 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Gépi megmunkálási szállítók feltárva: Az első árajánlattól a megbízható partnerré válásig
A megmunkáló beszállítók és szerepük a gyártásban való megismerése
Amikor pontos alkatrészeket szeretne beszerezni következő projektje számára, a megfelelő megmunkáló beszállítók kiválasztása elég áttekinthetetlennek tűnhet. Az opciók ezrei között – kis helyi műhelyektől kezdve nagy léptékű szerződéses gyártókig – hogyan tudja eldönteni, melyik típus illik leginkább a szükségleteihez? A beszállítók alapvető kategóriáinak – és azok közötti különbségeknek – megismerése az első lépés a bölcs beszerzési döntések meghozatala felé.
Mi jellemzi egy megmunkáló beszállítót
A megmunkáló szállító bármely olyan vállalat, amely forgácsoló szerszámokkal, esztergával, marógéppel vagy más pontossági berendezéssel anyagot távolít el a nyersanyagból, hogy kész alkatrészeket hozzon létre. De itt kezdődik az érdekes rész: nem minden szállító működik ugyanúgy. A CNC jelentése – Computer Numerical Control (számítógépes numerikus vezérlés) – az automatizált folyamatot jelöli, amely a legtöbb modern megmunkálási műveletet irányítja, és a CNC-technológia megértése segít hatékonyabban értékelni a szállítók képességeit.
Alapvetően a CNC definíció olyan gépeket ír le, amelyeket úgy programoznak, hogy pontos mozgásokat hajtsanak végre ismétlődően, így biztosítva a minőség egyenletességét több száz vagy több ezer alkatrész esetében. Egy tapasztalt CNC-szakmunkás programozza és üzemelteti ezt a berendezést, digitális terveket fizikai alkatrészekké alakítva, amelyek tűréshatárai ezredinch-ben (0,001 hüvelyk) mérhetők.
A gyártási ökoszisztéma magyarázata
A megmunkáló szállítók általában három különálló kategóriába sorolhatók, mindegyik más-más vevői igényeket elégít ki:
- Munkahelyi gyártóüzemek: Ezek a kisebb műhelyek különféle, alacsony mennyiségű projekteket kezelnek. Amikor „gépgyártó műhelyek közel hozzám” kifejezést keresi, gyakran olyan megrendelésalapú műhelyeket talál, amelyek kiválóan alkalmazkodnak a gyors prototípusgyártáshoz és az egyedi, egyszeri alkatrészekhez.
- Szerződéses gyártók: Nagyobb létesítmények, amelyek kiterjedt szolgáltatásokat nyújtanak, beleértve az összeszerelést, a felületkezelést és a beszerzési lánc menedzsmentjét. Ideálisak közepes–nagy sorozatgyártási feladatokhoz.
- Specializált gépi megmunkáló műhelyek: Ezek a szállítók konkrét folyamatokra (pl. svájci esztergálás vagy 5-tengelyes marás) vagy iparágakra (légi- és űripar, egészségügy) specializálódnak, és mély szakértelemmel rendelkeznek összetett alkalmazások terén.
Miért fontos ez a beszerzési stratégiájára? A helytelen szállítói kategória kiválasztása gyakran eltérő elvárásokhoz vezet – például túlfizetés egyszerű alkatrészekért egy specializált vállalatnál, vagy egy munkadarabgyártó üzem túlterhelése olyan termelési mennyiséggel, amelyet nem tud fenntartani. A következő szakaszokban egy átfogó keretrendszert ismerhet meg a képességek, tanúsítványok és partnerségi potenciál értékelésére, amely a szállítókeresést találgatásból stratégiai folyamattá alakítja.
Az alapvető megmunkálási képességek, amelyeket minden vevőnek értenie kell
Képzelje el, hogy belép egy szállító gyárába, és ténylegesen megérti, hogy mindegyik gép mit csinál – és ami még fontosabb, hogy az adott gép megfelel-e a projektjének. Ez a tudás változtatja meg Önt passzív vevőből stratégiai partnerré. Nézzük meg részletesen azokat a lényeges megmunkálási folyamatokat, amelyekkel szembesülhet egy lehetséges szállító értékelése során.
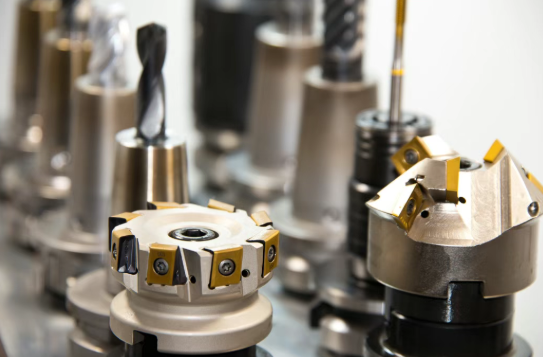
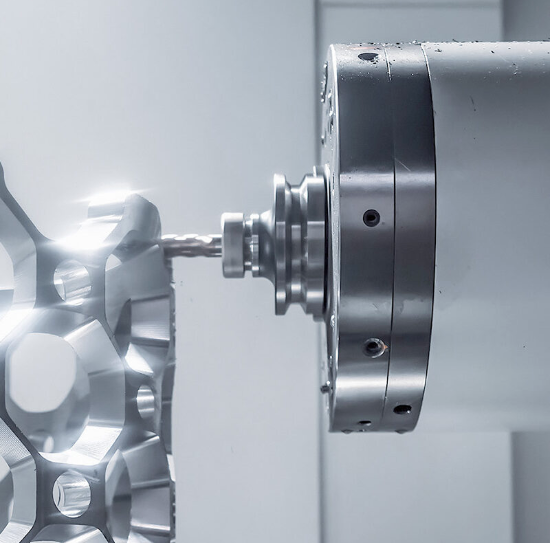
CNC-marás és -forgácsolás alapjai
Ez a két folyamat alkotja a legtöbb megmunkálási művelet alapját, mégis alapvetően eltérő célt szolgálnak.
CNC Frészlés forgó vágószerszámokat használ, amelyek egy álló munkadarabon mozognak, hogy anyagot távolítsanak el. A CNC marógép kiválóan alkalmas sík felületek, horpadások, zsebek és összetett 3D-kontúrok készítésére. Ha olyan tartóelemekre, házakra vagy lemezekre van szüksége, amelyek bonyolult geometriai jellemzőkkel rendelkeznek, akkor a marás általában az elsődleges megoldás. Egy függőleges frezisz gép a főorsót merőlegesen helyezi el az asztalhoz képest – ideális a felületmarásra és fúrásra –, míg a vízszintes konfigurációk nehezebb vágásokat és hosszabb munkadarabokat kezelnek.
CNC Forgatás megfordítja az egyenletet: a munkadarab forog, miközben egy álló vágószerszám alakítja azt. A CNC esztergagép hengeres alkatrészeket, például tengelyeket, csapokat, bushingeket és menetes elemeket készít kiváló koncentricitással. Ha alkatrésze kerek vagy forgásszimmetrikus, akkor az esztergálás gyorsabb ciklusidőt és jobb felületminőséget biztosít ugyanazon geometria marásához képest.
Itt egy gyakorlati tipp: amikor a beszállítók képességeit értékeli, ne csak azt kérdezze meg, hogy rendelkeznek-e marógéppel vagy esztergával. Kérdezze meg a forgószár sebességét, a tengelyek mozgását, valamint azt, hogy az esztergáikon élő szerszámozás működik-e. Az élő szerszámozás lehetővé teszi, hogy az esztergagépek marási műveleteket is végezzenek anélkül, hogy az alkatrészeket második gépre kellene áthelyezni – így csökkennek a kezelési hibák és a szállítási idők.
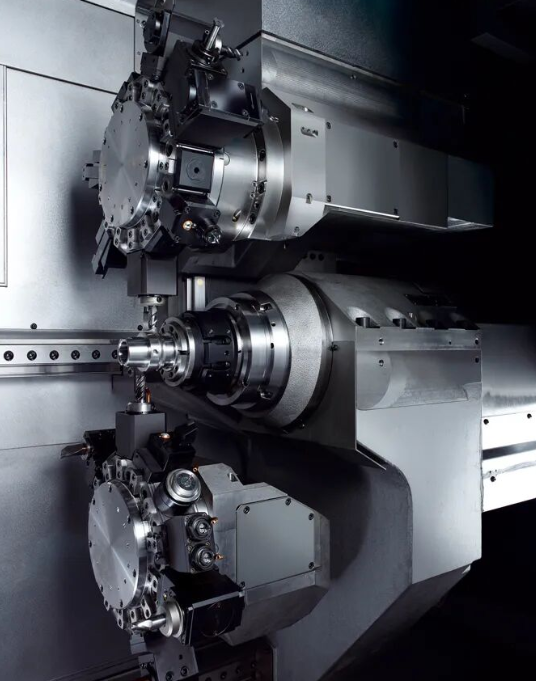
Fejlett többtengelyes és speciális eljárások
Ahogy az alkatrészek bonyolultsága növekszik, úgy növekszik a szükséges felszerelés szakértelme is. Ennek a fejlett képességeknek a megértése segít azonosítani azokat a beszállítókat, akik kezelni tudják a nehéz geometriájú alkatrészeket.
5-tengelyes megmunkálás: Egy 5 tengelyes CNC-gép a vágószerszámot vagy a munkadarabot egyszerre öt különböző tengely mentén mozgatja. Ez a képesség lehetővé teszi, hogy összetett légi- és űrhajóalkatrészeket, orvosi implantátumokat és autóipari alkatrészeket egyetlen beállítással megmunkáljanak. Kevesebb beállítás szorosabb tűréseket és kisebb összegyűlt hibát eredményez – ami kritikus fontosságú, ha a tervezés pontosságot követel.
Svájci megmunkálás: Eredetileg órák gyártására fejlesztették ki, a svájci típusú esztergák kiválóan alkalmasak kis átmérőjű, hosszú, vékony alkatrészek nagyon pontos gyártására. Ha alkatrészei 1,25 hüvelyknél kisebb átmérőjű tűk, és hosszuk–átmérőjük aránya meghaladja a 3:1 arányt, akkor a svájci megmunkálás gyakran felülmúlja a hagyományos esztergálást.
EDM (elektromos kisüléses megmunkálás): Amikor a hagyományos vágószerszámok nem érik el a szoros belső sarkokat, vagy nem tudnak keményített anyagokat megmunkálni, az elektromos szikraforgácsoló (EDM) gép elengedhetetlenül szükséges. A vezetékes EDM egy elektromosan töltött vékony vezetéket használ vezetőképes anyagok bonyolult profiljainak vágására – ideális például a sajtóformák alkatrészei, a légi- és űrhajóipari horpadások, valamint az orvosi eszközök jellemző elemeinek gyártásához. A mélyedm (sinker EDM) összetett üregeket hoz létre formázott elektródák segítségével.
Csillapítás: A köszörűgép a megmunkálást nem vágással, hanem a csiszoló hatás révén végzi, így olyan felületminőséget és tűréseket ér el, amelyeket a megmunkálás önmagában nem tudna biztosítani. Amikor rajzai 16 Ra-nál finomabb felületminőséget vagy ±0,0002 hüvelyk (±0,005 mm) tűrést írnak elő, a köszörűképesség elkerülhetetlen.
| Feldolgozási típus | Legjobb alkalmazások | Tipikus toleranciák | Az anyagi összeegyeztethetőség |
|---|---|---|---|
| CNC Frészlés | Házak, rögzítőkonzolok, lemezek, 3D-kontúrok | ±0,001"-tól ±0,005"-ig | Alumínium, acél, titán, műanyagok |
| CNC Forgatás | Tengelyek, csapok, bushingok, menetes alkatrészek | ±0,0005"-tól ±0,002"-ig | A legtöbb fémmetál és mérnöki műanyag |
| 5-tengelyes gépfeldolgozás | Összetett légi- és orvosi alkatrészek | ±0,0005"-tól ±0,001"-ig | Titán, Inconel, alumínium, kompozit anyagok |
| Svájci forgatás | Kis méretű, nagy pontosságú alkatrészek, orvosi csavarok | ±0,0002" és ±0,0005" között | Rozsdamentes acél, sárgaréz, titán |
| Huzal EDM | Bonyolult profilok, keményített anyagok | ±0,0001″ - ±0,0005″ | Minden vezetőképes anyag |
| Gördesítés | Pontos utómegmunkálás, szigorú méreteltérések | ±0,0001" és ±0,0002" között | Keményített acélok, kerámiák, keményfémek |
Amikor a szállítók erősségeit összeveti saját igényeivel, fontolja meg ezt a megközelítést: kezdje a legnagyobb igényt támasztó jellemzővel. Ha alkatrészén egy ±0,0003 hüvelykes (±0,0076 mm) furat található, akkor olyan szállítóra van szüksége, amely rendelkezik köszörülési vagy dörzsölési képességgel – függetlenül attól, hogy milyen jól marja az alkatrész külső felületeit. A rajzán szereplő legszigorúbb előírás határozza meg a minimális képességküszöböt. Most, hogy érti, mit nyújt egy-egy gyártási eljárás, a következő kulcskérdés így hangzik: rendelkezik-e a szállító a minőségi tanúsítványokkal, amelyekkel igazolni tudja, hogy munkája megfelel az ipari szabványoknak?
Tanúsítási követelmények és minőségi szabványok értelmezve
Megtalálta a megfelelő felszereléssel és képességekkel rendelkező beszállítót – de honnan tudja, hogy folyamatosan magas minőséget fog szállítani? A tanúsítások adják a választ. Ezek nem csupán díszes plakettek a falon; ellenőrzött rendszereket képviselnek, amelyek ismételhető folyamatokat, dokumentált eljárásokat és folyamatos fejlesztést biztosítanak. Az iparágának megfelelő tanúsítások ismerete segít elválasztani a megfelelő partnereket a kockázatos beszállítóktól.
Iparági szabványok szerinti minőségi tanúsítások
A minőségi tanúsítások független igazolásként működnek arra, hogy egy beszállító folyamatai megfelelnek az elfogadott szabványoknak. Úgy képzelhetők el, mint egy harmadik fél által végzett audit, amely megerősíti, hogy a beszállító valóban azt teszi, amit állít – attól kezdve, hogyan kalibrálja a mélységmérő és tűmérő eszközöket, hogyan kezeli a megfelelőtlen alkatrészeket .
Az alábbiakban az egyes főbb tanúsítások érvényességi területét ismertetjük:
- ISO 9001:2015 – Az iparágfüggetlen alapvető minőségirányítási szabvány. Ez igazolja, hogy a beszállító dokumentált folyamatokat alkalmaz, belső auditokat végez, nyomon követi az ügyfél visszajelzéseit, és folyamatos fejlesztésre törekszik. Tekintse az ISO 9001-et alapkövetelménynek – minden komoly gépi megmunkálással foglalkozó beszállítónak rendelkeznie kell ezzel a tanúsítvánnyal.
- A szövetek – Az autóipari iparág kötelező minőségirányítási szabványa, amely az ISO 9001-en alapul, de további követelményeket tartalmaz a hibák megelőzésére, a változékonyság csökkentésére és a hulladék kiküszöbölésére. Az autógyártók (OEM-ek) és az elsődleges beszállítók (Tier 1) általában ezt a tanúsítványt követelik meg. Kiemelt figyelmet fordít a statisztikai folyamatszabályozásra, a gyártott alkatrészek jóváhagyási folyamataira (PPAP) és a hibamód-elemzésre.
- AS9100 – A légiközlekedési iparág megfelelője, amely szigorúbb követelményeket állít a nyomvonalazhatóságra, a konfigurációkezelésre és a kockázatelemzésre. Ha alkatrészei repülnek – legyen szó kereskedelmi repülőgépekről, védelmi rendszerekről vagy űralkalmazásokról – az AS9100 tanúsítvány általában elkerülhetetlen.
- ISO 13485:2016 – Kifejezetten orvosi eszközök gyártói és szállítóik számára tervezve. Ez a tanúsítás biztosítja, hogy a folyamatok megfeleljenek a szabályozási követelményeknek, az eszközök nyomon követhetőségének és a kockázatkezelésnek a termék életciklusa során. Ahogy azt a Tapecon minőségi dokumentációja megjegyzi, az ISO 13485:2016 tanúsítás lehetővé teszi orvosi eszközök és megoldások gyártását, amelyek folyamatosan megfelelnek az ügyfél és a szabályozási követelményeknek.
- ITAR (International Traffic in Arms Regulations) – Nem minőségi szabvány önmagában, hanem a honvédelmi célú áruk gyártását vagy kezelését végző vállalatok számára előírt megfelelési követelmény. Az ITAR-regisztráció a USA Államtitkárságnál bizonyítja a szállító elköteleződését a szabályozott műszaki adatok védelme és az engedéllyel rendelkező személyzet számára történő hozzáférés korlátozása iránt.
- FDA regisztráció – Kötelező azoknál a létesítményeknél, amelyek az Egyesült Államokban forgalmazott orvosi eszközöket gyártanak. Bár nem minőségi tanúsítás, az FDA-regisztráció azt jelzi, hogy a szállító a jelenleg érvényes jó gyártási gyakorlat (CGMP) szabályozásai szerint működik.
A tanúsításokon túlmenően a képes szállítók kalibrált gépészi eszközöket tartanak fenn – például mikrométereket, tolómérőket és koordináta-mérőgépeket – nyomon követhető kalibrálási naplókkal. Kérje meg őket, hogy mutassák meg a kalibrálási ütemtervüket és a mértékekhez használt etalon mértéktárgyakat a telephely értékelése során.
Miért fontos a tanúsítási szint a projektje szempontjából
Itt bukkanak el sok vevő: vagy túl magas szintű tanúsításokat írnak elő (prémium árat fizetve felesleges megfelelésért), vagy túl alacsony szintűeket (ezáltal kockázatot teremtve a beszerzési láncban). A tanúsítási követelményeknek a tényleges igényekhez való igazítása mind a költségek, mind a minőségi eredmények optimalizálását szolgálja.
Kötelező vs. preferált tanúsítások:
Ha repülőgépipari fővállalkozók számára gyárt komponenseket, az AS9100 tanúsítás nem választható – ez egy szerződéses kötelezettség, amely a beszerzési lánc egészére kiterjed. Hasonlóképpen az autóipari OEM-ek az IATF 16949-et kötelezővé teszik, míg az orvosi eszközök gyártói szabályozási nyomást éreznek, hogy ISO 13485-tanúsított szállítóktól szerezzenek be alkatrészeket.
Azonban ha ipari berendezéseket vagy kereskedelmi termékeket gyárt, amelyekre nincs szabályozási felügyelet, az ISO 9001 elegendő minőségbiztosítást nyújt. Az általános ipari alkatrészekre előírt, szigorú autóipari vagy légi- és űripari tanúsítások költséget növelnek, anélkül hogy értéket adnának.
Milyen szempontokat ellenőriznek valójában a tanúsítások:
Egy tanúsított minőségirányítási rendszer biztosítja, hogy a beszállító ellenőrzött folyamatokat alkalmazzon a beérkező anyagok vizsgálatától kezdve a végső alkatrész-ellenőrzésig. Ez magában foglalja a megfelelő letörölő eszközök használatát a megmunkálási hibák eltávolítására, amelyek befolyásolhatnák az illeszkedést vagy a működést, a kalibrált mérőeszközökkel végzett dokumentált ellenőrzési eljárásokat, valamint a problémák keletkezése esetén a korrekciós intézkedések rendszerszerű alkalmazását.
A tanúsítások egyúttal az oktatási programok érvényességét is igazolják. Az operátorok megtanulják a megfelelő módon történő letörölési eszközök használatának szabványosított eljárásait, az ellenőrök megismerik a statisztikai mintavételi követelményeket, és a minőségmérnökök folyamatszabályozási dokumentációt vezetnek. Ez a rendszerszerű megközelítés csökkenti a változékonyságot, és problémákat észlel a termékek szállítása előtt.
Kérdések a minőségirányítási rendszerekkel kapcsolatban:
- Mikor volt az utolsó tanúsítási auditja, és azonosítottak-e bármilyen nem megfelelőséget?
- Bírálhatja-e jelenleg érvényes tanúsítványainak másolatait a regisztrációs számokkal együtt?
- Hogyan kezeli a pontos mérőeszközök kalibrálását?
- Mi a folyamata a vevők minőségi panaszainak kezelésére?
A tanúsítások arra utalnak, hogy a beszállítónak rendelkezésre állnak a megfelelő rendszerek – de maguk a rendszerek önmagukban nem garantálják az eredményeket. A következő szakaszban egy átfogó értékelési keretrendszer felépítését sajátíthatja el, amely túlmutat a tanúsítványokon, és a gyakorlatban megnyilvánuló képességeket, kapacitást és megbízhatóságot értékeli.

Gyakorlatias keretrendszer gépi megmunkálási beszállítók értékelésére
A tanúsítások megerősítik, hogy egy beszállítónak rendelkezésre állnak minőségbiztosítási rendszerek – de hogyan ellenőrizhető, hogy valóban megfelelően működnek-e? Akár „CNC gépek közelben” kifejezést keresve, akár külföldi partnerek értékelése során, egy strukturált megközelítésre van szüksége, amely a szubjektív benyomásokat objektív döntésekké alakítja. Az alábbi keretrendszer gyakorlati, alkalmazható szempontokat nyújt a lehetséges beszállítók pontozásához a partnerség megkötése előtt.
Beszállítói pontozólap elkészítése
A beszállítói pontozólap a szétszórt megfigyeléseket összehasonlítható adatpontokká alakítja. Gondoljon rá úgy, mint egy szabványosított ellenőrzőlistára, amely biztosítja, hogy minden jelölt ugyanazon szempontok alapján kerüljön értékelésre – így kizárja az elfogultságot, és lehetővé teszi a közvetlen összehasonlítást.
A beszerzési kutatás szerint Smartsheet , egy hatékony beszállítói értékelés három alapvető elemből áll: egy érték alapján szervezett beszállítói lista, egy metrikák szerinti teljesítménykövetési rendszer, valamint egy stratégiai rangsorolási rendszer alkalmazása. Íme, hogyan készítheti el sajátját:
Műszaki képességek értékelése
Kezdje a szállító berendezéseinek összevetésével a projektjének követelményeivel. Ne csak azt kérdezze: „Van 5 tengelyes gépe?” – mélyebbre ásni kell:
- Milyen konkrét gépmárkákat és -modelleket üzemeltetnek?
- Mi a legnagyobb berendezésük munkadarab-környezete (munkatér-mérete)?
- Rendelkeznek-e gépfigyelő rendszerekkel, amelyek nyomon követik a főorsó kihasználtságát és a ciklusidőket?
- Képesek-e képességvizsgálati adatokat (Cp/Cpk-adatokat) szolgáltatni olyan folyamatokra, amelyek hasonlóak az Ön alkatrészeihez?
Egy jártas CNC-operátor jól karbantartott berendezéseken más eredményt ér el, mint egy elégtelenül képzett csapat elavult gépeken. Kérjen mintadarabokat, vagy látogasson el a gyártó telephelyére, hogy személyesen megfigyelhesse a tényleges gyártási minőséget.
Minőségirányítási rendszer ellenőrzése
A tanúsítási dátumok ellenőrzésén túl ellenőrizze, hogy a minőségirányítási rendszerek nap mint nap működnek-e. Kérje meg, hogy tekintse át a legutóbbi belső audit eredményeit, az ügyfélpanaszok naplóját és a korrekciós intézkedésekre vonatkozó jelentéseket. Az a szállító, aki hajlandó ilyen információkat megosztani, átláthatóságot mutat – ez zöld jelzés a hosszú távú partnerségek számára.
Kapacitás- és skálázhatóságvizsgálat
Képes-e ez a beszállító növekedni az Ön vállalkozásával együtt? Értékelje a jelenlegi gépkihasználási arányokat, a műszakbeosztásokat és a bővítési terveket. Egy olyan gyártóüzem, amely három műszakban üzemel, és gépeinek kihasználtsága 95%-os, kevés helyet hagy sürgős megrendelései számára. Ezzel szemben egy olyan létesítmény, amelynek rendelkezésre álló kapacitása van, és dokumentált növekedési tervei, jelezheti, hogy készen áll arra, hogy az Ön vállalkozásával együtt növekedjen.
Kommunikációs elérhetőség
Tesztelje a reagálási képességet a szerződések aláírása előtt. Milyen gyorsan válaszolnak a telefonhívásokra? A megajánlások időben érkeznek meg? A korai kommunikációs minták előre jelezhetik a jövőbeli partnerségi dinamikát. Azok a beszállítók, akik a tárgyalási fázisban is nehezen reagálnak, ritkán javulnak a megrendelésük megszerzése után.
Pénzügyi stabilitást mutató jelzők
Egy technikailag képes, de pénzügyileg nehéz helyzetben lévő beszállító komoly kockázatot jelent a beszerzési lánc számára. Kérjen hitelreferenciákat, tekintse át a nyilvános pénzügyi kimutatásokat, ha elérhetők, vagy használjon harmadik féltől származó hitelmonitoring-szolgáltatásokat. Iparág-specifikus felmérések ajánlott a Dun & Bradstreet kockázati értékeléseinek vagy az ehhez hasonló hitelminősítéseknek a kérését a beszállító bevezetése során.
Kövesse ezt a lépésről lépésre haladó minősítési folyamatot, hogy rendszerszerűen értékelje minden jelöltet:
- Kezdeti szűrés: Ellenőrizze az alapvető képesítéseket – tanúsítványokat, felszereléslistákat és iparági tapasztalatot, amelyek relevánsak az Ön alkalmazásához.
- Dokumentumkérés: Gyűjtse össze a minőségirányítási kézikönyveket, képességnyilatkozatokat, felszereléslistákat modellszámokkal és minta ellenőrzési jelentéseket.
- Referenciaellenőrzések: Vegye fel a kapcsolatot legalább három jelenlegi ügyféllel, és kérdezzen konkrétan a határidőben történő szállításról, a minőség egyenletességéről és a problémamegoldásról.
- Gyártóüzem értékelése: Látogasson el a gyártóüzem termelési területére, hogy megfigyelje a szervezettséget, a berendezések állapotát és a munkavállalók bevonódását. Keressen olyan gépgyári fényképeket, amelyek megegyeznek a személyesen látottakkal, és nem csak a marketinganyagokban szereplő képekkel.
- Próbarendelés: Adjon le egy kis kezdeti rendelést, hogy valós körülmények között értékelje a teljesítményt, mielőtt nagyobb mennyiségre vállalna kötelezettséget.
- Pontozólap összeállítása: Értékelje minden szempontot egy egységes skálán, és számítsa ki a súlyozott pontszámokat az Ön prioritásai alapján.
Vörös zászlók, amelyek a beszállítói kockázatot jelezik
Annak ismerete, hogy mire kell figyelni az értékelések során, segít elkerülni a költséges hibákat. Alapul véve minőségi tanácsadási kutatásokat , ezek a figyelmeztető jelek a kezdeti látogatások során gyakran előrejelezik a jövőbeli problémákat:
Folyamat- és minőségügyi vörös zászlók
- Hiányzó vagy elavult kalibrálási címkék a mérőeszközökön azt sugallják, hogy a vizsgálati eredményekben nem lehet megbízni.
- A 2%-ot meghaladó selejtarány rendszeres folyamatirányítási problémákra utal, amelyek végül a saját alkatrészeire is hatással lesznek.
- Ingadozó képességmutatók (A Cp/Cpk értékek ingadozása a megfelelő és a megfelelőtlen tartomány között) az instabil gyártási folyamatokra utal.
- Hiányos gyártási naplók vagy a napi jelentések megosztásának vonakodása gyakran mélyebb vezetési problémákat takar.
Üzemeltetési figyelmeztető jelek
- Rendezetlen munkaterületek eltömött folyosókkal és hiányzó biztonsági felszereléssel jeleznek működési diszciplína hiányát.
- Elavult vagy rosszul karbantartott gépek amelyeknél hiányoznak a legfrissebb karbantartási címkék, megnövelik a meghibásodás kockázatát.
- Túlzsúfolt létesítmények ideiglenes területeken tárolt anyagokkal kapacitáskorlátokra utalnak, amelyek hatással lesznek a szállítási ütemtervekre.
- Túlzott függés a vevő felügyeletétől —ha a rutinproblémák megoldásához folyamatos irányításukra van szükség, belső vezetésük gyenge.
Kereskedelmi vörös zászlók
- Árak, amelyek jelentősen alacsonyabbak a piaci szintnél gyakran rejtett költségeket takarnak, amelyek később módosítási rendelések, szerszámozási díjak vagy minőségi hibák formájában bukkannak fel.
- Pontatlan szerződési feltételek a szerszámozás tulajdonjogával, a fizetési ütemtervekkel vagy a szállítási felelősséggel kapcsolatban kialakult bizonytalanság jövőbeli vitákat eredményez.
- Túlzott ígéretek konkrét részletek nélkül —például az a kijelentés, hogy „bármit meg tudunk tenni, amire szüksége van”, anélkül, hogy konkrét folyamatleírást adnának, arra utal, hogy inkább a szerződések megszerzésére, mint a tényleges eredmények szállítására helyezik a hangsúlyt.
- Bizalmassági indokok, amelyek akadályozzák a jogos kérdéseket rejtett folyamatgyengeségekre vagy megfelelőségi hiányosságokra utalhatnak.
Kérdések, amelyek feltárják a beszállító felkészültségét
Használja ezeket a kérdéseket a kezdeti beszélgetések során, hogy korai szakaszban felszínre hozza a potenciális problémákat:
- "Jelenleg milyen százalékban használja ki a kapacitását, és hogyan tudná kezelni rendeléseink 50%-os növekedését?"
- "El tudná magyarázni, hogyan járnak el minőségi hiányosság esetén, ha az ügyfélhez jut el?"
- "Kik a kulcsfontosságú alvállalkozói partnerei, és hogyan kezelik saját ellátási láncuk kockázatait?"
- "Mi volt az utolsó jelentős berendezésberuházása, és milyen berendezésfejlesztéseket terveznek a következő két évben?"
- "Beszélhetnék a minőségügyi vezetőjükkel a legutóbb bevezetett korrekciós intézkedésekről?"
Egy autóipari gépgyártó vagy precíziós gyártó vállalat, amely biztos a működésében, szívesen válaszol ezekre a kérdésekre. A kitérő válaszok vagy védekező reakciók ebben a felderítési szakaszban gyakran problémás partnerségre utalnak.
A létesítmény-auditok külön figyelmet érdemelnek. A formális bejáraton túl figyelje meg, hogyan kommunikálnak egymással a dolgozók, és hogyan bánnak a berendezéseikkel. Követik-e a munkavállalók a dokumentált eljárásokat, vagy improvizálnak? Megvannak-e minden munkaállomáson a munkautasítások, és egyértelműen hivatkoznak rájuk? Ezek a részletek mutatják meg, hogy a minőségirányítási rendszerek csupán dokumentumokban léteznek-e, vagy napi gyakorlatban is működnek.
Rögzítse le minden megfigyelését az értékelés során – fényképeket, jegyzeteket és konkrét megfigyeléseket. Ez a feljegyzés különösen értékes lesz több jelölt összehasonlításakor, és alapot szolgáltat a jövőbeli teljesítmény-ellenőrzéshez. Miután kitöltötte pontozólapját és azonosította a riasztó jeleket, készen áll egy megbízható döntés meghozatalára – a következő szakaszban pedig azt vizsgáljuk meg, hogyan változnak az árképzési struktúrák, amint projektek átmennek a prototípustól a gyártási tételekig.
A prototípustól a gyártásig való átmenet kezelése
Azonosított Ön megfelelő gépi megmunkálási szállítókat a megfelelő képességekkel és tanúsításokkal – de itt egy kérdés, amelyet sok vevő figyelmen kívül hagy: képesek-e növekedni Önnel együtt? Az a szállító, aki tíz hibátlan prototípust szállít, nehézségekbe ütközhet, ha tízezer darab gyártott alkatrészt igényel. Annak megértése, hogyan változnak az árak, a szállítási határidők és az üzemeltetési igények a projektfázisok során, segít olyan partnerek kiválasztásában, akik támogatják az egész termékéletciklust.
Prototípustól a tömeggyártásig
A prototípusról a teljes méretű gyártásra való áttérés nem csupán a nagyobb mennyiségű alkatrész megrendelését jelenti. Ez alapvetően megváltoztatja a szállítói kapcsolatot, a költségstruktúrát és a minőségi elvárásokat.
Minimális rendelési mennyiségek (MOQ): A prototípusokra összpontosító műhelyek gyakran elfogadnak egy darabos rendeléseket is, és a beállítási költségeket a magasabb egységárba építik be. A gyártásra specializálódott létesítmények általában minimális mennyiséget írnak elő – néha 100, 500 vagy akár 1000 darabot is – annak igazolására, hogy megérje a hatékonyság növelésére tett berendezési beruházásuk. Mielőtt megrendelné a prototípust egy szállítótól, érdeklődjön, fenntart-e-e gyártási MOQ-kat (minimális rendelési mennyiséget), és milyen mennyiségek esetén lépnek életbe különböző árképzési szintek.
Beállítási költségek és szerszámozási beruházások: Minden megmunkálási feladat programozást, rögzítőberendezés-beállítást és az első darab ellenőrzését igényli. A szerint iparági árképzési kutatások ez a nem ismétlődő mérnöki (NRE) költség általában 200–500 USD vagy több komplex alkatrészek esetében – függetlenül attól, hogy 1 vagy 1000 darabot rendel. Prototípusok esetében ez a fix költség dominál az egységárban. Ahogy a mennyiség nő, a költség egyre több darabra oszlik el, ami drámaian csökkenti az egységköltséget.
A szerszámozási beruházások egy további dimenziót adnak. Míg a prototípusok gyakran standard marószerszámokat és puha befogókupakokat használnak, a sorozatgyártáshoz egyedi rögzítőberendezésekre, különleges munkadarab-rögzítésre vagy specializált vágószerszámokra lehet szükség, amelyek csökkentik a ciklusidőt, de előzetes tőkebefektetést igényelnek. Egyes beszállítók külön díjat számítanak fel ezekért a szerszámokért; mások beépítik azokat az egységárba. Tisztázza korán a tulajdonjogot – ha Ön fizetett az egyedi rögzítőberendezésekért, átviheti-e azokat egy másik beszállítóhoz szükség esetén?
Itt egy gyakorlati megfontolandó kérdés: ha még mindig finomítja a tervezését, nem értelmes nagy összeget befektetni a sorozatgyártási szerszámozásba. Egy asztali CNC marógép elfogadható prototípusokat készíthet illeszkedés-ellenőrzés céljából, de a sorozatgyártás ipari berendezéseket igényel, amelyek ezer szériás cikluson keresztül is megőrzik a megadott tűréseket. Igazítsa a beszállítója berendezéseinek osztályát a projektjének jelenlegi szakaszához!
A mennyiségi árképzési modellek megértése
Miért 315 dollár egy darab ugyanabból a alkatrészből, de csak 15,30 dollár 1000 darabért? A számítás egyszerű, ha megértjük a képletet:
Egységár = (Egyszeri előkészítési költség / Rendelési mennyiség) + Változó költség darabonként
Nézzük meg ezt egy valós példán keresztül. Tegyük fel, hogy egy alkatrész előkészítési költsége 300 dollár, és a változó költség darabonként 15 dollár:
| Rendelési mennyiség | Egységre jutó beállítási költség | Változó költség | Teljes egységár | Árcsökkenés az előző mennyiségi fokozatról |
|---|---|---|---|---|
| 1 | $300.00 | $15.00 | $315.00 | — |
| 10 | $30.00 | $15.00 | $45.00 | 86% |
| 100 | $3.00 | $15.00 | $18.00 | 60% |
| 1,000 | $0.30 | $15.00 | $15.30 | 15% |
Figyelje meg, hogy a legnagyobb megtakarítás korán jelentkezik – az 1 darabról 10 darabra történő áttérés 86%-kal csökkenti az egységárat. Sok beszerzési csapat számára a „legjobb arány” 10 és 100 darab között helyezkedik el, ahol az előkészítési költség az ár 66,7%-ról mindössze 16,7%-ra csökken. 1000 darab felett már a tényleges változó költség alsó határához közelít.
Fontos figyelmeztetés az árképzési elemzőktől: óvakodjunk azoktól a beszállítóktól, akik a prototípus-árajánlatokon „0 USD NRE-díjat” tüntetnek fel. A gyakorlatban ez a beállítási költség gyakran rejtve marad a megemelt egységárakban. Így az ajánlat kis mennyiségek esetén vonzónak tűnik, de a termelés bővítésekor problémákat okoz – lényegében ismételten fizetjük a beállítási díjat, ahelyett, hogy egyszeresen elszámolnánk vele.
A lead time-elvárások a projekt fázisai szerint:
- Prototípusok (1–10 darab): A szállítási idő 3–10 munkanap között várható, a komplexitástól függően. A beszállítók gyakran gyorsítják a prototípusok gyártását, hogy jövőbeli sorozatgyártási megrendeléseket szerezzenek.
- Kis sorozatgyártás (10–100 darab): A szállítási idők általában 2–4 hétre nőnek, mivel a minőségi dokumentáció és az első minta ellenőrzése egyre szigorúbbá válik.
- Sorozatgyártási mennyiségek (100+ darab): A szokásos szállítási idő 4–8 hét, bár a külön erre a célra lefoglalt kapacitással rendelkező beszállítók gyorsabb teljesítést is kínálhatnak. Erősítsük meg a kapacitás-foglalást, mielőtt feltételeznénk, hogy a megadott szállítási idők érvényesek lesznek ismételt megrendelésekre is.
A CNC-programozás szintén hatással van a prototípustól a gyártásig tartó időszakra. A prototípusokhoz készített kezdeti programok gyakran a rugalmasságot helyezik előtérbe a sebesség helyett. A sorozatgyártás indokolja az optimalizálási erőfeszítéseket – például a szerszámpályák finomhangolása, a levegővágások csökkentése és az alapanyag-eltávolítás hatékony stratégiáinak bevezetése, amelyek másodpercekkel rövidítik le minden egyes ciklust. Ezek a másodpercek ezrekre szorzódnak fel több ezer alkatrész esetén, így jelentős költségcsökkenést eredményeznek.
Olyan beszállítók keresése, akik növekedésével együtt tudnak lépni:
A gyártási átállás kutatása a beszállító váltása a prototípus-készítés és a gyártás között bonyolultságot és kockázatot visz be a folyamatba. Csak a újraeszközölés is 100 000 dollárnál többet is költhet, függően a folyamattól és a bonyolultságtól. Az ideális partner zavartalanul kezeli mindkét fázist.
Beszállítók értékelésekor tegye fel ezeket a skálázhatósággal kapcsolatos kérdéseket:
- Kínál prototípus-készítési és sorozatgyártási szolgáltatásokat is, vagy csak az egyik területre specializálódott?
- Hogyan változnak az árstruktúráik 10, 100 és 1000 darabos rendeléseknél?
- Megoszthatna példákat olyan ügyfelekről, akiknél sikeresen skálázták a fejlesztési fázist a teljes körű gyártásig?
- Mennyi a szokásos gyártási időként megadott határidő a sorozatgyártási mennyiségek és a prototípusok esetében?
Egyes gyártók – különösen azok, akik asztali CNC gépet vagy mini marógép-képességet hirdetnek – kiválóan alkalmazkodnak a prototípusokhoz, de hiányzik belőlük a sorozatgyártáshoz szükséges infrastruktúra. Ugyanakkor a nagy mennyiségű termelésre specializálódott, Haas mini marógéppel felszerelt műhelyek elutasíthatják a kisebb prototípusrendeléseket, vagy rendkívül magas árat kérhetnek értük. Az olyan beszállítók azonosítása, akik mindkét területen jártasak, zavartalanabb átmenetet és erősebb tárgyalási pozíciót biztosít az Ön számára, amint a mennyiségek növekednek.
Miután tisztázódtak az árazási dinamikák és a méretbővítési szempontok, a következő stratégiai döntés a földrajzi elhelyezkedés kérdése: belföldi forrásból kell-e beszerezni, külföldi lehetőségeket kell-e vizsgálni, vagy hibrid megközelítést kell-e kialakítani? A válasz nem csupán az egyszerű költségösszehasonlításon alapul.

Földrajzi szempontok és ellátási lánc-stratégia
Vajon amerikai gyártótól közvetlenül kellene beszereznie, külföldi gyártási kapacitásokat kellene igénybe vennie, vagy hibrid ellátási láncot kellene építenie? Ez a döntés messze túlmutat az egységárak összehasonlításán. Földrajzi beszerzési stratégiája hatással van a szállítási időkre, a kommunikációs hatékonyságra, az ipari tulajdonjog biztonságára, valamint arra, hogy milyen hatékonyan tud reagálni problémák esetén. Ezeknek a kompromisszumoknak a megértése segít meghozni az Ön saját prioritásaihoz és kockázatvállalási hajlamához igazodó, jól informált döntéseket.
Belföldi szállítók előnyei és figyelembe veendő tényezők
Amikor egy „közelben lévő autós gépgyárat” keres, vagy régióban működő megmunkáló szállítókat értékel, a közelség olyan előnyöket nyújt, amelyek nem feltétlenül jelennek meg az árajánlatokon – de jelentősen befolyásolják a teljes tulajdonlási költséget.
Rövidebb szállítási idők és egyszerűbb logisztika: A belföldi megmunkálás kiküszöböli a nemzetközi szállítással járó bonyodalmakat. A Frigate iparági kutatása szerint a helyi gyártás megszünteti az egyébként vámügyi okokból adódó késéseket, minimalizálja a pufferkészlet igényét, és támogatja a pontosan időben történő szállítási modelleket. Egy olyan motor-megmunkáló műhely, amely a régiójában található, éjszakai szállítással képes kiszállítani a kész alkatrészeket, ahelyett, hogy heteket kellene várni az óceáni szállítás vámkezelésének lebonyolítására.
Valós idejű kommunikáció: Ugyanabban az időzónában történő működés azt jelenti, hogy a problémák a munkaidőben kerülnek megoldásra. Amikor egy tervezési változás azonnali szerszámozási beavatkozást igényel, vagy egy minőséggel kapcsolatos kérdés egyértelműsítést követel, a belföldi beszállítók órákon belül reagálnak, nem pedig napok múlva. Ez a kommunikációs sebesség kritikus fontosságú a prototípus-fejlesztés során, illetve mérnöki változási utasítások kezelésekor.
Erősebb szellemi tulajdon védelem: A belföldi gyártás ismert jogi keretek között működik. Szerint nemzetközi gyártási jogi szakértők a tervezési fájlok nemzetközi átadása biztonsági réseket hoz létre, ahol az adatokat lehallgathatják, másolhatják vagy engedély nélkül felhasználhatják – különösen olyan régiókban, ahol gyenge az ipari tulajdonvédelem. A hazai szállítók magasabb szintű biztosítékot nyújtanak az ipari tulajdon jogainak védelmében.
Minőségfelügyelet elérhetősége: Egy helyi szállító meglátogatása ellenőrzésre, első minta vizsgálatra vagy problémamegoldásra rövid autóútba kerül, nem pedig nemzetközi utazásba. Ez az elérhetőség lehetővé teszi azt a közvetlen, kézbe vehető felügyeletet, amely megelőzi a minőségi hiányosságokat és valódi partnerségi kapcsolatok kialakítását.
A kompromisszum? A hazai gyártás általában magasabb egységárakat eredményez a munkaerő-költségek és a felügyeleti költségek miatt. Azonban ha figyelembe vesszük a csökkent készletköltségeket, az elmaradt vámokat és a gyorsabb piacra jutást, a teljes bekerülési költség különbsége gyakran jelentősen csökken.
Külföldi gyártás kockázatainak és előnyeinek értékelése
A tengerentúli megmunkálás alacsonyabb egységköltségeket ígér — azonban ezek a megtakarítások működési összetettséggel járnak, amelyek gondos értékelést igényelnek.
A rejtett költségek valósága: Az vonzó tengerentúli árajánlat ritkán meséli el a teljes történetet. A tényleges beérkezési költség magában foglalja a fuvarozási díjakat, a vámokat, az importvámokat, a szállítási idő ingadozását ellensúlyozó pufferkészletet, valamint a minőségellenőrzési költségeket. A Frigate kutatása szerint ezek a rejtett költségek jelentősen csökkenthetik, sőt akár teljesen el is tarthatják a látszólagos megtakarításokat.
A beszerzési lánc sebezhetősége: A tengerentúli függőség azt jelenti, hogy bármilyen zavar a globális ellátási láncban — konténerhiány, kikötői torlódás vagy geopolitikai feszültségek — üresen álló gyártósorokhoz és elmulasztott piaci lehetőségekhez vezethet. Egy Deloitte-jelentés szerint a globális gyártók több mint 40%-a azonosította a tengerentúli beszerzés instabilitását a legfontosabb működési kockázatként.
Szellemi tulajdonhoz kapcsolódó aggályok: A nemzetközi gyártással foglalkozó jogi szakértők hangsúlyozzák, hogy a szokásos titoktartási megállapodások (NDA-k) ritkán védik a terveket külföldön. Hatékony ipari tulajdonvédelem külföldi gyártás esetén a védjegyek és szabadalmak regisztrálását igényli a gyártási országban – akkor is, ha ott nem értékesíti a termékeket –, valamint az országspecifikus NNN-megállapodások alkalmazását, amelyek megakadályozzák a beszállítókat abban, hogy felhasználják a kapott információkat, nyilvánosságra hozzák őket, vagy közvetlenül eladják termékeiket a vevőinek.
Minőségellenőrzési kihívások: A minőség távolról történő figyelemmel kísérése harmadik fél általi ellenőrök alkalmazását, rendszeres auditok ütemezését és annak elfogadását igényli, hogy a „minőségi elhalványulás” – a termék minőségének idővel bekövetkező fokozatos romlása – egyre nehezebben észlelhető és korrigálható. A külföldi CNC megmunkáló szolgáltatók gyakran hiányos, nem szabványosított dokumentációt vezetnek, illetve nem rendelkeznek ISO-szertifikációval, ami auditok során megfelelőségi kockázatokat eredményez.
A gyártási automatizálás és a gyári automatizálás iránti beruházások szűkítették néhány minőségi rést, mivel a modern külföldi gyártóüzemek egyre gyakrabban ugyanazt a CNC-felszerelést alkalmazzák, mint a hazai gyártók. Azonban a folyamatok szigorú betartása, az operátorok képzése és a menedzsmentrendszerek széles körben eltérnek – ezért alapos ellenőrzés elengedhetetlen.
Belföldi és külföldi beszerzés összehasonlítása
Használja ezt az összehasonlító táblázatot annak értékelésére, hogy mely tényezők a legfontosabbak az Ön konkrét alkalmazásához:
| Tényező | Belföldi beszerzés | Külföldi beszerzés |
|---|---|---|
| Gyártási idő | 1–4 hét általában; gyorsítás napokon belül lehetséges | 6–12 hét, beleértve a szállítási időt; korlátozott lehetőség gyorsításra |
| Kommunikáció | Ugyanazon időzónában; valós idejű problémamegszüntetés | 12 óránál hosszabb időzóna-különbség; késleltetett válaszciklusok |
| IP Védelem | Erős jogi keretrendszer; érvényesíthető szerződések | Változó kikényszerítés; helyi IP-regisztráció szükséges |
| Költségszerkezet | Magasabb egységárak; alacsonyabb rejtett költségek | Alacsonyabb egységárak; jelentős rejtett költségek lehetségesek |
| Minőségellenőrzés | Könnyű létesítményelérés; személyes ellenőrzések lehetségesek | Harmadik fél általi ellenőrzéseket igényel; utazásigényes ellenőrzések |
| Ellátási lánc kockázata | Alacsonyabb kitettség globális zavarokkal szemben | Érzékeny a szállítási késésekkel és geopolitikai eseményekkel szemben |
| A szabályozásnak való megfelelés | Ismerős szabványok; egyszerűbb ellenőrzés | Változó szabványok; tanúsítás-ellenőrzés szükséges |
A megfelelő földrajzi döntés meghozatala
Optimális beszerzési stratégiája attól függ, hogy milyen súlyt tulajdonít ezeknek a tényezőknek az Ön konkrét prioritásai szerint:
- Válassza a hazai beszerzést amikor a szállítási idő érzékenysége, az ipari tulajdon (IP) kérdései vagy a szabályozási megfelelőség (ITAR, AS9100, FDA) elsődleges szempont. Azok a projektek is előnyösek helyi partnerekkel, amelyek gyakori műszaki változtatásokat igényelnek, illetve amelyeknél a minőségügyi együttműködés különösen fontos.
- Vegye figyelembe a külföldi beszerzést nagy mennyiségű, stabil tervezésű termékek esetén, ahol a költségcsökkentés indokolja a hosszabb szállítási időt, és képes beruházni megbízható minőségellenőrző rendszerekbe.
- Fejlesszen ki hibrid stratégiákat a prototípusok hazai gyártásával a sebesség és rugalmasság érdekében, majd a stabil termelés áthelyezésével külföldre – vagy a kettős forrásként történő fenntartással a láncolati kockázat enyhítése érdekében.
A kulcsrakész megoldásokra vonatkozó igények esetén, amikor egyetlen szállító kezeli az alapanyagtól a kész összeszerelésig minden folyamatot, a hazai partnerek általában zavartalanabb végrehajtást biztosítanak. A külföldi kulcsrakész megrendelések koordinációs bonyolultsága további hibalehetőségeket hoz be.
Bármely földrajzi stratégiát választja is, ne feledje: a legalacsonyabb ár ajánlat ritkán jelenti a legkisebb összköltséget. Vegye figyelembe az összes elemet – a szállítást és a vámokat, a minőségellenőrzést és a készlettartási költségeket – mielőtt kötelezettséget vállalna. Miután tisztázta a földrajzi szempontokat, a következő kulcsfontosságú lépés az iparágspecifikus követelmények megértése, amelyek formálják a beszállítóválasztási kritériumait.
Iparágspecifikus követelmények gépparki partnerek esetében
Értékelte a képességeket, ellenőrizte a tanúsításokat, és figyelembe vette a földrajzi tényezőket – de itt bukkanak el sokan: az iparágspecifikus követelmények drámaian eltérnek egymástól. Egy olyan beszállító, aki tökéletesen alkalmas autóipari alkatrészek gyártására, hiányozhatnak tőle azok a nyomon követhetőségi rendszerek, amelyeket az orvosi eszközök igényelnek. Annak megértése, hogy iparágának milyen követelményei vannak valójában, segít a beszállítók szakmai profilját összehangolni a megfelelőségi követelményekkel anélkül, hogy túl szigorú előírásokat állítana fel, vagy kritikus hiányosságokat hagyna.
Autóipari szektor beszállítói követelményei
Az autóipari megmunkálási gyártás olyan szigorú minőségi keretek között működik, amelyek a legkívánatosabbak bármely iparágban. A gyártók (OEM-ek) és az első szintű beszállítók ezeket az előírásokat továbbítják a teljes ellátási lánc minden tagjának – ez azt jelenti, hogy a megmunkálási partnere megfelelőnek kell lennie az eredetileg milliárd dolláros gyártók számára kialakított szabványoknak.
IATF 16949 tanúsítvány: Ez nem választható el a komoly autóipari munkától. Az IATF 16949 szabvány az ISO 9001-en alapul, de kiegészíti azt az autóiparra specifikus követelményekkel, mint például a hibák megelőzése, a változékonyság csökkentése és a hulladék kizárása. Az ezt a tanúsítványt birtokló beszállítók olyan rendszerekkel rendelkeznek, amelyek képesek megfelelni a nagy autógyártók elvárásainak.
Gyártási Alkatrész Jóváhagyási Folyamat (PPAP): A gyártás megkezdése előtt az autóipari beszállítóknak be kell fejezniük a PPAP-dokumentációt, amely igazolja, hogy folyamataik megfelelő alkatrészeket állítanak elő. Ez tartalmazza a méreti jelentéseket, az anyagtanúsítványokat, a folyamatáramlási diagramokat, a vezérlési terveket és a képességvizsgálatokat. Számos CNC-megmunkáló állás az autóipari létesítményekben éppen ezeknek a dokumentációs követelményeknek a támogatására összpontosít.
Statisztikai Folyamatszabályozás (SPC): Az autóipari beszállítók nem csupán alkatrészeket ellenőriznek – folyamataikat valós idejűben figyelik. Az SPC-diagramok a gyártási folyamat során nyomon követik a kritikus méreteket, és észlelik a szóródást, mielőtt hibák keletkeznének. Amikor beszállítókat értékel, kérje meg őket, hogy mutassák be az SPC-alkalmazásukat, valamint azt, hogyan reagálnak a vezérlésen kívüli jelekre.
A kulcsfontosságú autóipari beszállítói követelmények közé tartozik:
- IATF 16949 tanúsítvány jelenlegi regisztrációval és hibátlan auditelőzménnyel
- PPAP-képességgel mind az öt benyújtási szinten, beleértve a 3. szintet (teljes dokumentációs csomagot)
- SPC-alkalmazással a minőséget meghatározó kritikus méretekre vonatkozóan, dokumentált reakciós tervvel
- FMEA-szakértelemmel folyamat-hibamód és hatásanalízishez a bevezetési időszakban
- 8D Problémamegoldás korrekciós intézkedésekre vonatkozó módszertannal minőségi problémák esetén
- Éves kapacitástervezés dokumentáció, amely igazolja a mennyiségi előrejelzések teljesítésének képességét
A gépjárműiparban CNC-munkákhoz vagy közelben elérhető CNC-gépkezelő állásokhoz érdeklődő szakemberek számára ezek a követelmények alakítják a mindennapi működést. A szükséges fegyelem konzisztens minőséget eredményez – ugyanakkor magasabb beszállítói költségeket is jelent az általános ipari munkához képest.
Repülőgépipar, egészségügy és félvezetőipar szempontjai
A gépjárműipartól eltérően más iparágak is saját, speciális követelményeket támasztanak. A beszállító szakértelmének összehangolása az Ön konkrét iparágával megelőzi a megfelelőségi hiányosságokat, amelyek károsíthatják a repülőgépek üzemeltetését, késleltethetik az FDA-engedélyeket, vagy szennyezhetik a félvezető-gyártási folyamatokat.
Repülőtéri Pontossági Követelmények
Amikor alkatrészek repülnek, a kockázat nem lehet nagyobb. A repülőgépipari megmunkálás a következőket követeli meg:
- AS9100 tanúsítvány a légi-, űr- és védelmi ipar gyártásának alapminőségi szabványa
- 5 tengelyes CNC-képességek összetett szárnyprofil-geometriák, turbinakomponensek és szerkezeti rögzítőelemek megmunkálásához, amelyeket egyszerűbb berendezéseken nem lehet előállítani
- Anyag nyomon követhetőség a nyers anyagtól a kész alkatrészig, a gyártmánytanúsítványokkal és hőkezelési tétel dokumentációjával
- Első mintaellenőrzés (FAI) az AS9102 előírásai szerint, minden méret rögzítése az első sorozatgyártási alkatrészeknél
- Különleges folyamatok tanúsítása nadcap-által jóváhagyott hőkezelésre, felületkezelésre vagy nem romboló vizsgálatra (NDT), ha alkalmazható
- Konfigurációkezelés rendszer, amely megakadályozza a jogosulatlan tervezési módosításokat
A légiközlekedési beszállítók gyakran éppen azért fektetnek be öt tengelyes megmunkáló képességekbe, mert a bonyolult légiközlekedési geometriákhoz egyidejű többtengelyes mozgás szükséges a szigorú tűrések fenntartásához összetett felületeken. Ha alkatrészei között vannak bliskok, impulzuskerék-kerekek vagy alávágásokat tartalmazó szerkezeti elemek, ellenőrizze, hogy a beszállítója valóban öt tengelyes CNC-gépeket üzemeltet-e – nem csupán 3+2 pozicionálást.
Orvosi eszközök nyomon követhetőségi igényei
Az orvosi eszközök megmunkálása az FDA és a nemzetközi megfelelő hatóságok szabályozási felügyelete alatt zajlik. Ezen ágazatban tevékenykedő beszállítóknak igazolniuk kell:
- ISO 13485 Igazolás kifejezetten az orvosi eszközök minőségirányítási rendszereire kialakítva
- Teljes nyomonkövethetőség minden befejezett eszköz összekapcsolása a nyersanyag-tételként, gép sorozatszámként, munkavállalói azonosításként és ellenőrzési feljegyzéseként
- Érvényesített folyamatok dokumentált telepítési minősítéssel (IQ), működési minősítéssel (OQ) és teljesítményminősítéssel (PQ)
- Tiszta gyártási környezetek megfelelő az eszköz osztályozásához és rendeltetési céljához
- Tervezési történeti fájl (DHF) szabályozott eszközökbe integrált alkatrészek támogatása
- Biokompatibilitási tudatosság biztosítva, hogy a megmunkálási folyamatok ne vezessenek be olyan szennyező anyagokat, amelyek veszélyeztetik a betegek biztonságát
Az orvostechnikai gyártásban használt szerszámkészítő szerszámok és rögzítők gyakran külön tárolási és tisztítási protokollokat igényelnek a projektek közötti keresztszennyeződés megelőzése érdekében. Kérdezze meg a lehetséges beszállítókat, hogyan választják el az orvostechnikai termelést az általános ipari gyártástól.
Félvezetők tisztasági szabványai
A félvezetők berendezésalkatrészei olyan környezetben működnek, ahol a mikroszkopikus szennyeződések katasztrofális hibákat okoznak. Ezen iparág szolgáltatóinak meg kell felelniük a következőknek:
- Ultra-tisztított megmunkálási protokollok részecskék keletkezésének megelőzése a gyártás során
- Specializált tisztítási és passziválási eljárások megmunkálási maradékok eltávolítására szolgáló folyamatok, amelyek a részecskék koncentrációját milliárdod részre csökkentik
- Tisztasági osztályozott (cleanroom) környezethez alkalmas csomagolás újra szennyeződés megelőzése a szállítás és kezelés során
- Anyagtisztasági dokumentáció az ötvözet-összetétel ellenőrzése a félvezető-ipari minőségi előírásoknak való megfelelés érdekében
- Elektrosztatikus kisülés (ESD) elleni védelem a gyártási és kezelési folyamat során
- Gázkibocsátás-ellenőrzés vákuumkörnyezetben működő alkatrészek esetében
A félvezető-szálítók gyakran saját, erre a célra kialakított berendezéseket üzemeltetnek, mivel a vágófolyadékok vagy más anyagok maradványai szennyezhetik az ultra-tisztaságot igénylő folyamatokat. Amikor félvezetőalkalmazásokhoz szállítókat értékel, kérdezze meg, hogy elkülönítik-e ezt a munkát, és milyen érvényesítési protokollokat alkalmaznak a tisztítási folyamatokra.
A szállító szakosodásának összhangja az Ön igényeivel
Az alábbiakban gyakorlatias útmutatást nyújtunk a szállító szakértelemének és az Ön megfelelőségi követelményeinek összehangolásához:
- Ne határozzon meg túlzottan szigorú előírásokat: Az általános ipari alkatrészekre az AS9100 szabvány előírása megnöveli a költségeket anélkül, hogy hozzáadott értéket nyújtana. A tanúsításokat igazítsa a tényleges szabályozási követelményekhez.
- Ellenőrizze a szakosodás mélységét: Egy szállító, aki „orvosi” tapasztalatot sorol fel, akár egy egyszerű rögzítőelemet is gyártott – vagy akár több ezer darab III. osztályú beültethető eszközt. Kérjen konkrét példákat az Ön eszközének osztályozásához kapcsolódóan.
- Erősítse meg a jelenleg érvényes tanúsításokat: A tanúsítások érvényessége lejár. Kérjen másolatokat a regisztrációs számokkal együtt, és ellenőrizze közvetlenül a regisztráló szervezeteknél az érvényességet, amikor a megfelelés kritikus fontosságú.
- Értékelje a szakmai tapasztalatot: Azok a beszállítók, akik mély szakmai ismeretekkel rendelkeznek az adott iparágbeli területen, megértik a nem írott követelményeket – az informális szabványokat és az ügyfél elvárásait, amelyek nem jelennek meg a hivatalos specifikációkban.
Az iparágspecifikus beszállítók kiválasztására fordított befektetés jutalmat hoz a zavartalan auditokon, kevesebb dokumentáció-módosításon és a megfelelőségi hiányosságok kockázatának csökkentésén keresztül, amelyek késleltethetik termékei piacra dobását. Miután tisztázódtak az iparágspecifikus követelmények, a beszállítói stratégia végső elemei a folyamatos kapcsolatkezelésből állnak – a kezdeti ajánlatkérési folyamattól kezdve a hosszú távú partnerségi kapcsolatok kialakításáig.
Beszállítói kapcsolatok kialakítása és kezelése
Azonosította a megfelelő gépi megmunkálási szállítókat, értékelték képességeiket, és ellenőrizték tanúsításaikat – de a partner kiválasztása csupán a kezdete. A valódi munka akkor kezdődik, amikor elküldi az első árajánlat-kérést (RFQ), és évekig tart a gyártás, a minőséggel kapcsolatos megbeszélések és a változó igények során.
Az árajánlat-kérés és a kiválasztási folyamat kezelése
Az árajánlat-kérése (RFQ) meghatározza az egész partnerségi kapcsolat hangulatát. Egy homályos RFQ félreértéseket idézhet elő; egy alaposan kidolgozott RFQ pedig professzionális megjelenést biztosít, és komoly válaszokat vonz a képzett szállítóktól.
Árajánlat-kérési (RFQ) ajánlott eljárások, amelyek jobb árajánlatokat eredményeznek
Tekintse az RFQ-t kommunikációs eszköznek, nem csupán árjegyzék-kérésként. Tartsa be az alábbi elemeket, hogy pontos és összehasonlítható árajánlatokat kapjon:
- Teljes műszaki dokumentáció: Szolgáltasson méretarányos rajzokat, 3D CAD-fájlokat (STEP vagy natív formátumokban) és anyagspecifikációkat. A kérdéses területen fellépő egyértelműtlenség árlehetőségek eltérő megadásához vezet, ami nehezíti az összehasonlítást.
- Realisztikus mennyiségi tartományok: Kérjen árajánlatot több darabszámra (10, 100, 1000 darab), hogy megismerje az árképzési struktúrákat, és azonosítsa azokat a beszállítókat, akiknek a „legjobb teljesítményt nyújtó” mennyiségi tartománya illeszkedik az Ön igényeihez.
- Célvezetési időszakok: Jelölje meg, hogy szüksége van-e gyors prototípus-gyártási szállításra, vagy elfogadható számára a szokásos gyártási határidő.
- Minőségi dokumentációval szembeni elvárások: Jelölje meg, hogy szüksége lesz-e első minta ellenőrzési jelentésre, anyagtanúsítványokra vagy folyamatos statisztikai folyamatszabályozási (SPC) adatokra.
- Másodlagos műveletek: Sorolja fel a megmunkáláson túl szükséges felületkezelési követelményeket, hőkezelést, felületi bevonatot vagy összeszerelési szolgáltatásokat.
Egy jól strukturált ajánlatkérés azt is jelezi a potenciális szállítóknak, hogy professzionális vevőként érdemes prioritást élveznie. A szállítók felismerik, hogy a rendezett ügyfelek általában rendezett fizetési gyakorlatot és ésszerű elvárásokat tartanak fenn – így projektek több vonzerejűek lesznek legjobb CNC-gépkezelő csapatuk és termelési ütemezőik számára.
Ajánlatok értékelése az egységár fölött
Amikor az ajánlatok beérkeznek, ellenálljon a kísértésnek, és ne rendezze őket kizárólag az ár alapján. Az alkalmazásmérnöki szakértelem – azaz a szállító képessége olyan tervezési javaslatok megfogalmazására, amelyek csökkentik a költségeket vagy javítják a gyárthatóságot – gyakran több értéket hoz, mint a legalacsonyabb ajánlat. Vegye figyelembe az alábbi tényezőket:
- Szerszámozási és előkészítési díjak: Ezek külön felsorolásra kerültek, vagy beépültek az egységárakba?
- Szállítási határidők: Képesek-e betartani határidejét, vagy csak reménykedésen alapul az ajánlat?
- Kifizetési feltételek: A nettó 30 napos fizetési feltétel és az előre fizetés jelentősen befolyásolja pénzforgalmát.
- A szolgáltatások tartalma: Tartalmazza-e az ajánlat a minőségellenőrzési jelentéseket, a csomagolási előírásokat vagy a szállítást a saját létesítményébe?
- Feltételezések és kizárások: Mi az, ami kifejezetten nem szerepel benne, de később módosítási igényként merülhet fel?
Szerződési tárgyalási szempontok
A megállapodások véglegesítése előtt tárgyalja meg ezeket a gyakran figyelmen kívül hagyott szerződési elemeket:
- Szerszám tulajdonjog: Ha egyedi rögzítőelemekért fizet, határozza meg, hogy azok a tulajdonában maradnak, és szükség esetén átadhatók másik beszállítónak.
- Árak érvényességi ideje: Mennyi ideig érvényesek a megadott árak? Az alapanyag-költségek ingadozása indokolhatja az áremelési záradékok bevezetését hosszú távú szerződések esetén.
- Minőségi kibúvó rendelkezések: Mi történik, ha hibás alkatrészek érkeznek a létesítményébe? Határozza meg a felelősséget a szortírozásra, az utófeldolgozásra és a cserék költségeire.
- Kapacitás-foglalás: A kritikus gyártási alkatrészek esetében fontolóra vehetők olyan megállapodások, amelyek biztosítják a kapacitás lefoglalását a megrendelt mennyiségekért cserébe.
- Szellemi tulajdon védelme: Győződjön meg arról, hogy a szerződések tiltják a beszállítókat attól, hogy megosztják a terveit vagy versenytársai számára gyártják alkatrészeit.
Azok a beszállítók, akik ellenállnak az ésszerű szerződési feltételeknek, gyakran olyan működési vagy pénzügyi aggályokat tüntetnek fel, amelyek további vizsgálatot igényelnek. A tárgyalás során nyújtott átláthatóság előre jelezheti a gyártás során nyújtott átláthatóságot.
Hosszú távú beszállítói partnerek kialakítása
Egy megrendelés aláírása a kiértékelési fázisból a partnerségi kapcsolatba való átmenetet jelzi. Azon módszerek, amelyeket az üzembeállítás, a kommunikáció és a teljesítményfigyelés kezelésére alkalmaz, döntően befolyásolják, hogy ez a partnerség sikeres lesz-e vagy nehézségekbe ütközik.
Sikeres üzembeállítás
A hatékony üzembeállítás megelőzi azokat a félreértéseket, amelyek károsítják az új beszállítói kapcsolatokat. Ebben a fázisban:
- Tartson hivatalos indítóülést: Tekintse át a specifikációkat, minőségi elvárásokat és kommunikációs protokollokat a gyártási csapattal – nem csupán az értékesítési képviselőkkel.
- Határozza meg a fő kapcsolattartási személyeket: Azonosítsa a technikai kérdésekkel, minőségi problémákkal és ütemezési koordinációval kapcsolatos kapcsolattartó személyét. A kommunikáció egységes forrásának használata megakadályozza az ellentmondó utasításokat.
- Ossza meg a történeti háttérinformációkat: Ha más szállítótól átveszi a munkát, ismertesse a korábbi problémákat és azt, hogy mely területeken kíván javulást elérni.
- Egyezzen meg a gyártási szerszámok beszerzéséről: Erősítse meg, hogy Ön biztosítja-e a speciális szerszámokat, a Haas szerszámokat vagy egyéb felszereléseket, vagy a szállító szerezze be az összes szükséges eszközt.
- Határozza meg a vizsgálati követelményeket: Jelölje meg, mely méretek esetében szükséges dokumentált vizsgálat, és melyeknél elegendő a szokásos folyamatszabályozás.
Kommunikációs elvárások, amelyek megelőzik a problémákat
A szállítói kapcsolatok legtöbb kudarca a kommunikációs hiányosságokra vezethető vissza. A világos elvárások előzetes meghatározása megelőzi a költséges félreértéseket:
- Válaszidő-szabványok: Milyen gyorsan kell minden félnek válaszolnia az e-mailekre? A szokásos ügyekre 24 órás válaszidő, a sürgős kérdésekre pedig azonos napra történő válaszadás működik sok kapcsolat esetében.
- Problémák továbbításának útvonala: Amikor a szokásos csatornák meghibásodnak, kit kell értesíteni? Határozza meg a fokozatos felszólítás (escalation) eljárását mind technikai, mind kereskedelmi problémák esetére.
- Változtatáskezelés: Hogyan történjenek a tervezési módosítások közlése? Kötelező legyen a hivatalos módosítási értesítés benyújtása egyértelmű érvényességi dátummal, ne informális megjegyzésekkel vagy átjavításokkal.
- Státuszjelentések: A folyamatos gyártás során állítsanak be rendszeres ellenőrző találkozókat – heti telefonbeszélgetéseket vagy havi jelentéseket, attól függően, hogy mekkora a mennyiség és milyen kritikus a termék.
Minőségi problémák kezelése, amikor felmerülnek
Még a kiváló beszállítók is néha nem megfelelő alkatrészeket szállítanak. Az ilyen helyzetek kezelése formálja a hosszú távú kapcsolatot:
- Objektíven dokumentáljon: Szolgáltasson egyértelmű bizonyítékot a megfelelőtlenségről – mérések, fényképek és hivatkozás a specifikációs követelményekre. Az érzelmi panaszok védekező reakciókat váltanak ki.
- Először tartózkodási intézkedést kérjen: A gyökéroka megvitatása előtt győződjön meg arról, hogy az érintett készletet azonosították és elkülönítették mindkét létesítményben.
- Együttműködés a vizsgálat során: Osszon meg minden olyan információt, amely segíthet az ok megállapításában. Történt tervezési módosítás? Új anyagköteg? Más végfelhasználási körülmény?
- Helyesbítő intézkedések értékelése: Hatékony beszállítók rendszeres megoldásokat javasolnak, nem csupán az érintett alkatrészek újrafeldolgozását. Keressen folyamatjavításokat, frissített munkaútmutatókat vagy erősített ellenőrzési protokollokat.
- Hatékonyság ellenőrzése: Kövesse nyomon a helyesbítő intézkedéseket annak megerősítésére, hogy valóban végrehajtásra kerültek. Kérjen bizonyítékot arról, hogy a változtatások ténylegesen megtörténtek.
Azok a partnerek, akik professzionálisan kezelik a minőségi problémákat – elismerik a hibákat, alaposan vizsgálódnak és valódi helyesbítéseket vezetnek be – gyakran válnak a legmegbízhatóbb beszállítóivá. Egy kapcsolat próbája nem az, hogy elkerüljük az összes problémát, hanem az, hogyan oldjuk meg őket együtt.
Teljesítménymonitorozási megközelítések
A folyamatos mérés egészséges kapcsolatot tart fenn, és adatokat szolgáltat az éves felülvizsgálatokhoz és beszerzési döntésekhez:
- Időben történő szállítás nyomon követése: A tényleges szállítási dátumok összehasonlítása a vállalt dátumokkal. Az iparági referenciaértékek célja az időben történő teljesítés 95%-os vagy annál magasabb aránya.
- Minőségi mutatók: Hibaráta nyomon követése darabmillió (PPM) vagy tételfogadási arány alapján. A világviszonylatban kiváló minőségű beszállítók 100 PPM alatti értéket érnek el.
- Reagálóképességi pontszámok: A kommunikáció minőségének és a problémák megoldásának sebességének időszakos értékelése.
- Árversenyképesség: Az árak éves piaci alternatívákhoz való viszonyítása a folyamatos érték biztosítása érdekében.
Ezeket a mutatószámokat rendszeresen közölje a beszállítókkal. A teljesítményre vonatkozó elvárások – és azok teljesülésének – átláthatósága ösztönzi a folyamatos fejlődést, és megelőzi a meglepetéseket az éves értékelés során. A legerősebb partnerségek akkor jönnek létre, ha mindkét fél befektet a kommunikációba, konstruktívan reagál a kihívásokra, és közös sikermutatók köré építi együttműködését. Miután a kapcsolatkezelési gyakorlatok bevezetésre kerültek, készen áll arra, hogy minden elemet összefogjon egy működőképes beszerzési stratégiává.
A szállítóválasztási stratégia megvalósítása
Végigjárták az egész utat – a beszállítói kategóriák és a megmunkálási képességek megértésétől kezdve a tanúsítványok értékelésén, a pontozólapok elkészítésén át az aktuális kapcsolatok kezeléséig. Most ideje ezt a tudást határozott cselekvésbe ágyazni. Az a különbség, amely elválasztja azokat a beszerzési szakembereket, akik nehézségekbe ütköznek a beszállítókkal, és azokat, akik megbízható ellátási láncokat építenek fel, a fent ismertetett elvek rendszeres alkalmazásában rejlik.
A beszállítók kiválasztásához szükséges kulcsfontosságú szempontok
Mielőtt következő RFQ-ját elküldi, emlékezzen vissza azokra a központi elvekre, amelyek a sikeres beszerzést elválasztják a költséges hibáktól:
Illessze a beszállító képességeit a saját konkrét igényeihez. A megfelelő partner nem a legolcsóbb ajánlatot adó, sem pedig a leglenyűgözőbb gyártóüzem – hanem az, amelynek CNC-berendezései, tanúsítványai és működési erősségei pontosan illeszkednek a projektjének követelményeihez.
Íme a rövidített döntési keretrendszer:
- Kezdje a műszaki illeszkedéssel: Ellenőrizze, hogy a beszállító CNC gépek készlete, függőleges megmunkálóközpontokkal kapcsolatos képességei és speciális folyamatai megfelelnek-e alkatrészei geometriájának és tűréshatárainak.
- Érvényesítsen szabványosított tanúsításokat az Ön iparága számára: Az ISO 9001 a minimális alapszint; az autóipar az IATF 16949-et, a légiközlekedési ipar az AS9100-at, az egészségügyi ipar pedig az ISO 13485-öt követeli meg. Ne határozzon meg túlzottan szigorú követelményeket, de soha ne legyen alacsonyabb a szükséges szintnél szabályozott alkalmazások esetén.
- Értékelje őszintén a skálázhatóságot: Képes-e ez a partner növekedni Önnel együtt a prototípusok marásától a nagy mennyiségű gyártásig? A beszállító váltása program közben kockázatot és költséget jelent.
- Értékelje a teljes beérkezési költséget: Az egységár csak részben tükrözi a valós helyzetet. Vegye figyelembe a szállítási határidőket, a minőség egyenletességét, a kommunikáció hatékonyságát, valamint a szállítási lánc megszakadásából eredő rejtett költségeket.
- Tegye a kapcsolatminőséget elsőbbségi szemponttá: A közbeszerzési ajánlatkérés során mutatott reagálóképesség előre jelezheti a gyártási fázisban kialakuló partnerségi dinamikát. Válasszon olyan beszállítókat, akik proaktívan kommunikálnak és együttműködve oldják meg a problémákat.
Lépéseket tesz a beszerzési stratégiája megvalósítására
Készen áll ezeknek az elveknek az alkalmazására? Kövesse ezt a műveleti sorrendet a beszállítók kiválasztásának gyorsításához:
- Dokumentálja egyértelműen követelményeit: Mielőtt bármely megmunkálóközponttal kapcsolatba lépne, készítsen teljes műszaki csomagokat, amelyek tartalmazzák a rajzokat, az anyagspecifikációkat, a mennyiségi előrejelzéseket és a minőségi dokumentációval kapcsolatos igényeket.
- Stratégiai rövidlistát állítson össze: Szűrje le a jelöltek listáját a kötelező feltételek alapján – szükséges tanúsítások, földrajzi preferenciák és igazolt tapasztalat az Ön iparági szegmensében.
- Kérjen részletes árajánlatokat: Kérjen árakat több darabszám-tartományra, részletezett szerszámköltségeket és valósághű szállítási határidő-kötelezettségeket. A homályos árajánlatok jövőbeli meglepetéseket hozhatnak.
- Végezzen alapos ellenőrzést: A referenciák ellenőrzése, a gyártóhely látogatása és próba rendelések felfedik a képességeket, amelyeket a tanúsítások és az árajánlatok nem tükröznek. Fectionáljon időt a kezdeti szakaszban, hogy későbbi problémákat elkerülhessen.
- Állapítson meg egyértelmű elvárásokat: A gyártás megkezdése előtt formalizálja a kommunikációs protokollokat, minőségi követelményeket és teljesítménymutatókat.
Gondolja át, hogyan mutatják be a vezető beszállítók ezeket a szabványokat gyakorlatban. Shaoyi Metal Technology , például szemlélteti ebben az útmutatóban tárgyalt kritériumokat. Az IATF 16949-es tanúsításuk igazolja az autóipari minőségű rendszereket, míg a Statisztikai Folyamatszabályozás (SPC) alkalmazásuk biztosítja a termelési sorozatokon belüli egyenletes kimenetet. Az ilyen partnerek különlegességét az adja, hogy rugalmasan tudnak skálázódni – a naponta egy munkanapra rövidített gyors prototípus-gyártástól egészen a teljes körű tömeggyártásig – így kiküszöbölik azokat a költséges beszállítói átállásokat, amelyek sok beszerzési csapatot megnehezítenek.
Akár esztergagép-alkatrészeket, összetett maróösszeállításokat vagy precíziós esztergált alkatrészeket vásárol, a tanult keretrendszer a beszállítók kiválasztását a találgatásból stratégiai döntéshozatallá alakítja. Mi a következő lépése? Alkalmazza ezeket az elveket jelenlegi beszerzési kihívására, és tapasztalja meg, milyen különbséget jelent a rendszerszerű értékelés.
Gyakran ismételt kérdések a megmunkáló beszállítókkal kapcsolatban
1. Mennyi az óradíj egy CNC-gép esetében?
A CNC-megmunkálás díjszabása jelentősen változik a géptípustól és a komplexitástól függően. A 3 tengelyes gépek általában 25–50 USD/órát, míg a fejlett 5 tengelyes berendezések 75–150 USD/órát tesznek ki. Ezek a díjak tartalmazzák a gépek értékcsökkenését, az operátorok bérét, az általános költségeket és az anyagkezelést. Árajánlatkérés során kérje meg a beszállítókat, hogy külön tüntessék fel a beállítási költségeket az óránkénti megmunkálási díjak mellett, mivel a beállítási díjak (200–500+ USD) jelentősen befolyásolják az egységárakat a kisebb rendeléseknél.
2. Jól keresnek-e a CNC-szakmunkások?
Az Egyesült Államokban a CNC-gépkezelők átlagosan óránként 27,43 dollárt keresnek, a tapasztalt programozók és többtengelyes gépkezelők pedig magasabb bért kapnak. A specializált iparágak – például a légi- és űrkutatási, valamint az orvosi eszközök gyártása – gyakran prémium díjakat fizetnek a szigorúbb minőségi követelmények miatt. A karrierfejlődési lehetőségek közé tartozik a CNC-programozás, a minőségellenőrzés és a gyártási felügyeleti pozíciók betöltése. Az olyan beszállítók, akik jól fizetett, tapasztalt gépkezelőkkel rendelkeznek, általában konzisztensebb minőséget és kevesebb gyártási problémát biztosítanak.
3. Melyek a legfontosabb CNC-esztergagép-gyártók?
A vezető CNC gépgyártók közé tartoznak a Yamazaki Mazak, a DMG MORI, a Trumpf, a Haas Automation, az Okuma, a Makino, a Doosan Machine Tools, az AMADA, a Hardinge és a HELLER. Amikor megvizsgálja a megmunkálási szállítókat, az általuk használt gépek márkáinak ismerete segít a képességszintjük értékelésében. A Haas gépek gyakoriak a kis- és közepes méretű gyártóvállalatokban megbízhatóságuk és értékük miatt, míg a Makino és a DMG MORI gépek gyakran utalnak magasabb pontossági képességre, amelyek különösen az űrkutatási és orvosi alkalmazásokhoz alkalmasak.
4. Hogyan válasszak hazai és külföldi megmunkálási szállító között?
A hazai szállítók rövidebb szállítási határidőt (1–4 hét vs. 6–12 hét), valós idejű kommunikációt, erősebb szellemi tulajdon védelmet és egyszerűbb minőségfelügyeletet kínálnak. A külföldi lehetőségek alacsonyabb darabárakat biztosítanak, de rejtett költségeket is hoznak magukkal, például szállítási díjakat, vámokat, pufferkészletet és harmadik fél általi ellenőrzési díjakat. Válassza a hazai szállítókat időérzékeny projektekhez, prototípus-fejlesztéshez és szigorú megfelelőségi követelményeket támasztó, szabályozott iparágakhoz. Fontolja meg a külföldi szállítók bevonását nagy mennyiségű, stabil tervezésű termékek esetén, ahol a költségmegtakarítás indokolja a meghosszabbított határidőket és a robusztus minőségfelügyeleti beruházásokat.
5. Milyen tanúsításokat kell követelnem a megmunkáló szállítóktól?
Az ISO 9001 szolgál az alapminőségi tanúsításként minden komoly beszállító számára. Az iparágspecifikus követelmények közé tartozik az IATF 16949 az autóipari alkalmazásokhoz (kötelező az OEM- és az elsődleges beszállítói munkákhoz), az AS9100 a légi- és űripari alkalmazásokhoz, az ISO 13485 az orvostechnikai eszközökhöz, valamint az ITAR-regisztráció a honvédelmi célú gyártáshoz. Igazítsa a tanúsítási követelményeket a tényleges szabályozási igényeihez – a túlzottan szigorú specifikációk növelik a költségeket érték nélküli módon, míg a túl enyhe specifikációk megfelelőségi kockázatokat teremtenek, amelyek késleltethetik a termékpiacra dobást, vagy audit-hibákat eredményezhetnek.