 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Alapvető lemezalakítási analízis hibák megelőzéséhez
TL;DR
A lemezalakítási alakíthatósági elemzés egy kritikus mérnöki folyamat, amely azt vizsgálja, hogy egy fém mennyire alakítható alkatrészzé repedés vagy elvékonyodás nélkül. A folyamat fizikai próbákra és fejlett számítógépes szimulációkra épül annak előrejelzésére, hogyan viselkedik az anyag a stampelés során. Ez az előrejelző képesség alapvető fontosságú az eszközök tervezésének optimalizálásához, a gyártási költségek csökkentéséhez és ahhoz, hogy a végső alkatrész kielégítse a szigorú minőségi követelményeket.
A lemezalakítási alakíthatóság megértése: alapfogalmak és jelentőségük
A gyártás során az alakíthatóság alatt azt értjük, hogy egy fémlemez mennyire képes plasztikus alakváltozásra anélkül, hogy meghibásodna, és így kívánt alkatrészként formálható meg. Ennek a képességnek a felmérését fémlemez-alakíthatósági elemzésnek nevezik. Ez a modern fémsajtolás egyik alappillére, amely lehetővé teszi a mérnökök számára, hogy áthidalják a digitális terv és a sikeresen gyártott fizikai alkatrész közötti rést. Fő célja, hogy előre jelezze és megelőzze a gyakori alakítási hibákat, jelentős időt és erőforrást megtakarítva ezzel.
Ennek az elemzésnek a jelentőségét nem lehet eléggé hangsúlyozni. Nélküle a gyártók kockázatot vállalnak a próbálkozás és hiba módszerével, amely magas selejtarányhoz, költséges szerszám-módosításokhoz és termelési késésekhez vezethet. A formázhatósági elemzés által megelőzhető főbb hibák a nyakasodás, amely a törés előtti helyi anyagvékonyodást jelenti, valamint a repedés, amikor az anyag teljesen eltörik. Az anyag határainak ismeretében a mérnökök hatékonyabb folyamatokat tervezhetnek, és kiválaszthatják a feladathoz leginkább megfelelő ötvözetet, így összhangba hozva a szilárdsági követelményeket a gyártási megvalósíthatósággal.
Egy alapos elemzés számos olyan előnyt kínál, amelyek közvetlenül hatással vannak a vállalat nyereségére és a termék minőségére. Az anyagáramlás és a feszültségkoncentrációk előrejelzésével az elemzés biztosítja egy erős és megismételhető gyártási folyamat kialakítását. Ez különösen fontos az egyre nagyobb mértékben alkalmazott speciális nagyszilárdságú acélok (AHSS) és alumíniumötvözetek esetében, amelyek jelentős tömegcsökkentést tesznek lehetővé, de összetettebb alakíthatósági viselkedéssel rendelkeznek.
A főbb előnyök a következők:
- Költségcsökkentés: Csökkenti a bélyegzősablonok drága és időigényes újrafelhasználásának szükségességét, valamint csökkenti az elpazarolt anyagmennyiséget a hibás alkatrészekből adódóan.
- Javított minőség: Biztosítja, hogy az alkatrészeket folyamatosan gyártsák, és minden geometriai és szerkezeti előírásnak megfeleljenek.
- Gyorsabb piacra jutás: Rövidebbé teszi a szerszámpróbálási szakaszt, mivel a lehetséges problémákat a virtuális tervezési fázisban már kiküszöbölik.
- Anyagoptimalizálás: Lehetővé teszi a könnyűsúlyú, magas teljesítményű anyagok biztos kiválasztását és alkalmazását anélkül, hogy a gyárthatóságot áldoznák fel.
- Kiterjesztett tervezési szabadság: Lehetővé teszi összetettebb és ambiciózusabb alkatrészformák kialakítását a anyagkorlátok pontos ismeretében.
A formázhatóság értékelésének fő módszerei és vizsgálatai
A lemezacél formázhatóságának értékelése számos vizsgálatot foglal magában, a hagyományos mechanikai módszerektől a kifinomult, érintésmentes optikai rendszerekig. Mindegyik módszer más-más betekintést nyújt abba, hogyan viselkedik az anyag alakítási feszültségek hatására. A vizsgálati módszer megválasztása gyakran az anyagtól, az alkatrész bonyolultságától és a szükséges pontossági szinttől függ.
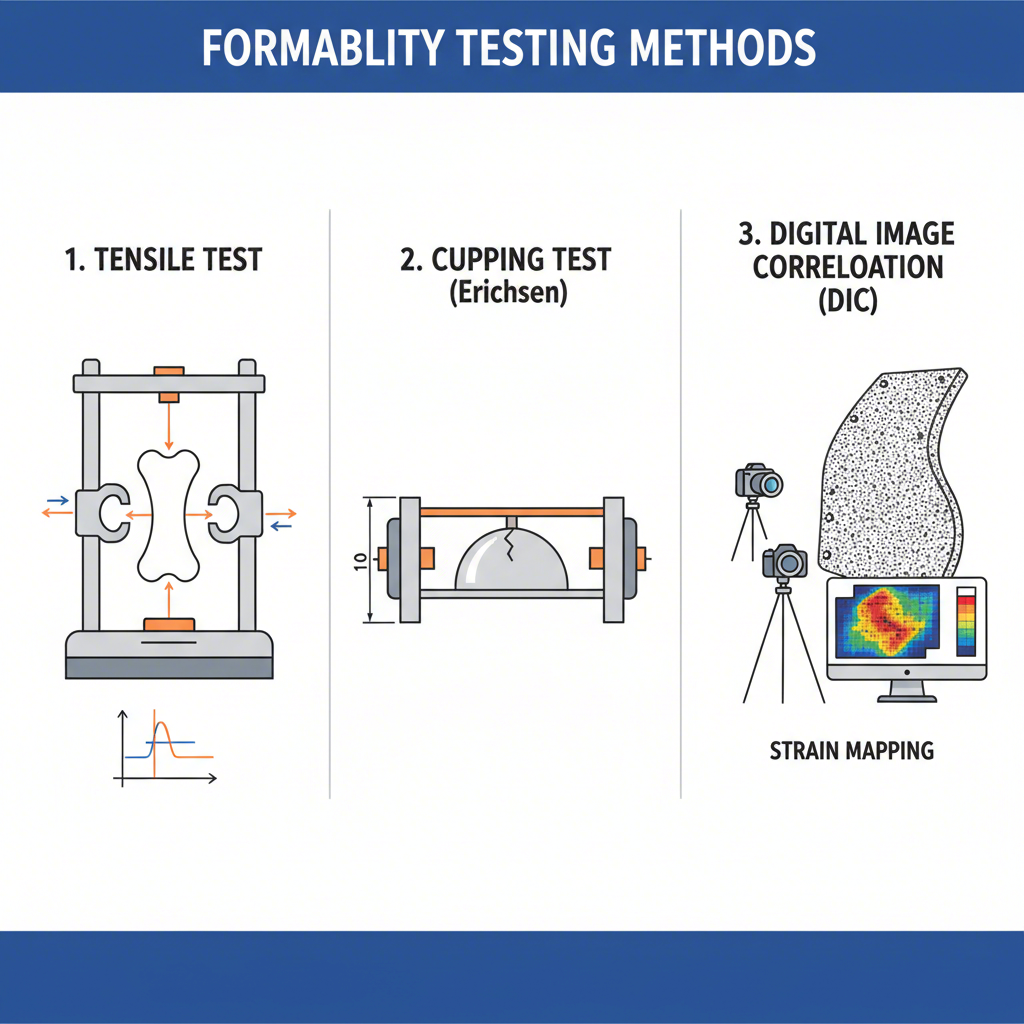
A hagyományos módszerek gyakran az egytengelyű húzóvizsgálattal kezdődnek. Ez az alapvető vizsgálat addig húz egy anyagmintát, amíg az elszakad, és közben méri olyan tulajdonságokat, mint a teljes megnyúlás és a keményedési tényező (n-érték). Bár egyszerű és olcsó, fő korlátozása, hogy csupán egy irányban méri a feszültséget, miközben a valós világban a legtöbb kihúzás technológia összetett, kétirányú (bikaxiális) feszültségekkel jár. Ezeknek a feltételeknek a pontosabb szimulálására a mérnökök olyan vizsgálatokat alkalmaznak, mint az Erichsen mélyhúzhatósági vizsgálat vagy a Nakajima-vizsgálat. Ezen eljárások során egy bélyegződugattyú rögzített lemezt kupola alakúra deformál, így valósághűbb képet ad a kialakíthatóságról kétirányú húzási terhelés mellett.
Nemrégiben az avanzsált optikai 3D mérőrendszerek forradalmasították az alakíthatósági elemzést. A digitális képkorreláció (DIC) technikája teljes felületi deformációs képet nyújt. E módszer során a fémlemezre mintázatot vagy pontokból álló hálót visznek fel az alakítás előtt. Az ütvekeményítés során nagy felbontású kamerák rögzítenek képeket több szögből. Specializált szoftver ezután elemezi, hogyan torzult el a mintázat, és kiszámítja a pontos fő- és mellékirányú alakváltozást az alkatrész teljes felületén. Ez a kontaktmentes módszer lényegesen több adatot szolgáltat a hagyományos teszteknél, lehetővé téve a kritikus alakváltozási területek pontos azonosítását.
Az alábbi táblázat összehasonlítja ezeket a gyakori módszereket:
| Tesztelési módszer | Mit mér | Előnyök | Korlátozások |
|---|---|---|---|
| Húzópróbа | Megnyúlás, szilárdság, n-érték | Egyszerű, olcsó, szabványosított | A tengelyirányú feszültségi állapot nem reprezentatív a legtöbb alakítási művelet esetén |
| Cupping / Duomborítási vizsgálat | Duomagasság törésnél, kétirányú alakváltozási határok | Kétirányú húzásviszonyok szimulációja | Időigényes, korlátozott adatpontokat nyújt, a súrlódás befolyásolhatja |
| Optikai 3D analízis (DIC) | Teljes felületű 3D alakváltozás és deformáció | Nagyon pontos, átfogó adatok, érintésmentes mérés | Speciális felszerelést és szoftvert igényel |
Haladó analízis: Modellezés, szimuláció és meghibásodás-előrejelzés
A fizikai tesztelésen túl a modern alakíthatósági elemzés legerősebb eszközei a számítógépes modellezés és szimuláció. Végeselemes analízis (FEA) szoftverek használatával a mérnökök virtuális modellt készíthetnek az egész sajtolási folyamatról. Ez tartalmazza az eszközök geometriáját, a lemezanyag tulajdonságait, valamint a folyamatparamétereket, mint például a súrlódás és a lapbefogó erő. A szimuláció ezután előrejelezi, hogy a lemez hogyan áramlik, nyúlik és vékonyodik, miközben a végső alkatrész formájára alakul.
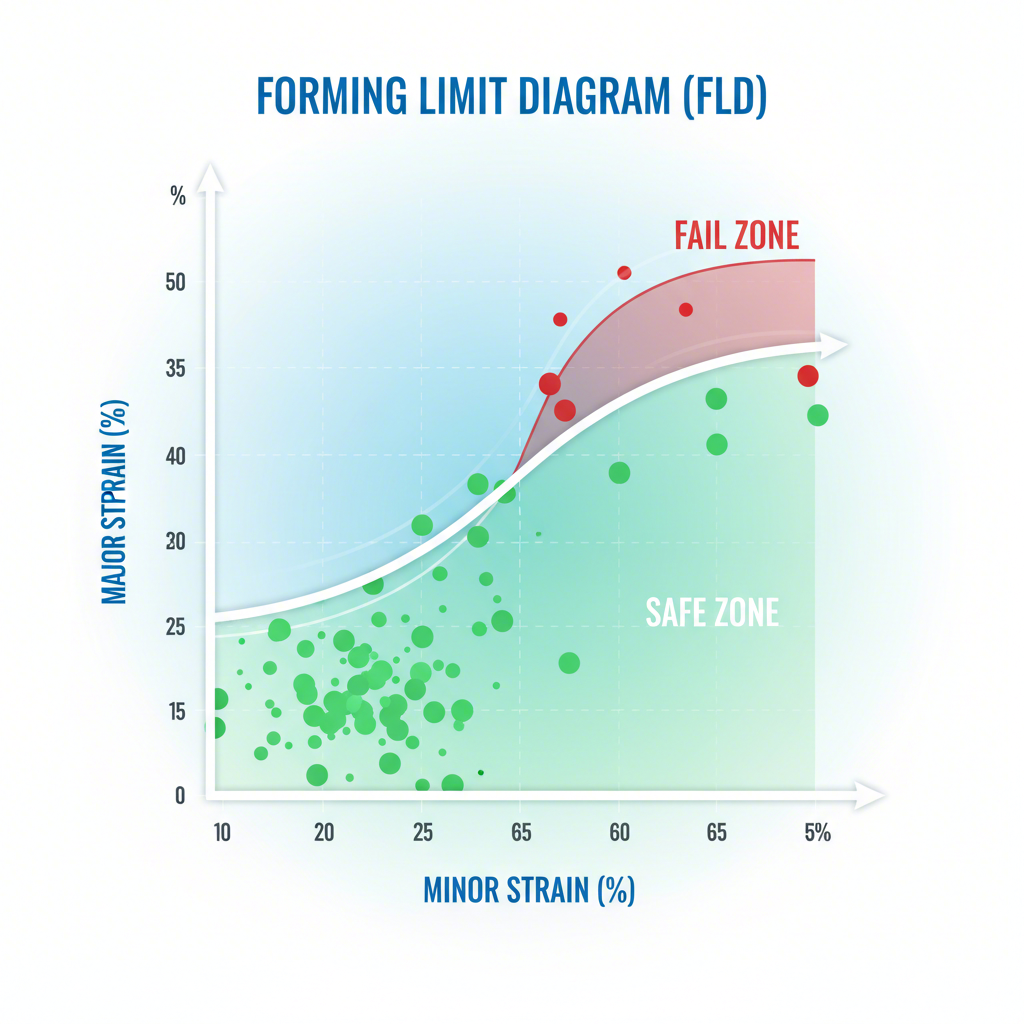
Ennek a szimulációnak egy központi eleme az alakíthatósági határdiagram (FLD). Az FLD egy olyan grafikon, amely meghatározza egy adott anyag biztonságos gyártási tartományát. A diagramon a fő nyúlás van feltüntetve a másodlagos nyúlás függvényében, és egy határvonal, az úgynevezett alakíthatósági határgörbe (FLC) választja el az elfogadható alakváltozást a beszűkülés kezdetétől és a meghibásodástól. A szimuláció során a szoftver kiszámítja az alkatrész ezernyi pontjának alakváltozási állapotát, és ábrázolja azokat az FLD-n. Ha a pontok az FLC felett helyezkednek el, az magas meghibásodási kockázatra utal az adott területen, így módosításra serkentve a tervezést.
A hagyományos FLD-nek azonban korlátai vannak, különösen több lépésből álló alakítási folyamatok esetén vagy fejlett anyagok alkalmazásakor. Ahogy a szakértők elmagyarázták, olyan tényezők, mint az aránytalan terhelés (amikor a deformációs útvonal megváltozik a folyamat során) és a kis sugarú hajlítás stabilizáló hatása, módosíthatják egy anyag tényleges alakíthatósági határát. A modern alakíthatósági elemzési keretrendszerek mára figyelembe veszik ezeket a hatásokat, így pontosabb meghibásodási előrejelzéseket nyújtanak összetett alkatrészekhez. A bonyolult komponenseket gyártó vezető gyártók, például a Shaoyi (Ningbo) Metal Technology Co., Ltd. , korszerű CAE-szimulációkat használnak az autóipari sajtóformák pontosságának biztosítására, jelentősen csökkentve az átfutási időt, valamint javítva az eredményeket az OEM-ek és a Tier 1 beszállítók számára.
A szimuláció tervezési folyamatba történő beépítésének jelentős előnyei vannak:
- Virtuális prototípuskészítés: Csökkenti a költséges és lassú fizikai szerszámpróbák szükségességét, mivel a problémákat először a számítógépen oldja meg.
- Tervezés Optimalizálása: Lehetővé teszi a mérnökök számára, hogy gyorsan kipróbálják a különböző alkatrészgeometriákat, szerszámterveket vagy anyagválasztásokat a legmegbízhatóbb megoldás megtalálásához.
- Hibajóslás: Pontosan előrejelezi nemcsak a repedéseket és a nyúlási határt, hanem más problémákat is, mint a redőződés, rugóhatás és felületi torzulások.
- Folyamat-hatékonyság: Segít optimalizálni olyan paramétereket, mint a kiinduló lemez alakja és a sajtolóerő nagysága, hogy csökkentsék az anyag- és energiafelhasználást.
Eredmények értelmezése és tervezési ajánlások alkalmazása
A hengerelt lemez alakíthatóságának elemzésének igazi értéke abban rejlik, hogy cselekvésre ösztönző információkat szolgáltat a mérnöki döntések támogatására. A szimulációk eredménye általában egy színes térkép az alkatrészen, ahol a különböző színek a megnyúlás vagy elvékonyodás különböző szintjeit jelölik. A zöld területek általában biztonságosak, a sárga határhelyzetet jelez a formázási határhoz közel, a piros pedig kritikus zónákat mutat, ahol magas a meghibásodás valószínűsége. Ezek a vizuális segédeszközök lehetővé teszik a mérnökök számára, hogy azonnal azonosítsák a problémás területeket.
Amikor egy szimuláció potenciális problémát jelez, az elemzés biztosítja a szükséges adatokat annak megoldásához. Például, ha nagy alakváltozás-koncentráció jelenik meg egy éles sarkon közel, a tervezési javaslat az lenne, hogy növeljék meg az adott jellemző rádiuszát. Ezáltal az alakváltozás nagyobb területen oszlik el, így visszakerül a biztonságos tartományba. Hasonlóképpen, ha redőződést jeleznek előre egy lapos panelen, a megoldás lehet a nyomótalp-erő beállítása vagy húzóhorog hozzáadása a jobb anyagáramlás-szabályozás érdekében.
Ez az adatvezérelt megközelítés a gyártásra való tervezés (DFM) egyik alapelve. Ha a formázhatósági elveket már a tervezés korai szakaszában figyelembe veszik, a mérnökök olyan alkatrészeket hozhatnak létre, amelyek nemcsak funkcionálisak, hanem hatékonyan is gyárthatók. Ez a proaktív módszer elkerüli a késői tervezési változtatásokat, amelyek felboríthatják a projekt ütemtervét és költségvetését.
Az alábbiakban bemutatunk néhány kulcsfontosságú, a formázhatósági elemzésen alapuló tervezési ajánlott gyakorlatot:
- Használjon nagy lekerekítéseket: Ha lehetséges, kerülje a hegyes belső és külső sarkokat. A nagyobb lekerekítési sugarak az egyik leghatékonyabb módja a helyi vékonyodás és repedések megelőzésére.
- Tartsa a funkciókat távol a hajlításoktól: Általános irányelvként tartsa a lyukakat legalább a anyag vastagságának 2,5-szerese plusz a hajlítási sugár távolságában a hajlítási vonaltól. Ez segít megelőzni, hogy a funkció torzuljon a hajlítási folyamat során.
- A tervezet szögét: Mélyhúzott alkatrészeknél a függőleges falak enyhén dőlt szöge csökkenti a súrlódást és az alakításhoz szükséges erőt, így csökkentve a repedések kockázatát.
- Adja meg a megfelelő tűréseket: Használja a geometriai méretek és tűrések (GD&T) rendszerét a síkság, egyenesesség és egyéb jellemzők elfogadható határainak meghatározására, figyelembe véve, hogy az alakítási folyamat bizonyos változásokat okoz.
- Konziultáljon az anyagadatokkal: Mindig pontos anyagjellemzők alapján készítse a terveket és szimulációkat, mivel az alakíthatóság jelentősen eltérhet még ugyanannak a fémesnek különböző minőségei között is.
Gyakran Ismételt Kérdések
1. Mi az alakíthatósága egy fémnek?
Az alakíthatóság az a képesség, amely lehetővé teszi, hogy egy lemezanyagot alakítani lehessen, és alkatrészként formálhassák, repedések vagy vékonyodások kialakulása nélkül. Ezt elsősorban az anyag szívóssága (képessége a megnyúlásra) és a deformációs keményedési tulajdonságai befolyásolják, amelyek meghatározzák, mennyire egyenletesen vékonyodik az anyag alakítás közben.
2. Melyek a gyakori alakíthatósági tesztek lemezacélok esetében?
A gyakori tesztek közé tartozik az egytengelyű húzóvizsgálat, amely a nyúlás és szilárdság alapvető értékeit méri; mélyhúzó tesztek (pl. Erichsen, Olsen) és kidudorodási tesztek, amelyek kétirányú húzófeszültséget szimulálnak; valamint modern, érintésmentes optikai 3D analitikai rendszerek (DIC), amelyek a felületi alakváltozás térképét adják meg teljes felületen.
3. Mi a 4T szabály a lemezacél tervezésénél?
Egy gyakori tervezési irányelv szerint a torzulás elkerülése érdekében egy lyukhoz hasonló elemet legalább a anyag vastagságának 2,5-szerese plusz az élkerekítési rádiusz távolságában kell elhelyezni a hajlítási vonaltól. Szelvények esetében néha egy „4T” értéket alkalmaznak, de az általános irányelv általában a vastagság négyszerese plusz az élkerekítési rádiusz.
4. Mi a GD&T a lemezalkatrészeknél?
A Geometriai Méretek és Tűrések (GD&T) szimbolikus nyelv, amelyet műszaki rajzokon használnak a rész geometriájában megengedett eltérés meghatározására. Lemezalkatrészek esetén a GD&T előírja a formaelemek, mint például a síkság, egyenesesség és profil kritikus tűréseit, hogy biztosítsa a végső, alakított alkatrész megfelelő működését és illeszkedését az összeszerelésben.