 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Gépalkatrészek gyártói: 9 lényeges szempont az első RFQ elküldése előtt
A gépalkatrészek gyártóinak és ipari szerepüknek megértése
Sosem gondolta volna, hogy ki készíti az autója sebességváltójában található pontossági fogaskerekeket vagy a repülőgépipar rendszereiben használt bonyolult szelepalkatrészeket? Gépalkatrészek gyártói olyan specializált termelők, amelyek nyersanyagokból alakítják át a kritikus alkatrészeket, amelyek gyakorlatilag minden iparág működését biztosítják. A nagyobb szerkezeteket építő általános gyártóktól eltérően ezek a pontosságra fókuszáló vállalatok egyes alkatrészeket készítenek, amelyek tűrése gyakran ezredinchben van megadva.
Ez az útmutató végigvezeti Önt minden olyan információn, amelyre szüksége van az első árajánlat-kérése elküldése előtt. Tekintse úgy ezt az útmutatót, mint egy átfogó térképet – nem pedig egy termékkatalógust –, amely segít Önnek biztonságosan navigálni a gépalkatrészek gyártásának összetett világában.
Mit is csinálnak valójában a gépalkatrészek gyártói
Lényegükben a megmunkált alkatrészek gyártói a leválasztó gyártási folyamatokban szakosodtak. Képzeljen el egy szobrászt, aki márványtömbből dolgozik – ezek a gyártók szilárd fémtömbből indulnak ki, és rendszeresen eltávolítanak anyagot, amíg a kívánt alakzat meg nem jelenik. A fő különbség az általános gyártáshoz képest? A pontosság mindent jelent.
Míg egy gyártóüzem szerkezeteket épít a lemezfémek vágásával, hajlításával és hegesztésével, a precíziós gyártók egyedi alkatrészek készítésére összpontosítanak pontos előírások szerint. CNC gépi alkatrészekkel és fejlett berendezésekkel dolgoznak, hogy olyan tűréseket érjenek el, amelyeket a kézi folyamatok egyszerűen nem tudnának biztosítani. Csak az Egyesült Államokban a gépgyártóüzemi szolgáltatások piacának értéke 2025-ben 48,0 milliárd dollár, ami tükrözi, mennyire elengedhetetlenek váltak ezek a specializált gyártók a modern gyártásban.
Az ipari termelés rejtett gerincszerkezete
A megmunkált alkatrészeket olyan helyeken találja meg, ahol soha nem gondolta volna. A szélerőművek csapágyaitól kezdve az orvosi eszközök csatlakozóin át a precíziós megmunkálású alkatrészek alkotják azt a láthatatlan infrastruktúrát, amely biztosítja az iparágak zavartalan működését.
Ezek a gyártók széles körű, alapvetően fontos gépalkatrészeket állítanak elő:
- Kuplungok és fékek – Döntő jelentőségűek az energiaátviteli és mozgásszabályozó rendszerekben
- Csatlózók – Forgó tengelyek összekötésére szolgálnak, miközben kompenzálják a tengelyek elmozdulását
- Rugók és rögzítőelemek – Feszítést, nyomást és megbízható rögzítést biztosítanak
- Pontosan feldolgozott részeknél – Alkalmazásspecifikus egyedi alkatrészek
- Fogaskerekek és váltómű alkatrészek – Lehetővé teszik az energiaátvitelt különböző sebességeken és nyomatékokon
- Csapágyak és támasztó szerkezetek – Csökkenti a súrlódást és fenntartja a helyes igazítást
Nyers fémtől a precíziós alkatrészekig
Mi különbözteti meg a szakosodott pontossági gyártót egy általános gépgyártó üzemtől? A kérdés a képességre, az egyenletességre és a tanúsításra vezethető vissza. Az általános gyártók strukturális vázakat és burkolatokat készíthetnek, de ha olyan alkatrészt igényelnek, amelynek méretei mikrométeres pontossággal kell illeszkedniük a megadott specifikációhoz, akkor szakosodott pontossági partnerre van szükség.
A szakosodott gyártók jelentős beruházást tesznek modern CNC-technológiába, minőségirányítási rendszerekbe és olyan képzett gépészekbe, akik értenek a különféle anyagokkal való munka finomságaiban. Szigorú minőségellenőrzési protokollokat alkalmaznak, és gyakran olyan iparágspecifikus tanúsításokkal rendelkeznek, amelyeket az általános gyártóüzemek egyszerűen nem igyekeznek megszerezni.
Ennek a különbségnek a megértése fontos, mert a helytelen típusú partner kiválasztása projektelőrehaladási késésekhez, költségtúllépéshez és olyan alkatrészekhez vezethet, amelyek nem felelnek meg az Ön specifikációinak. Amikor gépi alkatrészek beszerzésére készül, annak felismerése, hogy ezek a gyártók valójában mit – és mit nem – tesznek, erősebb pozícióba helyezi Önt a projektjének konkrét igényeihez legmegfelelőbb partnerek megtalálásában.

A pontossági alkatrészek mögött álló alapvető gyártási folyamatok
Bonyolultnak tűnik? Nem kell annak lennie. A CNC-megmunkálással készült alkatrészek tényleges gyártási folyamatának megértése jelentős előnyt biztosít a gyártókkal folytatott kommunikációban és képességeik értékelésében. Nézzük meg részletesen azokat az alapvető folyamatokat, amelyek nyers fémből pontosan megmunkált alkatrészeket hoznak létre, amelyekre projektjei során támaszkodhat.
A CNC-megmunkálás alapjainak magyarázata
A CNC rövidítés a számítógéppel szabályozott megmunkálást jelenti – lényegében számítógépek irányítják a vágószerszámokat kivételes pontossággal. A kézi megmunkálással ellentétben, ahol az operátorok kézzel vezérelnek a szerszámokat, a CNC-technológia programozott utasításokat követ, így olyan tűréseket ér el, amelyeket az emberi kezek egyszerűen nem tudnak konzisztensen reprodukálni.
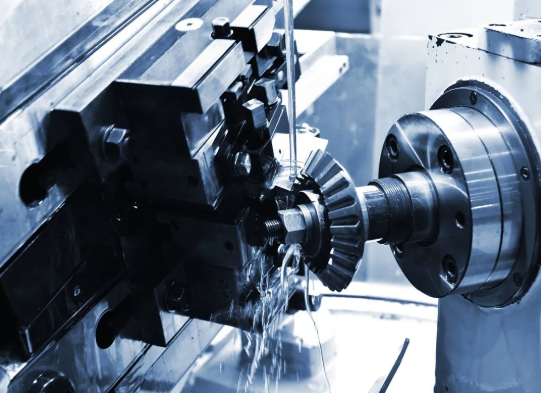
A két alapvető CNC-folyamat amelyekkel találkozni fog, a forgácsolás és a marás. Íme a kulcskülönbség: a CNC-forgácsolás során a munkadarab forog, miközben egy álló vágószerszám formázza – ez ideális hengeres alkatrészek, például tengelyek, rúdok és csapágyházak gyártására. A CNC-marásnál éppen fordított a helyzet: a vágószerszám forog, míg a munkadarab mozdulatlan marad, így tökéletesen alkalmas lapos felületekkel, horpadásokkal, horpadék-mélyedésekkel és összetett háromdimenziós alakzatokkal rendelkező alkatrészek marására.
Amikor gépi alkatrészeket gyártanak, sok pontossági megmunkálási alkatrész-alkalmazás egyaránt kombinálja mindkét műveletet. Egy alkatrész például esetleg egy esztergán kezdődik a hengeres jellemzői miatt, majd fúrógépre kerül lyukak, sík felületek vagy szögelt vágások kialakításához. Ennek a munkafolyamatnak a megértése segít felismerni, mely gyártók képesek teljes projektjeit kezelni, és melyeknél másodlagos szállítókra van szükség.
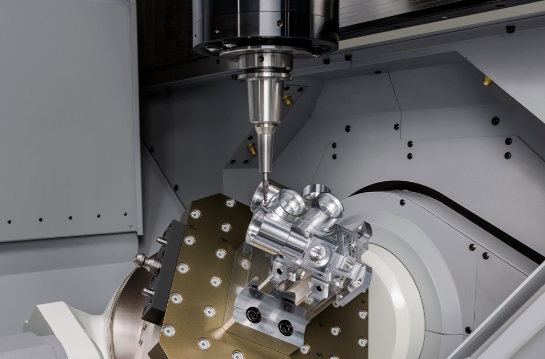
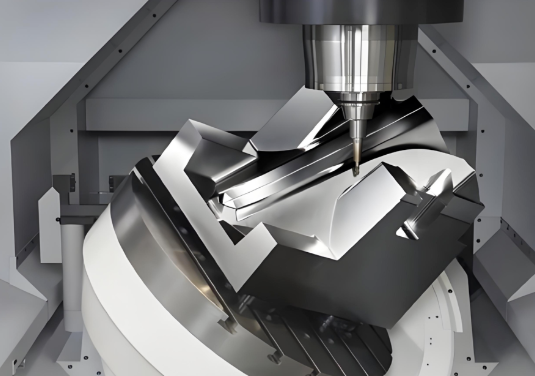
Többtengelyes gépelési képességek
Képzelje el, hogy egy turbinalapátot próbál megmunkálni csupán három irányban – felfelé-lefelé, balra-jobbra és előre-hátra. Többször meg kellene állítania a gépet, újra pozícionálnia a darabot, és minden egyes alkalommal kockázatot vállalna az illesztési hibák bevezetésével. Pontosan ezért létezik a többtengelyes megmunkálás.
A szokásos 3-tengelyes megmunkálás során a vágószerszám három lineáris irányban mozog. Bár egyszerűbb geometriák esetén hatékony, összetett alkatrészekhez több beállításra van szükség. A Fictiv műszaki elemzése szerint az 5-tengelyes CNC-megmunkálás két forgó mozgást ad hozzá, így a szerszám egyetlen beállításban közelít a munkadarabhoz majdnem bármely szögből.
Létezik egy köztes lehetőség is, amelyet 3+2-tengelyes megmunkálásnak (vagy pozícionáló 5-tengelyes megmunkálásnak) neveznek. Ebben az esetben a forgó tengelyek a munkadarabot a megfelelő helyzetbe billentik, de a vágás továbbra is kizárólag a három lineáris mozgás segítségével történik. Ez a megközelítés több oldal elérését teszi lehetővé anélkül, hogy a teljes szinkron 5-tengelyes megmunkálás programozási bonyolultságát kellene kezelnünk.
Milyen gyakorlati előnyökkel jár ez? A beállítási idő csökkenése, kevesebb lehetőség a beállítási hibákra, valamint az összetett geometriai elemek megmunkálásának képessége, amelyeket máskülönben több műveletre lenne szükség, vagy egyáltalán nem lehetne előállítani. A CNC pontos megmunkálással készült, összetett kontúrokkal rendelkező alkatrészek – például légi- és űrhajóipari komponensek vagy orvosi implantátumok – esetében a 5-tengelyes képesség gyakran elengedhetetlen.
Svájci csavarozógépes megmunkálás összetett geometriákhoz
Amikor a pontossági megmunkálási alkatrészekre vonatkozó igényei kis, hosszúkás összetett geometriájú alkatrészeket tartalmaznak, a svájci csavarozógépek olyan képességeket nyújtanak, amelyeket a hagyományos esztergák nem tudnak megfelelően biztosítani. Eredetileg órák gyártására fejlesztették ki ezt a technológiát, amely kiválóan alkalmas hosszú, vékony alkatrészek gyártására anélkül, hogy a szokásos esztergálási műveleteknél jellemző deformációk lépnének fel.
Mi teszi különlegessé a svájci gépeket? A munkadarabot egy vezetőgyűrű tartja, amely rendkívül közel van a vágási ponthoz, így kiváló stabilitást biztosít. Ez a konstrukció lehetővé teszi olyan alkatrészek megmunkálását, amelyek hosszúság-átmérő aránya rezgést és pontatlanságot okozna a hagyományos berendezéseken. A Kremin Inc. szerint a svájci esztergák elengedhetetlenek az orvostechnikai, űrkutatási, elektronikai és óraipari iparágakban, ahol a pontosság és a kis alkatrész-méretek döntő fontosságúak.
Sok svájci gép élő szerszámozással is rendelkezik – forgó szerszámokkal, amelyek marás műveleteket végezhetnek, miközben a főorsó fogja a megmunkálandó alkatrészt. Ez azt jelenti, hogy összetett CNC-marásra és esztergálásra egyaránt szoruló alkatrészek egyetlen műveletben készülhetnek el.
Gyártási folyamatok összehasonlítása pillanatnyi áttekintéssel
A megfelelő megmunkálási folyamat kiválasztása az alkatrész geometriájától, a szükséges tűrésektől és az anyagtól függ. Ez az összehasonlítás segít a megfelelő gyártási módszer kiválasztásában:
| Feldolgozási típus | Legjobb alkalmazások | Tipikus toleranciák | Az anyagi összeegyeztethetőség |
|---|---|---|---|
| CNC Forgatás | Hengeres alkatrészek: tengelyek, csapok, bushingok, illesztőelemek | ±0,025 mm (±0,001 hüvelyk) | Fémek, mérnöki műanyagok, ötvözetek |
| CNC Frészlés | Prizmatikus alkatrészek: házak, rögzítőkonzolok, lemezek zsebekkel és horpadásokkal | ±0,05 mm (±0,002 hüvelyk) | Acél, alumínium, titán, műanyagok, kompozitok |
| Svájci csavarmegmunkálás | Kis, hosszúkás alkatrészek: orvosi csapok, elektronikai csatlakozók, órák alkatrészei | ±0,005 mm (±0,0002 hüvelyk) | Sárgaréz, rozsdamentes acél, titán, alumínium |
| Többtengelyes megmunkálás (5-tengelyes) | Összetett geometriák: turbinalapátok, impulzuskerék, ortopéd implantátumok | ±0,01–0,02 mm (±0,0004–0,0008 hüvelyk) | Minden megmunkálható fém és nagy teljesítményű ötvözet |
Figyelje meg, hogyan szűkülnek be a tűrések, ahogy egyre specializáltabb gépeket veszünk figyelembe. Ez a kapcsolat a képesség és a pontosság között azért fontos, mert segít elkerülni a túl alacsony specifikációt (és így a megfelelőtlen alkatrészeket) valamint a túl magas specifikációt (és így a feleslegesen drága, nem szükséges képességekért fizetett prémium árakat).
Miután világos képet kapott arról, hogyan működnek ezek a gyártási folyamatok, most készen áll egy másik kulcsfontosságú döntési pont vizsgálatára: a megmunkált alkatrészeihez megfelelő anyag kiválasztása.

Anyagválasztási útmutató megmunkált alkatrészekhez
A helytelen anyag kiválasztása teljesen elronthatja az egész projektjét. Képzelje el, hogy tökéletes alkatrészt tervez, amely azonban a gyakorlatban megrohad, összeomlik a terhelés alatt, vagy túllépi a költségvetést, mert exotikus ötvözetet adott meg, miközben egy szokványos acél is megfelelt volna. Az anyagválasztás az mérnöki teljesítmény és a gazdasági realitás találkozási pontján helyezkedik el – és a megfelelő döntés meghozatalához szükséges megérteni, hogyan viselkednek különböző fémek és műanyagok a valós körülmények között.
Amikor megmunkált fémalkatrészek beszerzése gyártóktól , széles skálán mozoghatnak a lehetőségek. Minden anyag saját előnyökkel és kompromisszumokkal rendelkezik a mechanikai szilárdság, a korrózióállóság, a súly és a költség tekintetében. Tekintsük át a főbb anyagcsoportokat, hogy meg tudja találni a követelményeinek leginkább megfelelő anyagot.
Acélötvözetek szilárdság és tartósság érdekében
A acél továbbra is az ipari gyártás „munkalólovaként” funkcionál jó okból. Az acél szilárdsága, keménysége és gazdaságossága együttesen teszik alapválasztássá olyan alkalmazásokhoz, amelyek szerkezeti integritást és kopásállóságot igényelnek. Ugyanakkor nem minden acél egyforma.
Kis széntartalmú acélok (például a 1018 és a 1045) kiváló megmunkálhatóságot és hegeszthetőséget nyújtanak gazdaságos áron. A Hubs szerint a 1018-as kis széntartalmú acél a leggyakrabban használt minőség, amely általános célú alkalmazásokhoz jó ütőállóságot, szilárdságot és keménységet biztosít. Ezek az acélok jól alkalmazhatók sablonokhoz, rögzítőberendezésekhez és szerkezeti alkatrészekhez, ahol a korrózióvédelem horganyzás vagy bevonat segítségével biztosítható.
Alloy acélok (például a 4140 és a 4340) jelentősen növelik a teljesítményt. Hőkezeléssel magasabb keménységet és szilárdságot érhető el, miközben megtartják a jó ütőállóságot. Ha egyedi acélalkatrészei nagy terhelésnek, ismétlődő ütékeknek vagy igénybevett kopási körülményeknek kell ellenállniuk, az ötvözetacélok mérsékelt árprémiuma indokolt.
Rosttalan acélok bele kell vonni a korrózióállóságot is az egyenletbe. A króm tartalom (általában 10,5% felett) védő passziváló réteget képez, amely ellenáll a rozsdának és a kémiai támadásnak. A 304-es minőségű rozsdamentes acél a legtöbb általános alkalmazásra alkalmas, míg a 316-os kiváló ellenállást nyújt sótartalmú környezetekkel szemben – ez elengedhetetlen tengeri vagy vegyipari felszerelések esetében.
A kompromisszum? A rozsdamentes acél nehezebben megmunkálható, mint az enyhén ötvözött acél, ami növeli a fémdarabok megmunkálási költségeit. A szerszámkopás gyorsabb, és a munka közbeni keményedés bonyolíthatja a vágási műveleteket. Ennek ellenére a hosszú távú tartósság gyakran ellensúlyozza a magasabb kezdeti költséget.
Alumínium alkalmazása könnyűsúlyú alkatrészekben
Amikor a tömegcsökkentés számít – legyen szó üzemanyag-hatékonyságról, hordozhatóságról vagy mozgó szerkezetek tehetetlenségének csökkentéséről – az alumínium ötvözetek kiváló teljesítményt nyújtanak. Sűrűségük kb. harmada az acélénak, így olyan konstrukciók készítését teszik lehetővé, amelyek vasalapú fémekből gyakorlatilag túlsúlyosak lennének.
A súlycsökkentésen túl az alumínium kiváló megmunkálhatóságot is kínál. Az alacsonyabb vágási ellenállás rövidebb ciklusidőt, csökkent szerszámkopást és kiváló felületminőséget eredményez. Ez közvetlenül alacsonyabb megmunkálási költségekhez vezet, így az alumínium különösen vonzó anyag a prototípusok gyártásához és a nagy tételű termeléshez egyaránt.
Alumínium 6061 a leggyakoribb általános célú ötvözet. Kiegyensúlyozott tulajdonságai – jó szilárdság-tömeg arány, korrózióállóság és kiváló megmunkálhatóság – miatt alkalmazható mind autóipari vázak, mind elektronikai házak gyártására. A szakmai adatok megerősítik, hogy a 6061-es ötvözet a leggazdaságosabb és legelterjedtebb alumíniumválasztás CNC-megmunkáláshoz.
Alumínium 7075 a magas teljesítményre optimalizált alkalmazásokhoz készült. Ez a repülőgépipari minőségű ötvözet hőkezelés után acélhoz hasonló szilárdságot ér el, ezért ideális szerkezeti repülőgépalkatrészek, mászófelszerelés és versenykerékpár-alkatrészek gyártására. A prémium ár a kiváló mechanikai tulajdonságokat tükrözi.
Egy fontos szempont: bár az alumínium természetes módon ellenáll a légköri korróziónak, bizonyos vegyszerekkel és eltérő fémekkel reagálhat. Az anódosítás egy kemény, védő réteget hoz létre, amely növeli a tartósságot, és lehetővé teszi színes felületek kialakítását – ez egy gyakori másodlagos művelet a pontosan megmunkált fémdaraboknál.
Különleges anyagok extrém környezetekhez
Néha a szokásos anyagok egyszerűen nem bírják el alkalmazásának igényeit. A rendkívüli hőmérsékletek, agresszív vegyszerek vagy szokatlan mechanikai követelmények speciális ötvözeteket és fejlett műanyagokat igényelnek.
Titán kiváló szilárdságával és kb. 45%-kal kisebb súlyával bír a acélhoz képest. Korrózióállósága versenyképes vagy akár meghaladja az austenites rozsdamentes acélét, és tulajdonságait magas hőmérsékleten is megőrzi. A repülőgépipar, az orvosi implantátumok és a tengeri alkalmazások gyakran előírják a titán használatát, annak ellenére, hogy jelentősen magasabb a költsége. A kihívás? A titán alacsony hővezetőképessége és a munka közbeni keményedés hajlamának miatt a fémmegmunkálási műveletek nehézséget jelentenek. Hosszabb ciklusidőre, speciális szerszámozásra és ennek megfelelően magasabb árakra kell számítani.
Sárgaréz kiválóan alkalmazható olyan alkalmazásokban, amelyek alacsony súrlódást, elektromos vezetőképességet vagy vonzó felületi minőséget igényelnek. Az egyedi rézalkatrészek kiválóan megmunkálhatók – a réz gyakran emlegetett mint az egyik legkönnyebben forgácsolható fém. Ez miatt költséghatékony a nagy tételekben gyártott szelepalkatrészek, elektromos csatlakozók és díszítő szerelvények gyártása. Természetes korrózióállósága (bár alacsonyabb, mint a rozsdamentes acélé) megfelelő sokféle vízvezeték- és tengeri alkalmazáshoz.
Mérnöki plasztikusanyagok kiváló tulajdonságokat kínálnak, amelyeket a fémek nem tudnak megfelelően utánozni. A PEEK-hez hasonló anyagok folyamatosan 250 °C-ig is elviselik a hőterhelést, miközben kémiai ellenállást és elektromos szigetelést biztosítanak. A nylon kiváló kopásállóságot nyújt fogaskerekekhez és csapágygyűrűkhöz, míg a POM (Delrin) alacsony súrlódást és magas méretstabilitást biztosít. Ezek az anyagok tömegük csak egy tört részét teszik ki a fémekének, gyakran egyszerűsítve ezzel a szerelést és csökkentve a rendszer terhelését.
Anyagok összehasonlítása pillantásra
Ez a táblázat összefoglalja a leggyakoribb megmunkált alkatrészanyagoknál figyelembe veendő kulcsfontosságú döntési tényezőket:
| Anyag | Húzószilárdság-tartomány | Korrózióállóság | Súlyfaktor | Költségszint | Tökéletes alkalmazások |
|---|---|---|---|---|---|
| Kis széntartalmú acél (1018/1045) | 370–585 MPa | Alacsony (bevonat szükséges) | Magas (7,8 g/cm³) | $ | Szerkezeti alkatrészek, rögzítők, sablonok, általános gépek |
| Német acél (304/316) | 515–620 MPa | Kiváló | Magas (8,0 g/cm³) | $$ | Élelmiszer-feldolgozás, orvostechnika, tengeri és vegyipari berendezések |
| Alumínium (6061/7075) | 275–570 MPa | Jó (kiváló anódosítással) | Alacsony (2,7 g/cm³) | $–$$ | Légi- és űrhajózási szerkezetek, autóipari alkatrészek, elektronikai burkolatok |
| Sárgaréz (C36000) | 310–380 MPa | Jó | Magas (8,5 g/cm³) | $$ | Elektromos csatlakozók, szelepek, díszítő szerelvények |
| Titán (5. osztály) | 830–1170 MPa | Kiváló | Közepes (4,4 g/cm³) | $$$$ | Repülő- és űrhajózás, orvosi beültetők, nagyteljesítményű versenyzés |
| Műszaki műanyagok (PEEK/Nylon) | 45–100 MPa | Kiváló (kémiai) | Nagyon alacsony (1,1–1,4 g/cm³) | $$–$$$ | Csapágyak, szigetelők, orvosi eszközök, élelmiszeripari alkatrészek |
Amikor a speciális ötvözetek megérnek egy prémiumot
A szokásos anyagokról speciális anyagokra történő áttérés döntését nem szabad könnyedén meghozni – ugyanakkor akkor sem szabad elkerülni, ha a körülmények ezt követelik. Fontolja meg a speciális ötvözetek alkalmazását, ha:
- A hibák következményei súlyosak – Repülőgép-alkatrészek, orvosi implantátumok és biztonsági szempontból kritikus rendszerek esetében indokolt a kockázat csökkentését szolgáló prémium minőségű anyagok használata
- Az üzemeltetési környezet extrém – Magas hőmérséklet, maradandó vegyi anyagok vagy tengervíz érintkezése gyorsan tönkreteheti a szokásos anyagokat
- A tömegcsökkentés javítja a rendszer teljesítményét – A légi- és autóipari alkalmazásokban a csökkent tömeg javítja az üzemanyag-hatékonyságot és a kezelhetőséget
- Az élettartam alapján számított teljes költség a tartósságot kedvezően befolyásolja – Egy 20 évig tartó titán alkatrész kevesebbe kerülhet, mint az 5 évenkénti acél alkatrészek cseréje
Ezzel szemben a különleges anyagok megadása kedvező környezetekhez egyszerűen pazarlás a költségvetésből. Egy rozsdamentes acél alkatrész száraz beltéri alkalmazásban gyakran felesleges költséget jelent, amikor egy megfelelő bevonattal ellátott lágyacél ugyanolyan jól működne.
Amint tisztán érti az anyagválasztási lehetőségeket és azok kompromisszumait, most már képes olyan követelményeket megfogalmazni, amelyek összehangolják a teljesítményre vonatkozó igényeket a valós költségvetési korlátokkal. A következő kulcsfontosságú szempont? A tűréshatárok szabványainak megértése – hiszen még a tökéletes anyagválasztás sem ér semmit, ha alkatrészei nem illeszkednek össze a tervezett módon.
A tűréshatárok szabványai és a pontossági előírások magyarázata
Kiválasztotta az ideális anyagot. A terve tökéletesen néz ki a képernyőn. De itt bukkanak el sok projekt: olyan tűréshatárok megadása, amelyek vagy szélsőségesen drágák a megvalósításuk, vagy nem felelnek meg a funkcionális követelményeinek. A pontossági megmunkálással készült alkatrészek specifikációinak megértése nem csupán műszaki ismeret – hanem az a különbség, amely a tökéletesen illeszkedő alkatrészek és a költséges hibák, újrafeldolgozásra szoruló alkatrészek között áll.
A tűréshatárok meghatározzák az alkatrész méreteiben megengedett eltérést. Gondoljon rájuk úgy, mint az elfogadható hibahatárra. Egy 10 mm átmérőjű tengely ±0,02 mm tűréshatárral történő tervezése azt jelenti, hogy a tengely tényleges mérete 9,98 mm és 10,02 mm között bármilyen érték lehet, és még mindig elfogadhatónak minősül. Ez a látszólag apró részlet óriási hatással van mind a költségekre, mind a funkcióra.
Tűréshatárosztályok értelmezése és következményeik
Amikor egy pontossági megmunkálással készült alkatrészek gyártójától kapott árajánlatokat vizsgálja, különböző tűréshatár-specifikációkkal fog találkozni. Az ipari szabványok szerint a szokásos CNC megmunkálási tűrések ±0,25 mm (±0,010") értéke a legtöbb precíziós gyártási művelet alapvető képességét jelenti. Ez a szint figyelembe veszi a gépek pontosságának normál ingadozását, a hőhatásokat, az eszközök kopását és a beállítás ismételhetőségét, miközben gazdaságos gyártási sebességet biztosít.
De mit jelentenek valójában a különböző tűrésosztályok a projektje számára? Íme egy gyakorlatias áttekintés:
- Szokásos tűrések (±0,25 mm / ±0,010") – Megfelelő nem kritikus méretek, általános szerkezeti alkatrészek és olyan alkatrészek esetén, ahol a pontos illeszkedés nem elengedhetetlen. A leggazdaságosabb megoldás.
- Finom tűrések (±0,125 mm / ±0,005") – Szükségesek a közepes illeszkedési igényekkel rendelkező precíziós gépalkatrészek, mozgó alkatrészek és megbízható igazítást igénylő összeállítások esetén.
- Precíziós tűrések (±0,05 mm / ±0,002") – Szükségesek a magas pontosságú megmunkált alkatrészekhez olyan igényes alkalmazásokban, mint a csapágyházak, hidraulikus alkatrészek és precíziós összeállítások.
- Ultra-precíziós tűrések (±0,0125 mm / ±0,0005") – Fenntartva nagyon pontosan megmunkált alkatrészek számára a légi- és űrkutatási, orvosi eszközök és optikai berendezések területén, ahol a mikrométeres pontosság elkerülhetetlen.
Minden egyes lépésben szigorúbb tűréshatár egyre fejlettebb gépek, környezeti vezérlési rendszerek és ellenőrzési protokollok alkalmazását igényli. Ahogy a Modus Advanced megjegyzi, az ultra-precíziós tűréshatárok elérése hőmérséklet-szabályozott környezetet igényel (±0,5 °C), rezgésmentesítést és nagy pontosságú orsókat – ami a kiindulási költségek 100–200%-os növekedését eredményezi.
Amikor a szűk tűrések valóban számítanak
Íme a kellemetlen igazság: sok vevő túlzottan szigorú tűréshatárokat ír elő anélkül, hogy értené a költségvetésre gyakorolt hatásukat. Olyan precíziós CNC-megmunkálású alkatrészek iránti igény, amelyek tűréshatára ±0,01 mm, miközben ±0,1 mm ugyanolyan jól működne, csupán feleslegesen terheli a költségvetést.
Tehát mikor szükségesek valóban szoros tűréshatárok?
- Illeszkedő felületek – Ott, ahol két alkatrésznek meghatározott hézag vagy illesztési feszültség mellett kell összeillenie
- Forgó szerelvények – Tengelyek, csapágyak és házak esetében, amelyeknél a koncentricitás állandósága szükséges
- Tömítőfelületek – Olyan területek, ahol a folyadék- vagy gáztartály kialakítása a pontos illeszkedéstől függ
- Kritikus igazítási jellemzők – Rögzítő furatok, helyezőcsapok és referenciafelületek
Nem kritikus méretek esetén – például egy konzol teljes hossza, egy nem illeszkedő felület szélessége vagy nagy tűrésű rögzítő furatok helyzete – általában elegendőek a szokásos tűrések. A(z) Abra Engineering szerint túlzottan szigorú tűrések növelik a gyártási költségeket anélkül, hogy funkcionális értéket adnának, ezért a tűrésoptimalizálás elengedhetetlen a költséghatékonyság érdekében.
Követelmények megadása mérnöki túlbonyolítás nélkül
Hogyan közöljük hatékonyan a tűrési követelményeket anélkül, hogy feleslegesen megemelnénk a költségeket? Kezdjük azzal, hogy megkülönböztetjük a rajzainkon a kritikus és nem kritikus méreteket.
Csak ott alkalmazzunk szigorú tűréseket, ahol azt a funkció megköveteli. Egy precíziós megmunkált alkatrésznek például ±0,025 mm-es tűrést igényelhet a csapágyhely, miközben a teljes magasságra ±0,25 mm-es tűrés is elegendő. Ez a szelektív megközelítés lehetővé teszi a gyártók számára, hogy erőforrásaikat oda irányítsák, ahol a pontosság valóban számít.
Vegye figyelembe a geometriai méretek és tűrések (GD&T) alkalmazását összetett követelmények esetén. A Protolabs magyarázata szerint a GD&T hatékonyabban szabályozza a geometriai elemek közötti kapcsolatokat – például a merőlegességet, koncentricitást és a valódi helyzetet –, mint a hagyományos kétoldalú tűrések. Ez mélyebb minőségellenőrzést biztosít, és elkerüli a bizonytalanságot abban, hogy az „elfogadható tűrés” kifejezés pontosan mit jelent az Ön alkalmazásában.
Ne feledkezzen meg a felületi érdesség előírásairól. A szokásos felületi érdességi értékek 63 µin sík felületeknél és 125 µin görbült felületeknél elégítenek ki a legtöbb alkalmazást. A simább felületi érdesség előírása további polírozási műveleteket és költséget igényel – ez indokolt tömítőfelületek vagy esztétikai szempontból fontos alkatrészek esetén, egyébként nem szükséges.
Végül tárgyalja meg a tűréshatárokra vonatkozó követelményeket a lehetséges gyártókkal a specifikációk véglegesítése előtt. A tapasztalt pontossági megmunkálási alkatrészeket szállító cégek gyakran javasolhatnak alternatív megközelítéseket, amelyek funkcionális céljait olcsóbban is elérhetik. Azonosíthatják, hol haladja túl a specifikációja a szokásos képességeiket – ami prémium árképzést igényel –, miközben apró módosításokkal az olcsóbb tartományban maradhatna.
Miután egyértelműen megértette a tűréshatárokra vonatkozó követelményeket, készen áll arra, hogy értékelje egy másik, döntő tényezőt, amely elkülöníti a képes gyártókat a többiektől: a minőségi tanúsításokat és azt, amit ezek valójában garantálnak az Ön által kapott alkatrészek minőségéről.
Fontos minőségi tanúsítások és ellenőrzési szabványok
Megtalált egy gyártót, amely ellenőrző tanúsítványokkal büszkélkedik weboldalán – például az ISO 9001, az IATF 16949 és az AS9100 szabványok szerinti tanúsítványokkal. De mit is garantálnak valójában ezek az akronimák a Ön által kapott pontossági megmunkált termékek minőségéről? Sok vevő a tanúsítványokat egyszerűen „jelölőnégyzetként” kezeli, nem pedig jelentős minőségi mutatókként. Annak megértése, hogy milyen követelményeket támaszt mindegyik tanúsítvány, segít Önnek értékelni, hogy egy gyártó minőségbiztosítási rendszere ténylegesen megfelel-e projektje követelményeinek.
A minőségi tanúsítványok harmadik fél általi igazolást jelentenek arra, hogy egy gyártó dokumentált eljárásokat követ, állandó minőségi szabványokat tart fenn, és folyamatosan fejleszti működését. Ezek nem csupán díszes plakettek a falon – hanem azt jelezik, hogy a gyártó rendszeres megközelítést alkalmaz a pontossági alkatrészek gyártásában, amely csökkenti a hibák számát, biztosítja a nyomon követhetőséget, és védi az Ön ellátási láncát.
Az ISO 9001 és amit garantál
Az ISO 9001 szabvány az iparágak világszerte minőségirányításának alapját képezi. Több mint egymillió tanúsított szervezet globális jelenléte mellett ez a szabvány meghatározza bármely erős minőségirányítási rendszer alapvető követelményeit.
Mit is ír elő valójában az ISO 9001? A tanúsítás dokumentált eljárásokat, folyamatosan követett folyamatvégrehajtást és folyamatos fejlődés bizonyítékát követeli meg. A gyártóknak igazolniuk kell az ügyfélközpontúságot, kockázatalapú gondolkodásmódot és mérhető minőségi célokat. Amikor egy ISO 9001 tanúsítással rendelkező pontossági megmunkált alkatrész szállítótól vásárol, olyan szervezettel dolgozik együtt, amely a következő rendszereket már bevezette:
- Folyamatdokumentáció – Az írásos eljárások biztosítják a működés konzisztenciáját, függetlenül attól, hogy melyik munkavállaló kezeli a berendezést
- Ügyfélkövetelmények nyomon követése – A rendszerek rögzítik és ellenőrzik a specifikációit a teljes gyártási folyamat során
- Helyesbítő intézkedések protokolljai – Ha problémák merülnek fel, a gyökéroka-elemzés megakadályozza azok újbóli előfordulását
- Vezetőségi felülvizsgálat – A vezetés rendszeresen értékeli a minőségi teljesítményt és hajtja a fejlesztést
Általános ipari alkalmazások esetén az ISO 9001 tanúsítás megfelelő bizonyítékot szolgáltat arra, hogy a gyártó szakmailag működik. Az iparágspecifikus tanúsítások ezen alapra építve további, adott szektorokra szabott követelményeket állítanak.
IATF 16949 az autóipari ellátási láncok számára
Ha pontossági CNC-alkatrészeket vásárol autóipari alkalmazásokhoz, az IATF 16949 tanúsítás elengedhetetlenül szükséges. Ezt a szabványt az International Automotive Task Force (Nemzetközi Autóipari Munkacsoport) dolgozta fel az ISO-val együttműködve, és az ISO 9001-es megfelelőség mellett autóipari specifikus követelményeket vezet be.
A tanúsítási szakértők szerint az IATF 16949 kifejezetten a hibák megelőzésére, az ellátási lánc nyomon követhetőségére és a gyártási folyamatok változékonyságának csökkentésére összpontosít – ezek kritikus kérdések akkor, amikor az alkatrészek utasokat szállító járművekbe kerülnek. A főbb autógyártók ezt a tanúsítást kötelezően előírják első- és másodszintű beszállítóiktól.
Mi teszi az IATF 16949-et szigorúbbá az ISO 9001-nél? Az autóipari szabvány kötelezően előírja:
- Termékbiztonsági követelmények – Speciális protokollok, amelyek biztosítják, hogy az alkatrészek ne jelentsenek biztonsági kockázatot
- Ügyfélspecifikus követelmények – Minden fő autógyártó egyedi minőségi elvárásokat támaszt
- A vészhelyzeti tervezés – Dokumentált válaszok a beszerzési lánc zavaraira
- Garanciakezelés – Rendszerek, amelyek nyomon követik a terepen bekövetkező hibákat, és szükség esetén lehetővé teszik a visszahívást
- Beszállítói fejlesztés – Olyan követelmények, amelyek a minőségirányítási rendszert a beszállítói lánc alsóbb szintjeire is kiterjesztik
A gépjárműipari alkalmazásra szánt pontossági alkatrészek gyártása esetén az IATF 16949 tanúsítás azt jelezni, hogy a gyártó felkészült az iparág követelményes minőségi elvárásainak teljesítésére. A Shaoyi Metal Technology például ezt a tanúsítást fenntartja, mellyel együtt szigorú statisztikai folyamatszabályozási (SPC) protokollokat is alkalmaz, így biztosítva a magas pontossági igényeknek megfelelő alkatrészek konzisztens szállítását, amelyre a gépjárműipari beszerzési láncok szükségesek.
AS9100 Követelmények légi- és űrtechnikai alkatrészekhez
A légiközlekedési alkalmazások még szigorúbb minőségirányítási rendszereket igényelnek. Az AS9100 tanúsítás kifejezetten a légiközlekedési szektor követelményeit tárgyalja, és igazolja, hogy az alkatrészek megfelelnek a légi közlekedési ipar által előírt biztonsági, minőségi és műszaki szabványoknak.
Miért szükséges külön tanúsítás a légiközlekedési szektor számára? A repülőgépek alkatrészei extrém körülmények között működnek – hőmérséklet-ingadozások, rezgések, nyomásváltozások –, ahol egy hiba következményei katasztrofálisak lehetnek. Az AS9100 további követelményeket állít fel a konfiguráció-kezelésre, az első darab ellenőrzésére és a nyomon követhetőség fokozott szintjére, amelyek túlmutatnak az általános gyártási tanúsításokban megkövetelt követelményeken.
A statisztikai folyamatszabályozás megértése
A tanúsításokon túl érdeklődjön potenciális gyártópartnereitől az ellenőrzési módszereikről és minőségirányítási folyamataikról. A statisztikai folyamatszabályozás (SPC) egy adatvezérelt megközelítést képvisel a termelési sorozatok egészében való konzisztencia fenntartására.
Az SPC nem a kész alkatrészek ellenőrzésére és a hibás darabok visszautasítására szolgál, hanem a gyártási paramétereket valós idejűben figyeli. A szabályozási diagramok a kritikus méreteket követik nyomon, és azokat a tendenciákat azonosítják, mielőtt ezek a tűréshatáron kívüli alkatrészekhez vezetnének. Ez a proaktív megközelítés csökkenti a selejt mennyiségét, javítja a kihozatalt, és dokumentált bizonyítékot szolgáltat arról, hogy a pontosan megmunkált termékek a teljes gyártási folyamat során megmaradtak a megadott specifikációkban.
Azok a gyártók, akik SPC-rendszerekbe fektetnek be, a minimális tanúsítási követelményeken túl is elköteleződnek a precíziós alkatrészek gyártása iránt. Amikor precíziós megmunkált alkatrészeket szállító beszállítókat értékel, kérdezze meg mérési képességeikről, ellenőrzési gyakoriságukról, valamint arról, hogyan dokumentálják a minőségi adatokat ügyfelek áttekintésére.
Fontos tanúsítások gyors tájékoztatója
Illessze alkalmazási követelményeit a megfelelő tanúsítási szintekhez:
- ISO 9001 – Általános minőségirányítási alap; megfelelő általános ipari alkalmazásokhoz
- A szövetek – Autóipari követelmény; elengedhetetlen járműalkatrészeket szállító beszállítók számára
- AS9100 – Űrkutatási és védelmi szabvány; kötelező a repülőgépalkatrészek és -összeállítások esetében
- ISO 13485 – Orvosi eszközök gyártása; biztosítja a betegek biztonságát és a szabályozási előírások betartását
- ISO 14001 – Környezetmenedzsment; fenntartható gyártási gyakorlatok alkalmazását igazolja
A tanúsítások azt mutatják, hogy egy gyártó milyen rendszerekkel rendelkezik – azonban nem árulnak el semmit arról, hogy az adott gyártó megfelelő-e a konkrét projektje számára. A következő lépés a képességek, a kommunikáció és a múltbeli teljesítmény értékelése, amelyek alapján összeállítja a megfelelő beszállítók rövid listáját.
Hogyan értékelje és válassza ki a megfelelő gyártót
Átnézte a tanúsításokat, tanulmányozta a képességeket, és összegyűjtött egy sor potenciális beszállítót. Most jön a nehéz rész – annak megkülönböztetése, hogy melyik gépparkban gyártott alkatrészek gyártója valóban megfelelő, és melyik csupán jól pirosítja magát. A sikeres partnerség és a költséges hiba közötti különbség gyakran abban rejlik, hogy mennyire alaposan vizsgálja meg a lehetséges beszállítókat a végleges döntés meghozatala előtt.
A megfelelő pontossági alkatrészek gyártójának kiválasztása nem arról szól, hogy a legalacsonyabb árajánlatot találjuk meg. Arról van szó, hogy olyan partnert azonosítsunk, amelynek képességei, minőségirányítási rendszere és kommunikációs stílusa összhangban áll a projektünk igényeivel. Lépjünk végig egy módszeres megközelítésen, amely védi érdekeinket, és növeli annak esélyét, hogy megbízható, hosszú távú beszállítót találjunk.
Képességértékelés a marketingüzeneteken túl
Minden megmunkált alkatrészgyártó weboldala lenyűgöző gépfelszerelési listákat és dicsérő vevői visszajelzéseket mutat be. De hogyan ellenőrizhetjük, hogy ezek az állítások valóban megfelelnek-e a valóságnak? Kezdjük a felületes megjelenésen túl tekinteni.
A szakértők szerint , egy CNC-alkatrészgyártó értékelése során meg kell vizsgálni a technikai infrastruktúráját, a mérnöki csapat szakértelmét és a termelési skálázhatóságát. Ellenőrizzük, hogy modern CNC-esztergákat, marógépeket és koordináta-mérőgépeket (CMM-ket) használnak-e. A mérnöki csapatnak nemcsak a megfelelő berendezések birtoklásán túl, hanem a CAD/CAM szoftverek és a többtengelyes megmunkálás terén is szakértelemmel kell rendelkeznie.
Kérje a gépmodellek, orsófordulatszámok, munkaterületek és pozicionálási pontosság részletes adatait. Egy egyedi alkatrészeket gyártó vállalat, amely 5 tengelyes megmunkálási képességet hirdet, könnyedén meg kell, hogy adjon információkat a tényleges berendezéseiről, ne pedig általános, homályos megfogalmazásokat. Érdeklődjön az általuk tipikusan gyártott alkatrészek összetettségéről, és arról, hogy a projektje illeszkedik-e a szakmai komfortzónájukba, vagy éppen határokat feszeget.
Ne hagyja figyelmen kívül a kapacitási szempontokat. Egy pontos megmunkálású alkatrészeket gyártó vállalat, amelynek üzemét 95%-os kihasználtsággal üzemeltetik, nehézségekbe ütközhet a határidejének betartásában. A jelenlegi terheltségük és növekedési pálya megértése segít Önnek felmérni, hogy képesek-e lépést tartani az Ön igényeivel.
Figyelmeztető jelek potenciális beszállítók ellenőrzésekor
A tapasztalat tanítja a vásárlókat, hogy korán felismerjék a figyelmeztető jeleket. Figyeljen ezekre a gyakori vörös zászlókra, amelyek gyakran jövőbeli problémákra utalnak:
- Hajlandóság hiánya referenciák megosztására – A megbízható gyártók szívesen kapcsolatba hozzák Önt elégedett ügyfeleikkel
- Pontossági tűrésekkel kapcsolatos homályos válaszok – A szakértő műhelyek pontosan beszélnek képességeikről és korlátaikról
- Rendkívül alacsony árajánlatok – A versenytársakhoz képest jelentősen alacsonyabb árak gyakran rejtett minőségi kompromisszumokra vagy csalásra utalnak
- Gyenge kommunikációs reakciókészség – Ha a közbeszerzési ajánlatkérés során napokba telik választ kapni, akkor képzeljük el, milyen problémák adódhatnak a gyártás során
- Ellenállás a telephelyi látogatásokkal szemben – A megbízható gépi megmunkálási alkatrészek gyártói nyitottak az ügyfelek ellenőrzésére
- Hiányzó vagy elavult tanúsítványok – A minőségi tanúsítványok rendszeres ellenőrzést igényelnek; lejárt hitelesítések arra utalnak, hogy a rendszerek elhanyagoltak
A beszállítói kockázatkezelés szakértői kiemelik hogy egy beszállító hírneve gyakran megbízható mutatója annak, megbízható-e, milyen a termékek minősége és az ügyfélszolgálat színvonala. Ellenőrizze az iparági fórumokat, a LinkedIn-ajánlásokat és az esetleg elérhető referenciákat, mielőtt kötelezettséget vállalna.
Belföldi és külföldi gyártás összehasonlítása
A belföldi és külföldi gyártás közötti döntés többet jelent, mint csupán az egységár. Egy Thomas-felmérés szerint a észak-amerikai gyártók 83%-a értékelte a visszahelyezést (reshoring) a láncolati kockázatok miatt, amelyeket az elmúlt években történt ellátási lánc-biztonsági problémák tártek fel.
A tengerentúli megmunkálás alacsonyabb egységköltséget kínálhat, de figyelembe kell venni a teljes beérkezési költséget, ideértve a szállítást, a vámokat, a készletfenntartási költségeket és a minőségellenőrzési követelményeket. A különböző időzónákban zajló kommunikációs nehézségek, az ipari tulajdonjog védelmével kapcsolatos aggodalmak, valamint a hosszabb gyártási idők gyakran elvonják a látszólagos megtakarításokat.
A belföldi gyártás lehetővé teszi a szorosabb együttműködést, gyorsabb fejlesztési iterációkat és csökkentett ellátási lánc kockázatot. Amikor műszaki változtatások merülnek fel – és ezek mindenképpen felmerülnek –, a helyi beszállítók napok alatt, nem hetek alatt hajtják végre a módosításokat. Időérzékeny projektek vagy szigorú minőségellenőrzést igénylő alkalmazások esetén a belföldi gyártás által jelentkező többletköltség gyakran megtérül.
Lépésről lépésre készített értékelési ellenőrzőlistája
Kövesse ezt a rendszeres folyamatot, hogy objektíven értékelje és hasonlítsa össze a potenciális beszállítókat:
- Határozza meg egyértelműen az igényeit – Rögzítse a mennyiségeket, a tűréseket, az anyagokat, a szükséges tanúsítványokat és az időkereteket a beszállítókkal való kapcsolatfelvétel előtt
- Kezdeti képességek szűrése – Vizsgálja meg a weboldalakat, a felszerelési listákat és a tanúsítványokat, hogy rövid listát készítsen a potenciálisan megfelelő jelöltekkel
- Részletes idézők kérése – Azonos műszaki leírást adjon át minden beszállítónak; ne csak az árakat, hanem a szállítási határidőket, a fizetési feltételeket és a szolgáltatásokat is hasonlítsa össze
- Hitelessítse tanúsítványokat függetlenül – Ellenőrizze a tanúsítvány-adatbázisokat a jelenlegi érvényesség megerősítésére, ne támaszkodjon kizárólag a megjelenített logókra
- Hivatkozási ellenőrzések végzése – Beszéljen megbízókkal a minőség egyenletességéről, a kommunikációról és a problémamegoldásról
- Értékelje a pénzügyi stabilitást – Kérjen pénzügyi kimutatásokat vagy hitelbesorolási jelentéseket a hosszú távú életképesség értékeléséhez, különösen kritikus alkatrészek esetében
- Gyárlátogatások vagy virtuális túrák ütemezése – Figyelje meg közvetlenül a berendezések állapotát, a munkahely szervezettségét és a csapat szakértelmét
- Kezdjen el egy prototípus-rendeléssel – Tesztelje a kapcsolatot egy kisebb projekt keretében, mielőtt nagyobb termelési mennyiségre vállalna kötelezettséget
Hosszú távú gyártási partnerek felépítése
Egy megfelelően képzett szállító megtalálása csupán a kezdete. A legsikeresebb vásárló–gyártó kapcsolatok igazi partnerséggé fejlődnek, ahol mindkét fél befektet a közös sikerbe.
Keressen olyan gyártókat, akik tervezési javaslatokat adnak a gyártás egyszerűsítése érdekében (Design for Manufacturability – DFM), azaz javaslatokat, amelyek javítják alkatrészeit, miközben csökkentik a gyártási költségeket. Az a gépparkos alkatrészgyártó, aki hajlandó tervezési módosításokat javasolni, nem csupán utasítások követésén túlmutató szakértelemmel és partnerségi hozzáállással rendelkezik.
Értékelje problémamegoldási megközelítésüket. Amikor – mint ahogy ez elkerülhetetlenül előfordul – problémák merülnek fel, proaktívan kommunikálnak-e, vagy elrejtik a problémákat, amíg válsággá nem válnak? A szakmai irányelvek egyértelműen kijelentik, hogy a gyors és átlátható kommunikáció biztosítja, hogy ne maradjon tájékozatlan a kihívások felmerülésekor.
Gondoljon a poszt-eladási támogatásra is. Nyújt-e a szállító garanciát, cserét vagy műszaki segítséget, ha az alkatrészek nem úgy működnek, ahogy várták? Egy minőségi gyártó felelősséget vállal a munkájáért, és minden projektet lehetőségként tekint arra, hogy erősítse a kapcsolatot.
A gondos értékelésbe fektetett erőfeszítés hozamot hoz az egész gyártási együttműködés során. Miután megtalálta a megbízható partnert, a következő lépése egy RFQ-csomag elkészítése, amely pontos árajánlatot tesz lehetővé, és zavartalan gyártási indítást biztosít.
RFQ-kérés elkészítése és a szállítási határidők megértése
Azonosította a megfelelő szállítókat, és értékelték képességeiket. Most jött el az a pillanat, amely döntő lesz abban, hogy pontos árajánlatokat kap-e, vagy frusztráló visszajelzés- és tisztázási kérések sorozatába keveredik: az árajánlatkérés (RFQ) elkészítése. Egy jól strukturált RFQ-csomag nem csupán gyorsítja az árajánlat-kérési folyamatot – hanem megerősíti hitelességét professzionális vásárlóként, és megbízható alapokat teremt a gyártási együttműködéshez.
Gondolja úgy az RFQ-ját, mint egy kommunikációs eszközt. Minél teljesebb és rendezettebb az információ, annál gyorsabban tudják a gyártók értékelni a projektjét, és versenyképes árajánlatot adni. A hiányos kérések késedelmet okoznak, mivel az értékesítési csapatok hiányzó részletek után kutatnak, ami gyakran napokat vagy akár heteket is hozzáadhat ahhoz az időhöz, amíg első árajánlatát megkapja.
Fontos információk árajánlat-kéréséhez
Mi különbözteti meg azt az RFQ-t, amely azonnali figyelmet kap, attól, amely egy sorban várakozik? A teljesség. A megmunkálási szolgáltatók szerint minél részletesebb az RFQ-ja, annál gyorsabban kap pontos árajánlatot. Kezdje az alapvető információkkal, mielőtt mélyebbre merülne a műszaki specifikációkban.
Az RFQ-csomagjának tartalmaznia kell ezeket a fő elemeket:
- Céginformáció – Kapcsolattartási adatok, számlázási cím, szállítási cím és vállalkozás-azonosító
- Termék leírása – Alapvető áttekintés arról, amire szüksége van, és a tervezett felhasználási célról
- Anyagspecifikációk – Előnyben részesített anyagok vagy elfogadható alternatívák, valamint bármely különleges követelmény
- Mennyiségi igények – Kezdeti rendelési mennyiség és az éves felhasználási mennyiség becslése
- Időkeret-várakozások – Célként megadott szállítási dátumok és bármely ütemezési korlátozás
- Iparág-specifikus követelmények – Jelölje meg, ha az alkatrészek orvosi, légi- és űrkutatási, autóipari vagy más szabályozott alkalmazásokhoz készülnek
- Minőségi dokumentációra vonatkozó igények – Ellenőrzési jelentések, tanúsítványok vagy nyomon követhetőségre vonatkozó követelmények
Ne feltételezze, hogy a gyártók megkérdezik a hiányzó információkat. Egyesek előzetes árajánlatot adhatnak feltételezések alapján, amelyek nem felelnek meg a tényleges igényeinek – ez váratlan helyzetekhez vezethet, például akkor, amikor egyedi gyártású alkatrészek érkeznek, vagy amikor a számlák esedékessé válnak.
Műszaki rajzok és műszaki leírási követelmények
A rajzai a megbízott alkatrészek gyártásának végleges hivatkozási alapját képezik. Ezek közvetítik a geometriát, a tűréseket, a felületi minőséget és a speciális követelményeket egy univerzális mérnöki nyelven. Megfelelő rajzok nélkül még a legképzettebb gyártó sem tudja garantálni, hogy az eredmény megfelel az elvárásainak.
Az iparág legjobb gyakorlatai azt javasolják, hogy mind 2D PDF rajzokat, mind 3D STEP fájlokat adjanak meg. A PDF a fő dokumentumként szolgál, amely meghatározza a kritikus méreteket és tűréseket, míg a 3D modell lehetővé teszi a gyártók számára, hogy közvetlenül importálják a geometriát a CAM szoftverbe, és ellenőrizzék értelmezésüket a bonyolult funkciókkal kapcsolatban.
Műszaki csomagja egyértelműen tartalmazza a következőket:
- Kritikus méretek tűrésekkel – Jelölje meg, mely jellemzők igényelnek szigorú ellenőrzést
- Felszín Bejárás követelményei – Adja meg a különböző felületek érdességértékeit
- Geometriai tűrések – Tüntesse fel a GD&T (geometriai méret- és tűrésjelölés) utasításokat a helyzet, koncentricitás és merőlegesség tekintetében, ahol az releváns
- Anyag- és hőkezelési előírások – Határozza meg az ötvözetfajtákat és az esetlegesen szükséges feldolgozási eljárásokat
- Menetspecifikációk – Szabványos vagy egyedi menetjelölések a megfelelő illesztási osztállyal
- Különleges megjelölések vagy azonosítás – Alkatrészszámok, tételkódok vagy egyéb szükséges megjelölések
Ha online árajánlat-kérő rendszereket vizsgál az esztergált alkatrészekhez, vegye figyelembe, hogy az automatizált platformok a legjobban működnek teljes 3D modellekkel és szabványos tűrésekkel. A bonyolult, egyedi esztergált alkatrészek – különösen ha rendhagyó jellemzőkkel vagy szigorú méretpontossági követelményekkel rendelkeznek – általában közvetlen mérnöki felülvizsgálatot igényelnek.
Mennyiségi megfontolások és árképzési struktúrák
A megrendelt mennyiség drámaian befolyásolja az egységárakat – ennek a kapcsolatnak a megértése segít okosabb beszerzési döntések meghozatalában. Az egyedi CNC alkatrészek árazása tartalmazza a fix költségeket (programozás, beállítás, szerszámozás) és a változó költségeket (anyag, megmunkálási idő, ellenőrzés). A nagyobb mennyiségek esetén a fix költségek több egységre oszlanak el, így csökken az egységár.
Legyen átlátható a mennyiségi előrejelzésével kapcsolatban. Egy gyártó, aki 100 darabra kér árajánlatot, más döntéseket hoz, mint az, aki 10 000 darabra kér árajánlatot. Különböző berendezéseket választhatnak, egyedi rögzítőberendezésekbe fektethetnek be, vagy külön gépidőt foglalnak le. A valósághű előrejelzések – akár bizonytalanok is – lehetővé teszik a pontosabb árképzési struktúrák kialakítását.
Fontolja meg a több mennyiségi küszöbön alapuló, szintezett árak kérése lehetőségét. Ez felfedi azt a mennyiségi határt, ahol a skálában rejlő gazdaságosság jelentőssé válik alkatrészei esetében. Lehet, hogy kiderül, hogy 250 darab helyett 500 darab rendelése 30%-kal csökkenti az egységárát, így érdemes lehet az készletstratégiáját ennek megfelelően módosítani.
Prototípuskészítés és gyártási igények
Az öt prototípus egység megrendelésének módszere alapvetően eltér az ötezer darab gyártási egység megrendelésétől. A gyártási szakértők szerint a programok gyakran akadályba ütköznek, mert a csapatok a prototípust és a sorozatgyártást felcserélhetőnek tekintik – pedig ezek lényegesen eltérő működési módokat igényelnek.
A prototípusgyártás a sebességre és rugalmasságra helyezi a hangsúlyt. Ön éppen érvényesíti a terveket, teszteli az illeszkedést és a működést, és valószínűleg a tapasztalatok alapján módosításokat hajt végre. Magasabb egységköltséggel kell számolnia, mivel a gyártók nem tudják a beállítási költségeket nagyobb tételre szétteríteni. Ugyanakkor a szállítási határidők gyakran rövidebbek, mivel a prototípusok általában előrébb jutnak a gyártási sorban.
A sorozatgyártási alkatrészek gyártása a megismételhetőségre, dokumentált folyamatokra és optimalizált költségekre helyezi a hangsúlyt. A tervezésnek befejezettnek kell lennie, a specifikációknak véglegesnek, és a minőségi követelményeknek egyértelműen meghatározottnak. A gyártók befektetnek rögzítőberendezésekbe, meghatározzák a folyamatparamétereket, és statisztikai ellenőrzéseket vezetnek be, amelyek kis prototípus-sorozatok esetén nem lennének indokoltak.
Tájékoztassa a gyártót arról, milyen szakaszban tart a fejlesztési ciklusban. Ha a gyártó tudja, hogy egyelőre egyedi alkatrészek prototípusgyártására van szüksége, majd ezt követően sorozatgyártás következik, akkor megfelelően strukturálhatja ajánlatát – például csökkentett prototípusárú ajánlatot tehet a sorozatgyártási mennyiségre vonatkozó kötelezettségvállalásért cserébe.
Szállítási időtényezők és gyártástervezés
Mire alapul az alkatrészekre várakozási ideje? A szállítási idők több tényezőtől függenek, nem csupán a megmunkálás összetettségétől. Ezeknek a befolyásoknak a megértése segít reális elvárások kialakításában és megfelelő tervezésben.
Fő szállítási időt meghatározó tényezők:
- Jelenlegi gyártókapacitás – A forgalmas időszakok meghosszabbítják a sorokat, függetlenül az alkatrész összetettségétől
- Anyag elérhetőség – A szokásos ötvözetek gyorsan szállíthatók; speciális anyagok esetén hetek is eltelhetnek
- Másodlagos Műveletek – A hőkezelés, felületkezelés és bevonatok feldolgozási időt igényelnek
- Ellenőrzési követelmények – A részletes dokumentáció növeli a minőségellenőrzés idejét
- Rajz teljessége – Hiányzó információk tisztázási késleltetéseket eredményeznek
- Az első cikk jóváhagyása – A gyártás felfüggesztésre kerül, amíg nem jóváhagyja a kezdeti mintákat
Urgens igények esetén kérdezze meg előre a gyorsított szolgáltatási lehetőségekről. Számos gyártó gyorsított szolgáltatást kínál prémium díj ellenében – néha kritikus alkatrészek esetében egy napos határidőt is elérhetnek. Ugyanakkor minden rendelés gyorsítása terhelést jelent a kapcsolatokra és a költségvetésre. A gyorsítási kérelmeket csak valódi vészhelyzetekre érdemes fenntartani.
Az alkatrészek gyártásának tervezése akkor működik a legjobban, ha Ön láthatóságot biztosít jövőbeli igényeiről. Akár durva becslések formájában is megosztott előrejelzések lehetővé teszik a gyártók számára, hogy kapacitást foglaljanak le, előre megrendeljék az anyagokat, és simábban üzemeljen a termelési ütemezés. Ez a közös munka gyakran jobb árakhoz és megbízhatóbb szállításhoz vezet, mint a tisztán tranzakciós, rendelésenkénti kapcsolatok.
Ha az árajánlatkérési kérelmet (RFQ) alaposan elkészítette, a gyártók a műszaki felülvizsgálatra és a pontos árképzésre tudnak koncentrálni, nem pedig hiányzó részletek után kell kutakodniuk. Azonban a alkatrészek szállítása előtt sok alkalmazás további feldolgozást igényel – például hőkezelést, felületkezelést vagy összeszerelési szolgáltatásokat –, amelyek értéket és funkcióképességet adnak megmunkált alkatrészeihez.
Másodlagos műveletek és befejező folyamatok
Pontos megmunkálással készült alkatrészei megérkeznek a CNC-gépről – de valóban késztermékek-e már? Sok alkalmazás esetében a nyers, megmunkált termékek további feldolgozást igényelnek ahhoz, hogy elérjék az Ön alkalmazásának megfelelő teljesítményjellemzőket. Ezek a másodlagos műveletek a jó minőségű alkatrészeket kiválóvá teszik, növelve azok tartósságát, korrózióállóságát és funkcióképességét – olyan tulajdonságokat, amelyeket a megmunkálás önmagában nem tud biztosítani.
Annak megértése, mikor és miért fontosak ezek a folyamatok, segít pontosan meghatározni az igényeket, és elkerülni a költséges meglepetéseket. Nézzük meg azokat a másodlagos műveleteket, amelyek valódi értéket adnak CNC-megmunkálással készült alkatrészeihez.
Hőkezelés a teljesítmény javítása érdekében
Képzeljen el egy fogaskereket, amely korai kopást szenved, mert a felületet nem keményítették meg, vagy egy rugót, amely elveszíti feszességét, mert a maradékfeszültségeket nem oldották fel. A hőkezelés ezen kihívásokat azáltal oldja fel, hogy a fémek belső szerkezetét szabályozott fűtési és hűtési ciklusok segítségével módosítja.
A Hubs szerint a hőkezelés elengedhetetlen a fémalkatrészek kritikus tulajdonságainak – például keménység, szilárdság, ütőszilárdság és nyúlás – módosításához. A hőkezelés időzítése – megelőzően vagy utólagosan a megmunkáláshoz képest – az Ön konkrét igényeitől függ.
Megmunkálás előtti hőkezelés jól alkalmazható standardizált fémötvözet-jelek esetén. A gyártók közvetlenül a megelőzőleg hőkezelt alapanyagból is megmunkálhatják az alkatrészeket, így csökkentve a szállítási határidőket. Azonban megmunkálás utáni hőkezelés akkor válik szükségessé, ha a folyamat célja az anyag keményítése vagy befejező lépésként történő alkalmazása – különösen az eszközacélok esetében, amelyek kezelés után jelentősen megnövekedett keménységet mutatnak.
A három leggyakoribb hőkezelési eljárás:
- Lágyítás – A fém felmelegítése magas hőmérsékletre, majd lassú lehűtése lágyítja az anyagot, és javítja a megmunkálhatóságot. A legtöbb CNC-megmunkált alkatrész az enyhített állapot jellemzőit mutatja, kivéve, ha további kezeléseket írnak elő.
- Feszültségcsökkentés – A megmunkálás után alkalmazzák a gyártás során keletkezett maradékfeszültségek kiküszöbölésére, így olyan alkatrészeket kapunk, amelyek mechanikai tulajdonságai egyenletesebbek.
- Hőkezelés – A lágyacél és az ötvözött acélok edzését követi, hogy csökkentse a ridegséget, miközben javítja a mechanikai teljesítményt.
Összetett, megmunkált alkatrészek esetében, amelyek nagy terhelésnek vagy kopásnak vannak kitéve, a hőkezelés gyakran eldöntő szerepet játszik abban, hogy az alkatrész megfelelően működik-e, vagy korai meghibásodás éri.
Felületkezelési lehetőségek és alkalmazások
A felületkezelések többet tesznek annál, mint hogy jól nézzenek ki az alkatrészek – védik őket a korrózió ellen, csökkentik a súrlódást, javítják az elektromos tulajdonságokat, és növelik a kopásállóságot. A megfelelő felületkezelés kiválasztása az üzemeltetési környezettől és a funkcionális igényektől függ.
Az Alpha Metal szerint mindegyik felületkezelési módszer különféle alkalmazásokhoz különféle előnyöket kínál:
Anodizálás elektrokémiai folyamattal kemény, korrózióálló oxidréteget hoz létre az alumínium felületeken. A alkatrész savas elektrolitos oldatba merül, miközben az elektromos áram oxidálja a felületet. Ez a „konverziós bevonat” színezhető különböző színekre, és kiváló kopásállóságot biztosít – ezért népszerű az űrkutatási, autóipari, elektronikai és építőipari alkatrészeknél.
Feltöltés vékony fémméreteket rak le az alkatrész felületére. A nikkelbevonat növeli a korrózióállóságot, a krómbevonat esztétikus fényességet és keménységet ad, a cinkbevonat áldozati korrózióvédelmet nyújt, a aranybevonat pedig javítja az elektromos vezetőképességet. A folyamat során vagy elektroplátolást (elektromos áramot), vagy kémiai, árammentes lerakódást használnak.
Porfestés száraz polimer port elektrosztatikusan visznek fel, majd hő hatására keményednek, így vastag, tartós bevonatot alkotnak. Ez az eljárás kiváló ütésállóságot és korrózióállóságot biztosít minimális környezeti hatással – a túlszóródott anyag újrahasznosítható, és a VOC-kibocsátás alacsony.
Festés a színegyeztetés és esztétikai követelmények tekintetében továbbra is a legtöbbféle lehetőséget kínáló megoldás, bár általában kevésbé tartós, mint a porbevonat vagy az anodizálás. A vízbázisú festékek környezetbarát alternatívát nyújtanak a oldószeres összetételű festékekhez.
Felületkezelési lehetőségek összehasonlítása
Ez a táblázat segít a megfelelő felületkezelési eljárás kiválasztásában az Ön alkalmazási igényei szerint:
| Feldolgozási típus | Fontos előnyei | Tipikus alkalmazások | Költség-hatás |
|---|---|---|---|
| Anodizálás | Kemény, kopásálló felület; korrózióvédelem; színválaszték; nem vezető | Légi- és űrhajózási alkatrészek, elektronikai házak, építészeti elemek | Mérsékelt ($$) |
| Elektroplattázás (nikkel/króm) | Javított korrózióállóság; esztétikus fémes felület; javított vezetőképesség | Autóipari díszítőelemek, szerszámok, ékszerek, elektronikai csatlakozók | Közepes–magas ($$–$$$) |
| Cinkbevonat | Áldozati korrózióvédelem; költséghatékony | Rögzítőelemek, tartók, szerkezeti szerelvények | Alacsony ($) |
| Porfestés | Vastag, egyenletes bevonat; kiváló ütésállóság; széles színválaszték; környezetbarát | Kültéri berendezések, háztartási gépek, autóalkatrészek | Mérsékelt ($$) |
| Festés | Korlátlan színválasztás; egyszerű utókezelés; sokoldalú alapanyag-kompatibilitás | Fogyasztási cikkek, építőanyagok, burkolatok | Alacsony–közepes ($–$$) |
| Üveggyöngyös fúvás | Simított félcsillogó felület; felületelőkészítés; javított korrózióállóság | Orvosi eszközök, precíziós marással készült alkatrészek, díszítő elemek | Alacsony ($) |
Összeszerelési szolgáltatások és értékadó műveletek
Miért fogadna különálló alkatrészeket, ha készen a beépítésre álló összeszereléseket is kaphat? Számos gyártó kínálja a megmunkált alkatrészek összeszerelését értékteremtő szolgáltatásként, amely egyszerűsíti ellátási láncát és csökkenti belső munkaterhelését.
A Marver Med szerint a másodlagos szolgáltatások belső kivitelezése jelentősen csökkenti az összesített gyártási időt a külső szervezésből fakadó késedelmek és többletköltségek kiküszöbölésével. Ezekhez az értékteremtő műveletekhez tartoznak:
- Alkatrész-összeszerelés – Több megmunkált alkatrész egyesítése rögzítőelemekkel, tömítésekkel vagy más szerelési anyagokkal
- Lézer Jelölés – Állandó alkatrészazonosítás, sorozatszámok vagy logók felhelyezése
- Tisztítás és zsírtalanítás – Megmunkálási folyadékok és szennyeződések eltávolítása az összeszereléshez vagy steril csomagoláshoz
- Tisztasági osztályozott (cleanroom) csomagolás – Kritikus fontosságú orvosi eszközök és érzékeny elektronikai berendezések esetében
- Másodlagos megmunkálás – További esztergálási, homlokfelület-megmunkálási, fúrási vagy menetkészítési műveletek a méretek finomhangolásához
E műveletek összevonása fő megmunkáló szállítójával számos előnnyel jár. Az egyetlen forrásból történő felelősségvállalás egyszerűsíti a minőségi felelősséget. A létesítmények közötti kezelés csökkentése minimalizálja a károsodás kockázatát. Emellett a koordinált ütemezés gyakran rövidebb teljes átfutási időt eredményez, mint több beszállító egyidejű kezelése.
Gyártók értékelésekor érdeklődjön meg, hogy mely másodlagos műveleteket végeznek saját erőforrásból, és melyeket külső szolgáltatóra bíznak. A saját erőforrásból végzett műveletek általában jobb minőségellenőrzést és gyorsabb forgalmazást jelentenek, míg a külsőre bízott folyamatok hosszabb átfutási időt és potenciális koordinációs kihívásokat vonnak maguk után.
Miután világossá vált, hogyan javítják a másodlagos műveletek a pontossági megmunkálással készült alkatrészeit, most már képes lesz teljes követelményeket megfogalmazni, amelyek a megmunkálás utáni feldolgozást is tartalmazzák. A végső lépés az eddig megszerzett ismeretek összegyűjtése és felhasználása a projektje számára megbízható gyártó kiválasztásához.
A végleges gyártó kiválasztása
Átutazott a anyagtudományon, a tűréshatárokon, a minőségi tanúsításokon és a másodlagos műveleteken. Most elérkezett a döntés pillanata – minden eddig megszerzett ismeret összegyűjtése és konkrét, cselekvésre képes döntések meghozatala, amelyek védelmet nyújtanak ellátási láncának, és sikeresen indítják projektjeit. A megfelelő pontossági megmunkálással készült alkatrészek gyártója nem csupán a legolcsóbb szolgáltató vagy az, akinek a weboldala a leglátványosabb. Hanem az a partner, akinek képességei, minőségirányítási rendszere és kommunikációs stílusa pontosan illeszkedik projektje követelményeihez.
Követelményeinek összeegyeztetése a gyártó képességeivel
Kezdje újra átnézve alapvető követelményeit az egyes lehetséges szállítókkal kapcsolatos eddigi ismeretei alapján. Képes-e a berendezésük kezelni alkatrészei geometriáját? Elérhetik-e a megadott tűréshatárokat prémium árak nélkül? Megfelelnek-e tanúsításaik iparága szabályozási elvárásainak?
Hozzon létre egy egyszerű döntési mátrixot, amely súlyozza az alkalmazásához legfontosabb tényezőket:
- Műszaki képességek összhangja – Felszerelésük, tűréseik és anyagszakértelmük megfelel a CNC-megmunkált alkatrészeire vonatkozó követelményeinek
- Minőségirányítási rendszer szigorúsága – Az iparágának megfelelő tanúsítványok (minimálisan ISO 9001, autóipari alkalmazásra IATF 16949, légiközlekedési alkalmazásra AS9100)
- Termelési kapacitás – Elegendő kapacitás a megrendelt mennyiségekhez anélkül, hogy túlterhelnék a gyártóüzemet
- Átfutási Idő Teljesítmény – Realisztikus határidők, amelyek támogatják a termelési ütemtervét
- Kommunikációs elérhetőség – Gyors, egyértelmű válaszok az árajánlatkérés során előre jelezhetik a viselkedést a gyártás idején
- Földrajzi szempontok – A belföldi és külföldi beszerzés közötti kompromisszumok megfelelnek kockázatvállalási hajlamának
Ne essék abba a csapdába, hogy túlsúlyt tulajdonít a vásárlási árnak. Egy gyártó, aki 20%-kal alacsonyabb áron kínál precíziós CNC-megmunkált alkatrészeket, mint a versenytársai, lehet, hogy a minőségellenőrzésen spórol, alacsonyabb minőségű anyagokat használ, vagy nem megfelelő minőségirányítási rendszerrel működik. A hibás megmunkált alkatrészek átvétele költsége – termelési késések, újrafeldolgozás, vevői panaszok – jóval meghaladja a kezdeti alacsony árajánlatból származó megtakarítást.
A megfelelő beszállítók rövid listájának összeállítása
Az értékelési folyamatnak több tucat potenciális beszállító közül két-tíz igazán megfelelő jelöltre kell szűkítenie a listát. Ezek a döntők már átmentek a képességvizsgálaton, megfelelő tanúsítványokkal rendelkeznek, és professzionálisan válaszoltak a kérdéseire.
A végleges kötelezettségvállalás előtt fontolja meg az alábbi ellenőrzési lépéseket:
- Kérjen mintadarabokat – A tényleges pontossági CNC alkatrészek megtekintése többet árul el, mint bármely műszaki leírás
- Hivatkozások ellenőrzése – Beszéljen jelenlegi ügyfelekkel a minőség egyenletességéről és a problémák kezeléséről
- Kezdd kicsivel. – Egy prototípusrendelés teszteli a kapcsolatot, mielőtt a gyártási mennyiségek jelentős tőkét kötnének le
- DFM-visszajelzés értékelése – Azok a gyártók, akik tervezési javítási javaslatokat tesznek, partnerszerű hozzáállást mutatnak
Figyeljen arra, hogyan kezelik a beszállítók a kérdéseit az értékelés során. Egy egyedi gépi megmunkálási megoldásokat nyújtó szolgáltató, aki hajlandó elmagyarázni folyamatait, elismerni korlátait és alternatív megoldásokat javasolni, azt a nyitottságot mutatja, amelyre szüksége lesz, amikor a gyártás során elkerülhetetlenül felmerülő kihívásokkal kell szembenéznie.
A legjobb gyártói partnerségek nem azért sikerülnek, mert soha nem merülnek fel problémák, hanem azért, mert mindkét fél nyíltan kommunikál és gyorsan megoldja a problémákat, amikor azok mégis előfordulnak.
A beszerzési útjának következő lépése
Miután elkészítette rövid listáját, az út további része egyre világosabbá válik. Számos vevő számára az ideális partner olyan kombinációt kínál, amely technikai pontosságot, tanúsított minőségirányítási rendszereket és gyors reagálású szolgáltatást ötvöz – ez a kombináció gyorsítja a projektek fejlesztését a koncepciótól a gyártásig anélkül, hogy kommunikációs zavarok vagy minőségi hiányosságok akadályoznák a folyamatot.
Az IATF 16949 tanúsítvánnyal rendelkező gyártók bizonyítják, hogy rendelkeznek az autóipari ellátási láncok által elvárt folyamatdiszciplínával. Amikor ezek a képességek a gyors prototípusgyártástól a sorozatgyártásig terjedő átmenetre is kiterjednek, rugalmasságot nyer, amelyet a hagyományos szállítók nem tudnak megfelelően biztosítani. Képzelje el, hogy egy prototípus CNC pontosságú alkatrésszel érvényesíti a tervezést, majd zavartalanul növeli a termelési mennyiséget – mindezt egyetlen, megfelelően minősített partnerrel.
Időkritikus alkalmazások esetén érdeklődjön a gyorsított szállítási lehetőségekről. Egyes precíziós megmunkált alkatrészek gyártására specializálódott gyártók akár egy munkanapos határidővel is képesek szállítani sürgős alkatrész-igények kielégítésére. Ez a rugalmasság különösen értékes, amikor a gyártósorok váratlan hiányhelyzetbe kerülnek, vagy tervezési módosítások azonnali érvényesítést igényelnek.
Ha alkalmazásai között járműalkatrészek – például alvázegységek, egyedi fémbélésű csapágyak vagy más járműrendszerek – szerepelnek, érdemes szakosodott forrásokat is megvizsgálni. Az olyan létesítmények, amelyek precíziós CNC-megmunkálást kínálnak autóipari alkalmazásokhoz iparágspecifikus szakértelemmel és szigorú statisztikai folyamatszabályozási (SPC) protokollokkal rendelkeznek, amelyek biztosítják a termelési sorozatokon belüli konzisztenciát.
Ne feledje, hogy egy gyártó kiválasztása nem egyszeri tranzakció – hanem egy folyamatos kapcsolat kezdete. A gondos értékelésre fordított erőfeszítés jutalmat hoz megbízható szállításokkal, állandó minőséggel és együttműködő problémamegoldással akkor is, amikor kihívások merülnek fel. A CNC megmunkálási alkatrészeket szállító partnere a saját képességei kiterjesztésévé válik, és közvetlenül befolyásolja képességét arra, hogy hatékonyan szolgálja ügyfeleit.
Ez az útmutató – amely a gyártási folyamatokról, az anyagválasztásról, a tűrések megadásáról, a minőségi tanúsítványokról, az értékelési keretrendszerekről, az ajánlatkérési dokumentum (RFQ) elkészítéséről és a másodlagos műveletekről nyújt ismereteket – felkészít arra, hogy tájékozott vásárlóként lépjen fel a gépalkatrészek gyártóival. Ez a felkészültség jobb partnerségekhez, jobb alkatrészekhez és jobb eredményekhez vezet projekteiben.
Gyakran ismételt kérdések a gépalkatrészek gyártóival kapcsolatban
1. Mennyibe kerül egy egyedi CNC alkatrész?
Az egyedi CNC alkatrészek költségei jelentősen változnak a bonyolultságtól, az anyagoktól és a gyártási mennyiségtől függően. Egyszerű alkatrészek kis tételben általában darabonként 10–50 USD között mozognak, míg a nagy pontossággal gyártott alkatrészek akár 160 USD-t vagy többet is igényelhetnek, különösen kis sorozatgyártás esetén. A végösszeget befolyásoló tényezők közé tartozik az anyagválasztás, a megengedett tűréshatárok, a másodlagos műveletek (pl. hőkezelés vagy felületkezelés), valamint a beállítási költségek, amelyeket nagyobb mennyiségek esetén osztanak szét a darabszámra. A mennyiségi lépcsők szerinti árképzés kérésével meghatározhatók azok a mennyiségi küszöbértékek, amelyek elérése után a skálázási előnyök csökkentik az egységköltséget.
2. Melyek a gyártásban használt 7 alapvető gépi szerszám?
A hét alapvető gépi szerszám a forgácsoló gépek (eszközforgácsolók és fúrómarók), a kisimítógépek és síklapozók, a fúrógépek, a marógépek, a köszörűgépek, az elektromos fűrészek és a sajtók. A modern CNC-technológia ezeket a hagyományos szerszámokat számítógéppel vezérelt berendezésekké alakította át, amelyek olyan pontosságot érnek el, amely manuális működtetés mellett elérhetetlen. A többtengelyes CNC-megmunkáló központok ma már több műveletet is egyesítenek, lehetővé téve, hogy a gyártók összetett geometriájú alkatrészeket állítsanak elő egyetlen beállításban, miközben kiváló pontosságot tartanak fenn.
3. Milyen tanúsítványokkal kell rendelkeznie a gépi alkatrészek gyártóinak?
A szükséges tanúsítások az iparágától függenek. Az ISO 9001 a mindenkori minőségirányítási alaprendszert biztosítja, amely általános ipari alkalmazásokra alkalmas. Az IATF 16949 kötelező az autóipari ellátási lánc összetevői számára, és a hibák megelőzésére valamint nyomon követhetőségre helyezi a hangsúlyt. Az AS9100 tanúsítás szükséges a légiközlekedési és védelmi alkalmazásokhoz, szigorúbb biztonsági és minőségi követelményekkel. Az orvostechnikai eszközöket gyártó cégeknek az ISO 13485 tanúsításra van szükségük. Az IATF 16949 tanúsítással rendelkező létesítmények – például a Shaoyi Metal Technology – szigorú statisztikai folyamatszabályozási (SPC) protokollokat alkalmaznak, így biztosítva a magas pontossági követelményeknek megfelelő alkatrészek folyamatosan egyenletes gyártását.
4. Mi a különbség a CNC esztergálás és a CNC marás között?
A CNC esztergálás során a munkadarab forog, miközben egy álló vágószerszám alakítja, így kiválóan alkalmas hengeres alkatrészek, például tengelyek, rúdok és csapágygyűrűk gyártására. A CNC marásnál a vágószerszám forog, míg a munkadarab mozdulatlan marad, ezért ideális lapos felületekkel, horpadásokkal, zsebekkel és összetett háromdimenziós alakzatokkal rendelkező alkatrészek gyártására. Számos precíziós megmunkálási alkalmazás mindkét eljárást kombinálja: az alkatrészeket először esztergán gyártják hengeres jellemzőkkel, majd marógépekre kerülnek további funkciók – például furatok, síklapok vagy szögelt vágások – kialakítása érdekében.
5. Hogyan készítek hatékony megkérdezési kérelmet (RFQ) megmunkált alkatrészekre?
Egy teljes RFQ-csomagnak tartalmaznia kell a cég adatait, részletes termíleírásokat, anyagspecifikációkat, mennyiségi igényeket a becsült éves felhasználással együtt, időkeretekre vonatkozó elvárásokat, valamint minőségi dokumentációs igényeket. Szolgáltasson mind 2D PDF rajzokat, mind 3D STEP fájlokat, amelyeken egyértelműen jelölt kritikus méretek, tűrések, felületi minőségi követelmények és bármely GD&T-jelölések szerepelnek. Legyen átlátható a térfogatbecslésekről, valamint arról, hogy prototípusokra vagy gyártási mennyiségekre van-e szüksége, mivel a gyártók ezen információk alapján más berendezéseket és folyamatokat választanak.