 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

A progresszív sablonok lényeges előnyei az autóiparban
TL;DR
A progresszív kihúzásos sajtolás rendkívül előnyös gyártási eljárás a járműipar számára, elsősorban azért, mert jelentős költségmegtakarítást kínál nagyüzemi termelés esetén. Ez a fémalakítási módszer lehetővé teszi nagy mennyiségű, összetett alkatrészek gyors előállítását kiváló pontossággal és konzisztenciával. A progresszív sablonok legfontosabb előnyei járműipari alkalmazásoknál az összehasonlíthatatlan termelési sebesség, a magas alkatrész-ismételhetőség és a minimális anyagveszteség, amelyek miatt a modern járműgyártás alappillére lett.
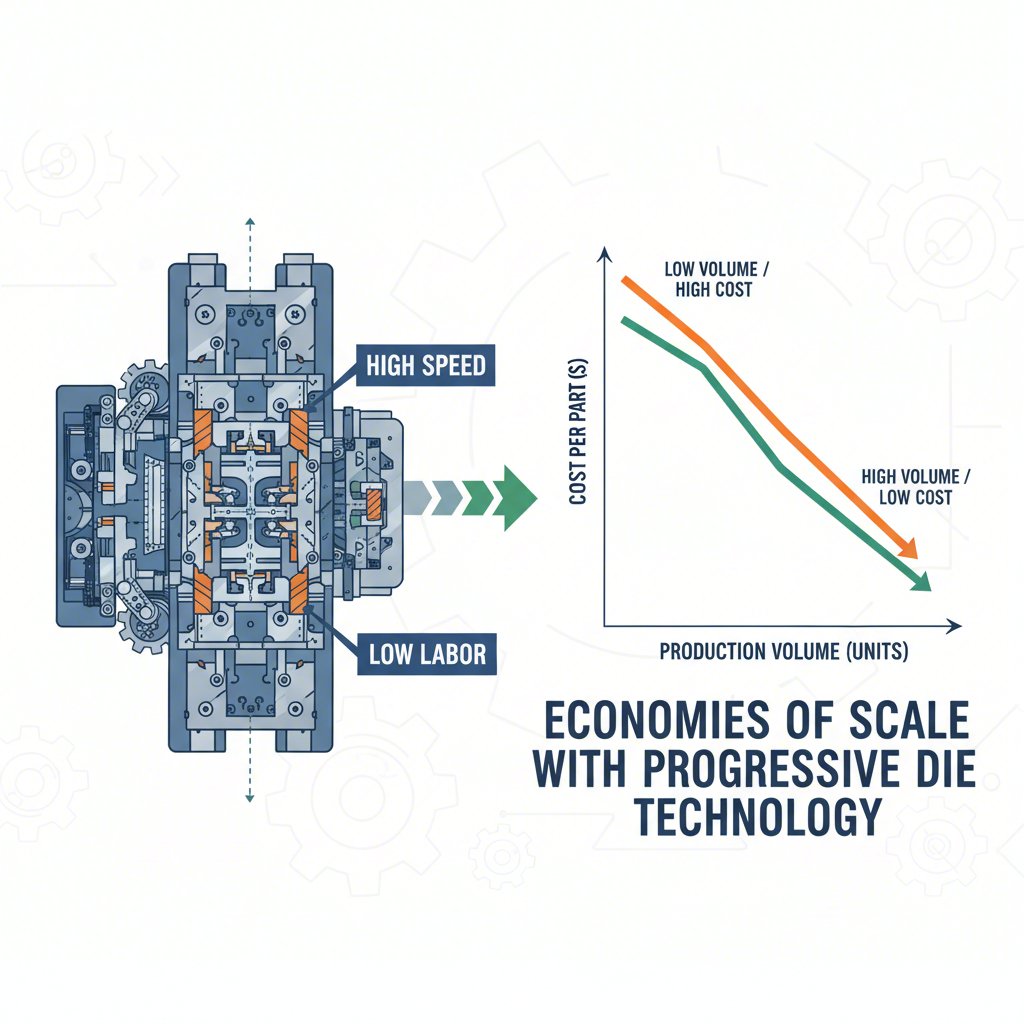
A fő gazdasági előny: nagyüzemi költséghatékonyság
Az előrehaladó kivágó sablonos sajtolás alkalmazásának elsődleges indoka az autóiparban a jelentős költségcsökkentés. Közepes vagy nagy sorozatgyártás esetén ez a folyamat lényegesen alacsonyabb darabköltséget eredményez, mint más gyártási módszerek. Ez a gazdasági hatékonyság nem véletlen: több egymással összehangolt tényező együttes működésének eredménye, amelyek a termelést egyszerűsítik és csökkentik a kiadásokat. A szerszámozás kezdeti költsége – amely a részegység bonyolultságától függően $10.000 alatt is lehet, de meghaladhatja a $100.000-t is – gyorsan megtérül a tömeggyártás során elért jelentős megtakarításoknak köszönhetően.
Ezeknek a költségmegtakarításoknak a fő forrása a folyamat belső hatékonyságában gyökerezik. Mivel egyetlen szerszám több műveletet – például vágást, hajlítást és lyukasztást – végez folyamatos sorozatban, az így szükséges kézi beavatkozás és többszörös gépbeállítás drasztikusan csökken. Ez az automatizálás alacsonyabb munkaerőköltségekhez vezet, és minimalizálja a leállásokat a műveletek között. Továbbá a folyamatot az anyag optimális felhasználására tervezték. A mérnökök gondosan tervezik meg a sáv elrendezését, hogy az alkatrészeket a lehető legszorosabban helyezzék el egymás mellett, ami jelentősen csökkenti a hulladékfém mennyiségét.
A folyamatos üreges kihúzás gyakran gazdaságosabb nagy mennyiségű kisebb alkatrész esetén, mint a transzfer üreges kihúzás. Bár a transzfer sablonok rugalmasabban kezelik az egyedi alkatrészeket, a folyamatos acélszalag-betáplálás a folyamatos kihúzásnál lehetővé teszi a magasabb sebességet és kevesebb kézi beavatkozást, ami közvetlenül hozzájárul a tömeggyártás költséghatékonyságához. Ezért ez az eljárás vált elsőbbségi módszerré számos autóipari alkatrész gyártásánál, ahol évente millió darab azonos alkatrészre van szükség.
Páratlan gyártási sebesség és hatékonyság
A gyorsan változó gépjárműgyártási iparban az ütemesség kritikus versenyelőnyt jelent. A progresszív többműveletes bélyegzés kiemelkedik ezen a területen, mivel egyes gépek percről percre akár százával vagy akár ezrével is előállítják az alkatrészeket. Ezt a lenyűgöző sebességet azért érik el, mert a nyersanyagként szolgáló fémtekercset folyamatosan és automatikusan táplálják a sablon különböző állomásain keresztül. A sajtoló minden ütemére egy elkészült alkatrész készül el és kiürül, így létrejön egy folyamatos és rendkívül hatékony termelési folyamat.
Ez a folyamatos működés hasonló egyetlen szerszámban elhelyezett tökéletesen optimalizált szerelőszalaghoz. Nincsenek szünetek, amikor alkatrészeket kellene egyik gépről a másikra mozgatni, ami más eljárásoknál gyakori szűk keresztmetszet. Ennek eredménye a jelentősen rövidebb átfutási idő, amely lehetővé teszi az autógyártók és beszállítóik számára, hogy hatékonyan teljesítsék a szigorú termelési ütemterveket, és gyorsan reagáljanak a piaci igényekre. Ez a hatékonysági szint elengedhetetlen a just-in-time ellátási láncok ütemének fenntartásához, amelyek az autóipart dominálják.
Más módszerekkel, például a soros kivágó sablonokkal összehasonlítva, amelyek nagy vagy összetett alkatrészek esetén nyújtanak rugalmasságot, a progresszív sablonok magasabb sebességet biztosítanak nagy darabszámú alkatrészek gyártásánál. Ez a működési előny nemcsak felgyorsítja a termelést, hanem növeli az általános termelékenységet is, lehetővé téve a gyártók számára, hogy maximalizálják a kimenetet egyetlen termelővonalról.
Kiváló pontosság és alkatrész-egységesség
Az autóipar rendkívül szigorú tűréseket és kitartó minőséget követel meg, mivel még a kisebb eltérések is hatással lehetnek a járművek biztonságára és teljesítményére. A progresszív késtömbös sajtolás kiváló konzisztenciájáról és pontosságáról ismert több millió alkatrész során. Ez a magas ismételhetőség azért lehetséges, mert az alakító és vágó állomások mindegyike egyetlen, merev késtömbbe van rögzítve. A fémcsíkot pontosan vezetik végig minden állomáson, kiküszöbölve azt a változékonyságot, amely akkor léphet fel, ha egy alkatrészt különálló gépek között mozgatnak.
Ez a belső pontosság biztosítja, hogy minden előállított alkatrész gyakorlatilag azonos legyen az előzővel. Az autóipari alkalmazásoknál ez tökéletes illeszkedést jelent a szerelés során, csökkentve az újrafeldolgozást, minimalizálva a selejtes alkatrészekből származó hulladékot, és garantálva, hogy a végső termék megfeleljen a szigorú minőségi követelményeknek. Annak a képességnek, hogy összetett geometriákat állítsanak elő egyetlen folyamatban, tovább növeli az értékét, lehetővé téve bonyolult, ugyanakkor könnyű és erős alkatrészek készítését.
Ez a megbízhatósági szint az oka annak, hogy a vezető gyártók kritikus alkatrészeknél ezen eljárásra támaszkodnak. Például olyan szolgáltatók, mint a Shaoyi (Ningbo) Metal Technology Co., Ltd. speciális egyedi autóipari sajtolóformák gyártásában, kihasználva a progresszív sajtolás pontosságát az OEM-ek és a Tier 1 szintű beszállítók szolgálatában. Az IATF 16949-hez hasonló szabványokhoz való ragaszkodásuk hangsúlyozza a minőségirányítás fontosságát, amelyet ez a gyártási módszer lehetővé tesz. Ez az egységesség létfontosságú számos autóipari alkatrész esetében, többek között:
- Elektromos csatlakozók és kapcsok
- Tartókonzolok és rögzítőelemek
- Szenzorházak és védőburkolatok
- Fék- és üzemanyag-rendszerek alkatrészei
- Szerkezeti megerősítések
Kiváló Tervezési Rugalmasság és Anyagoptimalizálás
A progresszív kihajtásos sajtolás jelentős tervezési szabadságot biztosít a mérnököknek, miközben egyidejűleg elősegíti az anyaghatékonyságot. Ez a folyamat több fémmegmunkáló műveletet – például hajlítást, domborítást, mélyhúzást és lyukasztást – egyesít egyetlen, folyamatos sorozatba. Ez lehetővé teszi összetett, több funkciót magában foglaló alkatrészek gyártását, amelyek máskülönben több különálló gyártási lépést igényelnének, növelve ezzel a költségeket és a gyártási időt. Ez a képesség lehetővé teszi a tervezők számára innovatív alkatrészek fejlesztését, amelyek teljesítményük és tömegcsökkentés szempontjából optimalizáltak.
A kulcsfontosságú előny a nyersanyagok magas hatékonyságú felhasználása. A folyamat egy fémszalag használatával kezdődik, és az alkatrészek elrendezése ezen a szalagon gondosan történik a selejt minimalizálása érdekében. Bár szükség van vezetőszalagra ahhoz, hogy az anyagot az alakvágón keresztül irányítsák, és ez a szalag végül selejtté válik, az alkatrészek egymáshoz közeli elhelyezésének lehetősége gyakran kevesebb összes anyagkiesést eredményez, mint más eljárások, amelyek külön lemezekből készítik az alkatrészeket. Az anyagoptimalizálásra való hangsúly nemcsak a költségek csökkentését segíti, hanem fenntarthatóbb gyártási gyakorlatokat is támogat.
Ugyanakkor figyelembe kell venni néhány kompromisszumot. Az eljárás kevésbé alkalmas mélyhúzott alkatrészekre vagy olyan elemekre, amelyekhez anyagáramlás szükséges több irányból, ami a transzfer alakvágás ereje. Ennek ellenére számos járműipari alkatrész esetében az alaktervezési sokoldalúság és az anyagtakarékosság kombinációja ideális megoldássá teszi a progresszív alakvágást, amely képes kiegyensúlyozni a teljesítményt, a költségeket és a fenntarthatóságot.
Gyakran Ismételt Kérdések
1. Mik a progresszív sablon fő előnyei?
A progresszív sablon fő előnyei a sebesség, hatékonyság és költséghatékonyság nagy sorozatgyártás esetén. Mivel az anyag automatikusan halad át a különböző állomásokon egyetlen szerszámon belül, a részek sokkal gyorsabban előállíthatók, mint olyan módszerekkel, amelyek kézi vagy robotizált átrakodást igényelnek a sajtok között. Ez alacsonyabb munkaerőköltségekhez, magas ismételhetőséghez és alacsonyabb darabköltséghez vezet.
2. Mik a progresszív kihajtás hátrányai?
A fő hátrányok közé tartozik a magas kezdeti szerszámköltség, mivel a sablonok összetettek és költségesek a gyártása. A folyamat a szerszám elkészítése után kevésbé rugalmas a tervezési változtatások tekintetében. Továbbá, mivel az alkatrész a hordozósávon marad az utolsó állomásig, bizonyos műveletek, amelyek szabad hozzáférést igényelnek az alkatrészhez, nem végezhetők el másodlagos folyamatok nélkül.
3. Mennyibe kerül egy progresszív sablon?
A progresszív sablon költsége jelentősen eltérő lehet a darab méretétől és bonyolultságától függően. Kisebb, egyszerű alkatrészek esetén a szerszámköltségek 10 000 USD alatt is maradhatnak, de nagyobb, összetettebb kialakításoknál könnyedén meghaladhatják az 50 000 vagy akár a 100 000 USD-t is. A magas kezdeti beruházás általában indokolt a nagy sorozatgyártás során elérhető alacsony darabköltséggel.
4. Mi a különbség az egyszeres sablon és a progresszív sablon között?
Az egyszeres sablon minden sajtoló ütésnél csak egy műveletet hajt végre, például kivágást vagy hajlítást. Ezzel szemben a progresszív sablon több műveletet hajt végre egyszerre, különböző állomásokon belül ugyanabban az eszközben. Ahogy a fémcsík áthalad a sablonon, az egyes állomásokon fokozatosan alakul ki, így minden sajtoló ütés alkalmával kész darab készül, ami sokkal hatékonyabb megoldás összetett alkatrészek és nagy mennyiségek esetén.