 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Autóipari kihúzóformák költségei: előretekintő szerszámozás költségvetése
TL;DR
Az autóipari sajtolószerszámok költsége a méretüktől és bonyolultságuktól függően jelentősen változik, körülbelül 3 000 USD-tól egyszerű puha szerszámkészítés esetén (tartók, kapcsok) egészen több mint 1 000 000 USD-ig egy teljes A-osztályú karosszériapanél sorozat esetén (sárkányok, motorháztetők). Közepes méretű precíziós alkatrészek esetén egy progresszív sablon általában körülbelül 15 000–30 000 USD . Az döntés nagyban függ a gyártási mennyiségtől: bár a sajtoló szerszámozás magas kezdeti befektetést igényel, évente 10 000–20 000 darab feletti mennyiség esetén az alacsonyabb egységköltséget kínálja.
Költségek felbontása típus szerint: Progresszív – Sorozat – Puha szerszám
Az autóipari sajtolóformák költségeit leginkább befolyásoló tényező az a technológia, amelyet a alkatrész gyártásához választanak. A mérnököknek egyensúlyba kell hozniuk a szerszámozási költségvetést a várható gyártási sebességgel és az alkatrészek mennyiségével.
Progresszív formák (15 000 – 60 000 USD+)
A progresszív formák az autóipar munkaereje kis- és közepes méretű szerkezeti alkatrészek, például konzolok, kapcsok és csatlakozók esetében. Ebben a rendszerben egy fémcsík halad át egy több állomásos egységen – minden sajtolóütem során egymást követő lépésekben vágva, hajlítva és alakítva az alkatrészt.
A Bazz Houston és más gyártók iparági adatai szerint egy átlagos progresszív forma költsége körülbelül $30,000. Ez az összeg egyszerűbb geometriák esetén leeshet 15 000 dollárra, vagy túllépheti a 60 000 dollárt olyan bonyolult alkatrészeknél, amelyek szigorú tűréshatárokat igényelnek. Bár a kezdeti ár jelentős, a progresszív formák rendkívül hatékonyak, gyakran 60–100 vagy több ütemet végeznek percenként, ami az egységárakat centekre csökkenti.
Transzfer- és sorozat sablonok (100 000 – 1 000 000 USD felett)
Nagy méretű autókarosszéria panelekhez (A-osztályú felületek, például ajtók, motorházak és sárvédők) a progresszív sablonok általában nem alkalmasak a alkatrész mérete és az igényelt alakítás összetettsége miatt. Ehelyett a gyártók sorozat sablonokat vagy transzfer sablonokat használnak.
A valós beszerzési adatok azt mutatják, hogy egyetlen húzó sablon (a sárvédő alakításának első lépése) gyakran 250 000 és 500 000 USD között mozog. Egy kész panel azonban teljes sablon sorozatot igényel – húzás, vágás, peremzés és döntés –, ami a teljes költséget 500 000 és 1 000 000 USD közé emeli. Ezek a sablonok hatalmas öntvény alapokat, kiterjedt CNC megmunkálást és kézi utómunkát (felületkiegyenlítést) igényelnek a tökéletes felületminőség biztosításához.
Lágy szerszámozás és prototípusgyártás (3 000 – 15 000 USD)
Kis létszámú gyártás (5000 alkatrész alatt) vagy prototípusgyártás esetén a „lágy szerszámozás” költséghatékony alternatívát jelent. Ezek a sablonok gyakran egylövetű szerszámot vagy olcsóbb, előre megkeményített acélokat használnak a tartós karbid helyett. Az egyszerű kivágó szerszámok költsége akár $3,000is lehet. Bár a lágy szerszámozás hamarabb elkopik, és alkatronként több kézi munkát igényel, lehetővé teszi a gyártók számára, hogy érvényesítsék a terveket anélkül, hogy hat számjegyű eszközbe fektetnének.
Fő költségtényezők: anyagok, összetettség és mennyiség
Annak megértése, mi befolyásolja egy árajánlat árát, lehetővé teszi a beszerzési vezetők számára, hogy értéktervezési módszerekkel optimalizálják igényeiket. Egy gépjármű ütő sablon teljes költsége általában három fő tényezőből tevődik össze: anyag, megmunkálás és validálás.
- Sablonanyag (a teljes költség 20–40%-a): Az a acél, amelyből magát a sablont elkészítik, jelentős költséget jelent. Nagy létszámú gépjárműgyártás esetén (500 000+ ütés) a szerszámgyártók prémium minőségű anyagokat, például SKD11 vagy szilárd karbid, amelyek drágák, de kopásállók. Rövidebb sorozatokhoz olcsóbb ötvözeteket, például Cr12MoV-t lehet használni a költségek csökkentése érdekében, bár ez gyakoribb élezést igényel.
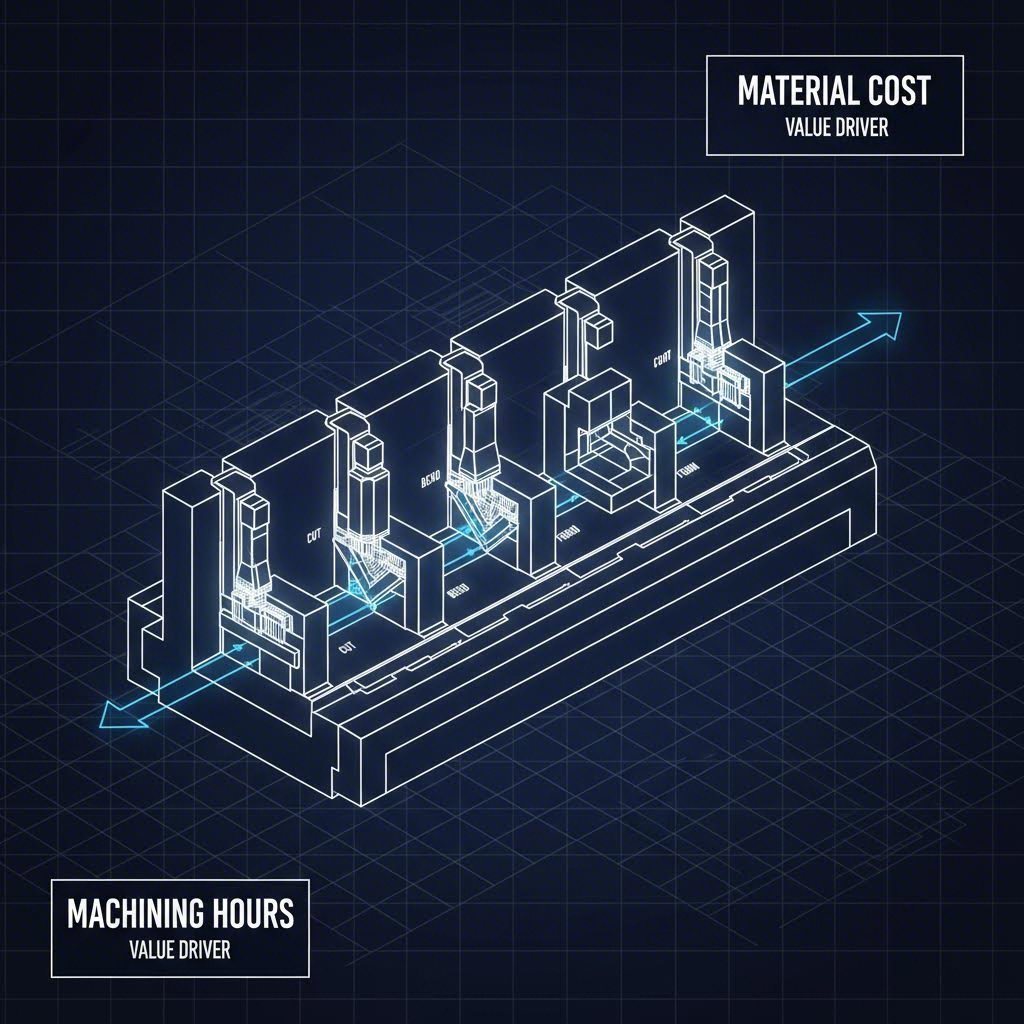
- Gépi megmunkálás és bonyolultság (a teljes költség 30–50%-a): A részegységen lévő minden elem – minden furat, nyúlvány és lekerekítés – a sablon egy-egy megfelelő állomását igényli. A bonyolultság növelése növeli a CNC-megmunkáláshoz és a huzalos szikraforgácsoláshoz (Wire EDM) szükséges órák számát. Egy 15 állomásból álló sablon lényegesen többe kerül, mint egy 5 állomásból álló, pusztán a szükséges megmunkálási idő miatt.
- Próbafuttatás és érvényesítés (a teljes költség 10–15%-a): A „Próbafuttatás” fázisban a sablont sajtón tesztelik, hogy biztosítsák a megfelelő specifikációknak megfelelő alkatrészek előállítását. Ez különösen fontos a nagy pontosságot igénylő járműipari alkatrészeknél. Ha a sablon nem tartja be a tűréshatárokat a próbafuttatás során, drága kézi utómunkára van szükség.
Stratégiai beszerzés és gyártási mennyiség
A fémsajtolás gazdaságosságát a „break-even” pont határozza meg. A sajtolás ritkán költséghatékony éves szinten 2000 darabnál kisebb mennyiség esetén, mivel az eszközamortizáció túl sokat ad hozzá az egységköltséghez. Ilyen alacsonyabb mennyiségek esetén gyakran előnyösebbek olyan eljárások, mint a lézeres vágás vagy a sajgópréses alakítás.
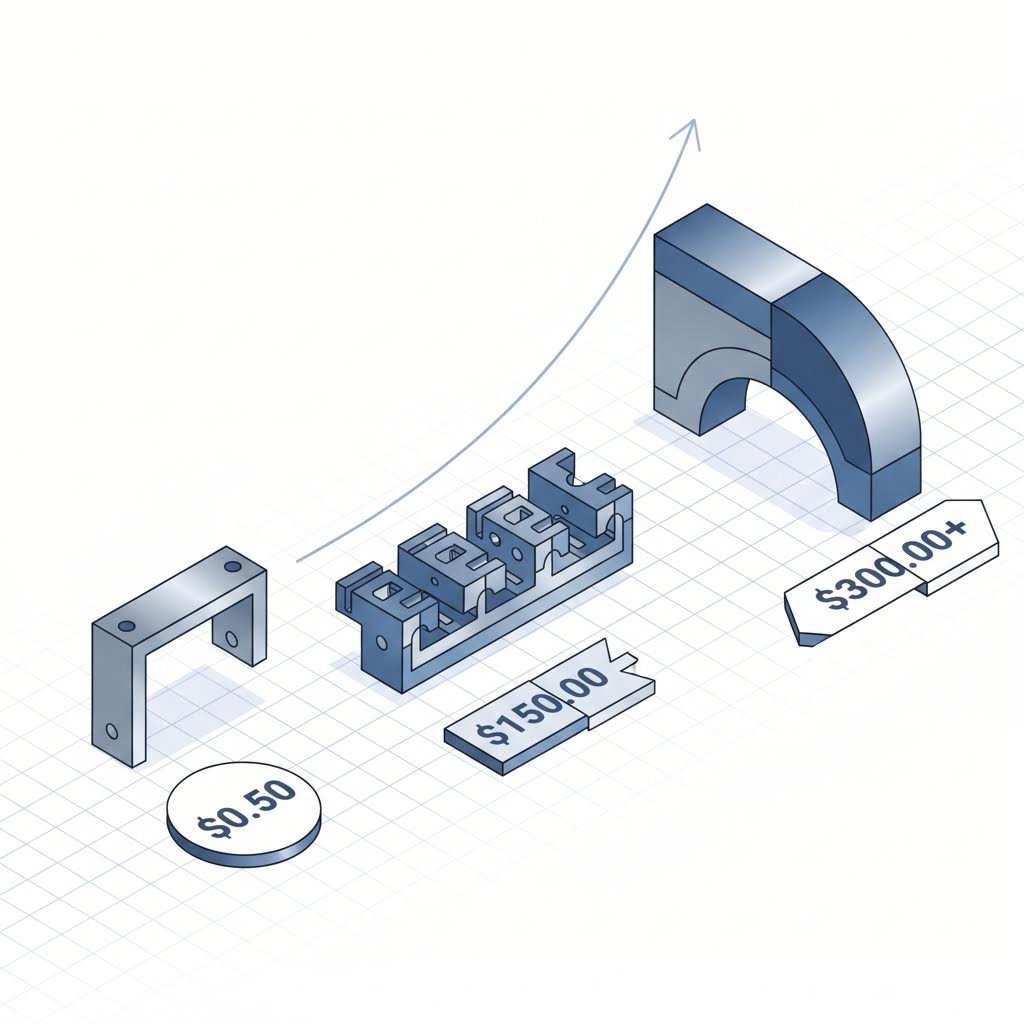
Amint azonban az éves mennyiség meghaladja a 10 000–20 000 darabot, a kemény sablonba történő beruházás gyorsan megtérül. Például egy 30 000 dolláros progresszív sablon csökkentheti az alkatrész költségét 5,00 dollárról (lézeres vágás) 0,50 dollárra (sajtolt darab). 20 000 darab esetén a megtakarítás (90 000 dollár) könnyedén fedezheti a kezdeti szerszámköltséget.
Olyan gyártók számára, akik egy olyan partnert keresnek, aki képes ezt az átállást kezelni, Shaoyi Metal Technology stratégiai előnyt kínál. Az IATF 16949 tanúsítvánnyal és akár 600 tonnás sajtolóképességgel rendelkeznek, így áthidalják a rést a gyors prototípusgyártás és a nagyüzemi tömeggyártás között. Költséghatékony szerszámmegoldásaik lehetővé teszik az autógyártó OEM-ek számára, hogy a tervezés érvényesítésétől egészen a teljes körű gyártásig eljussanak, miközben szigorúan betartják a globális szabványokat.
Rejtett költségek: karbantartás és logisztika
A sablon vételára nem a végső költség. Az autóipari sajtoló sablonok folyamatos karbantartást igényelnek a alkatrészminőség fenntartásához. Élezés és hézagolás rutinszerű kiadások, amelyeket általában a sablon értékének 5–10%-ára becsülnek évente, a használat intenzitásától függően. Ennek a karbantartásnak a mellőzése alkatrészek burkolódzásához és potenciálisan katasztrofális sablonhibához vezethet.
A logisztika szintén fontos szerepet játszik, különösen a tengerentúli szerszámkészítés esetében. Bár az ázsiai piacok gyakran akár 30%-kal alacsonyabb áron biztosítják az alkatrészeket nyugati megfelelőikhez képest, a nehéz szerszámacél (ami gyakran több tonnát is nyom) szállítása jelentős költséggel és hosszabb átfutási idővel jár. Továbbá, ha egy sablon módosításra szorul a szállítás után, a helyi támogatás hiánya drága leálláshoz vezethet.

Következtetés: Az előkészítési költség és a teljesítmény kiegyensúlyozása
Az autóipari sajtolószerszámok költségvetésének elkészítése során világosan meg kell érteni a kezdeti tőkeköltség (CapEx) és a hosszú távú üzemeltetési költségek (OpEx) közötti kompromisszumot. Habár egy 30 000 dolláros progresszív sablon vagy egy 500 000 dolláros burkolatsor kezdetben költségesnek tűnhet, ezek a szerszámok az egyedüli reális út az alacsony egységköltségek eléréséhez, amelyekre a tömeges autógyártáshoz szükség van.
A siker a pontos éves mennyiségek előrejelzésében és a megfelelő szerszámosztály kiválasztásában rejlik – puha, progresszív vagy transzfer szerszám – a termék életciklusának megfelelően. Az anyagminőségek, az összetettség és a karbantartás figyelembevételével már a tervezési fázisban az építészek és beszerzők elkerülhetik a költségvetés-túllépést, és biztosíthatják a zökkenőmentes bevezetést.
Gyakran Ismételt Kérdések
1. Átlagosan mennyibe kerül egy fémsajtoló forma?
Egy tipikus progresszív forma közepes méretű autóalkatrészekhez 15 000–30 000 USD . Azonban a költségek jelentősen eltérhetnek: egyszerű prototípus-szerszámok akár 3000 USD-be is kerülhetnek, míg összetett A-osztályú karosszériapanelek formái gyakran meghaladják az 500 000 USD-et.
2. Mi a különbség a kivágás és a fémsajtolás között?
A kivágás általában lágyabb anyagok (pl. tömítések, szövetek vagy vékony fóliák) ollózását jelenti acélkés-forma segítségével, hasonlóan egy süteményformához. A fémsajtolás nagy erőhatású ipari eljárás, amely edzett acél formákat használ nemcsak vágásra, hanem alakításra, húzásra és hajlításra is, hogy összetett 3D alakzatokat hozzon létre lemezacélból.
3. Miért olyan drága az autóipari szerszámozás?
Az ár a precíziós gépészetet, a magas minőségű szerszámacélokat és a nagy mennyiségű megmunkálási időt tükrözi, amelyek a sablonok készítéséhez szükségesek. Az autóipari sablonoknak milliószámra kell elviselniük az erőteljes igénybevételt, miközben mikronos tűréshatárokon belül kell maradniuk, ezért erős felépítésre és drága anyagokra, például karbidra vagy SKD11 acélra van szükség.