 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

A modern gyártás főbb szerszámelemeinek típusai

TL;DR
A gyártásban a „saban” kifejezés két kapcsolódó fogalomra utal. Először is, a saba-összetevők egy szerszám egyedi alkatrészei – például saba lemezek, vezetőcsapok és kihajtók –, amelyek egy sajtolóban együtt működnek. Másodszor, a sabanokat funkciójuk és bonyolultságuk alapján különböző típusokra osztják, mint például egyszerű, kombinált és progresszív sabanok, amelyek meghatározzák, hogyan vágják vagy alakítják a lemezfémet végső termékké.
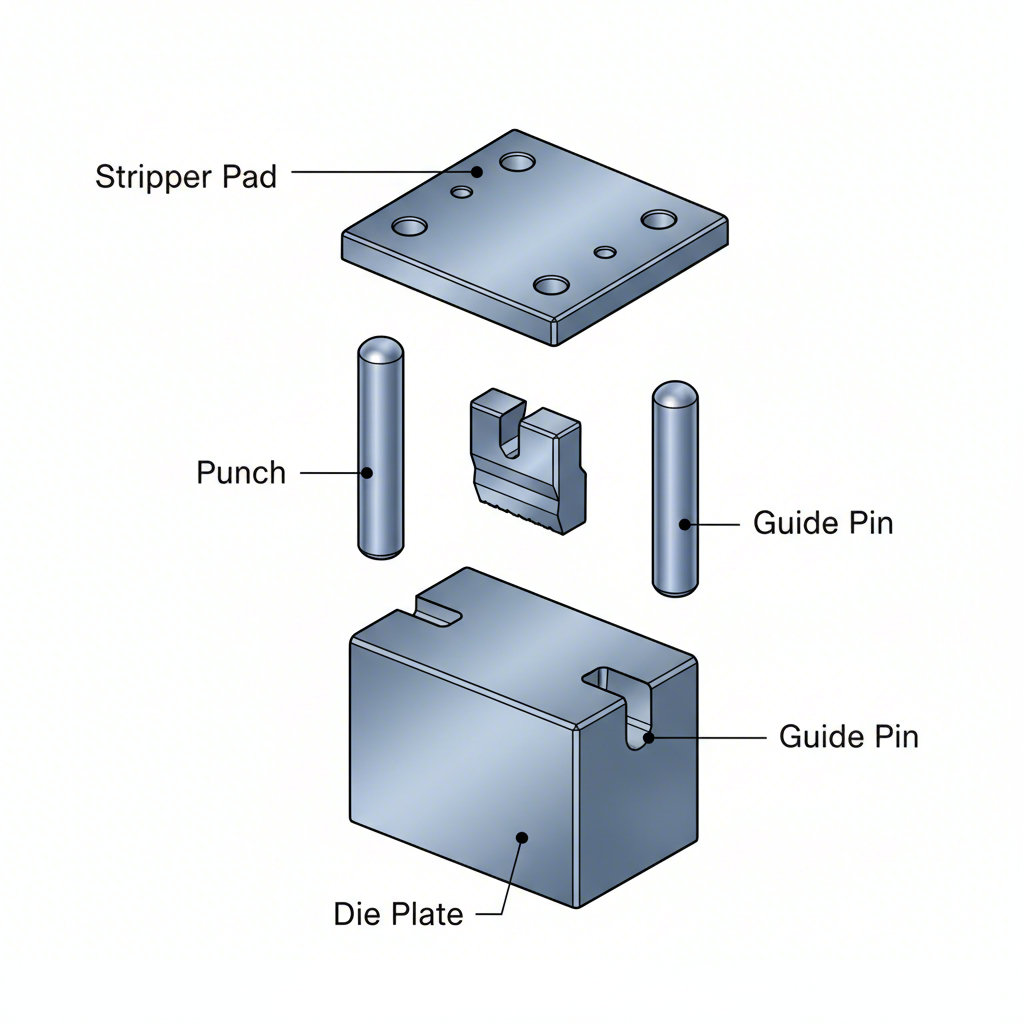
A kihajtó saban alapvető összetevői
Egy kivágó sablon egy pontossági szerszám, amelyet lemezacél kivágására és alakítására használnak, és több lényeges alkatrészből áll, amelyek egységben működnek. Alapját a sablonlemezek képezik, más néven sablonbakok vagy sablonkészletek. Ezek a vastag, lapos lemezek szolgálnak az összes többi működő alkatrész rögzítésének alapjaként. Síkságuk és párhuzamosságuk kritikus fontosságú a teljes szerszám pontossága szempontjából. A felső és az alsó sablonbakot vezetőszegek és csapágyak pontosítják egymáshoz, amelyek biztosítják, hogy a sablon két fele minden sajtolóütem során tökéletesen illeszkedjen egymáshoz, megelőzve az olyan eltolódást, amely károsíthatja a szerszámot vagy a gyártandó alkatrészt.
A sablon aktív elemei a ütőszerszámok és gombok (vagy sablonmátrix). Az ütőszerszámok azok az alkatrészek, amelyek a kivágást vagy alakítást végzik; például egy fúró ütőszerszám lyukat készít, míg egy kontúrkivágó ütőszerszám levágja az alkatrész külső körvonalát. Ezeket az ütőszerszámokat tartók . Amikor a kivágó szerszám behatol az anyagba, egy megfelelő üregbe kerül az alsó bélyegzőblokkban, leválasztva a fém darabját. Ahhoz, hogy megakadályozzuk az anyag ragadását a visszahúzódó kivágó szerszámhoz, egy rugóterhelésű lEPRŐTÁMADÉK lenyomja a lemezt, lehetővé téve a kivágó szerszám tiszta kilépését.
Végül az egész szerkezetet különféle egyéb alkatrészek hajtják és szabályozzák. Törzsök —amelyek rugói lehetnek tekercsrugók, uretán vagy nitrogéngáz rugók—szolgáltatják a szükséges erőt a leszedőlapokhoz és nyomólapokhoz, amelyek a fémlemezt rögzítik alakítás közben. Olyan bélyegeknél, amelyek jelentős oldalirányú erők hatásának vannak kitéve, sarkantyú blokkok és sarkantyú lemezek kerülnek beépítésre, hogy felvegyék ezt a tolóerőt, és megvédjék az irányítócsapokat a deformálódástól. A szakértők szerint a A gyártó , ezek az alapvető alkatrészek alkotják majdnem minden kivágó bélyeg alapját, a legegyszerűbbtől a legösszetettebbig.
Átfogó útmutató a fő típusú bélyegekhez
Az egyedi alkatrészeiken túl az alakítószerszámokat típusaik szerint is besorolják az általuk végzett műveletek és bonyolultságuk alapján. Az alakítószerszám típusának kiválasztása a darab bonyolultságától, a gyártási mennyiségtől és a költséghatékonyságtól függ. A legegyszerűbb az Sorozatsablon (vagy egyszerű szerszám), amely minden sajó stroke során egyetlen műveletet hajt végre, például hajlítást vagy döntést. Ezt a módszert gyakran alacsony mennyiségű gyártáshoz vagy egyszerű alkatrészek készítéséhez használják, mivel kevésbé bonyolult és költséges szerszámokat igényel.
Hatékonyabb gyártás érdekében a gyártók fejlettebb kialakításokhoz fordulnak. Egy Vegyes mátrax több daraboló műveletet hajt végre egyetlen sajó ütés során, egyetlen állomáson. Például lyukat tud készíteni egy alkatrész közepén, miközben egyidejűleg kimarja a külső kontúrt, így ideális, nagy pontosságú lapos alkatrészek, mint például alátétek gyártásához. Ezzel szemben egy Haladó matrica egy sor állomásból áll, amelyek mindegyike egymás után más-más műveletet végez. A lemezfémet, tekercscsík formájában, a sablonon keresztül táplálják be, és minden sajtoló ütésnél a munkadarabot a következő állomásra továbbítják, amíg kész nem lesz. Ahogy azt Standard sablon megjegyezte, ez a módszer különösen gyors és költséghatékony nagy sorozatszámú, összetett alkatrészek gyártása esetén.
Másik fontos kategória a Áttételi sablon (Transfer Die) , amely a progresszív sablonhoz hasonló, de folyamatos szalag helyett különálló, elkülönített alakdarabokat kezel. Mechanikus ujjak vagy karok mozgatják a darabot egyik állomásról a másikra. Ez nagy méretű alkatrészek, például autóipari panelök esetében hasznos, amelyeket nehéz szalagon kezelni. Összetett projektekhez, különösen az autóiparban, alapvető fontosságú egy szakosodott gyártóval együttműködni. Például a Shaoyi (Ningbo) Metal Technology Co., Ltd. kiemelkedik az egyedi autóipari sajtoló sablonok készítésében, precíziós megoldásokat kínálva az OEM-eknek és az első szintű beszállítóknak, akik fejlett szerszámokat igényelnek tömeggyártáshoz.
| Halmaz típusa | Kulcsjellemző | Gyakori alkalmazás | Relatív bonyolultság/költség |
|---|---|---|---|
| Sorozatbélyegző (Egyszerű bélyegző) | Minden sajtolóütem egy műveletet hajt végre. | Kis létszámú gyártás, egyszerű alkatrészek, másodlagos műveletek. | Az |
| Vegyes mátrax | Több vágó műveletet hajt végre egyetlen állomáson. | Alátétek, tömítések és egyéb lapos alkatrészek nagy pontossággal. | Közepes |
| Haladó matrica | Több állomás egymást követő műveleteket hajt végre egy fémcsíkon. | Nagy létszámú gyártás összetett alkatrészekből (pl. elektronikai csatlakozók). | Magas |
| Áttételi sablon (Transfer Die) | Egyetlen alkatrész kerül átvitelre több állomás között műveletek elvégzéséhez. | Nagy méretű alkatrészek, mint például járműtest panelek és mélyhúzott burkolatok. | Nagyon magas |
| Kombinált bélyegző | Egyetlen ütemben végrehajt egy vágó és egy nem vágó (alakító/húzó) műveletet. | Olyan alkatrészek, amelyek vágást és hajlítást/formázást igényelnek, mint például a kisebb konzolok. | Közepes a magas |
Speciális bélyegek feltárása adott gyártási műveletekhez
A munkafolyamaton alapuló általános besorolásokon túlmenően számos bélyegzőforma elnevezése attól függ, hogy milyen konkrét feladatot látnak el. Ezek a specializált, gyakran egyműveletes bélyegek döntő fontosságúak ahhoz, hogy pontos jellemzőket hozzanak létre egy gyártott alkatrészen. Egy Kivágó dőr , például kizárólag arra szolgál, hogy egy alkatrész külső alakját vagy profilját kivágja egy nagyobb fémlapon. A kivágott darabot, amelyet alaptestnek (blank) neveznek, a következő műveletek során tovább dolgozzák fel. Ez gyakran az első lépés egy gyártási folyamatban, például amikor egy autóajtó-panel lapos formáját vágják ki, mielőtt alakítanák.
Ezzel szemben a Fúró bélyeg lyukak, horony vagy más belső elemek kialakítására szolgál egy alkatrész belsejében anélkül, hogy az alkatrész külső kontúrját érintené. A kivágással ellentétben, ahol a kivágott darab a kívánt termék, a döfésnél a kivágott anyag (a törlődarab) selejtnek minősül, és eldobják. A döfési műveletek végezhetők külön erre szolgáló bélyegző sablonnal, vagy integrálhatók egy nagyobb fokozatos sablon állomásaként. A kivágás és a döfés egyaránt alapvető vágó művelet a lemezstancolás során, ahogyan azt számos gyártási forrás is részletesen ismerteti, beleértve a Wikipedia áttekintését az alkatrészgyártásról .
Más speciális sablonok inkább alakításra, nem pedig vágásra koncentrálnak. Egy Domborító sablon emelkedő vagy süllyesztett minták kialakítására szolgál lemezacélban anélkül, hogy megváltoztatná annak vastagságát. Ezt úgy érik el, hogy a anyagot egy egymáshoz illő ütőszeg és sablon közé préselik, amelyek tartalmazzák a kívánt mintázatot, gyakran használják logók, betűk vagy díszítőelemek készítésére. Hasonlóképpen, egy Körmintázó szélsőséges nyomást fejt ki az alkatrészre, amely kényszeríti a fémet, hogy kitöltse az üreg bonyolult részleteit. Ez a folyamat különböző jellemzők kialakítását teszi lehetővé az alkatrész mindkét oldalán, és olyan nagy pontosságot igénylő tárgyak előállítására használatos, mint például érmék és díjak.
Gyakran Ismételt Kérdések
1. Mi az obozóalkatrész?
Az obozóalkatrész egy nagyobb obozóegyüttes egyedi eleme, amelyet sajtolóprésben használnak a lemezacél vágására vagy alakítására. Ezek az alkatrészek együttműködve végzik el a munkát. Fő példák: obozótáblák (az alap), vezetőcsapok és csapágyak (igazításhoz), kivágó tüskék (amelyek a vágást vagy alakítást végzik), valamint leszedőlapok (amelyek eltávolítják az anyagot a tüske felületéről).
2. Milyen típusú obozóanyagok léteznek?
Az anyagokat általában rendkívül tartós, kopásálló anyagokból készítik. A leggyakoribbak az esztergácsák, amelyek speciális ötvözetek vasból és szénből, melyek keményíthetők a szilárdság és az élszeg maradékonyság érdekében. Különösen nagy mennyiségű vagy intenzív kopásnak kitett alkalmazásoknál gyakran használnak volfrám-karbidot vágó- és alakítórészekhez kiváló keménysége miatt. Egyéb anyagok lehetnek például az alumínium súlycsökkentés céljából a sablonokhoz, valamint az alumínium-bronz kopásálló lemezekhez és csapágyakhoz a súrlódás csökkentése érdekében.