 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

A lézervágó szolgáltatások igazsága: árképzés, anyagok és amit a vállalkozások eltitkolnak
Mit csinálnak valójában a lézeres vágási szolgáltatások, és miért fontosak
Elgondolkodott már azon, hogyan készítik a gyártók az elképzelhetetlenül bonyolult fémdarabokat vagy a tökéletesen sima akril táblákat? A válasz a lézervágási szolgáltatásokban rejlik – egy olyan technológiában, amely forradalmasítja az alapanyagok precíziós alkatrészekké alakításának módját. Akár egy közeli lézeres vágószolgáltatást keres, akár precíziós lézeres vágási szolgáltatásokat vizsgál egy összetett projekthez, a technológia megértése teljes irányítás alá vonja gyártási döntéseit.
Alapvetően a lézervágás egy fókuszált, nagy teljesítményű fény sugarat használ anyagok vágására, gravírozására vagy maratására figyelemre méltó pontossággal. Képzelje el, mintha koncentrált fénnyel rajzolna – csak ez a fény elég erős ahhoz, hogy átolvassza a acélon. Egy Cnc laser vágó a számítógépes numerikus vezérlést lézertechnológiával kombinálja, hogy kivételesen pontos vágási műveleteket hajtson végre, különösen összetett alakzatok és kis lyukak készítésekor.
Hogyan alakítják a lézerfénysugarak az alapanyagokat precíziós alkatrészekké
Képzelje el, ahogy egy nagyítóüvegen keresztül fókuszálja a napfényt, hogy megégesse egy levél szélét. Most képzelje ezt az intenzitást ezerszeresére növelve. Ezt csinálja lényegében a lézervágás – de számítógéppel vezérelt pontossággal, amire emberi kéz soha nem lenne képes.
A folyamat egy lézerfejből áll, amely egy fókuszáló lencsét és egy fúvókát tartalmaz. Ez az egység egy rendkívül magas intenzitású fényoszlopot koncentrál a munkadarab felületére. Amikor ez a fókuszált sugár érintkezik az anyaggal, a hő sűrűsége annyira erős lesz, hogy gyors hevítést okoz, és az anyag részleges vagy teljes elpárologtatásához vezet.
Ami ezt a technológiát igazán hatékonnyá teszi, az a CNC-vezérlőrendszer. Számítógépes utasítások (G-kód néven ismertek) irányítják a lézerfej mozgását a munkafelületen, miközben mikroszkopikus pontossággal követik a tervezett útvonalat. A sűrített gáz, amely áramlik a fúvókán keresztül, kétszeres funkciót lát el: hűti a fókuszáló lencsét, és eltávolítja a párolgott anyagot a vágási útvonalból.
A fényalapú vágástechnológia tudománya
Ellentétben a hagyományos megmunkálással, amely érintkező szerszámok segítségével távolítja el az anyagot, a lézervágás egy érintésmentes, hőalapú folyamat. Ennek a különbségnek több fontos oka is van:
- Nincs szerszámkopás: A lézersugár nem kopik le, mint a fizikai vágószerszámok, így biztosítja az állandó minőséget több ezer vágás során is
- Minimális anyagfeszültség: Az érintkezés hiánya miatt nincs mechanikai erő, amely torzítaná az alkatrészeket
- Részletgazdag megvalósítás: A fókuszált sugár olyan részleteket hozhat létre, amelyeket hagyományos szerszámokkal lehetetlen elérni
Azok számára, akik az akril megmunkálását vizsgálják lézeres vágási szolgáltatások vagy fémszerkezetek gyártási lehetőségei , ez a technológia páratlan sokoldalúságot kínál. Ugyanaz az alapvető folyamat, amely vastag acéllemezeket vág át, ugyanolyan finoman díszítő mintákat gravírozhat faanyagra, vagy készíthet összetett prototípusokat műanyag mérnöki anyagokból.
Miért fontos ez, ha gyártási megoldásokat keres? A sebesség, pontosság és sokoldalúság jellemzi a modern lézeres vágást. Olyan projektek, amelyek korábban több megmunkálási műveletet és kiterjedt utómunkát igényeltek, ma már egyetlen folyamattal elkészíthetők olyan tisztán vágták éllel, amelyek azonnal szerelhetők. Az alapelvek megértése hatékonyabbá teszi Önt a szolgáltatókkal folytatott kommunikációban, és bizalommal értékelheti ki az ajánlatokat – ezt a tudást építi fel Önben az útmutató további része.
CO2 és Fiber lézertechnológia – Magyarázat
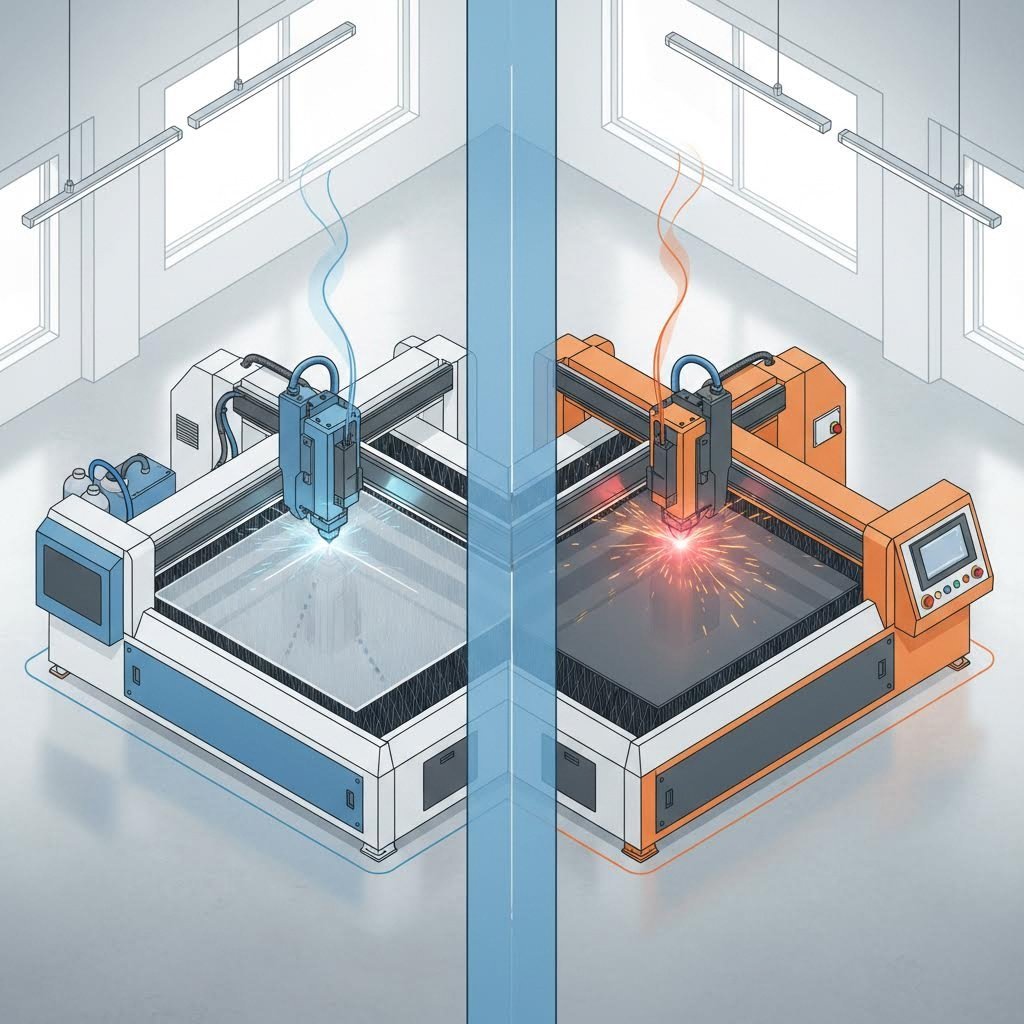
Nem minden lézer egyforma. Amikor idézést kér lézeres vágószolgáltatásoktól, fontos tisztában lenni azzal, hogy melyik technológia hajtja a gépet, mivel ez közvetlenül hat a projekt minőségére, költségeire és átfutási idejére. Két vezető technológia uralja az ipart: a CO2 lézerek és a szálas lézerek, amelyek egymástól eltérő felhasználási területeken jeleskednek. A különbség ismerete segít a megfelelő szolgáltató kiválasztásában, és elkerüli, hogy felesleges képességekért fizessen.
Íme a lényegi különbség: a CO2 lézerek gázzal töltött rezonátort használnak a nyaláb előállításához, míg a szálas lézerek szilárdtest-technológiát alkalmaznak. Ez az úgy tűnő egyszerű különbség drámaian eltérő teljesítményjellemzőket eredményez, amelyek a konkrét projektszükségleteit tekintve fontosak.
CO2 lézerek nemfémes anyagokhoz
A CO2 lézeres vágógépek az ipar munkaerői voltak az 1960-as évek óta. Ezek a rendszerek szén-dioxid, nitrogén és hélium gázkeverékét használják elektromosan gerjesztett lézersugár előállításához. A technológia tükrökkel ellátott, gázzal töltött csövet használ, amelyben a fényindukció történik; a cső két végén egy-egy tükör található – az egyik teljesen visszaverő, a másik részleges fényáteresztésre alkalmas. Ez a tükörkonfiguráció lehetővé teszi, hogy a fényhullámok erősödjenek, mielőtt az erős sugárzást a vágófelületre irányítják.
Mi teszi különlegessé a CO2 lézereket? A 10,6 µm-es hullámhosszuk ideálisan elnyelődik a szerves és nem fémes anyagokban . Amikor pontos vágásra van szükség akril, fa, műanyag, bőr, textil vagy papír esetén, a CO2 lézerek kiváló szélminőséget biztosítanak. A sendcutsend akril alternatívákat kínáló szolgáltatások általában éppen emiatt a CO2 technológiára építenek.
CO2 lézerek kiemelkedő teljesítményt nyújtanak ezeken az anyagokon:
- Műanyagok és akrilok: Tiszta, simára pulpolva élek további utómunka nélkül
- Fa és rétegelt lemez: Pontos vágások minimális megfeketedéssel, ha megfelelően kalibrálták
- Bőr és anyag: Összetett minták szakadás nélkül
- Papír és karton: Részletes dizájnak csomagoláshoz és prototípusokhoz
- Gumi és parafa: Egyedi tömítések és díszítő tárgyak
Mi a hátrányuk? A CO2 rendszerek csupán 5–10% hatásfokkal működnek, és 10–20-szor annyi elektromos energiát fogyasztanak, mint amennyi lézerfényt kibocsátanak. Emellett gyakoribb karbantartást igényelnek, és rövidebb élettartamuk van – ezek a tényezők befolyásolják az árakat minden régióban, beleértve a San Jose-i lézervágó vállalkozásokat is.
Fiber lézerek fémmegmunkálási kiválósághoz
A fiber lézer technológia a vágóerő új generációját jelenti. Ezek a gépek aktív optikai szálakat használnak, amelyek ritkaföldfém elemekkel, például itterbiummal vannak adalékoltak a lézersugár előállításához és erősítéséhez. Egy szállítószál ezután közvetlenül a vágófejhez juttatja ezt a koncentrált energiát – tükrök nélkül, gázkeverékek nélkül.
Az eredmények magukról beszélnek. A ipari adatok a szállaszerek rövidebb hullámhosszú (1,064 μm) sugárzást termelnek, amelyek nagyobb felszívódási erőt biztosítanak a fémfelületeken. Ez a termelékenység 3-szor-ötszerese a hasonló kapacitású CO2-gépeknek a fémek vágása során.
Miért kedvelik a fémes gyártók a szállézereket? Nézzük meg a következő előnyöket:
- Főleg fémvágó: Széncsepp, rozsdamentes acél, alumínium, réz, réz és titán
- Reflektív anyagok kezelése: Olyan anyagok vágására alkalmas, amelyek problémát okoznak a CO2 rendszereknek
- Nagyobb hatékonyság: Több mint 90% villamos hatásfok a CO2-é 5–10%-ával szemben
- Meghosszabbított élettartam: Akár 25 000 működési óráig is eléri – körülbelül tízszer hosszabb ideig, mint a CO2-eszközök
- Csökkentett karbantartás: A szilárdtest konstrukció kiküszöböli a gázkezelést és a tükörigazítást
Amikor laser max San Jose-t vagy más helyi fémmegmunkáló szakembereket keres, érdeklődjön, hogy rostlaseros berendezéssel dolgoznak-e fémprojektekhez. A technológiai különbség közvetlenül befolyásolja a vágás minőségét és az árakat.
Közvetlen technológiai összehasonlítás
Ezek közül a technológiák közötti választás egyértelműbbé válik, ha az adatokat egymás mellett nézzük:
| A tulajdonságok | Co2 laser | Fiber lézer |
|---|---|---|
| Legjobb anyagok | Akril, fa, műanyagok, bőr, szövet, papír, gumi | Acél, rozsdamentes acél, alumínium, sárgaréz, réz, titán |
| Tipikus vastagság tartomány | Akár 20 mm felett is fémeknél (oxigén segédlettel); ideális nemfémekhez | Optimális fémszerkezeteknél akár 20 mm-ig; az újabb gépek akár 2,25 hüvelykig is képesek |
| Vágási Sebesség | Lassabb fémeknél; kiváló nemfémeknél | 3–5-ször gyorsabb CO2-nál fémeknél |
| Energiatakarékosság | 5–10% (nagy teljesítményfelhasználás) | Több mint 90% (minimális teljesítményveszteség) |
| Működési élettartam | Körülbelül 2 500 óra | Akár 25 000 óráig |
| Fenntartási követelmények | Rendszeres tükörigazítás, gáztöltés, gyakoribb karbantartás | Minimális karbantartás, nincsenek fogyóillatú gázok |
| Kezdeti berendezési költség | Alacsonyabb kezdeti befektetés | 5–10-szer magasabb, mint az ekvivalens CO₂-nél |
| Vágási élminőség | Kiváló vastag anyagokon és nemfémeken | Kiváló pontosság fémeken |
A megfelelő technológiai választás
Tehát melyik technológiát válassza a projektjéhez? A válasz teljes mértékben az anyagoktól és az igényektől függ:
Válasszon CO2 lézeres szolgáltatásokat, ha:
- A projekt nemfémes anyagokkal, például akril, fa vagy műanyagok felhasználását igényli
- Vastag fémlapok (10–20 mm vagy több) vágására van szükség oxigén segítségével
- Szerves anyagoknál az élminőség a legfontosabb szempont
- Költségvetési korlátok miatt az alacsonyabb egységár fontosabb, mint a berendezés élettartama
Válasszon szálas lézeres szolgáltatásokat, ha:
- A projekt lemezacél vágását igényli (szénacél, rozsdamentes acél, alumínium)
- Reflektáló fémekkel, például rézzel vagy sárgarézzel dolgozik
- A sebesség és pontosság kritikus fontosságú a gyártási ütemterv szempontjából
- A magasabb tűrések a keskenyebb, stabilabb lézernyalábot biztosító szálas lézereket igénylik
Sok szakmai lézeres vágószolgáltatás mindkét technológiával rendelkezik, és minden feladathoz az optimális gépet választja. Árajánlatkérésnél kérdezze meg konkrétan, melyik típusú lézer fogja feldolgozni az alkatrészeit – ez a transzparencia azt jelzi, hogy a szolgáltató a végeredményt helyezi előtérbe, nem a kényelemet. Ezeknek a különbségeknek az ismerete felkészít a anyagválasztás értékelésére, amit a következő fejezetben részletesen bemutatunk.
Teljes anyagútmutató lézeres vágási projektekhez
Itt van, amit a legtöbb lézeres vágószolgáltatás eleve nem mond el önnek: az anyagválasztás meghatározza projektje sikerességének 80%-át. Rendelkezhet a világ legfejlettebb szálas lézerével, de ha rossz anyagot választ – vagy félreérti a vastagsági korlátozásokat – akkor csupán elutasított alkatrészekkel és pazarolt költségvetéssel marad ez az átfogó útmutató pontosan azt nyújtja, amire a versenytársak csak utalnak: alkalmazható specifikációkat minden anyagkategóriához, tényleges vastagsághatárokkal és minőségi elvárásokkal együtt.
Akár online lézeres vágószolgáltatásokat kutat prototípus készítéséhez, akár gyártási sorozatokhoz szükséges lézeres vágószolgáltatásokat értékel online, az anyagkompatibilitás megértése megelőzi a költséges meglepetéseket. Bontsuk le részletesen, mit képes – és mit nem képes – nyújtani az egyes anyagok.
Fémvágási képességek és vastagsághatárok
A fémek az ipari lézeres vágás alapanyagai. Mindazonáltal minden fém másképp viselkedik a lézersugár hatására, és a vágási vastagság képességei jelentősen eltérnek a lézer teljesítményétől és típusától függően. Íme, amit tudnia kell, mielőtt beküldené tervezési fájljait.
Szénacél
A lézeres gyártás során leggyakrabban vágott fém a széntartalmú acél, amely előrejelezhetően reagál mind a szálas, mind a CO2 lézerekre. Vasösszetétele hatékonyan abszorbeálja a lézerenergiát, minimális maradékképződéssel tiszta vágásokat eredményezve.
- Vastagságtartomány: 0,5 mm-től 25 mm-ig (a teljesítménytől függően)
- Élszegély minősége: Kiváló, oxidmentes élek nitrogén segédgázzal; enyhe oxidáció oxigénnel vastagabb lemezeknél
- Ajánlott alkalmazások: Szerkezeti alkatrészek, konzolok, házak, járműipari alkatrészek, gépházak
- Fontos szempont: Fényes, hegeszthető élekhez 12 mm alatti lemezeknél adjon meg nitrogénvágást – drágább, de kiküszöböli a csiszolást a hegesztés előtt
A iparági specifikációk , egy 3000 W teljesítményű szálas lézer legfeljebb 20 mm-es széntartalmú acélt vág, míg a 6000 W-os rendszerek minőségi éllel 25 mm fölé is képesek 20 mm alatt.
Rozsdamentes acél
A rozsdamentes acél krómtartalma egyedi vágási dinamikát eredményez. Az anyag természetes módon ellenáll az oxidációnak, így ideális mind erősségét, mind korrózióállóságát tekintve.
- Vastagságtartomány: 0,5 mm-től 50 mm-ig (nagy teljesítményű szálas lézerek 10 kW felett)
- Élszegély minősége: Tükrös felület elérhető vékony lemezeknél; a minőség csökken 12 mm felett prémium berendezés nélkül
- Ajánlott alkalmazások: Élelmiszer-feldolgozó berendezések, orvosi eszközök, építészeti elemek, tengeri alkatrészek
- Fontos szempont: a 304-es és 316-os minőség hasonlóan vágható; a 430-as rozsdamentes (mágneses) enyhén eltérő hőjellemzőket mutathat
Vegye figyelembe, hogy egy 1000 W teljesítményű rendszer legfeljebb 5 mm vastag rozsdamentes acélt tud vágni, míg egy 4000 W-os rendszer akár 16 mm-ig is képes rá – bár 12 mm feletti vágási minőség esetén érdemes konzultálni a szolgáltatóval.
Alumínium
Az alumínium tükröző felülete és magas hővezető-képessége nehezíti a vágást, amit a szálas lézerek lényegesen jobban kezelnek, mint a CO2-rendszerek. Az anyag gyorsan szétszórja a hőt, így az acélhoz képest azonos vastagság esetén nagyobb teljesítményre van szükség.
- Vastagságtartomány: 0,5 mm-től 40 mm-ig (10 kW feletti szálas rendszerek)
- Élszegély minősége: Megfelelő, de általában durvább, mint az acélnál; látható felhasználásoknál utómunka szükséges lehet
- Ajánlott alkalmazások: Repülőgépipari alkatrészek, hűtőbordák, elektronikai házak, könnyűsúlyú szerkezeti elemek
- Fontos szempont: Az ötvözet minősége számít – a 6061-T6 tisztábban vág, mint az öntött ötvözetek; mindig jelezze pontos ötvözetét
Brasszó és réz
Ezek a magas fényvisszaverő fémek korábban komoly kihívást jelentettek a lézeres vágás számára — a régebbi CO2 rendszerek valójában károsodhattak a visszatükröződő sugaraktól. A modern szálas lézerek hatékonyan kezelik ezeket, bár korlátozásokkal.
- Vastagságtartomány: 0,5 mm-től 8 mm-ig (réz); 0,5 mm-től 10 mm-ig (sárgaréz)
- Élszegély minősége: Elfogadható funkcionális alkatrészekhez; a vágási éleken elszíneződés fordulhat elő
- Ajánlott alkalmazások: Elektromos alkatrészek, díszítő szerelvények, hőcserélők, San Jose-ban található gravírozási projektek és hasonló művészi alkotások
- Fontos szempont: Kérjen mintavágásokat, mielőtt gyártási megbízást adna át — a fényvisszaverő anyagok vágása szolgáltatók között jelentősen eltérhet
Műanyagok, akrilok és nemfémes lehetőségek
A nemfémes anyagok teljesen más lehetőségeket — és buktatókat — nyitnak meg. A CO2 lézerek uralkodnak ezen a területen, olyan eredményeket produkálva, amelyeket a szálas lézerek egyszerűen nem tudnak utolérni szerves anyagok esetén.
Akril (PMMA)
A lézerrel vágott műanyagok csillaga: az akril közvetlenül a vágási folyamatból kifényesedett élekkel kerül ki — másodlagos felületkezelésre nincs szükség.
- Vastagságtartomány: 1 mm-től 25 mm-ig (öntött akril a legjobb eredményt adja)
- Élszegély minősége: Öntött akril esetén tiszta, fényes élek érhetők el; az extrudált akrilnál gyakori a felületi zúzódás
- Ajánlott alkalmazások: Hirdetőtáblák, kijelzők, védőburkolatok, művészeti alkotások, építészeti modellek
- Fontos szempont: Az öntött akril ára 20–30%-kal magasabb az extrudáltnál, de lényegesen jobb szélminőséget nyújt – látható alkalmazásokhoz mindig öntött anyagot célszerű megadni
Polikarbonát
Népszerű ütésálló anyagként ismert policarbonát esetében nehézségek adódhatnak a lézeres vágáskor, amelyekről sok szolgáltató előre nem tájékoztat.
- Vastagságtartomány: 0,5 mm-től 6 mm-ig (a színeződés korlátozza)
- Élszegély minősége: Sárgulás és megfeketedés gyakori; az élek ritkán érik el az akril áttetszőségét
- Ajánlott alkalmazások: Funkcionális prototípusok, védőburkolatok és fedelek, ahol az él megjelenése másodlagos
- Fontos szempont: Látható alkatrészekhez fontolja meg az akril alternatíváit, vagy tervezze meg az él utómunkálatát – a lézerrel vágott policarbonát ritkán tűnik csiszolt felületűnek
ABS és egyéb műszaki műanyagok
Az ABS (akrilnitril-butadién-sztirol) elfogadhatóan vágható lézerrel, de megfelelő szellőzés szükséges a gázkibocsátás miatt.
- Vastagságtartomány: 0,5 mm-től 12 mm-ig
- Élszegély minősége: Enyhe olvadás sima, de nem pulzált széleket eredményez
- Ajánlott alkalmazások: Prototípusok, házak, fogyasztói termékek alkatrészei
- Fontos szempont: Mindig ellenőrizze, hogy a szolgáltató rendelkezik-e megfelelő gázelvezető rendszerrel – egyes műhelyek elutasítják az ABS használatát a szellőztetés korlátozottsága miatt
Fa és kompozit anyagok
A természetes és műfa termékek kiválóan reagálnak a CO2 lézeres vágásra, lehetővé téve olyan részletgazdag minták készítését, amelyek hagyományos faipari módszerekkel nehezen vagy egyáltalán nem kivitelezhetők.
- Vastagságtartomány: Laminált rétegfelület 20 mm-ig (sűrűségtől függően változó)
- Élszegély minősége: Enyhe megfeketedés elkerülhetetlen; a világosabb fajták nagyobb kontrasztot mutatnak, mint a sötét fák
- Ajánlott alkalmazások: Táblák, díszítő panelek, építészeti modellek, egyedi csomagolások, bútoralkatrészek
- Fontos szempont: Az MDF tisztábban vágódik, mint a rétegelt lemez; tömör fa esetén a rostirány befolyásolja az élminőséget görbék esetén
Anyagkiválasztási kritériumok: A megfelelő döntés meghozatala
Az anyagok kiválasztása nem csupán arról szól, hogy mely anyagokat tudják feldolgozni a lézeres vágószolgáltatások – hanem arról is, hogy az anyagjellemzők hogyan illeszkednek a projekt követelményeihez. Vegye figyelembe ezeket a négy alapvető tényezőt:
Strukturális követelmények
Milyen terheléseket kell elviselnie az alkatrésznek? A konzolalkalmazásoknál acél szilárdságára van szükség, míg dekoratív elemeknél előnyös lehet az alumínium könnyűsége. Mindig jelezze a terhelési körülményeket, amikor tervezési visszajelzést kér szolgáltatójától.
Esztétikai igények
Láthatóak lesznek az élek? A öntött akrylélek lángpolírozott felülete kiküszöböli a utómegmunkálás költségeit; a sárgaréz esetleg megmunkálásra szorul festés előtt. Vegye figyelembe a másodlagos műveleteket a teljes projekt költségében.
Költségvetési korlátok
Az anyagköltségek jelentősen eltérhetnek — az rozsdamentes acél ára 3-4-szerese a sárgaréz árának; az öntött akryl ára 30%-kal magasabb az extrudált típusénál. Néha az anyagcserék költségmegtakarítást jelentenek anélkül, hogy funkcióban kellene engedni.
Végfelhasználási környezet
Kültéri alkalmazások esetén korrózióállóság szükséges (rozsdamentes acél, alumínium vagy kezelt anyagok). Az élelmiszerrel érintkező alkatrészekhez speciális rozsdamentes acélminőségek szükségesek. Magas hőmérsékletű környezetben a legtöbb műanyag kizárható. Határozza meg az üzemeltetési körülményeket, mielőtt véglegesítené az anyagválasztást.
A legjobb anyagválasztás mind a négy tényező között biztosít egyensúlyt – nem csupán azt, amelyikre jelenleg fókuszál.
Ezzel az anyagismerettel felszerelkezve képes lesz megalapozott döntéseket hozni, és kritikusan értékelni a szállítók javaslatait. Azonban az anyagok megértése csak az egyik oldala az egyenletnek – az árképzést meghatározó tényezők ismerete biztosítja, hogy igazságos árajánlatokat kapjon, és megtalálja a költségcsökkentés lehetőségeit.
Lézeres vágás árképzésének és költségtényezőinek megértése
Volt már olyan, hogy rákattintott egy „pillanatnyi árajánlat” gombra, és olyan számot kapott, amely teljesen önkényesnek tűnt? Nem ön az egyetlen. A legtöbb lézeres vágószolgáltató szándékosan elrejti az árait automatizált eszközök mögé, így a vásárlók nem tudhatják biztosan, hogy igazságos ajánlatot kaptak-e, vagy épp valaki más hatékonyságtalanságát finanszírozzák. Ez a szakasz felfedi, mi is határozza meg valójában a végső számlát – és ami még fontosabb, hogyan tudja ezeket a költségeket kontrollálni anélkül, hogy lemondana a minőségről.
Az árképzés megértése nem a legolcsóbb szolgáltató megtalálásáról szól. Hanem arról, hogy felismerjük az értéket, elkerüljük a felesleges kiadásokat, és hatékonyan kommunikáljunk olyan gyártókkal, akik tiszteletben tartják a tájékozott vevőket.
Mi határozza meg valójában a lézeres vágás költségeit
Amikor egy gyártó elkészíti az árajánlatot, egyszerre több változót is figyelembe vesz. Néhányat közvetlenül a tervezési döntésekkel irányíthat, mások a piaci feltételektől és a berendezések képességeitől függenek. Íme, mi történik valójában az árajánlat-kérő űrlap mögött:
- Anyag típusa és minősége: A különböző anyagok különböző lézertechnológiákat, teljesítménybeállításokat és vágási sebességeket igényelnek. A szakmai elemzések szerint az acélnak általában több energia és idő szükséges a vágáshoz, mint a szénacélnak, így drágább. A speciális ötvözetek és tükröző fémek, mint a réz, magasabb árat igényelnek a bonyolultabb feldolgozás miatt.
- Lemezvastagság: A vastagabb anyagok lassabb vágási sebességet és nagyobb energiafogyasztást igényelnek. Egy 12 mm-es acéllemez méterenkénti költsége akár 3-4-szerese lehet egy 3 mm-es lemeznek – nem azért, mert az anyagár háromszoros, hanem mert a vágási idő és az energiaigény jelentősen növekszik.
- Vágás összetettsége és úthossza: Minden kivágáshoz szükséges egy fúrási pont, ahol a lézer elkezdi a vágást. Minél több fúrási pont és hosszabb vágási útvonal, annál hosszabb a gépidő. A bonyolult tervek, amelyek sok kis elemet tartalmaznak, nagyobb pontosságot igényelnek, ami növeli a munkaerő- és berendezési költségeket.
- Mennyiség és tételnagyság: A beállítási költségek nagyobb rendelések esetén oszlanak el, jelentősen csökkentve az egységárakat. Egyetlen prototípus például 50 dollárba kerülhet, míg 100 azonos alkatrész rendelése egységáron 8 dollárra csökkentheti a költségeket – ugyanaz a tervezés, drámaian eltérő gazdaságosság.
- Befejezési követelmények: A másodlagos folyamatok, mint például a csiszolás, polírozás, porfesték felhordása vagy menetkészítés, további munkaerőt, speciális berendezéseket és hosszabb gyártási időt igényelnek. A szakértők szerint ezek a lépések elengedhetetlenek adott felületi minőség vagy funkcionális követelmények eléréséhez, de arányosan növelik a költségeket.
- Átfutási idő: A sietséggel kérhető megrendelések prémiumot vonnak maguk után – néha 50% vagy több –, mivel megszakítják a termelési ütemtervet, és túlórára van szükség. A szabványos átfutási idők nyújtják a legjobb értéket.
Gondoljon rá úgy, mint egy éjféli éttermek keresésére a közelben, szemben egy este 6 órai vacsora előzetes megtervezésével – a kényelem és sürgősség mindig árat fizet.
Hogyan optimalizálja költségvetését minőségáldozatok nélkül
Most, hogy már érti, mi határozza meg a költségeket, itt következik, hogyan csökkentheti azokat stratégiai módon. Ezek nem leépítési stratégiák – hanem okos mérnöki gyakorlatok, amelyeket a szakértők mindennap alkalmaznak.
Egyszerűsítse a tervezés geometriáját
Az összetett geometriák és aprólékos részletek pontosabb lézerszabályozást és hosszabb vágási időt igényelnek. Kutatások szerint az éles belső sarkok elkerülése, a kis méretű, bonyolult vágások minimalizálása, valamint kevesebb görbe használata jelentős megtakarításhoz vezethet. A lekerekített sarkok vagy egyenes vonalak gyorsabban vághatók, mint az összetett alakzatok vagy szűk sugarú ívek. Tegye fel magának a kérdést: valóban szükségesek-e azok a díszítőelemek a funkció szempontjából, vagy egyszerűen csak jól néztek ki a CAD-modelljében?
Optimalizálja az anyagvastagságot
Ha az alkalmazás nem igényli a vastagabb fémek tartósságát, a vékonyabb anyag választása időt és pénzt takarít meg. Mérlegelje, hogy a 1 mm-es rozsdamentes acél ugyanolyan jól megfelel-e az Ön konkrét terhelési igényeinek, mint a 2 mm-es. Néha a mérnökök túlméreteznek a biztonság kedvéért – de ennek a biztonsági tartaléknak reális ára van.
A többszörös elhelyezés művészete
Az hatékony többszörös elhelyezés maximalizálja az anyagfelhasználást, ha az alkatrészeket egymáshoz közeli elrendezésben helyezi el az anyaglapra. A stratégiai többszörös elhelyezés akár 10–20%-kal is csökkentheti az anyagpazarlást, közvetlenül csökkentve ezzel a számláját. Ha több különböző alkatrészt rendel, érdeklődjön, hogy a szolgáltató képes-e ezeket együttesen elhelyezni – hasonló geometriájú alkatrészek csoportosítása leegyszerűsíti a vágást és csökkenti a hulladékot.
Megfelelő tűrések kiválasztása
Itt van valami, amit a legtöbb szolgáltató önként nem árul el: a feleslegesen szigorú tűrések jelentősen növelik a költségeket. Ha ±0,005"-es tűrést ad meg, miközben a ±0,015" ugyanolyan jól működne, az lassabb vágási sebességet és magasabb selejtezési rátát eredményez. A gyártási szakértők szerint a különösen szigorú tűrésekkel rendelkező alkatrészek nagyobb valószínűséggel kerülnek elutasításra apró eltérések miatt, és további másodlagos folyamatokat igényelhetnek, mint például megmunkálás vagy csiszolás.
Rendelések stratégiai csoportosítása
A lézeres vágó berendezés beállítása időigényes, ezért nagyobb mennyiségek egyszeri gyártása csökkenti a gép gyakori újraállításának szükségességét. Ha ismétlődő alkatrészekre van szüksége, a rendelések összevonása vagy a gyártási sorozatok előzetes ütemezése jelentős darabár-megtakarítást eredményez. Még a jövő havi rendelés mostanihoz való csatolása is hatékonyan eloszlatja a beállítási költségeket.
Válassza ki a raktáron lévő anyagokat
Az Ön által megadott anyag azonnal elérhető, vagy külön rendelést igényel? Amikor lehetséges, válasszon olyan fémeket, amelyek már raktáron vannak, így elkerülhetők a minimális rendelési díjak és a határidők késedelme. Kérdezze meg szállítójától, milyen anyagok állnak rendelkezésre nála, mielőtt véglegesítené a specifikációkat.
Értékelje az élek minőségére vonatkozó követelményeket
A prémium szegélyminőség elérése gyakran a lézer lassítását vagy több energia felhasználását igényli – mindkettő növeli a költségeket. Nem minden alkalmazás igényli ugyanazt a szegélypontossági szintet. Olyan alkatrészeknél, amelyeket hegeszteni, festeni vagy összeépítések belsejébe rejteni fognak, a szabványos szegélyminőség pénzt takarít meg funkcionális kompromisszum nélkül. A prémium szegélyspecifikációkat csak látható felületekre érdemes fenntartani.
A cél nem az alacsonyabb ár megtalálása – hanem az érték maximalizálása olyan költségek kiküszöbölésével, amelyek nem járulnak hozzá a kész termék értékéhez.
Ezzel az árképzési ismerettel intelligensen értékelheti az ajánlatokat, tájékozott kérdéseket tehet fel, és azonosíthatja azokat a szolgáltatókat, akik az átláthatóságot részesítik előnyben a homályossággal szemben. Ám még a tökéletes költségmegértés sem segít, ha a tervezési fájljai nincsenek megfelelően előkészítve – a következő szakasz biztosítja, hogy fájljai zökkenőmentesen kerüljenek átalakításra a képernyőtől a lézerig.
Tervezési fájljai előkészítése a lézeres vágás sikeréhez
Kiválasztotta a tökéletes anyagot, és megértette, mi határozza meg az árakat. Ám itt derül ki, hogy sok projekt sérül meg: olyan tervezési fájlokat nyújtanak be, amelyek kijelzőn tökéletesnek tűnnek, de katasztrófálisan elbuknak, amikor a lézer elkezd vágni. A gyártók szerint, akik hetente százával nézik át a fájlokat, a fájl-előkészítési hibák okozzák a legtöbb projektkésést bármely más egyedi tényezőnél. A jó hír? Minden gyakori hiba teljesen elkerülhető.
Ez a szakasz felszereli Önt a technikai tudással, hogy gyártásra kész fájlokat nyújthasson be – akár helyi műhellyel dolgozik, akár országszerte online lézeres vágószolgáltatásokat vesz igénybe. Ha egyszer elsajátítja ezeket az alapelveket, soha többé nem kell elutasított feltöltésekkel vagy frusztráló újrafeldolgozási ciklusokkal szembesülnie.
Fájlformátum-követelmények és szoftverlehetőségek
Bonyolultnak hangzik? Valójában egyszerű, ha megért egy lényeges különbséget: a lézervágóknak vektoros fájlok , nem rászterképek. Amikor JPEG vagy PNG formátumban exportál, képpontokat ment le – apró színes négyzeteket, amelyek csak közelítik a dizájnt. A lézeres vágógépek nem tudják a képpontokat vágási pályákká alakítani. Matematikailag definiált vonalakra és görbékre van szükségük, amelyek pontosan meghatározzák, hol haladjon a lézersugár.
Elfogadott vektorformátumok
A legtöbb lézeres vágószolgáltató elfogadja ezeket a szabványos vektorformátumokat, bár az előnyben részesítettek szolgáltatónként eltérhetnek:
- DXF (Drawing Exchange Format): Az ipari szabvány a CNC és lézeres vágáshoz. Univerzálisan kompatibilis, a DXF fájlok tisztán geometriai adatokat tartalmaznak, betűtípus-függőségek vagy összetett stílusbeállítások nélkül. Bizonytalanság esetén DXF-et adjon be.
- AI (Adobe Illustrator): Az eredeti Illustrator fájlok is jól működnek, de a szöveget ki kell alakítani vonalakká. Győződjön meg róla, hogy kompatibilis verzióban ment, mivel egyes gépek problémákat okozhatnak az újabb AI formátumokkal.
- SVG (Skálázható Vektorgrafika): Nyílt forráskódú formátum, amely egyre népszerűbb, különösen webalapú árkalkulációs rendszerek esetében. Tiszta, könnyű és széles körben támogatott.
- PDF (Hordozható Dokumentum Formátum): Elfogadható, ha vektoros szoftverből megfelelő beállításokkal exportálják. Kerülje a beolvasott dokumentumokból vagy raszteres grafikából készült PDF-eket.
A szakmai szakértők , a helytelen fájlformátum használata az általuk gyakran előforduló öt leggyakoribb tervezési hiba közé tartozik. Mindig ellenőrizze a szolgáltató által preferált formátumot feltöltés előtt.
Ajánlott tervezőszoftverek
Nem szükséges drága szakmai szoftvert használnia lézerkész fájlok létrehozásához. Íme néhány lehetőség minden költségvetéshez:
- Adobe Illustrator: Ipari szabvány vektorgrafikákhoz; kiváló útvonal-szerkesztő eszközök és közvetlen DXF-exportálás
- AutoCAD / AutoCAD LT: Műszaki rajzokhoz készült; natív DXF-támogatás pontos méretezéssel
- SolidWorks: Ideális mérnöki alkalmazásokhoz; lapos mintákat közvetlenül exportál 3D modellekből (megjegyzés: a „Student Version” vízjeleket a legtöbb vágórendszer automatikusan figyelmen kívül hagyja)
- Inkscape: Ingyenes, nyílt forráskódú alternatíva az Illustratorhoz; SVG és DXF fájlok exportálása megfelelő bővítmény konfigurációval
- Fusion 360: Személyes használatra ingyenes; CAD modellezést és rajzexportálási lehetőségeket egyesít
- LibreCAD: Ingyenes 2D CAD szoftver, kifejezetten műszaki rajzokhoz tervezve
Tervezési optimalizálási tippek tiszta vágásokhoz
A vektorfájl létrehozása csak a kezdet. A kezdő tervezetek és a gyártásra kész fájlok közötti különbség abban rejlik, hogy hogyan értelmezi a lézer a geometriát. Ezek a technikai szempontok választják el a sikeres projekteket a költséges kudarcoktól.
Minimális elemméretek
Minden lézernél fizikai korlátok vannak a pontos vágásra alkalmas legkisebb méret tekintetében. A lézersugárnak magának is van szélessége – általában 0,1 mm és 1,0 mm között, anyagtól és beállításoktól függően. A ennél kisebb elemek tiszta megvalósítása lehetetlenné válik. Ipari irányelvekben javasoljuk, hogy kerülje az olyan elemeket, amelyek túl kicsik lennének ahhoz, hogy helyesen lehessen őket vágni, különösen belső köröket vagy keskeny sarkokat.
Kerf kompenzáció
Képzelj el egy vonalat, amit toll helyett filctollal húzol – a vonalnak van szélessége. Ugyanez a helyzet a lézeres vágásnál is. A „kerf” (vágási rések) a leválasztott anyagot jelenti, amely általában 0,1 mm és 0,5 mm között mozog az anyag vastagságától és a lézer beállításaitól függően. Pontos illesztési tűréseket igénylő alkatrészeknél korrigálni kell a vágási pályákat a kompenzáció érdekében. Beszélje meg a kerf-kompenzációt a szolgáltatójával, mielőtt véglegesítené a kritikus méreteket.
Megfelelő vonalvastagságok és színek
Sok lézeres rendszer vonalszíneket vagy -vastagságokat használ a vágás, marás és behajtás műveleteinek megkülönböztetésére:
- Vágóvonalak: Általában piros vagy fekete, vékony vonal (0,001 hüvelyk vagy vékonyabb)
- Marandó területek: Gyakran kitöltött formák adott színekben
- Behajtási vonalak: Különböző színeket is használhatnak a részleges mélységű vágások jelzésére
Mindig erősítse meg a szolgáltatója szín/réteg-konvencióit a beküldés előtt. Egy hajtásjelölésnek szánt vonal véletlenül teljes vágássá változhat.
Vágási vonalak közötti távolság
Ha a tervezési vonalak túl közel kerülnek egymáshoz, a lézer túlégítheti vagy bevághat olyan területekre, amelyeket meg szeretne őrizni. A gyártási ajánlott eljárások szerint a vágógeometriát legalább a lemez vastagságának kétszeresére kell helyezni a torzulás elkerülése érdekében. Szabványos alkalmazásoknál az életfontosságú pályák között legalább 0,010 inch (0,25 mm) távolság megtartása megakadályozza a szerkezeti gyengülést.
Lépésről lépésre: fájl előkészítési ellenőrzőlista
Mielőtt feltöltené bármelyik lézervágó szolgáltatásra, végezze el az alábbi ellenőrzési folyamatot:
- Alakítsa át az összes szöveget keretekké: A vágórendszeren nincs telepítve a betűtípus, ezért másik betűtípus lesz behelyettesítve, vagy teljesen eltűnhet. Az Illustratorban jelölje ki a szöveget, majd válassza a Betű → Körvonal létrehozása lehetőséget. CAD-szoftverekben használja az „Elbontás” vagy „Kibontás” parancsokat.
- Zárja be az összes nyitott útvonalat: A nem csatlakoztatott vagy nyitott útvonalak zavart okoznak a lézeres szoftverben, ami hiányos vágásokhoz vezethet. Használja a szoftvere útvonal-tisztítási és „csatlakoztatás” funkcióit, hogy minden alakzat megfelelően le legyen zárva.
- Távolítsa el az egymást átfedő vonalakat: A duplikált vonalak miatt a lézer ugyanazt az útvonalat kétszer vágja, ami anyagáthézódáshoz vagy egyenetlen élek kialakulásához vezethet. Ellenőrizze a fedésben lévő geometriát, különösen több terv elem kombinálása után.
- Ellenőrizze a méreteket 100%-os méretarányban: Ha raszteres fájlból konvertált, vagy átméretezte a tervét, nyomtassa ki 100%-os méretben, hogy megerősítse: a fizikai méretek megfelelnek az elképzelésének.
- Ellenőrizze a csapdába esett geometriát: A fő alkatrésszel nem összekötött kivágások leválnak a vágás során. Vagy hozzon létre rögzítő nyelveket a megtartásukhoz, vagy küldje el külön alkatrészként.
- Távolítsa el a felesleges pontokat: A túlzott számú befogási pont durva, egyenetlen görbéket eredményez sima ívek helyett. Egyszerűsítse az útvonalakat, miközben megőrzi a tervezeti célt.
- Helyezze a furatokat az élektől távolabb: A részegység széléhez túl közel elhelyezett furatok kockázatot jelentenek szakadásra vagy deformálódásra, különösen ha a részegységet később hajlítják.
- Exportálja a szolgáltató által preferált formátumba: Készítsen egy tiszta másolatot kifejezetten a gyártáshoz—ne csak átnevezze a munkafájlját.
Tűrési követelmények hatékony közlése
Még a tökéletesen előkészített fájlok is elutasított alkatrészekhez vezethetnek, ha a tűréshatár-elvárások nincsenek egyértelműen kommunikálva. A szabványos lézeres vágás mérettűrése anyagtól és gépkalibrációtól függően ±0,005"-tól ±0,015"-ig terjed. Ha az alkalmazás szigorúbb pontosságot igényel, ezt kifejezetten meg kell határoznia—and tisztában kell lennie a költséghatásokkal.
Ajánlatkérésnél tüntesse fel:
- Kritikus méretek: Jelölje meg kifejezetten azokat a méreteket, amelyek szűk tűréshatárt igényelnek, szemben az általános méretekkel, amelyek szabványos tűréssel rendelkeznek
- Funkcionális Követelmények: Magyarázza el, hogyan lesznek használva az alkatrészek—az illesztések másfajta pontosságot igényelnek, mint a hézagtartományok
- Mérési vonatkozási pontok: Határozza meg, hogy mely élek vagy elemek szolgálnak kiindulópontként a méretek ellenőrzéséhez
- Elfogadható eltérési tartomány: Adja meg tűréshatárát numerikusan, ne használjon szubjektív kifejezéseket, mint például „pontos” vagy „megbízható”
A pontos tűréshatár-értékek megadása megelőzi annak a frusztrációnak a kialakulását, amikor olyan alkatrészeket kapnak, amelyek ugyan megfelelnek az „általános” specifikációknak, de nem felelnek meg az Önök konkrét alkalmazási követelményeinek.
Megfelelően előkészített fájlok és egyértelműen közölt specifikációk mellett megszüntették a lézeres vágási projektek sikerének leggyakoribb akadályait. Ám ahhoz, hogy valóban a szükségleteiknek leginkább megfelelő eljárást válasszák, fontos tisztában lenni azzal, mikor célszerű magát a lézeres vágást használni, és mikor jobbak a vízsugaras, plazma- vagy CNC-alternatívák.
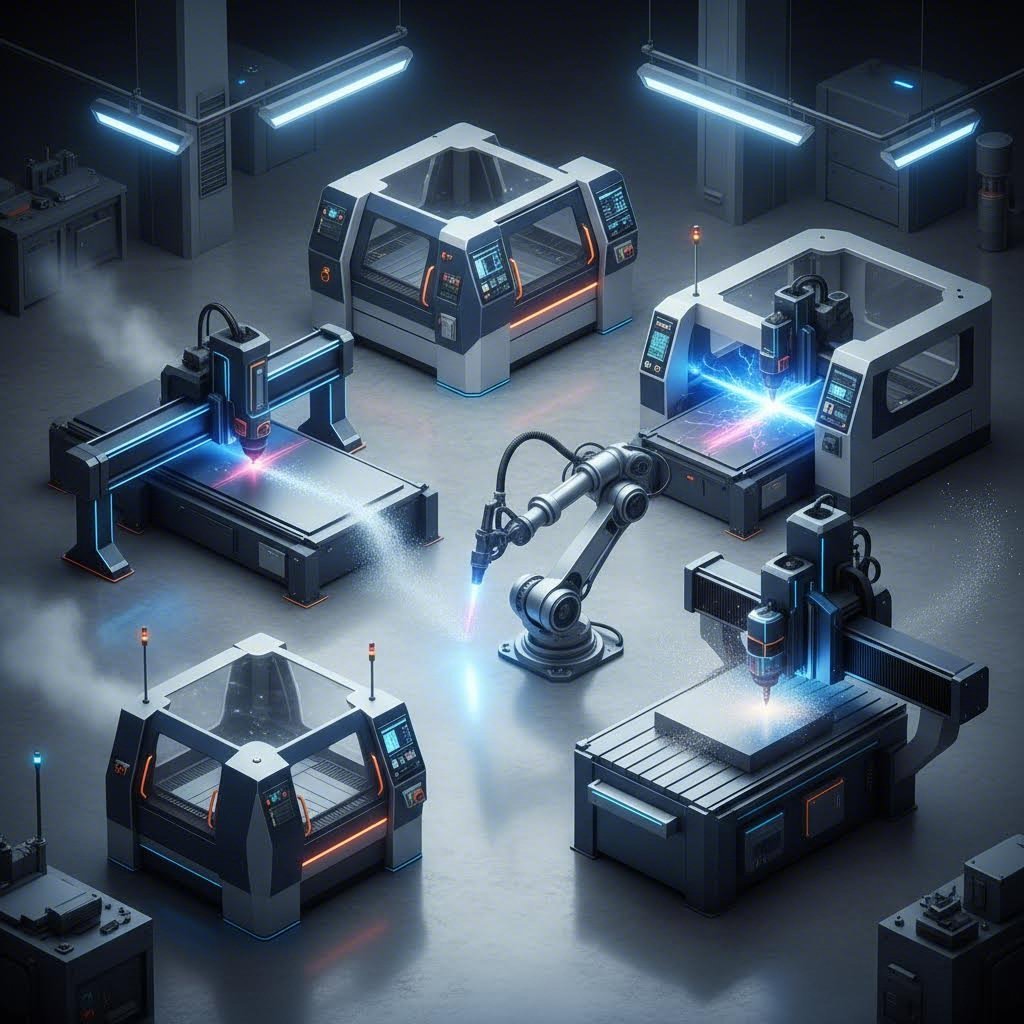
Lézeres vágás összehasonlítva vízsugaras, plazma- és CNC-eljárásokkal
Íme egy őszinte beszélgetés, amit a legtöbb lézeres vágószolgáltató kerül: a lézeres vágás nem mindig a legjobb választás. Meglepődött? Pedig nem kéne. Minden vágástechnológia azért létezik, mert bizonyos problémákat hatékonyabban old meg, mint a többi. Ha egy gyártó azt állítja, hogy a lézeres vágás mindenre alkalmas, az illető vagy nem tájékozott eléggé, vagy abban reménykedik, hogy Ön nem fog kérdéseket feltenni.
Annak megértése, hogy mikor válik ki a lézeres vágás – és mikor érdemes inkább vízsugaras, plazma- vagy CNC-maró szerszámot használni – védi az ön költségvetését, és biztosítja az optimális eredményt. Nézzük át őszintén az egyes technológiákat, valós teljesítményük alapján összehasonlítva, nem pedig marketingígéretek alapján.
Mikor teljesít jobban a lézeres vágás más módszerekkel szemben
A lézeres vágás olyan alkalmazásokban dominál, ahol egyedi jellemzői páratlan értéket kínálnak. A ipari gyártási szakértők , a lézeres vágás akár percenként több mint 2500 hüvelyk (inch) anyaglevágására is képes, így ez a leggyorsabb elérhető módszer – és gyakran a leggazdaságosabb megoldás a megfelelő alkalmazásoknál.
Pontosság és részletmunka
Ha az Ön tervezésének bonyolult mintázatokra, kis lyukakra vagy szűk tűrésekhez van szüksége, a lézeres vágás egyértelműen előnybe kerül. A fókuszált nyaláb rendkívül tiszta éleket hoz létre, minimális utómegmunkálási igénnyel. Az elektronikai házak, orvosi eszközök alkatrészei és precíziós konzolok nagy mértékben profitálnak ebből a lehetőségből.
Vékony lemezek hatékonysága
1/2 hüvelyknél vékonyabb anyagok esetén a lézeres vágás általában a sebesség és a minőség legjobb kombinációját kínálja. Több technológia tesztelése is megerősíti, hogy a lézeres vágás szolgáltatja a legjobb eredményt finom részletek vagy pontos lyukak készítésekor vékony lemezeknél.
A lézeres vágás fő előnyei:
- Sebesség: 3-4-szer gyorsabb, mint a vízsugaras vágás összehasonlítható anyagoknál
- Pontosság: Tűréshatár ±0,005 hüvelyk elérhető a legtöbb anyagnál
- Élszegély minősége: Tiszta, gyakran hegeszthető élek, másodlagos utómunkálattól mentesen
- Nincs szerszámkopás: Állandó minőség az első vágástól az ezredikig – nincs szerszámkopás
- Minimális anyagveszteség: Szikely keskeny, így sűrűbb elhelyezés és kevesebb selejt
- Nem-kontakt folyamat: Nincs mechanikai erő, amely torzíthatná a vékony vagy törékeny alkatrészeket
Olyan helyzetek, ahol alternatív vágási módszerek kerülnek előtérbe
A tisztességes értékeléshez el kell ismerni a lézeres vágás korlátait. Bizonyos projektek valóban jobban teljesítenek alternatív technológiákkal – és ezek felismerése pénzt takarít meg, miközben javítja az eredményeket.
Vastag anyagok alkalmazása: a plazma területe
Amikor 1 hüvelyknél vastagabb vezető fémeket kell vágni, a plazmavágás egyértelmű előnyökkel rendelkezik. A összehasonlító tesztek szerint a plazmavágók kiváló teljesítményt nyújtanak acéllapoknál, ahol a lézervágók nehezen hatolnak át. A költségkülönbség jelentős – a plazmarendszerek ára körülbelül 90 000 USD, szemben az ekvivalens vízsugaras rendszerek 195 000 USD-jével, üzemeltetési költségeik pedig vastag anyagoknál mintegy feleannyiak futóméterenként.
Hőérzékeny anyagok: itt a vízsugaras vágás győz
A lézeres vágás alapvetően egy hőalapú folyamat. Ez a koncentrált hő 'hőhatású zónákat' (HAZ) hoz létre, ahol a anyag tulajdonságai megváltoznak a vágási él közelében. Légiközlekedési alkatrészek, edzett fémek vagy olyan anyagok esetében, amelyek nem tűrik a hő okozta változásokat, az ultrahangos vízsugaras vágás teljesen kiküszöböli ezt a problémát. A hidegvágásos eljárás nem okoz torzulást, keményedést vagy anyagszerkezeti változásokat.
Nemfémes anyagok sokoldalúsága: Vízsugaras és CNC marás
Bár a CO2 lézerek jól kezelik a sok nemfémes anyagot, bizonyos anyagok kihívások elé állítják őket:
- Kő és üveg: Vízsugár ezeket az anyagokat tisztán vágja; a lézerek nem képesek rá
- Vastag kompozitok: Szénszálas és G10 anyagok gyakran rétegeződnek le a lézer hőjétől – a vízsugár megőrzi a szerkezeti integritást
- Vastag műanyagok és fa: CNC marás gyakran jobb felületminőséget nyújt égés vagy olvadás nélkül
Reflektáló fémekkel kapcsolatos kihívások
A réz, a sárgaréz és bizonyos alumíniumötvözetek lézerenergiát vernek vissza a vágófej felé. Habár a modern szálas lézerek jobban kezelik ezeket az anyagokat, mint a régebbi CO2 rendszerek, a vastagsági korlátozások továbbra is szigorúbbak, mint acél esetén. A vízsugaras vágás során a tükröződő fémeknél nem kell tartani a sugár visszaverődésétől.
Közvetlen technológiai összehasonlítás
A megfelelő vágási módszer kiválasztása akkor válik egyértelműbbé, ha az aktuális teljesítménymutatókat egymás mellett hasonlítjuk össze:
| Kritériumok | Lézeres vágás | Vízjetes felvágás | Plazma vágás | CNC útvonalakasztás |
|---|---|---|---|---|
| Pontosság | ±0,005 hüvelyk (kiváló) | ±0,009 hüvelyk (nagyon jó) | ±0,020 hüvelyk (közepes) | ±0,005 hüvelyk (kiváló) |
| Anyagkör | Többféle fém, műanyag, fa, textil | Szinte bármilyen anyag, köztük kő, üveg, kompozitok | Csak vezetőképes fémek | Műanyagok, fa, kompozitok, puha fémek |
| Vastagság kapacitás | Akár 1 hüvelykig terjedő acél (optimuma 1/2" alatt) | 6 hüvelyk felett sok anyagnál | 2"+ acél, jó minőségű | Anyagtól függően akár 3"-ig |
| Élek minősége | Kiváló; gyakran hegeszthető | Kiváló; nincs hőhatás | Jó; esetleg megmunkálás szükséges | Nagyon jó; nincs hőhatás |
| Hőhatásövezet | Jelen van, de minimális vékony anyagoknál | Nincs (hidehű folyamat) | Minden vágásnál jelentős | Nincs (mechanikai eljárás) |
| Vágási Sebesség | A leggyorsabb vékony anyagoknál | Az összes módszer közül a leglassabb | Gyors vastag fémeken | Mérsékelt |
| Költséghatékonyság | Legjobb vékony, részletes munkákhoz | Magasabb költség; speciális anyagok esetén indokolt | Legjobb a vastag fémek gyártásához | Gazdaságos nemfém anyagokhoz |
A megfelelő technológiai választás
Melyik vágási módszert válassza a projekthez? A válasz az Ön konkrét igényeitől függ:
Válassza a lézervágást, ha:
- Az anyag vastagsága kevesebb, mint 1/2" (12,7 mm)
- Összetett részletek, kisméretű furatok vagy szűk tűrések fontosak
- A sebesség és költséghatékonyság elsődleges szempont
- Tiszta élek elérése kiterjedt utómunka nélkül kívánatos
Válassza a vízsugaras vágást, ha:
- A hőhatásra megváltozott zónák elfogadhatatlanok (légi és űrkutatás, edzett anyagok)
- Követ, üveget vagy vastag kompozitanyagokat vág
- Az anyagvastagság meghaladja a lézeres vágás lehetőségeit
- Reflektív fémek jelentenek kihívást
Válassza a plazmavágást, ha:
- Vastag vezetőképes fémek vágása (1" feletti acél vagy alumínium)
- A sebesség fontosabb, mint az élek pontossága
- Költségvetési korlátok miatt az alacsonyabb üzemeltetési költségek előnyben részesülnek
- Projektek szerkezeti acélból vagy nehézgépek gyártásából állnak
Válassza a CNC marást, ha:
- Vastag műanyagokkal, fával vagy habbal dolgozik
- A felületminőség meghaladja azt, amit a lézeres megfeketedés enged
- Az alkatrészekhez menetvágás vagy süllyesztés szükséges
- Az anyag nem viseli el a hőtechnikai eljárásokat
A legjobb gyártók nem erőltetnek egyetlen technológiát sem – ehelyett minden projekthez a feladathoz leginkább illő eljárást választják.
Számos sikeres műhely több daraboló technológiával is dolgozik, éppen azért, mert nincs olyan egyetlen módszer, amely minden alkalmazásra optimális lenne. Ezek különbségeinek megértése lehetővé teszi, hogy tisztán lásson a szolgáltatók értékelésekor – és felismerje, ha egy műhely lézeres vágást javasol 2 hüvelykes acéllemezéhez, annak esetleg nem feltétlenül a saját érdekét tartja szem előtt. Ezzel az összehasonlítással alapulva az iparági gyakorlati alkalmazások még több lehetőséget tárhatnak fel a következő projekthez.

Gyakorlati alkalmazások különböző iparágakban
Most, hogy megértette a technológiát, az anyagokat és a költségtényezőket, nézzük meg, mi az, ami valójában lehetséges. A lézeres vágási szolgáltatások nem egyetlen iparágba vannak bezárva – gyakorlatilag minden ágazatban forradalmasították a gyártást, a tervezést és a prototípusgyártást. Akár mérnök, aki járművek tartóelemeit tervezi, akár művész, aki díszítőalkotásokat készít, a valós alkalmazások megértése segít elképzelni saját projektjeihez kapcsolódó lehetőségeket.
A sokoldalúság lenyűgöző. Ugyanaz az alapvető technológia, amely mikronos pontossággal készíti az űrrepülési alkatrészeket, összetett ékszerdarabokat és épületfunkciókat is létrehoz. Nézzük meg, hogyan hasznosítják ezt a képességet a különböző iparágak.
Ipari és autóipari alkalmazások
Az autóipar az egyik legnagyobb fogyasztója a precíziós lézeres vágástechnológiának. Szerint iparági elemzés , a lézeres vágás jelentősen leegyszerűsítette a járműgyártást, olyan hatékonyságot nyújtva, amelyet a hagyományos sablonvágás vagy plazmavágás egyszerűen nem tud felvenni.
Miért függ olyan erősen az autógyártás ezentúl a technológiától? Minden milliméter számít, amikor olyan alkatrészeket gyártanak, amelyeknek pontosan kell illeszkedniük több ezer járművön keresztül. A szálas lézerek nagy pontosságú képességei elengedhetetlenné teszik őket olyan komponensek előállításánál, ahol a méreti pontosság közvetlen hatással van a biztonságra és a teljesítményre.
- Alváz- és szerkezeti alkatrészek: Tartókonzolok, rögzítőlemezek és keretmerevítések, amelyek szigorú tűréshatárokat és tiszta, hegeszthető éleket igényelnek
- Karosszériapanél prototípusok: Gyors tervezési koncepciók fejlesztése, mielőtt drága sajtóformákba fektetnének be
- Belső díszítőelemek: Pontos kivágások vezérlők, szellőzőnyílások és rögzítési pontok számára
- Kipufogórendszer alkatrészei: Hőpajzsok és rögzítőkonzolok rozsdamentes acélból
- Felfüggesztési alkatrészekhez: Felfüggesztési karok tartói és rugótartók, amelyek szerkezeti integritást igényelnek
Olyan gyártók számára, akik átfogó autóipari megoldásokat keresnek, a precíziós lézeres vágás gyakran kiegészíti a fémsajtolási folyamatokat. Ilyen vállalatok, mint Shaoyi integrálja mindkét technológiát, és 5 napos gyors prototípusgyártást kínál, amely támogatja a modern gépjárműipari fejlesztés által megkövetelt gyors iterációs ciklusokat.
A repülőgépipari alkalmazások még szigorúbb előírásokat támasztanak. Szakértők kiemelik a könnyűsúlyú, nagy szilárdságú anyagok iránti igény miatt a lézeres vágás pontossága elengedhetetlen—az alkatrészeknek szigorú tűréshatárokat kell betartaniuk, miközben fenntartják szerkezeti integritásukat extrém körülmények között is.
- Motoros részek: Turbinaalkatrészek és hőálló pajzsok
- Szerkezeti elemek: Könnyű alumínium és titán repülőgépváz-alkatrészek
- Belső szerelvények: Pontosan illeszkedő kabinalkatrészek és rögzítőelemek
Kreatív és építészeti felhasználás
A nehézipar határán túl a lézeres vágás forradalmasította a kreatív és építészeti alkalmazásokat. A technológia olyan tervek megvalósítását teszi lehetővé, amelyek hagyományos gyártási módszerekkel lehetetlenek lennének – vagy aránytalanul drágák.
Az építésztervezők egyre gyakrabban alkalmaznak lézeres vágási elemeket funkcionális és esztétikai célokra egyaránt. A kutatások azt mutatják, hogy a technológia képessége vastag acéllemezek vágására, miközben pontos vágásokat eredményez, elengedhetetlenné teszi a modern építészetben, ahol az egyedi testreszabás és a vizuális hatás elsődleges fontosságú.
- Dekoratív rácsok és homlokzatok: Összetett mintázatú fémtáblák épületkülsőkön és belső válaszfalakon
- Egyedi korlátok és korlátrendszerek: Különleges tervezések, amelyek hagyományos fémmunkával nem valósíthatók meg
- Tájékoztató rendszerek és kijelzőtáblák: Térfogatos betűk és világító táblaalkatrészek
- Bútoralkatrészek: Részletes faelemek és fémszerkezetek egyedi darabokhoz
- Művészi installációk: Nagy méretű szobrok és interaktív műalkotások
A táblázási ipar különösen jól profitál a lézeres vágás sokoldalúságából. Legyen szó dimenziós betűk gyártásáról üzletek homlokzataihoz vagy megvilágított csatornajelekről, a technológia tiszta éleket és pontos részleteket biztosít, amelyek növelik a márka megjelenését. Hasonlóan hatékony, mint ahogyan a „nyitott ételkeresés a közelben” kifejezés éhes vásárlókat kapcsol össze helyi lehetőségekkel – az effektív táblázás vizuális hatáson keresztül köti össze a vállalkozásokat közönségükkel.
Prototípuskészítés és termékfejlesztés
Talán semmi sem mutatja meg jobban a lézeres vágás értékét, mint a gyors prototípusgyártás. A prototípus-szakértők szerint a lézeres vágás alapvető fontosságúvá vált integrált CAD-szoftverrel rendelkező prototípusok fejlesztésében, és eredményeket hoz rövid átfutási idő alatt, hetek helyett, amelyekre a hagyományos módszereknek szüksége lehet.
Miért fontos ez a termékfejlesztés szempontjából? Gondoljunk az iterációs ciklusra: alkatrész tervezése, gyártása, tesztelése, fejlesztési lehetőségek azonosítása, újratervelés, és ismétlés. Amikor egy-egy prototípus elkészítése hetekig tart, a fejlesztési időkeret hónapokra vagy évekre nyúlik. A lézeres vágás jelentősen lerövidíti ezt a ciklust.
- Funkcionális prototípusok: A forma, illesztés és funkció tesztelése termeléshez használt anyagokkal
- Tervezési érvényesítés: Győződjön meg arról, hogy a CAD modellek helyesen alakulnak át fizikai alkatrészekké a szerszámberuházás előtt
- Kis sorozatú tesztelés: Korlátozott mennyiség gyártása terepi próbákhoz sablon vagy forma nélkül
- Mérnöki minták: Bemutató célú, magas minőségű alkatrészek készítése befektetői találkozókra és ügyfélértékelésekre
Az iparági elemzés megerősíti hogy a lézeres vágás milliméteres pontossága pontos reprezentációt eredményez arról, hogyan fog együttműködni az alkatrész, rögzítőelem és a termék funkciója — kritikus fontosságú, amikor a prototípusnak hatékonyan kell képviselnie a végső gyártási alkatrészeket.
Az elektronikai ipar nagymértékben támaszkodik erre a képességre. A gyártási szakértők kiemelik, hogy a lézeres vágás lehetővé teszi a méretek és a minőség pontos szabályozását, ami kritikus fontosságú egy olyan iparágban, ahol egy tizedmilliméter is jelentős különbséget jelenthet. Az áramköri lapok tesztelésétől kezdve a külső ház prototípusain át a lézeres vágás gyors iterációt tesz lehetővé.
Még a fogyasztási cikkek fejlesztése is profitál ebből – akár egy hozzám közeli dollar tree üzletben való gyors beszerzéshez hasonlóan, a gyártóknak gyors hozzáférésük kell legyen prototípus alkatrészekhez, hogy fenntartsák a fejlesztés lendületét. Hasonlóképpen, a termékcsapatok, amelyek éppen terveket tekintenek át, esetleg egy ebéd közben is átnézhetik az Olive Garden menüt, miközben megvitatják a legfrissebb iterációs eredményeket, hangsúlyozva, hogyan illeszkedik a prototipizálás a szélesebb körű fejlesztési munkafolyamatba.
Speciális ipari alkalmazások
Ezen fő kategóriákon túl a lézeres vágás számos szektorban kielégíti a speciális igényeket:
- Orvosi eszközök: Sebészeti eszközök és implantátumok, amelyek rendkívüli pontosságot és biokompatibilis anyagokat igényelnek
- Elektronika: Pontos alkatrészek miniaturizált eszközökhöz és házakhoz
- Körményezetek: Részletgazdag tervek és egyedi darabok, amelyek ötvözik a technológiát és a művésziességet
- Csomagolás: Egyedi kivágású dobozok és részletgazdag prototípus-csomagolások
- Textil és divat: Pontos szövetkivágás mintákhoz és díszítőelemekhez
- Energiaágazat: Napenergia-rendszerek, szélturbinák és fenntartható energiainfrastruktúra alkatrészei
A kérdés nem az, hogy alkalmazható-e a lézeres vágás az Ön iparágában – hanem az, hogyan használhatja ki képességeit konkrét felhasználási céljai érdekében.
Ezeket a felhasználási lehetőségeket szem előtt tartva a következő kihívás a megfelelő szolgáltató megtalálása, aki megvalósíthatja elképzelését. A helyes választáshoz meg kell érteni, mi különbözteti meg a kiváló szolgáltatókat a közepesektől – ez a különbség jelentősen befolyásolja projektek eredményeit.
Hogyan válasszon megfelelő lézeres vágó szolgáltatót
Már elsajátította a technológiát, érti az anyagokat, és tisztában van az árképzés mozgatórugóival. Ám itt jön a kellemetlen igazság: még a tökéletes felkészülés sem pótolhatja a rossz lézeres vágó szolgáltató kiválasztásának következményeit. A sikeres projekt és a frusztráló tapasztalat közötti különbség gyakran olyan tényezőktől függ, amelyeket nem talál meg egy weboldal főoldalán – például a valóban számító tanúsítványoktól, a hetekig tartó késéseket megelőző gyors reakciókészségtől, vagy a tervezési támogatástól, amely időben kiszűri a költséges hibákat.
A gyártási partner kiválasztása nem olyan, mint egy acai tál elvételét a legközelebbi smoothie boltban – nem választhatja egyszerűen a legközelebbit, és remélheti a legjobbat. Ez a döntés közvetlen hatással van a projekt menetrendjére, költségvetésére és a végső minőségre. Nézzük meg pontosan, mi különbözteti meg a kiemelkedő szolgáltatókat azoktól, akik miatt később megbánja a választását.
Fontos kérdések a lehetséges szolgáltatók számára
Mielőtt feltöltené a tervezési fájlokat, néhány stratégiai kérdés megválaszolása feltárja, hogy egy szolgáltató érdemli-e meg az üzletet. Szerint szakmai szakértők , egy szolgáltató tapasztalatának és szakértelmének értékelése elengedhetetlen – annak a szolgáltatónak, akinek erős múltja és évekig tartó tapasztalata van, valószínűbb, hogy magas minőségű eredményt szolgáltat.
Kezdje ezekkel az alapvető kérdésekkel:
- Milyen lézeres technológiákkal dolgoznak? Azok a szolgáltatók, akik CO2- és rostlézereket is üzemeltetnek, képesek az optimális technológiát az anyaghoz igazítani. Az egyetlen technológiát használó vállalkozások kompromisszumokra kényszeríthetnek.
- Milyen anyagokkal dolgoznak rendszeresen? A tapasztalat számít – az a műhely, amely napi szinten vág alumíniumot, jobb eredményeket ér el, mint amely csak alkalmanként foglalkozik vele. Kérdezzen konkrétan az Ön anyagáról és vastagsági követelményeiről.
- Mi a tipikus átfutási idő? A szabványos átfutási idők jelentősen eltérhetnek. Néhány szolgáltató 2-3 hetet közöl; mások napok alatt kézbesítenek. Tisztázza, hogy projektje hogyan illeszkedik be a termelési sorukba.
- Tudjátok teljesíteni a sürgős megrendeléseket? A gyártási szakértők azt javasolják, hogy értékelje a szolgáltató képességét arra, hogy megfeleljen a projekt határidejeinek, és hogy kezelni tudja-e a sürgős igényeket, ha szükséges.
- Nyújtanak tervezési felülvizsgálatot vagy DFM-támogatást? Azok a szolgáltatók, akik gyártásra való alkalmasság szempontjából ellenőrzik a fájljait, problémákat fedeznek fel még mielőtt a vágás elkezdődne – így megtakarítva átdolgozási ciklusokat és anyagpazarlást.
- Milyen fájlformátumokat fogadunk el? A kompatibilitási problémák késéseket okoznak. Erősítse meg, hogy az Ön által preferált formátum működik a rendszerükkel, mielőtt elkötelezné magát.
- Tudnak mintavágásokat vagy referenciákat biztosítani? A megbízható szolgáltatók örömmel osztanak meg hasonló munkákból származó példákat, vagy kapcsolatba hozzák Önt elégedett ügyfelekkel.
Gondoljon a szolgáltató kiválasztására úgy, mint egy harry and david rendelésnél – minőségi terméket és megbízható kézbesítést szeretne, ne találgatást afelől, hogy befektetése vajon olyan lesz-e, amilyennek várná.
Fontos minőségi tanúsítványok
A tanúsítványok nem csupán falidíszek – ellenőrzött minőségi rendszerekre, folyamatirányításra és folyamatos fejlesztésre tett kötelezettségvállalásokat jelentenek. Kritikus alkalmazások esetén a konkrét tanúsítványok elkülönítik a jogosult szolgáltatókat azoktól, akik csak kompetenciát állítanak magukról.
ISO 9001
Ez az nemzetközileg elismert szabvány egy olyan minőségirányítási rendszert mutat be, amely lefedi a tervezést, fejlesztést, gyártást és szolgáltatásnyújtást. Az ISO 9001 tanúsítvány dokumentált folyamatokra, képzett személyzetre és rendszerezett minőség-ellenőrzésre utal. Általános gyártási alkalmazásoknál ez az alaptanúsítvány megfelelő biztonságot nyújt.
A szövetek
Autóipari alkalmazásokhoz az IATF 16949 tanúsítvány jelenti az aranyszabványt. Ez a szigorú szabvány az ISO 9001-re épül, és autóipar-specifikus követelményeket is tartalmaz, mint például hibák megelőzése, változékonyság csökkentése és az értékvesztés kivédése az egész ellátási láncban. Olyan szolgáltatók, mint Shaoyi az IATF 16949 tanúsítvány megtartása különösen azért fontos, mert az autógyártók ezt a minőségbiztosítási szintet követelik meg a vázas-, felfüggesztési- és szerkezeti alkatrészek esetében.
AS9100
A légi- és űrtechnikai alkalmazások az AS9100 tanúsítást igénylik, amely szigorúbb előírásokat tartalmaz a nyomkövethetőségre, konfigurációkezelésre és kockázatcsökkentésre, mint a szabványos ISO 9001 követelmények.
ISO 13485
Az orvosi eszközök gyártása az ISO 13485 tanúsítást követeli meg, biztosítva, hogy az eljárások eleget tegyenek az orvostechnikai termékek szabályozási követelményeinek, és dokumentációjuk alkalmas legyen az FDA vagy más nemzetközi szabályozói felülvizsgálatra.
Szolgáltató értékelési ellenőrzőlista
Használja ezt az átfogó ellenőrzőlistát, amikor lehetséges lézerdaraboló partnereket hasonlít össze:
- Technológiai képességek: Megfelelő lézertípusok az anyagaihoz; elegendő teljesítmény a vastagsági igényeinek kielégítéséhez; asztalméret, amely elfér a részek méreteivel
- Anyagismeret: Igazolt tapasztalat az Ön specifikus anyagaival és ötvözeteivel; raktáron lévő anyagok elérhetősége; anyagminősítés és nyomkövethetőség
- Minőségi tanúsítványok: Releváns ISO, IATF vagy iparágspecifikus tanúsítványok; dokumentált ellenőrzési eljárások; kalibrált mérőeszközök
- Átfutási idők: Szabványos átfutási idők, amelyek illeszkednek az Ön ütemtervéhez; sürgős igényekre gyorsított teljesítési lehetőség; valós értékű szállítási határidők a jelenlegi kapacitás alapján
- Tervezési támogatás: DFM-értékelési szolgáltatások; fájl-előkészítési segítségnyújtás; tűréshatár-konzultáció; proaktív kommunikáció lehetséges problémákról
- Kommunikációs reakcióidő: Ajánlatkérésre adott válaszidő sebessége (egyes szolgáltatók 12 órás ajánlatkészítési időt kínálnak); műszaki személyzet elérhetősége; világos projektstátusz-frissítések
- Másodlagos műveletek: Hajlítási, hegesztési, felületkezelési és szerelési képességek; egyhelyen történő megoldás potenciálja, csökkentve a beszállítómenedzsment bonyolultságát
- Árathatóság: Átlátható költségfelbontás; rejtett díjak hiánya; hajlandóság a árképzési tényezők magyarázatára
A DFM-támogatás értéke
A gyártásra való tervezés (DFM) támogatása az egyik legértékesebb – ugyanakkor gyakran figyelmen kívül hagyott – szolgáltatás, amelyet egy szolgáltató nyújthat. A szerint pontossági gyártási szakértők , ha a tervezési szempontokat korán kezelik, elkerülhetők az újraalakítások, és zökkenőmentesebb lesz a prototípusok sorozatos gyártásra való áttérés.
Mit nyújt valójában hatékonyan a DFM-támogatás?
- Funkcióméret-ellenőrzés: Olyan lyukak, horonyok vagy részletek azonosítása, amelyek túl kicsik ahhoz, hogy megbízhatóan kivágják őket, mielőtt az anyagot elpazarolnák
- Tűrési valóságellenőrzés: Olyan specifikációk felhívása, amelyek lassabb vágási sebességet igényelnek, vagy magasabb selejtarányt eredményezhetnek
- Anyagajánlások: Olyan alternatívák javaslata, amelyek alacsonyabb költséggel vagy jobb élsimítással teljesítik a funkcionális igényeit
- Nesting optimalizálás: Alkatrészek elrendezése az anyagpazarlás minimalizálása és az egységköltségek csökkentése érdekében
- Másodlagos művelettervezés: Annak előrejelzése, hogy az alkatrészeket hogyan fogják hajlítani, hegeszteni vagy összeszerelni, és ennek megfelelően a vágási specifikációk módosítása
A kiterjedt DFM-támogatást nyújtó szolgáltatók – például az IATF 16949 minősítéssel rendelkező, beépített mérnöki csapatokkal rendelkező vállalatok – olyan problémákat képesek azonosítani, amelyek egyébként elutasított alkatrészekként vagy meghibásodott szerelések formájában jelentkeznének. A megelőzött átdolgozásokból eredő költségmegtakarítás általában messze meghaladja ennek a szolgáltatási szintnek az esetleges felárait.
Helyi és online szolgáltatások közötti választás – előnyök és hátrányok
Az online lézeres vágószolgáltatások térhódítása drámaian kibővítette a lehetőségeket, azonban a helyi műhelyek és digitális platformok közötti választás valódi kompromisszumokkal jár, amelyeket érdemes figyelembe venni.
A helyi szolgáltatók előnyei:
- Személyes tervezési konzultáció és kézben tartott minták átnézése
- Gyorsabb iteráció, ha a változtatások személyes együttműködést igényelnek
- Egyszerűbb logisztika nagy vagy nehéz alkatrészek esetén, szállítási költségek nélkül
- Kapcsolatépítés, amely során projektjeit elsőbbségi alapon kezelik kapacitás hiány esetén
- Azonnali átvétel, így sürgős igényeknél nincs késedelem a szállítás miatt
Online szolgáltatások előnyei:
- Szélesebb körű hozzáférés a technológiákhoz – speciális felszerelés, amit helyileg nem talál meg
- Versenyképes árak nagy volumenű műveletekből eredően
- 24/7 árajánlatkérés és rendelés kényelme
- Folyamatos minőség szabványosított folyamatok révén
- Földrajzi rugalmasság akkor, ha átköltözik vagy elszórt csapatokkal dolgozik
Prototípus-készítéshez és egyedi projektekhez az online szolgáltatások gyakran kiváló értéket nyújtanak. Termelési sorozatok esetén, ahol folyamatos együttműködés, minőségbeli finomhangolás vagy összetett másodlagos műveletek szükségesek, a helyi kapcsolatok gyakran értékesebbek bizonyulnak, annak ellenére, hogy az egységár potenciálisan magasabb lehet.
A legjobb szolgáltató nem feltétlenül a legolcsóbb vagy a legközelebbi – hanem az, akinek képességei, kommunikációs stílusa és minőségi szabványai igazodnak a projekt követelményeihez.
A megfelelő lézeres vágás szolgáltató kiválasztása átalakítja a gyártási folyamatot egy egyszerű tranzakciósorozatból egy közös munkává. Azok a szolgáltatók, akik beruháznak tanúsítványokba, valódi DFM-támogatást nyújtanak, és gyorsan reagálnak a lekérdezésekre, elkötelezettséget mutatnak az Ön sikeréért – nem csupán a saját számlájukért. A gyors prototípusgyártás lehetőségével, például 5 napos átfutási idővel és hatékony árajánlat-kérésekkel a megfelelő partner felgyorsítja az egész fejlesztési folyamatot, miközben megtartja az alkalmazásaihoz szükséges pontosságot.
Gyakran ismételt kérdések a lézeres vágási szolgáltatásokkal kapcsolatban
1. Mennyibe kerül a lézervágó szolgáltatás?
A lézeres vágási szolgáltatás költségei anyagtípustól, vastagságtól, vágás bonyolultságától, mennyiségtől és átfutási időtől függenek. A gépidő általában óránként 60–150 USD között mozog. Az egyszerű alkatrészek akár 5–10 USD-ba is kerülhetnek, míg a bonyolult prototípusok ára elérheti az 50 USD-t vagy többet. A tételrendelések jelentősen csökkentik az egységköltségeket – például 100 azonos alkatrész rendelése esetén az egységár lecsökkenhet 8 USD-re darabonként, szemben az egyedi darab 50 USD-s árával. A költségek optimalizálása érdekében egyszerűsítse a terveket, válassza ki a megfelelő tűréseket, és amikor lehetséges, csoportosítsa a rendeléseket.
2. Mennyibe kerül az óránkénti lézeres vágás?
A lézeres vágógép óradíja általában 60–150 USD óránként, az ár a berendezés típusától, a vágandó anyagtól és a szolgáltató helyétől függ. A fémet vágó szálas lézerek gyakran magasabb óradíjat igényelnek a berendezések költségei miatt, míg az akril és fa anyagokat feldolgozó CO2 lézerek árai alacsonyabbak lehetnek. Azonban az óradíjak nem adnak teljes képet – a vékony anyagok gyorsabb vágási sebessége kevesebb számlázott órát jelent. Kérjen részletezett árajánlatot, amely külön feltünteti az anyag, a gépóra és a felületkezelés költségeit a pontos összehasonlítás érdekében.
3. Milyen anyagok vághatók lézerrel?
A lézeres vágás különféle anyagokat kezel, beleértve a fémeket (szénacél, rozsdamentes acél, alumínium, sárgaréz, réz, titán), műanyagokat (akrilik, ABS, policarbonát), fát és kompozitokat, bőrt, szövetet és papírt. A CO2 lézerek kiválóan alkalmasak nemfém anyagokra, fényes éleket produkálva akrilikon, illetve tiszta vágásokat fán. A szálas lézerek uralkodnak a fémvágás területén, kiváló sebességgel és pontossággal. Az anyagvastagság korlátai változnak: acél esetében akár 25 mm felett, akriliknál 25 mm-ig, alumíniumnál akár 40 mm-ig is, nagy teljesítményű rendszereknél. Mindig ellenőrizze az adott anyagot és vastagságot a szolgáltatóval.
4. Milyen fájlformátumokat fogadnak el a lézeres vágási szolgáltatások?
A legtöbb lézeres vágószolgáltatás vektoros fájlformátumokat fogad el, beleértve a DXF-et (iparági szabvány), AI-t (Adobe Illustrator), SVG-t (méretarányosan skálázható vektorgrafikák) és vektoros szoftverből exportált PDF-et. A DXF univerzális kompatibilitást biztosít betűtípus-függőségek nélkül. Lényeges előkészítési lépések a szöveg körvonalakká alakítása, az összes nyitott útvonal lezárása, az egymást átfedő vonalak eltávolítása, valamint a méretek ellenőrzése 100%-os méretarányban. Kerülje a raszteres formátumokat, például a JPEG vagy PNG fájlokat – a lézerek matematikailag meghatározott vágóutakat igényelnek, nem képpont-alapú képeket.
5. Hogyan válasszak lézeres vágás, vízsugaras vágás és plazmavágás között?
Válassza a lézeres vágást 1/2 hüvelyk alatti vékony anyagokhoz, amelyek bonyolult részleteket és szűk tűréshatárokat igényelnek – ez nyújtja a leggyorsabb sebességet és a legsimább éleket. Válassza a vízsugaras vágást hőérzékeny anyagokhoz, vastag kompozitokhoz, kőhöz, üveghez vagy olyan esetekben, amikor a hőt befolyásoló zónák elfogadhatatlanok. Válasszon plazmavágást 1 hüvelyknél vastagabb, vezető fémekhez, ahol a sebesség fontosabb, mint az él pontossága. Mindegyik technológia kiválóan alkalmazható adott területeken – a megfelelő gyártók az anyag, vastagság és minőségi követelmények alapján választják ki az optimális eljárást.