségeket a gépek hosszabb üzemideje miatt
- Teljes vágási útvonal hossza: A lézernek végig kell futnia minden vonalon a tervezésben. Több vágás több időt jelent, és az idő pénzbe kerül, amikor a gépek óránként 60–100+ USD-ért üzemelnek
- Másodlagos felületkezelési igények: A csiszolás, csiszolás, finomítás, porfestés vagy összeszerelés munka munkaerőt, gépidőt és anyagokat igényel, amelyek hozzáadódnak a teljes költséghez
- Átfutási idő: A sürgősségi megrendelések általában 20–50%-os felárat vonnak maguk után az aznapi vagy hétvégi munkáért. A szokásos határidők fenntartása alacsonyabb költségeket eredményez.
Okos tervezési tipp: A kivágások számának csökkentése és a geometriák leegyszerűsítése jelentősen csökkentheti a költségeket anélkül, hogy kompromisszumot kötnénk a funkcióval.
Prototípus-költségek vs. gyártási térfogatból származó megtakarítások
Az egyik leggyakoribb kérdés, amit az ügyfelek feltesznek: miért drágább darabonként egyetlen prototípusom, mint a sorozatgyártási mennyiségek? A válasz a költségek térfogat szerinti eloszlásában rejlik.
Minden lézeres vágási feladatnál fix beállítási költségek merülnek fel, függetlenül a mennyiségtől – ide tartozik a fájlok előkészítése, a gép programozása, az anyag betöltése és a minőségellenőrzés, akár egy darabot, akár ezer darabot vágunk. Ha egyetlen prototípust rendel, akkor az összes beállítási költséget egyedül viseli. Ha 100 darabot rendel, ugyanaz a beállítási költség eloszlik az összes egységen.
Az árképzés gazdasági mechanizmusa a következő:
- Prototípus-gyártás (1–10 darab): A beállítási költségek dominálnak az egységárban. Várhatóan magasabb lesz a lézeres vágási díj darabonként, de alacsonyabb a teljes projektbe történő befektetés a fogalmak tesztelése érdekében
- Kis sorozatgyártás (10–100 darab): A beállítási költségek kezdnek jelentősen eloszlani. Ez a „gyöngyszem” gyakran ésszerű választás korlátozott kiadású termékek, speciális alkatrészek vagy piaci tesztelés esetén
- Gyártási mennyiség (100+ darab): Az állandó költségek egységenként elhanyagolhatóvá válnak. A nyersanyag-hatékonyság javul az optimalizált elrendezéssel, és a szaküzletek gyakran térfogati kedvezményt kínálnak mind a gépidőre, mind az anyagokra
Az hatékony elrendezés – az alkatrészek szoros egymás mellé helyezése a nyersanyaglemezekre – egyre nagyobb értéket képvisel magasabb mennyiségek esetén. Az ipari legjobb gyakorlatok szerint a fejlett elrendezési szoftver minimalizálja a nyersanyag-hulladékot, csökkenti a vágási időt, és jelentősen csökkenti az egységköltséget a gyártási sorozatoknál.
Sok lézeres vágó szolgáltatás a közelemben és az iparágban nem igényel minimális megrendelést, így a prototípuskészítés elérhető. A költségstruktúra megértése azonban segít abban, hogy a projekt különböző szakaszaira realista módon tervezd a költségvetést.
Pontos árajánlatok gyors beszerzése
Készen állsz a valódi számokra a projektedhez? A legtöbb üzlet a weboldalaion keresztül lézeres vágással készített azonnali ajánlási rendszereket kínál, de az automatizált ajánlatok pontossága nagymértékben függ az Ön által megadott információktól. Így egyszerűsíthetjük a folyamatot:
- Tisztán, megfelelően formázott fájlokat küldjön: A zárt útvonalakkal és a helyes méretekkel rendelkező DXF fájlok lehetővé teszik az automatizált jegyzési rendszerek számára, hogy pontosan kiszámítsák a vágási időt. A hibák miatt kézi felülvizsgálat késik
- Adja meg a pontos anyagokat: "Acél" nem elégjelölje meg a minőséget (304 rozsdamentes, A36 enyhe acél stb.), a vastagságot és az esetleges különleges követelményeket, mint például az előkezelés vagy a tanúsítványok
- A mennyiségeket világosan definiálják: A prototípusokra vonatkozó igények és a várható gyártási mennyiségek. Egyes üzletek szintes árakat jelentenek, amelyek megmutatják, hogy a költségek hogyan csökkennek a különböző mennyiségek küszöbértékénél
- Figyelje meg az összes felületkezelési követelményt: A másodlagos műveletek – például a csiszolás, hajlítás, hegesztés vagy bevonat – hatással vannak az összköltségre. Ezek előzetes felsorolása megakadályozza a későbbi váratlan költségfelmerülést.
- Tájékoztassa a határidőre vonatkozó elvárásait: A szokásos gyártási időkeret alacsonyabb költségeket eredményez. Ha gyorsított szállítást igényel, jelezze ezt időben, hogy a gyártók megfelelően tudjanak árajánlatot adni.
Amikor több szolgáltatótól érkező árajánlatokat hasonlít össze, győződjön meg arról, hogy egyenértékű specifikációkat értékel. Egy jelentősen alacsonyabb ár különböző anyagminőséget, tűréshatárokat vagy kihagyott felületkezelési lépéseket jelezhet. Tegyen tisztázó kérdéseket a megrendelés előtt – a nyitott és átlátható szolgáltatók szívesen válaszolnak rájuk.
A költségek alapvető meghatározásának megértése segít pontosan költségvetést készíteni és a terveket költséghatékonyan optimalizálni. A költség azonban nem az egyetlen szempont – annak ismerete, hogy mely iparágak támaszkodnak ezekre a szolgáltatásokra, és hogyan alkalmazzák e technológiákat, új lehetőségeket nyithat saját projektei számára.

Iparágak és alkalmazások, amelyek a lézervágásra támaszkodnak
Most, hogy megértette a árak dinamikáját, nézzük meg, hogy ezt a technológiát valójában hol alkalmazzák. A gyártóüzemekben, ahol ezrekre számítható autóalkatrészeket állítanak elő, egészen a garázsok műhelyeibe, ahol egyedi művészi alkotásokat készítenek – a lézeres vágás rendkívül sokszínű alkalmazási területeket ölel fel. Az egyes iparágak e képességek különböző módon történő kihasználása ötleteket adhat saját projekteihez.
Az ipari lézeres vágás sokkal többre képes, mint amit a legtöbben elképzelnek. Az Accurl iparági kutatásai szerint a lézertechnológia átalakította az iparágakat – a repülőgépgyártástól a ékszergyártásig –, ahol mindegyik más pontossági szintet, más anyagokat és más termelési mennyiséget igényel.
Automotív és közlekedési alkalmazások
Amikor a lézeres fémvágás gyakorlati alkalmazására gondolunk, az autóipar egyik legnagyobb kihívást jelentő tesztkörnyezete. Itt a pontosság és az egyenletesség nem választható – hanem kötelező követelmény, amely közvetlenül befolyásolja a jármű biztonságát és teljesítményét.
A modern járműgyártás nagymértékben támaszkodik a lemezfémmegmunkálásra lézeres vágással olyan alkatrészek gyártásához, amelyek minden egyes alkalommal pontos méreteltéréseknek kell megfelelniük. Egy lézeres lemezvágó gép kezeli a szerkezeti elemektől kezdve a díszítő kiegészítő elemekig az egész skálát:
- Alkatrészek az alvázhoz: Keretmerevítések, kereszttartók és szerkezeti rögzítők, amelyeknél az egységes méretpontosság ezrekben számított egységnél is szükséges
- Karosszériapanelek: Ajtóburkolatok, motorháztető-alkatrészek és belső díszítőelemek, ahol a vágási szélek minősége befolyásolja a pontos illeszkedést és a felületminőséget
- Kipufogórendszer alkatrészei: Hővédők, rögzítők és csőalkatrészek rozsdamentes acélból vágva
- Felfüggesztési elemek: Felfüggesztési karok, rugófelfüggesztések és beállítási rögzítők, amelyeknél szigorú méretpontosságot követelnek meg
- Motorhelyiség alkatrészei: Szelepburkolatok, beszívógyűrűk és kiegészítő rögzítők alumínium ötvözetekből vágva
A vasúti és közlekedési szektor hasonlóképpen profitál a fémlemezek lézeres vágásából vonati alkatrészek, villamos- és metróalkatrészek, valamint infrastrukturális elemek gyártásához. A SENFENG iparági elemzése szerint a nagy szilárdságú acél és az alumínium ötvözetek, amelyeket folyamatos lézerrendszerekkel dolgoznak fel, biztosítják a megbízhatóságot és biztonságot, amelyet ezek a felhasználási területek igényelnek.
A prototípusoktól a sorozatgyártásig
A lézerszabás iparágak szerte különösen értékes tulajdonsága a skálázhatósága: ugyanaz a technológia, amely egyetlen prototípust állít elő, képes több ezer darabos gyártási megrendelések teljesítésére is növekedni.
Légiközlekedés és Védelem: Kevesebb iparág igényel nagyobb pontosságot, mint a légiközlekedési ipar. A csőlézerszabás szolgáltatásai szerkezeti elemeket, motorházas alkatrészeket és repülőgépekhez készült tartóelemeket készítenek titánból, nagy húzószilárdságú acélból és speciális alumínium ötvözetekből. A technológia az anyag szilárdságának megőrzése során végzett vágási képessége döntő fontosságú, amikor az alkatrészek extrém körülmények között is működőképeseknek kell lenniük.
- Repülőgépek szerkezeti tartóelemei és megerősítései
- Motorházas alkatrészek
- Műhold- és űrhajóalkatrészek
- Haditechnikai járművek páncélzata és alkatrészei
Elektronika és burkolatok: Az elektronikában zajló miniaturizációs trend olyan vágási képességeket igényel, amelyek összhangban vannak a csökkenő méretű alkatrészekkel. A lézerrendszerek pontos kivágásokat hoznak létre szellőztetéshez, rögzítőlyukakhoz és kábelvezetéshez szerverállványokban, vezérlőpanelekben és fogyasztói eszközök házainál.
- Adatközponti burkolatok és szerverállvány-alkatrészek
- Vezérlőpanelek kivágásai kapcsolókhoz és kijelzőkhöz
- EMI árnyékoló alkatrészek
- Hőelvezető szerelvények
Táblák és Kijelzők: A reklámipar lézeres vágást alkalmaz a figyelemfelkeltő, térbeli reklámtáblák készítésére. A csatornabetűk, fémes logók, világítós dobozok paneljei és díszítő kijelzők is profitálnak e technológia komplex mintázatok kezelésének képességéből tisztán vágott élekkel. Az ipari szakértők szerint kis- és közepes teljesítményű száloptáplálású lézerberendezések (1000 W–3000 W) biztosítják az összetett betűtípusok és részletgazdag grafikák elkészítéséhez szükséges pontosságot.
Építészeti elemek: A modern építészet egyre gyakrabban integrál egyedi fémmunkákat – díszítő rácsokat, korlátokat, homlokzati paneleket és belső válaszfalakat, amelyek funkcionális elemeket dizájner nyilatkozatokká alakítanak. Rozsdamentes acél, réz és alumínium lemezek bonyolult mintázatokká alakulnak, amelyek meghatározzák a kortárs terek jellegét.
Kreatív és művészi lézeres vágási projektek
Itt válnak igazán érdekessé a dolgok az egyéni alkotók számára. Egy lézeres vágási szolgáltatás a hobbi- és művészi tevékenységet folytatók számára olyan lehetőségeket nyit meg, amelyeket korábban kizárólag ipari gyártók tudtak kihasználni – és a felhasználási területek határait csupán a képzelet szabja meg.
A A Full Spectrum Laser projekt-dokumentációja , hobbi- és művészi tevékenységet folytatók lézertechnikát használnak egy lenyűgözően széles körű kreatív alkalmazásban:
- Ékszerek és kellékek: Bonyolult fülbevalók, nyakláncok és díszítő tárgyak akkrilból, fából vagy vékony fémekből
- Ingatag díszítés: Egyedi falidíszek, rétegzett szobrok, személyre szabott ajándékok, valamint funkcionális tárgyak, például italfogók és tálcák
- Makettezés: Építészeti modellek, mini játékterületek és pontos részletességgel készült méretarányos másolatok
- Bútoralkatrészek: Egyedi fiókkilincsek, díszítő beillesztések és szerkezeti elemek maker-projektekhez
- Rendezvény- és esküvői tárgyak: Helykártyák, tortadíszek, egyedi meghívók és emléktárgyak
A maker-közösség különösen a CO2 lézeres rendszereket fogadta el fa, akril és bőr feldolgozására. Ezeket az anyagokat tisztán vágja a lézer, minimális utófeldolgozást igényelnek, így ideálisak egyszerű prototípusoktól kezdve értékesíthető végső termékekig terjedő projektekhez.
A profi színvonalú eredmények és a kezdő próbálkozások közötti különbséget gyakran az anyagtulajdonságok megértése és a megfelelő fájl-előkészítés határozza meg – ezt a tudást már elsajátította a kézikönyv korábbi fejezeteiből.
Akár gyártóként keres egy termelési méretű kapacitást, akár hobbi szinten játszadozik kreatív lehetőségekkel, ugyanaz az alapvető technológia szolgálja mindkét végpontot a skálán. A kulcskülönbség abban rejlik, hogy olyan szolgáltatót találjon, amelynek felszerelése, szakértelem és minőségi szabványai megfelelnek konkrét igényeinek – ez egy olyan téma, amelyet érdemes részletesen megvizsgálni bármely rendelés leadása előtt.
Hogyan válasszon megfelelő lézeres vágó szolgáltatót
Megismerkedett a lézeres technológiákkal, az anyagokkal, a fájlok előkészítésével és a költségtényezőkkel. Most jön az a döntés, amely összeköti az eddigieket: a szolgáltató kiválasztása, aki ténylegesen képes teljesíteni az elvárásainak megfelelő eredményeket. Ez a választás hatással van mindenre: a alkatrész minőségétől a projekt időkeretéig – ha jól dönt, gyártási folyamata zavartalanul zajlik; ha rosszul, akkor késedelmekkel, újrafeldolgozással és frusztrációval kell szembenéznie.
A saját igényeit kielégítő fém lézeres vágási szolgáltatások megtalálása többet igényel, mint egy gyors internetes keresés a „lézeres vágás közel hozzám” kifejezésre. Az értékelési f quyamat alaposan figyelembe kell venni a műszaki képességeket, a minőségirányítási rendszereket és a kommunikációs gyakorlatokat. Vizsgáljuk meg rendszeresen a lehetséges partnerek kiválasztásának folyamatát.
Technológiai és anyagképességek értékelése
Nem minden lézeres gyártóüzem ugyanazt a felszerelést üzemelteti vagy ugyanazokat a piacokat szolgálja. A California Steel Services szerint bármely szolgáltató kiválasztásának első lépése annak biztosítása, hogy tényleg dolgozni tudjanak az Ön által kívánt anyaggal – különböző szolgáltatások specializálódnak különféle anyagok vágására, például fémekről, műanyagokról, fáról és üvegről.
Amikor CNC lézeres vágási szolgáltatásokat értékel, részletesen vizsgálja meg a berendezéseik jellemzőit:
- Lézer típusa és teljesítménye: CO₂-, fém- vagy mindkét típusú lézerrel dolgoznak? A magasabb teljesítményű fém lézeres berendezések (6–12 kW tartomány) vastagabb fémeket és tükröző anyagokat is képesek vágani, amelyeket alacsonyabb teljesítményű rendszerek nem tudnak kezelni
- Munkaasztal mérete és kapacitása: A nagyobb asztalok nagyobb alkatrészek elhelyezését és hatékonyabb egymásba illesztést teszik lehetővé a gyártási sorozatokhoz. Egyes precíziós lézeres vágási szolgáltatások olyan asztalokkal dolgoznak, amelyek hossza meghaladja a 25 lábat.
- Pontossági specifikációk: A minőségi szolgáltatók nyilvánosan közzéteszik a tűréseiket – a precíziós munkákhoz körülbelül ±0,0005 hüvelyk (±0,0127 mm) pontosságot érdemes keresni.
- Anyagvastagság-tartomány: Győződjön meg arról, hogy kezelni tudják az Ön konkrét lemezvastagságát vagy lemezfajtáját, nem csupán az anyag típusát.
Egy acél lézeres vágási szolgáltatás kiválóan tudja feldolgozni a szénacélt, de tapasztalat hiányában problémákat okozhat a rozsdamentes acél vagy az alumínium ötvözetek esetében. Hasonlóképpen, egy olyan műhely, amely kizárólag lézeres csővágási szolgáltatásokra specializálódott, speciális szakértelemmel rendelkezik kerek, négyzetes és téglalap alakú csövek feldolgozásában, amellyel a kizárólag síkasztalos berendezésekkel rendelkező létesítmények nem tudnak versenyezni. Kérdezze meg kifejezetten a szakértelmüket az Ön által használt anyagtípus tekintetében – egy bizonyított szakértelemmel rendelkező szolgáltató kiválasztása jobb eredményeket garantál.
Miért fontosak a tanúsítványok a minőségbiztosítás szempontjából
A minőségbiztosítás különbséget tesz a professzionális fém lézeres vágási szolgáltatók és azok a műhelyek között, amelyek egyszerűen csak lézerberendezéssel rendelkeznek. A Wrightform értékelési útmutatója szerint a minőségellenőrzési folyamatokra vonatkozó kérdések feltárják, mennyire veszi komolyan egy szolgáltató a méretbeli pontosságot, az anyagok ellenőrzését és az alkatrészek egységességét.
Ipari alkalmazások esetében – különösen az autóiparban, a légiközlekedésben és az orvostechnikában – a tanúsítások objektív igazolást nyújtanak a minőségirányítási rendszerekre:
- IATF 16949: Az autóipari iparági szabvány, amely átfogó minőségmenedzsment-rendszereket mutat be. Olyan gyártók, mint a Shaoyi (Ningbo) Metal Technology pontosan ezt a tanúsítást tartják meg, mert az autóipari ügyfelek – például a futómű, az akasztórendszer és a szerkezeti alkatrészek területén – igazolt minőségirányítási folyamatokat követelnek meg.
- ISO 9001: A minőségmenedzsment alapvető tanúsítása, amely dokumentált eljárásokat és folyamatos fejlesztési gyakorlatokat jelez.
- AS9100: Légiközlekedési szakmai tanúsítás, amelyet a védelmi és légi járművek alkatrészeit gyártó beszállítóknak kötelező megszerezni.
- ISO 13485: Orvosi eszközök gyártására vonatkozó tanúsítás, amely szigorú nyomon követhetőségi követelményeket állít.
Miért fontosak gyakorlati szempontból a tanúsítások? Azok arra utalnak, hogy a szolgáltató dokumentált ellenőrzési eljárásokat követ, kalibrált berendezéseket üzemeltet, és képes a nyomvonalazhatóságot biztosítani az egész gyártási folyamat során. Kritikus alkalmazások esetén a tanúsított gyártókkal való együttműködés kiküszöböli a bizonytalanságot abban, hogy a alkatrészek konzisztensen megfelelnek-e a megadott specifikációknak.
A tanúsításokon túl érdeklődjön konkrét minőségirányítási intézkedésekről: Végrehajtanak-e méretellenőrzéseket? Milyen mérőeszközöket használnak? Hogyan kezelik az anyagok ellenőrzését? A nyitott szolgáltatók szívesen válaszolnak ezekre a kérdésekre – a kerülő válaszok potenciális minőségi hiányosságokra utalhatnak.
Kérdések az első megrendelés leadása előtt
Bármely szolgáltatóval való együttműködés megkezdése előtt gyűjtse össze az információkat, amelyekre egy tájékozott döntés meghozatalához szükség van. Használja ezt a lépésről lépésre haladó értékelési ellenőrzőlistát a lehetséges partnerek rendszeres értékeléséhez:
- Erősítse meg az anyagkompatibilitást és a tapasztalatot: "Milyen anyagokat dolgoz fel rendszeresen, és milyen vastagságokkal tud kezelni a [konkrét anyaga]?" Keressen olyan szolgáltatókat, akiknek gyakorlati tapasztalata van az Ön anyagtípusával – nem csupán elméleti képességekkel.
- Ellenőrizze a technológiai specifikációkat: "Milyen típusú lézereket üzemeltet, és milyen teljesítményszinteken?" Fémmegmunkálás esetén a 6 kW feletti teljesítményű folyamatos fényvezetős (fiber) lézerek komoly képességet jeleznek. Egyes szolgáltatók, például a California Steel Services 6–12 kW teljesítményű folyamatos fényvezetős lézereket üzemeltetnek ±0,0005 hüvelyk pontossággal.
- Ismerje meg a gyártási határidők lehetőségeit: "Mi az átlagos szállítási határidő, és kínálnak-e gyorsított szolgáltatási lehetőségeket?" A termelési kapacitás jelentősen eltér – egyes műhelyek néhány nap alatt is képesek sürgősségi megrendeléseket teljesíteni, míg mások heteket igényelnek.
- Tekintse át a minőségbiztosítási tanúsítványokat: "Milyen tanúsításokkal rendelkeznek, és képesek dokumentációt szolgáltatni?" Az autóipari alkalmazásokhoz az IATF 16949 tanúsítás – például a Shaoyi által a gyors prototípuskészítéshez és az automatizált gyártáshoz fenntartott tanúsítás – azt a minőségi infrastruktúrát igazolja, amelyre komoly projektek esetén szükség van
- Értékelje a tervezéstámogatás elérhetőségét: "Kínálnak fájlfelülvizsgálatot vagy tervezési optimalizálási segítséget?" A szakmai legjobb gyakorlatok szerint a tervezéstámogatást nyújtó cégek segíthetnek a projektek finomításában, és megelőzhetik a költséges hibákat
- Tisztázza a további szolgáltatási lehetőségeket: "Kínálnak-e másodlagos műveleteket, például csiszolást, hajlítást, felületkezelést vagy összeszerelést?" Az egyetlen forrásból történő szolgáltatók egyszerűsítik a logisztikát, és biztosítják a termelési folyamatok egységességét
- A kommunikációs reakciókészség értékelése: "Mennyi idő alatt készítenek árajánlatot általában?" Azok a szolgáltatók, akik gyors válaszokat nyújtanak – egyesek akár 12 órán belül is elkészítik az árajánlatot – azt a vevőközpontúságot mutatják, amely általában a teljes projektidőszakra kiterjed
- Ellenőrizze a skálázhatóságot: "Képesek kezelni mind prototípus mennyiségeket, mind gyártási tételeket?" Rugalmas szolgáltatók képesek a növekedésre való felkészülésre anélkül, hogy új partnerek után kellene néznie, amint igényei változnak
- Értsd meg a földrajzi szempontokat: "Hol találhatók, és milyen szállítási lehetőségeket kínálnak?" A közelség csökkenti a szállítási költségeket és a szállítási időt, bár sok precíziós lézeres vágási szolgáltatás országosan is hatékonyan szállít
- Kérjen referenciákat vagy mintákat: "Bemutathatnak példákat hasonló munkájukról vagy ügyfélreferenciákat?" A minőségi szolgáltatók bizalommal mutatják be teljesítményüket – a habozás jelezheti a megfelelő tapasztalat hiányát
Szakmai tipp: A jövőbeli teljesítmény legjobb mutatója a múltbeli viselkedés. Kérjen referenciákat olyan ügyfelektől, akiknek hasonló projektkövetelményei voltak, és vegye fel velük a kapcsolatot jelentős megrendelés leadása előtt.
A közbeszerzési folyamat során a kommunikáció minősége gyakran előre jelezheti az egész munkakapcsolatot. Azok a szolgáltatók, akik gyorsan reagálnak, alaposan válaszolnak a kérdésekre, és proaktívan azonosítják a lehetséges problémákat, azt a figyelmes megközelítést mutatják, amely biztosítja a projektek időben történő teljesítését. Ellentétben ezzel a lassú reagálás és a homályos válaszok az értékesítési fázisban ritkán javulnak, miután megkezdődik a gyártás.
A nagy mennyiségű autóipari vagy ipari alkalmazások esetében, ahol az ezer darabos alkatrészgyártás során is konzisztens minőséget követelnek meg, az értékelési kritériumok még szigorúbbá válnak. A részletes DFM-támogatás (Gyártásképes tervezés), a gyors prototípus-készítési képesség és a tanúsított minőségirányítási rendszerek különböztetik meg a kompetens partnereket az alapvető vágási szolgáltatásoktól. Azok a gyártók, akik 5 napos gyors prototípus-készítést kínálnak az automatizált tömeggyártással együtt – és minőségi igényeiket az IATF 16949 tanúsítás is alátámasztja – az ilyen igényes alkalmazásokhoz szükséges megbízhatóságot nyújtják.
Az idő szánnak a potenciális partnerek megfelelő értékelésére a megrendelések leadása előtt megakadályozza a költséges ciklust, amelyet a hibás alkatrészek, a határidők elhalasztása és a szolgáltatóváltás okoz. A fenti ellenőrzőlista egy keretet nyújt – igazítsa azt saját specifikus igényeihez, és ne habozzon további kérdéseket feltenni, amíg biztosan nem érzi, hogy megfelelő partnert választott.
Gyakran ismételt kérdések lézeres vágóüzemekről
1. Milyen anyagokat tud kezelni egy lézeres vágóüzem?
A professzionális lézeres vágóüzemek széles körű anyagokat dolgoznak fel, ideértve a fémeket (acél, rozsdamentes acél, alumínium, réz, sárgaréz), műanyagokat (akril, POM/Delrin), fát (keményfákat, puha fákat, rétegelt lemezt, MDF-et), textíliákat, papírt és kartont. A szálas lézerek kiválóan alkalmasak fémek vágására, míg a CO2-lézerek az olyan szerves anyagok, például a fa és az akril vágására a legalkalmasabbak. Bizonyos anyagok, mint a PVC és az ABS azonban kerülendők, mivel mérgező gázokat bocsátanak ki.
2. Mennyibe kerül a lézeres vágás?
A lézeres vágás költségei több tényezőtől függenek: az anyag típusa és vastagsága, a tervezés összetettsége (kivágások száma és a vágási útvonal hossza), a megrendelt mennyiség, a szállítási határidő, valamint a felületkezelési igények. A prototípusgyártás darabonként magasabb költséggel jár, mivel a rögzített beállítási költségek miatt a darabár magasabb; ugyanakkor 100 vagy több darabos sorozatgyártás jelentősen csökkenti a darabárakat. A legtöbb műhely azonnali online árajánlatot kínál, ha megfelelő formátumú tervezési fájlokat tölt fel a felhasználó.
3. Mi a különbség a CO2 és a szálas lézeres vágás között?
A CO₂-lézerek szén-dioxid gázelegyet használnak, amely 10,6 mikrométeres hullámhosszú sugárzást állít elő, így kiválóan alkalmasak nemfémes anyagok – például fa, akril, üveg és textíliák – vágására. A szálas lézerek 1,064 mikrométeres hullámhosszú sugárzást állítanak elő, amelynek intenzitása akár 100-szor nagyobb lehet, ezért kiválóan alkalmazhatók fémes anyagok, beleértve a fényvisszaverő anyagokat is – például az alumíniumot és a rezet – vágására. A szálas lézerek karbantartási igénye is alacsonyabb, élettartamuk meghaladja a 25 000 órát.
4. Milyen fájlformátumokat fogadnak el a lézeres vágóüzemek?
A legtöbb lézeres vágóüzem elfogadja a vektoros fájlformátumokat, például a DXF-et (az univerzális szabvány), az AI-t (Adobe Illustrator), az SVG-t, a PDF-et (vektoros grafikával) és a DWG-t (AutoCAD). A raszterképek, például a JPEG vagy a PNG nem használhatók közvetlenül. A tervezési fájlok zárt pályákat tartalmaznak, nincsenek egymást átfedő vonalak, a méretarány és az egységek helyesek, valamint a szöveg körvonalakká van alakítva a sikeres feldolgozáshoz.
5. Hogyan válasszam ki a megfelelő lézeres vágási szolgáltatót?
Értékelje a szolgáltatókat a lézertechnológiájuk és teljesítményszintjük, anyag-szakértelemük, minőségi tanúsítvaik (IATF 16949 az autóipari, ISO 9001 az általános minőségirányítási szabványok szerint), gyártási időkereteik és kommunikációs reagálóképességük alapján. Érdeklődjön az Ön anyagtípusával kapcsolatos konkrét tapasztalataikról, kérje el a tűréshatárok megadását, és érdeklődjön a másodlagos szolgáltatásokról, például a csiszolásról vagy a felületkezelésről. Az IATF 16949-es tanúsítvánnyal rendelkező gyártók, mint például a Shaoyi, komplex DFM-támogatást és gyors prototípusgyártást nyújtanak igényes alkalmazásokhoz.