 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Porbevonatú, sajtolt acél vezérlőkarok: Alapvető útmutató

TL;DR
A porfestékkel bevont acélsablonos karok kiváló módszer egy rendkívül tartós, korrózióálló felület eléréséhez, amely felülmúlja a hagyományos festéket. Azonban a folyamat nem egyszerű. Elengedhetetlen, hogy a karokat teljesen szétszereljék, és minden gömbcsuklót és csapágyat eltávolítsanak a bevonat előtt. Ezek az alkatrészek nem bírják ki a kb. 400 °F (200 °C) magas hőmérsékletet a keményítés során, és tönkremennek, ami alkatrész-hibához vezet.
Miért érdemes porfestékkel bevonni az acélsablonos karokat?
Amikor egy jármű felfüggesztését felújítják vagy fejlesztik, a karokhoz hasonló alkatrészek felülete több, mint pusztán esztétikai kérdés. A porfestés egy olyan felületkezelési eljárás, amely során száraz, szabadon folyó port visznek fel elektrosztatikusan egy fémdarabra, majd hő hatására bevonják. Ez a módszer egy kemény felületet hoz létre, amely lényegesen ellenállóbb és tartósabb, mint a hagyományos festék, így ideális választás azokhoz az autóalkatrészekhez, amelyek intenzív használatnak és kemény útviszonyoknak vannak kitéve.
A magas minőségű utángyártott alkatrészeknél tapasztalható előnyök, amelyeket gyakran „kétfokozatú fényes fekete porfesték bevonat” kifejezéssel írnak le, tartozik a jobb ellenállás a repedésnek, karcolásnak, vegyszereknek és rozsdának. Ez a tartósság nemcsak azt biztosítja, hogy az alkatrészek hosszabb ideig megőrizzék esztétikájukat, hanem jobban védettek a korrózióval szemben is, amely idővel meggyengítheti szerkezeti integritásukat. A sajtolt acél az eredeti felszerelés (OEM) lengéscsillapító karok gyakori anyaga, mivel erőssége és költséghatékony gyártása között megfelelő egyensúlyt teremt. Bár anyagok, mint a kovácsolt acél, jobb fáradási ellenállást, az alumínium pedig súlycsökkentést nyújtanak, a sajtolt acél megbízható és tartós választás a legtöbb alkalmazásnál, így ideális jelölt a porfesték bevonattal történő további védelemre. Az autógyártók számára ezen egyensúly elérése pontossági mérnöki munkát igényel, amely olyan vállalatok szakterülete, mint a Shaoyi (Ningbo) Metal Technology Co., Ltd. , amely fejlett autóipari sajtolási alkatrészeket állít elő prototípusoktól a tömeggyártásig.
A porfestés és a hagyományos festés előnyeinek jobb megértése érdekében tekintsük át az alábbi összehasonlítást a felfüggesztési alkatrészek esetében:
| Funkció | Porfestés | Hagyományos festék (felületi/ecseteléses) |
|---|---|---|
| Tartósság | Kiváló ellenállás a repedésekkel, karcolásokkal és kopással szemben. | Érzékeny a kőzetdarabok és a karcolások miatti lepattanásra az útról származó törmeléktől. |
| Korrózióállóság | Vastag, nem szívós határréteget hoz létre, amely rendkívül hatékony a rozsda ellen. | Jó, de meghibásodhat, ha a festékréteg sérült. |
| Vegyianyag-álló | Nagyon ellenáll a fékfolyadéknak, a benzinnek és más gépjárművekhez használt vegyi anyagoknak. | Sérülhet vagy lebontható kemény hatású vegyi anyagok hatására. |
| A végleges minőség | Egyenletes, vastag és konzisztens felület, cseppek vagy folyások nélkül. | A minőség nagymértékben függ a kivitelező jártasságától; hajlamos a csepegésre és egyenetlen rétegekre. |
| Környezeti hatás | Nem tartalmaz oldószereket, és elhanyagolható mennyiségű illékony szerves vegyületet (VOC) bocsát ki. | Illékony szerves vegyületeket (VOC) bocsát ki a levegőbe. |
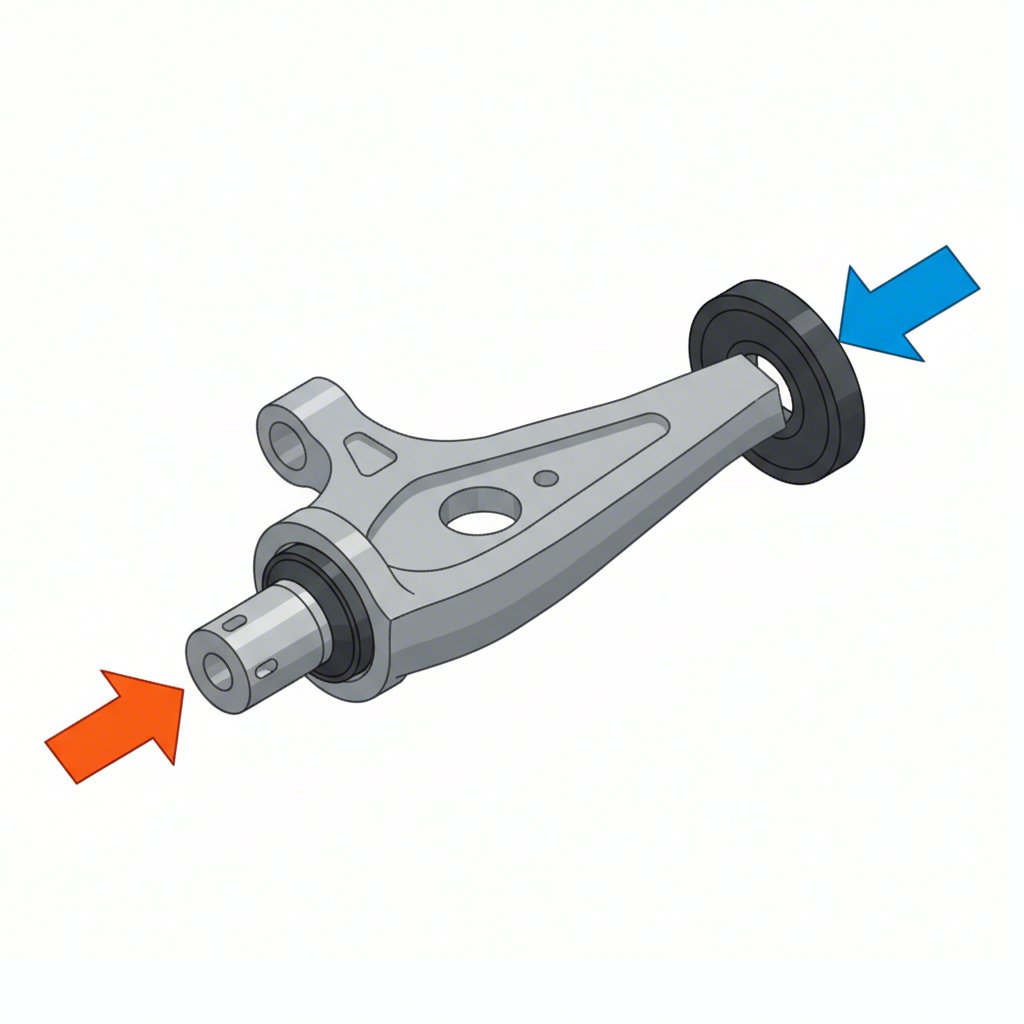
A kritikus kihívás: gömbcsuklók és csapágyak kezelése
A porfestékkel való felületkezelés legfontosabb és legnagyobb kihívást jelentő pontja a karokba integrált alkatrészek kezelése. Mivel a fórumfelhasználók gyakran kérdezik: mi a teendő, ha a gömbcsukló be van sajtolt vagy akár hegesztve van? A válasz egyértelmű: minden gömbcsuklót, csapágyat és nem fémből készült alkatrészt teljesen el kell távolítani, mielőtt a karok a keményítő sütőbe kerülnének. A magas hőmérséklet megolvasztja a gumi- és poliuretán csapágyakat, és tönkreteszi a tömítéseket valamint az abban lévő zsírt minden gömbcsuklóban.
Az eltávolítás módja teljesen attól függ, hogy az alkatrészeket hogyan szerelték fel:
- Eltávolítható csapágyak: A legtöbb gumi- vagy poliuretán tömítés a lengéscsillapító karba van préselve. Ezeket hidraulikus sajttal, vagy egyes esetekben óvatosan kiégetve lehet eltávolítani. A bevonat felhordása után új alkatrészeket, például a Cognito Motorsports készleteiben említett poliuretán tömítéseket és préscsavarokat ismét be kell préselni.
- Préselt gömbfejek: Ahogyan a Reddit felhasználói is megjegyezték, számos felső vezérlőkar olyan gömbfejjel rendelkezik, amely magába a karréba van préselve. Ennek eltávolításához erős hidraulikus műhelysajtra van szükség. A kihúzás megkísérlése kalapáccsal megrongálhatja a vezérlőkart. A bevonat felhordása után az új gömbfejet ismét be kell préselni, így ez jó alkalom a 'Felső vezérlőkar gömbfej cseréjére'.
- Hegesztett gömbfejek: Ez a legnehezebb eset, gyakran előfordul régebbi járműveken. Ahogy a Facebookon is szó volt róla, ha a gömbcsukló be van hegesztve, nem lehet egyszerűen kinyomni. A folyamat során ki kell vágni a régi csuklót, lecsiszolni a felületet, majd egy új gömbcsuklót gyártani és behegeszteni. Ez egy haladó eljárás, amely jelentős gyártási és hegesztési jártasságot igényel.
Az ehhez szükséges nehézségi szint és eszközök jelentősen eltérnek e típusok között:
| Komponens típus | Nehézségi szint | Szükséges főeszközök |
|---|---|---|
| Cserélhető csapágytömítések | Közepes | Hidraulikus sajtó, csapágy/tömítés behelyező készlet |
| Nyomott gömbcsuklók | Kemény | Erős hidraulikus sajtó, megfelelő nyomósleevesek |
| Beforrasztott gömbcsuklók | Szakértői | Szögvágó, hegesztő, fémgépészeti eszközök |
Lépésről lépésre útmutató a lengéscsillapító karok porfestéséhez (szétszerelés után)
Amikor a lengéscsillapító karok teljesen le vannak bontva, és minden csukló- és gumibak nélkül csupasz fémből állnak, megkezdődhet a porfestési folyamat. A lépések gondos betartása elengedhetetlen egy professzionális minőségű, hosszú élettartamú felületi bevonat eléréséhez.
- Alapos előkészítés: Ez a tapadás szempontjából a legfontosabb szakasz. A lengéscsillapító karokat teljesen csupasz fémben kell hagyni. Ezt általában anyagfúvással (például homok- vagy üveggyöngy-fúvással) végzik, hogy eltávolítsák az összes rozsdát, réteget és régi bevonatot. A maradék szennyeződések megakadályozzák, hogy a porfesték megfelelően tapadjon. A fúvás után az alkatrészt oldószerrel le kell zsírozni, hogy eltávolítsa az esetleges olajat vagy ujjlenyomatokat.
- Kritikus felületek lefedése: A por bevitelét megelőzően le kell takarni azokat a területeket, amelyeket nem szabad bevonni. Ilyenek például a csapágyak bepréselésére szolgáló belső felületek, a gömbcsukló csapjának kúpos furata, valamint az összes menetes furat. Erre a célra speciálisan kifejlesztett, hőálló maszkolószalagok és szilikon dugók használhatók.
- Por felvitele: A karokat egy fémkampóról függesztik fel, hogy meglegyen a földelés. Egy speciális elektrosztatikus porlasztópisztoly negatív elektromos töltést ad a porrészecskéknek. Mivel a kar földelt, a töltött por részecskék vonzódnak hozzá, és a felületen maradva egyenletes réteget alkotnak.
- Keményítés sütőben: A bevonatot kapott alkatrészt gondosan egy külön erre a célra kialakított sütőbe helyezik. Ott meghatározott ideig, adott hőmérsékleten (általában kb. 200 °C-on) melegítik. A hő hatására a por megolvad, összefolyik, és sima, folyamatos fóliát képez, amely kemény, tartós felületté alakul.
Egy sikeres projekt érdekében szüksége lesz egy alapvető felszereléseket tartalmazó ellenőrző listára:
- Biztonsági felszerelés: Légzésvédő, védőszemüveg, kesztyű.
- Előkészítő eszközök: Homokfúvó kabinethez vagy szolgáltatáshoz való hozzáférés, zsírtalanító oldószer.
- Maszkoló anyagok: Magas hőmérsékleten ellenálló szalag, szilikon dugók.
- Bevonóberendezések: Elektrosztatikus porfestékpisztoly, választott porfesték (pl. fényes fekete), sűrített levegős forrás vízleválasztóval/szárítóval.
- Hőkezelő berendezések: Kizárólag ipari használatra szánt elektromos kemence, elegendően nagy a munkadarabokhoz (NE használja a konyhai sütőt).
Otthoni kivitelezés vs. szakember: költség- és erőforrás-összehasonlítás
Miután megértette a folyamatot, a végső döntés az, hogy maga végzi el a munkát, vagy szakembert fogad. Ez a döntés a költségvetésétől, az időkerettől, a rendelkezésre álló eszközöktől és a kívánt minőségtől függ. Az önálló megközelítés lehetőséget ad egy új készség elsajátítására, de a kezdeti beruházás és a tanulási görbe meredek lehet. Egy szakmai szolgáltatás gondoskodik a garanciális, magas minőségű eredményről kellemetlenségek nélkül.
Az alábbiakban áttekintést talál, amely segít összehasonlítani a két utat:
| Tényező | DIY megközelítés | Szakmai szolgáltatás |
|---|---|---|
| Kezdőköltség | Magas kezdeti beruházás egy porfestőpisztolyba, külön sütőbe és biztonsági felszerelésbe ($500 - $1000+). | Nincs eszköz költség. Csak a szolgáltatásért kell fizetnie. |
| Feladatonkénti költség | Alacsony, csak a por és fogyóeszközök költsége a kezdeti beruházás után. | Mérsékelt, általában 150–300 USD egy pár lengéscsillapító kar esetén (az előkészítéssel együtt). |
| Szakértelem és ráfordított munka | Jelentős kutatást, gyakorlást és alapos előkészítést igényel. A leszerelést/újra szerelést továbbra is Önnek kell elvégeznie. | Minimális erőfeszítés. Leadja a szétszerelt alkatrészeket, és átveszi a kész terméket. |
| Eredmény minősége | Változó. Kiváló lehet gyakorlással, de a kezdeti eredmények egyenetlenek vagy tartósak lehetnek. | Folyamatosan magas minőségű, szakmai szintű felület, maximális tartóssággal. |
| Szükséges idő | Jelentős idő szükséges az előkészítésre, felületkezelésre, bevonásra, száradásra és tisztításra. | Gyors átfutási idő, gyakran néhány napon belül. |
Ha szakemberhez fordul, mindenképpen ellenőrizze a minőséget. Érdeklődjön a folyamatukról, hogy biztosan elvégezzék a kritikus előkészítő lépéseket. Fontos kérdések például:
- Milyen a homokfújási és kémiai lehántási folyamata?
- Hogyan maszkolják le a kritikus területeket, mint például a csapszegek hüvelyeit és gömbcsuklók kúpjait?
- Milyen márkájú és típusú porat használ a vázalkatrészekhez?
Gyakran Ismételt Kérdések
1. Mi a különbség a lenyomott és a kovácsolt irányítókarok között?
A hajlított karokat úgy készítik, hogy acéllapokat préselnek formába, gyakran két fél összehegesztésével. A kovácsolt karokat fém melegítésével és formába sajtásával készítik, amely igazítja a fém belső roststruktúráját, így szuperiort erősséget és fáradásállóságot biztosít a hajlított vagy öntött alkatrészekhez képest.
2. Melyik a legjobb fém a lengéscsillapító karokhoz?
A „legjobb” fém az alkalmazástól függ. Nagy terhelésnek kitett járművekhez vagy teljesítményalkalmazásokhoz az acél természetes szilárdsága és tartóssága gyakran a legjobb választás. Képes jelentős igénybevételt elviselni, és költséghatékony. Az alumínium könnyebb, csökkenti a nem felfüggesztett tömeget, így javítja a vezethetőséget, de általában drágább.
3. Mágnesesek a hajlított acél karok?
Igen, a lemezacélból készült futómű-csomópontok mágnesesek. Egyszerű módszer az acél és az alumínium felfüggesztési alkatrészek megkülönböztetésére a mágnes használata. Ha a mágnes erősen tapad, az alkatrész acélból készült (lemez- vagy öntöttvas). Ha nem tapad, akkor az anyag alumínium.