 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Testreszabott űrtávtartó kerék útmutató: Kerülje el a költséges illesztési hibákat

A kerék visszatartás megértése egyedi kovácsolt keréktárcsák rendelésénél
Elgondolkodott már azon, hogy miért illeszkednek tökéletesen egyes utángyártott keréktárcsák, míg mások a felfüggesztés alkatrészeihez dörzsölődnek vagy esetlenül állnak ki a sárból? A válasz gyakran egyetlen kritikus mérethez vezethető vissza: a kerék visszatartáshoz. Amikor egyedi kovácsolt keréktárcsákba fektet be, ennek a specifikációnak az ismerete nem csupán hasznos – nélkülözhetetlen befektetése védelme érdekében.
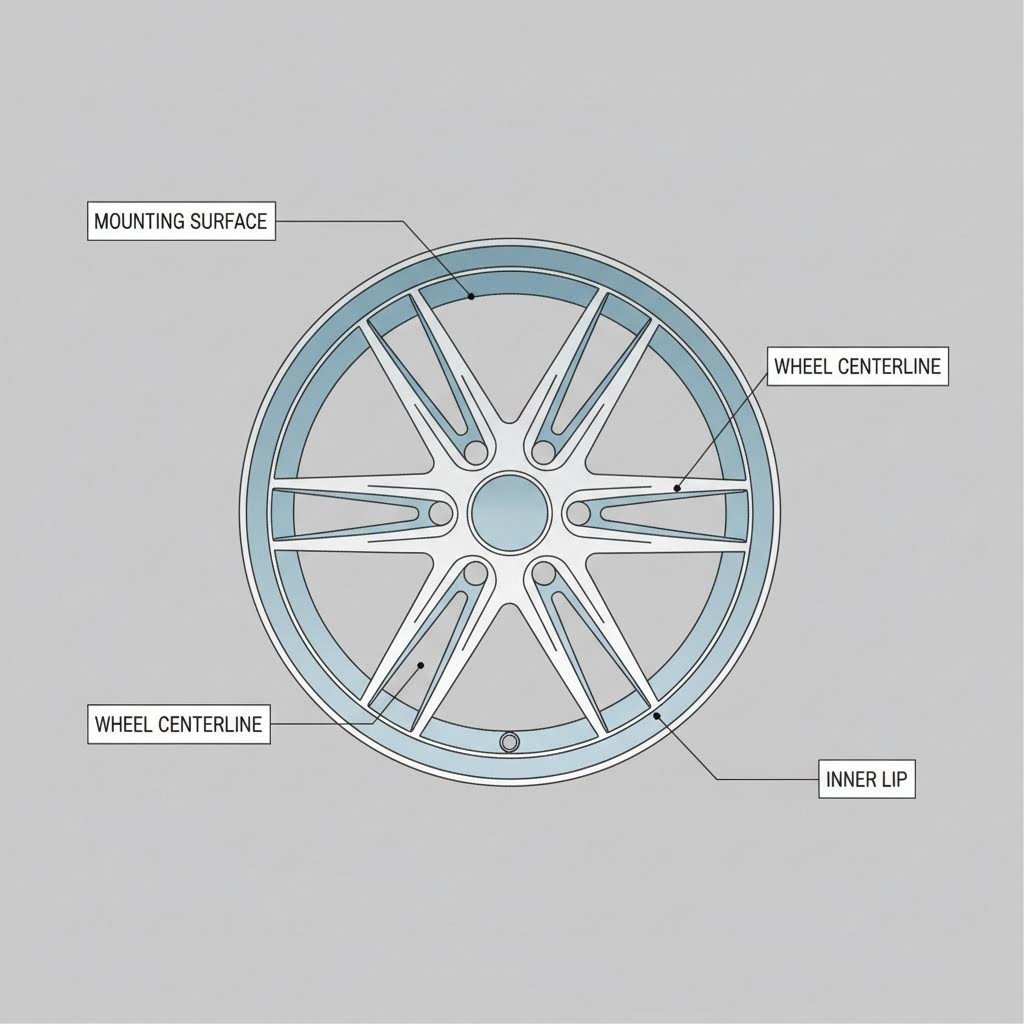
Mi is az a kerék visszatartás pontosan? A kerék rögzítési felülete (ahol a tengelyhez csavarodik) és a kerék belső pereme közötti távolságra utal, hüvelykben mérve. Ez a méret szorosan együttműködik a kerék eltolásával és szélességével annak meghatározásában, hogy a keréktárcsák hogyan helyezkednek el a keréknyílásokban. Míg az eltolás a rögzítési felülettől a kerék középvonaláig terjedő milliméterben mért távolságot jelenti, addig a visszatartás teljes képet ad a belső hézagméretrol.
Miért fontosabb a visszatámasztás az űrt sajtolású keréknél
Felteheti a kérdést: "Mi a kerék futóműtávolsága, és miért kellene törődnöm a visszatámasztással, amikor éppen űrt sajtolású kerekeket rendelek?" Íme a lényeg – az űrt sajtolású kerekek jelentős fejlődést jelentenek az öntött vagy áramlásformált alternatívákhoz képest. A gyártási folyamat sűrűbb, erősebb kereket eredményez, amely magasabb árat is igényel. Ellentétben az állólapon kapható öntött kerekekkel, ahol egyszerűen csak választhat az elérhető méretekből, az egyedi űrt sajtolású kerekeket pontosan az Ön specifikációi szerint készítik el.
Ez az egyedi testreszabhatóság egyszerre áldás és felelősség. Az űrt sajtolású gyártók pontos visszatámasztási méreteket tudnak beállítani, amelyek esetleg nem érhetők el sorozatgyártású kerekeknél. Ugyanakkor, ha az egyedi űrt sajtolású kerekei egyszer már gyártásba kerültek, nincs lehetőség visszaküldésükre, ha helytelen adatokat adott meg. A kerék szélessége, futóműtávolsága és visszatámasztása közötti összefüggés azt jelenti, hogy még egyetlen méretbeli hiba is teljesen felboríthatja a tökéletes illeszkedést.
A hibás megvalósítás költsége
Fontolja meg, mi forog kockán egyedi kovácsolt kerékpántok rendelésekor. Egy minőségi készlet könnyedén elérheti az ezerdolláros összegeket – néha meghaladva az eredeti járműkerék árát öt-tízszeresére. Ha figyelembe vesszük az egyedi felületkezelést, speciális dizájnt és a precíziós mérnöki megoldásokat, a befektetés még nagyobb mértékben nő.
A helytelen hátramenet az egyedi kovácsolt kerékpántokon nem csupán esztétikai hibát jelent – kerekek dörzsölődését, gyorsabb kopást, romlott futóképességet okozhat, sőt a legsúlyosabb esetekben fékalkatrészek és felfüggesztési elemek sérülését is eredményezheti, amelyből egy kerékméretezési hiba biztonsági kockázattá válik.
Az abroncs eltolás (tire offset) és a hátsó távtartás (backspacing) közötti különbség megértése alapvető fontosságúvá válik, ha figyelembe vesszük, hogy ezek a méretek közvetlenül meghatározzák, hogy a keréktárcsák elhagyják-e az összes szükséges elemet. A túl kicsi hátsó távtartás kifelé tolja a kereket, ami potenciálisan sértheti a külső motorházat. A túl nagy hátsó távtartás pedig befelé húzza a kereket, növelve a felfüggesztés karjai, féktárcsák és belső motorházak akadályoztatásának kockázatát.
Ebben az egyedi, kovácsolt kerék hátsó távtartás útmutatóban megtanulhatja, hogyan mérje meg pontosan jelenlegi kerekeit, kiszámítsa a szükséges specifikációkat, és hatékonyan kommunikáljon a gyártókkal. Legyen szó napi használatra szánt jármű felújításáról, kiállítási autó építéséről vagy teljesítményautó felszereléséről, ezeknek a méreteknek a megfelelő ismerete biztosítja, hogy prémium kovácsolt kerekei pontosan illeszkedjenek, amit érte fizet.
Hátsó távtartás vs. Eltolás – Egyszerűen magyarázva
Most, hogy már érti, miért fontosak ezek a mérések az egyedi kovácsolt kerékinverzió szempontjából, nézzük meg pontosan, mi a különbség a kerék hátsó távtartóján és az eltolásán. Bár mindkét mérés a kerék pozícióját írja le, eltérő vonatkoztatási pontból közelítik meg a fogalmat – és alapvető fontosságú ennek a különbségnek a megértése, amikor specifikációkat közöl a gyártókkal.
Hátsó távtartó, hüvelykben megadva
Képzelje el, ahogy a kerék arcát lefelé fordítva egy sík felületre helyezi. A hátsó távtartó a rögzítési felület (a lapos terület, ahol a kerék a futóműhöz csavarozódik) és a kerék legalsó széle – belső pereme – közötti távolság. Ezt a méretet hüvelykben fejezik ki, és pontosan megmutatja, mennyire nyúlik be a kerék járműve felfüggesztési és fékalkatrészei felé.
Íme egy gyakorlati módszer ennek szemléltetésére: ha egy keréken 4 hüvelyk hátsó távtartás van, a rögzítési felület 4 hüvelyk távolságra helyezkedik el a kerék belső szélétől. Egy 6 hüvelyk hátsó távtartással rendelkező keréknél a rögzítési felület 6 hüvelyk távolságra van azon belső peremtől, ami azt jelenti, hogy a kerék nagyobb része a rögzítési pont mögé esik, és közelebb kerül a felfüggesztés alkatrészeihez.
A hátsó távtartás saját maga általi méréséhez helyezze a kereket védett felületre úgy, hogy a külső oldala lefelé nézzen. Helyezzen egy egyenes rudat a kerék hátsó részére úgy, hogy az érintse a kerék mindkét külső szélét. Ezután mérje meg a távolságot a rögzítési felülettől az egyenes rúd alsó széléig. Ez a távolság adja meg a hátsó távtartás mértékét – egyszerű és könnyen érthető.
Távtartás milliméterben mérve
Amikor a kerék eltolását és a hátsó távtartót hasonlítjuk össze, képzeljük el az eltolást úgy, mint a rögzítési felület és egy képzeletbeli vonal közötti távolságot, amely pontosan a kerék szélességének középpontján halad keresztül. A hátsó távtartóval ellentétben az eltolás milliméterben kifejezett érték, amely pozitív, negatív vagy nulla lehet attól függően, hogy a rögzítési felület hol helyezkedik el a középvonalhoz képest.
Egyszerűbb megfogalmazásban, ha elképzeljük, hogy a kereket tökéletesen félbevágjuk a szélessége mentén, akkor ez a középpont szolgál referenciaként. Az eltolás értéke azt mutatja meg, hogy milyen messze és milyen irányban tér el a rögzítési felület a középvonaltól.
- Pozitív offset: A rögzítési felület közelebb van a kerék arcához (utcán lévő oldal), így a kereket befelé, a küszöb alá tolja. A mai modern személygépkocsik és elsőkerék-hajtású autók többsége pozitív eltolású kerekeket használ megfelelő távolságtartás és vezethetőségi jellemzők érdekében.
- Nulla offset: A rögzítési felület pontosan illeszkedik a kerék középvonalához. Ez a semleges pozíció volt jellemző régebbi járműveken és néhány hátsókeresk hajtású alkalmazásnál.
- Negatív offset: A rögzítési felület közelebb helyezkedik el a kerék hátsó részéhez (fék oldal), ezzel kifelé, a küszöbön vagy annak túl tolva a kereket. Teherautók, terepjárók és extréme stílusú járművek gyakran használnak negatív offsetet az úgynevezett "kipotyogtatott" megjelenés érdekében.
Amikor a kerékoffseteket olyan jelölésekkel magyarázzák, mint a "+45mm" vagy a "-25mm", akkor a +/- jel irányt jelent. Egy +45 mm-es offset azt jelenti, hogy a rögzítési felület 45 milliméterrel a középtől az utcára néző oldal felé helyezkedik el, míg a -25 mm azt jelenti, hogy 25 milliméterrel a fékoldal felé esik a középtengelytől.
Hogyan befolyásolja az űrtartalom a lehetőségeidet
Itt válik különösen fontossá a hátsó távolság és az offset közötti különbség megértése az egyedi űrtartalmú kerékvásárlók számára. Ellentétben a fix formákban öntött kerekekkel vagy a korlátozott testreszabhatóságú folyamatosan alakított kerekekkel, az űrtartalmú kerekeket szilárd alumínium tömbökből nagy pontossággal marják le.
Ez a gyártási folyamat lehetővé teszi az űrtávtartó és eltolás (offset) paraméterek olyan beállítását, amely egyszerűen nem érhető el tömeggyártott alternatívák esetén. Szüksége van egy speciális 4,75 hüvelykes hátsó távtartóra a szokásos 4,5 vagy 5,0 hüvelyk helyett? A kovácsolt gyártásmód ezt lehetővé teszi. Olyan szokatlan eltolásra vágyik, amely tökéletesen elfér nagy fékkészleténél, miközben megőrzi a kívánt állást? Egy minőségi kovácsolt kerékgyártó pontosan erre képes.
A kovácsolással elérhető szigorúabb tűréshatárok – gyakran a milliméter törtrészein belül – biztosítják, hogy az Ön által megrendelt specifikációk pontosan azok legyenek, amelyeket kap. Öntött kerekek esetében összehasonlítva enyhén eltérhetnek a megadott méretek a formaöntés természetéből adódóan. Amikor szűk illesztésű teljesítményorientált felfüggesztési elemek vagy túlméretezett fékek környezetében dolgozik, ez a pontosság-különbség jelentősen számít.
Ez a rugalmasság felelősséggel is jár. Mivel az űrt saját pontos előírásai szerint készítik el, nincs hely mérési hibáknak. A pozitív és negatív kilógás közötti viszony, a kerék szélessége és az eredményül kapott hátsó távolság (backspacing) közötti összefüggést helyesen kell kiszámítani a gyártás megkezdése előtt. A következő szakaszban megtanulhatja a pontos képleteket és számításokat, amelyek szükségesek ezeknek az előírásoknak a biztos meghatározásához.
Hátsó távolság és kilógás kiszámítása
Készen áll arra, hogy továbblépjen a meghatározásokon, és áttérjen a tényleges matematikára? Ne aggódjon – egyszerűek azok a számítások, amelyek összekapcsolják a kerék szélességét, a kilógást és a hátsó távolságot, ha egyszer megértette a képletet. Használ-e offset-ból backspacing-et számító kalkulátort, vagy maga végzi el a számításokat, ezeknek az átváltásoknak a begyakorlása biztosítja, hogy bizalommal rendelhessen egyedi űrt saját kovácsolt kerekeket.
A hátsó távolság képletének magyarázata
A visszatámasztás kiszámításának szabványos képlete figyelembe veszi a kerék teljes szélességét, beleértve a gumiabroncs-rögzítő peremeket is. Íme a használandó képlet:
Visszatámasztás = ((Kerékszélesség + 1) ÷ 2) + Eltolás (hüvelykben megadva)
Miért kell 1 hüvelyk hozzáadni a kerékszélességhez? A megadott kerékszélesség (például „9 hüvelyk” vagy „10 hüvelyk”) csak a rögzítőülés szélességét jelenti – azaz azt a területet, ahol a gumi valójában fel van szerelve. A mindkét oldalon kinyúló kerékperemek kb. 1 hüvelykkel növelik a teljes szélességet. Ez a korrekció adja meg a pontos középvonal-helyzetet, amelyre a helyes visszatámasztás kiszámításához szükség van.
Nézzünk egy konkrét példát. Tegyük fel, hogy egy 9 hüvelyk széles, +25 mm-es eltolású űrtelenített keréket rendel:
- Adjunk hozzá 1 hüvelyknyit a megadott kerékszélességhez: 9 + 1 = 10 hüvelyk (teljes szélesség)
- Osszuk el kettővel, hogy megkapjuk a középvonalat: 10 ÷ 2 = 5 hüvelyk
- Átváltjuk az eltolást milliméterről hüvelykre: 25 mm ÷ 25,4 = 0,98 hüvelyk
- Adja hozzá a konvertált eltérést a középvonalhoz: 5 + 0,98 = 5,98 hüvelyk hátramenet
Mivel ennek a keréknek pozitív az eltérése, hozzá kell adni a konvertált értéket. Negatív eltérésnél viszont ki kell vonni. Egy 9 hüvelykes kerék -25 mm-es eltéréssel így számítható ki: 5 - 0,98 = 4,02 hüvelyk hátramenet.
Átszámítás az eltérés és a hátramenet között
Előfordulhat, hogy ismeri a szükséges hátramenetet, de egy olyan gyártóval kell kommunikálnia, aki elsősorban metrikus mértékegységekben dolgozik. Az átszámítás fordított képlet szerint történik:
Eltérés (hüvelyk) = Hátramenet - ((Kerék szélesség + 1) ÷ 2)
Ezután alakítsa át milliméterre úgy, hogy megszorozza 25,4-gyel.
Például, ha 6,5 hüvelyk hátramenetre van szüksége egy 10 hüvelyk széles kereken:
- Számítsa ki a középvonalat: (10 + 1) ÷ 2 = 5,5 hüvelyk
- Vonja le a középvonalat a hátramenetből: 6,5 - 5,5 = 1,0 hüvelyk
- Átváltás milliméterbe: 1,0 × 25,4 = +25,4 mm eltolás
A pozitív eredmény pozitív eltolást jelez. Ha a számítás negatív számot ad, a kerék negatív eltolású – azaz a rögzítési felület a középvonal belső oldalán helyezkedik el, ezzel kifelé tolva a kereket.
Amikor különböző gyártók specifikációit hasonlítja össze, egy megbízható kerékeltolás-háttávtávolság-kalkulátor kiküszöböli az átváltási hibákat. Egyes gyártók kizárólag az eltolást adják meg, míg mások inkább a háttávtávolságot részesítik előnyben. Képesnek lenni a két érték egymásra való átszámítására biztosítja, hogy összehasonlítható alapokon értékelje a kompatibilitási lehetőségeket.
Mintaszámítások gyakori kerékméretekhez
Ahelyett, hogy minden konfigurációt kézzel kellene kiszámolni, egy eltolás–háttávtávolság táblázat gyorsan elérhető értékeket nyújt a népszerű kerékméretekhez. Az alábbi táblázat 8 és 12 hüvelyk közötti kerékszélességet foglal magában, a gyakran használt eltolási tartományokkal:
| Kerék szélesség | Eltolás (mm) | Eltolás (hüvelyk) | Háttávtávolság |
|---|---|---|---|
| 8.0" | +38 mm | +1.50" | 6.00" |
| 8.0" | +25 mm | +0.98" | 5.48" |
| 8.0" | 0mm | 0.00" | 4.50" |
| 9.0" | +38 mm | +1.50" | 6.50" |
| 9.0" | +22 mm | +0.87" | 5.87" |
| 9.0" | -25 mm | -0.98" | 4.02" |
| 10.0" | +25 mm | +0.98" | 6.48" |
| 10.0" | 0mm | 0.00" | 5.50" |
| 10.0" | -44 mm | -1.73" | 3.77" |
| 11.0" | +22 mm | +0.87" | 6.87" |
| 11.0" | -25 mm | -0.98" | 5.02" |
| 12.0" | +25 mm | +0.98" | 7.48" |
| 12.0" | -44 mm | -1.73" | 4.77" |
Észreveszi a mintát? Ahogy nő a kerék szélessége, egyre nagyobb pozitív offsetre (vagy kisebb negatív offsetre) van szükség ahhoz, hogy ugyanaz a hátsó távtartás megmaradjon. Egy 12 hüvelyk széles kerék -44 mm-es offsettel 4,77 hüvelyk hátsó távtartást biztosít – hasonlóan ahhoz, amit egy 8 hüvelykes kerék nulla offset mellett ér el. Ez az összefüggés kritikus fontosságú, ha szélesebb kerekekre vált, miközben meg szeretné őrizni a jelenlegi hézagokat.
Ha egy offset és hátsó távtartás kalkulátort használ az ilyen referencia táblázatokkal együtt, gyorsan felmérheti, hogy egy adott kerékkonfiguráció működne-e az Ön járművén. Észreveheti, hogy az extrém teherautó- és off-road átalakítások gyakran mély negatív offsetet (-44 mm-től -76 mm-ig) alkalmaznak, hogy elérjék azt a kidudorodó állást, míg a teljesítményorientált utcai autók általában a pozitív offset tartományban maradnak, hogy megőrizzék a megfelelő futómű geometriát.
Miután elsajátította ezeket a számításokat, készen áll arra, hogy lemérje jelenlegi kerekeit, és összegyűjtse a testre szabott űrteljesítésű kerékrendeléshez szükséges specifikációkat.

Mélyállás mérése a jelenlegi keréken
Most, hogy megértette a képleteket, ideje a gyakorlatra lépni. Miután egyedi kovácsolt kerékre rendel, pontos mérésekre lesz szüksége a jelenlegi beállításból. Tudnia kell, hogyan kell megmérni a mélyállást a keréken – és az összes kapcsolódó specifikációt összegyűjteni –, hogy elkerülje a költséges rendelési hibákat, és biztosítsa, hogy az új kerekei első alkalommal tökéletesen illeszkedjenek.
Jelenlegi kerekek mérése
Tudja, hogyan kell megmérni a kerék mélyállását? Az eljárás egyszerű, és csak alapvető eszközöket igényel. A derékszögű él módszer továbbra is a legmegbízhatóbb megközelítés, és minden keréknél csupán néhány perc alatt elvégezhető.
Amire szüksége lesz:
- Egy egyenes él (fémszabó, libella vagy egyenes deszka is megfelelő)
- Mérőszalag hüvelykbeosztással
- Sima, védett felület, ahol dolgozhat
- Ideális esetben a gumi nélküli kerék (habár a mérés gumival is lehetséges)
Kövesse az alábbi lépéseket a pontos méréshez:
- Helyezze el a kereket megfelelően: Helyezze a kereket védett felületre fékfelülettel lefelé úgy, hogy a hátsó oldal (ahol a járműhöz rögzül) felfelé nézzen. Ha a gumi még mindig fel van szerelve, ügyeljen arra, hogy a kerék vízszintesen álljon.
- Helyezze el az egyenes élt a kerepen: Helyezze az egyenes élt átlósan a belső peremen - a kerék belső peremén. Az egyenes élnek a kerék hátsó szélén lévő mindkét oldalon pihennie kell, így átívelve a teljes nyíláson.
- Mérje le a rögzítési felületig tartó távolságot: A mérőszalag segítségével határozza meg a távolságot attól a ponttól, ahol az egyenes él a belső peremhez ér, egészen a tengelyrögzítő felületig. Ez az a sík, megmunkált felület, ahol a kerék a tengelyhez csavarozódik.
- Jegyezze fel a mért értéket: A most mért távolság a hátratartás (backspacing), hüvelykben kifejezve. Egy tipikus érték lehet például 4,5 hüvelyk, 5,75 hüvelyk vagy hasonló.
Amikor megtanulja, hogyan mérje meg a kerékperem eltolását, ne feledje, hogy egy gyors számításra van szükség, nem pedig közvetlen mérésre. Miután megmérte a hátsó távolságot, használja az előző részben szereplő fordított képletet: vonja le a teljes kerék szélességének felét a hátsó távolság mértékéből, majd szorozza meg 25,4-gyel, hogy milliméterbe alakítsa.
A legpontosabb eredmény érdekében, amikor kiszámítja, hogyan határozza meg a kerékperem eltolását, mérje meg az aktuális beállításban lévő minden egyes kereket. A gyártási tűrések miatt még ugyanabból a készletből származó kerekeknél is előfordulhatnak kisebb eltérések. Mind a négy mérés rögzítése teljes képet nyújt, és segít azonosítani, ha bármelyik kerék cseréjekor nem megfelelő specifikációjú kerék került be.
Központosított (hub-centric) és anyacsavar-centrikus (lug-centric) szempontok
Mielőtt véglegesítené egyedi, kovácsolt kerekeinek specifikációit, meg kell értenie, hogyan központosulnak a kerekek a jármű futóművének központjában. Ez a különbség befolyásolja a pontos illeszkedést, valamint azokat a méreteket, amelyeket a gyártóknak meg kell adnia.
Központosított kerekek olyan középső furattal rendelkeznek, amely pontosan illeszkedik a járműve hajtótengelyének átmérőjéhez. A hajtótengely maga tartja a kerék súlyát, és minden elemet tökéletesen központosít. A gyári eredeti kerekek többsége hub-centrikus, mivel az autógyártók járműmodelljeikhez specifikusan tervezik meg a kerekeket. Ez a pontos illeszkedés csökkenti a rezgéseket, és biztosítja, hogy a kerék pontosan a tengely középpontja körül forogjon.
Lug-centrikus kerekek nagyobb középső furattal rendelkeznek, amely több, különböző hajtótengely-átmérőjű járműhöz is illeszthető. Az igazítás kizárólag a szegecscsavarok feladata, ami ugyan működhet, de rendkívül pontos beszerelést igényel. Számos utángyártott kerék alkalmazza ezt a megoldást, mivel gazdaságosabb egyetlen kerémméretet gyártani, amely tucatnyi járműalkalmazáshoz illeszthető, mintha mindegyikhez külön, hajtótengely-specifikus változatot kellene készíteni.
Ha egyedi, kovácsolt keréktárcsákat rendel, akkor előnyhöz jut: a gyártók megmunkálhatják a középfuratot az Ön pontos tányérátmérőjére, így a kerekek valóban tányércentrikusak lesznek. Ez azt jelenti, hogy meg kell mérnie vagy ellenőriznie kell járműve tányérátmérőjét (más néven középfurat), és meg kell adnia ezt az adatot a rendeléskor.
Ha jelenleg csavarközpontú, utángyártott kerekeket használ tányércentrikus gyűrűkkel, óvatosan mérjen. A gyűrűk kitöltik a nagyobb kerékfúrás és a valós tányér közötti hézagot. Az új, egyedi kovácsolt kerekeket a jármű tényleges tányérméretére kell megmunkálni, így elkerülhetők az adaptergyűrűk használata, és biztosítható az optimális kiegyensúlyozottság és illeszkedés.
Milyen specifikációkat érdemes összegyűjteni a rendelés előtt
Amikor készen áll arra, hogy kapcsolatba lépjen egy kovácsolt keréktárcsa-gyártóval, a teljes specifikáció birtokában tartózkodjon, hogy késleltetések és félreértések elkerülhetők legyenek. Íme egy átfogó ellenőrzőlista a szükséges méretek összegyűjtéséhez:
- Kerék átmérője: Erősítse meg a kívánt átmérőt hüvelykben (17", 18", 20", stb.). Vegye figyelembe a féktárcsákhoz szükséges hézagot, ha nagyobb méretű kerékre vált.
- Kerék szélesség: Adja meg a kívánt szélességet hüvelykben. Ne feledje, hogy a szélesebb kerekek más hátsó távolságot igényelhetnek a megfelelő hézag biztosításához.
- Hátsó távolság vagy offset: Adja meg bármelyik értéket – a gyártók képesek átszámítani őket. Ha már lemérte jelenlegi kerekeit, ossza meg ezeket az adatokat kiindulási alapként.
- Csavarozási kör (PCD): Fejezze ki ezt csapszegszám-szor-átmérő formában, például 5x114,3 vagy 6x139,7. Ellenőrizze, hogy ez a specifikáció pontosan megegyezik-e a járművével.
- Központi furat (tengelyátmerő): Mérje le a tengelyt, vagy nézze meg a jármű műszaki adatait. Gyakori méretek például 73,1 mm sok európai járműnél és 67,1 mm különböző japán típusoknál.
- Hézag korlátozások: Rögzítse az akadályokat, mint például túlméretezett fékfogók, felfüggesztési karok vagy belső kerékarchajtási módosítások. A fényképek méretekkel segítenek a gyártóknak megérteni konkrét helyzetét.
- Kívánt gumiabroncs méret: Adja meg a tervezett gumiabroncs szélességét és oldalfal-arányt. Ez segít a gyártóknak megerősíteni, hogy a választott visszatámaszkodás elegendő helyet biztosít.
Annak megértése, hogyan határozható meg a kerék kifutása, valamint hogyan mérhető le a kerékperem kifutása a jelenlegi beállításból, megbízható kiindulópontot nyújt. Ha jelenlegi kerekei jól illeszkednek, akkor specifikációik megfeleltetése vagy enyhe módosítása csökkenti az illesztési kockázatot. Ha lényegesen változtatja a kerék szélességét, újraszámolja a szükséges visszatámaszkodást a keréknyílásban történő hasonló pozícionálás fenntartásához.
Miután rögzítette mindezen méréseket, felkészült arra, hogy megbeszélje az illesztés olyan tényezőit, amelyek túlmutatnak az alapszámokon – beleértve, hogy a gumiabroncs-választás és a jármű alkalmazása hogyan befolyásolja az ideális visszatámaszkodási értéket.

Az illesztés tényezői: több mint csak számok
Már lemérte a kerekeket, kiszámította a képleteket, és összegyűjtötte a specifikációkat. De itt találkozik az elmélet a valósággal: a kerekek hátsó felülete nem létezik elkülönítve. A választott érték közvetlenül befolyásolja, hogy a gumiabroncsok elhagyják-e a kritikus alkatrészeket – vagy drága problémákat okoznak. Annak megértése, hogyan működik az utánfutás a kerekeken a gyakorlatban, azt jelenti, hogy figyelembe kell venni mindent a belső küszöbtől a felfüggesztés mozgásáig.
Belső küszöb és felfüggesztés rések
Gondoljon arra, mi történik, amikor erősen elfordítja a kormányt az egyik oldalra. Az első kerekek nem csupán forognak – hanem ívben beljebb mozdulnak a belső küszöb felé. Adjunk ehhez még felfüggesztés összenyomódást, amikor egy kanyarban ütközik egy bump-ba. Ez a dinamikus mozgás éppen az oka annak, hogy a statikus mérések önmagukban nem garantálhatják a megfelelő illeszkedést.
Nagyobb hátsó felület beljebb tolja a kerék-gumi egységet három kritikus terület felé:
- Belső küszöb: A kerékjáratok belsejében lévő fém vagy műanyag burkolat korlátozott helyet kínál. A túl nagy visszatartás érintkezést okozhat a gumiabronccsal teljes kormányzási kitérés vagy rugózás összenyomódása esetén.
- Felfüggesztési alkatrészekhez: Lengéscsillapító karok, lengéscsillapítók, coiloverek és stabilizátor rudak elfoglalják a kerék belső oldalán lévő területet. Az önálló első futóművel rendelkező járművek különösen érzékenyek a visszatartás mértékére.
- Fékrendszerek: Féknyerők, különösen az utángyártott nagy fékkészletek, kiemelkednek a tengelyből. Ha nincs elegendő távolság a kerék küllői és a féknyerő test között, veszélyes ütközés léphet fel.
Ezzel szemben a kisebb visszatartás a kereket kifelé tolja. Bár ez megoldja a belső oldali hézagproblémát, új kihívásokat is jelent. A gumiabroncs külső széle közelebb kerül – vagy akár túl is nyúlik – a sárvédő peremén. Dörzsölést tapasztalhat rugózás összenyomódása, kanyarodás vagy nagy terhelés (ami további lesüllyedést okoz) esetén.
Hogyan befolyásolja a keréktávtartó a kiegyensúlyozottságot? Mivel a távtartó meghatározza a rögzítési felület helyzetét, az azonos kerékszélesség melletti távtartó változtatása a teljes gumiabroncs-futófelületet befelé vagy kifelé tolja el. A nagyobb pozitív távtartó befelé húzza az egészet; a nagyobb negatív távtartó pedig kifelé tolja. Ezért fontos megérteni, mi is a visszatávolság a kerekeken – ez ugyanis pontosan megmutatja, mennyi belső tér áll rendelkezésre.
Gumiabroncs-szélesség és visszatávolság kapcsolata
Itt követnek el sokan drága hibákat: a kerékjellemzőkre koncentrálnak, miközben elfelejtik, hogy a gumiabroncsok foglalják el a tényleges teret. Egy 275 mm széles gumiabroncs egy 9 hüvelykes keréken teljesen másképp viselkedik, mint egy 305 mm széles gumiabroncs ugyanazon a keréken – még akkor is, ha a visszatávolság azonos.
Vegye figyelembe ezt az összefüggést: a hátsó távtartás mértéke megmutatja, hogy a kerék belső pereme hol helyezkedik el a rögzítési felülethez képest. Azonban a gumi oldalfala mindkét oldalon kilóg ezen a peremen. Egy szélesebb gumi benne és kívül is tovább nyúlik, mint egy keskenyebb, függetlenül a kerékjellemzőktől.
Amikor szélesebb gumikra vált, gyakran csökkentenie kell a hátsó távtartást, hogy ellensúlyozza a növekvő belső gumi szélességet. Ellenkező esetben a plusz gumi anyag nyomódik a futómű alkatrészekhez vagy a belső kerékívhez. Fordított esetben, amikor kisebb gumikra vált, lehetősége nyílhat nagyobb hátsó távtartás alkalmazására, így a kerék közelebb kerülhet a gyári pozícióhoz.
A felni szélessége szintén befolyásolja ezt a képletet. Ha egy abroncsot szélesebb felnire szerelnek, az oldalfal vízszintesen jobban kinyúlik, csökkentve így a függőleges dudorodását. Ugyanaz a 275 mm-es abroncs más clearance-profilt mutat egy 11 hüvelykes felnin, mint egy 9 hüvelykesen. Ennek az interakciónak az abroncsméret, a felni szélessége és a visszatávolság között gondos mérlegelésre van szükség, mielőtt véglegesítenék az egyedi kovácsolt felnik specifikációit.
Alkalmazásspecifikus visszatávolsági megfontolások
Különböző járművek eltérő visszatávolsági stratégiákat igényelnek a tervezett használatuk alapján. Ami tökéletesen működik egy napi használatú szedán esetében, problémákat okozhat egy magasított teherautón vagy versenykörre optimalizált sportautón.
Teherautók és terepjárók: Ezek a járművek gyakran utángyártott felniket használnak, amelyek visszatávolsága jelentősen kisebb, mint az eredeti – általában 3,5 és 5 hüvelyk között mozog 9 hüvelyk vagy szélesebb felnik esetén. A csökkentett visszatávolság hozza létre a népszerű széles állású megjelenést, miközben helyet biztosít nagyobb felfüggesztési alkatrészek számára. Azonban a szerint négy kerék alkatrészei , túl merész megközelítés, ha minimális visszatámasztást alkalmazunk (2–3 hüvelyk 10–12 hüvelyk széles keréken), ez kiszámíthatatlan, „cikázó” kormányzást és más vezetési furcsaságokat okozhat, különösen rossz útviszonyok között.
Teljesítményautók: Az utcai teljesítményre és pályára optimalizált járművek általában a gyári előírásokhoz közeli visszatámasztást tartanak meg. Ezen a területen az elsődleges cél a megfelelő felfüggesztési geometria, csapágytávolság és kormányzási érzet megőrzése. Ha a kerék középvonala túlságosan kifelé mozdul el, nő a terhelés a kormányalkatrészeket, gömbcsuklókat és kormánypofákat terhelő alkatrészeknél – amelyek így is nagyobb igénybevételnek vannak kitéve agresszív kanyarodás során.
Tengerparti járművek: A magasított teherautók és kifejezetten terepre optimalizált járművek egyedi kihívásokkal néznek szembe. A felfüggesztés magasítása megváltoztatja a geometriát, a nagyobb méretű abroncsok pedig gondosan megválasztott visszatámasztást igényelnek. Számos felfüggesztésgyártó pontos visszatámasztási értékeket ír elő emelőkészleteihez, különösen független első felfüggesztésű járműveknél, ahol a túlzott visszatámasztás miatt az A-karok ütközhetnek a kerékkel.
Az alábbi táblázat azt szemlélteti, hogyan befolyásolják a különböző visszatartási értékek a résréseket különböző irányokban:
| Háttávtávolság | Belső résszélesség | Külső résszélesség | Tipikus alkalmazás |
|---|---|---|---|
| 6,0"+ (magas) | Minimális – felfüggesztés/fék érintkezésének kockázata | Maximális – kerék behúzva a sárvédő alá | Gyári állapot, néhány elsőkerék-hajtású járműnél |
| 5,0" - 5,5" (mérsékelt-magas) | Elegendő a legtöbb gyári alkatrészhez | Jó sárvédő közötti résszélesség | Teljesítményautók, enyhe feljavítások |
| 4,0" - 4,5" (mérsékelt) | Jó szabad tér az utángyártott felfüggesztéshez | Elérheti a küszöb szélét | Teherautók, emelt terepjárók, agresszív illesztés |
| 3,5" - 4,0" (alacsony) | Maximális szabad tér széles felfüggesztéshez | A kerék kilóg a küszöb mögül | Széles nyomtávú teherautók, terepalkalmú járművek |
| 3,5" alatt (nagyon alacsony) | Túlzó - esetleges vezérlési problémák | Jelentős kiállás, valószínűleg szükség lesz a kerékjárat módosítására | Kiállítási járművek, extrém stílusú építések |
Hogyan működik az eltolás (offset), hogy ezeket a különböző hátsó távtartó értékeket el lehessen érni? Ne feledje, hogy a szélesebb kerekek nagyobb negatív offsetre szorulnak ahhoz, hogy ugyanazt a hátsó távtartót biztosítsák, mint a keskenyebb kerekek. Egy 10 hüvelyk széles kerék -25 mm-es offsettel hasonló hátsó távtartót eredményez, mint egy 8 hüvelyk széles kerék nulla offsettel. Ez az összefüggés magyarázza, miért mutatnak a határozott terepjáró kerekek gyakran mélyen negatív offset értékeket – ez az egyetlen módja annak, hogy megfelelő hátsó távtartót érjenek el extra széles kerékszélességnél.
Ezen alkalmazásspecifikus követelmények megértése segít megalapozott döntéseket hozni az egyedi kovácsolt kerekek megrendelésekor. A következő lépés? A gyakori rendelési hibák elkerülése, amelyek tökéletes specifikációkból illesztési hibákat varázsolnak.
Költséges egyedi kerékrendelési hibák elkerülése
Kiszámolta, lemérte kerekeit, és alaposan utánajárt a kompatibilitási lehetőségeknek. Ám itt a valóság – még tapasztalt autórajongók is elkövetik azokat a rendelési hibákat, amelyek egyedi, űrt formázott kerékberuházásukat drágán megfizetett leckévé változtatják. A leggyakoribb hibák megértése a specifikációk véglegesítése előtt több ezer dollár megtakarítást és hetek frusztrációjától szabadíthatja meg Önt.
Amikor a kerék eltolása (offset) és hátsó távtartás (backspacing) specifikációiról van szó, a kis hibák nagy problémákat okozhatnak. Ellentétben a katalógusból rendelt öntött kerekekkel, ahol esetleg visszaküldhetők a termékek, az egyedi, űrt formázott kerekeket kifejezetten az Ön rendelése alapján gyártják. Amint megindul a gyártás, nincs visszaút. Nézzük meg közelebbről a buktatókat, amelyek a vásárlókat leggyakrabban félreviszik.
- Az offset metrikus értékének összekeverése az imperiális hátsó távtartással: A milliméter és hüvelyk keverése oda vezet, hogy a kerekek nem úgy illeszkednek, ahogyan várták.
- Gumiméret-változás figyelmen kívül hagyása: Az új gumiméretek a tiszta térkövetelményeket megváltoztatják, még azonos kerékparaméterek mellett is.
- Más méretű kerekekről származó specifikációk másolása: Egy 9 hüvelykes kerék offsetje nem közvetlenül alakítható át 10 hüvelykes kerékké.
- Gyenge kommunikáció a gyártókkal: Kétértelmű vagy hiányos specifikációk értelmezési hibákat eredményezhetnek.
- Előállítás előtti ellenőrzés kihagyása: Minden helyesnek feltételezése anélkül, hogy megerősítenék a részleteket az előállítás megkezdése előtt.
Metrikus és angolszász egységek összekeverése
Ez a hiba sokkal gyakrabban fordul elő, mint gondolná az ember, még tapasztalt kerékvásárlók körében is. Az offsetet milliméterben mérik, míg a hátramenetet hüvelykben – és a kettő összekeverése drasztikusan helytelen specifikációkhoz vezet. Képzeljen el olyan kerekeket, amelyekről azt hiszi, hogy 5,5 hüvelykes hátramenettel rendelkeznek, de a gyártó ezt 5,5 mm-es offsetként értelmezi. Az eredményként kapott kerekek semmiképpen sem lennének megfelelőek.
Az összezavarodás fokozódik, ha különböző forrásból származó távtartó- és hátramenet-távolság táblázatokra hivatkozunk. Néhány táblázat mindkét méretet egymás mellett sorolja fel, míg mások csak az egyik formátumot mutatják. Ha több referenciaanyagból gyűjt specifikációkat, ellenőrizze, hogy az egyes források milyen mértékegységet használnak, mielőtt összekombinálná az adatokat.
Íme egy gyakorlati óvintézkedés: mindig határozza meg egyértelműen a mértékegységet, amikor gyártókkal kommunikál. Ne csak azt írja, hogy „távtartó: 25”, hanem azt, hogy „távtartó: +25 mm” vagy „hátramenet-távolság: 5,5 hüvelyk”. Ez megszünteti a bizonytalanságot, és arra kényszerít, hogy megerősítse, helyes mérési rendszert használ. Amikor a dokumentációban magyarázott távtartó egyik formátumban szerepel, jegyzetei pedig másikban, fordítson időt a helyes átváltásra, ne pedig feltételezzen.
Egy másik gyakori probléma az eltolódás és a hátratámaszkodás közötti átszámítással kapcsolatos. A képlet szerint a kerék szélességéhez hozzá kell adni 1 hüvelyknyi értéket, mielőtt a szélességet kettővel elosztanánk – ez egy könnyen elfelejthető lépés. Ennek a korrekciónak az elmulasztása fél hüvelykkel eltéríti a számítást, ami elegendő ahhoz, hogy dörzsölődés vagy túlzott kidudorodás lépjen fel, attól függően, milyen irányú a hiba.
A gumiabroncs-méret változtatása befolyásolja a illesztést
Képzelje el a következő helyzetet: jelenlegi 275/40R20 gumiabroncsai tökéletesen illeszkednek meglévő kerekeire adott hátratámaszkodással. Új, egyedi öntött kerekeket rendel azonos specifikációkkal, és 305/35R20 méretű abroncsokra tervez nagyobb hatás érdekében. Amikor minden megérkezik és felszerelésre kerül, az abroncsok a belső motorháztető részhez dörzsölődnek a rugózás összenyomódása során. Mi lehetett a hiba?
Az Ön által kiszámított offset és hátsó távtartó viszony a régi gumiabroncs-méretére volt helyes – nem az újra. A 305 mm-es gumi 30 mm-rel (kb. 1,2 hüvelyk) szélesebb, mint az előző 275 mm-es gumija. Még ugyanazon a keréken is az extra szélesség mind belső, mind külső oldalon kiterjed, felhasználva azt a helyet, amely korábban keskenyebb gumikkal rendelkezett.
A Egyedi Kerék Offszet útmutatása szerint sok vásárló kizárólag a kerékjellemzőkre koncentrál, miközben alábecsüli, mennyire kritikus a gumiabroncs-kiválasztás. A szélesség, oldalfal-magasság, sőt márka-specifikus felépítési különbségek is befolyásolják, hogy a felszerelt gumi mennyi helyet foglal el ténylegesen.
Amikor gumiabroncs-méret növelését tervezi új kerekekkel együtt, figyelembe kell venni mindkét méretet. A szélesebb gumik általában csökkentett hátsó távtartást igényelnek (negatívabb offsettel érhető el), hogy megmaradjon a belső oldali hely. A magasabb oldalfalak növelik a gumi teljes átmérőjét, ami teljes felfüggesztés összenyomódásnál akadályozhatja a mozgást olyan helyeken, ahol alacsonyabb profilmagasságú gumikkal ez nem jelentett problémát.
A kerékméretek véglegesítése előtt először határozza meg pontosan a gumiabroncs-méretét. Ezután használjon egy táblázatot a hátramenet kiszámításához, amely figyelembe veszi az Ön konkrét gumi szélességét. Ha bizonytalan abban, hogyan befolyásolja az új gumiabroncs-méret a hézagot, konzultáljon a kerékgazdával – a megbízható vállalatok ismerik ezeket az összefüggéseket, és tanácsot adhatnak a megfelelő hátramenet-érték módosítására.
Műszaki adatok ellenőrzése a gyártás megkezdése előtt
A vásárlók és a gyártók közötti kommunikációs hibák gyakrabban okoznak illesztési problémákat, mint a számítási hibák. Tudhatja pontosan, mit szeretne, de ha ez az információ nem jut el pontosan a gyártócsapathoz, a kapott kerekek nem felelnek majd meg az igényeinek.
Gyakori kommunikációs hiányosságok:
- Hiányos műszaki leírások: Kerék szélességének és eltolásának (offset) megadása, miközben elfelejtik feltüntetni a középfuratot vagy a csavarok elrendezését.
- Feltételezett vs. megerősített méretek: Amikor a gyártónak azt mondja: „Ugyanolyan kell, mint a jelenlegi kerekeim”, anélkül, hogy tényleges számokat adna meg.
- Csak szóbeli specifikációk: Követelmények megvitatása telefonon, írásbeli visszaigazolás kérése nélkül.
- Nem ellenőrzött „szabványos” specifikációk: Feltételezni, hogy járműve közös specifikációkat használ anélkül, hogy ténylegesen lemérné vagy megerősítené.
A megoldás? Kérjen írásbeli visszaigazolást minden specifikációról a gyártás megkezdése előtt. A minőségi kovácsolt kerékgyártók általában rendelés-visszaigazolást vagy specifikációs lapokat biztosítanak, amelyek felsorolják az összes részletet – kerékátmérő, szélesség, offset, hátramenet, csavarminta, középfurat és minden egyéni jellemző. Gondosan ellenőrizze ezt a dokumentációt, és hasonlítsa össze minden számot az eredeti követelményeivel.
Ha bármi ismeretlennek tűnik vagy nem egyezik a feljegyzéseivel, azonnal álljon meg, és tisztázza. Egy egyszerű telefonszó vagy e-mailcserét megelőzően a gyártás megkezdése semmibe sem kerül. Ha hibát csak a megmunkálás után fedeznek fel a kerekeken, új alapanyagokkal kell újrakezdeni, ami további átfutási időt jelent.
Néhány vevő hasznosnak tartja saját specifikációs lap készítését, amely hivatkozási fényképeket tartalmaz a jelenlegi kerékpozícióra, a szabad helyek méreteire, valamint egyértelműen leírja a célkitűzéseit („a kerekeknek egy síkban kell lenniük a sárvédővel” vagy „1 hüvelyknyi nagyobb kilógás szükséges az alapkiadáshoz képest”). Ez kontextust ad a gyártók számára a nyers adatokon túl, és segít nekik felismerni az esetlegesen általad figyelmen kívül hagyott problémákat.
A testre szabott, kovácsolt kerekekre fordított befektetés minden lépésnél alapos ellenőrzést érdemel. A specifikációk véglegesítése és a lehetséges hibák elkerülése után készen állsz arra, hogy olyan gyártókkal dolgozz együtt, akik pontosságra épített mérnöki megoldásokkal valóra váltják elképzeléseid.
Testre szabott kovácsolt kerékgyártókkel való együttműködés
Kiszámította a specifikációkat, elkerülte a gyakori hibákat, és gondosan dokumentálta az összes adatot. Most következik a kritikus lépés – mindez átültetése egy sikeres egyedi kerékrendeléssé. A kerék offset jelentésének megértése és az igények hatékony kommunikálása választja el a zökkenőmentes tranzakciókat a frusztráló ide-oda levelezéstől, amely késlelteti a projektjét.
Az egyedi, kovácsolt kerék rendelési folyamata jelentősen különbözik a készleten lévő kerekek vásárlásától. Nem meglévő készletekből válogat – hanem pontossági alkatrészeket rendel, amelyeket pontosan az Ön specifikációi szerint gyártanak. Ez a közös munka tiszta kommunikációt, realisztikus elvárásokat a határidőkkel kapcsolatban, valamint olyan gyártókkal való együttműködést igényel, akik valóban értik az autóipari illesztési követelményeket.
Kommunikáció a kovácsolt kerékgyártókkal
Tekintse a gyártóval folytatott első kapcsolatfelvételt egy konzultációnak, ne pedig egyszerű tranzakciónak. A minőségi kovácsolt kerékgazdálkodók teljes projektjét szeretnék megérteni, nem csupán egy rendelést feldolgozni. Minél több kontextust ad meg eleinte, annál jobban képesek tanácsot adni az Ön adott alkalmazásához legoptimálisabb specifikációkról.
Kezdje meg a kommunikációt ezekkel az alapvető adatokkal:
- Jármű információ: Évjárat, gyártó, modell és kivitel. Sorolja fel az összes olyan módosítást, amely befolyásolja a kerék illesztését – emelt felfüggesztés, alacsonyabbra állított futómű, fékfejlesztések vagy küszöbmódosítások.
- Jelenlegi kerékjellemzők: Adja meg a jelenlegi, jól illeszkedő kerekeiről mért visszatartási távolságot (backspacing), számított eltolást (offset), szegezési mintát (bolt pattern) és középfurat-átmérőt (center bore).
- Kívánt változtatások: Egyértelműen határozza meg, hogy mit szeretne másképp a jelenlegi beállításhoz képest – szélesebb kerekek, agresszívebb stílus, sík illesztés vagy nagyobb féktávolság.
- Gumi specifikációk: Adja meg pontosan a tervezett gumiabroncs-méretet, beleértve a márka nevét is, ha már kiválasztotta.
- Felhasználási cél: A napi vezetés, a hétvégi kirándulások, a pályanapok, az off-road kalandok vagy a kiállítási célok hatással vannak a legmegfelelőbb konfigurációs javaslatokra.
Amikor egyéni kerékkialakításról tárgyal a gyártókkal, ne habozzon kérdéseket feltenni. Mit jelent a kerék eltolása az Ön adott járműplatformja számára? Milyen hátsó támaszt (backspacing) javasolnak hasonló járművekhez? A tapasztalt gyártók valószínűleg már dolgoztak Önhöz hasonló járműveken, és értékes információkkal szolgálhatnak a hézagproblémákról vagy az optimális illesztési megközelítésekről.
A Poly Performance kerékillesztési útmutatója , a 4WD iparágban a hátsó támaszt (backspacing) gyakran előnyben részesítik az eltolással (offset) szemben, mivel ez közvetlenül kapcsolódik a belső alkatrészek szabad helyéhez – pontosan azt, amit a felfüggesztés-gyártók meghatároznak a kerék kompatibilitásának megállapításakor. Annak megértése, hogy melyik méretelőírási formátumot részesíti előnyben a gyártó, segíthet egyszerűsíteni a kommunikációt.
Mit várhat az egyedi rendelési folyamat során
Miután meghatározta a specifikációkat a gyártóval, a rendelési folyamat általában egy strukturált sorrendet követ. Ha tudja, mit várhat az egyes szakaszokban, jobban részt vehet a folyamatban, és képes lesz potenciális hibákat időben észrevenni, mielőtt azok drágába kerülő problémákká válnának.
Műszaki leírás visszaigazolása: A gyártás megkezdése előtt írásbeli visszaigazolást kell kapnia minden részletről – átmérő, szélesség, etetés, hátsó távtartó, csavarozási minta, központi furat, felületkezelés és dizájnelemek tekintetében. Gondosan ellenőrizze ezt a dokumentumot az eredeti követelményeihez képest. Ez az utolsó lehetősége hibák kijavítására anyagi következmények nélkül.
Műszaki felülvizsgálat: A minőségi gyártók a járműhöz ismert illeszkedési paraméterek alapján értékelik a specifikációit. Figyelmeztethetnek lehetséges tisztatér-problémákra, vagy módosításokat javasolhatnak, amelyek hasonló alkalmazásokkal szerzett tapasztalataikra épülnek. Ez a szakértelmet nagyon értékes – ne utasítsa el ajánlásaikat gondos mérlegelés nélkül.
Termelési időtár: Az egyedi kovácsolt keréktárcsák gyártása időt vesz igénybe. A szabványos átfutási idő általában 4 és 12 hét között mozog, a bonyolultságtól, a felületkezelési igényektől és az aktuális termelési ütemtervtől függően. Siethető megrendelés lehetséges, de gyakran magasabb árat von maga után.
Folyamatfrissítések: A megbízható gyártók tájékoztatva tartanak a teljes gyártási folyamat során. Képeket kaphat a marás folyamatáról, a felületkezelés alkalmazásáról vagy a minőségellenőrzésről. Ez az átláthatóság bizalmat épít és dokumentációt nyújt a keréktárcsák készítéséről.
Végleges ellenőrzés: A szállítás előtt a kész keréktárcsákon alapos minőségellenőrzést kell végezni – méretek ellenőrzése, hogy megfeleljenek a megrendelésnek, felületvizsgálat hibák utáni kutatásával, valamint kiegyensúlyozottsági tesztelés. Egyes gyártók ellenőrzési jelentéseket vagy tanúsítványokat biztosítanak, amelyek dokumentálják ezt a folyamatot.
Miért fontos a gyártási szakértelem
Nem minden űsztött felnigyártó rendelkezik azonos szintű képességekkel vagy járműipari alkalmazások iránti megértéssel. Amikor egyedi kerékkialakításra, pontosan meghatározott kialakítási méretekre költ pénzt, amelyeknek pontosan illeszkedniük kell járművéhez, a gyártó szakértelme közvetlenül befolyásolja az eredményt.
Figyeljen ezekre a gyártási szakértelem jeleire:
- Ipari tanúsítványok: A minőségirányítási tanúsítványok, mint például az IATF 16949, azt jelzik, hogy a gyártó megfelel a szigorú járműipari szabványoknak. Ezek a tanúsítványok dokumentált folyamatokat, állandó minőségellenőrzést és folyamatos fejlesztési rendszereket igényelnek.
- Saját fejlesztő mérnöki háttér: Azok a gyártók, amelyek rendelkeznek kifejezetten erre létrehozott mérnöki csapatokkal, elemzés alá vonhatják specifikációit, felismerhetik a lehetséges illesztési problémákat, és javasolhatnak megoldásokat még a gyártás megkezdése előtt.
- Precíziós berendezések: A modern CNC maróközpontok törtrész milliméteres pontossággal dolgoznak – elengedhetetlen, amikor az egyedi kialakítású felniknek pontos távolságra kell lenniük a féktárcsáktól.
- Alkalmazási ismeret: A gyártók, akik jártasak különböző járműplatformokban, ismerik az adott platformra jellemző kihívásokat, és előre tudják látni az olyan problémákat, amelyekről esetleg nem is tudatosul bennük, hogy fel kellene tenniük a kérdést.
Azok számára, akik precíziós kovácsolási partnereket keresnek járműipari alkalmazásokhoz, a Shaoyi (Ningbo) Metal Technology bemutatja azokat a képességeket, amelyek komoly kerékprojektek esetén elvártak. Az IATF 16949 minősítésük biztosítja, hogy az alkatrészek pontosan megfeleljenek az előírt specifikációknak, miközben gyors prototípusgyártási lehetőségeik – néha mindössze 10 nap alatt – felgyorsítják az egyedi projekteket, amelyek máskülönben hosszabb határidőkkel néznének szembe. Megtekintheti járműipari kovácsolási megoldásaikat annak megértéséhez, hogy mit nyújthat a precíziós forró kovácsolás.
A gyártási szakértelem értéke messze túlmutat azon, hogy egyszerűen csak előírások szerint készítsenek keréktárcsákat. A tapasztalt gyártók a projekt partnerévé válnak, útmutatást nyújtanak az alkalmazásodhoz ideális hátramenet-méret kiválasztásában, azonosítják a lehetséges hézagproblémákat a gyártás megkezdése előtt, és biztosítják, hogy a kész termék teljesítményben és esztétikában is azt nyújtsa, amire befektettél.
A kerék eltolás jelentésének megértése és az igényeid egyértelmű közlése sikerre vezet. Ugyanakkor még a gondos tervezés ellenére is előfordulhatnak illesztési problémák. A következő rész azt tárgyalja, hogyan diagnosztizálhatók és oldhatók meg a hátramenet-mérettel kapcsolatos problémák, ha az egyedi kovácsolt keréktárcsák nem teljesítenek pontosan a vártak szerint.
Hátramenet-mérettel kapcsolatos illesztési problémák hibaelhárítása
Tehát megérkeztek az egyedi kovácsolt keréktárcsái, izgatottan felszerelte őket – és valami nincs rendben. Talán zavaró csikorgó hangot hall fordulás közben, vagy észrevette, hogy szokatlan kopási minták alakulnak ki az új gumiabroncsain. Mielőtt pánikba esne, fontos tudnia, hogy a keréktárcsák visszatámasztási távolságával és eltolásával kapcsolatos illesztési problémákat gyakran diagnosztizálni és kijavítani lehet. A lényeg pontosan meghatározni, mi történik, majd a megfelelő megoldás kiválasztása.
Még gondos tervezés mellett is előfordulhat, hogy a valós világban az illesztés eltér a számításoktól. A terhelt futómű geometriája, a különböző alkatrészek gyártási tűrései és a vezetés dinamikus jellege olyan helyzeteket teremt, amelyeket a statikus mérések nem mindig képesek előrejelezni. Nézzük meg, hogyan azonosíthatók a visszatámasztási távolsággal kapcsolatos problémák, hogyan értékelhetők ki a javítási lehetőségek, és mikor válik szükségessé a teljes rendelés újbóli leadása.
A visszatámasztási távolsággal kapcsolatos illesztési problémák diagnosztizálása
A megfelelő illesztéssel kapcsolatos problémák első lépése annak tisztázása, hogy valójában mi történik. A különböző tünetek különböző okokra utalnak, és ezek mintázatának megértése segít a megfelelő megoldás célzott kiválasztásában.
Gyakori tünetek és azok valószínű hátsó távtartóval kapcsolatos okai:
- Gumiabroncs dörög a külső kerékívben kanyarodáskor: A hátsó távtartó túl alacsony (a kerék túlságosan kifelé helyezkedik el). A gumiabroncs külső éle érintkezik a kerékív peremével, amikor a kormányzás teljesen elfordul, vagy kanyarodáskor.
- Gumiabroncs dörög a belső kerékívben a rugózás összenyomódásakor: A hátsó távtartó túl magas (a kerék túlságosan befelé helyezkedik el). Amikor a felfüggesztés megemelkedik egy bump felett, vagy erős fékezéskor összenyomódik, a gumiabroncs érintkezik a belső kerékív burkolattal vagy a karosszérialemezzel.
- Érintkezés a felfüggesztés alkatrészeivel: Túlzott hátsó távtartó miatt a kerék túl közel kerül a vezérlőkarokhoz, lengéscsillapítókhoz vagy stabilizátor rudakhoz. Dörrenést hallhat a felfüggesztés mozgása közben, vagy nyomokat láthat az alkatrészeken.
- Féknyereg interferencia: Nem elegendő távolság a kerékagy és a hengerblokk között. Ez csikorgó hangokat vagy látható érintkezési nyomokat eredményezhet a hengerblokknál.
- A gumiabroncs belső vagy külső széleinek egyenetlen kopása: Állandó súrlódás, amit esetleg nem mindig hallhat, gyorsított kopási mintázatot okoz. Az Apex Wheels műszaki útmutatója szerint a gumiabroncs súrlódása idő előtti elkopáshoz vezet, és biztonsági kockázatot jelenthet, ha nem foglalkoznak vele.
- Kormányrázás vagy húzás: A peremtávolság (rim offset) problémái, amelyek befolyásolják a gördülési sugarat, megváltozott kormányérzéssel jelentkezhetnek, különösen jól érezhető gyorsítás vagy fékezés közben.
A probléma pontos diagnosztizálásához emelje fel a járművet emelőre vagy állványra, és végezzen alapos ellenőrzést. Keressen fénylő foltokat a gumiabroncs oldalán, amelyek érintkezést jeleznek. Ellenőrizze a belső motorháztető burkolatot karcolások vagy elszakadt műanyag miatt. Vizsgálja meg a felfüggesztés karjait és a fékalkatrészeket érintkezési nyomok után. Kérjen meg valakit, hogy forgassa el teljesen a kormányt mindkét irányba, miközben figyeli a rendelkezésre álló helyet.
Ne feledje ellenőrizni a járművet normál terheléssel – utasok, csomag vagy vontatott súly összenyomja a felfüggesztést, és csökkenti a réseket, amelyek akkor elegendőnek tűntek, amikor az autó üresen állt a emelőn.
Távtartók és egyéb korrekciós lehetőségek
Miután azonosította a problémát, több különböző korrekciós módszer is létezik, attól függően, hogy milyen súlyos és milyen irányú a felni illesztési hiba.
Keréktávtartók olyan helyzetek kezelésére szolgálnak, ahol a kerék hátsó távolsága túl nagy – a kerék túlságosan befelé helyezkedik el, és érintkezik a felfüggesztés alkatrészeivel vagy a küllő belső részeivel. A minőségi középpontos távtartók kifelé tolják a kereket, hatékonyan csökkentve a hátsó távolságot anélkül, hogy új kerekekre lenne szükség.
A Orion Motor Tech összehasonlító útmutatója , a keréktávtartóknak olyan karbantartást igényelnek, amire az integrált eltolású megoldásoknak nincs szükségük. A csavarokat minden 6000–10000 mérföld után újra kell húzni, és ellenőrizni kell, hogy a meglévő szegecsek elegendő menetbehatolást biztosítanak-e a hozzáadott távtartó vastagság mellett. A legtöbb távtartóval kapcsolatos hiba inkább a szerelési problémákból fakad, semmint a tervezési hibákból, ezért a megfelelő szerelés kritikus fontosságú.
A távtartók a kisebb korrekciókhoz a leghatékonyabbak – általában 5–25 mm-es állítás esetén. Nagyobb korrekciók nagyobb erőkart jelentenek a futóműalkatrészekre és a keréktengelyekre, ami felgyorsíthatja az elkopást. Ha több mint 25 mm-es távtartó vastagságra van szüksége a megfelelő illesztéshez, érdemes lehet átgondolni a kerékjellemzőit, mivel az hosszú távon bölcs döntés lehet.
Sárvédő módosítások az ellenkező problémát oldják meg – a túlságosan kifelé helyezett kerekeket, amelyek a felfüggesztés összenyomódása vagy a kormányzás során hozzáérnek a sárvédő pereméhez. Lehetőségek közé tartozik:
- Sárvédő hengerlés: Egy szakember hőt és speciális eszközöket használva óvatosan befelé görbíti a küszöb szélét, így további járást biztosít látható külső változtatások nélkül. Ez jól működik enyhe dörzsölődési helyzetekben.
- Küszöbhúzás: A görbítésnél határozottabb módszer, amely a küszöb alakját megváltoztatva biztosít nagyobb járást. Az eredmények látványosabbak, de nagyobb a festék károsodásának kockázata.
- Belső burkolat vágása: Amikor a dörzsölődés nem a lemezfémen, hanem a műanyag küszöbburkolaton történik, akkor gondos vágással megszüntethetők az érintkezési pontok a megjelenés befolyásolása nélkül.
Ahogy azt a Apex Wheels , a küszöbgörbítést szakembereknek kell elvégezniük megfelelő hőpisztolyokkal és görbítőeszközökkel – nem pedig improvizált megoldásokkal, amelyek kockáztatják járműve felületének sérülését.
Felfüggesztés beállítások másik lehetőséget kínál a kisebb javításokra. Ha állítható rugós lengéscsillapítót használsz, az ülésmagasság 5-10 mm-rel történő növelése elegendő járást biztosíthat ahhoz, hogy megszüntesse a dörzsölést, anélkül hogy jelentősen befolyásolná a megjelenést vagy a vezetési tulajdonságokat. Egyes járműveknél a kerékferde állítása is lehetséges, amely a kerék felső részét befelé dönti, így további szabad helyet biztosítva a küszöbön, cserébe kissé megnövekedett belső kopást okozva a gumiabroncsokon.
Mikor kell újra megrendelni a helyes specifikációkkal
Néha a korrekciós módszerek nem képesek megfelelően kezelni a beépítési problémát, vagy az általuk megkövetelt kompromisszumok nem elfogadhatók az adott alkalmazásra. Fontolja meg a megrendelés újbóli leadását a helyes specifikációkkal, ha:
- A szabadjárat problémái súlyosak: Több mint 25 mm-es távtartó lenne szükséges, vagy a küszöbmódosítások jelentősek és láthatók lennének.
- Több érintkezési pont is létezik: A kerék mind belső, mind külső területeken dörzsölődik, ami azt jelenti, hogy egyetlen irányú beállítás sem oldja meg az összes problémát.
- Biztonsági problémák merülnek fel: Féknyereg érintkezés, súlyos futómű-alkatrész-interferencia, vagy olyan helyzetek, ahol a súrlódás hirtelen gumiabroncs-hibához vezethet.
- A teljesítmény csökkentve van: A szükséges módosítások, amelyekkel elérhető a szabadjárat, jelentősen megváltoztatják a kormányozhatóságot, a gumiabroncs-használat mintázatát vagy a jármű dinamikáját az elfogadható határokon túl.
- Az esztétikai célok nem teljesülnek: Távtartók vagy burkolat-módosítások olyan megjelenést eredményeznek, amely jelentősen eltér az eredeti elképzeléstől.
Ha újra kell rendelni, a pontos dokumentáció a passzolási problémáról biztosítja, hogy a cserekerék megfelelő specifikációkkal érkezzen meg. Készítsen fényképeket arról, hogy pontosan hol történik az érintkezés. Mérje le a rés (vagy átfedés) méretét a gumiabroncs és az akadály között. Jelölje meg, hogy a probléma álló helyzetben, kormányzás közben, a futómű összenyomódásakor vagy csak terhelt állapotban lép fel.
Amikor a gyártóval kommunikál a passzolási hibákról:
- Nyújtson fotográfiai bizonyítékot: A tisztán látható képek a kontaktusokat, kopási nyomokat és hézagokat bemutatva vizuális kontextust biztosítanak a gyártók számára a problémával kapcsolatban.
- Mért értékek feltüntetése: Adja meg mennyiségileg az igazítás mértékét – például „a kerék teljes kompressziónál kb. 8 mm-rel érinti a küszöböt” sokkal célravezetőbb, mint hogy „a kerék súrlódik”.
- Eredeti specifikációk hivatkozása: Tartalmazza a rendelés megerősítését, amely mutatja a kért specifikációkat és azt, ami esetlegesen gyártásra került.
- Javítási kísérletek leírása: Ha próbált már távtartókat vagy más beállításokat, részletezze, mi történt, és miért nem volt elegendő a megoldás.
- A kívánt végeredmény megfogalmazása: Egyértelműen jelezze, hogy szeretne-e módosított specifikációkat egy pótlólagos rendeléshez, vagy alternatív megoldásokhoz szükséges segítséget.
A minőségi gyártók megértik, hogy még a gondosan meghatározott egyedi kerekeket is időnként módosítani kell. A beépítési problémákra adott válaszuk tükrözi az ügyfél-elégedettség iránti elkötelezettségüket és műszaki szakértelmük mélységét. Az a gyártó, aki hajlandó elemezni a dokumentációt, megvitatni a lehetséges okokat, és egy megoldás felé dolgozni, bemutatja azt a partnerségi megközelítést, amelyre az összetett egyedi projekteknek szükségük van.
Miután diagnosztizálták a beépítési problémákat, és értékelték a korrekciós lehetőségeket, jobban felkészülhet arra, hogy vagy jelenlegi problémákat oldjon meg, vagy következő egyedi, űrt sajtolású kerékrendelését még nagyobb pontossággal határozza meg.
Felkészülés az egyedi, űrt sajtolású kerékrendelésre
Végigvitted a számításokon, méréseken és a hibaelhárítási útmutatáson. Most ideje összegyűjteni mindent, mielőtt rákattintana a megrendelés gombra. Akár tucatszor is megnézte a hátramenet-táblázatot, akár egy eltolás vs. hátramenet táblázatot használt a gyártói specifikációk összehasonlításához, az Ön által végzett előkészületek sikerre ítélik Önt – de csak abban az esetben, ha a végső lépéseket helyesen hajtja végre.
A tökéletes, testreszabott, kovácsolt kerék felszerelése és a frusztráló illesztési hiba közti különbség gyakran három dologon múlik: pontos mérések többszöri ellenőrzése, megbízható forrásokkal szembe állított számítások kétszeres ellenőrzése, valamint kristálytiszta kommunikáció a kiválasztott gyártóval. Hagyjon ki bármelyik lépést, és olyan befektetéssel játszik, amely könnyedén meghaladhat több ezer dollárt.
Előrendelési Specifikációs Ellenőrzőlista
Mielőtt bármely gyártóval kapcsolatba lépne, gyűjtse össze az összes szükséges specifikációt. Az információk rendszerezése és ellenőrzése kiküszöböli a felesleges visszajelzéseket, csökkentve ezzel a félreértések esélyét. Használja ezt az átfogó ellenőrzőlistát, hogy megbizonyosodjon a felkészültségéről:
- Kerék átmérője: Erősítse meg a kívánt méretet hüvelykben (17", 18", 20", stb.), és ellenőrizze a féktárcsákhoz szükséges tisztatávolságot, ha nagyobb méretre vált az eredeti állapothoz képest.
- Kerék szélesség: Jegyezze fel a kívánt szélességet, és értsen hozzá, hogyan befolyásolja ez a visszatámasztási távolság (backspacing) számítását az aktuális felnikhez képest.
- Előtolás (offset) megadása: Jegyezze fel milliméterben a helyes előjellel (+ vagy -). Hasonlítsa össze kerék előfutási táblázattal, hogy ellenőrizze, logikus-e a szám az adott alkalmazáshoz.
- Visszatámasztási távolság (backspacing) mérése: Számítsa ki az előfutásból, vagy mérje le közvetlenül a jelenlegi felnikről. Használjon kerék előfutási táblázatot, hogy megerősítse: a számítások megfelelnek az iparági szabványoknak.
- Csavarozási kör (PCD): Ellenőrizze a pontos szegecsek számát és átmérőjét (például: 5x114.3). Soha ne tippeljen – mérje le, vagy erősítse meg a gyártó dokumentációjából.
- Központi furat átmérője: Mérje le a futóművet vagy tekintse át a jármű specifikációit. Az egyedi kovácsolt felniket hubcentrikusan kell megmunkálni a legjobb egyensúly érdekében.
- Gumi specifikációk: Jegyezze fel a pontos abroncsméretet, amelyet fel szeretne szerelni, beleértve a szélességet, az oldalarányt és az átmérőt (példa: 275/40R20).
- Tájékoztatás a szabad térrel kapcsolatban: Jegyezze fel az illesztést befolyásoló utángyártott alkatrészeket – nagy fékrendszerek, felfüggesztés módosítások vagy külső ívelt testek.
- Jelenlegi felniméretek: Ha jelenlegi felnije megfelelően illeszkedik, jegyezze fel a specifikációkat bizonyított alapértéknek.
- A tervezett használat leírása: Napi vezetés, pályahasználat, terepen való használat vagy kiállítási cél – ez a kontextus segít a gyártóknak az optimális specifikációk javasolásában.
Ha ezt az ellenőrző listát kitölti a gyártóval való első beszélgetés előtt, bemutatja, hogy komoly vevővel állnak szemben, aki érti a folyamatot. Ez védi Önt is – ha a specifikációk írásban rögzítettek, nincs kétség afelől, hogy mit rendelt és mit gyártottak.
Minőségközpontú gyártókkal való együttműködés
Az egyedi kovácsolt felnik minősége közvetlenül a gyártó cégtől függ. Amikor egy vállalatra bízza azon alkatrészek gyártását, amelyek hatással vannak járműve megjelenésére és biztonságára is, a tanúsítványok és a minőségirányítási folyamatok különösen fontosak.
Ügyeljen arra, hogy a gyártók rendelkezzenek elismert iparági tanúsítványokkal. Szerint Flexiforge Wheel tanúsítási útmutatója , az IATF 16949:2016 tanúsítvány különösen lényeges a kerékgyártók számára, akik nagy autógyártóknak szállítanak – ez az egész gyártási folyamatra kiterjed, és a folyamatos fejlesztésre valamint hibák megelőzésére helyezi a hangsúlyt. Ugyanez a szabvány érvényesül akkor is, amikor egyedi felniket rendel; a tanúsított gyártók dokumentált folyamatokat alkalmaznak, amelyek garantálják az egységes minőséget a megrendeléstől a kézbesítésig.
A tanúsításokon túl értékelje ezeket a minőségi mutatókat:
- Saját mérnöki kapacitás: A saját mérnöki csapattal rendelkező gyártók átvizsgálhatják specifikációit, azonosíthatják a lehetséges problémákat, és optimalizálási javaslatokat tehetnek még a gyártás megkezdése előtt.
- Precíziós gyártóberendezések: A modern CNC-megmunkálás tizedmilliméteres tűrések elérését teszi lehetővé – elengedhetetlen, amikor a kerék mélységkalkulátor eredményeinek pontos végrehajtására van szükség.
- Átlátható Kommunikáció: A minőségi gyártók írásbeli specifikációhitelesítést, folyamatfrissítéseket és végső ellenőrzési dokumentációt biztosítanak.
- Prototípus-készítési lehetőségek: Összetett projektek esetén a gyors prototípuskészítés lehetővé teszi a verifikációt, mielőtt a teljes gyártási sorozatba kezdenének.
Akik precíziós kovácsolt megoldásokat keresnek járműipari alkalmazásokhoz, olyan gyártók, mint a Shaoyi (Ningbo) Metal Technology, példát mutatnak arra, milyen képességek szükségesek komoly egyedi projektekhez. Az IATF 16949 minősítésük és a házilag rendelkezésre álló mérnöki támogatás biztosítja, hogy az alkatrészek pontosan megfeleljenek az előírt specifikációknak, miközben a gyors prototípuskészítési lehetőségeik – néha már 10 nap alatt – felgyorsítják az egyéni projekteket, amelyek máskülönben hosszabb határidőkkel néznének szembe. A Ningbo Kikötő közeléből szervezett kényelmes globális szállítással értékes forrást jelentenek autórajongók és vállalkozások számára egyaránt. precíziós kovácsolási partnerek járműipari alkalmazásokhoz .
A testre szabott kovácsolt felnikbe fektetett befektetés olyan gyártási partnert igényel, aki megfelel az Ön elköteleződésének, hogy minden részletet tökéletesen megvalósítson. A kitöltött specifikációs ellenőrzőlista, a hátratér-méret-kalkulátorból származó hitelesített számítások és egy minőségközpontú gyártó birtokában most már olyan felnikhez juthat, amelyek tökéletesen illeszkednek, hibátlanul működnek, és pontosan azt az esztétikát nyújtják, amit elképzelt. Az előkészítésre fordított 30–60 perc közvetlenül több ezer dollár megtakarítást jelent, és hónapoknyi frusztrációtól óvja meg Önt.
Gyakran ismételt kérdések a testre szabott kovácsolt felnik hátratér-méretéről
1. Mit jelent a 4,75 hüvelyk hátratér-méret?
A 4,75 hüvelykes hátsó távtartó azt jelenti, hogy a kerék rögzítési felülete és a belső pereme közötti távolság 4,75 hüvelyk. Ez a méret azt mutatja, hogy milyen messzire nyúlik a kerék befelé a felfüggesztés és a fékalkatrészek irányába. A nagyobb hátsó távtartás közelebb húzza a kerekeket ezekhez az alkatrészekhez, míg a kisebb hátsó távtartás kifelé, a sárvédő felé tolja őket. Egyedi, kovácsolt kerekek esetén ez a specifikáció kritikus fontosságú, mivel a gyártók pontosan az Ön által megadott méretek szerint gyártják le a kerekeket, így a rendelés előtt elengedhetetlen a pontosság.
2. Mekkora az eltolás 7,5 hüvelykes hátsó távtartásnál?
A 7,5 hüvelyk hátsó távtartáshoz tartozó eltolás a kerék szélességétől függ. Például egy 8 hüvelyk széles keréknél a 7,5 hüvelyk hátsó távtartás kb. +51 mm-es eltolást jelent. Egy 10 hüvelyk széles keréknél ugyanez a hátsó távtartás kb. +25 mm-es eltolásnak felel meg. Használja a következő képletet: Eltolás (hüvelykben) = Hátsó távtartás - ((Kerék szélessége + 1) ÷ 2), majd szorozza meg 25,4-gyel, hogy millimétert kapjon. Egyedi, kovácsolt kerekek rendelésekor mindig ellenőrizze számításait egy hátsó távtartás–eltolás átalakító táblázattal.
3. Hogyan mérjem meg otthon az autógumi hátramenetét?
Helyezze a keréktárcsát védett felületre, arcát lefelé. Helyezzen egy egyenes élt a kerék hátuljára úgy, hogy az az belső perem mindkét oldalán nyugszik. Mérje meg a távolságot a tengelykapcsoló lapról (a sík felületről, ahol a csavarok rögzülnek) az egyenes élig. Ez a távolság hüvelykben megadva adja meg a hátramenet mértékét. Pontosság kedvéért mérje meg mind a négy kereket, mivel a gyártási tűrések enyhe eltéréseket okozhatnak. Ez a mérés lesz a kiindulópontja az egyedi kovácsolt keréktárcsák rendelésekor.
4. Mi a különbség a kerék eltolás és a hátramenet között?
Az eltolás (offset) a felszerelési felülettől a kerék középvonaláig mért távolság milliméterben, amely pozitív, negatív vagy nulla lehet. A hátsó távolság (backspacing) a felszerelési felülettől a belső peremig mért távolság hüvelykben. Mindkettő másképp írja le a kerék pozícióját: az offset azt mutatja, hogy mennyire tér el a felszerelési pont a középtől, míg a hátsó távolság pontosan megmutatja, mennyi belső szabad hely áll rendelkezésre. Az egyedi kovácsolt kerékgazdálkodók bármelyik méretet tudják kezelni, mivel ezek matematikailag összefüggnek.
5. Használhatok keréktávtartókat a helytelen hátsó távolság kijavítására egyedi kerekeknél?
A keréktávtartók korrigálhatják a túl nagy visszatartást, ha kifelé tolják a kerekeket, de leginkább 5–25 mm-es kisebb beállításokhoz alkalmasak. A minőségi középpontos távtartókat 6000–10000 mérföldenként újra kell feszíteni, és elegendő csavarszál-illeszkedés szükséges. 25 mm-nél nagyobb korrekció esetén gyakran biztonságosabb és megbízhatóbb megoldás az eredeti rendelés szerinti, egyedi kovácsolt kerekek beszerzése megfelelő specifikációkkal. A távtartók nem javíthatják a túl alacsony visszatartást – ehhez a sárvédők módosítása vagy új kerekek szükségesek.