 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

A horganyzott lemezacél gyártói: az ASTM-szabványok értelmezése

A horganyzott lemezacél megértése és ipari jelentősége
Amikor ipari alkalmazásokhoz anyagokat vásárol, kevés lehetőség kínálja ugyanolyan egyensúlyt a tartósság, a költséghatékonyság és a korrózióállóság között, mint a horganyzott lemezacél. De pontosan mi teszi ezt az anyagot olyan elengedhetetlenné számos gyártási szektorban? És hogyan értékelje a számtalan horganyzott lemezacél-gyártót aki versenyez az Ön üzletéért?
Ez a részletes vásárlói útmutató áttekinti mindent, amit a beszerzési szakembereknek és mérnököknek tudniuk kell – a cinkbevonat mechanizmusának megértésétől kezdve az ASTM-szabványok értelmezéséig, amelyek minőségi szállítókat választanak el a többi szállítótól.
Mi teszi a horganyzott lemezacélt elengedhetetlenné ipari alkalmazásokhoz?
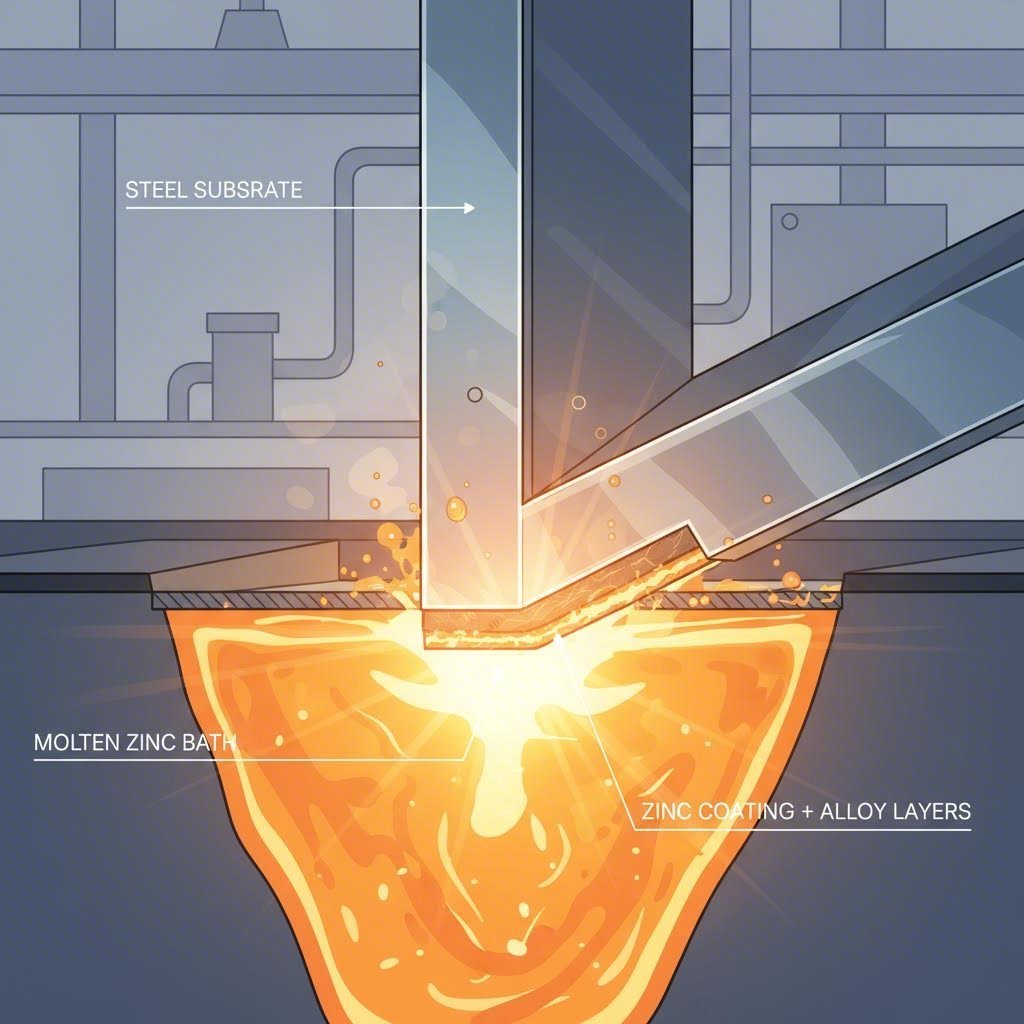
A horganyzott lemez acél, amelyet egy védő cinkréteggel vontak be a korrózió megelőzése érdekében. Ez a horganyzott acéllemez számos ipari alkalmazás alapját képezi: az autók alvázalkatrészeitől kezdve a fűtés-, szellőzés- és klímaberendezések levegővezeték-rendszeréig, valamint a mezőgazdasági gépekig. Az ok egyszerű: a védetlen acél gyorsan korrózióznak, ha nedvességnek és környezeti hatásoknak van kitéve, míg a horganyzott lemezek évtizedekig tartanak minimális karbantartással.
Az Xometry anyagútmutatója szerint a gyártási folyamat általában azzal kezdődik, hogy az acélt körülbelül 450 °C-os olvadt cinkfürdőbe merítik. A cink metallurgikusan kötődik az acél felületéhez, így egy ötvözet-gradiens réteg jön létre, amely összekombinálja az acél szerkezeti szilárdságát a cink kiváló korrózióállóságával. Ez a HD (magas minőségű) horganyzott réteg nem csupán a felületen ül – részévé válik a fém kémiai összetételének.
Mérnökök és beszerzők számára ezen alapvető tulajdonság megértése döntő fontosságú. A festett vagy porral bevont alternatívákhoz képest a horganyzott lemez olyan védelmet nyújt, amely nem reped, nem hámló, és nem igényel újrafelvitelet a teljes üzemelési időtartam alatt.
A cinkbevonat védőmechanizmusainak megértése
A horganyzott lemez védőereje két egymást kiegészítő mechanizmus együttes működésén alapul. Ez a kettős hatású védelem teszi különlegessé a horganyzott anyagokat az egyszerű gátoló bevonatoktól.
A cink mind barrier-védelmet – fizikailag elszigeteli az acélt a korróziót okozó környezeti tényezőktől –, mind áldozati katódos védelmet biztosít, amely során a cinkbevonat elsődlegesen korrózióznak, így védi az alatta lévő acélt akkor is, ha a bevonat karcolódott vagy sérült.
Íme, hogyan működik mindegyik mechanizmus:
- Korlátvédelem: A cinkbevonat egy kemény, fémes kötésű réteget alkot, amely teljesen lefedi az acél felületét, és így lezárja azt a nedvességtől, az oxigéntől és más környezeti korróziós tényezőktől.
- Áldozati anód védelem: Mivel a cink az acélhoz és vashez képest anódként viselkedik majdnem minden gyakori elektrolitban, ezért mindkét fém egyidejű kitettsége esetén először ő korróziózik. Amint Az AZZ magyarázza , ez azt jelenti, hogy a cink „áldozatot hoz” önmagáért az alapacél védelme érdekében – még karcolásoknál, vágott éleknél vagy kisebb bevonat-hiányosságoknál is.
Ez a horganyzott védelmi mechanizmus magyarázza, miért marad a anyag hatékony akkor is, ha a felület sérült, míg egy festék- vagy más kizárólag barrier típusú bevonat ebben az esetben elveszítené védelmi funkcióját. A horganyzott lemezgyártók értékelését végző beszerzési csapatok számára fontos megérteni ezt a védelmi elvet, hogy meg tudják ítélni: egy beszállító bevonatspecifikációi megfelelnek-e alkalmazásuk korrózióállósági követelményeinek.
Ebben az útmutatóban megvizsgáljuk a szabványokat, specifikációkat és értékelési kritériumokat, amelyek megbízható gyártókat választanak el azoktól, akik leegyszerűsítik a folyamatokat – így biztosítva, hogy ön megbízható beszerzési döntéseket hozhasson.
Horganyzás módszerei és gyártási f quyamatok
Most, hogy megértette hogyan védja a cinkbevonat az acélt , a következő kérdés az lesz: hogyan alkalmazzák gyakorlatban a cinkbevonatot a cinkelt lemezgyártók? A válasz nem egyforma minden esetben. Három különböző cinkelési módszer uralkodik az iparágban, mindegyik más jellemzőkkel rendelkező anyagokat állít elő, amelyek különféle alkalmazásokra alkalmasak.
A megfelelő módszer kiválasztása közvetlenül befolyásolja projektje teljesítményét, költségét és a további feldolgozási igényeit. Nézzük meg részletesen az egyes eljárásokat, hogy meg tudja feleltetni specifikációit a megfelelő gyártási módszernek.
A forró-merítéses cinkelési eljárás ismertetése
A forró-merítéses cinkelés a cinkelt lemezgyártók körében a legelterjedtebb módszer – és ennek jó oka van. A Xometry anyagútmutatója szerint ez az eljárás során az acélt körülbelül 450 °C-os olvadt cinkfürdőbe merítik. A hűlés során a cink metallurgiai kötést alakít ki az acélban lévő vasatomokkal, így egy tartós, többrétegű bevonat keletkezik.
A melegmerítéses cinkbevonatú acél egyediségét az a kémiai reakció adja, amely a merítés során zajlik. A cink nem csupán a felületre tapad, hanem ötvözet-gradienset képez az alapfémmel. Az eredmény? Egy olyan bevonat, amely szó szerint része az acél összetételének, nem csupán a felszínén helyezkedik el.
Ezeket kell tudni az HDG acélról:
- Bevonat vastagsága: Általában 50–100 µm vastagságú – jelentősen vastagabb, mint az elektrolitikusan cinkbevonatos alternatívák
- Megjelenés: Jellegzetes ezüstszínű, csillogó felület, amely azonnal felismerhető
- Tartósság: Évtizedekig is megőrizheti az újhoz hasonló állapotát, még extrém éghajlati körülmények között is
- Öngyógyító képesség: A kisebb karcolások esetén a környező cink továbbra is védelmet nyújt a katódos védelem révén
A melegmerítéses cinkbevonat költsége általában versenyképes nagy infrastrukturális projekteknél, mivel a gyártás után az anyagokhoz nem szükséges további bevonat vagy festés. Mivel A South Atlantic LLC megjegyzi , ez kiküszöböli a más módszerekhez szükséges másodlagos kezeléseket igénylő plusz időt és költséget.
A gyártók ezt a módszert részesítik előnyösebbnek a kültéri alkalmazásokra, szerkezeti elemekre és minden olyan területre szánt, horganyzott hengerelt acél esetében, ahol a maximális korrózióállóság áll az elsődleges szempontban.
Elektrogalvanizálás vs. galvanneal-eljárás
Bár a forró-merüléses horganyzás uralkodó eljárás a nehézipari alkalmazásokban, két alternatív módszer szolgálja a beszerzési szakemberek által gyakran találkozott speciális igényeket.
Elektrohorganyzás az elektrogalvanizálás elektrokémiai lerakódást használ, nem olvadt cinkbe merítést. Az acélt cinksó-oldatba merítik, miközben egy elektromos áram hatására a cinkionok kötődnek a felülethez. Az eredmény egy rendkívül vékony, egyenletes horganyzott réteggel ellátott elektrogalvanizált acél – általában csupán 5–15 µm vastagságú.
Miért választanak ilyen vékony réteget? Pontosság. Az elektrogalvanizálás sima, egyenletes felületeket hoz létre, amelyek ideálisak olyan alkalmazásokhoz, ahol a szoros tűréshatárok döntő fontosságúak. Ezt a horganyzott acélhenger-típust gyakran használják a következőkben:
- Akusztikai mennyezeti panelek
- Ajtókeretek és ablakkeretek
- Villamos kapcsolótáblák és szekrények
- Másodlagos festést igénylő alkatrészek
Az ár? A vékony bevonat kevesebb áldozati védelmet és rövidebb élettartamot jelent korróziónak kitett környezetekben. A legtöbb elektrogalvanizált anyag további bevonatot vagy festést igényel a megfelelő hosszú távú védelem érdekében.
Galvanneal-eljárás ötvözi a két eljárás legjobb tulajdonságait: először forró-mártásos galvanizálással kezdődik, majd az újonnan bevonatos acéllemezt azonnal átvezetik egy kb. 565 °C-os leheletkemencén. Ez a hőkezelés során az alapacélból származó vas diffundál a cinkbevonatba, így cink-vas ötvözet felületű galvannealt acéllemezt kapunk.
A Unionfab összehasonlító útmutatója szerint ez az ötvözetátalakulás több előnnyel jár:
- Kiváló festékragasztódás felületelőkészítés nélkül
- Kiemelkedő hegeszthetőség és csökkent mérgező gázok képződése
- Keményebb, kopásállóbb felület
- Egyenletes, matt szürke felület, amely ideális esztétikai alkalmazásokhoz
Az autóipar nagymértékben támaszkodik a galvanizált acélra a karosszériapanelek gyártásához, mivel tisztán hegeszthető, és zavarmentesen fogadja a festéket – ezek ugyanis kritikus követelmények a tömeggyártáshoz.
| Kritériumok | Meleg horganyzás | Elektrohorganyzás | Galvanneal-eljárás |
|---|---|---|---|
| A bevonat vastagsága | 50–100 µm | 5–15 µm | 5–15 µm |
| Korrózióállóság | Kiváló (kültéri környezetekben) | Közepes (másodlagos bevonat szükséges) | Jó festés esetén |
| Vashozamosság | Elég gyenge (a cink leéghet) | Igazságos. | Kiváló |
| Festhetőség | Korlátozott (felület-előkészítés szükséges) | Jó alapozás után | Nagyon jó (előkészítés nélkül is) |
| Felületi megjelenés | Csillogó, csillogó ezüst | Sima, egyenletes | Élettelen, matt szürke |
| Tipikus alkalmazások | Kültéri szerkezetek, védőkorlátok, fűtési-, szellőztetési- és légkondicionáló rendszerek | Elektromos burkolatok, mennyezeti panelek | Autóipari panelek, háztartási készülékek |
| Relatív költség | Mérsékelt | Alsó | Egy kicsit magasabb |
A horganyzott lemezgyártók értékelésekor az, hogy milyen eljárásokat kínálnak – és melyiket ajánlják az Ön alkalmazásához – sokat elárul szakmai szaktudásukról. Egy tapasztalt szállító nem csupán teljesíti a megrendelést, hanem útmutatást nyújt a horganyzás olyan módszerének kiválasztásához, amely az Ön konkrét igényeihez legjobban illeszkedik és optimális teljesítményt biztosít.
Miután tisztázódott a horganyzás módszere, a következő kulcsfontosságú specifikáció, amelyet meg kell érteni, a bevonat vastagsága – az az egységes rendszer, amelyet a gyártók a kapott cinkvédelem pontos mennyiségének meghatározására használnak.
Cinkbevonat-vastagságok és védőszintek
Látta a megnevezéseket a műszaki leírásokon — G30, G60, G90 —, de mit is jelentenek valójában ezek a számok? A cinkbevonat súlyának megnevezéseinek megértése elengedhetetlen ahhoz, hogy az anyagműszaki specifikációkat összeegyeztessük az alkalmazás korrózióállósági követelményeivel. Ennek ellenére ez továbbra is a leggyakrabban félreértett tényező a horganyzott acél beszerzésében.
Itt megtudhatja, mit is jelentenek valójában ezek a számok — és hogyan használhatja őket okosabb beszerzési döntések meghozatalához.
A cinkbevonat súlyának megnevezései – értelmezve
A „G” megnevezési rendszer, amelyet az ASTM A653/A653M szabvány határoz meg, pontosan azt mutatja meg, mennyi cinkbevonat védje az acélját. A GalvInfo Center műszaki dokumentációja szerint a „G” után álló szám a cink minimális súlyát jelöli uncia négyzetlábanként, amelyet a lemez mindkét oldalán végzett hárompontos mintavételi (TST) átlag alapján határoznak meg.
Vegyük példaként a G90-es horganyzott acélt. A „90” jelölés a minimális bevonatmennyiséget jelöli, amely összesen 0,90 oz/ft², azaz egyenletes felvitel esetén körülbelül 0,45 oz/ft² minden felületen. Ez a G90-es cinkbevonat körülbelül 21 mikron cinkvastagságnak felel meg oldalanként, így megbízható védelmet nyújt kültéri és igényes alkalmazásokhoz.
De itt van az, amit sok vevő elmulaszt: a bevonatmennyiség közvetlenül összefügg a védelem élettartamával. Ahogy a GalvInfo Center bevonatválasztási útmutatója is megerősíti, a kapcsolat körülbelül lineáris – azaz bármely adott környezetben a bevonatmennyiség megkétszerezése körülbelül kétszeresre növeli a szolgáltatási élettartamot.
| Bevonatjelölés | Cinkmennyiség (oz/ft²) | Kb. vastagság oldalanként | Ajánlott alkalmazások |
|---|---|---|---|
| G30 | 0,30 összesen | ~2,5 µm | Beltéri vázszerkezetek, háztartási gépek alkatrészei, száraz környezetek |
| G60-es horganyzott | 0,60 összesen | ~5 µm | HMV-rendszerek, könnyű kültéri felhasználásra, fedett szerkezetekhez |
| G90 horganyzott | 0,90 összesen | kb. 7,5 µm | Tetőfedés, homlokzati burkolat, mezőgazdasági gépek, általános kültéri felhasználás |
| G115 | 1,15 összesen | kb. 10 µm | Hosszabb ideig tartó kültéri expozíció, mérsékelt ipari környezet |
| G140 | 1,40 összesen | kb. 12 µm | Kemény időjárási körülmények, ipari létesítmények |
| G235 | 2,35 összesen | kb. 20 µm | Védőkorlátok, oszlopos építmények, tengeri/parti szerkezetek, maximális védelem |
A bevonat vastagságának igazítása a felhasználási követelményekhez
A megfelelő horganyzott lemezvastagság kiválasztása nem csupán a legvastagabb bevonat kiválasztását jelenti. Bár a vastagabb bevonatok kiválóbb védelmet nyújtanak, egyben növelik az anyagköltségeket, és lehet, hogy csökkentik az alakíthatóságot összetett mélyhúzási műveletek esetén a kulcs a g90 bevonat – vagy bármely más, általad választott megnevezés – megfelelő összeillésében rejlik a tényleges üzemeltetési körülményekkel.
Vegye figyelembe az alábbi tényezőket a megfelelő bevonatsúly meghatározásakor:
- Kitérítési környezet: A partvidéki és tengeri alkalmazások agresszív sópermetnek vannak kitéve, ami gyorsítja a cink fogyasztását. Az ipari területek, ahol kéndioxid- vagy klórexpozíció észlelhető, hasonlóképpen súlyosabb bevonatot igényelnek. Száraz beltéri környezetekben akár G30 vagy G60 védelem is elegendő lehet.
- Várható élettartam: A GalvInfo korróziós modellezése szerint átlagos elővárosi körülmények között a g90 acél kb. 20 évig tart ki, mielőtt 5%-os vörös rozsdajelenség mutatkozna. 30 év feletti élettartamra van szüksége? Fontolja meg a G140 vagy nehezebb bevonat alkalmazását.
- Másodlagos bevonatok: Ha a kész terméket festeni vagy porfestéssel bevonni tervezi, akkor nem feltétlenül szükséges maximális cinkfedettség. A festék további gátvédelmet nyújt, így esetleg könnyebb g90 bevonatot is megadhat, és ezzel csökkentheti a költségeket.
- Formázási követelmények: A vastagabb bevonatok repedhetnek a kemény alakítási műveletek során. Mélyhúzás vagy összetett kivágás esetén gyakran jobban teljesítenek a könnyebb bevonatok, miközben továbbra is megfelelő védelmet nyújtanak.
- Költségvetési szempontok: A cink egy árban ingadozó alapanyag. A vastagabb bevonatok több cinket jelentenek négyzetlábra számítva – ez néha jelentősen befolyásolja az anyagköltségeket nagy tételű rendeléseknél.
Mint A Hascall Steel megjegyzi , hogy a leggyakoribb specifikáció általános kültéri alkalmazásokhoz továbbra is a G90-es cinkbevonatos acél, amely a legtöbb ipari felhasználás számára optimális egyensúlyt nyújt a védelem, a költség és a feldolgozási tulajdonságok között.
A bevonatsúly-jelölések megértése lehetővé teszi, hogy tájékozott beszélgetéseket folytasson a cinkbevonatos lemezgyártókkal. Ne fogadja csak elfogadással ajánlataikat, hanem pontosan határozza meg, mire van szüksége alkalmazásának – és ellenőrizze, hogy termékeik megfelelnek-e ezeknek a specifikációknak a megfelelő ASTM vizsgálati protokollok szerint.
Amikor szabványokról van szó, nézzük meg részletesen az ASTM-specifikációkat, amelyek szabályozzák a gyártók által előállított és tanúsított cinkbevonatos termékek gyártását – kezdve a kritikus A653 szabvánnyal, amely meghatározza az acélminőségeket és a minőségi követelményeket.

ASTM-szabványok és acélminőségi specifikációk
Kiválasztotta a cinkbevonat alkalmazásának módját, és meghatározta a megfelelő bevonati súlyt – de létezik egy további, alapvető réteg a cinkbevonatos acél specifikációiban, amely elválasztja a tájékozott vásárlókat azoktól, akik vakon rendelnek. Az ASTM-szabványok, amelyek a cinkbevonatos lemezgyártást szabályozzák, nem csupán a bevonati követelményeket határozzák meg, hanem az alapvető acéljellemzőket is, amelyek döntően befolyásolják, hogy anyagának teljesítménye megfelel-e az elvárásoknak.
Amikor a cinkbevonatos lemezgyártóktól érkező ajánlatokat vizsgálja, olyan megnevezésekre bukkan, mint például CS-B, DS vagy SS Grade 33. Mit jelentenek ezek valójában az Ön alkalmazására? Nézzük meg részletesen azokat a szabványokat, amelyek a legnagyobb jelentőséggel bírnak.
Az ASTM A653 szabvány követelményeinek magyarázata
Az ASTM A653 a forró–merítéses cinkbevonatos acéllemezek és tekercsek észak-amerikai alapvető szabványa. Mivel A Vitina Roof műszaki útmutatója magyarázza el, ezt a szabványt az Amerikai Szabványügyi és Anyagvizsgálati Társaság (ASTM) dolgozta fel, és minden olyan tényezőt meghatároz, mint a bevonat súlykövetelményei, a mechanikai tulajdonságok és a felületminőség.
De itt van az, amit sok beszerző szakember elmulaszt: az ASTM A653 nem csupán a cinkbevonatra vonatkozik. Ugyanakkor a nyersacél jellemzőit is meghatározza egy minőségi osztályozási rendszer segítségével. A kapcsolódó szabvány, az ASTM A924 általános követelményeket tartalmaz, ideértve a megrendelési információkat, a vizsgálati módszereket és a minőségellenőrzési kritériumokat, amelyek minden cinkbevonatos lemeztermékre vonatkoznak.
Ezek a szabványok együtt biztosítják, hogy amikor egy adott minőségű A653 acélt rendel, az előrejelezhető és egységes tulajdonságokkal rendelkező anyagot kap – függetlenül attól, hogy melyik gyártó állítja elő. Éppen ez a szabványosítás teszi lehetővé a specifikáció alapú beszerzést a globális ellátási láncban.
Az ASTM A653 szabvány által lefedett kulcsfontosságú elemek:
- Bevonatvastagság-jelölések: A korábban tárgyalt G-sorozatú szabványok (G30-tól G235-ig)
- Acélminőségi besorolások: A formázhatóságot, szilárdságot és a tervezett felhasználást jelző megnevezések
- Mechanikai tulajdonságok előírásai: Folyáshatár, szakítószilárdság és nyúlás minimális értékei
- Felületminőségi követelmények: Megjelenésre vonatkozó előírások és elfogadható hibaszintek
- Vizsgálati módszerek: A bevonatvastagság, tapadás és mechanikai tulajdonságok ellenőrzésének eljárásai
Az ASTM A653 előírásainak megértése lehetővé teszi, hogy olyan műszaki leírásokat készítsen, amelyek egyértelműen közlik igényeit – és ellenőrizze, hogy a beérkező anyagok valóban megfelelnek-e ezeknek a követelményeknek.
A acélminőségek megnevezése és jelentésük
Az acélminőség-megnevezés az a pont, ahol az ASTM A653 szabvány valóban hasznos lesz mérnökök és vásárlók számára. Ezek a minőségek pontosan megmondják, mire képes az alapacél – hogyan alakítható, mekkora a szilárdsága, és milyen alkalmazásokhoz alkalmas.
Az alábbiakban a leggyakoribb horganyzott acéllemezek minőségeit soroljuk fel:
- CS-A és CS-B (kereskedelmi acél): A horganyzott kereskedelmi acéllemezek piacának „munkalovai”. A CS-minőségek általános célú anyagok, amelyek alkalmasak hajtásra, mérsékelt alakításra és hegesztésre. A CS-B szigorúbb kémiai összetétel-ellenőrzést tartalmaz, mint a CS-A, így enyhén jobb alakíthatóságot biztosít. Tipikus alkalmazási területek: tetőborítás, homlokzati burkolat, tárolótartályok és légtechnikai berendezések alkatrészei, ahol nem szükséges bonyolult alakítás.
- FS (alakítható acél): Amikor az alkalmazása szélesebb körű alakítást igényel, mint amit a kereskedelmi acél képes kezelni – például hengerlés vagy mérsékelt húzás –, az FS minőségű acél megfelelő megoldást nyújt. A húzóacélokhoz képest magasabb széntartalma további szilárdságot biztosít, miközben megőrzi a megfelelő alakíthatóságot a formázott alkatrészek számára.
- DS (Húzóacél): Azokra az alkalmazásokra tervezték, amelyek jelentős plastikus deformációt igényelnek. A DS minőségű, cinkbevonatos alacsonyszén-tartalmú acéllemez szabályozott szén- és mangán-tartalommal rendelkezik, amely javítja a nyúlékonyságot. Ezt a minőséget gyakran használják autóipari alkatrészekben, háztartási készülékek burkolataiban, valamint bármely olyan termékben, amely mély alakzatokat igényel repedés nélkül.
- DDS (Mélyhúzóacél): A formálhatóságot tovább fokozva a DDS minőségű acél nagyon alacsony széntartalommal és szigorúan szabályozott szennyezőanyag-tartalommal rendelkezik. Ez kiváló nyúlási tulajdonságokat eredményez – általában minimum 42% –, lehetővé téve, hogy az acél összetett, háromdimenziós alakzatokba nyúljon. A DDS anyagot gyakran használják konyhai mosogatókban, autóipari padlólemezekben és olajszűrő-házakban.
- EDDS (különösen mélyhúzásra alkalmas acél): A legformázhatóbb horganyzott acél, amelyet akkor alkalmaznak, ha a DDS nem elegendő. Az intersticiális-mentes kémiai összetétel (rendkívül alacsony szén- és nitrogéntartalom) kiváló húzhatóságot biztosít a legigényesebb mélyhúzási műveletekhez. Tipikus alkalmazásai az autókarosszériák és az összetett háztartási készülékek alkatrészei.
- SS (szerkezeti acél): A formázhatósági osztályoktól eltérően az SS jelölések a szilárdságot helyezik előtérbe a formázhatósággal szemben. Az SS 33-as minőség legalább 33 ksi folyáshatárt garantál; az SS 50-es minőség legalább 50 ksi-t. Ezeket a horganyzott acéllemezeket terhelés alatt álló szerkezeti alkalmazásokhoz – épületvázakhoz, távvezeték-tornyokhoz, hidak alkatrészeihez – írják elő, ahol a szerkezeti integritás fontosabb, mint a formázhatóság.
| Minőségmegjelölés | Formázhatósági szint | Tipikus folyáshatár | Fontos jellemzői | Közös alkalmazások |
|---|---|---|---|---|
| CS-A/CS-B | Alacsony közepesig | Nem megadott | Általános célú, hegeszthető | Tetőfedés, homlokzati burkolat, légcsatornák, tartályok |
| FS | Mérsékelt | Nem megadott | Javított formázhatóság a CS minőségekhez képest | Hengerelt szelvények, mérsékelt mélyhúzások |
| Ds | Jó | Nem megadott | Alacsony szén-tartalom, szabályozott kémiai összetétel | Háztartási készülékek burkolatai, autóalkatrészek |
| DDS | Nagyon jó. | Nem megadott | Nagyon alacsony szén-tartalom, legalább 42 % nyúlás | Mélyhúzott alkatrészek, konyhai mosdók |
| EDDS | Kiváló | Nem megadott | Intersticiális elemek mentes, maximális nyújthatóság | Összetett mélyhúzott alkatrészek, karosszériapanelek |
| SS 33-as minőség | Korlátozott | legalább 33 ksi | Szerkezeti szilárdság, meghatározott tulajdonságok | Keretek, gerendák, könnyű szerkezetek |
| SS minőség 50 | Korlátozott | 50 ksi minimális | Nagy szilárdságú szerkezeti acél | Nehézszerkezetes alkalmazások, hidak, tornyok |
A különbség fontosabb, mint azt elsőre gondolnánk. Rendeljen horganyzott kereskedelmi acéllemezt, ha DDS minőségű alakíthatóságra van szüksége – ebben az esetben alkatrészei repedéseket fognak mutatni a mélyhúzás során. Ha azonban a szokásos kereskedelmi acél is elegendő lenne, de EDDS minőséget ad meg, akkor felesleges prémiumot fizet olyan tulajdonságért, amelyre nincs szüksége.
Tapasztalt horganyzott lemezgyártók részletes kérdéseket tesznek fel alakítási folyamatairól, mielőtt ajánlást tesznek egy adott minőségre. Ha egy beszállító egyszerűen csak „horganyzott acél”-t kínál anélkül, hogy megbeszélné a minőségi előírásokat, az vörös zászló, amely korlátozott műszaki szakértelemre utal.
Miután tisztázta az ASTM-szabványokat és az acélminőségeket, most már képes pontos specifikációkat írni. A specifikációk azonban önmagukban nem teljes képet adnak – meg kell értenie a termékformákat és a méretelési konvenciókat is, amelyeket a gyártók a horganyzott anyagok üzemébe történő szállítására használnak.
Termékformák és szabványos műszaki leírások
Már meghatározta a horganyzás módszerét, a bevonat vastagságát és az acélminőséget – de most egy meglepően bonyolult kérdés merül fel: milyen formában érkezzen a nyersanyag? A horganyzott lemezek gyártói többféle termékformát kínálnak, amelyek mindegyike különböző előnyökkel bír a gyártási berendezéseitől és a rendelt mennyiségtől függően.
A lemezacél méreteinek, vastagsági osztályozásának („gauge”) és a tekercs- vagy lapformában történő beszerzés döntésének megértése döntő fontosságú lehet a gördülékeny gyártási folyamat és a költséges anyagpazarlás közötti különbség megteremtéséhez. Nézzük át, mit kell tudnia róla.
Szabványos lemezméretek és vastagsági osztályozás („gauge”)
Ez az egyik olyan tényező, amely akár tapasztalt vásárlókat is megzavarhat: a vastagsági osztályozási számok („gauge”) nem univerzális mértékek. A Makerverse átfogó vastagsági útmutatója szerint egy 16-es vastagsági osztályú acéllemez nem egyenlő egy 16-os vastagsági osztályú alumíniumlemezzel – sőt, a horganyzott acélnak teljesen saját skálája van.
A méretrendszer eredetileg a 19. századi gyártási rövidítésként jelent meg. Minél kisebb a méret száma, annál vastagabb az anyag. Azonban itt van a csapda: ez az összefüggés nem lineáris, és fémfajtánként változik. Mindig ellenőrizze az aktuális vastagságot milliméterben vagy hüvelykben, ne csak a méret számokra támaszkodjon.
A horganyzott lemezek és síklemez-termékek esetében a legtöbb szállító a Birmingham Wire Gauge (BWG) rendszert követi. Egy 20-as méretű acéllemez – amely az egyik leggyakrabban megadott vastagság – körülbelül 0,91 mm, azaz 0,0359 hüvelyk vastagságú. Ez a 20-as méretű acéllemez-specifikáció népszerű az HVAC légcsatorna-rendszerekhez, könnyű burkolatokhoz és általános gyártási feladatokhoz, ahol közepes merevség és jó kezelhetőség jár együtt.
| Vastagsági szám | Vastagság (hüvelyk) | Vastagság (mm) | Közös alkalmazások |
|---|---|---|---|
| 26 GA | 0.0179 | 0.45 | Könnyű légcsatorna-rendszerek, hangelnyelő panelek, díszítő peremek |
| 24 GA | 0.0239 | 0.61 | HVAC-rendszerek, készülékburkolatok, elektromos burkolatok |
| 22 GA | 0.0299 | 0.76 | Tetőfedés, homlokzati burkolat, közepes terhelésű gyártási feladatok |
| 20 szintű lapisztálom | 0.0359 | 0.91 | Általános gyártási feladatok, konzolok, burkolatok, légcsatornák |
| 18 GA | 0.0478 | 1.21 | Szerkezeti alkatrészek, autóalkatrészek, nehéz burkolatok |
| 16 GA | 0.0598 | 1.52 | Alvázalkatrészek, keretek, ipari berendezések |
| 14 GA | 0.0747 | 1.90 | Nehéz szerkezeti elemek, mezőgazdasági gépek, pótkocsik |
| 12 GA | 0.1046 | 2.66 | Nagyteherbírású szerkezeti elemek, gépvédők |
| 10 GA | 0.1345 | 3.42 | Lemezalkalmazások, nagy igénybevétel alá kerülő alkatrészek |
Az All Metals Fabrication megjegyzi, hogy a lemezfémből a „lemez” kategóriába tartozó anyagokba az átmenet akkor történik, amikor a vastagság meghaladja a 7-es kalibrát (kb. 0,188 hüvelyk). Ezen a ponton a méretek megadása a kalibrációs számokról decimális értékekre vált – például 0,250 hüvelykes vagy 0,500 hüvelykes lemezt rendelnek, nem pedig kalibrációs számot adnak meg.
A szokásos horganyzott lemez méretek általában két gyakori szélességben érhetők el: négy láb (48 hüvelyk) és öt láb (60 hüvelyk). A hosszúsági lehetőségek közé tartoznak például a 8 láb, a 10 láb és a 12 láb hosszúságú lemezek, amelyek közül a 4 láb × 10 láb méretű lemez a leggyakrabban raktáron lévő méret a forgalmazóknál.
Miért fontos ez? A részek elrendezésének optimalizálása a szokásos lemezméretekhez igazítva minimalizálja a hulladékot. Ha egy 6 láb hosszú alapanyagot vágunk ki egy 10 láb hosszú lemezből, akkor egy 4 láb hosszú maradék keletkezik – ami potenciálisan pazarlás, ha ezt a darabot máshol nem tudjuk felhasználni.
Tekercs vagy lemez formátum kiválasztásának útmutatója
A sík lemezek mellett a horganyzott lemezgyártók anyagot tekercs formájában is kínálnak – szorosan feltekert tekercsek, amelyek feldolgozás közben bontódnak fel. A MD Metals specifikációs útmutatója szerint a horganyzott lemeztekercsek és az elővágott lemezek közötti választás során több gyártási tényezőt is figyelembe kell venni.
A horganyzott lemeztekercsek ugyanabból a gyártási folyamatból származnak, mint a lemezek – valójában a lemezek tekercsként kezdődnek. A feldolgozó üzemek óriási kiegyenlítő gépeket használnak a anyag kibontására, kisimítására és raktározható hosszúságú darabokra vágására. Amikor közvetlenül tekercseket rendel, lényegében az anyagot kapja meg ezen másodlagos feldolgozási lépés előtt.
Vegye figyelembe az alábbi tényezőket a formátumok közötti választáskor:
- Felszereltség képességei: A tekercsek feldolgozása tekercslebontókat, egyenesítőket és táplálórendszereket igényel. Ha üzemében nincsenek ilyen berendezések, az elővágott lemezek elkerülik a tőkeberuházás szükségességét. Ugyanakkor a tekercses vonalakkal rendelkező üzemek folyamatos táplálásból származó előnyöket élveznek, amelyek maximalizálják a gépek üzemidejét.
- Hulladékcsökkentés: A tekercsek lehetővé teszik egyedi vágási hosszak beállítását az Ön konkrét alkatrész-méreteihez. Ehelyett, hogy a szokásos 10 láb (kb. 3 méter) hosszúságú lemezekkel kellene dolgoznia, pontosan meghatározott nyersdarabokat programozhat, amelyek minimalizálják a hulladékot. Nagy mennyiségű gyártás esetén ez az optimalizálás gyakran indokolja a tekercsfeldolgozó berendezések beszerzésének költségét.
- Minimális rendelési mennyiségek: A tekercsrendelések általában nagyobb kötelezettségvállalást igényelnek – gyakran minimum 10 000 font (kb. 4536 kg) felett – a lemezvásárláshoz képest, ahol akár néhány darabot is megrendelhet. A kisebb mennyiséget feldolgozó üzemek számára a lemezek gyakorlatiasabbak lehetnek, annak ellenére, hogy a kilogrammonkénti költségük enyhén magasabb.
- Tárolási igények: A tekercsek lehetővé teszik a nagy sűrűségű tárolást, kevesebb padlóterületet foglalnak el, mint az azonos mennyiségű lemez. Ugyanakkor megfelelő raktározó rendszert és kezelőberendezéseket igényelnek (pl. tekercs-emelő vagy C-kampós targoncát), amelyekre a lemezek nem támasztanak ilyen igényt.
- Szállítási idő: A szokásos lemezformátumokat általában gyorsabban szállítják a forgalmazók készletéből. Az egyedi tekercsek felvágása vagy speciális szélességi igények feldolgozási időt igényelhetnek a megrendelésnél.
Automatizált domborítási vagy hengerlési műveletekhez, amelyek ezrekre számítható alkatrészt gyártanak, a tekercsek majdnem mindig ésszerű választás. A folyamatos anyagellátás csökkenti a nyersdarabok közötti kezelési időt, és lehetővé teszi a részek sűrűbb elhelyezését. Ezzel szemben a különféle, kisebb mennyiségű megrendeléseket gyártó kisüzemek gyakran előnyben részesítik a lemezraktár rugalmasságát – egyszerűen kiveszik, amire szükségük van, anélkül, hogy minden egyes megrendeléshez tekercskezelő berendezést kellene beállítaniuk.
Egyes gyártók ugyanabból a létesítményből mindkét formátumot kínálják, így prototípusokhoz lemezt, majd termelési mennyiségek növekedése esetén tekercset is beszerezhetnek. Ez a rugalmasság érdemes figyelembe venni új szállítók minősítésekor.
Miután tisztázódott a termékformák és a méretelési szokások kérdése, készen áll arra, hogy ezeket a specifikációkat konkrét ipari alkalmazásokhoz igazítsa – ahol az autóipar, az építőipar és a mezőgazdaság valós világbeli követelményei határozzák meg, hogy melyik vastagság (szám), bevonat és formátum kombináció biztosítja az optimális teljesítményt.
Ipari alkalmazások és anyagkövetelmények
A saját méretet, bevonatvastagságot és acélminőséget ismerni alapvető fontosságú – de hogyan tükröződnek ezek a specifikációk a gyakorlati teljesítményben? A különböző iparágak eltérő anyagtulajdonságokat igényelnek, és a horganyzott lemezgyártók ennek megfelelően szabják termékeiket. Ami tökéletesen működik a légtechnikai csatornarendszerekhez, az katasztrofálisan meghibásodhat mezőgazdasági gépekben. Ami kiválóan alkalmazható autókarosszériákhoz, az túlzott lehet beltéri szerkezeti vázakhoz.
Vizsgáljuk meg a három fő szektorban az anyagválasztást meghatározó konkrét követelményeket – valamint azokat a specifikációkat, amelyek elválasztják az elegendő teljesítményt az optimális eredménytől.
Az autóipari specifikációk és követelmények
Az autóipar egyike a legigényesebb alkalmazási területeknek a horganyzott acéllemezek számára. A járművek alvázalkatrészeitől kezdve a karosszériaelemekig olyan anyagokra van szükség, amelyek ellenállnak az útsóknak, a nedvességnek és évtizedekig tartó üzemeltetésnek – miközben szigorú alakíthatósági és hegeszthetőségi szabványoknak is megfelelnek.
A BJCX Steel specifikációs útmutatója szerint az autógyártók gyakran SGLC minőségű horganyzott acélt írnak elő, mivel kiváló korrózióállósággal és alakíthatósággal rendelkezik. Ez a minőség megtartja védő bevonatát még a nehéz körülmények között is, miközben lehetővé teszi a modern járműtervek által megkövetelt összetett alakítási műveleteket.
Az autóipari alkalmazások általában a következőket igénylik:
- Alváz- és felfüggesztési alkatrészek: Horganyzott szerkezeti acél SS minőségi osztályban (33 ksi vagy 50 ksi folyáshatár) teherhordó alkatrészekhez. A G90 vagy nehezebb bevonatok védelmet nyújtanak az úti permetnek és a sónak. A hegeszthetőség itt döntő fontosságú – a galvanizált-acél bevonatú anyagok gyakran jobban teljesítenek a forró-merítéses alternatíváknál, mivel kevesebb mérgező gázt fejlesztenek és tisztább hegesztési varratokat eredményeznek.
- Külső karosszérialemezek és záróelemek: Az EDDS vagy DDS minőségi osztályok uralkodnak, mivel a bonyolult kontúrokhoz szükséges extrém alakíthatóságot biztosítják. A galvanizált-acél bevonatú anyagokat részesítik előnyben, mert az autóipari festékrendszerekkel kompatibilisek kiterjedt felület-előkészítés nélkül – ez egy kritikus költségtényező a tömeggyártásban.
- Szerkezeti megerősítések: A DS vagy FS minőségű lágyacéllemezek a formázhatóság és szilárdság közötti egyensúlyt kínálják. Ezeket az alkatrészeket nem igénylik a karosszéria-panelek extrém húzhatósága, de megbízható korrózióvédelemre továbbra is szükségük van.
- Kitért alvázalkatrészek: A maximális korrózióállóság áll elsődleges szempontban. A G140 vagy G235 bevonatok kombinálva a forró-merítéses cinkbevonással védik az üzemanyagtartályokat, az alvázlemezeket és a kerékfogadókat a járművek alatt uralkodó agresszív só- és nedvességkörnyezettől.
Az autóipar hegeszthetőségre helyezett hangsúlya magyarázza, miért dominál a galvanizált acél a karosszéria-panelek alkalmazásában. Amikor a gyártók a gyártósoron járműnként több száz illesztési pontot hegesztenek, a hegesztési minőség konzisztenciája nem választható – elengedhetetlen a szerkezeti integritás és az ütközésbiztonság érdekében.
Építőipari és mezőgazdasági alkalmazások
Az építőipari és mezőgazdasági szektorok közös kihívással néznek szembe: a termékeknek hosszú ideig ki kell bírniuk a kemény kültéri környezetet minimális karbantartással. Ugyanakkor az alkalmazási igényektől függően specifikus követelményeik jelentősen eltérnek.
Építészeti alkalmazásokban
A légtechnikai csatornarendszerektől kezdve a szerkezeti vázakig az építőiparban használt termékek a teljes horganyzott acéllemez- és -táblalemez-termékválasztékot lefedik. A kulcs a korroziónállóság és a kitételeknek megfelelő környezeti feltételek, valamint a formázhatóság és a gyártási módszerek összehangolása.
- Légkondicionáló rendszerek csatornái: A 20–24-es kaliberű lapos hengerelt acéllemez G60-es horganyzóréteggel megfelel a legtöbb belső alkalmazásnak. A mérsékelt horganyzóréteg-vastagság elegendő védelmet nyújt az éghajlatvezérelt környezetekben, miközben a nyersanyag-költségek is ésszerűek maradnak. A kereskedelmi acélminőségek (CS-A vagy CS-B) elegendő formázhatóságot biztosítanak a tipikus légtechnikai csatornák gyártásához.
- Fém tetőfedés és homlokzati burkolat: A külső környezeti hatások súlyosabb bevonatokat igényelnek – legtöbb éghajlati viszony mellett minimum G90, tengerparti vagy ipari környezetben pedig G140 vagy G235. A BJCX Steel megjegyzi, hogy a Z275 (275 g/m² bevonati sűrűség) gyakran előírt olyan alkalmazásokhoz, amelyek hosszabb szolgálati életet igényelnek nehéz körülmények között.
- Szerkezeti vázszerkezet: A horganyzott lemezacél az SS minőségi osztályokban biztosítja a teherhordó alkalmazásokhoz szükséges szilárdságot. A könnyű acélvázszerkezetes (LGSF) rendszerek általában 18-es kaliberű vagy vastagabb anyagot használnak belső alkalmazásokhoz G60, külső alkalmazásokhoz pedig G90 bevonattal.
- Építészeti díszítőelemek és vízszigetelő lemezek: A megjelenés ugyanolyan fontos, mint a teljesítmény. Az elektrohorganyzott vagy galvanizált-ötvözött folyamatokból származó sima, egyenletes bevonatok gyakran jobban megfelelnek a látható felületeken történő alkalmazásnak, mint a forrómerüléses eljárással készült anyagok csillogó felülete.
Mezőgazdasági gépek alkalmazásai
A mezőgazdasági berendezések szembesülnek az iparágak közül talán a legnagyobb korróziós kihívásokkal. Ahogyan a National Material Company magyarázza, a modern gazdák gyakorlatilag minden működési területükön horganyzott acélt használnak – és az anyag alacsony karbantartási igénye és rozsdamentessége közvetlenül befolyásolja a működési hatékonyságot.
Vegyük figyelembe a kitérítési körülményeket: a berendezések folyamatosan érintkeznek műtrágyákkal, növényvédő szerekkel, állati hulladékkal és nedvességgel. A tároló létesítmények szezonálisan váltakoznak páratartalmuk szerint – a páratartalom magas és alacsony szintje között. A kerítések évekig bírják az időjárás hatásait karbantartás nélkül.
- Gabonatárolás és -kezelés: A tárolóedények, csavaros szállítók és szállítószalag-házak súlyos horganyzott bevonatot (G115 vagy nehezebb) igényelnek a gabona mechanikai és korróziós hatásainak ellenálláshoz. A mérsékelten ötvözött acéllemezek (CS minőség) elegendő alakíthatóságot biztosítanak ezekhez a komponensekhez.
- Állattartó berendezések: A kapuk, tápfunkcióval rendelkező berendezések és a burkolólemezek állatok érintkezésének és hulladékuknak való kitettségének vannak kitéve. A G90-es minimális bevonatsúly szabványos, sok specifikáció azonban a G140-es bevonatot írja elő a szolgáltatási élettartam 20 évnél hosszabb időtartamra történő kiterjesztése érdekében.
- Öntözőberendezések: A folyamatos vízhatás – amely gyakran oldott ásványi anyagokat és kezelőszereket is tartalmaz – maximális korrózióállóságot követel meg. Az AZ bevonatok (alumínium-cink ötvözet) néha jobb teljesítményt nyújtanak tisztán cinkbevonatokhoz képest ezen alkalmazásokban.
- Kerítések és szerkezeti alkatrészek: A National Material Company szerint a cinkbevonatos kerítések egyik leggyakoribb mezőgazdasági alkalmazását jelentik. Az anyag telepítésre kész állapotban érkezik, festés nélkül is használható, és hosszú élettartama gazdaságossá teszi, annak ellenére, hogy kezdeti költsége magasabb, mint a kezeletlen alternatíváké.
Mi teszi különösen igényessé a mezőgazdasági alkalmazásokat? A mezőgazdasági gépekkel szembeni követelmények eltérnek az autóipari vagy építőipari környezetektől, ahol a körülmények viszonylag előrejelezhetők: egyik évadban száraz tárolásra, a következőben pedig sáros mezőn való üzemelésre kell felkészülni. Ez a változékonyság azt jelenti, hogy a legrosszabb esetekre kell méretezni, ami általában a bevonat vastagságát a rendelkezésre álló lehetőségek súlyosabb (vastagabb) végéhez közelíti.
A gazdasági egyenlet is eltérő. Míg az autógyártók a festékek és másodlagos bevonatok költségét be tudják építeni a gyártási költségekbe, a mezőgazdasági gépek gyakran kizárólag a horganyzott felületre támaszkodnak a korrózióállóság biztosításához. A megfelelő bevonatvastagság kiválasztása már a kezdeti fázisban meghatározza, hogy a berendezés 15 vagy 30 évig fog tartani.
Miután tisztáztuk az alkalmazási követelményeket ezen főbb szektorokban, a következő kulcskérdés az: hogyan értékeljük azt, hogy melyik cinkbevonatos lemezgyártó képes valóban olyan anyagokat szállítani, amelyek megfelelnek ezeknek a specifikációknak? A minőségi tanúsítások, a gyártási kapacitások és a szolgáltatási szintek jelentősen eltérnek a beszállítók között – és annak ismerete, hogy mire kell figyelni, elválasztja a sikeres beszerzést a költséges hibáktól.
Gyártó minőségének és képességeinek értékelése
Már meghatározta specifikációit – a cinkbevonat típusát, a bevonat vastagságát, az acélminőséget és a termékformát. Most jön az a kérdés, amely dönti el, hogy ezek a specifikációk valóban minőségi alkatrészek időben történő érkezését eredményezik-e: melyik cinkbevonatos lemezgyártó tud megbízhatóan teljesíteni ígérte szerint?
A szállító papíron feltüntetett képességei és a valós világbeli teljesítménye közötti különbség hatalmas lehet. Egyes acéltekercs-gyártók kiválóan teljesítenek nagy mennyiségű alapanyag-termelés esetén, de nehézségekbe ütköznek egyedi igények kielégítésében. Mások kiváló műszaki támogatást nyújtanak, de nem tudnak léptéket növelni a termelési igények kielégítéséhez. Az ilyen tényezők rendszerszerű értékelésének megértése segít partnereket, nem csupán beszállítókat azonosítani.
Fontos minőségi tanúsítványok
A minőségi tanúsítások objektív bizonyítékot szolgáltatnak arról, hogy a gyártó rendszerszerű folyamatokat vezetett be a következetes termelés érdekében. Azonban nem minden tanúsítás egyenlő súlyú – és egyesek sokkal fontosabbak, mint mások, attól függően, hogy mely iparágban működik.
ISO 9001: Az alap
Az ISO 9001 tanúsítás azt jelzi, hogy egy gyártó dokumentált minőségirányítási rendszert hozott létre, amely lefedi az érkező nyersanyagok ellenőrzésétől kezdve a végtermék teszteléséig minden folyamatot. A Newinds gyártóértékelési útmutatója szerint az ISO 9001 tanúsítás ellenőrzése az első lépések közé tartozik bármely horganyzott acélgyártó értékelésekor.
De itt van az, amit sok vevő elmulaszt: az ISO 9001 alapszint, nem pedig különösen megkülönböztető jellemző. Gyakorlatilag minden komoly gyártó rendelkezik ezzel a tanúsítással. Hiánya vörös zászló; megléte csupán annyit jelent, hogy a szállító megfelel a minimális szakmai szabványoknak.
IATF 16949: Az autóipari szabvány
Az autóipari ellátási lánc alkalmazásaihoz az IATF 16949 tanúsítás sokkal fontosabb, mint az ISO 9001 különállóan. Az AIAG IATF 16949 dokumentációja szerint ez a szabvány „minőségirányítási rendszer-követelményeket határoz meg a globális autóiparban működő szervezetek számára”, és kivételes iparági együttműködés mellett jött létre.
Az IATF 16949 szabvány az ISO 9001-re épül, de hozzáadja az autóipari szakmai követelményeket, többek között a következőket:
- Hibák megelőzése: Rendszeres megközelítés a minőségi problémák megelőzésére, nem pedig azok észlelése a gyártás után
- Változatosság csökkentése: Statisztikai folyamatszabályozás, amely minimalizálja az alkatrészek közötti eltéréseket
- Folyamatos fejlesztés: Dokumentált módszerek a folyamatos minőségjavításhoz
- Ellátási láncra vonatkozó követelmények: A minőségre vonatkozó elvárások, amelyek a teljes beszállítói hálózaton keresztül érvényesülnek
Amikor műanyag bevonatos alkatrészeket (pl. galvanizált alkatrészeket) vásárolnak alvázhoz, felfüggesztéshez vagy más szerkezeti autóalkatrészekhez, az IATF 16949 tanúsítás nem választható – általában a gyártók (OEM-ek) szigorú kötelező feltétele. Shaoyi (Ningbo) Metal Technology ilyen gyártók, mint például a [név], ezt a tanúsítást éppen azért tartják fenn, hogy megfeleljenek az autóipar követelményeinek a testreszabott fémhúzó alkatrészek és precíziós összeszerelések minőségével kapcsolatban.
Iparág-specifikus tanúsítványok
Ezen alapvető tanúsításokon túl keressen olyan szakképesítéseket vagy igazolásokat, amelyek konkrét alkalmazási területéhez kapcsolódóan relevánsak:
- ISO 14001: Környezetmenedzsment rendszer tanúsítása – egyre fontosabb a fenntarthatóságra vonatkozó követelményekkel rendelkező vállalatok számára
- Különleges folyamatok tanúsítványai: CQI-9 (hőkezelés), CQI-11 (felületi bevonatok), CQI-12 (festékek) és hasonló AIAG-értékelések a másodlagos folyamatokat végző gyártók számára
- Ügyfél-specifikus jóváhagyások: Számos OEM fenntart jóváhagyott beszállítói listákat, amelyek további minősítést igényelnek a szokásos tanúsításokon túl
Gyártási képességek és szolgáltatási szintek értékelése
A tanúsítások információt nyújtanak a rendszerekről és folyamatokról. A gyártási képességek azt mutatják meg, hogy egy gyártó ténylegesen képes-e teljesíteni az Ön konkrét igényeit. A Newinds értékelési keretrendszere szerint a gyártósorok, gépek és technológiai felhasználás értékelése kulcsfontosságú betekintést nyújt a beszállító megfelelőségébe.
Tervezés Gyártáshoz (DFM) Támogatás
A legjobb horganyzott acél forgalmazók nem csupán megrendeléseket teljesítenek – hanem segítenek optimalizálni a terveket a gyártási hatékonyság érdekében. Ahogy Az OpenBOM DFM-útmutatója magyarázza, a gyártásra való tervezés „lehetővé teszi, hogy egy terméktervet hatékonyan gyártsanak le és könnyen szereljenek össze minimális munkaerő-költséggel.”
A minőségi gyártók a gyártás megkezdése előtt átnézik az Ön terveit, és az alábbi lehetséges problémákat azonosítják:
- Alakíthatósági követelmények a anyagminőség kiválasztása szemben
- Szerszámozási szempontok, amelyek hatással lehetnek az alkatrész minőségére
- Tűréshalmozódás, amely összeszerelési problémákat okozhat
- Költségcsökkentési lehetőségek tervezési módosításokon keresztül
Az OpenBOM szerint a kimerítő gyártási megvalósíthatósági (DFM) támogatás segít minimalizálni a „fejlesztés és prototípusok közötti rést a tömeggyártásig.” Az ezt a képességet nyújtó gyártók nem csupán alapvető gyártási szolgáltatásokat nyújtanak – mérnöki partnereként válnak, akik érdekeltek ügyfélük sikerében.
Például a Shaoyi nevű beszállítók kimerítő DFM-támogatást nyújtanak, amely optimalizálja a terveket a szerszámozási beruházás előtt, így jelentős költségmegtakarítást érhetnek el, miközben javítják az alkatrészek minőségét.
Gyors prototípuskészítési képességek
Milyen gyorsan tud egy gyártó mintaalkatrészeket előállítani az érvényesítéshez? Ez a képesség rendkívül fontos az új termékek fejlesztési ütemtervében. Egyes acélcséves szállítók heteket igényelnek az első minták előállításához; mások gyors prototípusgyártási szolgáltatást kínálnak, amellyel ezt napokra csökkentik.
Figyeljen olyan gyártókra, akik a következőket kínálják:
- Különálló, kizárólag prototípusok gyártására szolgáló kapacitás a gyártósoroktól elkülönítve
- Lágy szerszámok lehetősége az elsődleges érvényesítéshez a kemény szerszámokba történő befektetés előtt
- Gyors mintagyártás – az 5 napos gyors prototípus-gyártás iparági csúcsteljesítményt jelent
- Iteratív módosítási támogatás jelentős előállítási idő-késedelmek nélkül
Tömeggyártási kapacitás és skálázhatóság
Egy olyan gyártó, amely kiváló prototípusokat állít elő, de nem képes a tömeggyártásra, kockázatot jelent a beszerzési lánc számára. Értékelje:
- A teljes gyártási kapacitás összehasonlítása a becsült mennyiségekkel
- Felszerelési redundancia – képesek-e folytatni a gyártást egy gép meghibásodása esetén?
- Munkaerő mélysége és képzési programjai
- Kapacitás kihasználtsága – a 95%-os kihasználtsággal működő szállítók korlátozott rugalmasságot nyújtanak a növekedésére
Az automatizált tömeggyártási képességek arra utalnak, hogy a gyártó folyamatos, nagy mennyiségű kimenet biztosításába fektetett be. A kézi folyamatok prototípusokhoz alkalmazhatók, de gyakran nem képesek megfelelni a gyártási mennyiségek ismételhetőségi követelményeinek.
Szervizválasz és műszaki támogatás
Amikor problémák merülnek fel – és ezek mindenképpen fel fognak merülni – milyen gyorsan reagál acéltekercs-szállítója? A szerviztényezők gyakran választják el a megfelelő szállítókat a kiváló partnerektől:
- Árajánlat készítésének fordulóideje: Mennyi idő telik el az árajánlat-kérés (RFQ) benyújtásától a hivatalos árajánlat elkészítéséig? A világvezető horganyzott acél-szállító partnerek standard igényekre 12 órás árajánlat-készítési időt kínálnak – ez jelentős előny, ha határidőre szorulva több forrást is összehasonlít.
- Műszaki támogatás elérhetősége: Közvetlenül beszélhet-e mérnökökkel, vagy minden kommunikációt értékesítési képviselőkön keresztül kell lebonyolítani? A közvetlen mérnöki hozzáférés gyorsítja a problémamegoldást és a tervezés optimalizálását.
- Kommunikációs reakcióidő: Értékelje, milyen gyorsan válaszolnak a szállítók a rutin kérdésekre. Viselkedésük az értékesítési folyamat során általában előre jelezni tudja, mennyire lesznek reagálók ügyfélként.
- Problémamegoldási előzmények: Kérjen ajánlóleveleket, és konkrétan érdeklődjön a szállító minőségi problémák vagy szállítási kihívások kezelésével kapcsolatban. A tökéletes teljesítménytörténet ritka; fontosabb a problémákra adott professzionális válasz.
Gyártó értékelési ellenőrzőlista
Használja ezt a keretrendszert a lehetséges horganyzott lemezgyártók értékelésekor:
- Tanúsítványok ellenőrizve: ISO 9001 (alapszint), IATF 16949 (autóipari), iparspecifikus tanúsítványok megerősítve és érvényesek
- Minőségirányítási rendszer auditálva: Beérkező anyagok ellenőrzése, folyamat közbeni ellenőrzések, végellenőrzés, kalibrálási naplók, korrekciós intézkedési jegyzőkönyvek átvizsgálva
- Gyártási képességek értékelve: Berendezéslista, kapacitáselemzés, automatizálási szint, munkaerő-képesítések dokumentálva
- DFM-támogatás megerősítve: Mérnöki erőforrások elérhetők, a tervezési felülvizsgálat folyamata meghatározott, optimalizálási példák szolgáltatottak
- A prototípus-készítés sebessége ellenőrizve: A gyors prototípus-készítés időkerete megerősítve, a minták minősége értékelt, a módosítási folyamat megértett
- Skálázhatóság értékelt: A kapacitás tartalék kiszámítva, a berendezések redundanciája megerősítve, a növekedési igények kielégítése megbeszélve
- A beszerzési lánc megbízhatósága ellenőrizve: Az alapanyag-források igazolva, az készletgazdálkodási gyakorlatok átvizsgálva, az időben történő szállítás mutatói beszerzése megtörtént
- A szolgáltatási szintek tesztelve: A közbeszerzési ajánlatok elkészítésének időtartama tapasztalati úton ellenőrizve, a műszaki támogatás reakcióideje értékelt, a kommunikáció minősége felmérve
- Hivatkozások felvették a kapcsolatot: Hasonló méretű ügyfelekkel készült interjúk, problémamegszüntetési példák megbeszélése, az általános elégedettség megerősítése
Ahogyan a Newinds ajánlja, érdemes súlyozott értékelési mátrixot alkalmazni – például Minőség 30 %, Szállítás 25 %, Költség 20 %, Megfelelés 15 %, Szolgáltatás 10 % – annak objektív összehasonlítására, hogy a beszállítók milyen mértékben felelnek meg ezeknek a szempontoknak. Ez a rendszerszerű megközelítés kizárja az érzelmeket a beszerzési döntések során, és dokumentációt biztosít a kiválasztás indoklásához.
Az értékelési folyamat időt igényel, de a befektetett erőfeszítés hozadékkal jár: megbízható ellátás, következetes minőség és olyan partnerségek révén, amelyek idővel egyre erősebbé válnak. Az a gyártó, amely megfelel ezeknek a kritériumoknak, többé nem csupán beszállító – hanem a saját gyártási kapacitásod kiterjesztésévé válik.
Természetesen a horganyzott acél nem mindig a legmegfelelőbb választás. Annak megértése, hogy mikor lehetne alternatív, korrózióálló anyagokat használni az adott alkalmazásra, biztosítja, hogy teljes körűen tájékozott beszerzési döntéseket hozz – és pontosan ezt vizsgáljuk meg a következő lépésben.
Horganyzott acél és alternatív anyagok
A horganyzott acél uralkodó pozíciót foglal el a korrózióálló fémalkalmazásokban – de mindig a legmegfelelőbb választás? Annak megértése, hogy mikor teljesítenek jobban az alternatív anyagok a horganyzott acélnál, segít olyan beszerzési döntések meghozatalában, amelyek optimalizálják a teljesítményt és a költségeket is. Néha érdemes többet fizetni rozsdamentes acélért; más esetekben a galvalume nyújtja a jobb értéket. A kulcs a anyagtulajdonságok és az adott alkalmazási igények összeegyeztetése.
Vizsgáljuk meg, hogyan állítható egymással szembe a horganyzott acél a leggyakoribb alternatív anyagokkal – és mikor érdemes mindegyiket választani.
Horganyzott és galvalume acél teljesítménye
A galvalume acél a hagyományos horganyzott acél legközelebbi versenytársa, mivel nem tiszta cink, hanem egy alumínium-cink ötvözet (kb. 55% alumínium, 43,5% cink és 1,5% szilícium) rétegzést használ. Az Englert Inc. műszaki összehasonlítása szerint a galvalume-t a Bethlehem Steel vállalat a 1960-as években találta fel a hagyományos horganyzás továbbfejlesztéseként.
Mi a gyakorlati különbség? A galvalume acéltekercsben található alumínium összetevő stabil oxidréteget képez, amely sok környezetben hatékonyabban ellenáll a korróziónak, mint a tiszta cink. Ugyanakkor a cinktartalom továbbra is áldozati védelmet nyújt a vágott széleknél és karcolásoknál. Ez a kombináció általában kétszer-tízszer hosszabb élettartamot biztosít a szokásos horganyzott acélnál hasonló körülmények között sópermet- és ciklikus korróziós vizsgálatok során.
Ezt kell tudnia a teljesítménybeli különbségekről:
- Hosszú élettartam: Egy horganyzott acéltekercs élettartama környezettől függően 20–50 év; a galvalume ezt optimális körülmények között 40–70 évre növeli
- Hőellenállás: A galvalume alumíniumtartalma jobban tükrözi a napfényt, ami alacsonyabb felületi hőmérsékletet és csökkent hőterhelést eredményez
- Hőmérsékleti ciklusok: Az alumínium-cink ötvözet jobban ellenáll a mikrorepedések keletkezésének ismételt fűtési és hűtési ciklusok során
- Tengerparti teljesítmény: Magas sótartalmú környezetekben a galvalume általában jobban teljesít, mint a horganyzott acél, bár egyik sem éri el az alumínium teljes korrózióállóságát tengeri körülmények között
Ugyanakkor a horganyzott acéltekercs továbbra is előnyökkel bír bizonyos helyzetekben. A horganyzott acél tiszta cinkbevonata kiváló kezdeti áldozati védelmet nyújt – azaz jobb öngyógyulást biztosít a sérült területeken a szolgálati élet korai szakaszában. Olyan alkalmazásoknál, ahol nagy a karcolási vagy kopási kockázat, ez a tulajdonság lényeges.
Mikor érdemes alternatív anyagokat fontolóra venni
A galvalume-on túl számos más korrózióálló anyag versenyez a horganyzott acéltekercsekkel. Mindegyik különleges előnyöket kínál meghatározott alkalmazásokhoz – és különleges költségvetési következményekkel jár.
Aluzínális acél
Amikor a magas hőmérsékleten való teljesítmény fontosabb, mint az általános korrózióállóság, az aluminizált acél kiváló választás. Az alumínium bevonat akár 1250 °F (675 °C) hőmérsékletig is ellenáll jelentős degradációnak – sokkal többet, mint amit a horganyzott acéltekercsek képesek elviselni. Tipikus alkalmazások:
- Autóipari kipufogórendszerek és hővédők
- Ipari kemencék alkatrészei
- Kemencealkatrészek és fűtőberendezések
- BBQ- és főzőberendezések
A kompromisszum? Az alumíniummal bevont acél nem rendelkezik a cinkalapú bevonatok áldozati védőmechanizmusával. A karcolások vagy vágott élek nem gyógyulnak önmaguktól, ezért az anyag kevésbé alkalmas olyan alkalmazásokra, amelyek mechanikai sérülést vagy kopást vonnak maguk után.
Rozsdamentes acél
A maximális korrózióállóság eléréséhez – bármilyen bevonat nélkül – a rozsdamentes acél továbbra is megüthetetlen. A MetalTek korrózióösszehasonlítása szerint az anyagválasztás kompromisszumot jelent a költség és a teljesítmény között – és a rozsdamentes acél mindkét skálán a prémium kategóriába tartozik.
Gyakori rozsdamentes acélminőségek, például a 304-es és a 316-os típus a króm tartalmuk révén ellenállnak a korróziónak, amely passzív oxidréteget képez. Ez a védelem az anyagba épített, nem felvitt tulajdonság, így idővel nem kopik le vagy merül ki. Olyan alkalmazásokban érdemes rozsdamentes acélt használni, mint:
- Élelmiszer-feldolgozó berendezések (FDA-kompatibilitás)
- Kémiai anyagok kezelésére szolgáló rendszerek
- Tengeri felszerelések, amelyek folyamatosan ki vannak téve a tengervíz hatásának
- Orvosi és gyógyszeripari berendezések
- Építészeti elemek, amelyek évtizedekig karbantartásmentes működést igényelnek
A költség többszöröse? A minőségtől és a piaci körülményektől függően az rozsdamentes acél általában 3–5-ször annyiba kerül, mint az egyenértékű horganyzott acéllemez. Ez a prémium csak akkor indokolható, ha a korrózióállósági követelmények meghaladják a cinkbevonatok által nyújtható védelmet – vagy ha az alkalmazás a anyag saját tulajdonságait igényli, nem pedig bevonati védelmet.
Festett vagy porbevonatos acél
Amikor az esztétikai szempontok vezetik a specifikációt, a festett vagy porbevonatos acél színválasztást kínál, amelyet a nyers horganyzott vagy galvalume felületek nem tudnak biztosítani. Ezek a bevonatok további gátvédelmet nyújtanak a alapfém kezelésén túl, potenciálisan meghosszabbítva a szolgálati élettartamot, miközben dekoratív felületet is biztosítanak.
A modern tekercsfestő rendszerek festéket visznek fel horganyzott vagy galvalume alapanyagra, ötvözve a cinkvédelem előnyeit a színállósággal. Ez a megközelítés alkalmas:
- Építészeti panelek és épülethomlokzatok
- Háztartási készülékek házai
- Kiskereskedelmi berendezésekre és kiállítópultokra
- Autóipari díszítőelemek
Itt a kérdés nem az, hogy a festett acél jobban teljesít-e, mint a horganyzott – hanem az, hogy az esztétikai követelmény indokolja-e a további bevonási költséget és a festék idővel bekövetkező lebonthatóságának kockázatát.
| Kritériumok | Cinkbevonatos acél | GALVALUME Acél | Aluzínális acél | Rozsdamentes acél | Festett/porfesték bevonattal ellátott |
|---|---|---|---|---|---|
| Korrózióállóság | Jó (20–50 év) | Kiváló (40–70 év) | Jó (nincs áldozati védelem) | Kiváló (beépített) | Jó–kiváló (a bevonattól függően) |
| Relatív költség | 1,0x (Alapérték) | 1,05–1,15× | 1,1–1,3× | 3–5-szörös | 1,2–1,5-szeres |
| Hőállóság | Közepes (legfeljebb 204 °C) | Jó (jobb visszaverőképesség) | Kiváló (legfeljebb 1250 °F-ig) | Kiváló | Korlátozott (bevonat-minőségromlás) |
| Formálhatóság | Jó | Jó | Jó | Mérsékelt jó | Jó (az alapanyagtól függően) |
| Vashozamosság | Jó (cinkgőzök) | Jó | Jó | Különleges eljárások szükségesek | A bevonat eltávolítása szükséges |
| Önreparáló élekkel | Kiváló | Jó | Szegények. | N/A (veleszületett védelem) | Szegények. |
| Legjobb alkalmazások | Általános kültéri, mezőgazdasági, légtechnikai felhasználás | Tetőfedés, hosszú élettartamú kültéri | Magas hőmérsékletű környezetek | Kémiai, élelmiszeripari, tengeri | Építészeti, esztétikai |
A döntési keretrendszer egyszerű: a horganyzott acél legyen az alapvető kiindulási alap, és csak akkor lépjen át alternatívákra, ha a konkrét alkalmazási követelmények különleges tulajdonságaikat igénylik. A Galvalume akkor ésszerű választás, ha a meghosszabbított élettartam vagy a hővisszaverő képesség indokolja a mérsékelt felárat. Az aluminizált acél olyan magas hőmérsékletű alkalmazásokhoz alkalmas, ahol a szokásos bevonatok meghibásodnak. A rozsdamentes acél kizárólag extrém korróziós környezetekhez vagy szabályozási előírásokhoz használatos. A festett felületek csak akkor adnak értéket, ha a szín és a megjelenés határozza meg a specifikációt.
Ezen alternatívák – valamint költség-haszon profiljaik – megértése biztosítja, hogy minden egyes alkalmazáshoz a megfelelő anyagot válassza ki, ne pedig a megszokott lehetőségekre támaszkodjon. Néha a horganyzott acél tekercsek maradnak az optimális választásnak; néha pedig az alternatívák magasabb költsége hosszú távon jobb értéket nyújt.
Miután tisztáztuk az anyagválasztási lehetőségeket, most már rendelkeznek a teljes műszaki alappal, amely segíti a tájékozott beszerzési döntések meghozatalát. A végső lépés ennek a tudásnak a gyakorlatba való átültetése – hatékony együttműködés a gyártókkal az olyan anyagok beszerzésére, amelyek megbízhatóan és költséghatékonyan megfelelnek specifikációiknak.
Tájékozott gyártókiválasztási döntések meghozatala
Már végigjárták a galvanizálási eljárásokat, megfejtették a bevonatvastagságok jelentését, megértették az acélminőségeket, és értékelték az alternatív anyagokat. Most jött el az a pillanat, amely meghatározza, hogy mindez a tudás sikeres beszerzésbe torkollik-e: a megfelelő galvanizált lemezacél-gyártók kiválasztása és együttműködésük megkezdése, akik képesek lesznek szükség szerint időben és megfelelő minőségben szállítani, amire szüksége van.
Ez nem csupán a legolcsóbb galvanizált acél megtalálásáról szól – bár a költség természetesen fontos tényező. Sokkal inkább arról van szó, hogy olyan beszerzési kapcsolatokat építsenek ki, amelyek hosszú távon megbízhatóan támogatják gyártási igényeiket. A megfelelő gyártó partnerré válik; a rossz gyártó akadályt jelent.
Főbb tanulságok az anyagválasztáshoz
Mielőtt kapcsolatba lépne a szállítókkal, foglalja össze követelményeit egy világos, részletes specifikációban. A Metal Zenith szállítói útmutatója szerint a szabvány maga iránti alapos értés az első védelmi vonal a gyenge minőségű anyagok ellen. Egy olyan szállító, aki nem tud biztosan technikai részletekről beszélni, valószínűleg hiányzik a szükséges szakmai mélység ahhoz, hogy hatékonyan kiszolgálja Önöket.
Az ideális szállító többet kínál, mint csupán versenyképes horganyzott acélár – minőségi garanciát, mély technikai szakértelemet és megbízható ellátási láncot nyújt, amelyre számíthat.
A specifikációnak a következő kritikus elemeket kell tartalmaznia:
- Horganyzás módja: Meleg-merítéses, elektrohorganyzott vagy galvannealed – a formázhatósági, hegeszthetőségi és festhetőségi igények alapján választva
- Horganyréteg vastagsága: G30-tól G235-ig, az expozíciós környezetnek és a várható szolgálati élettartamnak megfelelően
- Acél osztály: CS, DS, DDS, EDDS vagy SS minőségi osztályok – a formázási műveleteknek és szilárdsági igényeknek megfelelően
- Termékforma: Horganyzott hengerelt acéllemez elővágott lapokban vagy tekercsekben, megfelelő vastagsággal és méretekkel az Ön gyártási berendezéseinek igényeihez
- Szükséges tanúsítványok: ISO 9001 minimum szint, autóipari alkalmazásokhoz IATF 16949, valamint bármely iparágspecifikus minősítés
Ezeknek a specifikációknak a meghatározása után objektív szempontok alapján értékelheti a beszállítókat, nem csupán az értékesítési bemutatókra támaszkodva.
Következő lépések beszerzési folyamatában
A Fry Steel beszállító-elemzési ellenőrzőlistája szerint a megfelelő fémbeszállító kiválasztása nem csupán egy vásárlási döntés – hanem egy olyan partnerség, amely hatással van termékminőségére, gyártási határidejeire és hosszú távú jövedelmezőségére. Bár a horganyzott acél ára fontonként fontos tényező, ez csupán egy darabka a teljes képből.
Kövesse ezt a cselekvési tervet a kutatástól a minősített beszállítói kapcsolatok kialakításáig:
- Válasszon ki 3–5 lehetséges beszállítót: A műszaki követelményeire, a földrajzi szempontokra és a mennyiségi igényekre alapozva azonosítsa azokat a gyártókat, akik képeseknek tűnnek megfelelni specifikációinak. Vegye figyelembe mind a hengerelt acél tekercsek forgalmazóit, mind a közvetlen gyártókat, a megrendelési mennyiségek alapján.
- Részletes árajánlatok kérése: Küldjön ki ajánlatkérő leveleket (RFQ-kat), amelyek pontosan meghatározzák, mire van szüksége – ne fogadja el a homályos árakat általános „eladó cinkelt acél” termékek esetében. A minőségi beszállítók gyorsan válaszolnak; az iparág vezető gyártói, például Shaoyi (Ningbo) Metal Technology 12 órás időkeretet kínálnak szokásos kérések esetében az árajánlat elkészítésére.
- Követelje meg a gyári vizsgálati jelentéseket (MTR-ket): Ahogy a Metal Zenith hangsúlyozza, minden tekercsre vagy tételre kérjen gyári vizsgálati jelentéseket vagy anyagvizsgálati tanúsítványokat. Ezek a dokumentumok bizonyítják, hogy az anyag megfelel az ASTM A653 szabványnak, részletes kémiai és mechanikai elemzéssel együtt.
- Hitelesítse a tanúsítványokat függetlenül: Ne fogadja elfogadás szintjén a megjelent tanúsításokat. Kérjen másolatot a jelenleg érvényes tanúsítványokról, és ellenőrizze érvényességüket a tanúsító szervezeteknél. Az IATF 16949 státusz például ellenőrizhető az IATF adatbázisában.
- Kérjen mintákat és értékelje azokat: A gyártási mennyiségek véglegesítése előtt szerezzen be mintákat saját tesztelésére. Ellenőrizze, hogy a formázhatóság, a bevonat tapadása és a megjelenés megfelel-e az Ön elvárásainak. A gyors prototípus-készítési lehetőségek – például az 5 napos határidő – jelentősen felgyorsítják ezt az érvényesítési fázist.
- Műszaki támogatás minőségének értékelése: Lépjen technikai tárgyalásokba a szállítókkal az Ön alkalmazásával kapcsolatban. Okos kérdéseket tesznek fel az Ön formázási műveleteiről? Kínálnak-e DFM-támogatást az Ön terveinek optimalizálásához? A teljes körű DFM-útmutatás segít minimalizálni a fejlesztés és a tömeggyártás közötti rést.
- Beszerzési lánc megbízhatóságának értékelése: A Fry Steel keretrendszerének megfelelően a várt lead time-nál hosszabb szállítási idők komoly torlódásokat okozhatnak az Ön vállalkozásában. Érdeklődjön a tipikus lead time-ról, a készletmélységről és a pontos szállítások nyomon követhető teljesítési arányáról.
- Tárgyalja meg a feltételeket és hozza meg az egyezményeket: Miután azonosította a megfelelő beszállítókat, tárgyalja le az árakat, a fizetési feltételeket, a minimális rendelési mennyiségeket és a szállítási ütemterveket. Fontolja meg a keretrendelések vagy az ütemezett kibocsátások lehetőségét, ha fogyasztása előre jelezhető.
Gyártók vs. disztribútorok: A megfelelő választás
Közvetlenül galvanizált acél gyártókkal vagy galvanizált acél disztribútorokon keresztül érdemes együttműködni? A válasz a konkrét helyzetétől függ.
Közvetlen gyártói kapcsolatok általában azoknak a vásárlóknak felel meg:
- Nagy mennyiségeket rendelnek, amelyek indokolják a gyártóval közvetlen vásárlást
- Egyedi specifikációkra van szükségük, amelyek nem állnak készleten
- Értékadó feldolgozásra van szükségük, amely integrálva van a gyártási folyamatba
- Hasznot húznak a közvetlen műszaki együttműködésből a tervezés optimalizálása érdekében
Disztribútorokon keresztül történő együttműködés gyakran ésszerű, ha:
- A megrendelések mennyisége nem éri el a gyártók minimális szállítási mennyiségét (gyakran 20 000 font felett)
- Gyors szállításra van szüksége helyi készletből
- Többféle anyagtípusra van szükség egyetlen forrásból
- A tárolási korlátozások megakadályozzák, hogy nagyobb szállítmányokat fogadjon be
Sok sikeres beszerzési stratégia mindkét megközelítést kombinálja: kisebb megrendelések és prototípuskészítés céljából forgalmazókat használnak, majd a megrendelések mennyiségének növekedésével áttérnek közvetlen gyártói kapcsolatokra.
Az autóipari alkalmazásokhoz, amelyek pontosan kivágott, horganyzott lemezalkatrészeket igényelnek, specializált gyártókkal való együttműködés gyakran a legjobb eredményt hozza. Olyan cégek, mint a Shaoyi, az IATF 16949 szabványnak megfelelő minőséget, gyors prototípuskészítést és automatizált tömeggyártási képességet kombinálnak – éppen ez a kombináció teszi hatékonyabbá a beszerzési folyamatot a kezdeti mintáktól a tömeggyártásig.
Az a befektetés, amelyet a horganyzott acél specifikációinak, szabványainak és értékelési kritériumainak megértésébe tett, hozamot hoz az összes szállítói kapcsolatában. Ezzel a tudással nem csupán vevőként jelenik meg – hanem tájékozott partnerekként, aki képes követelni és ellenőrizni az alkalmazásaihoz szükséges minőséget.
Gyakran ismétlődő kérdések a horganyzott lemezgyártókkal kapcsolatban
1. Mi a különbség a G30 és a G90 horganyzott acél között?
A G jelölés a cinkréteg súlyát mutatja uncia négyzetlábra (oz/ft²). A G30 összesen 0,30 oz/ft² cinkréteget tartalmaz (kb. 2,5 µm oldalanként), amely belső felhasználásra alkalmas. A G90 0,90 oz/ft² cinkréteget (kb. 7,5 µm oldalanként) tartalmaz, így erős védelmet nyújt kültéri és általános célú alkalmazásokhoz. A korrózióállóság közvetlenül arányos a cinkréteg vastagságával – hasonló körülmények között a G90 kb. háromszor annyi ideig védheti az alapanyagot, mint a G30.
2. Melyik drágább: a horganyzott acél vagy az rozsdamentes acél?
A rozsdamentes acél általában 3–5-ször drágább, mint a horganyzott acél. Bár a rozsdamentes acél természetes korrózióállósága kiváló, és nem igényel bevonatot, a horganyzott acél kiváló védelmet nyújt a legtöbb ipari alkalmazás számára a költségek csupán egy tört részéért. A rozsdamentes acélt csak akkor érdemes választani, ha extrém korróziós környezet, az FDA előírásainak megfelelés vagy tengeri körülmények kívánják meg a prémium tulajdonságait.
3. Milyen tanúsításokra kell figyelni a horganyzott lemezacél gyártók kiválasztásakor?
Az ISO 9001 tanúsítás az alapvető szabvány, amely dokumentált minőségirányítási rendszert jelez. Az autóipari beszerzési láncban alkalmazott termékek esetében az IATF 16949 tanúsítás elengedhetetlen – biztosítja a hibák megelőzését, a változékonyság csökkentését és a folyamatos fejlődést az autóipari követelményeknek megfelelően. Olyan gyártók, mint a Shaoyi (Ningbo) Metal Technology, rendelkeznek IATF 16949 tanúsítással, valamint kiforrott DFM-támogatással és gyors prototípus-készítési képességgel.
4. Mi a különbség a forró-merítéses cinkbevonat és a galvanizált acél között?
A forró-merítéses cinkbevonatnál az acélt 450 °C-os olvadt cinkbe merítik, amely 50–100 µm vastag bevonatot eredményez, jellegzetes csillogó felülettel és kiváló kültéri korrózióállósággal. A galvanizálás további hőkezelési lépést is tartalmaz, amely cink-vas ötvözet felületet hoz létre, így kiváló hegeszthetőséget, kiváló festékragasztódást felületelőkészítés nélkül és mattnak szürkés felületet biztosít – ezért elsősorban autókarosszériákhoz és festett alkalmazásokhoz használják.
5. Hogyan válasszam ki, hogy cinkbevonatos acélt tekercsben vagy lemezként rendeljek?
Tekercses formátumot válasszon nagy mennyiségű, automatizált domborítási vagy hengerlési műveletekhez, ahol a folyamatos táplálás maximalizálja a hatékonyságot, és az egyedi vágási hosszak minimalizálják a hulladékot. Elővágott lemezeket válasszon kisebb mennyiségű gyártáshoz, prototípus-készítéshez vagy olyan üzemekhez, amelyek nem rendelkeznek tekercs-feldolgozó berendezésekkel. A tekercsek általában 10 000 font feletti minimális rendelési mennyiséget igényelnek, míg a lemezek rugalmasságot nyújtanak változó, kisebb mennyiségű feladatokhoz.