 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Online megmunkálás megértése: A tervezési fájltól a kézbesített alkatrészig néhány nap alatt
Mit jelent valójában az online megmunkálás a modern gyártás számára
Képzelje el, hogy reggel 9-kor feltölt egy CAD-fájlt, és még mielőtt kihűlne a reggeli kávéja, részletes árajánlatot kap árképzéssel, szállítási határidőkkel és gyárthatósági visszajelzésekkel. Ez az online megmunkálás működés közben – a mérnökök és termékfejlesztők számára szolgáló gyártási folyamat digitális átalakulása cNC-gyártott alkatrészek beszerzése .
Lényegében az online megmunkálás olyan webalapú platformokat jelent, amelyek közvetlenül összekötik Önt a pontossági gyártási lehetőségekkel anélkül, hogy hagyományos közvetítők állnának az útjában. Ahelyett, hogy évekig építené a kapcsolatát helyi gépgyártókkal, böngészőjén keresztül fér hozzá globális gyártási hálózatokhoz. Ez a modell alapvetően megváltoztatja a CNC- és a hagyományos beszerzési folyamatok találkozásának módját, és átláthatóságot és sebességet visz be egykor lassú, kapcsolatokon alapuló folyamatba.
A műszaki rajztól a böngészőig: a digitális gyártás átmenete
Nemrégiben a testreszabott géppel megmunkált alkatrészek beszerzése teljesen más jelentéssel bírt. Rajzokat küldtél e-mailben több beszállítónak, napokat vártál a válaszokra, gyárlátogatásokat ütemeztél, és számtalan telefonhívással tárgyaltad le a feltételeket. A folyamat megbízható kapcsolatokat és jelentős időbeli befektetést igényelt, még mielőtt egyetlen forgácsot is levágtak volna.
A mai digitális CNC-megmunkálási platformok teljesen megfordítják ezt a modellt. A lauenscnc iparági elemzése szerint a felhasználók mostantól hatalmas gyártási hálózatokhoz kapcsolódhatnak, valós időben módosíthatják a paramétereket, és azonnal lefoglalhatják a gyártási időszakokat. Ez az átalakulás tükrözi a szélesebb körű digitális átalakulásokat – gondolj csak arra, hogyan váltotta fel az online banki szolgáltatás a bankfiókokba történő személyes látogatásokat, vagy hogyan alakította át az e-kereskedelem a kiskereskedelmet.
Mi teszi ezt az átalakulást jelentőssé? A hagyományos rendszerek a hosszú távú, nagy mennyiségű szerződések és a meglévő kapcsolatok területén jeleskednek. Az online CNC-megmunkálási platformok azonban a dinamikus, innovációra épülő környezetekben dominálnak, ahol a sebesség és a rugalmasság áll a legfontosabb helyen.
Hogyan kapcsolnak össze az online platformok Önöket a CNC-képességekkel
De pontosan mi történik akkor, amikor ezeket a digitális platformokat használja? Az eko-rendszer több egymással összekapcsolt komponensből áll, amelyek zavartalanul működnek együtt:
- Fájlfeltöltő rendszerek — Elfogadja a szokásos formátumokat, például a STEP, IGES és natív CAD-fájlokat az azonnali feldolgozáshoz
- Azonnali árajánlat-készítő motorok — Mesterséges intelligencián alapuló algoritmusok elemzik a geometriát, kiszámítják a szerszámpályákat, és másodpercek alatt árképzést végeznek
- Automatizált DFM-visszajelzés — A beépített érvényesítési funkció felhívja a figyelmet potenciális problémákra, például vékony falakra vagy alávágott szerkezeti elemekre, még mielőtt elkötelezné magát
- Globális gyártási hálózatok kapcsolat több száz vagy több ezer, előzetesen ellenőrzött CNC-szolgáltatóval világszerte
- Anyagválasztási felületek — Választható anyagok az alumíniumtól és rozsdamentes acéltól kezdve a mérnöki műanyagokon és exotikus ötvözeteken át
- Utófeldolgozási konfiguráció — Felületi feliratok, hőkezelések és minőségellenőrzési lehetőségek egyszerű kattintással adhatók hozzá
Ez a CNC-szolgáltatási modell korábban soha nem látott átláthatóságot biztosít a gyártási beszerzésben. A mennyiség vagy az anyag változtatásával azonnal láthatja az árváltozásokat – többé nem kell napokat várni a frissített árajánlatokra.
Megfelel ez a megközelítés az Ön igényeinek? Ha prototípusokat fejleszt, tervezési változatokat tesztel, vagy egyedi alkatrészekre van szüksége anélkül, hogy nagy mennyiségre kötelezné magát, az online gépi megmunkálási árajánlatok olyan rugalmasságot nyújtanak, amelyet a hagyományos műhelyek gyakran nem tudnak biztosítani. A startupok úgy növelhetik működésüket, hogy nem kell jelentős előre fizetett befektetéseket elvégezniük, miközben a megbízható vállalatok a rugalmasság érdekében optimalizálják ellátási láncukat.
Ez azonban nem arról szól, hogy minden gyártási kapcsolatodat lecseréled. Arról van szó, hogy megértsd, mikor kínálnak a digitális platformok valódi előnyöket – és mikor érdemes továbbra is a hagyományos partnerségekre támaszkodni. A célunk itt nem az, hogy egyetlen megközelítés mellett érveljünk, hanem hogy segítsünk informált döntést hozni a CNC-árajánlat online beszerzésének hatékony módjáról, miközben pontosan tudod, mit kapsz meg érte.
A teljes út a tervezési fájltól a kézbesített alkatrészig
Sosem gondoltad volna, mi történik valójában az „feltöltés” gombra kattintás és a saját kész CNC-megmunkált alkatrészeid kezedbe vételének pillanata között ? A folyamat bonyolultabb, mint amilyennek látszik – ugyanakkor meglepően könnyen érthetővé válik, ha ismered az egyes szakaszokat. Lépjünk végig a teljes munkafolyamaton, hogy pontosan tudhasd, mire számíthatsz.
CAD-fájljainak felkészítése feltöltésre
Az utad a fájlok előkészítésével kezdődik, és ha ezt jól csinálod, később sok fejfájástól megkímélheted magad. A legtöbb platform több szabványos formátumot is elfogad, de nem minden fájl egyformán alkalmas gyártási célokra.
STEP-fájlok (.stp, .step) a továbbra is az online megmunkálás aranystandardját képezik. Megőrzik a test geometriáját, fenntartják a méretbeli pontosságot, és zavartalanul átjárhatók különböző CAD-rendszerek között. Ha csak egy formátumot exportálhat, válassza a STEP-et.
IGES-fájlok (.igs, .iges) megbízható tartalékformátumként működnek. Már régóta léteznek, és széles körű kompatibilitással rendelkeznek, bár néha felületi értelmezési problémákat okozhatnak összetett görbék esetén.
STL-fájlok – amelyeket általában a 3D nyomtatással társítanak – korlátozásokat jelentenek CNC-megmunkáláshoz szükséges alkatrészek esetében. A felületeket háromszög alapú lapokkal közelítik, nem pedig valódi geometriával, ami a görbült felületek pontosságát veszélyeztetheti. Az STL-t csak akkor használja, ha más lehetőség nem áll rendelkezésre.
A feltöltés előtt ellenőrizze, hogy modellje vízhatlan legyen, azaz ne tartalmazzon nyitott felületeket vagy önmagába vágódó geometriát. Sok platform automatikusan jelzi ezeket a hibákat, de ha korán észleli őket, jelentősen gyorsíthatja az árajánlat-kérés folyamatát.
Az azonnali árajánlat folyamatának megértése
Itt történik a varázslat. A Xometry platform dokumentációja szerint a mesterséges intelligencián alapuló árajánlat-készítő motorok azonnal elemezik a feltöltött geometriát, kiszámítják a megmunkálási útvonalakat, és az aktuális gyártási követelmények alapján állítják össze az árakat.
A rendszer egyszerre több tényezőt is értékel:
- A alkatrész teljes méretei és a szükséges anyagmennyiség
- A funkciók bonyolultsága, beleértve a furatokat, zsebeket és felületi kontúrokat
- Az összes funkció megmunkálásához szükséges beállítások száma
- A kiválasztott anyag tulajdonságai és megmunkálhatósági értékelései
- A tűrések megadása és hatásuk a megmunkálási időre
Ami ezt erőteljessé teszi, az az azonnali gyártásra való tervezési (DFM) visszajelzés. A rendszer figyelmeztet potenciális problémákra – például olyan vékony falakra, amelyek a vágóerők hatására deformálódhatnak, mély zsebekre, amelyek speciális szerszámokat igényelnek, vagy olyan funkciókra, amelyek drága 5-tengelyes megmunkálási műveleteket követelnek meg. Ahogy a CNC24 műszaki csapatának tagjai megjegyezték ez az automatizált megvalósíthatósági ellenőrzés szakértő gyártástechnikusok általi felülvizsgálattal együtt működik a kockázatok minimalizálására a gyártás megkezdése előtt.
A rendelés leadásától a küszöbön való kézbesítésig
Mi történik, miután konfigurálta alkatrészét és elfogadta az árajánlatot? Íme a teljes folyamat:
- Végleges műszaki felülvizsgálat — Szakértők ellenőrzik a specifikációit, megerősítik az anyagok rendelkezésre állását, és igazolják, hogy a megadott gyártási módszer teljesíti az Ön követelményeit.
- Beszállítók párosítása — A projektet a platform ellenőrzött gyártói hálózatából az optimális gyártónak bízzák. A kiválasztási szempontok közé tartoznak a gépek képességei, a jelenlegi kapacitás, a földrajzi helyzet, valamint bármely általa megadott tanúsítási követelmény.
- Gyártási ütemezés — A rendelés bekerül a gyártási sorba. A prioritás az Ön által kiválasztott szállítási határidőtől függ: a sürgősségi rendelések előrébb kerülnek, míg a gazdaságos opciók várakoznak az optimális kötegelt üzemelésre.
- CNC megmunkálás végrehajtása — Gyakorlott gépészek beállítják az alapanyagot, betöltik a programokat, és elkészítik az Ön alkatrészeit. A bonyolult prototípusok megmunkálása több beállítást és gondos folyamat közbeni ellenőrzést igényelhet.
- Minőségellenőrzést — A kész alkatrészek méretellenőrzésen esnek át az Ön specifikációi szerint. A követelményektől függően ez a szokásos mintavételtől egészen a részletes jelentésekkel kísért, átfogó CMM-mérésekig terjedhet.
- Utófeldolgozás — Az előírt felületkezelési műveletek elvégzésre kerülnek: letörölés, felületkezelések, hőkezelés vagy bevonatfelvitel.
- A csomagolás és a szállítás — Az alkatrészeket gondosan csomagolják, hogy megvédjék a szállítás során keletkező károktól, majd az Ön által kiválasztott szállítási módon kerülnek kiszállításra.
Milyen gyártási időtartamra számíthat valójában?
A gyártási idők nagymértékben változnak a projekt bonyolultságától és sürgősségétől függően. Gyors CNC-prototípus-gyártás esetén – egyszerű geometriával és standard anyagokkal, például alumíniummal – egyes platformok akár hat nap alatt is képesek szállítani a „ MakerVerse prototípus-készítési útmutatója .
Ez egy realisztikus áttekintés:
| Projekt típusa | Tipikus szállítási idő | Fontos tényezők |
|---|---|---|
| Egyszerű CNC-prototípus (alumínium, alapvető geometria) | 5-10 munkanap | Szokásos tűrések, minimális beállítások |
| Összetett prototípus (szigorú tűrések, több funkció) | 10-15 munkanap | Többtengelyes megmunkálás, ellenőrzési követelmények |
| Kis sorozatgyártás (10–100 darab) | 2-4 hét | Beállítási költségek elosztása, tételoptimalizálás |
| Gyártási sorozatok (100+ darab) | 3–6 hét | Alapanyag-beszerzés, folyamatos minőségellenőrzés |
Gyorsított szolgáltatási lehetőségek jelentősen csökkenthetik ezeket az időkereteket – néha akár a felére is csökkentve a szállítási időt –, de ekkor prémium árképzést kell várni. Ugyanakkor a gazdaságos szállítás meghosszabbítja a gyártási időt, miközben csökkenti a költségeket nem sürgős CNC-prototípus-készítési projekteknél.
Ennek a teljes munkafolyamatnak a megértése segít valósághű projekttervezésben és hatékony kommunikációban a platform támogatási csapatával esetleges kérdések felmerülésekor. Miután a folyamat ismerete megszilárdult, a következő kulcsfontosságú döntés a megfelelő anyag kiválasztása az adott alkalmazáshoz.
A megfelelő anyag kiválasztása CNC-projektje számára
Feltöltötte a CAD-fájlját, átnézte az azonnali árajánlatot, és most egy legördülő menüre bámul, amely tucatnyi anyagválasztási lehetőséget kínál. Melyiket válassza? Ez a döntés mindenre hatással van – a alkatrész teljesítményére, a gyártási költségre, a szállítási időre, és végül arra is, hogy a tervezete sikeres lesz-e a megcélzott alkalmazásban.
A jó hír? Az online megmunkáló platformok rendkívül kiterjedt anyagkönyvtárat kínálnak, amelyet a hagyományos műhelyek gyakran nem tudnak felkínálni. A kihívás azonban abban rejlik, hogy ezeket a lehetőségeket intelligensen navigálja. Bontsuk le a kiválasztási folyamatot, hogy biztosan és tájékozottan tudjon dönteni.
Fémek erősség- és pontossági alkalmazásokhoz
Amikor a mechanikai teljesítmény a legfontosabb, a fémek továbbra is a CNC-megmunkálás elsődleges választásai . De a „fém” kifejezés rendkívül széles skálájú tulajdonságokat és árkategóriákat foglal magában. A kulcskategóriák megértése segít gyorsan szűkíteni a lehetőségeket.
Alumínium ötvözetek: A munkaló anyagok
Ha nem tudja, hol kezdje, az alumínium megmunkálása gyakran a legjobb egyensúlyt nyújtja a teljesítmény, a költség és a gyárthatóság között. A Hubs anyagválasztási útmutatója szerint az alumínium ötvözetek kiváló szilárdság-tömeg aránnyal, magas hő- és elektromos vezetőképességgel, valamint természetes korrózióvédelemmel rendelkeznek – ezért sok prototípus- és gyártási alkalmazás esetében a leggazdaságosabb megoldást jelentik.
Alumínium 6061 az általános célú feladatokhoz alapértelmezett választásként szolgál. Kiválóan megmunkálható, viszonylag olcsó, és anódosításra is alkalmas, amely javítja a felületi keménységet és az esztétikai megjelenést.
Alumínium 7075 akkor válik előtérbe, ha repülőgépipari szintű szilárdságra van szükség. Hőkezeléssel olyan keménységi szintek érhetők el vele, amelyek összehasonlíthatók néhány acél keménységével, miközben megőrzi az alumínium súlyelőnyét – ami kritikus fontosságú a súlyérzékeny alkalmazásoknál.
Alumínium 5083 kiválóan alkalmazható tengeri környezetben, ahol a tengervíz más ötvözetek korrózióját okozná. Ha alkatrészei nehéz környezeti feltételeknek vannak kitéve, ezt az ötvözetet érdemes figyelembe venni.
Acélok: Amikor a tartósság fontosabb a súlynál
A acélötvözetek szilárdságot, keménységet és kopásállóságot nyújtanak, amelyeket az alumínium egyszerűen nem tud elérni. A kompromisszum? Magasabb alapanyag-költségek, hosszabb megmunkálási idők és jelentősen nagyobb tömeg.
Rozsdamentes acél 304 hatékonyan kezeli a legtöbb korrózióálló alkalmazást. Elég jól megmunkálható, és ellenáll a legtöbb környezeti hatásnak – ezért a táplálékfeldolgozásban, az orvostechnikában és a kültéri alkalmazásokban szokásos választás.
Érmetartalmú acél 316 a korrózióállóságot tovább növeli, különösen a sós oldatokkal szemben. A tengeri alkalmazások és a vegyipari feldolgozó környezetek gyakran igénylik ezt a fokozott védelmet.
Szerszámacélok például a D2 és az A2 típusú acélok hőkezelés után kivételes keménységet érnek el – akár 65 HRC-ig. Alapvető fontosságúak eszközök, formák és extrém kopásnak kitett alkatrészek gyártásához, bár speciális megmunkálási szakértelmet igényelnek.
Sárgaréz és bronz: specializált teljesítmény
Ezek a rézötvözetek specializált, de kritikus alkalmazásokra szolgálnak. A Brass C36000 kiválóan megmunkálható, és természetes korrózióállóságot nyújt, ezért népszerű nagy mennyiségben gyártott alkatrészek – például csatlakozók és illesztőelemek – gyártására.
A bronz CNC-megmunkálása egyedi kihívásokat jelent, amelyekre különös figyelmet kell fordítani. Az Othala Tech bronzmegmunkálási szakértőinek megállapítása szerint a különböző bronzminőségek nagyon eltérően viselkednek a vágószerszámok alatt. A C932-es (ólomtartalmú bronz) simán vágható, kiváló forgácskezeléssel, míg a C954-es (alumínium-bronz) gyorsan felmelegszik, és óvatos sebességvezérlést igényel.
Amikor csapágyakhoz, fogaskerekekhez vagy tengeri felszereléshez megmunkált bronzot használnak, az anyag természetes kopásállósága és önmagát kenő tulajdonságai indokolják a további megmunkálási bonyodalmakat. A bronz CNC-műveletek olyan gyártóüzemeket igényelnek, amelyek tapasztaltak ezen ötvözetek kezelésében – ezt érdemes ellenőrizni, amikor kiválasztja gyártási partnereit bronz CNC-projektekhez.
Amikor a műanyagok jobban teljesítenek, mint a fémes alternatívák
Ne feltételezze, hogy a fém mindig a megoldás. A mérnöki műanyagok számos alkalmazásra vonzó előnyöket kínálnak: kisebb tömeg, alacsonyabb nyersanyag-költségek, kiváló kémiai ellenállás és természetes elektromos szigetelés.
Kiváló teljesítményű mérnöki műanyagok
Delrin műanyag (POM/acetal) kiemelkedik a megmunkálható műanyagok királyaként. Ez a műanyag a legjobb megmunkálhatóságot kínálja a műanyagok között, kiváló méretstabilitást, nagyon alacsony súrlódást és minimális vízfelvételt biztosít. Ha pontos műanyag alkatrészekre van szüksége szoros tűréshatárokkal, akkor a delrin műanyagot érdemes elsőként figyelembe venni.
Nylon megmunkálásra alkalmazások esetén kiváló ütésállóságot, jó kémiai ellenállást és természetes kopásállóságot nyújt. A Nylon 6 és a Nylon 66 a leggyakrabban megadott minőségi osztályok. Azonban a megmunkálási projektekhez használt nylon esetében egy korlátozásra is figyelni kell: az anyag nedvességet vesz fel, ami befolyásolhatja a méretstabilitást páratartalommal terhelt környezetben.
Polikarbonát kombinálja a magas szilárdságot az optikai átlátszósággal—átlátszó alkatrészek gyártására megmunkálható. Ütésállósága meghaladja az ABS anyagét, így védőburkolatok, lencsék és folyadékképző eszközök gyártására alkalmas.
A PEEK az mérnöki termoplasztok prémium szegmensét képviseli. Legfeljebb 250 °C-os hőmérsékletet bír el, ellenáll a legtöbb vegyszernek, és fémekkel versenyezhető szilárdság–tömeg arányt nyújt. Orvosi minőségű PEEK változatok lehetővé teszik a biomedicinális implantátumok alkalmazását. A kompromisszum? Jelentősen magasabb anyagköltségek.
Anyagválasztás gyors áttekintésben
Az alábbi összehasonlítás segít gyorsan azonosítani a jelöltek anyagait a fő követelményeinek megfelelően:
| Anyagkategória | Tipikus alkalmazások | Relatív költség | Megmunkálhatósággal | Kulcsfontosságú tulajdonságok |
|---|---|---|---|---|
| Alumínium 6061 | Általános prototípusok, burkolatok, rögzítők | $ | Kiváló | Könnyű, korrózióálló, anódolható |
| Alumínium 7075 | Légi- és űrhajóipari alkatrészek, nagyfokú mechanikai igénybevételnek kitett alkatrészek | $$ | Jó | Nagy szilárdságú, hőkezelhető, fáradásálló |
| Rozsdamentes acél 304 | Élelmiszer-feldolgozó berendezések, orvosi eszközök, kültéri szerelvények | $$ | Mérsékelt | Korrózióálló, hegeszthető, higiénikus |
| Érmetartalmú acél 316 | Tengerészeti szerelvények, vegyipari feldolgozás | $$$ | Mérsékelt | Kiváló korrózióállóság, tengervíz-alkalmazásra is alkalmas |
| Bronz c36000 | Csatlakozóelemek, csatlakozók, díszítő szerelvények | $$ | Kiváló | Alacsony súrlódás, elektromos vezetőképesség, esztétikai vonzerejű |
| Bronz (C932/C954) | Csapágyak, fogaskerekek, hajócsavarok | $$-$$$ | Megfelelő (minőségtől függően eltérő) | Jó kopásállóságú, önkényeztető, korrózióálló |
| Delrin (POM) | Pontos fogaskerekek, bélészek, szigetelők | $ | Kiváló | Alacsony súrlódás, méretstabil, nedvességálló |
| Nylon 6/66 | Elhasználódási alkatrészek, szerkezeti elemek, szigetelők | $ | Jó | Ütésálló, vegyszerálló, kopásálló |
| Polikarbonát | Optikai alkatrészek, védőburkolatok, kijelzők | $ | Jó | Átlátszó, nagy ütésállóságú, hőmérséklet-stabil |
| A PEEK | Orvostechnikai implantátumok, repülőgépipari alkalmazások, magas hőmérsékleten használható alkatrészek | $$$$ | Mérsékelt | Kivételes hőmérséklet-állóság, kémiai inaktivitás, biokompatibilis változatok |
Döntési kritériumok: az anyagok igényekhez való illesztése
Hogyan szűkíthető le ez a kiterjedt lista? Vegye figyelembe ezt a négy tényezőt prioritási sorrendben:
- Gépi követelmények — Milyen terheléseket, feszültségeket és elhasználódási körülményeket fog tapasztalni az alkatrész? Ez kizárja azokat a lehetőségeket, amelyek nem felelnek meg a teljesítménybeli követelményeknek.
- Környezeti hatások — A alkatrészek nedvességnek, vegyszereknek, UV-sugárzásnak vagy extrém hőmérsékleti viszonyoknak lesznek-e kitéve? Az anyagok működési körülményekkel való kompatibilitása elengedhetetlen.
- A súlykorlátokat — A légiközlekedési és hordozható eszközök alkalmazásai gyakran minimális tömeget igényelnek. A műanyagok és az alumínium ötvözetek ebben jelentős előnyt nyújtanak.
- Költségvetési szempontok — Miután azonosította azokat az anyagokat, amelyek megfelelnek a teljesítménykövetelményeknek, az árkülönbségek segíthetnek a végleges kiválasztásban. Néha egy standard alumínium is megoldja a feladatot, amelyhez nem szükségesek drága speciális ötvözetek.
Amikor az anyagok tanúsítási dokumentációja fontos
Egyes iparágakban az anyagválasztás nem csupán a tulajdonságokon, hanem a dokumentációs követelményeken is túlmutat. A légiközlekedési alkalmazásokhoz például anyagnyomvonal-követési tanúsítványok szükségesek, amelyek bizonyítják az adott ötvözet pontos összetételét és feldolgozási történetét. Az orvosi eszközök gyakran biokompatibilitási vizsgálati dokumentációt igényelnek. Az autóipari alkatrészekhez gyakran olyan megfelelőségi tanúsítványok szükségesek, amelyek összhangban állnak egy adott OEM-specifikációval.
Ha szabályozott iparágak számára gyárt, akkor győződjön meg róla, hogy az online gépi megmunkálási szolgáltatója megfelelő tanúsítványokat tud szállítani a rendelések leadása előtt. Nem minden platform kínál ilyen szintű dokumentációt, és ha a hiányosságot csak a gyártás után fedezik fel, az költséges késedelmeket eredményez.
Miután tisztázta az anyagválasztást, a következő kritikus specifikáció közvetlenül befolyásolja mind a alkatrész funkcióját, mind a gyártási költséget: a tűréshatárok meghatározása. Annak megértése, hogyan hatják a pontossági szintek az Ön költségvetését, segít pontosan meghatározni, mire van szüksége – és semmi többre.
Tűrésválasztás, amely egyensúlyt teremt a pontosság és a költség között
Íme egy olyan helyzet, amellyel valószínűleg már találkozott: véglegesíti egy tervezetét, és a tűrés mező visszanéz rá. Biztonság kedvéért adjon meg ±0,005"-t? Vagy elég lesz a ±0,010"? Ez a döntés – amelyet gyakran másodpercek alatt hoznak – megduplázhatja a gyártási költségeket, vagy később összeszerelési hibákat okozhat.
A tűrések a megadott méretekhez képest megengedett eltéréseket jelentik. Gyakorlati szempontból meghatározzák, hogy a megmunkált alkatrészek megfelelően illeszkednek-e egymáshoz, úgy működnek-e, ahogy tervezték, és elérnek-e egy adott minőségi szintet. Azonban a megfigyelések szerint, amelyeket a következő forrásból származtattak: RPWORLD gyártásmérnökei , egy aggasztó tendencia bontakozott ki: különböző alkalmazásokban használt alkatrészek gyakran túlságosan szigorú tűréseket tartalmaznak, még nem kritikus felületek esetén is. Ez az ipari képességek fejlődését tükrözi – de gyakran jelentős pénzveszteséget eredményez.
Szabványos vs. precíziós tűrések
Mit várhat valójában az online megmunkálási szolgáltatásoktól? A felső szintű képességek megértése segít megfelelően megadni a követelményeket anélkül, hogy túltervezné a rendszert.
A legtöbb CNC marás- és esztergálási művelet esetében a szabványos tűrés ±0,010" (±0,25 mm) a gyakori anyagok és geometriák széles skáláján. A Modus Advanced tűréselemzése szerint ez a pontossági szint a mérnöki alkalmazások túlnyomó többségét támogatja, miközben ésszerű költségeket és szállítási határidőket biztosít.
Mikor elegendő a szokásos pontosság? Fontolja meg az alábbi alkalmazásokat:
- Burkolatok és házak, ahol a pontos méretek nem kritikusak
- Rögzítő konzolok, amelyeknél a rögzítőelemekhez szabad helyet hagytak
- Prototípus-iterációk, amelyek elsősorban a forma és a funkció tesztelésére irányulnak
- Olyan alkatrészek, amelyeknél a szerelési hézagokat már a tervezés során bőven figyelembe vették
A nagy pontosságú megmunkálású alkatrészek szigorúbb specifikációkat igényelnek – általában ±0,003"–±0,005" (±0,08–±0,13 mm). Ezek a tűrések további megmunkálási lépéseket, speciális szerszámokat, klímavezérelt környezetet és részletes ellenőrzési protokollokat igényelnek. Az eredmény? Jelentősen magasabb egységár.
Tűréstartományok és valós világbeli hatásuk
Az alábbi táblázat bemutatja, hogyan fordítódnak le a tűrések a CNC-marású alkatrészek költségvetési következményeire és tipikus alkalmazásaira:
| Tűréshatárok osztálya | Tipikus Tartomány | Költség-hatás | Közös alkalmazások |
|---|---|---|---|
| Szabványos | ± 0,010" (± 0,25 mm) | Alapárak | Általános prototípusok, nem kritikus funkciók, burkolatok |
| Pontosság | ±0,005" (±0,13 mm) | 1,5–2× szokásos | Illeszkedő felületek, csapágyillesztések, csúszó felületek |
| Nagy Precizitás | ±0,002–0,003" (±0,05–0,08 mm) | 2–3× szokásos | Légi- és űrhajózási interfészek, orvosi eszközök alkatrészei, optikai rögzítők |
| Ultra-precíziós | ±0,001" (±0,025 mm) vagy szigorúbb | 4×+ szokásos | Turbinalkatrészek, precíziós műszerek, félvezető-gyártó berendezések |
Figyelje meg, hogyan nőnek az árak exponenciálisan – nem lineárisan – a tűréshatárok szigorításával. Ahogy az RPWORLD megjegyzi, túlzottan szigorú tűréshatárok kényszeríthetik a alkatrészeket másodlagos csiszolásba vagy elektromos szikraforgácsolásba (EDM), ami feleslegesen növeli mind a költségeket, mind a szállítási időt.
Hogyan befolyásolják a tűréshatárok választása a költségvetését
Miért kerülnek sokkal többe a szoros tűréshatárok? Több tényező is összeadódik:
- További megmunkálási menetek — A anyag eltávolítása kisebb mennyiségben történik a méretbeli pontosság fenntartása érdekében
- Lassabb előtolási sebesség — Csökkentett vágási sebességek minimalizálják az szerszám deformációját és a hőhatásokat
- Specializált szerszámokat — Magasabb minőségű vágószerszámok, szigorúbb futási egyenlőtlenség-specifikációkkal
- Meghosszabbított beállítási idő — Pontosabb munkadarab rögzítés és igazítás
- Fokozott ellenőrzés — CMM-mérések standard mérőeszközök helyett
- Környezetvédelmi ellenőrzések — Hőmérséklet-stabilizált megmunkálás a legpontosabb tűrések eléréséhez
A tűrésfelhalmozódás problémája
Itt futnak bele sok tervezési megoldás nehézségekbe. Amikor több alkatrész együtt épül össze, az egyes tűrések összeadódnak. A CNCYangsen műszaki elemzése szerint egy-egy alkatrész összeszerelésben ±0,1 mm tűréssel rendelkezhet egyénileg, de a teljes felhalmozódás a végső kapcsolódási felületen ±0,3 mm-t vagy annál többet is elérhet.
Vegyünk egy egyszerű háromrészes összeszerelést. Ha minden alkatrész kritikus méreténél ±0,010 hüvelyk (inch) a tűrés, akkor a legrosszabb esetben a végleges összeszerelés mérete ±0,030 hüvelykkel változhat. Ez háromszorosa annak, amit bármely egyedi rajz előír.
A szakértő tervezők a felhalmozódást több stratégia alkalmazásával kezelik:
- Kritikus méretek azonosítása — Csak azoknál a geometriai jellemzőknél szigorítsák a tűréseket, amelyek közvetlenül befolyásolják az összeszerelés funkcióját
- Tervezési pozícionálási jellemzők — A helyezőcsapok, igazító peremek vagy önmagukat központosító geometria csökkentik a pozíciós torlódást
- Egyszerűsítik az összeszerelési kapcsolatokat — Kevesebb alkatrész a tűrésláncban kevesebb összegyűlt ingadozást eredményez
- Megfelelő rés hézagok tervezése — Amennyiben lehetséges, a szándékos hézagok kompenzálják az ingadozást anélkül, hogy a funkciót veszélyeztetnék
Felületi minőség és méreti tűrésviszonyok
A felületi minőségre vonatkozó előírások gyakran összefüggenek a méreti tűrésekkel – de nem helyettesítik azokat. Egy durva felület (magasabb Ra-érték) nem érheti el ugyanazt az effektív pontosságot, mint egy sima felület, mivel a felületi egyenetlenségek növelik a mérési bizonytalanságot.
Pontos CNC megmunkálási alkalmazásokhoz, amelyek szoros tűréseket igényelnek, általában megfelelő felületi minőséget is elő kell írni:
- A szokásos tűrések általában 125 Ra μin (3,2 Ra μm) vagy durvább felületi minőséggel párosulnak
- A pontossági tűrések jól működnek 63–32 Ra μin (1,6–0,8 Ra μm) értékek mellett
- A nagy pontosságú munkák gyakran 16 Ra μin (0,4 Ra μm) vagy finomabb tűrést igényelnek
A nem összhangban lévő kombinációk megadása – például szigorú tűrések durva felületminőséggel, illetve fordítva – a követelmények bizonytalanságát jelezheti, és kérdéseket válthat ki a pontos gépi megmunkálási szolgáltatásait nyújtó partnertől.
Kritikus és általános tűrések közötti különbségtétel kommunikációja
Műszaki rajzainak egyértelműen meg kell különböztetniük azokat a méretek és jellemzőket, amelyek szigorú ellenőrzést igényelnek, és azokat, amelyeknél az általános pontosság elegendő. A tapasztalt mérnökök többsége hierarchikus megközelítést alkalmaz:
- Általános címmező tűrése — Minden olyan méretre vonatkozik, amelyre külön megjelölés nem történt (általában ±0,010" vagy az ISO 2768 szabvány szerint)
- Külön megadott méretmegjelölések — Szigorúbb tűrések közvetlenül a kritikus jellemzők mellett vannak feltüntetve
- GD&T szimbólumok — Geometriai tűrések olyan jellemzők esetén, ahol az alak, az elhelyezés vagy a helyzet fontosabb, mint a csupán méret
Ez a megközelítés egyértelműen közvetíti a gyártási szándékot. A gépészek azonnal értik, mely jellemzők igényelnek külön figyelmet, és hol elegendő a szokásos pontosságú megmunkálás.
Amikor a szigorú tűrések valóban fontosak
Tehát mikor kell ténylegesen megadni a nagy pontosságú tűréseket? Jogi alkalmazások például:
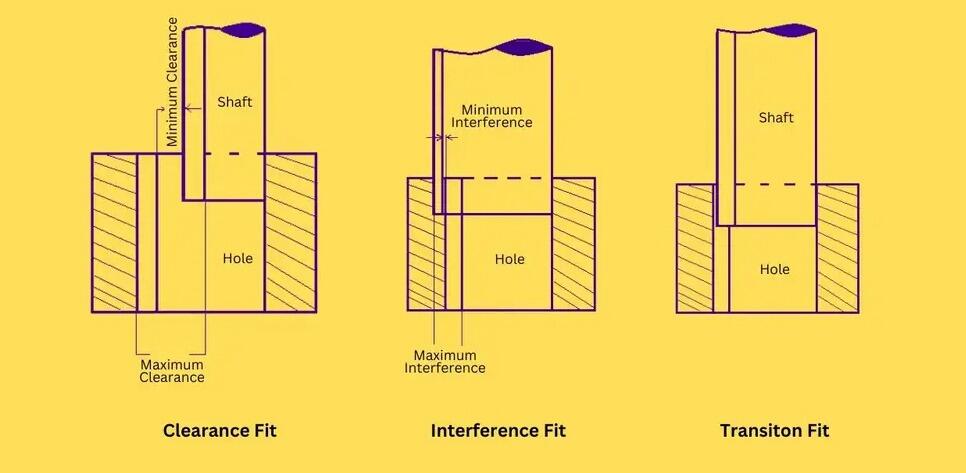
- Nyomó- vagy interferenciás illesztések — A méretbeli pontosság közvetlenül meghatározza az összeszerelési erőt és a rögzítést
- Csapágyfuratok és tengelyátmérők — A megfelelő illesztés biztosítja a megfelelő futóhézagot és a csapágy élettartamát
- Tömítőfelületek — Az O-gyűrű horpadások és a párosított flangek pontos méretekre van szükségük megbízható tömítés érdekében
- Kinematikai mechanizmusok — A fogaskerekek, kamok és precíziós csúszóelemek sima működés érdekében szigorú méretvezérlést igényelnek
- Biztonsági szempontból kritikus szerelvények — Űrkutatási, orvosi és autóipari alkalmazások, ahol a hibák következményei súlyosak
Minden más esetben? A szakértő CNC megmunkálási anyagokból és eljárásokból származó szokásos tűrések kiváló eredményeket nyújtanak a költségek tört részéért. A kulcsfontosságú felismerés a következő: ipari szakértők a szűk tűrések megadása mindig a konkrét funkcionális követelményekhez kell, hogy kapcsolódjon, nem pedig általános minőségi preferenciákhoz.
Miután megértettük a tűrések alapelveit, készen állunk egy másik, minden projekt számára gyakori kérdés megválaszolására: mennyibe fog kerülni ez valójában? A következő szakasz az öt fő tényezőt mutatja be, amelyek meghatározzák a CNC megmunkálás költségét – és felfedi azokat a tervezési döntéseket, amelyek csökkentik a költséget anélkül, hogy kompromisszumot kötnénk a funkcióval.
A CNC megmunkálás költségeit meghatározó tényezők megértése
Kiválasztotta az anyagát, és megadta a tűréseket. Most jön a kérdés, amit mindenki feltesz: mennyibe fog kerülni ez valójában? A CNC megmunkálás árképzése nem tetszőleges, mint sok más iparágban, hanem logikus mintákat követ. Ezeknek a mintáknak a megértése segít reális költségvetési elvárások kialakításában – és felfedi a lehetőségeket a költségek csökkentésére minőségromlás nélkül.
A kihívás ott rejlik, hogy a legtöbb online megmunkálási platform csak egy végső összeget mutat, anélkül, hogy magyarázná, hogyan jutottak el odáig. Ez a szakasz az öt fő költségmozgató tényezőt bontja le, így intelligensen értelmezheti az árajánlatokat, és megbízás előtt tájékozott döntéseket hozhat a kompromisszumokról.
Az öt tényező, amely meghatározza a megmunkálási költségét
A A Scan2CAD teljes körű költségelemzése , a megmunkálás gazdaságtana több egymással összefüggő változótól függ. Vizsgáljuk meg az egyes tényezőket és relatív hatásukat a végleges árajánlatra.
1. Anyagkiválasztás és mennyiség
Az alapanyagköltségek az anyagtípustól, mennyiségtől és a jelenlegi piaci körülményektől függően ingadoznak. Alapvető irányelvként elmondható, hogy a műanyagok jelentősen olcsóbbak a fémeknél – de még a fémek kategóriáján belül is jelentősek az árkülönbségek. Az alumínium 6061 például 3–8 USD/font, míg a rozsdamentes acél 5–15 USD/font tartományban mozog, és speciális ötvözetek, mint a titán, akár 30 USD/font feletti áron is kaphatók.
Az alapanyag-árakon túl figyelembe kell venni, hogy tervezete mennyi készletet használ fel. Egy olyan alkatrész, amelyhez az alapanyag 80%-át le kell vágni, több hulladékot eredményez, hosszabb megmunkálási időt igényel, és nagyobb eszközkopást okoz, mint azok a tervek, amelyek a kiindulási alapanyag nagyobb részét megtartják. A megmunkáló szakember számítása a fémköltségről mind azt tartalmazza, amit megvásárol, mind azt, milyen hatékonyan használja fel tervezete az anyagot.
2. Geometriai bonyolultság
Az alkatrész bonyolultsága közvetlenül összefügg a megmunkálási idővel – amely az iparági elemzések szerint az egyetlen legnagyobb költségmozgató tényező. A bonyolult geometriák megmunkálása a következőket igényli:
- Többszörös szerszámváltást különböző funkciók megmunkálásához
- További beállításokat a különböző tájolásokból elérhető funkciók megmunkálásához
- Hosszabb programozási idő összetett szerszámpályák esetén
- Lassabb vágási sebességek a részletes elemek pontosságának megőrzése érdekében
A Hotean prototípus-költségfelosztása szerint a tervezési bonyolultság egyedül is 30–50%-kal növelheti a megmunkálási időt. Egy egyszerű téglalap alakú alumínium tömb alapvető furatokkal például 150 dollárba kerülhet, míg ugyanez az alaprész összetett kontúrokkal és változó mélységű zsebekkel 450 dollár vagy annál többet is elérhet.
3. Pontossági követelmények
Ahogy korábban tárgyaltuk, a pontossági előírások drámaian befolyásolják a gyártási költséget. A szokásos tűrések (±0,010") az alapárak kiindulási pontját jelentik. Ha ±0,005"-re szűkítjük a tűrést, a költség 1,5–2-szeresére nőhet. Ha ±0,001" környékére jutunk, a költségek a szakmai referenciák szerint négyszeresére emelkedhetnek.
A költségnövekedés tükrözi a valós gyártási igényeket: további megmunkálási fázisok, lassabb előtolások, speciális szerszámok és javított ellenőrzési protokollok mindegyike időt és erőforrásokat igényel.
4. Mennyiségi gazdaságosság
Itt válik kritikussá a beállítási költségek megértése. Minden CNC-feladat programozást, rögzítőberendezés-előkészítést, szerszám-kiválasztást és gépbeállítást igényel – függetlenül attól, hogy egy vagy száz darabot gyártanak. Ezeket a fix költségeket az Ön rendelési mennyiségére osztják el.
A gazdasági hatás lenyűgöző: a költségelemzés adatai szerint egyetlen prototípus akár 500 dollárba is kerülhet, míg 10 darab rendelése esetén a darabonkénti ár körülbelül 300 dollárra csökken. 50 vagy több darab esetén a költségek akár 60%-kal is csökkenhetnek, így a darabonkénti ár körülbelül 120 dollárra csökken.
| Rendelési mennyiség | Kb. darabonkénti költség | Költségcsökkentés |
|---|---|---|
| 1 darab | $500 | Alapvonal |
| 10 db | $300 | 40%-os csökkenés |
| 50+ darab | $120 | 60%-os csökkentést |
Ez magyarázza, miért magasabb a darabonkénti ár a kis CNC-megmunkálási rendeléseknél: a beállítási költségeket kevesebb darabra osztják el.
5. Befejező műveletek
A megmunkálás utáni kezelések további költségeket jelentenek, amelyeket sokan figyelmen kívül hagynak a kezdeti költségvetés elkészítésekor. A befejező műveletek költségeire vonatkozó adatok szerint:
- Megmunkált felület: Nincs további költség – a legrövidebb szállítási idő
- Golyószórás: 10–20 dollár darabonként egyenletes mattnak tűnő felület érdekében
- Anódolás: 25–50 USD-t ad hozzá egységenként a korrózióállóság és a szín miatt
- Porfesték: 30–70 USD-t ad hozzá a alkatrész méretétől és bonyolultságától függően
Minden felületkezelés funkcionális vagy esztétikai célt szolgál, de a költségek gyorsan összeadódnak többalkatrészes megrendeléseknél.
Okos tervezési döntések, amelyek csökkentik a gyártási költségeket
Most, hogy megértette a költségeket meghatározó tényezőket, hogyan csökkentheti a költségeket anélkül, hogy kompromisszumot kötné a funkcióval? A Fictiv DFM-elemzése azon „minimális erőfeszítést igénylő” tervezési elveket azonosítja, amelyek közvetlenül alacsonyabb költségekhez vezetnek:
- Tervezzen a szabványos anyaggeometriára — Azok az alkatrészek, amelyek szabványos rúd-, lemez- vagy pálcaszerű méretekből indulnak ki, minimálisra csökkentik a kezdeti hulladékot és a beállítási bonyolultságot
- Korlátozza a beállítások számát kettőre vagy kevesebbre — Minden további befogási irány jelentős időt igényel; olyan alkatrészeket tervezzünk, amelyeket minimális irányból lehet megmunkálni
- Használjon szabványos szerszámgeometriákat — A szokásos végfúrók, fúrók és letörési szerszámokkal megmunkálható jellemzők olcsóbbak, mint azok, amelyek speciális szerszámokat igényelnek
- Csak a szükséges tűrések megadása — Csak a funkcionális felületeken alkalmazzon szigorú tűréseket; minden más helyen általános tűréseket használjon
- Kerülje a mély üregeket és a vékony falakat — A speciális hosszú nyelű szerszámokat vagy a pontos deformáció-kezelést igénylő jellemzők megnövelik a megmunkálási időt
- Kerekítse a belső sarkokat — A hegyes belső sarkok kisebb szerszámokat és több munkamenetet igényelnek; nagyobb sugár esetén gyorsabban lehet megmunkálni
- Válasszon szabványos felületi minőséget — A nyers megmunkálás utáni vagy homokszórt felület olcsóbb, mint az anódosítás vagy a porfestés, ha a megjelenés nem döntő szempont
Ezek a módosítások nem veszik el a mérnöki szándékot – inkább összhangba hozzák a tervezési döntéseket a gyártási valóságokkal.
Prototípuskészítés vs. sorozatgyártás: különböző gazdasági megfontolások
A projekt fázisa jelentősen befolyásolja az optimális beszerzési stratégiát. A prototípusok esetében a sebesség és a rugalmasság általában fontosabb, mint az egyes alkatrészek költségoptimalizálása. Ön fogalmakat tesztel, terveket iterál és illeszkedést értékel – kis mennyiségek esetén ésszerű a darabonkénti prémiumár fizetése, ha a tanulási idő a legfontosabb tényező.
A gyártási mennyiségek megváltoztatják a számításokat. A beállítási költségek száz vagy ezer darabra oszlanak el, anyagmennyiségi kedvezmények jelennek meg, és a folyamatoptimalizálás is értelmezhetővé válik. Ebben a szakaszban a darabonkénti gazdasági mutatók dominálnak a döntéshozatalban.
Mikor nyújt költségelőnyt az online megmunkálás
A digitális platformok adott helyzetekben különösen hatékonyak:
- Prototípus-mennyiségek (1–50 darab) — Azonnali árajánlat, gyors teljesítés és nincs kapcsolatépítéshez kapcsolódó adminisztrációs terhelés
- Tervezési iterációs ciklusok — Gyors árajánlat több változatra segít optimalizálni a terveket a gyártási elköteleződés előtt
- Túlterhelés miatti kapacitás-kiegészítési igény — Amikor rendszeres szállítóinak kapacitása ki van merülve, az online hálózatok azonnali alternatívákat biztosítanak
- Specializált anyagok vagy folyamatok — Szélesebb készség- és kapacitáshálózathoz való hozzáférés, mint amit a helyi lehetőségek kínálhatnak
Hagyományos műhelyek esetleg jobban versenyezhetnek
A tisztességes értékelés olyan forgatókönyveket mutat ki, ahol a meglévő kapcsolatok előnyöket biztosítanak:
- Nagy sorozatgyártás — Hosszú távú szerződések helyi szállítókkal gyakran kedvezőbb árakhoz vezetnek a kapcsolati engedmények és a folyamatoptimalizáció révén
- Összetett összeszerelések, amelyek együttműködést igényelnek — A fejlesztés során gépész szakértők bevonását igénylő tervek gyakran jobban működnek olyan partnerekkel, akik ismerik termékeiket
- Szabályozott iparágak, ahol már meglévő jóváhagyások vannak — Ha egy szállító már rendelkezik jóváhagyással minőségirányítási rendszerükre, akkor a váltás minősítési költségekkel jár
- Földrajzi közelség előnyei — Amikor „CNC megmunkálás a közelemben” vagy „CNC a közelemben” kifejezéseket keresi, a helyi műhelyek kizárják a szállítási költségeket, és azonnali átvételt tesznek lehetővé sürgős igények esetén
Valószerű költségvetési elvárások kialakítása
A első árajánlat kérése előtt alakítsa ki elvárásait a projekt paramétereinek megfelelően:
- Egyszerű alumínium prototípusok szokásos tűrésekkel: 100–300 USD darabonként
- Összetett, több funkciót tartalmazó alkatrészek vagy szigorú tűrések: 300–800 USD darabonként
- Különleges anyagok vagy részletes felületkezelés: 500–1500+ USD darabonként
- Sorozatgyártási mennyiségek (50+ darab): 40–60%-os csökkenés a prototípus árakhoz képest
Ezek a tartományok kiindulási alapot nyújtanak – a tényleges árajánlatok a konkrét geometriától, anyagtól és egyéb követelményektől függenek. Azonban ha az árajánlat-kérési folyamatba belefogva már kb. elképzeléssel rendelkezik a várható költségekről, könnyebben értékelheti, hogy az árajánlatok összhangban vannak-e a piaci szokásokkal, vagy további megbeszélést igényelnek.
A költségekkel kapcsolatos megfontolások természetes módon másik fontos kérdésre vezetnek: milyen iparágspecifikus követelmények vonatkozhatnak az alkalmazására? Az autóipar, a légiközlekedési ipar és az egészségügyi szektor mindegyike olyan tanúsítási és dokumentációs szabványokat ír elő, amelyek hatással vannak mind a beszállítók kiválasztására, mind a projekt költségeire.

Iparág-specifikus követelmények az autóipartól a légiközlekedési iparig
Már meghatározta az anyagot, megadta a megfelelő tűréseket, és tisztában van a költségtényezőkkel. De itt egy olyan kérdés, amely sok első alkalommal online megmunkálást igénylő felhasználót megzavar: iparága további követelményeket támaszt-e a alapvető alkatrészspecifikációkon túl? Az autóipari, légiközlekedési és egészségügyi alkalmazások esetében a válasz majdnem biztosan igen.
Különböző szektorok különböző dokumentációs, nyomon követhetőségi és folyamatszabályozási szinteket igényelnek. Olyan gyártási partnert választani, akinek nincsenek meg a megfelelő tanúsítványai, olyan alkatrészekhez vezethet, amelyeket – méretileg akár tökéletesen pontosak is – egyszerűen nem lehet használni. Ismertessük röviden az egyes fő iparágak követelményeit, hogy ellenőrizni tudja a beszállítók megfelelőségét a megrendelés leadása előtt.
Autóipari alkatrészek követelményei és tanúsítványai
Az autóipar a gyártás egyik legmagasabb minőségi követelményeket támasztó területe. Ha járműalkatrészeket szerelnek be, akkor egyetlen tanúsítvány áll minden más felett: A szövetek .
Mit jelent valójában az IATF 16949 Önnek, mint vevőnek? Az American Micro Industries tanúsítási útmutatója szerint ez a globális szabvány az autóipari minőségirányításra ötvözi az ISO 9001 elveit a folyamatos fejlődésre, a hibák megelőzésére és a szigorú beszállítói felügyeletre vonatkozó szektor-specifikus követelményekkel. Ez a jogosítvány a nagy OEM-ekkel és az első szintű beszállítókkal való együttműködéshez.
Az IATF 16949 tanúsítás által garantált kulcselemek:
- A hibák megelőzésére helyezett hangsúly — Olyan rendszerek, amelyek a problémákat már az előfordulásuk előtt észlelik, nem csupán utólag
- Termék nyomon követhetősége — Teljes dokumentáció, amely minden alkatrészt konkrét anyagkötegekhez, gépekhez és munkavállalókhoz kapcsol
- Folyamatos fejlesztési protokollok — Dokumentált korrekciós intézkedési folyamatok, amelyek megakadályozzák a hibák ismétlődését
- Beszállítói minőségirányítás — Szigorú felügyelet, amely az egész ellátási láncra kiterjed
Az IATF 16949-en túl az autóipari gyártás további követelményeket támaszt Statisztikai Folyamatvezérlés (SPC) képességek. Miért fontos az SPC? Amikor ezrekben gyártanak azonos alkatrészeket, a változékonyság elkerülhetetlen. Az SPC-monitorozás valós idejű dimenziós trendeket követ nyomon, és észleli a szóródást, mielőtt az alkatrészek megszegnék a megadott tűréshatárokat. Ez a konzisztencia kritikus fontosságú nagy mennyiségű gyártás esetén, ahol akár kis hibaráta is jelentős minőségi költségeket eredményez.
Azoknak a mérnököknek, akik online platformokon keresztül autóipari alkatrészeket szerelnek be, az ilyen minősítések előzetes ellenőrzése megelőzi a kellemetlen meglepetéseket. Shaoyi Metal Technology , például, az IATF 16949 tanúsítással rendelkezik, mellyel együtt erős SPC-képességeket is biztosít – ezzel bemutatva az olyan, autóipari igényeknek megfelelő pontosságú CNC-megmunkálási szolgáltatásokat, amelyekre az OEM-ellátási láncok szükségesek. A vázösszeállítások és az egyedi fémbélésű csapágyak iránti megközelítésük tükrözi azt a dokumentációs szigorúságot, amelyet az autóipari alkalmazások követelnek meg.
Orvosi és űrkutatási szabályozási megfontolások
Ha az autóipari szabványok is megkövetelőnek tűnnek, a gyógyszeripari és légi űrkutatási követelmények további rétegeket adnak a komplexitáshoz. Ezek a szabályozott iparágak dokumentációs és nyomon követhetőségi szabványokat írnak elő, ahol a leegyszerűsítések egyszerűen nem jöhetnek szóba.
Légi űrkutatás: ahol az anyagok nyomon követhetősége elkerülhetetlen
A légi űrkutatási CNC megmunkálás olyan keretek alatt működik, amelyek az abszolút megbízhatóságot biztosítják. Amikor egy alkatrész 35 000 láb magasságban meghibásodik, a következmények katasztrofálisak – ez magyarázza, miért tartoznak a légi űrkutatási tanúsítási követelmények a gyártás legszigorúbb előírásai közé.
AS9100 az alapvető légi űrkutatási minőségi szabvány. Az ipari tanúsítási szakértők megjegyzése szerint az AS9100 az ISO 9001-re épül, és további, kizárólag a légi űrkutatási szektorra vonatkozó követelményeket vezet be, hangsúlyt fektetve a kockázatkezelésre, a szigorú dokumentációra és a termék integritásának ellenőrzésére a bonyolult ellátási láncok mentén.
A honvédelmi célú légi űrkutatási munkák esetében ITAR (International Traffic in Arms Regulations) egy további kritikus réteget ad hozzá. A Advantage Metal Products ITAR-elemzése szerint ez a keretrendszer szigorúan szabályozza a bizalmas műszaki adatok és alkatrészek kezelését. A megfelelés érdekében regisztrált státusz szükséges a USA Államtitkárságánál, valamint szigorú információbiztonsági protokollok betartása.
Az ITAR gyakorlati jelentése a gyártás számára:
- A létesítmény biztonsági követelményei — Korlátozott hozzáférés a védelmi célú alkatrészeket gyártó termelési területekhez
- Adatkezelési protokollok — Biztonságos CAD/CAM-fájlok átvitele és védett megmunkálási műveletek
- Személyzeti korlátozások — Csak az USA állampolgárai férhetnek hozzá a szabályozott műszaki adatokhoz
- Beszállítói minősítés — Az összes alvállalkozónak is meg kell felelnie az ITAR előírásainak
Ezenkívül, Nadcap akkreditáció érvényesíti a légi- és űrhajógyártás számára kritikus fontosságú speciális folyamatokat – hőkezelést, kémiai feldolgozást és nem romboló vizsgálatot. A NADCAP eltér az általános minőségi tanúsításoktól, mivel folyamatspecifikus ellenőrzéseket végez kivételes alapossággal. Az öt tengelyes CNC megmunkálási szolgáltatások esetében, amelyek összetett légi- és űrhajóipari geometriákat állítanak elő, ezek a specializált érvényesítések gyakran elengedhetetlenek.
Orvosi megmunkálás: a betegbiztonság áll minden mögött
Az orvosi megmunkálási szabványok egyetlen alapvető okból léteznek: a betegbiztonság miatt. Amikor egy sebészi implantátum vagy diagnosztikai eszköz alkatrésze meghibásodik, emberi életek forognak kockán. Ez a valóság formálja az orvosi eszközök gyártási követelményeinek minden aspektusát.
ISO 13485 a világ vezető minőségirányítási szabványa az orvosi eszközök számára. Szerint pontossági mérnöki szakértők ez a szabvány szigorú irányítást ír elő a tervezés, gyártás, nyomon követhetőség és kockázatcsökkentés területén. Csak az Egyesült Államokban évente több mint 83 000 sérülés és haláleset következik be hibás orvosi eszközök miatt – ezért maradnak megváltoztathatatlanul kötelező érvényűek ezek a követelmények.
A CNC-megmunkálási műveletek számára kulcsfontosságú ISO 13485 követelmények:
- Dokumentált munkaútmutatók — Minden CNC-programozási döntésnek meg kell felelnie a meghatározott protokolloknak
- Tervezési irányítások — Végeselemes (FEA) vizsgálat és érvényesítés implantátumokhoz és kritikus alkatrészekhez
- Nyomonkövetési rendszerek — Egyedi eszközazonosítás (UDI) és teljes eszköz-történeti nyilvántartás (DHR)
- Folyamat ellenőrzése — IQ/OQ/PQ protokollok, amelyek bizonyítják a megmunkálási eredmények konzisztenciáját
Az Egyesült Államokban a gyártóknak továbbá meg kell felelniük a FDA 21 CFR 820. szakasz — minőségirányítási rendszerre vonatkozó szabályozásnak, amely az orvosi eszközök gyártását szabályozza. Ez a keretrendszer a terméktervezést, gyártási eljárásokat és nyomon követhetőségi rendszereket foglalja magában, lehetővé téve a gyors reagálást, ha problémák merülnek fel a piacra kerülés után.
A CNC esztergálási szolgáltatások esetében, amelyek orvosi alkatrészek gyártására szolgálnak, az ISO 13485 tanúsítás és az FDA-követelmények teljesítése együtt biztosítja a komplex minőségbiztosítást. Ezek nélkül a tanúsítások nélkül az alkatrészek nem léphetnek be törvényesen az orvosi ellátási láncba – függetlenül a méretbeli pontosságuktól.
Tanúsítási összefoglaló: Mire érdemes figyelni
Az alábbi táblázat az iparági alkalmazások szerint összefoglalja a kulcsfontosságú tanúsításokat:
| IPAR | Elsődleges tanúsítványok | További követelmények | Kulcsfontosságú területek |
|---|---|---|---|
| Automobil | IATF 16949, ISO 9001 | SPC-képesség, PPAP-dokumentáció | Hibaelőzés, beszállítói felügyelet, nyomon követhetőség |
| Légiközlekedés | AS9100, Nadcap | ITAR-regisztráció (védelmi ipar), anyagtanúsítványok | Kockázatkezelés, speciális folyamatirányítás, adatbiztonság |
| Orvostechnikai eszközök | ISO 13485, FDA 21 CFR 820. rész | Biokompatibilitási vizsgálatok, UDI-megfelelőség | Betegbiztonság, nyomon követhetőség, folyamat-érvényesítés |
| Védelmi ipar | AS9100, ISO 9001 | ITAR-regisztráció, létesítmény biztonsági engedélyei | Információbiztonság, hazai beszerzés, személyzeti ellenőrzések |
Miért fontosak ezek a tanúsítványok a projekteknél
Bonyolultnak tűnik? Íme a gyakorlati lényeg: a tanúsítványok nem bürokratikus terhek – hanem az Ön biztosítéka arra, hogy a gyártási partnerei rendelkeznek a megfelelő rendszerekkel, képzéssel és felügyelettel, hogy megbízható minőséget nyújtsanak igényes alkalmazásokhoz.
Amikor online gépalkatrész-gyártó szolgáltatókat értékel regulált iparágak számára, ellenőrizze a tanúsítványokat még az első fájl feltöltése előtt. A legtöbb platform kiemelt helyen jeleníti meg a jogosítványokat, de ne habozzon kérni a tényleges tanúsítványok másolatait. Figyeljen a jelenlegi regisztrációs dátumokra – a tanúsítványok fenntartása folyamatos ellenőrzéseket igényel.
Szabályozott iparágokon kívüli projekteknél ezek a tanúsítások továbbra is a gyártási érettséget jelezik. Egy olyan gyártóüzem, amely fenntartja az IATF 16949 vagy az AS9100 szabványoknak való megfelelést, jelentős erőforrásokat fektetett minőségirányítási rendszerekbe, képzett személyzetbe és folyamatirányítási mechanizmusokba. Ez a befektetés minden ügyfélnek előnyös – akár azoknak is, akiknek nincsenek hivatalos tanúsítási követelményeik.
Az iparági követelmények megértése segít megfelelő gyártási partnerek kiválasztásában. De hogyan értékelhető a minőség a tanúsítási feltételek ellenőrzésén túl? A következő szakasz egy gyakorlatias keretrendszert nyújt az online megmunkálási szolgáltatások minőségének értékeléséhez – beleértve azokat a vörös zászlókat is, amelyek óvatosságra intenek.
Hogyan értékeljük az online megmunkálási szolgáltatások minőségét
Az anyagot már azonosította, megadta a tűréseket, és ismeri az ipari tanúsítási követelményeket. Most egy gyakorlati kérdés merül fel: hogyan értékelje valójában azt, hogy egy adott online megmunkáló szolgáltató időben és megfelelő minőségben szállítja-e a alkatrészeket? A tanúsítások egy kiindulási pontot nyújtanak – de nem mesélik el az egész történetet.
Akár „közeli megmunkáló műhelyeket” keres, akár globális gyártási hálózatokat vizsgál, az értékelési folyamat hasonló elveket követ. Ez a szakasz egy szolgáltatósemleges keretrendszert nyújt a szolgáltatásminőség értékeléséhez – valamint figyelmeztető jeleket is tartalmaz, amelyek miatt érdemes még egyszer átgondolni a megrendelés leadását.
Ellenőrizendő tanúsítások és minőségi mutatók
Az ISO-s tanúsításokat gyakran említik, de valójában mit garantálnak Önnek, mint vevőnek? A Focused on Machining tanúsításelemzése szerint az ISO-tanúsítás azt jelenti, hogy egy olyan gyártóüzemmel dolgozik-e együtt, amely a saját megérzéseire támaszkodik, vagy olyannal, amely rendelkezik egy világosan meghatározott, dokumentált eljárásrendszert, amely kielégíti a lehetséges legmagasabb ipari szabványokat.
ISO 9001:2015 a szabvány továbbra is az alapvető minőségirányítási tanúsítás. Az ezt a tanúsítást birtokló gyártóüzemek kifejlesztették és dokumentálták minden folyamatukat, biztosítják az anyagok és folyamatok nyomon követhetőségét, valamint rendszeresen részt vesznek belső és külső auditokon. Ez a rendszerszerű megközelítés ismételhető eljárásokat hoz létre az árajánlatkérésre, az anyagkezelésre, a gyártásra, a minőségbiztosításra és a szállításra.
De itt van az, amit sok vásárló elmulaszt: a tanúsítás bevezetése drámaian eltér a különböző szervizek között. Az iparági szakértők megjegyzik, hogy bár az ISO-előírások szigorúak, a valóságban a bevezetés gyakran kaotikus és időigényes. A papírdossziék és kézzel írt információk kielégítik a dokumentációs követelményeket, de nem éppen hatékonysági mintaként szolgálnak.
A legjobb szolgáltatók digitalizálták az ISO-folyamataikat – ellenőrzőlistákat építettek be szoftverükbe, automatizálták a dokumentációt, és könnyen hozzáférhető vizsgálati jegyzőkönyveket vezetnek. Ez a digitális megközelítés gyorsabb reakcióidőt, alacsonyabb költségeket és jobb nyomon követhetőséget biztosít, ha problémák merülnek fel.
Kérdések az ellenőrzési képességekről
A minőségi állítások kevéset érnek, ha nincsenek mögöttük ellenőrzési képességek, amelyek alátámasztják őket. A Kesu Group szolgáltató-evaluációs útmutatója szerint , megbízható szolgáltatók olyan fejlett ellenőrző eszközöket használnak, mint például a koordináta-mérőgépek (CMM), amelyek pontossága akár ±0,001 mm is lehet, kétdimenziós mérőeszközök vagy anyagvizsgálatra szolgáló XRF-analizátorok.
Mielőtt kötelezettséget vállalna egy szolgáltató iránt, tegye fel ezeket a konkrét kérdéseket:
- Milyen ellenőrző berendezéseket használnak? — A koordináta-mérőgépek (CMM), az optikai összehasonlítók és a kalibrált kézi műszerek komoly minőségirányítási elköteleződést jeleznek
- Végzettek folyamat közbeni ellenőrzést, vagy csupán a végleges ellenőrzést? — A folyamat közbeni ellenőrzések korai időpontban észlelik a hibákat, csökkentve ezzel a selejt alkatrészek miatti késéseket
- Képesek dimenziós ellenőrzési jelentéseket szolgáltatni? — Az első minta ellenőrzési (FAI) jelentések a teljes gyártás megkezdése előtt ellenőrzik a kritikus méreteket
- Mi a hibás termék- vagy visszatérítési arányuk? — Azok a szolgáltatók, amelyek éves visszatérítési aránya 0,2 % alatt van, erős minőségirányítási rendszert bizonyítanak
- Nyújtanak gyártáskönnyítési (DFM) visszajelzést? — A proaktív tervezési átvizsgálat megelőzi a gyártási problémák okozta késéseket
Értékelési ellenőrzőlista
Amikor CNC-szolgáltatásokat hasonlít össze a közelében lévőkkel vagy globális platformokat értékel, használja ezt a részletes ellenőrzőlistát lehetséges partnerek felmérésére:
- Birtokolt tanúsítványok — Ellenőrizze, hogy legalább az aktuális ISO 9001 tanúsítvánnyal rendelkeznek-e; iparágspecifikus tanúsítások (IATF 16949, AS9100, ISO 13485) szabályozott alkalmazásokhoz
- Anyagforrások átláthatósága — Képesek dokumentálni az anyagok eredetét, és szükség esetén gyári tanúsítványokat szolgáltatni?
- Kommunikációs elérhetőség — Válaszolnak-e műszaki kérdésekre 24 órán belül? A gyors, árajánlat-kérést megelőző kommunikáció előre jelezheti a gyártási fázisban mutatott viselkedést.
- Módosítási irányelvek — Hogyan kezelik a tervezési módosításokat a megrendelés leadása után? Az egyértelmű módosítási eljárások megakadályozzák a félreértéseket.
- Ellenőrzési dokumentáció — Milyen minőségi dokumentumok járnak a szállított alkatrészekhez? Képesek-e későbbi problémák esetén visszakeresni a korábbi dokumentációt?
- Gépképességek — Rendelkeznek-e megfelelő felszereléssel (3 tengelyes, 5 tengelyes, CNC-es esztergálás) az Ön alkatrészének geometriájához?
- Termelési kapacitás — Képesek-e kezelni az Ön mennyiségi igényeit anélkül, hogy túlterhelnék a saját ütemtervüket?
Vörös zászlók online gépgyártó cégek értékelésekor
Nem minden online megmunkáló szolgáltató nyújt azonos minőségű szolgáltatást. Figyeljen ezekre a figyelmeztető jelekre, amelyek potenciális problémákra utalnak:
- Nincsenek műszaki kérdések a tervezésével kapcsolatban — Azok a szolgáltatók, akik bonyolult alkatrészekre árat ajánlanak anélkül, hogy bármilyen tisztázó kérdést tennének fel, valószínűleg nem ismerik fel a gyártási kihívásokat. A Xmake megbízhatósági útmutatója szerint, ha egy szolgáltató csupán a megadott adatok alapján készít árajánlatot anélkül, hogy bármilyen műszaki visszajelzést adna, az gyakran vörös zászló, különösen bonyolultabb alkatrészek esetén.
- Túlságosan rövid szállítási határidők — A túl szépnek hangzó ígéretek általában valóban túl szépek ahhoz, hogy igazak legyenek. A szakmai elemzések figyelmeztetnek, hogy a túlzott ígéretek gyorsított gyártáshoz vezethetnek, ami rombolja a minőséget, és késedelmet okozhat.
- Pontatlan árképzési struktúrák — A megbízható szolgáltatók részletezett árajánlatokat kínálnak, amelyekben külön feltüntetik az anyagköltséget, a megmunkálás költségét, a felületkezelés költségét és a szállítási költséget. A rejtett díjak hiányos átláthatóságra utalnak.
- Rádiócsend a megrendelés leadása után — Ha egy webáruház hallgatóságot tanúsít a megrendelése befogadása után, az jelentős kockázatot jelent. A gyártási frissítéseket aktívan kell közölni, nem pedig ismételt követésekkel kell kikényszeríteni.
- Nincs dokumentálva a minőségellenőrzési képesség — Azok a webáruházak, amelyek nem tudják leírni mérőeszközeiket vagy ellenőrzési folyamataikat, valószínűleg hiányos minőségirányítási rendszerrel rendelkeznek.
- Lejárt vagy hiányzó tanúsítványok — A tanúsítványokhoz folyamatos auditok szükségesek. Lejárt hitelesítési adatok arra utalnak, hogy a minőségirányítási rendszer karbantartása megszűnt.
A minimális rendelési mennyiségek megértése
A minimális rendelési mennyiségek (MOQ-k) jelentősen eltérnek az online gépi megmunkálási szolgáltatások között – és ezek különbségeinek megértése segít kiválasztani a projekt méretéhez legmegfelelőbb szolgáltatókat.
Közvetlen árajánlat-platformok általában elfogadnak egyedi darabos megrendeléseket. Automatizált rendszereik hatékonyan kezelik az árajánlat-kéréseket, függetlenül a megrendelt mennyiségtől, így ideálisak prototípuskészítésre és kis sorozatgyártásra. A beállítási költségek a darabonkénti árba épülnek be, ami magyarázza a kisebb megrendelések esetében magasabb egységárakat.
Hagyományos online gépi megmunkáló üzletek akár 5, 10 vagy akár 50 darabos MOQ-kat (minimális rendelési mennyiséget) is előírhat – különösen szokványos anyagok vagy egyszerűbb geometriák esetén. Ezek a minimummennyiségek a kézi árajánlat-készítési folyamatok és a beállítási idők gazdasági összefüggéseit tükrözik.
Egyik megközelítés sem feltétlenül jobb. Illessze projektje igényeit a megfelelő szolgáltatási modellhez: az azonnali platformok rugalmasságot és sebességet kínálnak; a hagyományos gyártók pedig potenciálisan kedvezőbb egységárakat biztosíthatnak nagyobb tételnél.
Szállítási határidő-megbízhatóság: valójában mit is várhatunk
Az árajánlatban megadott szállítási határidők értelmetlenek, ha a szolgáltatók rendszeresen lekésszák őket. A gyártási beszerzési szakértők szerint meg kell kérnie a szolgáltatótól az időben történő szállítás arányára vonatkozó adatokat – ideális esetben 95 % feletti értékkel.
Valósághoz közeli szállítási határidő-várakozások projekt típusonként:
| Projekt típusa | Tipikus szállítási idő | Megbízhatósági tényezők |
|---|---|---|
| Egyszerű prototípusok (1–5 darab) | 5-10 munkanap | Raktáron lévő szokványos anyagok, minimális beállítási idő |
| Összetett prototípusoktól | 10-15 munkanap | Töbtengelyes megmunkálás, speciális anyagok, szigorú tűrések |
| Kis mennyiségű termelés | 2-4 hét | Tételoptimalizálás, folyamatos minőségellenőrzés |
| Gyorsított rendelések | 3-5 munkanap alatt | Prémium árképzés, elsőbbségi ütemezés |
Több tényező is befolyásolja, hogy a szolgáltatók elérnek-e ezeket a célokat: a jelenlegi munkaterhelés, az anyagok rendelkezésre állása és az Ön tervezésének összetettsége. Azok a szolgáltatók, amelyek valós idejű megrendelés-követő rendszerekkel rendelkeznek, működési érettséget mutatnak – így nyomon követheti a folyamatot, ahelyett, hogy kérdéseket tenné fel a státuszról.
Azonnali árajánlat-platformok vs. hagyományos online gépgyártó vállalkozások
A két szolgáltatási modell közötti különbség megértése segít kiválasztani a megfelelő megközelítést projektje számára:
Közvetlen árajánlat-platformok mesterséges intelligencián alapuló rendszereket használnak a geometria elemzésére és az árak másodpercek alatt történő generálására. Általában ellenőrzött gyártási partnerek hálózatához kapcsolódnak, és a megrendeléseket a képességek, kapacitás és helyszín alapján optimális szállítóknak irányítják. Előnyeik a sebesség, az átláthatóság és a konzisztens felhasználói élmény. Hátrányaik közé tartozhat a kevesebb rugalmasság szokatlan igények vagy összetett konzultációk esetén.
Hagyományos online gépi megmunkáló üzletek ajánlatot nyújtanak webalapú árképzési rendszer segítségével, de több emberi beavatkozást is igényelnek. Az árajánlatok elkészítése 24–48 órát is igénybe vehet, mivel mérnökök vizsgálják a műszaki specifikációkat. Ez a megközelítés gyakran jobban működik összetett projektek esetén, amelyek technikai együttműködést, egyedi rögzítőberendezéseket vagy szokatlan anyagokat igényelnek. A kapcsolati oldal akkor is értéket teremthet, ha a projektek fejlődnek vagy folyamatos gyártásra van szükség.
Sok vevő mindkét modellt stratégiai célokra használja: az azonnali platformokat egyszerű prototípusokhoz és gyors iterációkhoz; a hagyományos kapcsolatokat pedig nagyobb tételű gyártási feladatokhoz vagy technikailag igényes alkalmazásokhoz.
Ez a kiértékelési keretrendszer birtokában objektíven értékelheti az online megmunkáló szolgáltatókat – legyenek azok helyi műhelyek vagy globális platformok. Ugyanakkor a CNC-megmunkálás nem mindig a legmegfelelőbb gyártási módszer. A következő szakasz az online megmunkálást alternatív gyártási eljárásokkal – például 3D nyomtatással és fröccsöntéssel – hasonlítja össze, hogy segítsen kiválasztani a megfelelő technológiát minden egyes alkalmazáshoz.
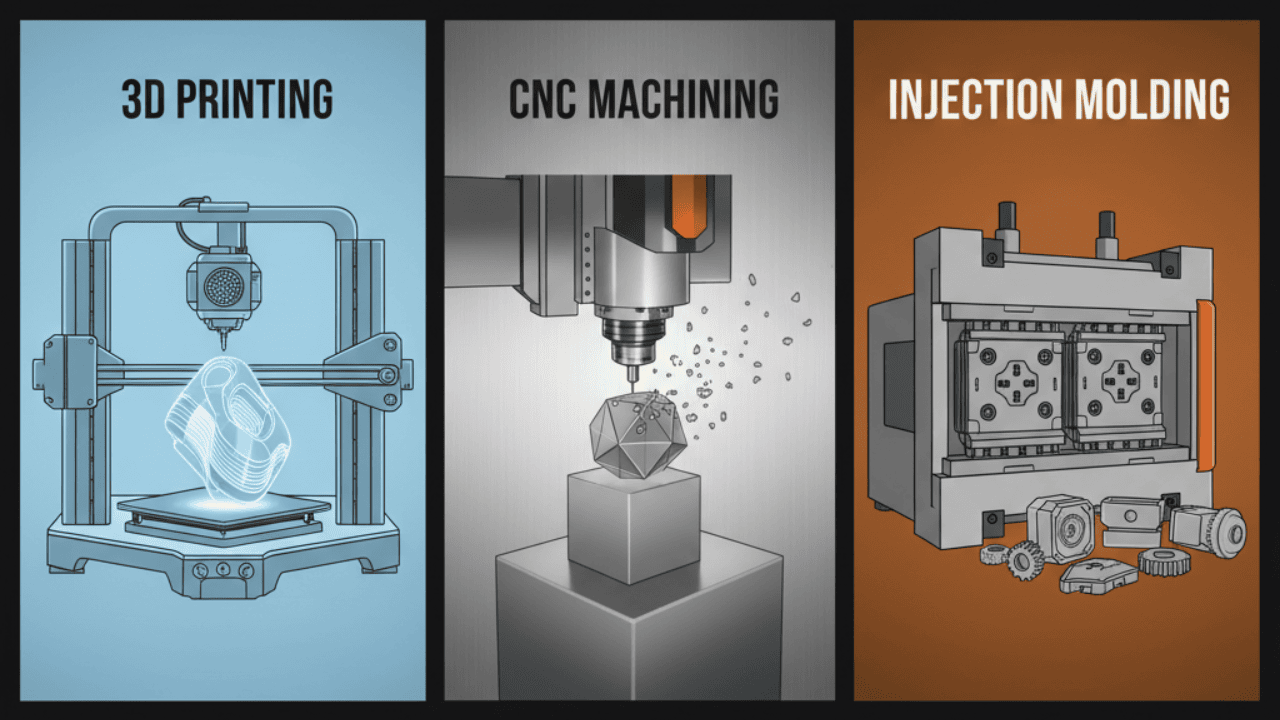
Online megmunkálás és alternatív gyártási módszerek
Itt egy valóságbeli ellenőrzés, amelyet az őszinte gyártási partnerek elmondanak: a CNC megmunkálás nem mindig a legjobb megoldás. Néha a 3D nyomtatás gyorsabban és olcsóbban szállít alkatrészeket. Más esetekben az öntött műanyag gyártás gazdaságilag ésszerűbb, mint amit a megmunkálás egyáltalán képes felkínálni. Egyes geometriák esetében pedig a lemezmetallogyártás jobb eredményt ad kevesebb anyagpazarlás mellett.
Annak megértése, mikor melyik gyártási módszert érdemes alkalmazni – és mikor érdemes őket kombinálni – különbséget tesz a sikeres termékfejlesztés és a költséges próbálkozások, hibák között. Építsünk fel egy gyakorlatias döntési keretrendszert, hogy minden alkalmazásra a megfelelő technológiát választhassa ki.
Amikor a 3D nyomtatás felülmúlja a CNC megmunkálást
Az additív gyártás átalakította a prototípus-készítés gazdaságtanát. A 3D People részletes gyártási összehasonlítása szerint a 3D nyomtatásnak nincs indulási költsége – nincs szükség szerszámozásra, sem esztergálási útvonalak programozására. Ez a zéró akadálymentes belépés különösen vonzóvá teszi a fejlesztés korai szakaszában.
Mikor teljesít jobban a 3D nyomtatás fém- vagy műanyag alkatrészek esetében, mint egy CNC gép? Fontolja meg az alábbi forgatókönyveket:
- Bonyolult belső geometriák — Rácsos szerkezetek, belső csatornák és szerves formák, amelyek több beállítást igényelnének, vagy kivonási módszerekkel lehetetlenek lennének
- Gyors tervezési iteráció — Amikor egyszerre több fogalmat tesztel, és a változások naponta bekövetkeznek
- Kis mennyiségű összetett alkatrész — Egyedi prototípusok, ahol a CNC beállítási költségek meghatározzák az egyes alkatrészek árát
- Topológiaoptimalizált tervek — Súlycsökkentett szerkezetek, amelyek kihasználják a hozzáadó gyártás geometriai szabadságát
A 3D nyomtatás azonban korlátozásokkal is jár, amelyeket a fém CNC gépek könnyedén leküzdhetnek. A felületi minőség általában rétegvonalakat mutat, amelyek utófeldolgozást igényelnek. Az anyagválaszték szűkebb marad – különösen a nagy teljesítményt igénylő alkalmazások esetében. A méretbeli pontosság, bár folyamatosan javul, továbbra is elmarad a precíziós CNC képességektől szigorú tűrések esetén.
A költségdinamika drámaian megváltozik az alkatrész méretétől függően. A iparági elemzés a 3D nyomtatás költségessé válik nagy alkatrészek esetén, ahol a nyomtatási idő – a fő költségvetési tényező – jelentősen meghosszabbodik. Egy CNC vágógép gyakran gazdaságosabban állít elő nagy, egyszerű geometriájú alkatrészeket, mint az additív eljárások.
Öntött műanyag alkatrészek vs. megmunkálás gyártási mennyiségek esetén
Ha olyan gyártási mennyiséget tervez, amely meghaladja a 10 000 darabot, az öntött műanyag eljárás komolyan fontolóra vehető. A gazdasági számítás egyszerű: a magas kezdő szerszámköltségek tömeges mennyiségre oszlanak el, így kiválóan alacsony egységár érhető el.
A gyártási költségadatok szerint az öntött műanyag szerszámozás általában 3000 fonttól indul, és a részletgazdagság növekedésével élesen emelkedik. Azonban miután a szerszám elkészült, az eljárás kiválóan alacsony egységköltséget biztosít, a nyersanyag költsége pedig a fő kiadási tényező.
Vegyük példaként egy elektronikai ház valós világbeli összehasonlítását:
| Folyamat | 1 darab | 500 egység | 5 000 egység |
|---|---|---|---|
| Sls 3d printing | £15.59 | 2,64 font/darab (összesen 1320 font) | 2,35 font/darab (összesen 11 750 font) |
| CNC gépelés | £125.20 | 8,06 font/darab (összesen 4030 font) | Ajánlat Kérése |
| Injekciós formázás | Nincs adat (szerszámköltség: 5429 font) | 0,92 font/darab (összesen 5889 font) | 0,38 fontos egységenként (összesen 7 329 font) |
Figyelje meg, hogy az öntött műanyag gyártás csak körülbelül 500 darabnál válik költséghatékony alternatívává – és 5 000 darabnál felfelé dominál. A gazdaságossági határpont a alkatrész bonyolultságától, az anyagválasztástól és az szerszámozási igényektől függ. A CNC megmunkálás továbbra is előnyös kisebb mennyiségek esetén.
Technológia-választás gyors áttekintésben
Az alábbi összehasonlítás segít gyorsan meghatározni a projekt igényei alapján a legmegfelelőbb gyártási módszert:
| Kritériumok | CNC gépelés | 3D nyomtatás | Injekciós formázás |
|---|---|---|---|
| Ideális mennyiség | 1–5000 darab | 1–10 000 darab | 10 000+ egység |
| Anyag lehetőségek | 20+ műanyag, fém, fa | 5+ műanyag (PBF-eljárások) | 100+ műanyag |
| Geometriai szabadság | Közepes (a szerszámhoz való hozzáférés korlátozza) | Magas (bonyolult belső szerkezetek is lehetségesek) | Közepes (lejtési szögek, elválasztási vonalak) |
| Gyártási idő | 7–14 nap | 2–7 nap | 15–60 nap |
| Indítási költség | Kis NRE-díj (£100+) | Nincs (minimális rendelési érték £30–60) | Magas szerszámköltség (£3000+) |
| Felületi minőség | Kiváló (megmunkált vagy csiszolt állapotban) | Látható rétegvonalak (utófeldolgozás lehetséges) | Kiváló (fényes, textúrázott vagy matt felület) |
| Tervezési rugalmasság | Igen – módosítások újraprogramozást igényelnek | Igen – a módosításoknak nincsenek következményei | Nem—eszközátalakítások költségesek |
Lemezfémmegmunkálás: A gyakran figyelmen kívül hagyott alternatíva
Ha a tervezés főként sík felületeket, hajtásokat és kivágásokat tartalmaz, akkor a lemezfeldolgozás gyakran a leggazdaságosabb megoldást nyújt. Egy CNC vágógép lemezanyagból dolgozva minimális mennyiségű anyagot távolít el – ellentétben a tömbfeldolgozással, ahol az anyag akár 80%-a is forgácsként kerülhet eltávolításra.
A lemezfeldolgozás kiválóan alkalmazható:
- Házakhoz, rögzítőelemekhez és alvázalkatrészekhez
- Rögzítési lehetőségeket és szellőzőkivágásokat tartalmazó panelokhoz
- Szerkezeti elemekhez, amelyek magas merevség-tömeg arányt igényelnek
- Olyan alkatrészekhez, ahol a hajtás műveletek összetett megmunkált jellemzők helyett alkalmazhatók
A CNC fémmegmunkálás és a sajtófék-formázás kombinációja olyan alkatrészeket állít elő, amelyek szilárd anyagból történő megmunkálása jelentősen drágább lenne. Ha a geometriája alkalmas a lemezformázásra, érdemes ezt a lehetőséget megvizsgálni a hagyományos megmunkálás helyett.
Amikor érdemes hibrid megközelítést alkalmazni
Néha a legokosabb gyártási stratégia több módszer kombinációját jelenti. A gyártási szakértők szerint a legokosabb megközelítés gyakran hibrid: kezdjük el a fogalmi bizonyítással 3D nyomtatással, használjunk CNC-megmunkálást kritikus funkcionális prototípusokhoz, majd térjünk át az öntőformázásra, amikor a kereslet készen áll.
Vizsgálja meg ezeket a hibrid stratégiákat:
- először 3D nyomtatás, majd kritikus funkciók megmunkálása — Az additív gyártás összetett általános geometriát hoz létre, míg a CNC-forgácsolás szoros tűréseket ér el a kapcsolódó felületeken
- Prototípus készítése megmunkálással, gyártás öntőformázással — A CNC-alkatrészek funkcióját ellenőrizzük, mielőtt drága szerszámokba fektetnénk
- Kombináljuk a lemezmetallos testeket megmunkált részletekkel — A lemezgyártás burkolatokat hoz létre, míg a megmunkált betétek pontos illesztési felületeket biztosítanak
Átmenet a prototípusozásról a gyártásra
Ahogy a projektek az első elképzelésekből piacra kerülésre kész termékekké érnek, a gyártási követelmények is változnak. A Fictiv termelésátmeneti útmutatója szerint a prototípustól a tömeggyártásig vezető út egy összetett átalakulás, amely gondos tervezést igényel.
Fő szempontok a termelés méretnövelésekor:
- Anyagok egységessége — A prototípus anyagai megfelelőek legyenek a gyártási specifikációknak, hogy elkerüljük a késői szakaszban fellépő meglepetéseket
- Szerelésre való tervezés — Ami manuális prototípus-összeszerelésre alkalmas, az nem feltétlenül működik automatizált gyártósorokon
- Folyamat ellenőrzése — Minden gyártási módszert minősítésnek kell alávetni a nagyobb tételű gyártásra való kötelezettségvállalás előtt
- Kereslet-előrejelzés — Olyan gyártási partnerekkel való együttműködés, akik képesek a termelés méretét növelni vagy csökkenteni – 1000 és 100 000 egység között – ugyanazon folyamatok alkalmazásával, kulcsfontosságú a sikeres skálázáshoz
Az online gépi megmunkálási platformok egyre inkább támogatják ezt az átmenetet, mivel prototípus mennyiségeket is ugyanazon hálózatokon keresztül kínálnak, amelyek a nagyobb tételű gyártást is kezelik. Ez a folytonosság kiküszöböli a minősítés újraelvégzéséből eredő késéseket a termelés méretnövelésekor.
A megfelelő technológiai választás
Nincs egyetlen gyártási módszer, amely minden projekt esetében optimális lenne. Az online platformokon keresztül elérhető CNC megmunkálás kiválóan alkalmas pontossági igényű alkatrészek közepes mennyiségű gyártására – de a korlátaik ismerete segít jobb döntések meghozatalában.
Tegye fel magának ezeket a kérdéseket a megközelítés kiválasztásakor:
- Mennyi mennyiségre van most szükségem – és mire lehet szükségem 12 hónap múlva?
- A geometriám inkább az additív szabadságot vagy a szubtraktív pontosságot támogatja?
- Még mindig a tervezésen dolgozom, vagy ez már gyártásra kész?
- Milyen tűrések és felületi minőségek szükségesek valójában az alkalmazásomhoz?
- Csökkentheti-e a lemezmetallogyártás vagy az öntés az alkatrészenkénti költségeket?
A válaszok segítenek a megfelelő gyártási technológia kiválasztásában – vagy olyan hibrid megközelítésekben, amelyek stratégikusan több módszert is kombinálnak. Miután megértette a gyártási módszer kiválasztását, készen áll arra, hogy konkrét továbblépéseket tegyen online megmunkálási projektje kapcsán.
A következő lépés megtétele az online megmunkálással
Jelentős előrelépést tettünk – megértettük, hogy mit is jelent valójában az online megmunkálás, és értékeltük az anyagokat, a tűréseket, a költségeket, az ipari követelményeket, valamint az alternatív gyártási módszereket. Most jön a gyakorlati kérdés: hogyan válthatja át ezt a tudást tettekké? Akár első alkalommal rendel CNC gépi alkatrészeket, akár prototípustól a tömeggyártásig skáláz, ez a végső szakasz mindent egy összefüggő, gyakorlatias keretbe foglal.
Projektjének követelményeinek összeegyeztetése a megfelelő szolgáltatással
Mielőtt feltöltené első fájlját, szánjon egy pillanatot arra, hogy igazítsa projektje jellemzőit a megfelelő szolgáltatási modellhez. A cikk során meghozott döntései – az anyagválasztás, a tűrések megadása, a mennyiségi igények – közvetlenül befolyásolják, hogy mely online CNC megmunkálási szolgáltatások nyújtanak optimális eredményt.
Vegye figyelembe az alábbi összeegyeztethetőségi kritériumokat:
- Prototípus mennyiségek (1–10 darab) — Az azonnali árajánlat-platformok itt ragyognak, sebességet és rugalmasságot kínálnak anélkül, hogy kapcsolatfelvételi terhet rónának
- Kis mennyiségű gyártás (10–500 darab) — Akár az azonnali platformok, akár a hagyományos online boltok is jól működnek; hasonlítsa össze mindkét típus árajánlatát
- Szabályozott ipari alkalmazások — Győződjön meg előre a tanúsításokról; az autóipari alkalmazásokhoz IATF 16949-szerűen tanúsított partnerek szükségesek
- Komplex geometriák, amelyek szakértői konzultációt igényelnek — A hagyományos boltok, amelyek mérnöki támogatást is nyújtanak, értéket adhatnak a tiszta árakon túl is
- Gyártási skálázási lehetőség — Válasszon olyan partnereket, akik képesek növekedni a termelési mennyiségekkel együtt, hogy folyamatosan biztosítsák a minőség és a teljesítmény egységességét
Az alvázösszeszereléseket vagy egyedi fémbélésű gumibuchát tartalmazó autóipari alkalmazások esetén olyan szolgáltatók, mint például Shaoyi Metal Technology bemutatják, hogyan skálázhatók az egyedi CNC megmunkálási szolgáltatások a gyors prototípusgyártástól a tömeggyártásig, akár egy munkanapos szállítási határidővel – ami kritikus fontosságú, ha a fejlesztési időkeretek beszűkülnek.
Első online megmunkálási rendelése kezdete
Készen áll a folytatásra? Használja ezt a részletes ellenőrzőlistát annak biztosítására, hogy projektje sikeres végrehajtásra kész:
Projekt-készség ellenőrzőlista
-
Tervezési fájl előkészítése
- Exportálja modelljét STEP formátumban (.stp, .step) a legjobb kompatibilitás érdekében
- Ellenőrizze a vízhatlan geometriát – ne legyenek nyitott felületek vagy önmagukba metsződő részek
- Tartalmazzon műszaki rajzokat a kritikus méretek és a GD&T-jelölések számára
- Győződjön meg arról, hogy minden funkció megmunkálható az elérhető tájolásokból
-
Anyagválasztás
- Illessze a anyagtulajdonságokat a mechanikai, környezeti és súlyszükségletekhez
- Vegye figyelembe a megmunkálhatósági értékeléseket és azok költségre gyakorolt hatását
- Adja meg az anyagtanúsítványokat, ha az iparágában szükségesek
-
Tűréshatár meghatározása
- Csak a funkcionálisan kritikus jellemzőkre alkalmazzon szigorú tűréseket
- A nem kritikus méretekhez használja az általános címmező tűréseit (±0,010")
- Vegye figyelembe a tűrésfelhalmozódást többalkatrészes szerelékek esetén
-
Mennyiségi tervezés
- Kezdje prototípusmennyiségekkel a tervezés érvényesítéséhez a gyártási kötelezettségvállalás előtt
- Vegye figyelembe a beállítási költségek elosztását a kis és nagyobb tételmennyiségek összehasonlításakor
- Tájékoztassa partnereit a várható jövőbeli mennyiségekről a partnerségi árak feltárása érdekében
-
Felületkezelési követelmények
- Adja meg a felületi minőségi követelményeket (megmunkált állapotban, golyószórásos, anódolt)
- Azonosítsa a szükséges utómegmunkálási műveleteket (hőkezelés, bevonat)
A fájlok biztonságának és az intellektuális tulajdon kérdéseinek kezelése
Az első alkalommal használók gyakran haboznak saját, védett terveik feltöltése felé online platformokra. Ez a félelem jogos – tervei jelentős beruházást tükröznek a kutatásban, fejlesztésben és innovációban.
A Factorem IP-védelmi elemzése szerint az innovatív tervek külső gyártókkal való megosztása kockázatot jelent az intellektuális tulajdon ellopására vagy jogtalan közzétételére. Azonban megbízható platformok több rétegű védelmi mechanizmust alkalmaznak.
Amikor egy szolgáltató IP-védelmét értékeli, figyeljen a következőkre:
- Titoktartási megállapodások (NDAs) — Szakmai gyártási kapcsolatok szokásos gyakorlata
- Biztonságos fájlátviteli protokollok — Titkosított feltöltések, amelyek védelmet nyújtanak az adatoknak az átvitel közben
- Hozzáférés-vezérlő rendszerek — Korlátozott személyzet hozzáférésének biztosítása a terveket tartalmazó fájlokhoz
- Gyártási szerződések — Egyértelmű rendelkezések a tervek tulajdonjogáról és a felhasználási korlátozásokról
- Ellenőrzött partnerhálózatok — Olyan platformok, amelyek biztonsági megfelelőségük alapján minősítik gyártási partnereiket
Különösen érzékeny tervek esetén érdemes előzetesen formális titoktartási megállapodást (NDA) kérni a fájlok feltöltése előtt. A legtöbb megbízható online gépi megmunkálási szolgáltatás ezt szokásos üzleti gyakorlatként kezeli.
Prototípusok gyártása a termelési kötelezettségvállalás előtt
Íme egy olyan tanács, amelyet a tapasztalt mérnökök követnek: érvényesítsd, mielőtt skálázod. A szerint pontossági gyártási szakértők , a prototípus és a sorozatgyártás különböző szállítóinak alkalmazása minőségi eltérésekhez és nem összeillő berendezésekhez vezethet – ez a folytonosság hiánya katasztrófát jelenthet a projektek számára.
A CNC prototípus-gyártás intelligens megközelítése a következő:
- Először prototípus-mennyiséget rendelj — Általában 1–5 darab, hogy ellenőrizd a méretet, funkciót és felületminőséget
- Teszteld az összeszerelést és a teljesítményt — A részek megfelelésének megerősítése a tervezett célnak a tömeggyártás elindítása előtt
- Szükség esetén ismételje meg a folyamatot — A prototípus-értékelés során felfedezett bármely probléma kezelése
- Bővítse ugyanazzal a partnerral — Gyártási folytonosság fenntartása a CNC-megmunkálásos prototípuskészítéstől a gyártásig
Ez a szakaszos megközelítés minimalizálja a kockázatot. Ha a prototípus-részek tervezési hibákat tárnak fel, csupán néhány darabra fordított befektetéssel jár, nem százakra. Amikor a prototípusok sikeresek, a méretnövelés az established folyamatokra és bevált megmunkálási útvonalakra épít.
Olyan szolgáltatók, akik zavartalan méretnövelést kínálnak – például Shaoyi Metal Technology a gyors prototípuskészítéstől a tömeggyártásig terjedő képességeikkel – kiküszöbölik az újraqualifikációs késedelmeket a projekt egyes szakaszai közötti átmenet során. Az IATF 16949 tanúsításuk és az SPC-képességeik biztosítják, hogy ugyanazok a minőségirányítási rendszerek irányítsák mind a prototípus-, mind a gyártási folyamatokat.
Az azonnali árajánlat-kérés kihasználása megbízható döntések meghozatalához
Az online megmunkálás egyik legnagyobb előnye? Lehetősége van a lehetőségek feltárására kötelezettségvállalás nélkül. Bármely rendelés véglegesítése előtt használja ki az azonnali árajánlat-kérő eszközöket a következők érdekében:
- Árak összehasonlítása anyagok szerint — Tekintse meg, hogyan hat az alumínium és az rozsdamentes acél az Ön költségvetésére
- Pontossági tűrések költségvetési hatásának értékelése — Váltson a szokásos és a nagy pontosságú specifikációk között
- Mennyiségi gazdaságosság értékelése — Értsen meg, hogyan csökken az alkatrészenkénti ár a mennyiség növekedésével
- Szállítási határidők áttekintése — Igazítsa a sebességigényeket a költségvetési korlátozásokhoz
- A gyártási tervezési (DFM) problémák korai azonosítása — Automatizált visszajelzés figyelmeztet a gyárthatósággal kapcsolatos problémákra a gyártás megkezdése előtt
Ez az összehasonlító vásárlás percekig tart – nem napokig tartó telefonhívásokból és kapcsolatépítésből áll. Használja stratégiailag, hogy realisztikus elvárásokat alakítson ki, és meghatározza az Ön számára legmegfelelőbb egyensúlyt a költség, a minőség és a szállítási határidő között az adott egyedi gépi alkatrészek igényei szerint.
Online megmunkálási útjának most kezdődik
Most már rendelkezik a szükséges ismeretekkel, hogy biztonságosan navigáljon az online megmunkálás világában – a fájlok előkészítésétől a szállításig, az anyagválasztástól a minőségértékelésig. A digitális gyártási ökoszisztéma készen áll arra, hogy terveit precíziós CNC esztergálási és marási műveletekké alakítsa, amelyek kész alkatrészeket szállítanak napokon belül, nem heteken belül.
Az út előttük világos: készítse elő fájljait a legjobb gyakorlatok szerint, csak azokat a tűréseket adják meg, amelyekre valóban szüksége van, válasszon olyan anyagokat, amelyek megfelelnek alkalmazási igényeinek, és válasszon gyártási partnereket, akiknek képességei összhangban vannak projektje követelményeivel. Kezdjen prototípus mennyiségekkel a megközelítésének érvényesítéséhez, majd biztonsággal növelje a termelést, ha a tervek sikeresnek bizonyulnak.
Az online megmunkálás demokratizálta a pontos gyártáshoz való hozzáférést. Akár egy startup is, amely első termékét fejleszti, akár egy megbízható vállalat, amely ellátási láncát optimalizálja – az itt bemutatott eszközök és ismeretek lehetővé teszik, hogy hatékonyan hasznosítsa ezeket a lehetőségeket. Következő egyedi megmunkált alkatrésze csupán egy fájl feltöltésnyire van.
Gyakran ismételt kérdések az online megmunkálással kapcsolatban
1. Mi az online CNC megmunkálási szolgáltatás?
Az online CNC megmunkálási szolgáltatás közvetlenül összeköti a mérnököket és termékfejlesztőket a pontossági gyártási lehetőségekkel webalapú platformokon keresztül. Ahelyett, hogy évekig építenék ki a kapcsolatukat helyi gépgyártókkal, Ön feltölti CAD-fájljait, azonnali árajánlatot kap a gyártási megvalósíthatóságra (DFM) vonatkozó visszajelzéssel együtt, kiválasztja az anyagokat és a tűréseket, és néhány nap alatt kész alkatrészeket kap kézhez. Ezek a platformok mesterséges intelligencián alapuló árajánlat-készítő motorokat és globális gyártási hálózatokat használnak fel, hogy átláthatóságot, sebességet és versenyképes árakat biztosítsanak prototípustól a sorozatgyártásig terjedő mennyiségek esetén.
2. Hogyan kaphatok azonnali árajánlatot online CNC megmunkálásra?
Az azonnali árajánlat kéréséhez feltölti CAD-fájlját (előnyösen STEP formátumban) egy online megmunkálási platformra. Az MI-alapú rendszer elemezni fogja a geometriáját, kiszámítja a szerszámpályákat, és másodpercek alatt árajánlatot generál. Ezután módosíthatja a paramétereket, például az anyagválasztást, a mennyiséget, a tűréseket és a felületkezelési lehetőségeket, hogy valós időben lássa az árváltozásokat. A rendszer emellett automatizált DFM-visszajelzést is biztosít, amely figyelmeztet potenciális gyárthatósági problémákra, még mielőtt elkötelezné magát a gyártás mellett.
3. Milyen fájlformátumokat fogadnak el az online CNC megmunkáláshoz?
A legtöbb online megmunkálási platform a STEP fájlokat (.stp, .step) fogadja el aranystandardként – ezek megtartják a testgeometriát, és fenntartják a méretbeli pontosságot a különböző CAD-rendszerek között. Az IGES fájlok (.igs, .iges) megbízható alternatívák, széles körű kompatibilitással. Az STL fájlok használhatók, de korlátozásokkal járnak a CNC-megmunkálásnál, mivel a felületek háromszögeléses közelítése csökkentheti a pontosságot görbült felületeken. Mindig ellenőrizze, hogy modellje vízhatlan-e, és nincsenek-e nyitott felületek benne, mielőtt feltöltené.
4. Mennyibe kerül az online CNC megmunkálás?
A CNC megmunkálás költségei öt fő tényezőtől függenek: az anyagválasztástól és mennyiségtől, a geometriai bonyolultságtól, a tűréshatárok igényétől, a mennyiségi gazdaságosságtól, valamint a felületkezelési műveletektől. Az egyszerű alumínium prototípusok szokásos tűréshatárokkal általában 100–300 USD részenként mozognak, míg a szoros tűréshatárokkal készült, több funkciót egyesítő összetett alkatrészek 300–800 USD-ig is elérhetnek. Az 50 vagy több darabos gyártási mennyiségek gyakran 40–60%-kal csökkentik az egységköltséget, mivel a beállítási költségek több darabra oszlanak el. Az IATF 16949 tanúsítással rendelkező szolgáltatók, például a Shaoyi Metal Technology, versenyképes árakat kínálnak gyors prototípusgyártástól a tömeggyártásig terjedő képességekkel.
5. Milyen tanúsításokra kell figyelnem egy online gépgyártó vállalkozásnál?
A szükséges tanúsítások az iparági alkalmazástól függenek. Az ISO 9001:2015 a gyártás általános területére vonatkozó alapvető minőségirányítási szabvány. Az autóipari alkalmazásokhoz az IATF 16949 tanúsítás és az SPC-képesség szükséges. A légi- és űripari projektekhez az AS9100, valamint esetlegesen az NADCAP akkreditáció és az ITAR-regisztráció a védelmi szektorban végzett munka érdekében szükséges. Az orvostechnikai eszközök alkatrészei esetében az ISO 13485 és az FDA 21 CFR 820. rész előírásainak megfelelés szükséges. Szabályozott iparági alkalmazásokra történő rendelés leadása előtt mindig ellenőrizze, hogy a tanúsítások érvényesek-e.