 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

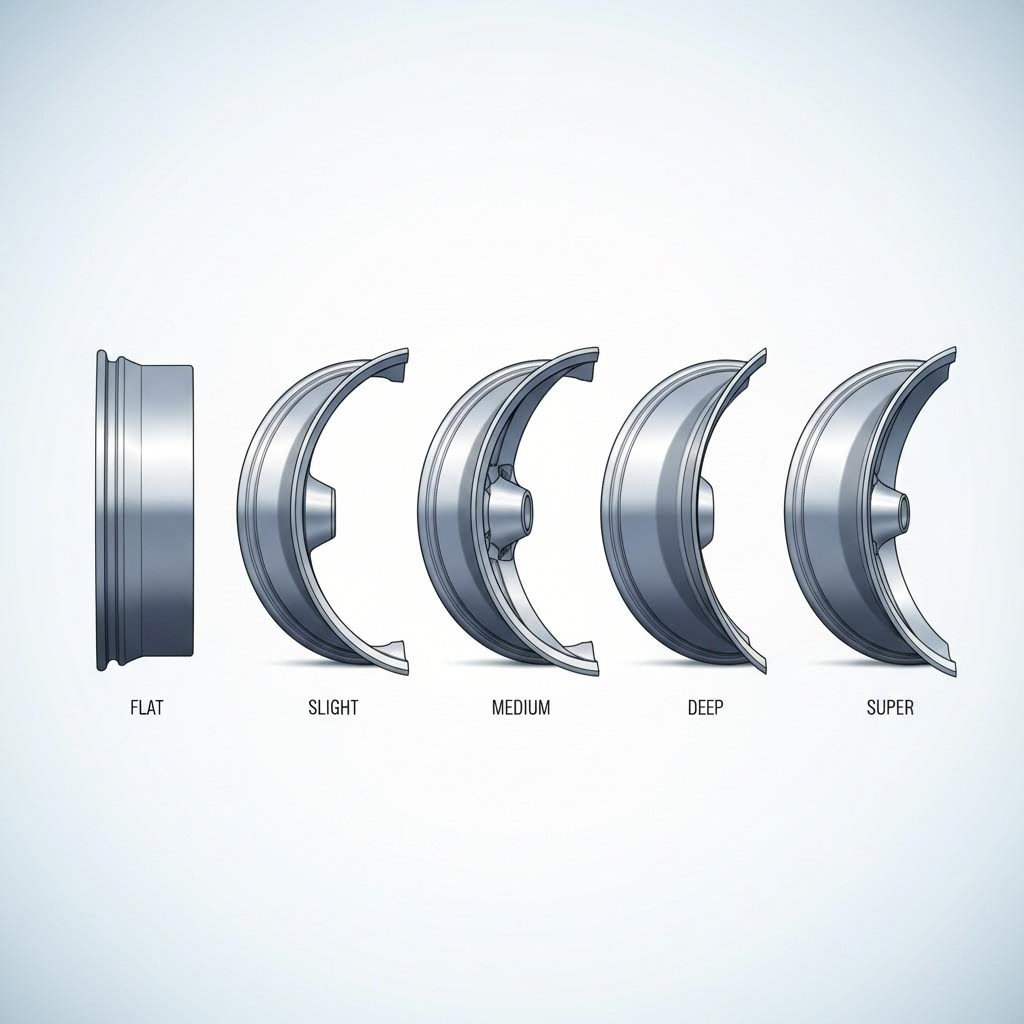
Egyedi kovácsolt kerék homorúsági típusok: lapos felülettől a szuper mély homorúságig

A Felnikonkávitás Megértése és Az, Hogy Miért Alakítja Át a Jármű Megjelenését
Amikor egy utángyártott kerékkészletre néz, és érzi azt a megmagyarázhatatlan vonzódást irántuk, valószínűleg a konkávitásukra reagál. Ez az egyetlen dizájnelem – a kerék felületének befelé ívelése a külső peremtől a középső rész felé – teremti meg azt a drámai látványos mélységet, amely elkülöníti a figyelemfelkeltő járműveket az átlagostól. Akár a sekély konkáv felnik finom eleganciája vonzza, akár a mélyen ülő „deep dish” felnik agresszív stílusa, ezeknek a formáknak a megértése elengedhetetlen, mielőtt testreszabott kovácsolt felnikbe fektetne be.
Képzelje el a konkávitást úgy, mint a kerék vizuális személyiségét. Egy jelentős konkávitású kerék olyan, mintha a középpontja "beesett" volna, árnyékokat és mélységet létrehozva, amely minden szögből magára vonja a figyelmet. Ezzel szemben egy lapos felületű kerék – ami sok gyári keréken előfordul – nem rendelkezik ezzel a térbeli hatással. A konkáv fel és konkáv le orientációk közötti különbség, valamint a különböző mélységszintek teljesen megváltoztathatják járműve megjelenését az utcán vagy kiállításokon.
Mi teszi a kerék konkávitását ennyire látványossá
A konkáv kerekek optikai illúziót keltenek a mélységről és mozgásról, még akkor is, amikor járműve áll. Ez a hatás azért keletkezik, mert a küllők befelé hajlanak a központ felé, természetes árnyékvonalakat hozva létre, amelyek dimenziót adnak a kerék felületének. Prémium márkák, mint a Work Wheels és a Forgiato, nagyrészt ezen konkáv profilok tökéletesítésével építették fel hírnevüket, felismerve, hogy az autórajongók vágyva vágyódnak erre a vizuális hatásra.
A megfelelő homorúsági szint nemcsak a kerekek kinézetét változtatja meg – alapvetően átalakítja járműve teljes megjelenését, szélesebbnek, stabilabban állónak és egyértelműen szándékosnak tűnővé teszi.
Miért fontos a homorúság az autója felépítésénél
A megfelelő homorúság kiválasztása nem kizárólag esztétikai döntés. Közvetlen hatással van a beépítési követelményekre, a fék távolságtartására, valamint arra, hogyan illeszkednek a kerekek járműve felfüggesztési geometriájához. Ugyanaz a kerékterv lényegesen másképp nézhet ki a szélesség és az eltolás kombinációitól függően, ezért fontos megérteni a homorúsági típusok teljes skáláját – a lapos felülettől a szuper homorúig – mielőtt vásárlási döntést hoz.
Ez az útmutató áthidalja a szakadékot a jó megjelenés és a ténylegesen illeszkedő között. Ahelyett, hogy egyetlen stílust emelnénk ki, végigvezetünk minden konkávitási szinten, elmagyarázzuk a technikai tényezőket, amelyek meghatározzák a mélységet, és segítenek kiválasztani a legmegfelelőbb profilokat az Ön állásfoglalási céljaihoz. Végül olyan tudással rendelkezik majd, amellyel magabiztosan és tájékozottan döntést hozhat egyedi, űrt sajtolású kerékinverziójáról.
Az öt fő konkávitástípus lapos felülettől a szuper konkávig
Most, hogy már érti, miért fontos a konkavitás, nézzük át részletesen a konkáv profilokat, amelyek elérhetők az egyedi, űrt sajtolású kerékpiacon. Minden konkávitástípus más-más vizuális hatást kelt, és az eltérések ismerete segít pontosan kommunikálni, mit szeretne, amikor gyártókkal dolgozik. A alig észrevehető görbületektől a látványos mélységig itt található a teljes áttekintése a konkáv felniknek és jellemzőiknek.
Lapos felületű vs. sekély konkáv profilok
A skála enyhébb végén két olyan lehetőséget találhat, amelyek a hangsúlyt az agresszív stíluslenszerűségre helyezik, és visszafogott eleganciát részesítenek előnyben.
Sík felületű kerék olyan küllőkkel rendelkezik, amelyek majdnem párhuzamosan futnak a kerék külső szélével. Oldalról nézve alig vagy egyáltalán nincs befelé ívelés – a felület profilja majdnem egy síkban van a hordóval. Számos gyártó ezt a tervezést alkalmazza, mivel ez maximális féktávolságot biztosít, és széles körű járműspecifikációkkal kompatibilis. A rajongók számára a sík felületű kialakítás tiszta, klasszikus esztétikát kínál, amely kiválóan illik a retro építésű járművekhez vagy olyan járművekhez, ahol a cél a visszafogott finomság.
Kicsit mélyebbre haladva alacsony vagy sekély konkáv a profilok enyhe belső ívelést mutatnak. Észreveheti, hogy a felnispókák befelé hajlanak a tengely felé, lágy árnyékvonalakat alkotva, amelyek vizuális érdeklődést keltenek anélkül, hogy túlzott figyelmet követelnének maguknak. Ez a konkáv felnistílus kiválóan működik napi használatú járműveken, ahol fejlettebb esztétikát szeretne elérni túlságosan agresszív megjelenés nélkül. Gondoljon rá úgy, mint a konkávitás kapujára – észrevehető, ha alaposabban megnézi az ember, ugyanakkor elegáns ahhoz, hogy szakmai környezetben is megállja a helyét.
Közepes és extrém konkáv magyarázata
Amikor kész vagy kimutatni magad, a közepes, illetve az extrém konkáv profilok biztosítják azt a drámai mélységet, ami feltűnést kelt.
Közepes homorú számos rajongó számára az arany középutat jelenti. A felnispókák dőlésszöge már elegendően kifejezett ahhoz, hogy egyértelmű mélységérzetet keltsenek, és jól látható árnyékok alakuljanak ki a perem és a központ között. Ez a profil kiegyensúlyozott esztétikát kínál – elég határozott ahhoz, hogy kiemelkedjen, ugyanakkor elég sokoldalú ahhoz, hogy a legtöbb járműtípushoz illő legyen. A mély konkáv felnik ebben a kategóriában különösen jól működnek pontos, záróilleszkedésű beépítésnél.
Erősen homorú jelentősen tovább viszi a vizuális hatást. Itt a küllők szöge drámai, kiugró árnyékvonalakat teremtve, amelyek háromdimenziós minőséget kölcsönöznek a keréknek. Amikor mély edénykerékre pillantasz egy járművön, azonnal magára vonja a figyelmet. A kerékfelület jelentősen befelé süllyedtnek tűnik, és a kerék homorú profilja a jármű állásának meghatározó jellemzőjévé válik. A mély edény stílusú kerekek ezen kategóriája általában agresszívebb eltolásokat igényel, valamint gondosan kell mérlegelni a fékrendszer helyigényét.
Szuper homorú a maximálisan elérhető mélységet képviseli – a látványdísz kategória. Ezek a mély profilú felni határokat feszegető mérnöki megoldásokat képviselnek, olyan meredek küllőszöggel, hogy a középső rész drámaian visszahúzódottnak tűnik. A szuper homorú dizájnt általában kiállítási járművekre, széles karosszériás építésekre vagy olyan járművekre tartogatják, ahol elsődleges cél a vizuális hatás. A jelenléte ezeknek a mély peremes kerekeknek minden nézetből felismerhetetlen.
Mitől alakulnak ki fizikailag ezek a különböző szintek? Három fő tényező határozza meg: a küllők szöge a kosárhoz viszonyítva, a felületi profil geometriája, valamint az egész kosár mélysége. Ahogy nő a homorúság, a küllőknek egyre meredekebben kell befelé hajolniuk, miközben meg kell őrizniük szerkezeti integritásukat – ezért válik elengedhetetlenné a kovácsolt gyártásmód nagyobb mélység esetén.
| Típusnév | Vizuális jellemzők | Küllőszög tartomány | Leginkább alkalmas | Tipikus alkalmazások |
|---|---|---|---|---|
| Sík felület | Minimális mélység, a küllők párhuzamosak a felülettel, tiszta profil | 0° - 5° | Klasszikus esztétika, maximális féktárcsa-távolság | OEM cserealkatrészek, retro típusok, luxus szedánok |
| Alacsony / Sekély homorúság | Finom befelé ívelés, lágy árnyékok, visszafogott agresszivitás | 5° - 12° | Napi használatra, kifinomult megjelenés | Igazgatói limuzinok, bejárat-level sportautók |
| Közepes homorú | Észrevehető mélység, egyértelmű árnyékvonalak, kiegyensúlyozott megjelenés | 12° - 20° | Sokoldalú felépítések, simult illesztések | Sportautók, teljesítménylimuzinok, terepjárók |
| Erősen homorú | Kifejezett küllőszög, drámai árnyékok, határozott jelenlét | 20° - 30° | Aggresszív állás, széleskarosszériás készletek | Módosított sportautók, muscle carok, kiállítási járművek |
| Szuper homorú | Maximális mélység, extrém sugószög, figyelemfelkeltő hatás | 30°+ | Maximális látványhatás, kiállítási járművek | Kiállítási autók, extrém felépítések, széles karosszériájú alkalmazások |
Annak megértése, hogy preferenciája hol helyezkedik el ezen a skálán, az első lépés. Azonban a kívánt homorúság elérése nagyban függ a technikai adatoktól, mint például az offset és a szélesség – ezeket a tényezőket következőképpen vizsgáljuk meg, hogy pontosan megértsük, hogyan alakulnak át ezek a mérések a kívánt látványos mélységgé.
Hogyan határozza meg az offset, a szélesség és a hátramenet a homorúság mélységét
Azonosította az Ön által preferált homorúsági stílust – ám itt jön az, amit sok rajongó csak későn fog fel: ennek a megjelenésnek az elérése teljes mértékben a technikai specifikációk helyes beállításán múlik. Ugyanaz a kerékkialakítás drámaian eltérően nézhet ki három összefüggő mérési adat függvényében. Az elferülés, a szélesség és a háttáv kölcsönhatásának megértése lehetővé teszi, hogy pontosan előre tudja, hogyan fog kinézni az egyedi kovácsolt kereke, mielőtt megrendelné.
Hogyan hozza létre az elferülés a homorú megjelenést
Az elferülés az egyetlen legmeghatározóbb specifikáció, ha a vizuális homorúságról van szó. De mi is pontosan? Az elferülés a tárcsafelület és a kerék tényleges középvonala közötti távolságot méri milliméterben a kerék tárcsafelületétől a kerék tényleges középvonaláig. Ez a méret három formában fordul elő: pozitív, nulla és negatív.
Íme, hogyan befolyásolja mindegyik a homorú megjelenést:
- Pozitív elferülés (+) - A rögzítési felület közelebb helyezkedik el a kerék külső oldalához (nyomtávtartó oldal). Ez befelé, a fék felé tolja a kereket, így laposabb arcprofil keletkezik, kevesebb látható konkávitással.
- Nulla távtartás (0) - A rögzítési felület pontosan egybeesik a kerék középvonalával, így kialakul egy kiegyensúlyozott alap mérsékelt konkávitáshoz.
- Negatív távtartás (-) - A rögzítési felület a kerék belső széle (fék oldal) felé mozdul el. Itt történik a varázslat a konkáv rajongók számára – ez hozza létre azt a „kifelé tolódott” megjelenést, amely mélyebb, látható tálazatot eredményez.
Vegyünk egy gyakorlati példát: egy 20x10 ET+15-ös kerék jelentősen konkávabb kinézetű lesz, mint ugyanez a kerék 20x10 ET+50-es méretben. Miért? Mert a rögzítési pont 35 mm-rel közelebb van a kerék középvonalához, így az arc „mélyebben befelé hajol”. Minél negatívabb a távtartásod, annál agresszívebb a stílusod, és annál mélyebbnek tűnik a konkávitás.
Amikor 5x114,3-es, 5x120-as vagy 5x112-es kerekeket vásárol, mindig hasonlítsa össze az eltolási értékeket a lehetőségei között. Egy 10 mm-es különbség az eltolásban teljesen megváltoztathatja, hogy mennyire mélyítettnek tűnnek a kerekek felszerelés után.
Szélesség és hátsó távtartó hatása a mélyítettségre
A szélesség együttműködik az eltolással, hogy meghatározza a végső mélyített megjelenést. Képzeljen el két, azonos eltolással rendelkező keréktárcsát – egy 20x8,5-ös és egy 20x12-es kivitelt. Annak ellenére, hogy ugyanazt az eltolási értéket osztják meg, felszerelés után teljesen másképp néznek majd ki.
A szélesebb kerék több teret biztosít a mélyített profil kialakulásához. A szerint, Forgelite Wheels „Egy 20x8,5 ET+35-ös kerék laposabb arcprofilúnak (kevésbé mélyítettnek) tűnik majd, mint egy 20x12 ET+35-ös kerék.” Az extra szélesség biztosítja a mélységet, amely ahhoz szükséges, hogy a küllők agresszívebben dőljenek a tengely felé.
Mi a helyzet most a hátramenettel? Míg az eltolás a középvonaltól méri, a hátramenet a felszerelési felülettől a kerék hátsó széléig terjedő távolságot jelenti. Ez egy régebbi mérték, amelyet ma már kevésbé használnak, de az ismerete segít az egyedi kerékeltolás kiszámításánál vagy a kerék távtartók illesztésénél.
A homorúság megjelenését befolyásoló kulcsfontosságú specifikációs tényezők:
- Eltolás értéke - Az alacsonyabb (negatívabb) számok mélyebb homorú megjelenést eredményeznek
- Kerék szélesség - A szélesebb kerekek lehetővé teszik a hangsúlyosabb homorúságot ugyanazon az eltolásnál
- Háttávtávolság - Meghatározza, hogy a kerék milyen messzire nyúlik befelé a futómű alkatrészek irányába
- Fékjáték-szükségletek - A nagyobb féktárcsák laposabb arcprofilokat kényszeríthetnek ki, különösen az első kerekeknél
- Hub centrikus gyűrűk - Biztosítja a megfelelő központosítást, de közvetlenül nem befolyásolja a homorúságot
Íme egy gyakorlati példa, amely szemlélteti ezeket az összefüggéseket: képzeljen el egy népszerű 20x10-es keréktárcsát. ET+35-nél mérsékelt homorúságot kap, ami alkalmas a fedsíkba illeszkedő felnihez. Csökkentse ezt ET+15-re, és hirtelen jelentősen mélyebb edénykialakítást kap, amelynek sarkai kilóghatnak a küszöbök fölött. Ugyanaz a keréktípus teljesen megváltozik csupán ezek alapján a számok alapján.
Amikor kerekeket vásárol, és megtekinti az adatlapokat, figyeljen olyan megadásokra, mint a „20x10 ET+25” vagy a „20x10 +25 mm”. Az utolsó szám mutatja meg, hogy a kerék hogyan helyezkedik el a küszöbhöz képest, és milyen mértékű homorúságot fog látni valójában. Agresszív építésű járműveknél általában a 0 és -30 mm közötti támaszpontok biztosítják azt a mélyen homorú megjelenést, amelyre a rajongók vágyakoznak – bár ehhez valószínűleg módosítani kell a küszöböket, hogy beférjenek.
Ezen kapcsolatok megértése lehetővé teszi, hogy konkrét kombinációkat kérjen a gyártóktól. Azonban a szélsőséges konkávitás elérése a szerkezeti épség megtartásával a megfelelő gyártási módszertől függ – pontosan ezért nyílnak meg az ajtók az űrt formázott keréknél, amelyeket öntött alternatívák egyszerűen nem tudnak követni.

Miért teszi lehetővé az űrt formázott szerkezet a jobb konkáv lehetőségeket
Tehát megtalálta az ideális konkávitási szintet, és pontosan tudja, melyik távtartó és szélesség-kombináció éri el azt. De itt van egy fontos kérdés: képes bármely kerék ilyen erős, agyferdeséget mutatni anélkül, hogy biztonsági kompromisszumot hozna? A válasz teljesen attól függ, hogyan készült a kerék. Az űrt formázott kerékek nemcsak jobban néznek ki mély konkávitással – ez az egyetlen gyártási módszer, amely strukturálisan lehetővé teszi a szélsőséges konkáv profilokat.
Űrt formázott vs. öntött konkávitási korlátozások
A kovácsolt és öntött kivitel közötti különbség megértése világossá teszi, miért támaszkodnak erősen a kovácsolásra prémium márkák, mint a Vossen és a Forgiato, legmerészebb dizájnaiknál.
Az öntött kerékgyűrűk – amelyek az OEM-kerékpiac körülbelül 90%-át teszik ki – olvadt alumínium egy formaöntetbe öntésével készülnek. Bár költséghatékony, ez az eljárás mikroszkopikus üregeket és anyaghibákat hoz létre a szerkezetben. A gyártók szerint Forgelite Wheels a „túlméretezett anyagot kell a küllőkbe és a hordókba építeniük, hogy növeljék azok szilárdságát, így a kerék nehézzé válik”. Ezek a vastagabb küllők egyszerűen nem képesek olyan meredek szögeket felvenni, amelyek mély vagy extrém konkáv profilhoz szükségesek, anélkül hogy szerkezeti értelemben instabillá váljanak.
A folyamatosan alakított (más néven forgókovácsolt) kerékgyűrűk köztes megoldást jelentenek. A hordó rész egy forgatási és sajtolási folyamaton megy keresztül, amely megerősíti azt, de a küllőfelület továbbra is öntött. Ez korlátozza, mennyire merészen hajolhatnak befelé a küllők, miközben megfelelő szilárdságot tartanak fenn.
Az űrállomás-fokozatú 6061-T6 alumíniummal kezdődik a kovácsolt felnik története, amelyet 8.000 és 10.000 tonna nyomás hatására sűrítettek össze, mielőtt a CNC megmunkálás kialakítaná a formát. Ez az eljárás kiküszöböli a pórusosságot, és kiváló szilárdság-tömeg arányt biztosító egységes szemcseszerkezetet hoz létre. Ennek eredményeképpen a gyártók jelentősen kevesebb anyagot használhatnak fel, miközben ugyanazt – vagy még nagyobb – szerkezeti integritást érhetnek el.
Mit jelent ez a konkáv forma szempontjából? Vékonyabb küllők. Merészebb szögek. Mélyebb profilok. Olyan dizájnszabások, amelyek öntött alumíniumból repednének vagy törnének el, kovácsolt kivitelben teljesen megvalósíthatóvá válnak. Amikor a 360 fokos kovácsolt felniket drámai konkáv felületükkel látod, akkor olyan mérnöki megoldást látsz, amely más gyártási módszerekkel egyszerűen lehetetlen lenne.
Monoblok 2-részes és 3-részes kialakítások közötti különbségek
Az űrtávtárcsák kategóriáján belül három különböző típus kínál különböző mértékű homorúság-testreszabást. A közöttük való választás az esztétika, a rugalmasság és az előkészítés közötti egyensúlyt jelenti.
Monoblokk forgatott kerék
A monoblokk tárcsákat egyetlen darab űrtávalumíniumból marják le – nincsenek varratok, nincsenek csavarok, csak egy szilárd darab. Ez a felépítés nyújtja a maximális szilárdságot és a lehető legkisebb súlyt, így ideálissá teszi teljesítményorientált alkalmazásokhoz.
- Bármely tárcsatípus közül a legmagasabb szilárdság-súly arány
- A legszabadabb esztétika, látható szerelvények nélkül
- Pontos homorúsági lehetőségek, amelyek a tervezési fázisban kerülnek meghatározásra
- Korlátozott rugalmasság a gyártás után – amit látsz, azt kapod
- Leginkább azon vásárlók számára alkalmas, akik eleve ismerik pontos specifikációikat
A kompromisszum? A homorúság a tervezési folyamat során kerül rögzítésre. Előre meghatározott méretek és eltolások közül kell választania, nem pedig minden dimenziót külön testreszabhat. A Vossen felni és hasonló prémium gyártók több monoblok kialakítást kínálnak változó mértékű homorúsággal, de mindegyik tervezésnek rögzített paraméterei vannak.
2 részes kovácsolt keréktárcsák
A kétrészes szerkezet elkülöníti a középső részt (arcot) a külső hordótól, és űrtechnológiában használt csavarkötéselemekkel köti össze őket. Ez a felosztás lehetőségeket teremt, amelyeket a monoblok kialakítások nem tudnak felmutatni.
- Nagyobb szélesség- és eltolás-flexibilitás, mint a monobloknál
- Lehetőség a középső elemek különböző hordómélységekkel történő kombinálására
- Könnyebb javíthatóság – sérült hordókat lecserélhetnek anélkül, hogy a középső részt ki kellene dobni
- Mérsékelt tömegnövekedés a monoblokhoz képest a csavarkötések miatt
- A látható csavarok stíluselemként is megjeleníthetők, vagy elrejthetők
A mélyedés iránt érdeklődők számára a kétrészes felépítés jelentős előnyt kínál: ugyanaz a középső dizájn különböző henger szélességekkel párosítható, így eltérő mélyedésű megjelenést érhetünk el. Mélyebb edényre van szükség a hátsó kerekeken? Egyszerűen adjon meg szélesebb hengert módosított tolásértékkel, miközben az elülső és hátsó oldal dísze megegyezik.
3 darabból kovácsolt kerekek
A háromrészes kerekek a moduláris felépítést a logikai végletig viszik, szétválasztva a közeppontot a belső és külső hengerfeléktől. Itt található a végső mélyedésszabályozás.
- Maximális testreszabás a szélességhez, tolásértékhez és mélyedéshez
- A belső és külső perem mélységének független szabályozása
- A legkönnyebben javítható – az egyes alkatrészek cserélhetők
- A legtöbb felület- és színkombinációs lehetőség
- A prémium ár a bonyolult gyártási és szerelési folyamatot tükrözi
A háromrészes kovácsolt keréknél pontosan meghatározhatja a külső perem mélységét, miközben függetlenül állíthatja a belső hézagot a fékekhez és a felfüggesztéshez. Ez a részletes szabályozhatóság teszi a háromrészes kialakítást az első választássá bemutató járművek és széles karosszériájú alkalmazások esetén, ahol a rendkívül konkáv profil elengedhetetlen. A Forgiato kerék és az HRE felni gyakran ezt a kialakítást használja agresszív modelljeihez.
Az alábbi táblázat összefoglalja, hogyan szolgálja ki mindegyik kialakítási típus a különböző konkávitási célokat:
| Építési típus | Konkávitás rugalmassága | Súly | Testreszabási szint | Legjobb használati eset |
|---|---|---|---|---|
| Monoblokk | Rögzített, tervezési jellemzőtől függően | Legkönnyebb | Előre beállított lehetőségekre korlátozódik | Teljesítményorientált járművek ismert specifikációkkal |
| 2 részből álló | Mérsékelt – henger segítségével állítható | Mérsékelt | Jó rugalmasság | Kiegyensúlyozott teljesítmény és testreszabás |
| 3 részből álló | Maximális – teljes független szabályozás | Legnehezebb | Szinte korlátlan lehetőségek | Autók, extrém építésű járművek, bővített karosszériájú készletek megtekintése |
Íme, amit sok kerékvásárló nem vesz észre: a gyártók, mint például a Vossen, többféle gyártási lehetőséget kínálnak termékvonalukon belül, de ritkán magyarázzák el, miért létezik mindegyik. Most már tudja. A monoblokknál a súly és a szilárdság a legfontosabb. A kétrészes konstrukció rugalmasság és teljesítmény közötti arany középutat kínál. A háromrészes pedig olyan mélyreható konkáv formákat tesz lehetővé, amelyektől az emberek megállva bámulnak.
A kovácsolt szénszálas technológia ezen innováció csúcsát jelenti, ahol szénszálas hengerek és kovácsolt alumínium középrészek kombinálódnak, így még nagyobb súlycsökkentés érhető el. Bár ez a hibrid technológia még fejlődőben van, az irányt mutatja a BBS és más úttörő gyártók jövőbeli céljaira.
A kovácsolásból eredő szilárdság-súly arány előnye nem csupán szebb kerekeket tesz lehetővé – olyan dizájnokat is lehetővé tesz, amelyek öntött kivitelben egyszerűen szétesnének. Amikor mély vagy extrém konkáv profilok után vágyódik, a kovácsolt kivitel nem opcionális. Ez az alap, ami minden mást lehetővé tesz.
Miután megértettük a gyártási módszert, a következő kérdés gyakorlati jellegű: melyik konkávitási szint felel meg valójában a jármű állására vonatkozó konkrét céljainak? Kössük össze az esztétikai preferenciákat a valós világban előforduló illesztési követelményekkel.

A megfelelő konkávitási szint kiválasztása a kívánt járműálláshoz
Kiválasztotta a preferált konkávitási szintet, és megértette, hogyan teszi ezt lehetővé a kovácsolt gyártási eljárás. Most következik a kritikus kérdés: alkalmas-e ez a drámai mély konkáv profil valóban a jármű állására vonatkozó céljaihoz? A konkávitás illesztése az illesztési stílushoz nem csupán esztétikai kérdés – arról is szól, hogy megértsük az egyes kombinációkhoz kapcsolódó gyakorlati kompromisszumokat. Kössük össze azt, ami jól néz ki a képernyőn, azzal, ami ténylegesen belefér a keréktárcsákba.
Konkávitás illesztése síkban futó, agresszív vagy behúzott illesztésekhez
Minden keréképítés három álláskategória egyikébe tartozik, és mindegyiknek van egy ideális konkávitási tartománya, amely a legjobb vizuális eredményt nyújtja anélkül, hogy illesztési problémákat okozna.
Síkban futó illesztés - Ez az a pont, amit a legtöbb rajongó céloz meg. A kerék felülete majdnem tökéletesen illeszkedik a küszöb széléhez, így zökkenőmentes átmenetet teremt a karosszériától a kerékig. Megfelelő kivitelezés esetén a flush beépítés szándékosnak és kifinomultnak tűnik, anélkül hogy veszélyesnek vagy gyakorlatilannak hatna.
Flush építésnél általában a közepes konkávitás biztosítja a legjobb eredményt. Miért? Ez a konkávitási szint elegendő vizuális mélységet ad az érdekes megjelenéshez anélkül, hogy extrém offsetekre lenne szükség, amelyek túlságosan kifelé tolják a kereket. Megtarthatja az elfogadható felfüggesztési geometriát, miközben eléri azt a „gyári plusz” megjelenést, amely azt sugallja, mintha a járművet pontosan ezekkel a kerekekkel tervezték volna.
Aggresszív beépítés - Itt válik igazán látványossá minden. Az agresszív stílus azt jelenti, hogy a kerék kilóg a küszöbvonalon, létrehozva azt a félreérthetetlen „kipotyogást”, amely figyelmet követel. Ez a stílus gyakran szükségessé teszi a küszöb begörgetését, kihúzását vagy széles test módosításokat, hogy elkerülje a gumiabroncs dörzsölődését.
A mély, szuper konkáv profilok kifejezetten látványosak az agresszív stílusban. Amikor a 20 vagy 22 hüvelykes konkáv felnijeid kilógnak a sárvédők vonalán túl, a megnövekedett konkávitás miatt drámai árnyékvonalak jelennek meg, amelyek minden szögből láthatók. A kilógás és a mélység kombinációja még masszívabbnak mutatja a kereket. Ennek azonban jelentősen alacsonyabb ofszetekre – gyakran 0 és -30 mm közé – van szükség, ami közvetlen hatással van a futómű geometriájára, és esetlegesen állítható alkatrészek beépítését teszi szükségessé.
Beugró illesztés - Az agresszív stíllal ellentétben a beugró illesztésnél a kerék teljes egészében a sárvédő belső vonalán belül helyezkedik el. Ezt a stílust gyakran használják légfelfüggesztéses járműveken, ahol szükség van a rugózás mozgásterére, vagy olyan utcai autókon, amelyek a praktikusságot részesítik előnyben az agresszív megjelenéssel szemben.
Laposból közepesen mély konkáv a legjobb beépített felállásnál. Mivel a kerék a küszöb szélétől visszahúzódva helyezkedik el, így ferde szögből látható, ami ténylegesen fokozza az érzékelt mélységet. Extrém konvexitás használata beépített felállásnál gyakran elveszíti a vizuális potenciált – az erős szögű spókák hatása elvész, ha a kerék nem jól látható pozícióban van.
| Állás célja | Ajánlott konkavitás | Tipikus elforgatási tartomány | Gyakran szükséges módosítások | Legjobb kerékméretek |
|---|---|---|---|---|
| Öntözés | Közepes homorú | +15 és +35 mm között | Kisebb küszöbforgatás (ha egyáltalán szükséges) | 18–20 hüvelyk |
| Rohamos | Mélyről extrém konvexig | 0 és -30 mm között | Fender gurítás, húzás vagy széles testkészlet | 20-22 hüvelykes konkáv kerék |
| Behúzott | Sekélytől közepes konkáv | +30 to +50 mm | Légtasztítás ajánlott | 18-21 hüvelyk |
Mélyen konkáv kialakításoknál figyelembe veendő távolságtartás
Itt akadnak el gyakran a járműátalakítások: a féktárcsák illesztése. Az a lenyűgöző, extrém konkáv profil, amit megcélzott, csodásan nézhet ki a terveken, de a fizikának van az utolsó szava.
A Vorenzo Forged , „A teljesítményautóknak gyakran nagyobb első féktárcsái vannak, amelyekhez laposabb felületű kerekek szükségesek a megfelelő illesztés érdekében.” Ez egy érdekes kihívást teremt: az első és hátsó kerekeinek eltérő konkávitási szintre lehet szüksége ahhoz, hogy megfelelően működjenek.
Vegye figyelembe ezt a gyakori példát konkáv 22 hüvelykes felnikkel rendelkező teljesítményjármű esetén:
- Elő kerekek - A nagyobb féktárcsák (gyakran 6 dugattyús teljesítménycsomagokban) több küllőtartó helyet igényelnek, ami korlátozza Önt közepes homorúságúra, vagy olyan speciális küllők kialakítására szorítja, amelyek a féktárcsák körül haladnak
- Hátsó kerekek - A kisebb hátsó fékek (általában 2 vagy 4 dugattyúsak) lehetővé teszik a mély vagy extrém homorú profilokat minimális távolságtartási aggályokkal
- Eredmény - Számos járműszerelés közepes homorú első kerekeket kombinál mélyen homorú hátsókkal, így létrehozva egy eltérő megjelenést, amely valójában fokozza az agresszív hatást
Az átváltások egyre jelentősebbé válnak, ahogy mélyebb homorúság után vetélkedik:
- A szélsősebb eltolási igények miatt a kerekek kilóghatnak a sárvédők vonalán túl, testmódosításokat igényelve
- Az alacsonyabb eltolások befolyásolhatják a kormányzási geometriát, ami esetlegesen állítható felfüggesztési elemeket tehet szükségessé
- A szélesebb kerekek mély homorúsággal jelentős sárvédőmunkálatokat vagy bővített karosszériainstallációt igényelhetnek
- Koponyazáró kerekek és peremzáras kialakítások további távolságtartási szempontokat vetnek fel terepalkalmazások esetén
- A duális kerekek egyedülálló konkáv korlátokkal néznek szembe a kettős kerékfelszerelési követelmények miatt
Mi a lényeg? Fordított sorrendben dolgozzon: induljon ki fék- és felfüggesztési beállításából. Mérje le féktárcsájának méreteit, ismerje meg jelenlegi offset értékét, és számítsa ki a rendelkezésre álló helyet, mielőtt beleszeretne egy adott konkávitási szintbe. Számos gyártó megadja a küllők és féktárcsa közötti minimális távolságot – használja ki ezeket az adatokat.
Akik 20 hüvelykes konkáv kerekeket használnak, általában nagyobb tervezési szabadsággal rendelkeznek, mint nagyobb átmérőjű kerekeknél. A nagyobb oldalfal-magasság pufferként szolgál kisebb illesztési problémák esetén. A 22 hüvelykes konkáv kerekekre váltás jelentősen szigorítja a tűréseket, így a megfelelő tervezés elengedhetetlenné válik.
Ezeknek a passzolási tényeknek a megértése nem szűkíti be lehetőségeit – hanem éppen összpontosítja azokat. Ha tudja, hogy járműve fékrendszere korlátozza a kerék elégtávolságát közepes mértékűre, akkor bizalommal választhathat mélyen konkáv hátsó kerekeket, hogy a legnagyobb vizuális hatást érje el ott, ahol az a legfontosabb. Ez a célzott megközelítés gyakran hatásosabb járműfelépítést eredményez, mintha mind a négy saroknál egységes, extrém konkávitást próbálna elérni.
Miután meghatároztuk a testmagasságra vonatkozó célokat és a szükséges távolságtartást, nézzük meg, hogyan érvényesülnek ezek a konkávitási elvek különböző járműkategóriákban – hiszen egy alacsonyra szerelt sportautón alkalmazott megoldás teljesen másként hat egy magasabban futó teherautón vagy luxus terepjárón.

Népszerű konkávitás-alkalmazások járműtípusok szerint
Az a mélyedési szint, amely az egyik járművet átváltoztatja, a másiknál teljesen rosszul hathat. Egy extrém homorú profil, amely domináns egy széleskarosszériás sportautón, furcsán hatna egy magasított teherautón. Annak megértése, hogy különböző járműkategóriák hogyan fogadják a homorúságot, segít elképzelni, mi működik valójában a saját járművén – és miért kelt ugyanaz a kerékkialakítás ennyire eltérő benyomást különböző alvázakon.
Teherautók és terepjárók homorú keréktrendjei
Az utóbbi néhány évben robbanásszerűen nőtt a homorú kerékek népszerűsége teherautóknál és terepjáróknál, olyan stíluselemet hozva ebbe a piaci szegmensbe, amely korábban elsősorban sportautókra volt jellemző. Az alkalmazás azonban alapvetően másképp mutatkozik meg, mint alacsonyabb járműveken.
Teherautókhoz, például F150-es kerekekhez és nagyméretű terepjárókhoz a közepes homorúságú profil általában nyújtja a legjobb vizuális egyensúlyt. Miért? A magasabb ülésmag miatt gyakran kissé az ember szintje alól nézzük ezeket a kerekeket, ami természetesen fokozza a mélység érzetét. Egy túlzottan homorú kerék felemelt teherautón valójában túlzónak tűnhet – a hangsúlyosított hengerelőszög verseng az autó amúgy is tekintélyt parancsoló megjelenésével.
Az utcai használatra tervezett teherautó-kialakítások ezt az előírást részesítik előnyben:
- Kerékméretek - 20x10-től 22x12-ig arányos megjelenésért a nagyobb járműveken
- Homorúsági szint - Közepes vagy mély homorúság határozott, agresszív megjelenésért, túlterhelés nélkül
- Csavarminták - 5x114,3 és 6x135 a hazai teherautó-alkalmazások többségét lefedi
- Előtolás tartománya - Általában +0-tól -25 mm-ig, hogy a "kitolt" állás érvényesüljön túlzott kidudorodás nélkül
A terepjáró kialakítások egyedi szempontokat vetnek fel. A Jeep felnik és a kizárólag terepre tervezett járművek gyakran az extrém stílus helyett a funkciót részesítik előnyben. A sekélyebb vagy közepes konkáv kialakítás jól működik ezen a területen, látványos megjelenést biztosítva, miközben fenntartja az átmenő rés szélességét nagyobb fékpofák számára, és elkerüli a küllők sérülését a terepi törmeléktől. A durva környezet azt jelenti, hogy a drámai, extrém konkáv profilok gyakorlati korlátokba ütköznek – a kiálló küllők könnyebben akadnak kövekbe és sárba.
Sportautók és muscle car-ök konkáv stílusa
Itt válik igazán érvényessé a mély és extrém konkáv profil. Az alacsonyabb ülésmagasság, a szélesebb kerékjáratok és a teljesítményre hangsúlyozott esztétika tökéletes vásznat teremt az agresszív konkávitás számára.
A modern sportautók és teljesítményautók gyakran széles karosszériabővítéssel (widebody kitérítéssel) rendelkeznek, amelyeket kifejezetten extrém kerékkonfigurációk befogadására terveztek. Szerint Performance Plus Tire , a Forgeline háromrészes moduláris, kovácsolt konkáv kerekei mély profilúak, modern, izmos megjelenést kölcsönözve, testreszabott méretekben 18″-tól 22″-ig átmérőben. Ezek a kialakítások kihasználják a megnövelt sárvédő szélességet, hogy lényegesen alacsonyabb offszetekkel működjenek, lehetővé téve a maximális konkavitást megfelelő illeszkedés fenntartása mellett.
A muscle carok külön figyelmet érdemelnek. A Mustang kerekek és a mustang felni szinonimává váltak a konkáv stílussal, ötvözve a klasszikus amerikai izomautó esztétikát a modern keréktechnológiával. Az együttes kiválóan működik, mert:
- Széles hátsó sárvédők elfogadják az aszimmetrikus felépítéseket, mélyebb hátsó konkavitással
- Az első tengelyen alacsonyabban elhelyezett féktárcsák (az európai sportautókhoz képest) közepes konkáv első profilokat tesznek lehetővé
- A klasszikus ötsugaras dizájnok gyönyörűen adaptálhatók konkáv változatokká
- Az izmos karosszéria vonalai kiegészítik, nem versengenek az agresszív kerék mélységgel
Népszerű muscle car konkávitási kombinációk:
- Előtér - 20x9 közepes konkávval, offszet kb. +25-től +35 mm-ig
- Hátulsó - 20x11 vagy 20x12, mély konkávvel, +10-tól +20 mm-ig terjedő eltolással
- Rögzítő lyukak szerkezete - 5x114,3 a legtöbb modern Mustang és Camaro esetében, a Camaroknál 5x120
Az európai luxusautók más megközelítést alkalmaznak. A BMW kerekek és bmw felni általában enyhe, illetve közepes konkáv profilra építenek, amely inkább kiegészíti, semmint dominálja az autó stilizált dizájnját. Ezek a konstrukciók a finomságra helyezik a hangsúlyt – a konkávitás mélységet és jelenlétet kölcsönöz, anélkül hogy feltűnést keltenének.
BMW alkalmazások és hasonló európai platformok esetén:
- Kerékméretek - 19x8,5-tól 20x10-ig arányos megjelenés biztosítása érdekében
- Homorúsági szint - Enyhe vagy közepes konkáv, visszafogott agresszivitásért
- Rögzítő lyukak szerkezete - 5x120 az alapértelmezett a legtöbb BMW platformon
- Előtolás tartománya - +25-től +40 mm-ig terjedő eltolás, amely a gyári karosszériavonalakhoz igazodó, sima illesztést biztosít
Itt egy olyan betekintés, amit a tapasztalt építők jól ismernek: ugyanaz a keréktípus teljesen más történetet mesél el járműtípustól függően. Egy közepes konkáv profil alacsonyra süllyesztett BMW-n agresszíven hat, míg egy nagyméretű teherautón csupán megfelelőnek tűnik. Ugyanakkor egy Mustangon tökéletes arányúnak látszó mély konkáv túlságosan meghatározó lehet egy kompakt sportautó küszöbein. A kontextus legalább annyira fontos, mint maga a kerék.
Ezek szegmensspecifikus alkalmazásainak megértése segít reális elvárásokat kialakítani. Ha egy teherautót építesz, akkor a szélsőségesen mély konkáv keresése nem feltétlen hozza el a várt hatást. Ha egy széles karosszériájú sportautóval dolgozol, akkor a közepes konkáv esetleg kihasználatlan vizuális potenciált hagyhat. Illeszd konkávitási ambícióidat ahhoz, ami ténylegesen működik az adott járműplatformon.
A járműspecifikus alkalmazások ismeretében a következő lépés gyártókkal való együttműködés, akik megvalósíthatják az elképzelését. Az egyedi megrendelési folyamat precíziós homorúságú keréktárcsák esetén világos kommunikációt és minőségközpontú partnereket igényel, akik értik az estétikát és a mögöttes mérnöki tudást egyaránt.
Az egyedi megrendelési folyamat precíziós homorúságú keréktárcsákhoz
Már meghatározta az ideális homorúsági szintet, ismeri a szükséges távtartó és szélességi előírásokat, valamint azt, hogy melyik szerkezeti típus illik az autójához. Most következik az a lépés, amely különbséget teremt az egyedi kovácsolt keréktárcsák és a polcon kapható alternatívák között: közvetlen együttműködés a gyártókkal, hogy olyan kerekeket hozzanak létre, amelyek pontosan az ön elképzelése szerint készülnek. Ez a folyamat korlátlan kontrollt biztosít a végső eredmény felett – de szükséges tisztában lenni azzal, mit lehet várni, és milyen kérdéseket kell feltenni.
Az igazi testreszabott, űrtárgyalt keréktárcsák lehetővé teszik a pontos eltolás és szélesség megadását, így elérheti a kívánt homorúsági megjelenést. Ellentétben a katalógusban szereplő keréktárcsákkal, ahol előre meghatározott specifikációk közül választhat, a testreszabott rendelésekkel Ön irányíthatja azokat a méreteket, amelyek közvetlenül befolyásolják a homorú profil mélységét és hatását. Pontosan ez az oka annak, hogy komoly autórajongók inkább testreszabott, űrtárgyalt teherautókeréktárcsákat és homorú, űrtárgyalt keréktárcsákat választanak, semsem tömeggyártott alternatívákra hagyatkoznának.
Gyártókkal végzett munka egyedi homorúsági specifikációkon
A sikeres és a frusztráló egyedi kerékprojekt között gyakran a gyártói támogatás dönt. A megbízható gyártók nem csupán fogadják a rendelését – műszaki tanácsadást is nyújtanak annak érdekében, hogy a megadott specifikációk valóban kompatibilisek legyenek a járművével.
Képzelje el, hogy megrendel kovácsolt billet féltengelyeket agresszív specifikációkkal, majd kiderül, hogy azok nem férnek el a féktárcsák körül, vagy ütközést okoznak a futóműben. A minőségi gyártók ezt megelőzik, mivel illesztési konzultációt kínálnak a gyártás megkezdése előtt. Átnézik járműve specifikációit, megbeszélik az állásra vonatkozó céljait, és olyan támaszték- és szélességkombinációkat javasolnak, amelyek biztosítják a kívánt homorúságot, miközben megfelelő működést garantálnak.
A 41 Forged , az egyedi rendelési folyamat általában részletes megbeszéléssel kezdődik "járművéről és az egyedi kerékrendelés specifikus követelményeiről". Ez az együttműködési megközelítés biztosítja, hogy ne találgasson a specifikációkkal kapcsolatban – hanem szakértőkkel dolgozik együtt, akik értik, hogyan hat egymásra a homorúság, a támaszték és a szélesség.
Kovácsolt terepjáró alkalmazások és kovácsolt off road építések esetén ez a műszaki támogatás még fontosabbá válik. A terepalkalmazás olyan terhelési tényezőket vezet be, amelyekkel az utcai alkalmazások nem szembesülnek, így a megfelelő specifikáció elengedhetetlen az esztétika és a tartósság szempontjából egyaránt.
- Kezdeti konzultáció - Lépjen kapcsolatba a gyártóval járművének adataival, kívánt konkávitási szintjével és álláscéljaival. Adja meg a jelenlegi kerékjellemzőket és az illesztést befolyásoló bármely módosítást (felfüggesztés, fék, karosszériamunkák).
- Specifikáció fejlesztése - A gyártó konkrét távtartó, szélesség és szerkezeti kombinációkat javasol a megadott adatok alapján. Itt válik a gyártó mérnöki szakértelme olyan megvalósítható specifikációvá, amely az esztétikai elképzelését testesíti meg.
- Megjelenítés jóváhagyása - A legtöbb minőségi gyártó részletes ábrákat készít a kerék mélyedéséről és peremmélységről a gyártás megkezdése előtt. A 41 Forged azt jelzi, hogy „részletes ábrákat készítenek 2–4 munkanapon belül, amelyek bemutatják a kerék mélyedését és/vagy peremmélységét”. Ezeket alaposan érdemes átnézni – ez a végső termék előnézete.
- Állampénz és gyártás engedélyezése - Miután véglegesítették a specifikációkat, számítson előre fizetési kötelezettségre (általában 50%), amely elindítja a gyártást. Ez mindkét fél érdekét védi, figyelembe véve a teljesen egyedi termék jellegét.
- Gyártási fázis - Az egyedi kovácsolt keréktárcsák általában 4–8 hetet igényelnek a gyártáshoz, attól függően, hogy mennyire bonyolultak és mekkora az aktuális kereslet. A prémium kovácsolt keréktárcsák konkáv profilja és összetett felületei tovább növelhetik ezt az időkeretet.
- Minőségellenőrzés és végső jóváhagyás - A megbízható gyártók fényképeket készítenek a kész kerékről a szállítás előtti jóváhagyás céljából. Ez a végső ellenőrzési pont biztosítja, hogy minden megfeleljen a megadott specifikációknak.
- Fennmaradó összeg kiegyenlítése és szállítás - Az engedélyezést követően a fennmaradó összeget beszedjük, majd a kerekeket nyomonkövethető szállítással kiszállítjuk. Nemzetközi szállítás esetén 3-4 hetet számoljon.
Minőségi előírások az egyedi kovácsolt kerékgyártásban
Amikor egyedi kovácsolt kerekekre költ pénzt, biztosítéknak kell lennie afelől, hogy a precíziós gyártás olyan alkatrészeket hoz létre, amelyek megfelelnek az esztétikai és szerkezeti követelményeknek egyaránt. Itt jön képbe az iparági tanúsítvány, amely minőségi garanciát jelent.
A FlexiForge Wheel , „Az IATF 16949:2016 tanúsítvány elengedhetetlen a kerékgyártók számára, akik nagy autógyártóknak szállítanak. A teljes gyártási folyamatot lefedi, és minden szakaszban magas minőségi szint fenntartását biztosítja.” Ez a tanúsítvány a folyamatos fejlődésre és a hibák megelőzésére helyezi a hangsúlyt – pontosan arra, amire akkor van szükség, amikor a szerkezeti integritás nem tárgyalható kérdés.
Mire figyeljen egy minőségközpontú gyártó kiválasztásakor?
- IATF 16949 tanúsítvány - Jelezi, hogy a vállalat gépjárműipari minőségű minőségirányítási rendszert alkalmaz
- JWL és VIA tanúsítványok - Japán szabványok, amelyek független külső vizsgálaton keresztül igazolják, hogy a kerekek szigorú biztonsági követelményeknek felelnek meg
- Dokumentált tesztelési protokollok - A hatáspróba, a forgó fáradási vizsgálat és a radiális terhelési vizsgálat ellenőrzi a szerkezeti teljesítményt
- Anyag nyomon követhetőség - A minőségi gyártók nyomon követik az alumíniumötvözetek eredetét és a hőkezelési előírásokat
Olyan vállalatok mint Shaoyi (Ningbo) Metal Technology szemlélteti ezt a minőségközpontú megközelítést, megtartva az IATF 16949 tanúsítást, miközben precíziós forró kovácsolási lehetőséget kínálnak járműipari alkatrészekhez. Gyors prototípuskészítésük – akár 10 napos határidővel is elérhető – lehetővé teszi a vásárlók számára a specifikációk ellenőrzését a teljes gyártási sorozatba való beugrás előtt. Ez a minőségi tanúsítás és mérnöki rugalmasság kombinációja az, amit komoly kerékvásárlóknak gyártási partnereiknél keresniük kell.
A földrajzi elhelyezkedés szintén hatással van a rendelési élményre. A gyártók, akik nagy hajózási kikötők közelében helyezkednek el, jelentősen felgyorsíthatják a globális szállítást. Shaoyi például a Ningbo Kikötő közelében található, ami leegyszerűsíti a nemzetközi logisztikát, és csökkenti a szállítási időt az egész világon lévő vásárlók számára. Amikor 4-8 hetet várnak a gyártásra, a szállítási idő lerövidítése jelentős különbséget jelent.
A legjobb egyedi kovácsolt felnit gyártók nemcsak azt készítik el, amit megrendel, hanem segítenek abban is, hogy olyan terméket rendeljen, ami ténylegesen működik, miközben ötvözik a mérnöki szakértelmet a precíziós gyártással, így olyan felniket szállítva, amelyek pontosan úgy néznek ki, ahogy tervezték, és hibátlanul teljesítenek.
Az olcsó kovácsolt keréktárcsák iránt érdeklődők számára az egyedi gyártási folyamat elrettentőnek tűnhet. Ugyanakkor a gyártókkal közvetlenül való együttműködés gyakran költséghatékonyabb, mint a prémium márkák termékeinek beszerzése, miközben kiváló testreszabhatóságot is biztosít. A lényeg az olyan partnerek megtalálása, akik képesek összhangba hozni a minőségi tanúsítványokat a rugalmas műszaki támogatással – így biztosítható, hogy konkáv kovácsolt keréktárcsái pontosan megfeleljenek az előírt specifikációknak, váratlan kompromisszumok nélkül.
Ennek a folyamatnak a megértése lehetővé teszi, hogy tájékozott vásárlóként lépjen fel a gyártókkal szemben. Tudja, hogy milyen mértékű konkavitást szeretne, mely specifikációk szükségesek annak eléréséhez, és milyen minőségi szabványok garantálják a szerkezeti integritást. E tudással felszerelkezve most már teljes bizalommal hozhatja meg a döntést a keréktárcsa-beszerzéssel kapcsolatban.
Döntése meghozatala teljes biztonsággal – a végső konkavitás kiválasztása
Átnézte a homorúsági lehetőségek teljes skáláját, megértette az egyes megjelenést meghatározó műszaki specifikációkat, és elsajátította, hogyan alkalmazzák a különböző járműtípusok ezt a formatervezést. Most eljött az idő, hogy ezt a tudást gyakorlatba ültse. Akár az ötágú homorú felnik időtlen eleganciája vonz, akár a mélyen ülő (deep dish) dizájn agresszív megjelenése, a döntés meghozatala négy kulcsfontosságú tényező mérlegelésén alapuljon, figyelembe véve saját járműfelépítési céljait.
A homorúsági típus kiválasztásának legfontosabb tanulságai
Mielőtt véglegesítené rendelését, gondolja át, hogyan érvényesülnek ezek a döntési szempontok az Ön helyzetében:
- Esztétikai preferencia - Finom visszafogottságot vagy feltűnő drámát szeretne? A sekély homorúság ideális választás napi használatra és luxus felépítésű járművekhez, míg a mély profil nagy figyelmet kelt kiállítási darabokon és agresszív utcai tuningokon.
- Járműállás célkitűzései - A síkra illeszkedő keréktárcsák természetesen a közepes homorúsággal párosulnak. A határozott poke mély vagy extrém homorúságot igényel, hogy maximalizálja a vizuális hatást. A behúzott felépítések sekélytől közepes profilig profitálnak, amelyek fokozzák a látszólagos mélységet.
- Illeszkedési követelmények - A fékrendszered, a futómű geometriája és a kerékarchengely távolság határozza meg, mi valósítható meg gyakorlatilban. Azok az elképesztő öntött homorú felnik semmit sem érnek, ha nem férnek el a féktárcsák körül.
- Költségvetési szempontok - A háromrészes szerkezet maximális kontrollt biztosít a homorúság tekintetében, de prémium árat is igényel. Az egycsomós kialakítás kiváló értéket nyújt, ha az előre meghatározott specifikációk megfelelnek az igényeidnek.
- Amit sok rajongó figyelmen kívül hagy: kérd meg többféle specifikációs lehetőséget a gyártótól. Kérd meg, hogy láthasd ugyanannak a keréktípusnak a renderelését különböző szélességű és tolóerő-kombinációkban. Egy 20x9 ET+35 méretű kerék teljesen más vizuális történetet mesél el, mint ugyanez a modell 20x11 ET+15-ös méretben. Ez az összehasonlítás pontosan megmutatja, mennyi homorúságot fogsz ténylegesen látni, miután a kerék felszerelésre került – mielőtt ezrekbe kerülő döntést hoznál.
A tökéletes homorúsági szint nem a legmélyebb elérhető – hanem az, amely megfelel esztétikai elképzelésének, miközben tiszteletben tartja járműve szerelési valóságait.
Azok számára, akik bizonytalanok, hol kezdjék, a közepes homorúság kiváló sokoldalúságot kínál. Ez a lehetőség alkalmazható a legtöbb járműtípuson, kompatibilis szabványos fércsomagokkal, és észrevehető mélységet biztosít agresszív átalakítások nélkül. Később mindig választhat mélyebb kialakítást, ha már megértette, hogyan hat interakcióba a homorúság járműve adott platformjával.
Azok számára, akik kiállítási járműveket vagy széles karosszériájú járműveket építenek, ahol a maximális látványi hatás elengedhetetlen, a mélytől extrém homorúságú profilok nyújtják azt a drámai megjelenést, ami leállítja a forgalmat. Csak győződjön meg arról, hogy a féktávolság és a futómű geometriája képes támogatni ezeket az agresszív specifikációkat.
Következő lépések az egyedi felnijainak útján
Akár konkáv keréktárcsákat keres 5x114 3-as alkalmazásokhoz, akár konkáv 5x120-as keréktárcsákat a BMW-jéhez, vagy konkáv felniket teherautókhoz, fegyelmezze fel magát a megfelelő kérdésekkel, mielőtt gyártókkal lépne kapcsolatba:
- Milyen konkávitási szintek érhetők el a szükséges menetemelkedési mintában és kerék méretben?
- Tudnak rendereléseket biztosítani, amelyek ugyanazt a dizájnt mutatják különböző offset specifikációk mellett?
- Mekkora féknyereg-távolságot biztosít minden egyes konkávitási szint?
- Kínálnak eltérő konkávitási beállításokat (közepes elején, mély hátul)?
- Milyen tanúsítások igazolják az űzött szerkezetű kivitel minőségét?
- Mennyi az átlagos átfutási idő egyéni specifikációk esetén?
Ez az útmutató alapozta meg a tájékozott beszélgetéseket a kerékgazdálkodókkal és kiskereskedőkkel. Megértette, mi hozza létre a konkávitást, hogyan befolyásolják a specifikációk a megjelenést, és mely profilok illenek különböző járműtípusokhoz. A bmw konkáv kerekektől kezdve a konkáv mustang felnikig az elvek változatlanok – csupán az alkalmazások különböznek.
Létezik a tökéletes kerékkombináció. Ezzel a tudással most már készen állsz, hogy megtaláld.
Gyakran ismételt kérdések az egyedi, kovácsolt mélyre húzott kerekekről
1. Mi a kerék mélysége, és miért fontos?
A kerék mélysége a kerékfelületnek a külső peremtől a központi futófelület felé irányuló belső ívét jelenti. Ez az elem vizuális mélységet teremt árnyékvonalakkal és dimenzióval, amelyet a lapos felületű kerekek nem tudnak nyújtani. A mélység fontos, mert jelentősen befolyásolja a jármű megjelenését és testtartását, szélesebbé, stabilabbá és célirányosabbnak tűnővé téve azt. A megfelelő mélységi szint továbbá hatással van a beépíthetőségre, a fékrendszer elhelyezkedésére és a felfüggesztés geometriájára.
2. Milyen típusú mélyre húzott kerekek léteznek?
Öt fő homorúsági típus létezik: A lapos felület minimális mélységgel rendelkezik, a küllők párhuzamosak a felülettel. Az alacsony/sekély homorúság enyhe befelé ívelést mutat, visszafogott eleganciát kölcsönözve. A közepes homorúság kiegyensúlyozott esztétikát nyújt, jól látható árnyékvonalakkal. A mély homorúság drámai küllőszögeket eredményez, határozott megjelenést adva. A szuper homorúság a maximálisan elérhető mélységet biztosítja, figyelemfelkeltő vizuális hatást keltve, általában széles karosszériájú járművek és kiállítási autók esetén alkalmazzák.
3. Hogyan befolyásolja az offset a kerék homorúságának megjelenését?
Az offset a legmeghatározóbb specifikáció a vizuális homorúság szempontjából. Az alacsonyabb vagy negatív offset értékek befelé tolják a rögzítési felületet, nagyobb látható edényformát és hangsúlyosabb homorúságot eredményezve. Például egy 20x10 ET+15-ös kerék lényegesen homorúbbnak tűnik, mint ugyanez a kerék 20x10 ET+50-es változatban. A szerelőlap helyzete a kerék középvonala viszonylatában közvetlenül meghatározza, mennyire hajlik be a kerék felülete.
4. Miért jobbak az űrtartósan kovácsolt kerékfajták a mély homorúságú tervekhez?
A kovácsolt keréktárcsák 8.000–10.000 tonnás összenyomásnak vannak kitéve, amely kiküszöböli a pórusokat, és egységes szemcseszerkezetet hoz létre, kiváló szilárdság-súly aránnyal. Ez lehetővé teszi a gyártók számára, hogy vékonyabb, meredekebb szögben futó küllőket használjanak, miközben megőrzik a szerkezeti integritást. Az öntött keréktárcsáknál kövérkésebb küllőkre van szükség, amelyek nem érhetik el a meredek szögeket anélkül, hogy biztonsági kompromisszumot kötnének. A háromrészes kovácsolt felépítés maximális konkávitási szabályozást kínál cserélhető alkatrészekkel. Az IATF 16949 tanúsítvánnyal rendelkező gyártók, mint például a Shaoyi, pontos kovácsolással garantálják az előírt specifikációk betartását.
5. Milyen konkávitási szint a legmegfelelőbb különböző járműtípusokhoz?
A közepes homorúság jól illik a teherautókhoz és terepjárókhoz, ahol a magasabb menetállás természetesen fokozza a mélység érzetét. A sportkocsik és muscle carok kiválóan mutatnak mély vagy extrém mély homorúsággal, amely kiegészíti a széles küszöböt és az alacsonyra szerelt felfüggesztést. Az európai luxusjárművek általában enyhén vagy közepesen homorú felni formát részesítenek előnyben, ami megfelel a kifinomult eleganciának. Illesztésnél a közepes homorúság adja a legjobb eredményt, míg az agresszív állású járművek mély vagy extrém mély homorúságot igényelnek, megfelelő karosszériamódosításokkal.