 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

CNC-megmunkáló gyártók felfedve: 9 szempont, amelyeket remélik, soha nem ellenőriz majd

A CNC-megmunkáló gyártók és az általuk nyújtott szolgáltatások megértése
Amikor CNC-megmunkáló gyártókat keres, gyorsan zavaros keveréket fog észlelni az eredmények között. Egyes cégek maguk gyártják a gépeket, míg mások ezeket a gépeket használják alkatrészek gyártására Ön számára. Ennek a különbségnek a megértése az első lépés a okosabb beszerzési döntések meghozatala felé — és ez egy olyan tényező, amelyet sok vevő figyelmen kívül hagy, amíg már nem pazarolta el értékes idejét a rossz típusú szállítókkal való kapcsolatfelvétellel.
Tehát mi is a CNC pontosan? A CNC kifejezés a Számítógéppel Számjegyesen Szabályozott (Computer Numerical Control) technológiára utal, amely programozott parancsok segítségével automatizálja a gépi szerszámokat. De itt jelentkezik a félreértés: a „CNC-megmunkáló gyártók” kifejezést két teljesen eltérő üzleti kategóriára is alkalmazzák.
Gépgyártók vs. Megmunkálási szolgáltatások
A CNC-gépgyártók olyan vállalatok, amelyek tervezik, mérnöki szinten kidolgozzák és gyártják a tényleges CNC-berendezéseket. Gondoljon az iparág vezető vállalataira, például a Haas Automationra, a Mazakra és a DMG MORI-ra. Ezek azok a vállalatok, amelyek létrehozzák a világ számos gyárában üzemelő, kifinomult gépeket. Amikor egy CNC-gépgyártóval lép kapcsolatba, akkor saját üzemébe szánt berendezést kíván vásárolni vagy bérbe venni.
Másrészről a CNC-megmunkálási szolgáltatók tulajdonosai és üzemeltetői ezeknek a gépeknek, és az Ön nevében készítenek alkatrészeket. Ők szerződéses gyártók, akik az Ön terveit átalakítják kész termékekké. Ha azt kérdezi: „Mennyibe kerül a CNC-megmunkálás az én projektjemhez?”, akkor valószínűleg ezt a második kategóriát keresi.
A CNC rövidítés jelentése mindkét kontextusban ugyanaz marad – számítógéppel vezérelt, pontos gyártás. Azonban a CNC fogalma abban különbözik, hogy milyen szolgáltatást nyújt mindegyik vállalat – ez a különbség nem lehetne nagyobb. Az egyik vállalat eszközöket ad el Önnek; a másik pedig ezeket az eszközöket használja kész termékek szállítására.
Miért fontos ez a különbség a projektje számára
Képzelje el, hogy 500 darab precíziós alumínium rögzítőelemre van szüksége egy közelgő termékpiacra dobásra. Egy CNC gépgyártó céghez fordulni olyan, mintha egy autógyárnak hívná, amikor taxit szeretne rendelni. Időt vesztegetne, összezavarná az értékesítési csapatot, és feleslegesen késleltetné projektjét.
Ellenkező esetben, ha új gyártóüzemet állít fel, és berendezéseket kell vásárolnia, akkor a megmunkálási szolgáltatókhoz fordulva nem tudja belső képességeit kialakítani.
| Kategória | A meghatározás | Példák | Mit nyújtanak | Mikor érdemes velük kapcsolatba lépni |
|---|---|---|---|---|
| Cnc gépgyártók | Olyan cégek, amelyek CNC-berendezéseket terveznek és gyártanak | Haas, Mazak, DMG MORI, Okuma, Fanuc | CNC-gépek, esztergák, marógépek, megmunkálóközpontok, szoftverek, képzés | Amikor berendezéseket vásárol üzemébe vagy termelési kapacitását bővíti |
| CNC-megmunkálási szolgáltatók | Cégek, amelyek CNC-gépeket használnak alkatrészek gyártására | Szerződéses gépgyártó műhelyek, precíziós gyártó cégek | Kész alkatrészek, prototípusok, sorozatgyártás, összeszerelési szolgáltatások | Amikor egyedi alkatrészeket kell gyártani, de nincs saját felszerelése |
Ez az alapvető egyértelműség lehetővé teszi a lehetséges partnerek hatékony értékelését. Ebben az útmutatóban elsősorban a CNC-megmunkálási szolgáltatásokat nyújtó vállalatokra fogunk koncentrálni – azaz azokra a cégekre, amelyekre a vásárlók általában szükségük van, amikor CNC-gépgyártókat keresnek alkatrészeik gyártásához. Ezt az ismeretet birtokában már előnyben áll a versenytársaihoz képest azokkal, akik heteket pazarolnak arra, hogy a nem megfelelő típusú szállítókkal lépnek kapcsolatba.
Alapvető CNC-megmunkálási eljárások és alkalmazásuk ideje
Most, hogy megértettük, kivel is lépünk kapcsolatba valójában, a következő kérdés az: mit tudnak valójában értekezni Önnek? A CNC megmunkáló gyártók széles körű folyamatokat kínálnak, és annak ismerete, hogy melyik illeszkedik legjobban a projektjéhez, megóvhatja Önt a költséges hibák elől. Képzelje el úgy, mint egy szerszámkészletből a megfelelő eszköz kiválasztását – nem használna kalapácsot, ha csavarhúzóra van szüksége, ugye?
Vizsgáljuk meg részletesen az alapvető folyamatokat, amelyekkel találkozni fog, és – ami még fontosabb – azt, hogy mikor érdemes mindegyiket alkalmazni konkrét alkatrészeihez.
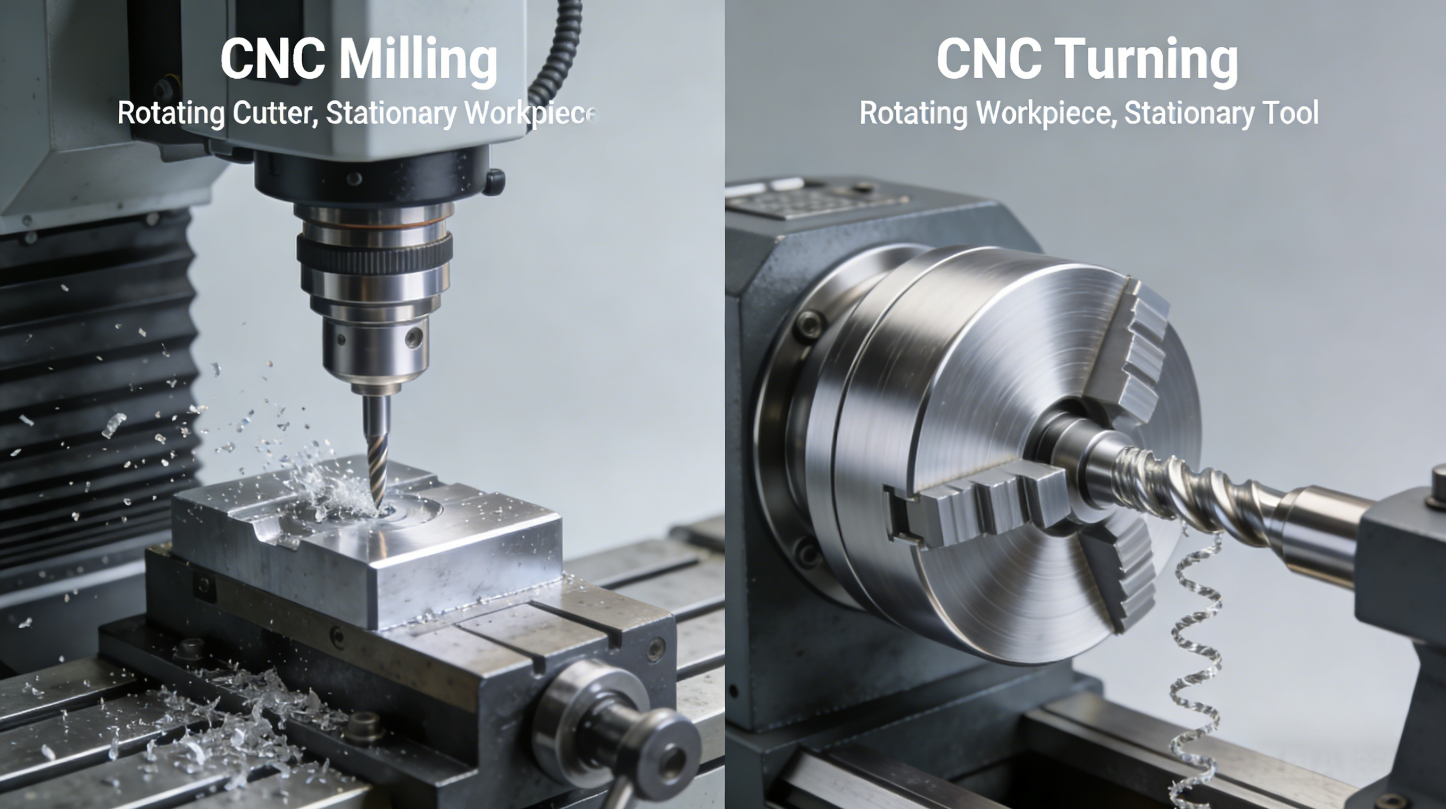
Marás és esztergálás alapjai
E két folyamat alkotja a legtöbb CNC gépészeti szolgáltatások -nek a gerincét. A különbség megértése meglepően egyszerű, ha elképzeljük.
Ezzel a CNC MARÓGÉP a forgácsoló szerszám forog, míg a megmunkálandó alkatrész mozdulatlan marad. Képzeljen el egy forgó fúrószárat, amely egy alumínium tömbbe vágja magát – ez az alapvető elv. A függőleges megmunkálóközpontban a főorsó függőlegesen helyezkedik el a megmunkálandó alkatrész felett, így kiválóan alkalmas sík felületek, zsebek és horpadások megmunkálására. Ezzel szemben a vízszintes marógép főorsója párhuzamosan helyezkedik el az asztallal, így különösen jól alkalmazható mély üregek megmunkálására és nagy mennyiségű forgács eltávolítására.
A Cnc eszterga teljesen megfordítja ezt a felállást. Itt a megmunkálandó alkatrész forog, míg a forgácsoló szerszám mozdulatlan marad. A Mekalite gyártási útmutatója szerint a CNC esztergálás ±0,001 mm-es tűréssel is elérheti a szükséges pontosságot – ami kritikus fontosságú a nagy teljesítményt igénylő alkalmazásoknál.
- CNC Frészenés: Legjobban sík felületekkel, összetett zsebekkel, horpadásokkal vagy nem szimmetrikus jellemzőkkel rendelkező alkatrészek megmunkálására alkalmas. Ideális házak, rögzítők és lemezek gyártásához.
- CNC Térdítés: Tökéletes hengeres vagy kerek alkatrészekhez, például tengelyekhez, csapokhoz, bushingekhez és menetes alkatrészekhez. Gyorsabb és gazdaságosabb a forgásszimmetrikus alkatrészek esetében.
Itt van a gyakorlati tanulság: először vizsgálja meg alkatrésze alakját. Főként kerek vagy hengeres formájú? Ekkor a forgácsolás (esztergálás) a kiindulási pont. Sík felületeket, szabálytalan geometriát vagy tengelytől eltérő furatokat tartalmaz? Ekkor a marás a megoldás. Sok gyártó mindkét eljárást kínálja, és az összetett alkatrészek gyakran a CNC-esztergálás és -marás kombinációját igénylik a végleges geometria eléréséhez.
Mikor érdemes többtengelyes megmunkálást alkalmazni
Valószínűleg már látta a „3 tengelyes”, „4 tengelyes” és „5 tengelyes CNC gép” megnevezéseket gyártói weboldalakon. De mit jelent ez valójában az Ön projektje szempontjából?
A szokásos 3 tengelyes marás során a vágószerszám három irányban mozog: balra-jobbra (X-tengely), előre-hátra (Y-tengely) és felfelé-lefelé (Z-tengely). Ez tökéletesen megfelel a legtöbb egyszerű alkatrész megmunkálásának. A negyedik tengely hozzáadásával egy vízszintes tengely körüli forgás is lehetséges, így az alkatrész döntése megvalósítható a megmunkálás során.
Az 5 tengelyes CNC gép ezt továbbviszi két forgó tengely hozzáadásával. A vágószerszám gyakorlatilag bármilyen szögből megközelítheti az alkatrészt egyetlen beállításban. Ez a képesség több előnyt is biztosít:
- Összetett geometria A horpadások, összetett görbék és bonyolult 3D-felületek most már lehetségesek újraforgatás nélkül.
- Kevesebb beállítás: Több felület megmunkálása egy műveletben csökkenti a kezelési időt, és javítja a pontosságot.
- Jobb felületminőség: A szerszám optimális vágási szögeket tarthat fenn, simább felületeket eredményezve.
Azonban az 5 tengelyes megmunkálás nem mindig szükséges – és nem feltétlenül gazdaságos. Ha az alkatrész 3 tengelyes mozgással is teljesen elkészíthető, akkor az előrehaladott berendezésekért fizetett prémium díjak pénzkidobásnak minősülnek. Amikor CNC megmunkáló gyártókat értékel, kérdezze meg, hogy a többtengelyes képességek valóban előnyt jelentenek-e az adott tervezéshez, vagy egyszerűbb eljárások ugyanolyan eredményt érnek el alacsonyabb költséggel.
Speciális eljárások összetett alkatrészekhez
Néha a hagyományos marás és esztergálás nem képes teljesíteni a tervezési követelményeket. Ebben az esetben a speciális megmunkálási eljárások töltik ki a kritikus hiányzó részeket.
Huzal EDM (Elektromos kisüléses megmunkálás) egy vékony, elektromosan töltött drótot – általában sárgarézből vagy rézből készültet – használ vezető anyagok precíziós vágására. A JLC CNC műszaki útmutatója szerint a drótos EDM ±0,001 mm-es tűrést ér el, és maradékmentes vágást biztosít keményített acélból, titánból és egyéb nehéz megmunkálhatóságú anyagokból. Az EDM drótvágó berendezés kiválóan alkalmazható bonyolult belső sarkok, finom geometriai elemek és olyan alkatrészek megmunkálására, amelyeknél a mechanikus vágóerők deformációt okoznának.
- Huzalos EDM: Ideális befecskendezéses szerszámok alkatrészei, nyomószerszámok, döfőszerszámok és légi- és űrhajóipari alkatrészek gyártására, amelyeknél a keményített anyagokban különösen magas pontosságot igényelnek.
- CNC Siklázás: Ultrafinom felületi minőséget és szigorú méreteltérés-ellenőrzést biztosít csapágyfelületek, mérőlapok és kopásérzékeny alkatrészek számára.
- Svájci típusú megmunkálás: Specializált esztergálás kis, bonyolult alkatrészekhez, amelyek gyakran előfordulnak orvosi eszközökben és elektronikai berendezésekben – az esztergálás és marás képességeinek kombinációja bonyolult, miniaturizált alkatrészek gyártásához.
A kulcsfontosságú felismerés? Nem minden marógép vagy esztergálóközpont képes minden feladatot ellátni. Az anyag keménysége, a megengedett tűréshatárok, a felületi minőségre vonatkozó előírások, valamint a geometriai bonyolultság mind együttesen befolyásolják, hogy melyik eljárás eredményezi a legjobb eredményt. Amikor CNC-megmunkáló gyártóktól kér árajánlatot, egyértelműen közölje ezeket a követelményeket, hogy azok a legmegfelelőbb megoldást tudják javasolni – ne kényszerítse alkatrészét egy olyan folyamatba, amely nem illik hozzá teljes mértékben.
A CNC-megmunkáló partnerek értékelésének alapvető szempontjai
Azonosította a megfelelő típusú beszállítót, és megértette, melyik megmunkálási eljárás illeszkedik a projektjéhez. Most jön a döntő kérdés: hogyan értékeljen valójában egy CNC-megmunkáló gyártót másikkal szemben? Meglepő módon a legtöbb vevő a belső érzéseire, a legalacsonyabb árajánlatokra vagy a látványos honlapokra támaszkodik – olyan megközelítések, amelyek gyakran minőségi problémákhoz, határidők elmulasztásához és feszült üzleti kapcsolatokhoz vezetnek.
Mi lenne, ha helyette egy strukturált keretrendszer állna rendelkezésére? Egy prioritások szerint rendezett ellenőrzőlista, amely áttör a marketingüzeneteken, és felfedi a valódi képességeket? Pontosan ezt építjük most – átlátható kiválasztási kritériumokat, amelyeket sok gyártó remélhetőleg soha nem gondol meg, hogy ellenőrizzen.
Műszaki képességek értékelése
A tanúsítások vagy a kapacitás megvitatása előtt kezdje a legalapvetőbb kérdéssel: képes-e ez a megmunkáló központ tényleg elkészíteni az Ön alkatrészeit? A műszaki képesség értékelése három összefüggő tényezőt vizsgál, amelyek meghatározzák a gyártás sikerét.
Tűréshatár-előírások: Minden alkatrész méretspecifikációkkal rendelkezik, de nem minden műhely képes ezeket betartani. Általános célú gépgyártó műhelyek általában ±0,005 hüvelyk (0,127 mm) pontosságot érnek el különösebb erőfeszítés nélkül. A precíziós gyártók ±0,001 hüvelyk (0,025 mm) vagy szigorúbb tűrést tudnak biztosítani. Kérjen dokumentált bizonyítékot – ne csak állításokat – arról, hogy milyen tűréseket tartottak be folyamatosan a sorozatgyártás során, nem csupán prototípus-minták esetében.
Anyagokkal kapcsolatos tapasztalat: Egy műhely, amely kiválóan dolgozza fel az alumíniumot, nehézségekbe ütközhet a titán vagy az Inconel feldolgozásánál. Különböző anyagok különleges CNC megmunkálószerszámokat, vágási paramétereket és kezelési szakértelmet igényelnek. Ha a projektje exotikus ötvözeteket vagy műszaki műanyagokat tartalmaz, kérjen példákat hasonló anyagok sikeres megmunkálásáról. Csak a gépgyártó műhelyek fényképei nem adnak erre választ – ehhez gyártási nyilvántartások és alkatrész-minták szükségesek.
Felszerelési állomány: Milyen gépeik vannak valójában? Egy modern megmunkálóközpont, amely merev szerkezetű, nagysebességű orsóval és fejlett vezérléssel rendelkezik, más eredményeket ad, mint a kopott berendezések. Ne habozzon kérni egy felszerelési listát, amely tartalmazza a gépek márkáját, típusát és életkorát. Ez az információ felfedi a beruházási mintákat és a technológiai elköteleződést.
- Ellenőrizze a tűréshatárok képességét dokumentált bizonyítékokkal, amelyek tényleges gyártási folyamatokból származnak, nem csupán megadott műszaki adatokból.
- Erősítse meg az anyagokkal kapcsolatos szakértelmet amely megfelel a projektjének – kérjen konkrét példákat hasonló ötvözetekkel vagy műanyagokkal.
- Kérjen felszerelési listákat amelyek tartalmazzák a géptípusokat, márkákat és kb. életkort a technológiai képességek értékeléséhez.
- Értékelje a másodlagos műveleteket amelyek belsőleg érhetők el, illetve amelyeket külső szolgáltatóra bíznak – hőkezelés, galvanizálás, anódosítás és összeszerelés.
- Ellenőrizze a minőségellenőrző berendezéseket beleértve a koordináta-mérőgépeket (CMM), az optikai összehasonlítókat és a felületi érdességmérőket, amelyek megfelelnek az Ön tűréshatáraihoz.
Egy jártas CNC-es gépkezelő is korlátozott lehet elavult berendezésekkel. Ugyanakkor tapasztalatlan személyzet kezelte fejlett gépek csalódást keltő eredményeket produkálnak. A minőségi alkatrészek alapja a képes berendezések, a tapasztalt gépkezelők és a megfelelő szerszámok kombinációja.
Minőségi tanúsítványok megértése
Látta már ezeket az akronimákat a gyártók weboldalain: ISO 9001, AS9100, IATF 16949, ITAR. De mit jelentenek valójában ezek a tanúsítások az Ön alkatrészei számára? Az egyes megnevezések mögött rejlő lényeg megértése segít az Ön iparági igényeihez illő tanúsítási követelmények kiválasztásában.
ISO 9001: Ez az alapvető minőségirányítási szabvány azt bizonyítja, hogy a vállalat dokumentált folyamatokkal rendelkezik, nyomon követi a minőségi mutatókat, és folyamatos fejlesztésre törekszik. Szerint Voyager Engineering az ISO 9001 tanúsítás egy vállalat minőségi szabványok iránti elköteleződését mutatja, amely alapvető fontosságú a következetes és megbízható gyártási eredmények eléréséhez. Gondoljon rá úgy, mint a szisztematikus minőségirányítási gyakorlatok létezésének bizonyítékára – nem pedig arra, hogy repülőgépipari szintű szigor érvényesülne.
AS9100: Ez a repülőgépipari szakspecifikus szabvány az ISO 9001-et bővíti további követelményekkel, például nyomon követhetőséggel, konfiguráció-kezeléssel és kockázatértékeléssel. Az Accumet Engineering magyarázata szerint az AS9100 biztosítja, hogy a repülőgépipari beszállítók megtegyék a szükséges lépéseket a specifikus repülőgépipari követelmények teljesítéséhez, miközben javítják a termék minőségét. A repülőgépipari és védelmi projekteknél az AS9100 tanúsítás gyakran kötelező – nem választható.
IATF 16949: Az autóipari minőségirányítási szabvány a hibák megelőzésére, a változékonyság csökkentésére és a folyamatos fejlődésre helyezi a hangsúlyt az egész ellátási láncban. Ha autóipari alkalmazásokhoz szerez be alkatrészeket, ez a tanúsítás azt jelezni fogja, hogy a beszállító képes nagy mennyiségű termelésre statisztikai folyamatszabályozás alkalmazásával.
ITAR megfelelőség: A többi szabályozástól eltérően az ITAR (International Traffic in Arms Regulations – Fegyverek nemzetközi kereskedelmére vonatkozó szabályozás) nem minőségi tanúsítás, hanem jogi kötelezettség a honvédelmi célú áruk és műszaki adatok kezeléséhez. Mivel Az Accumet megjegyzi , az ITAR-szabályozásnak való megfelelés azt jelenti, hogy a vállalat bármikor nyomon követheti a védett adatokat, ismeri a védett adatok típusát, helyét és azokhoz való hozzáférés jogosultjait. Olyan honvédelmi projektek esetében, amelyek a USA fegyverlista (United States Munitions List) szerinti termékeket foglalnak magukban, nem ITAR-regisztrált beszállítókkal való együttműködés komoly jogi kockázatot jelent.
| Tanúsítvány | Kiemelt terület | Fő Követelmények | Mikor van rá szükség |
|---|---|---|---|
| ISO 9001 | Általános minőségirányítás | Dokumentált folyamatok, minőség-nyomonkövetés, folyamatos fejlesztés | Bármely professzionális gyártó alapfeltétele |
| AS9100 | Repülési és űripari minőségi rendszerek | Nyomonkövethetőség, konfigurációkezelés, kockázatértékelés, ISO 9001 követelmények plusz repülőgépipari specifikus kiegészítések | Repülőgépipari, légi és honvédelmi alkatrészek |
| A szövetek | Autóipari minőségi rendszerekkel | Hibák megelőzése, statisztikai folyamatszabályozás (SPC), előkészítő minőségtervezés (APQP), termék- és folyamatvizsgálati eljárás (PPAP) dokumentáció | Autóipari ellátási lánc alkatrészei |
| ITAR regisztráció | Védelmi exportellenőrzés | Adatok nyomon követése, hozzáférés-vezérlés, technikai adatok titkosítása | A USML listáján szereplő védelmi cikkek |
Itt van a gyakorlati felismerés: a tanúsítások a folyamat érettségét jelzik, nem pedig garantált eredményeket. Egy tanúsított gyártó, aki figyelmen kívül hagyja saját eljárásait, ugyanolyan hibás alkatrészeket állít elő, mint egy tanúsítatlan gyártó. Kérjen ellenőrzési eredményeket, ügyfélskálákat vagy minőségi teljesítményadatokat, amelyek bizonyítják, hogy a tanúsítások tényleges teljesítményre is átültethetők.
Kapacitás- és helyszín-tényezők
Technikai képesség és minőségirányítási rendszerek kevésbé számítanak, ha a kiválasztott gyártó nem tudja betartani a szállítási határidőket. A gyártási kapacitás és a földrajzi tényezők közvetlenül befolyásolják a beszerzési időt, a kommunikáció hatékonyságát és az összes bekerülési költséget.
Kapacitásértékelés: Tegyen konkrét kérdéseket a jelenlegi munkaterhelésről és a rendelkezésre álló kapacitásról. Hány műszakban üzemelnek? Jelenleg mekkora része az éppen lefoglalt kapacitásnak? Van-e helyük sürgősségi megrendeléseknek, vagy folyamatosan túlterhelt a rendszerük? A gyártók, akik közel a maximális kapacitáshoz működnek, elfogadhatják ugyan megrendelését, de konfliktus esetén nehézséget okozhat nekik, hogy az Ön megrendelését elsőbbségi szintre emeljék.
Skálázhatósági értékelés: A mai prototípus lehet a jövő évi sorozatgyártás alapja. Képes-e e partner növekedni Önnel együtt? Értékelje, hogy gépészműhelyi eszközeik, ellenőrzési képességeik és gyártócsarnokuk területe képes-e kezelni a növekvő mennyiségeket minőségromlás nélkül. Egyes műhelyek kiválóan teljesítenek kis sorozatszámú, nagy pontosságú munkáknál, de hiányzik belőlük az infrastruktúra nagyobb termelési mennyiségekhez.
Földrajzi szempontok: A helyszín nemcsak a szállítási költségeket befolyásolja. Az időzóna-egyezés hatással van a kommunikáció gyorsaságára. A közelség lehetővé teszi a helyszíni látogatásokat kritikus projektek esetén. A belföldi és külföldi beszerzés közötti választás kompromisszumot jelent a költségek, a szállítási idő és az ipari tulajdonvédelem területén. Az ITAR-szabályozás alá eső termékek esetében törvényesen kötelező a belföldi gyártás, valamint hogy az amerikai állampolgárok kezeljék a műszaki adatokat.
- Jelenlegi kapacitás kihasználtsága: A 90%-nál magasabb kapacitással működő gyártóüzemek nehézségekbe ütközhetnek a szállítási kötelezettségek teljesítése során.
- Műszakrend: Több műszak alkalmazása nagyobb rugalmasságot biztosít sürgős határidők esetén.
- Növekedési pálya: A cég berendezések és személyzet bővítésébe fektet-e be?
- Kommunikációs reakcióidő: Milyen gyorsan válaszolnak hívásaira és e-mailjeire a munkaidőben?
- Szállítási logisztika: Számítsa ki a teljes szállítási időt és költséget a tipikus rendelési profilja alapján.
Az ideális értékelés az összes tényezőt egyensúlyba hozza a konkrét prioritásaitokkal. Egy gyártó, amelynek tökéletes tanúsítványai vannak, de nem elegendő a kapacitása, késve szállít. Egy nagy kapacitású gyártósor, amely nem rendelkezik megfelelő minőségirányítási rendszerrel, selejtet állít elő. A földrajzi közelség semmit sem jelent, ha a műszaki képességek elégtelenek. Használjátok ezt a keretrendszert a szempontok súlyozására azok szerint, amelyek a ti projektetek szempontjából a legfontosabbak – majd ellenőrizzétek a megállapításokat referenciák, helyszíni látogatások vagy próba-rendelések útján, mielőtt nagyobb termelési mennyiségre vállalnátok kötelezettséget.

Az iparágspecifikus követelmények CNC-megmunkáló gyártók kiválasztásánál
Már létrehoztátok az értékelési keretrendszert. Ismeritek a tanúsítványokat és a kapacitási tényezőket. De itt van az, amit sok vevő figyelmen kívül hagy: a legfontosabb szempontok drámaian megváltoznak az iparágtól függően. Egy gyártó, amely tökéletesen alkalmas az autóipari gyártásra, teljes kudarcot vallhat repülőgépipari alkatrészek esetében – nem a szakértelmetlenség miatt, hanem mert minden ágazat alapvetően más képességeket igényel.
Ezeknek az iparágspecifikus követelményeknek a megértése átalakítja a beszállítók kiválasztását egy általános értékelésből célzott, pontos folyamattá. Nézzük meg, mit is igényelnek valójában az egyes főbb szektorok a CNC-megmunkáló gyártóktól.
Repülési, űrkutatási és védelmi követelmények
Amikor alkatrészek 30 000 láb magasan repülnek, vagy harcászati körülmények között védelmezik a katonákat, a „megfelelően jó” nem létezik. A légiközlekedési és honvédelmi gyártás olyan szigorú felügyelet alatt áll, amely mellett más iparágak összehasonlítás szerint lazábbnak tűnnek.
Az AS9100 tanúsítvány itt nem választható – ez a belépőjegyed. Az American Micro Industries szerint az AS9100 az ISO 9001-es szabványra épül, de kiegészíti azt a légiközlekedési szektorra jellemző további követelményekkel, kiemelt hangsúllyal a kockázatkezelésre, a szigorú dokumentációra és a termék integritásának ellenőrzésére a bonyolult ellátási láncok egészében. Minden CNC-gépkezelőnek, aki légiközlekedési munkákat végez, dokumentált eljárásokat kell követnie, amelyek nyomon követik minden alkatrész útját a nyersanyagtól az utolsó ellenőrzésig.
A tűréshatárok elérhetetlen határokra kényszerítik a berendezéseket. Az Avanti Engineering megjegyzi az ilyen pontossági alkalmazások olyan szigorú tűréseket igényelhetnek, mint ±0,0002 hüvelyk (0,005 mm) – olyan méretek, ahol a gyártóüzem hőmérséklet-ingadozásai befolyásolhatják a méréseket. Ezen szektorban tevékenykedő gyártók jelentős összegeket fektetnek klímavezérelt ellenőrző termekbe és koordináta-mérő gépekbe.
A anyagismeret különbözteti meg a képes szállítókat a színlelőktől. A titánötvözetek, az Inconel és egyéb exotikus szuperszövetségek agresszíven ellenállnak a megmunkálásnak. Ezekhez az anyagokhoz speciális szerszámok, csökkentett vágási sebességek és olyan munkavállalók szükségesek, akik értik, hogyan hat a hő a méretstabilitásra. Egy mélyedéses EDM vagy vezetékes EDM gép gyakran elengedhetetlen összetett geometriai elemek kialakításához keményített légi- és űrhajóipari ötvözetekben, ahol a hagyományos vágószerszámok nem lennének hatékonyak.
Autóipari gyártási szabványok
Az autóipari gyártás másfajta kihívást jelent: ezrek vagy milliók azonos alkatrész gyártása statisztikailag konzisztens minőséggel. Míg a légiközlekedési ipar elfogadja az alacsonyabb tételeket és a részletes dokumentációt, az autóipar követeli a folyamatosan ismétlődő, nagy léptékű reprodukálhatóságot.
Az IATF 16949 szabvány-azonosítás szabályozza ezt a területet. Az American Micro magyarázata szerint ez a globális szabvány az autóipari minőségirányításra az ISO 9001 elveit kombinálja az ágazatspecifikus követelményekkel – például a folyamatos fejlesztés, a hibák megelőzése és a szigorú beszállítói felügyelet terén. A statisztikai folyamatszabályozás (SPC) diagramjai minden kritikus méretet nyomon követnek a gyártási sorozatokban, és észlelik a méretingadozást még azelőtt, hogy az alkatrészek a megengedett tűréshatárokon kívülre kerülnének.
A gyártástervezés az autóiparban hónapokkal előre nyúlik. A gyártóknak képesnek kell lenniük folyamatos, nagy mennyiségű termelés biztosítására anélkül, hogy a minőség romlana. Ebben a környezetben egy CNC-operátor a Fejlett Termékminőség-tervezési (APQP) folyamatokon keresztül kidolgozott szabványos munkaútmutatókat követ. A Gyártott Alkatrész Elfogadási Eljárás (PPAP) dokumentációja igazolja, hogy a gyártási módszerek konzisztensen reprodukálják az elfogadott mintákat.
A költségnyomás erős. Az autóipari OEM-ek éves árcsökkentéseket várnak el, miközben a minőségi mutatókat megtartják – vagy akár javítják is. A sikeres CNC-megmunkáló gyártók automatizálásba, rögzítőberendezések optimalizálásába és ciklusidő-csökkentésbe fektetnek be, hogy ezeket az elvárásokat a pontosság megszorítása nélkül teljesítsék.
Orvosi eszközök gyártásának megfontolandó kérdései
Amikor megmunkált alkatrészek az emberi testbe kerülnek, vagy életmentő diagnosztikai eljárásokat támogatnak, a szabályozási megfelelés elsődleges fontosságúvá válik. Az FDA felügyelete dokumentációs követelményeket támaszt, amelyek meglepik azokat a gyártókat, akik most lépnek be ezen a területen.
Az ISO 13485 tanúsítás a gyógyászati eszközök minőségirányítási keretrendszerét biztosítja. Az ipari tanúsítási útmutatók szerint ez a szabvány szigorú előírásokat állapít meg a tervezésre, gyártásra, nyomon követhetőségre és kockázatcsökkentésre vonatkozóan. A gyártó létesítményeknek részletes dokumentációs gyakorlatokat, alapos minőségellenőrzéseket, valamint hatékony panaszkezelési és visszahívási eljárásokat kell bevezetniük.
Az Advanced EMC Technologies megerősíti hogy a CNC megmunkálás olyan alkatrészeket készít, amelyek szűk tűréshatárokkal rendelkeznek, és FDA-által elfogadott anyagokból készülnek, így ellenállnak a sterilizálásnak, biokompatibilitásnak és teljesítménykövetelményeknek. Fő alkalmazási területek: sebészeti eszközök, beültethető alkatrészek, diagnosztikai berendezések alkatrészei, valamint tömítési megoldások.
Az anyagválasztás biokompatibilitási ellenőrzést igényel. A titán, a sebészeti rozsdamentes acélok, a PEEK és egyéb orvosi minőségű anyagok esetében dokumentált nyomon követhetőséget kell biztosítani az anyaggyártó tanúsítványtól kezdve a kész alkatrészig. Az elektromos szikraforgácsolás (EDM) gyakran kulcsszerepet játszik ebben az összefüggésben: egy EDM szikraforgácsoló gép bonyolult geometriai elemeket tud létrehozni keményített sebészeti eszközökön mechanikai feszültség bevezetése nélkül, amely károsan befolyásolhatná a teljesítményt.
A mikromegmunkálási képességek gyakran döntőek a beszállítók megfelelőségének megítélésénél. Az orvosi eszközök folyamatosan kisebbek lesznek, így olyan nagyon pontos geometriai elemeket kell gyártaniuk, amelyek mérete ezredinch-ben mérhető, és az alkatrészek mérete kisebb, mint egy köröm. A gyártóknak speciális berendezésekre, nagyítórendszerekre és ellenőrző eszközökre van szükségük, amelyek méretaránya illeszkedik ezekhez a rendkívül kicsi dimenziókhoz.
Elektronikai és precíziós alkalmazások
Az elektronikai szektor egyedi kombinációt igényel: extrém pontosságot egyre kisebb méretekben. A félvezetők, a távközlés és a precíziós műszerek alkatrészei a gyártástechnológiát határáig terhelik.
A mikromegmunkálási képességek különböztetik meg a megfelelő beszállítókat. A mikronban mérhető jellemzők specializált berendezéseket igényelnek – nagysebességű orsókat, precíziós szerszámokat és rezgésmentes alapokat. Egy vezetékes EDM gép gyakran elengedhetetlen az apró alkatrészek bonyolult belső geometriájának kialakításához, ahol a mechanikus szerszámok nem érnek el.
Az anyagismeret kiterjed az alumínium ötvözetekre a hűtőtestekhez egészen az exotikus réz ötvözetekig az elektromos kapcsolókhoz. A felületi minőségre vonatkozó követelmények gyakran meghaladják a szokásos megmunkálás által elérhető értékeket, ezért másodlagos csiszolásra vagy speciális vágási paraméterekre van szükség. A tisztasági szabványok elérhetik a félvezető-gyártás szintjét, ahol az alkatrészeket szabályozott környezetben tisztítják és csomagolják.
| IPAR | Tipikus tanúsítások | Gyakoribb anyagok | Tűrési tartományok | Mennyiségi elvárások |
|---|---|---|---|---|
| Repülőipari és Védelmi ipar | AS9100, NADCAP, ITAR | Titán, Inconel, alumínium ötvözetek, keményített acélok | ±0,0002" és ±0,001" között | Alacsony–közepes; részletes dokumentáció szükséges |
| Automobil | IATF 16949, ISO 9001 | Acél, alumínium, öntöttvas, műszaki műanyagok | ±0,001"-tól ±0,005"-ig | Nagy térfogat; SPC-vezérelt gyártás |
| Orvostechnikai eszközök | ISO 13485, FDA 21 CFR 820. rész | Titán, sebészeti rozsdamentes acél, PEEK, biokompatibilis polimerek | ±0,0005"-tól ±0,002"-ig | Alacsony–közepes; teljes nyomon követhetőség szükséges |
| Elektronika | ISO 9001, iparág-specifikus szabványok | Rézötvözetek, alumínium, speciális műanyagok | ±0,0002" és ±0,001" között | Széles körben változó; tisztaság-kritikus |
A gyakorlati tanulság? Hagyja abba a CNC megmunkáló gyártók értékelését általános szempontok alapján. Az Ön iparága határozza meg, hogy mely tanúsítások számítanak lényegeseknek, milyen pontossági képességek bizonyulnak elengedhetetleneknek, és hogy a mikromegmunkálási szakértelem vagy a nagy térfogatú konzisztencia dönti-e el a sikerességet. Illessze igényeit a gyártó szakosodásához – egy adott szektorra tökéletes illeszkedés ritkán jelent ugyanolyan alkalmasságot más szektorban. Ezekkel az iparágspecifikus referenciapontokkal felszerelve most már meg tudja ítélni, hogy a lehetséges partnerek valóban értik-e a világát, vagy csupán általános képességeket állítanak, amelyeket nem tudnak folyamatosan teljesíteni.
Anyagkezelési képességek és gyártói szakosodás
Megfeleltette a tanúsításokat az iparági igényeknek, és ellenőrizte a műszaki képességeket. De itt van egy kiválasztási szempont, amely akár tapasztalt vásárlókat is megzavarhat: az anyagokkal kapcsolatos szakértelem. Nem minden CNC megmunkáló gyártó kezeli egyformán jól az összes anyagot. Az a gyártósor, amely hibátlan alumínium alkatrészeket állít elő, nehézségekbe ütközhet a titán megmunkálásánál. A műszaki műanyagokban kiváló gyártó vállalatnak hiányozhat a tapasztalat a különleges szuperalapok kezelésében.
Miért olyan fontos ez? A E.J. Basler gyártási szakértői megjegyzései , a precíziós megmunkált alkatrészekhez megfelelő anyag kiválasztása ugyanolyan fontos, mint a megfelelő megmunkálási partner kiválasztása. A megfelelő anyagszakértelem hiánya költségnövekedéshez, gyártási késedelmekhez és minőségi problémákhoz vezethet. A különböző anyagok eltérő szerszámokat, vágási paramétereket és kezelési technikákat igényelnek – olyan szakértelem, amely évekig tartó, fókuszált gyakorlatból alakul ki.
Fém megmunkálási képességek
A fémek dominálnak a CNC megmunkálási alkalmazásokban, de minden ötvözetcsalád egyedi kihívásokat jelent. Ezeknek a különbségeknek a megértése segít abban, hogy projektjét olyan gyártókkal egyeztesse össze, akik valóban szakértők az adott területen, nem pedig olyanokkal, akik széles körű képességeket állítanak fel, amelyeket nem tudnak konzisztensen biztosítani.
Alumínium az alumínium a legkönnyebben megmunkálható fémek közé tartozik. Alacsony vágási ellenállása lehetővé teszi a nagy sebességű marást modern marógépeken, valamint a gyors anyageltávolítást esztergákon. Azonban, ahogy az Unisontek magyarázza, az alumínium lágysága és alakíthatósága miatt ragadhat a vágószerszámokhoz, így ún. „felépült él” keletkezhet, ami rombolja a felületi minőséget. A tapasztalt gyártók éles szerszámokat, csiszolt horpadt fogú marókat, szabályozott előtolási sebességet és célzott hűtőfolyadék-alkalmazást használnak sima felületek és gyors megmunkálási ciklusok eléréséhez.
Rozsdamentes acél korrózióállóságot és szilárdságot nyújt, de jelentős megmunkálási kihívásokat jelent. A magasabb vágási ellenállás gyorsan hőt termel, ami szerszámkopáshoz és alakítási keményedéshez vezet, ha a paramétereket nem ellenőrzik gondosan. A sikeres megmunkáláshoz merev szerszámozás, stabil rögzítés marógépen, hőálló bevonattal ellátott keményfém szerszámok és nagynyomású hűtőfolyadék szükséges az effektív hővezérlés érdekében. Kerülje a könnyű simító munkameneteket – ezek alakítási keményedést okoznak, amely rombolja a felületi minőséget.
Titán kiváló szilárdság-tömeg arányt biztosít, de szakértelmet igényel. Alacsony hővezetőképessége miatt a hő a vágóél körül koncentrálódik, ami gyors szerszámkopáshoz vezet. A megmunkálási szakértők szerint a titán esetében csökkentett vágási sebességre, egyenletes előtolásra és intenzív, a vágóél-érintési zónára irányított hűtőfolyadékra van szükség. A titán megmunkálásában tapasztalatlan gyártók gyakran dimenziós instabilitással és rossz felületminőséggel rendelkező alkatrészeket állítanak elő.
- Alumínium ötvözetek: Kiváló megmunkálhatóság, kiválóan alkalmas légi- és űrhajózásra szolgáló szerkezetekre, járműalkatrészekre és elektronikai burkolatokra. Kihívások közé tartozik a anyag tapadása a szerszámokhoz és a hőtágulás vágás közben.
- Széntartalmú és ötvözött acélok: Széles körben használják szerkezeti alkatrészek, tengelyek és szerszámozás gyártására. A keményebb minőségekhez keményfém szerszámok és lassabb forgácsolási sebességek szükségesek fémforgácsoló esztergákon.
- Rozsdamentes acélok: Elengedhetetlen a korrózióálló alkalmazásokhoz élelmiszer-feldolgozásban, orvosi környezetben és tengeri körülmények között. A hideghatásra keményedő tulajdonságok tapasztalt munkavállalókat igényelnek.
- Titanium ötvözetek: Kritikus fontosságú a légi- és űrhajózásra, valamint az orvosi implantátumokra. Alacsony hővezetőképessége miatt speciális hőkezelésre és csökkentett vágási sebességre van szükség.
- Exotikus szuperszövetekek: Inconel, Hastelloy és hasonló anyagok extrém környezetekhez. Gyakran szükség van csiszológépes utómegmunkálásra és speciális szerszámokra.
Műanyagok és kompozitok figyelembe vétele
A műszaki műanyagok olyan előnyöket kínálnak, amelyeket a fémek nem tudnak megadni – könnyebb súly, korrózióállóság és gyakran alacsonyabb megmunkálási költségek. Ugyanakkor a műanyagok saját kihívásokat is jelentenek, amelyekhez speciális gyártói szakértelem szükséges.
A Komacut anyagválasztási útmutatója szerint a műanyagok általában jobb megmunkálhatósággal rendelkeznek a fémekhez képest, mivel keménységük és sűrűségük alacsonyabb. Kevesebb vágóerőre van szükségük, és magasabb sebességgel is megmunkálhatók, ami csökkenti az eszközkopást és a gyártási időt. Ugyanakkor egyes műanyagok olvadhatnak vagy deformálódhatnak magas hőmérséklet hatására marás vagy köszörülés közben.
A gyakori műszaki műanyagok mindegyike meghatározott alkalmazási területekre szolgál:
- ABS: Kiváló ütésállóság és méretstabilitás. Gyakran használják fogyasztói termékekben és autók belső berendezésében.
- Polikarbonát: Optikai átlátszóság és ütésállóság kombinációja. Lencsék, védőburkolatok és átlátszó alkatrészek gyártására használják.
- Nylon: Jó kopásállóság és önkenyelmező tulajdonságok. Ideális fogaskerekek, csapágyak és csúszó alkatrészek gyártására.
- PEEK: Nagy teljesítményű polimer igényes alkalmazásokhoz. Ellenáll a sterilizálásnak orvosi eszközök esetében, valamint extrém hőmérsékleteknek légi- és űrkutatási alkalmazásokban.
- Delrin (acetál): Kiváló méretstabilitás és alacsony súrlódás. Pontos alkatrészek gyártására alkalmas, amelyek szoros tűréseket igényelnek.
- PTFE (Teflon): Jó vegyszerállóság és nem ragadós tulajdonságok. Tömítések, tömítőgyűrűk és vegyipari feldolgozóberendezések alkatrészei.
Üvegszálas vagy szénszálas erősítéssel készült műanyagok különös figyelmet igényelnek. Ezek az abrasív anyagok megnövelt szerszámkopást okoznak, és gyakran keményfém vagy gyémántbevonatos vágószerszámok alkalmazását teszik szükségessé. A rostos megerősítésű kompozitoknál a megfelelő csiszolóanyaggal felszerelt csiszológép gyakran jobb eredményt ad, mint a hagyományos marás.
Az anyagok összeegyeztethetősége a gyártók szakértelemével
Íme egy olyan információ, amelyet a legtöbb vevő figyelmen kívül hagy: a gyártók anyagszakértelem-szintje jelentősen eltér egymástól. Egy olyan gyártóüzem, amely napi szinten alumínium alkatrészeket gyárt, olyan intuíciót fejleszt ki az optimális forgási sebességek, előtolások és szerszámok tekintetében, amelyet egy másik üzem – hasonló tapasztalat hiányában – egyszerűen nem tud elérni.
Ahogy E.J. Basler hangsúlyozza, a mérnökök és beszerzési menedzserek gyakran feltételezik, hogy minden megmunkáló szállító rendelkezik szakértelemmel különféle anyagok feldolgozásában, pedig ez távolról sem így van. A helytelen anyag használata vagy olyan szállító kiválasztása, amely nem rendelkezik megfelelő tapasztalattal, megnövekedett kopást, korai meghibásodást vagy felesleges megmunkálási bonyolultságot eredményez.
Amikor CNC megmunkáló gyártókat értékelünk anyagképességeik alapján, tegyük fel ezeket a célzott kérdéseket:
- Jelenlegi termelésének hány százalékát teszi ki az én specifikus anyagcsoportom?
- Képes-e mintadarabokat vagy hivatkozásokat szolgáltatni hasonló anyagú projektekből?
- Milyen szerszámokat és vágási stratégiákat alkalmaz ezen anyag megmunkálásához?
- Rendelkezik-e készlettel ebből az anyagból, vagy rendelésenként fogja beszerezni?
- Milyen felületi minőségeket tud ennek az anyagnak a feldolgozásánál következetesen elérni?
A válaszok feltárják, hogy a anyagokkal kapcsolatos szakértelem mélyen gyökerezik-e, vagy csupán alkalmi képességet jelent. Egy gyártó, aki hetente megmunkál titániumot, részletesen ismeri annak sajátosságait. Egy másik gyártó, aki először próbálkozik titánium megmunkálásával a kritikus alkatrészein, az Ön költségére tanulja meg a folyamatot.
Az anyagválasztás befolyásolja a gyártás gazdasági paramétereit is. Egyes gyártók specializálódtak nagy mennyiségű alumínium-feldolgozásra optimalizált marógépekkel és leegyszerűsített munkafolyamatokkal. Mások alacsony térfogatú, exotikus ötvözetekre specializálódtak, ahol a szakértelem magasabb árakat igényel. Az Ön anyagkövetelményeinek a gyártó szakmai profiljához való illesztése jobb minőséget eredményez megfelelő költségek mellett – ez egy olyan alap, amely közvetlenül befolyásolja a szállítási határidőket és az árképzési megfontolásokat.
Gyártási határidők és termelési idővonal-elvárások
Már értékelték a képességeket, ellenőrizték a tanúsításokat, és megerősítették az anyagokkal kapcsolatos szakértelmet. De itt van az a kérdés, amely több projektet is kisiklat, mint bármely műszaki specifikáció: mikor kapja meg valójában a alkatrészeit? A gyártási idők továbbra is a leginkább figyelmen kívül hagyott értékelési szempont – és ugyanaz a tényező, amely a legtöbb frusztrációt okozza, amikor az elvárások ütköznek a valósággal.
Annak megértése, mi határozza meg a gyártási időkereteket, átalakítja Önt egy olyan vevővé, aki elfogadja a homályos szállítási ígéreteket, olyanná, aki tájékozott kérdéseket tesz fel, és realisztikus elvárásokat alakít ki. Akár prototípus-fejlesztéshez keres egy gyártóüzemet, akár folyamatos termelésre képes CNC-megmunkáló vállalkozást keres, a pontos időkeretek megértése megelőzi a költséges meglepetéseket.
A gyártási időket befolyásoló tényezők
A szállítási határidők nem tetszőleges számok, amelyeket a gyártók a levegőből kaparnak. A Cheetah Precision szerint több egymással összefüggő tényező határozza meg, milyen gyorsan jutnak alkatrészei a rendeléstől a szállításig. Mindegyik elem megértése segít reális időkeretek előrejelzésében – és abban is, hogy azonosítsa, mely tényezőket tudja befolyásolni.
Alapanyag-elérhetőség: Ez a tényező gyakran okozza a leghosszabb késéseket. A gyártási szakértők megjegyzik, hogy egyes speciális ötvözetek és anyagok hosszabb beszerzési idejűek lehetnek, különösen akkor, ha egyedi rendelést vagy behozatalt igényelnek. A szokásos alumínium vagy lágyacél általában napokon belül szállítható. Az űrkutatási minőségű titán vagy az orvosi minőségű PEEK anyag esetében a megmunkálás megkezdése előtt akár hetekre is szükség lehet a szállítási határidőre. A bölcs vásárlók megerősítik az anyagok rendelkezésre állását a rendelés véglegesítése előtt.
Tervezési összetettség: A több megmunkálási folyamaton áteső, szigorú tűrésekkel vagy bonyolult geometriával rendelkező alkatrészek több időt igényelnek a programozásban, a minőségellenőrzésben és a megmunkálásban. Egy egyszerű rögzítőelem órák alatt készül el. Egy összetett légi- és űrhajóipari alkatrész – amely összetett görbéket, több megmunkálási állást és tucatnyi kritikus méretet tartalmaz – napokig tartó gondos munkát igényel. Speciális bevonatok vagy egyedi szerszámok tovább növelik a szállítási határidőt, mivel minden egyes lépés hozzájárul az egész gyártási időkerethez.
Mennyiség és beállítási költségek elosztása: Ez az, amit sok vevő figyelmen kívül hagy: az első darab elkészítése mindig a leghosszabb. A programozás, a befogóberendezés beállítása, az első minta ellenőrzése és a folyamat érvényesítése jelentős időt vesz igénybe, függetlenül a megrendelt mennyiségtől. Amint a gyártás zavartalanul indul meg, a következő darabok gyorsabban készülnek el. Ez magyarázza, miért csökken drasztikusan az egy darabra jutó szállítási határidő a mennyiség növekedésével.
Gyártó kapacitása: A pontossági megmunkálási szolgáltatások iránti jelentős kereslet ütemezési torlódásokhoz vezethet, különösen akkor, ha speciális berendezésekre van szükség. A közelben található gépgyártók, amelyek 95%-os kihasználtsággal működnek, hosszabb szállítási határidőt tüntethetnek fel, mint a versenytársaik, akiknél még rendelkezésre áll kapacitás. A jelenlegi terheltségről való érdeklődés feltárja, hogy a megrendelése azonnali figyelmet kap-e, vagy sorba kell állnia.
Másodlagos műveletek: A hőkezelés, a galvanizálás, az anodizálás és egyéb felületkezelési folyamatok gyakran külső beszállítóktól függenek. Bár ezek a kezelések elengedhetetlenek a meghatározott minőségi szabványok teljesítéséhez, további szállítási időt igényelnek, amelyet a gyártók közvetlenül nem tudnak befolyásolni. Olyan partnerekkel való együttműködés, akik megbízható beszállítói kapcsolatokat tartanak fenn, segít minimálisra csökkenteni ezeket a késéseket.
Prototípus-készítés vs. gyártási időkeretek
A valóságnak megfelelő elvárások drámaian eltérnek attól függően, hogy prototípusok fejlesztésén vagy sorozatgyártási mennyiségek előállításán dolgozik-e. Ennek a skálának a megértése segít megfelelően tervezni a projektütemterveket.
Gyors prototípus-készítés (napok) Amikor a sebesség fontosabb, mint a költségek optimalizálása, számos CNC megmunkáló gyártó gyorsított prototípus-szolgáltatásokat kínál. Az egyszerű alkatrészek gyakori anyagokból 1–3 munkanapon belül szállíthatók. A szerint Avid Product Development kereskedelmi minőségű 3D nyomtatási és CNC prototípus-készítési szolgáltatások révén megfizethetővé vált több változat gyors tesztelése és a tervek szükség szerinti módosítása. Várhatóan magasabb árakat kell fizetni a sürgős határidőkért – ez a prioritásos ütemezésért és a külön figyelemért történő fizetés.
Szokásos prototípus-készítés (1–2 hét): A legtöbb, mérsékelt bonyolultságú prototípus-megrendelés ebbe az időkeretbe tartozik. Ez az időtartam lehetővé teszi a megfelelő programozást, szükség esetén az anyagbeszerzést, a gondos megmunkálást és az alapos ellenőrzést vészhelyzeti ütemezés nélkül. A termékfejlesztési ciklusok szempontjából ez a sebesség és a költség közötti ideális egyensúlyt jelenti.
Sorozatgyártás (2–6 hét): A prototípusról a gyártásra való áttérés további időkereteket igényel. A gyártási szakértők kiemelik, hogy a termékprototípusról a tömeggyártásra való áttérés türelemmel, gondos tervezéssel és fegyelmezett végrehajtással jár. Az autóipari alkalmazások esetében a gyártástervezés hónapokkal előre kiterjed, mivel az IATF 16949 megfelelőség és a statisztikai folyamatszabályozás dokumentációja szükséges. Az első darab jóváhagyása, a rögzítőberendezések gyártása és a folyamat érvényesítése mind megelőzi a folyamatos gyártást.
Nagy mennyiségű, folyamatos gyártás: A megbízásokra vonatkozó keretszerződésekkel és ütemezett szállításokkal létrejött, megbízható gyártási kapcsolatok gyakran a legrövidebb hatékony szállítási időt eredményezik. Amikor a helyi CNC-szolgáltatója már hónapokkal korábban ismeri igényeit, akkor optimalizálhatja a gyártási ütemtervet, előre beszerzi az anyagokat, és dedikált szerszámokat tart fenn – így gyorsabban szállít alkatrészeket, mint amire bármely új ügyfél számíthatna.
Kérdések a szállítással kapcsolatban
A „2–3 hét” jellegű homályos ígéretek túl sok teret hagynak a csalódásnak. Mielőtt bármely CNC megmunkáló gyártóval szerződést kötnének, tegyenek konkrét kérdéseket, amelyek feltárják a gyártó tényleges szállítási képességét. Ezek a kérdések elkülönítik azokat a gyártókat, akik teljesítményadatokat követnek nyomon, azoktól, akik csak találgatnak.
- Mi a jelenlegi kapacitáskihasználtsága? A maximális kapacitáshoz közeli üzemek esetleg olyan megrendeléseket is elfogadnak, amelyeket nem tudnak elsőbbségi sorrendbe állítani. A munkaterhelés megértése feltárja a valós ütemezési helyzetet.
- Hogyan kezelik az én specifikus ötvözetem anyagbeszerzését? Ha az anyag különleges rendelést igényel, akkor ez a határidő hozzáadódik a teljes szállítási időhöz a megmunkálás megkezdése előtt.
- Mi a pontos szállítási aránya az elmúlt 12 hónapban? Azok a gyártók, akik ezt a mutatót nyomon követik, bizonyítják, hogy komolyan veszik az ütemterv betartását. Azok, akik nem tudnak erre válaszolni, valószínűleg problémákat tapasztalnak a konzisztenciával.
- A másodlagos műveleteket belső erőforrásokkal végzik el, vagy külső szolgáltatóra bízzák? A külsőre bízott felületkezelés további beszállítói koordinációt és szállítási időt igényel a teljes időkeretben.
- Milyen gyorsítási lehetőségek állnak rendelkezésre, ha a grafikonom gyorsabban halad? A sürgősségi kapacitások megértése az előzetes szükségletük előtt megakadályozza a későbbi pánikot. Egyes gyártók prémium gyorsítási szolgáltatásokat kínálnak; mások nem tudnak rugalmasan reagálni a változásokra.
- Hogyan kommunikálják a gyártási állapotot és a lehetséges késedelmeket? A határidők elmaradása előtti, proaktív kommunikáció a menetrendbeli módosításokról elkülöníti a professzionális partnereket a reaktív beszállítóktól.
- Milyen dokumentumok járnak a szállítással együtt? Az első minta ellenőrzési jelentések, a megfelelőségi tanúsítványok és az anyagok nyomon követhetőségére vonatkozó dokumentumok mindegyike előkészítési időt igényel. A bonyolult dokumentációs követelmények meghosszabbítják a szállítási határidőket.
Ha olyan lehetőségeket vizsgál, mint például egy autószerelő műhely a közelében az autóalkatrészekhez, vagy ha értékeli azokat a lehetőségeket, ahol a CNC-es szakmunkások álláshirdetései a környező régió gyártási mélységét jelzik, akkor ezek a kérdések univerzálisan érvényesek. Az időkeretek átláthatósága az üzemeltetési érettséget tükrözi – azok a gyártók, akik nyomon követik és kommunikálják a szállítási teljesítményüket, olyan rendszerekbe fektetnek be, amelyek támogatják a következetes végrehajtást.
A valóságnak megfelelő elvárások meghatározása mindkét fél érdekét védi. Egy gyártó, aki túlzottan ambiciózus időkereteket ígér meg megrendelések megszerzése érdekében, de rendszeresen késik a szállítással, károsítja az Ön termelési ütemtervét, és aláássa a bizalmat. Ugyanakkor a valós időkereteket meghatározó tényezők megértése segít az Önnek olyan projektütemtervek elkészítésében, amelyek figyelembe veszik a gyártás valós körülményeit. Ez a valóságnak megfelelő elvárások alapja közvetlenül befolyásolja, hogyan értékeli az árakat – hiszen a költségtényezők és a szállítási határidők sokkal szorosabban összefüggenek, mint ahogy a legtöbb vevő gondolná.
Költségtényezők és árazási szempontok CNC-projektek esetén
Értékelték a képességeket, megerősítették a tanúsításokat, és realisztikus időkeret-elvárásokat állítottak fel. Most következik az a beszélgetés, amelyről a CNC megmunkálással foglalkozó gyártók remélik, hogy soha nem lesz szükség rá: egy átlátható vita arról, mi is határozza meg valójában a költségeket. Meglepő módon a megadott árak továbbra is a beszállítók kiválasztásának leginkább átláthatatlan aspektusa – és éppen ezen a területen veszítenek a legtöbb pénzt a tájékozatlan vásárlók.
Itt van a kellemetlen igazság: a legalacsonyabb árajánlat gyakran nem jelenti a legjobb értéket. A HMaking részletes költségútmutatója szerint sok mérnöki és beszerzési csapatnak nehézséget okoz megértenie, miért kapnak hasonló kinézetű alkatrészek drámaian eltérő CNC árajánlatokat, különösen akkor, ha globálisan történik a beszerzés. Az árak változása abból adódik, hogy a megmunkálási idő, a tűréshatárok, az anyagviselkedés, a gépek képessége és a beállítási költségek olyan módon hatnak egymásra, amely nem mindig látható a vásárlók számára.
Ezeknek a dinamikáknak a megértése átalakítja Önt egy olyan vásárlóvá, aki nem csupán elfogadja az árajánlatokat, hanem felismeri a méltányos árakat – és korai szakaszban észreveszi a vörös zászlókat, mielőtt drága problémákká válnának.
A CNC megmunkálás költségmozgatóinak megértése
Minden CNC megmunkálási árajánlat egy mérhető tényezők kombinációját tükrözi, amelyeket a gyártók eltérő módon számítanak ki. A költségeket meghatározó tényezők ismerete segít az árajánlatok tartalmi értékelésében, nem csupán a végösszegek egyszerű összehasonlításában.
Az Unionfab árképzési felosztása szerint a tipikus költségmodell a következő összetevőket foglalja magában: alapanyagköltség, megmunkálási idő szorozva a gép óránkénti díjával, beállítási és programozási költség, szerszámköltség és szerszámkopás költsége, felületkezelési költség, ellenőrzési követelmények, valamint csomagolási és logisztikai költség. Mindegyik elem hozzájárulása eltérő mértékű az Ön konkrét projektjétől függően.
- Megmunkálási idő (a teljes költség 50–70%-a): Ez dominálja a legtöbb árajánlatot, mert a szerszámgép használati ideje közvetlenül meghatározza, mennyi ideig foglalja le drága berendezésünket az alkatrész. Mély üregek, kis sugarú lekerekítések, kis méretű szerszámok és intenzív anyagleválasztás mindegyike jelentősen megnöveli a ciklusidőt. Egy egyszerű konzol gyártása függőleges marógépen sokkal olcsóbb óránként, mint egy öt tengelyes vízszintes megmunkálóközpont esetében, amely összetett légiközlekedési geometriájú alkatrészeket állít elő.
- Anyagköltségek (tipikusan 15–30%): A nyersanyag-költség erősen változik az ötvözet típusától függően. Unionfab adatai szerint az alumínium alacsony költségű ($), míg a titán és a magnézium prémium árkategóriába tartozik ($$$$$). A nyersanyag-költségen túl fontos szempont a hulladékanyag mennyisége is – a CNC-megmunkálás során a kívánt alkatrész kialakításához felesleges anyagot távolítunk el, és drága ötvözetek esetében a hulladék anyagköltsége jelentősen megnő.
- Beállítás és programozás (rendelésenként fix költség): Akár 5, akár 500 alkatrészt rendel, a rögzítőberendezés előkészítése, az eszközök betöltése, a CNC-programozás és az első darab érvényesítése elengedhetetlen. Ezt az állandó költséget magyarázza, hogy a prototípus mennyiségek darabonkénti ára magasabb, mint a sorozatgyártásé.
- Tűrések és minőségi követelmények: A szigorúbb méret- és minőségkövetelmények lelassítják a megmunkálást, megnövelik az ellenőrzés idejét, és növelik a selejt kockázatát. A gyártási költségek szakértői szerint egy szokásos tűréshatárokat használó alkatrész gyakran 2–4-szer gyorsabban készül el, mint egy nagypontosságú tűréshatárokat igénylő darab. Ha ezt a különbséget több tételre is szorozzuk, jelentős összegű eltérés keletkezik.
- Másodlagos műveletek: A hőkezelés, a felületkezelés és a speciális feldolgozási eljárások lényegesen növelik a költségeket. Az anódosítás általában darabonként 3–12 USD, az elektroplattázás 10–30 USD, míg a titánra szakosodott hőkezelési eljárások darabonként 100–200 USD-ig is elérhetnek.
A gépek óránkénti díjai szintén eltérnek a képességeiktől függően. A szakmai adatok szerint a 3 tengelyes gépek általában körülbelül 40 USD/óra, a 4 tengelyes gépek 45–50 USD/óra, míg az 5 tengelyes berendezések 75–120 USD/óra tartományban mozognak. Amikor értékeljük, hogy egy eladó CNC marógép előnyösebb-e műveleteink számára, mint a külső beszerzés, ezek a díjkülönbségek segítenek a gazdasági határpont (break-even point) kiszámításában.
A mennyiség hatása az alkatrészenkénti árra
Ellentmondásosnak tűnik? Az első megrendelt darab mindig a legdrágább – még akkor is, ha a későbbi darabok ára csak tört része ennek. Ennek a dinamikának a megértése segít optimalizálni a rendelési mennyiséget a maximális érték eléréséhez.
A beállítási költségek függetlenek a mennyiségtől, tehát állandóak. Ahogy a JLC CNC is magyarázza, a kis sorozatok vagy egyetlen prototípus darabok drágák lehetnek a magas beállítási költség és a gépek nem teljes kapacitáson való üzemelése miatt. A nagyobb sorozatok lehetővé teszik a gyártók számára, hogy maximalizálják a gépek üzemidejét, optimalizálják a szerszámokat, és csökkentsék az egységköltséget.
Vegyük példaként az ipari árképzési adatokból származó következő példát:
| Rendelési mennyiség | Beállítási költség elosztása | Darabonkénti hatás | Tipikus egységár-tartomány |
|---|---|---|---|
| 1–5 darab (prototípus) | 120 USD ÷ 2 = 60 USD/darab | A beállítás határozza meg a költséget | Legmagasabb—gyakran a gyártási ár 3–5-szöröse |
| 10–50 darab (kis sorozat) | 120 USD ÷ 25 = 4,80 USD/darab | A beállítás továbbra is jelentős | Közepes felár a gyártási árhoz képest |
| 100–500 darab (közepes sorozat) | 120 USD ÷ 250 = 0,48 USD/darab | A ciklusoptimalizálás elkezdődik | Hatékony árképzés felé közeledés |
| 500+ egység (gyártás) | 120 USD ÷ 500 = 0,24 USD/egység | Beállítás majdnem láthatatlan | Ez az egységre jutó leggazdaságosabb megoldás |
Ez magyarázza, miért hoznak gyakran aránytalan megtakarítást a kissé nagyobb tételnagyságok. Ha a tervezés stabil, akkor a rendelési mennyiség növelése 25-ről 100 egységre akár 30–40%-os csökkenést eredményezhet az egységköltségben anélkül, hogy arányosan növelné a teljes beruházást.
Azok számára, akik berendezésvásárlást fontolnak meg – például egy CNC gép vagy egy EDM gép értékesítését vizsgálják saját gyártási kapacitás kialakítása érdekében – ezek a térfogatgazdasági tényezők segítenek eldönteni, hogy az alvállalkozásra bízás vagy a belső gyártás biztosítja-e a hosszú távon jobb értéket. Egy CNC csiszoló vagy speciális berendezés csak akkor gazdaságos, ha a termelési mennyiség indokolja a tőkeberuházást és az üzemeltetés folyamatos költségeit.
Figyelembe veendő rejtett költségek
A kapott árajánlat ritkán meséli el a teljes történetet. A tapasztalt vásárlók tudják, hogy a megadott árakon túl olyan költségekre is figyelniük kell, amelyek később merülnek fel – gyakran kifogásolható időpontban. Ezek a rejtett tényezők választják el az elfogadható árajánlatokat a problémásaktól.
Anyagtanúsítvány és nyomon követhetőség: A szokásos árajánlatok általában általános anyagot feltételeznek dokumentáció nélkül. Ha az alkalmazásához gyártmánytanúsítványok, anyagnyomon követhetőség vagy specifikus ötvözet-tanúsítványok szükségesek, további díjakat kell elvárnia. A légi- és orvostechnikai projektek rendszeresen találkoznak ilyen követelményekkel.
Ellenőrzés és dokumentálás: Az alapvető ellenőrzés szabványosan tartozik a szolgáltatáshoz, de részletes méretellenőrzési jelentések, első minta ellenőrzési csomagok vagy CMM-adatok további költséget jelentenek. A gyártási szakértők szerint a minőségirányítási folyamatok a nagy pontosságú alkatrészek teljes gyártási költségének 10–30%-át tehetik ki. Kérje tisztázásul, hogy milyen ellenőrzési tevékenységek tartoznak szabványosan a szolgáltatáshoz, és melyek igényelnek külön díjat.
Felületkezelési feltételezések: Tartalmazza-e az árajánlat a maradékanyag-eltávolítást (deburring)? Milyen felületi érdesség van feltételezve? Az „úgy, ahogy megmunkálták” megjelölésű árajánlatok olyan alkatrészeket szállíthatnak, amelyek használat előtt jelentős utófeldolgozást igényelnek. Tisztázza pontosan, milyen állapotban érkeznek a megrendelt alkatrészek.
Csomagolás és szállítás: A nemzetközi rendelések különösen szenvednek a pontatlan csomagolási árak miatt. A Unionfab költségfelosztása szerint a nagyobb alkatrészek fa dobozai 50–500 USD között mozognak, míg az érzékeny alkatrészekhez szükséges egyedi repülőgép-szállítókészletek akár 800–2000 USD-ig is elérhetnek. Az egyéb vámok általában a termék értékének 5–20%-át teszik ki, attól függően, hogy melyik országba történik a szállítás és milyen ott a szabályozás.
- Vörös zászló: Egyetlen összegben megadott ár, részletezés nélkül – nem tudja értékelni, hogy pontosan mire fizet.
- Vörös zászló: Szokatlanul alacsony árajánlatok a versenytársakhoz képest – lehetséges, hogy a minőségi anyagok, az ellenőrzés vagy a felületkezelés területén takarítanak meg.
- Vörös zászló: Hiányoznak az információk a géptípusról vagy a megmunkálási órákról – ez megakadályozza a jelentős összehasonlítást.
- Vörös zászló: További díjak kerülnek felszámításra a rendelés leadása után, előzetes tájékoztatás nélkül.
- Vörös zászló: Az anyag meg van adva, de a minőségi osztály vagy a specifikáció hiányzik – ez lehetővé teszi az anyagcsere problémáinak kialakulását.
- Vörös zászló: Nincs említés a tűréshatárokról a Ön igényeihez képest.
Egy megbízható szállító pontosan bemutatja, hogyan alakul a költség – hangsúlyozza a HMaking. Várható, hogy az árajánlatok részletesen felsorolják az anyagtípust és -tömeget, minden fő megmunkálási művelethez szükséges gépi időt, a géptípust, a beállítási díjakat, a felületkezelési lépéseket és a szállítási határidőre vonatkozó követelményeket. Ez a transzparencia bizalmat épít és segít az árajánlatok összehasonlítását azonos alapon.
A legjobb érték nem a legalacsonyabb árajánlatból származik, hanem abból a gyártótól, akinek az árazása valóban tükrözi a képességeit az Ön igényeihez igazítva – olyan átlátható költségalkotó tényezőkkel, amelyeket ellenőrizni és optimalizálni lehet.
Az árajánlatok összehasonlításakor kerülje a kísértést, hogy egyszerűen a legolcsóbb ajánlatot válassza ki. Ehelyett standardizálja az összehasonlítást úgy, hogy minden árajánlat azonos műszaki leírást, tűréseket, anyagokat és felületkezelési követelményeket tartalmazzon. Egy versenytársakhoz képest 20%-kal magasabb árajánlat tartalmazhat ellenőrzést, dokumentációt és felületkezelést, amelyeket mások külön számítanak fel – vagy teljesen elhagynak, amíg problémák nem merülnek fel.
Ez a költségátláthatóságot biztosító alap készíti fel Önt a végső, döntő lépésre: olyan gyártókkal épített kapcsolatokra, amelyek hosszú távon is következetesen értéket teremtenek. A árképzési dinamikák megértése segít Önnek felismerni azokat a partnereket, akik a kölcsönös sikerbe fektetnek be, és nem azokat, akik rövid távú haszonmaximalizálásra törekszenek saját költségükre.

Sikeres CNC-gyártókkal épített kapcsolatok
Már értékelték a képességeket, ellenőrizték a tanúsításokat, megértették az árképzési dinamikákat, és realisztikus időkereteket állítottak fel. Most következik az a lépés, amely elválasztja az egyszeri tranzakciókat az értékes partnerségektől: olyan kapcsolatok építése, amelyek évek óta következetes eredményeket szállítanak – nem csupán az első rendelés esetén. Meglepő módon az első beszélgetések kezelése és a korai interakciók navigálása gyakran megbízhatóbban jelez hosszú távú sikert, mint bármely műszaki specifikáció.
Gondoljon úgy a CNC megmunkálási gyártó kiválasztására, mint egy kulcsfontosságú csapattag felvételére. A szakképzettség fontos, de a kulturális illeszkedés, a kommunikációs stílus és a kölcsönös elköteleződés dönti el, hogy a kapcsolat virágzik-e, vagy folyamatos feszültségforrássá válik.
A beszélgetés megfelelő megkezdése
Az első kapcsolatfelvétel meghatározza mindent, ami azt követi. A Supplyframe szállítói kapcsolatokról szóló kutatása szerint , a vállalati kapcsolat alapjainak lerakása biztosítja, hogy minden zavartalanul zajljon. Mielőtt együttműködésbe kezdenének, üljenek le, és egyeztessék mindkét fél elvárásait.
Hogyan néz ki ez a gyakorlatban? Kezdje egy átfogó Árajánlat-kérés (RFQ) elkészítésével, amely egyértelműen közli az Ön igényeit. Az RFQ-készítési irányelvek szakértői szerint pontos és érthető rajzok vagy 3D-modellek megadása kizárja a bizonytalanságot, amely hibásan árazott projekteket és csalódott elvárásokat eredményez.
Tartalmazza az alábbi elemeket az első kommunikációban:
- Teljes műszaki specifikációk: Méretek, tűrések, felületi minőségi követelmények és anyagminőségek – ne hagyjunk semmit a feltételezésre.
- Mennyiségi elvárások: A közvetlen igények mellett a becsült éves mennyiségek is segítenek a gyártóknak megérteni az Ön üzleti potenciálját.
- Minőségi dokumentációs követelmények: A vizsgálati jelentéseket, tanúsítványokat vagy nyomon követhetőségi dokumentumokat előre jelezze, ne váratlanul szolgálja fel a beszállítókat később.
- Időkeretek: Ossza meg a valóságnak megfelelő szállítási elvárásait, és őszintén kommunikálja a rugalmasságát vagy korlátozásait.
- Hosszú távú látvány: Jelölje meg, hogy ez egy egyszeri prototípus vagy folyamatos gyártási igény kezdete.
A szakmai gyártók szakmai lekérdezésekre válaszolnak. Egy jól előkészített RFQ (könyvárajánlat-kérés) jelezni fogja, hogy komoly vevőként érdemes prioritást élveznie – nem valaki, aki hiábavalóan kér költségvetési becsléseket hiányos információkkal. A beszállítói kapcsolatok szakértőinek értékelése szerint a beszerzési csapatnak minden egyes megállapodásban szolgáltatási szinteket és kulcsfontosságú mutatószámokat kell megadnia, míg a beszállítónak közölnie kell preferált számlázási és fizetési módszereit.
Tegye jelentőségteljesre első rendelését. Ahogy a kapcsolatépítés szakértői hangsúlyozzák, az első benyomás mindig fontos bármely üzleti kapcsolatban. Amikor megállapodik egy beszállítóval, ügyeljen arra, hogy az első rendelés gyorsan megérkezzen, és azt időben kifizessék. Ez megbízható vevőként tünteti fel Önt, akinek prioritást érdemes adni, amikor a kapacitás szűkül.
Vörös zászlók gyártók értékelésekor
Még a leglenyűgözőbb képességek sem jelentenek semmit, ha figyelmeztető jelek utalnak jövőbeli problémákra. A tapasztalt vásárlók megtanulják felismerni azokat a mintákat, amelyek gyakran már a termék első darabjának szállítása előtt jeleznek problémát. Figyeljen ezekre az indikátorokra értékelési folyamata során:
- Hajlandóság hiánya referenciák megosztására vagy gyártóüzem látogatására: A megbízható gyártók büszkén mutatják be működésüket. Azok, akik elkerülik a szigorú ellenőrzést, gyakran valamit titkolnak.
- Pontatlan válaszok technikai kérdésekre: Amikor a tűréshatárokról, az anyagokkal kapcsolatos szakértelemről vagy a berendezések műszaki specifikációiról kérdezik, a kerülő válaszok gyakran korlátozott, valódi szakértelmet jeleznek.
- Irreális ígéretek: A versenytársakhoz képest drámaian alacsony árajánlatok vagy az iparági normáknál lehetetlenül rövidebb határidők gyakran arra utalnak, hogy a minőség rovására lesznek kompromisszumok – és ezt Ön fogja kifizetni.
- Gyenge kommunikációs reakciókészség: Ha az árajánlatok elkészítése heteket vesz igénybe az értékesítési folyamat során, akkor képzelje el, milyen nehéz lesz a problémák megoldása a gyártási fázisban.
- Nincs dokumentált minőségirányítási rendszer: Egy CNC megmunkálással foglalkozó cég, amely nem rendelkezik ISO 9001-es vagy egyenértékű tanúsítvánnyal, nem rendelkezik azokkal a szisztematikus folyamatokkal, amelyek biztosítják az egyenletes eredményeket.
- Minta alkatrészek nem biztosítása: A munkájukban biztos gyártók szívesen megmutatnak példákat. Akik ezt nem tudják megtenni, azok esetleg hiányos tapasztalattal rendelkeznek a konkrét igényeivel kapcsolatban.
- Nyomuló vagy elutasító magatartás: Azok a partnerek, akik hosszú távú együttműködésre törekszenek, időt fordítanak arra, hogy megértsék az Ön igényeit, ahelyett, hogy sürgetnék az aláírt szerződések irányába.
- Kevéssé átlátható árképzés: Ahogy a költségekkel kapcsolatos megfontolásoknál is említettük, olyan árajánlatok, amelyek nem tartalmaznak részletezést, lehetetlenné teszik a lényeges értékelést, és később rejtett díjak megjelenését idézhetik elő.
A beszállítók kezeléséről szóló kutatások szerint, ha minőségromlást vagy többszörös késedelmes szállítást észlel, ne feltételezze, hogy a probléma magától megoldódik. Azonosítsa a mögötte rejlő okokat – legyen az a paramétereinek hiányos részletessége, vagy a beszállítóra nehezedő túlzott kereslet –, és vizsgálja meg a lehetséges megoldási lehetőségeket. A kiértékelés során észlelt korai figyelmeztető jelek általában a gyártás megkezdése után erősödnek – nem csökkennek.
Speciális alkalmazásokhoz, például pontossági forgácsolással készült alkatrészekhez a svájci csavarozógépes műhelyek olyan képességeket kínálnak, amelyeket általános gépgyártó műhelyek nem tudnak megfelelően biztosítani. Ugyanakkor ugyanazokat az értékelési elveket kell alkalmazni: a hirdetett szakértelem megbízhatóságát referenciák, minták és a gyártó létesítményének értékelése alapján ellenőrizzük, ne pedig a marketingüzeneteket vakon elfogadva.
Hosszú távú partnerek építése
A legsikeresebb vevő–gyártó kapcsolatok a tisztán üzleti tranzakciók szintjét túllépve valódi partnerséggé fejlődnek, ahol mindkét fél befektet a másik sikeres működésébe. Ez a változás nem következik be automatikusan – mindkét félnek tudatos erőfeszítésre van szüksége ahhoz, hogy ez megvalósuljon.
A partnerségi kapcsolatok fejlesztésével foglalkozó szakértők szerint érdemes partnerségként, nem pedig üzleti tranzakcióként gondolkodni: így gyorsan felfedezhetők azok a lehetőségek, amelyek mindkét fél számára pozitív eredményt hoznak. Milyen egyedi lehetőségeket kínál a beszállító a vállalkozása számára? Hasonlóképpen érdemes megkérdezni, hogy a vállalkozása milyen előnyöket nyújt számukra.
Az eredményes partnerségi kapcsolatok építése a következőket foglalja magában:
- Nyitott kommunikációs csatornák kialakítása: A releváns információk proaktív megosztása. A szállítótól érkező szállítási határidők változásai vagy a kereslet ingadozásai azonnal meg kell osztaniuk, hogy elkerüljék a felesleges készletet vagy az alacsony készletszint miatti üzleti veszteséget.
- Személyes kapcsolatok kialakítása: Együttműködni egyszerűen elfogadható, de a legsikeresebb üzleti kapcsolatok figyelembe veszik az üzlet mögött álló embereket is. A nevek megtanulása, a mérföldkövek elismerése és a szállítói kapcsolattartók értékes kollégaként való kezelése megbízhatóságot épít, amely túléli a feltétlenül felmerülő kihívásokat.
- A szerződési feltételek rendszeres átvizsgálata: Üzleti tevékenysége folyamatosan fejlődik az idővel. Üljen le legalább évente egyszer a szállítójával, hogy áttekintse és újra megbeszélje a megállapodás feltételeit. Az új lehetőségek, a megváltozott mennyiségek vagy az átalakult igények megbeszélést igényelnek, nem pedig feltételezést.
- Kölcsönös felelősségvállalás elfogadása: Ha nem tartja be a tranzakcióban vállalt kötelezettségeit, akkor ezt ugyanúgy kezelje, ahogy egy szállítóval kapcsolatos problémát is kezelné. Az egyoldalú vádaskodás tönkreteszi a partnerségeket; a közös felelősség erősíti őket.
- Kockázatcsökkentési stratégiák kialakítása: Soha ne hagyja figyelmen kívül a potenciális megszakításokat a beszerzési láncban. A tartaléktervek megbeszélése a problémák bekövetkezte előtt megelőzi a pánikot, amikor azok elkerülhetetlenül felmerülnek.
Az IATF 16949 tanúsítással és SPC-vezérelt gyártással rendelkező, autóipari alkalmazásokhoz szükséges megrendelések esetén azokkal a partnerekkel való együttműködés gyorsítja a partnerségi kapcsolatok kialakítását, akik valóban értik ágazatát. Gyártók, mint például Shaoyi Metal Technology bemutatják, hogyan támogathatnak a tanúsított létesítmények gyors prototípus-gyártást és nagyobb mennyiségű sorozatgyártást is egynapos szállítási határidővel – olyan reagálóképességgel, amely a szállítói kapcsolatokat versenyelőnyökké alakítja.
Az Ön által kiválasztott autós gépgyártó vagy motoros gépgyártó műhely a gyártási képessége kiterjesztésévé válik. Minőségük az Ön minősége lesz. Szállítási teljesítményük befolyásolja az Ön ügyfelekkel kötött kötelezettségeit. Az idő befektetése a kapcsolatépítésbe akkor térül meg, amikor sürgős rendelések esetén prioritást kell adni, vagy váratlan kihívások közös problémamegoldást igényelnek.
Gondolja át, mi történik, ha problémák merülnek fel – mert fel fognak. A kapcsolatkezelés szakértői szerint, amikor a problémák elkerülhetetlenül felmerülnek, a beszerzési és az Ön szállítója közötti információmegosztás hajlandósága és képessége döntő tényező lesz abban, hogy korlátozzák a károkat a beszerzési lánc bármelyik oldalán. A nyílt kommunikációt folytató partnerek együtt kezelik a nehézségeket. Azok, akik távolságtartó üzleti kapcsolatot ápoltak, gyakran csak akkor veszik észre a problémákat, amikor már túl késő megelőzni a károkat.
Akár belsőleg tölti ki a CNC-feladatokat, akár külső gyártási kapcsolatokat kezel, ugyanazok a elvek érvényesek: egyértelmű elvárások, őszinte kommunikáció, kölcsönös befektetés és megosztott felelősség olyan partnerségeket hoz létre, amelyek folyamatos értéket nyújtanak. Ezek a kapcsolatok – nem csupán a műszaki képességek – döntik el végül, hogy a CNC-megmunkáló gyártó keresése sikerrel jár-e, vagy folyamatos frusztrációt okozó folyamat válik belőle.
Lépéseket tesz a CNC-gyártó keresésének előmozdítására
Elolvasta a kilenc kritikus értékelési szempontot, amelyekre a legtöbb CNC-megmunkáló gyártó reméli, hogy a vásárlók soha nem gondolnak. Megértette a gépalkotók és a szolgáltatók közötti különbséget, felismeri, mely folyamatok illenek a projekteihez, és tudja, hogyan értékelje a képességeket, tanúsítványokat, anyagokat, időkereteket, költségeket és a kapcsolati potenciált. Most jött el az igazság pillanata: ezt a tudást cselekvéssé alakítani.
Az a különbség, amely elválasztja azokat a vásárlókat, akiknek problémájuk van a beszállítók minőségével, és azokat, akik megbízható gyártási partnerségeket építenek ki, a végrehajtásban rejlik. Az, hogy tudjuk, mit kell értékelni, semmit sem ér egy szisztematikus megközelítés nélkül, amellyel ezt ténylegesen elvégezzük. Foglaljuk össze az eddigieket egy gyakorlatias, azonnal alkalmazható cselekvési tervbe.
CNC-gyártó kiválasztásának ellenőrzőlistája
Mielőtt bármely lehetséges partnertől érdeklődne, használja ezt az összefoglalt ellenőrzőlistát értékelése szervezésére. Minden pont egy kritikus ellenőrzési pontot jelöl, amelyről ebben az útmutatóban részletesen tárgyalunk – bármelyik kihagyása saját felelősségére történik.
| Értékelési kategória | Megválaszolandó kulcskérdések | Ellenőrzési módszer |
|---|---|---|
| Szállító típusa | Szolgáltató vagy felszerelés-gyártó? | Vizsgálja meg a weboldal szolgáltatásait, kérjen képességnyilatkozatot |
| Folyamatképesség | Kínálnak-e olyan gépi megmunkálási eljárásokat, amelyekre alkatrészei szükségesek? | Felszereléslista, mintadarabok, üzemlátogatás |
| Műszaki specifikációk | Képesek-e folyamatosan elérni a szükséges tűréshatárokat? | Gyártási adatok, első minta jelentések, referenciák |
| TANÚSÍTVÁNYOK | Rendelkeznek-e az iparágában szükséges tanúsításokkal? | Tanúsítványok másolatai, audit eredményei, ügyfélértékelő lapok |
| Anyagismeret | Munkájuk mekkora százaléka foglalkozik éppen az Önök specifikus anyagaival? | Gyártási előzmények, mintadarabok, szerszámozási stratégiák |
| Kapacitás és időkeret | Képesek-e kielégíteni a szállítási igényeiket a jelenlegi terheltségük mellett? | Időben történő szállításra vonatkozó mutatók, kapacitás kihasználtsági adatok |
| Az árak átláthatósága | A közölt árajánlatuk egyértelműen felbontja az egyes költségösszetevőket? | Részletezett árajánlatok, összehasonlítható műszaki leírások a beszállítók között |
| Kommunikáció minősége | Mennyire reagálnak gyorsan és egyértelműen az első kapcsolatfelvételek során? | Válaszidők, kérdések egyértelműsége, proaktív információmegosztás |
Amikor CNC gépek márkáit hasonlítja össze vagy különböző CNC megmunkálóközpontokat értékel, ez a keretrendszer minden esetben alkalmazható. A legjobb CNC gépek semmit sem érnek, ha a működtető szolgáltató nem rendelkezik a projektjéhez szükséges szakértelemmel, tanúsítványokkal vagy kapacitással. Hasonlóképpen, az egyik vevő számára legjobb CNC megoldás teljesen alkalmatlan lehet egy másik számára – a képességek pontos illeszkedése mindig fontosabb, mint az általános rangsorolások.
A következő lépés megtétele
Készen áll az értékelésről a cselekvésre való áttérésre? Kövesse ezt a prioritásos sorrendet, hogy hatékonyan azonosítsa és megkeresse ideális CNC gyártási partnereit.
- Határozza meg pontosan igényeit: Dokumentálja a alkatrész-specifikációkat, tűréseket, anyagokat, mennyiségeket, időkereteket és minőségi dokumentációs követelményeket még a bármelyik szolgáltatóval való kapcsolatfelvétel előtt. Hiányos információk hiányos árajánlatokhoz vezetnek.
- Készítsen egy rövid listát 3–5 jelöltről: Használja az iparági katalógusokat, ajánlásokat és online kutatást a gyártók azonosítására, akiknek nyilvánított képességei összhangban vannak az Ön igényeivel. Keressen bizonyítékot a megfelelő iparági tapasztalatra.
- Küldjön azonos ajánlatkérő leveleket (RFQ-kat) minden jelöltnek: Szolgáltasson teljes műszaki csomagokat azonos specifikációkkal. Ez lehetővé teszi a jelentős összehasonlítást, nem pedig a különböző dolgok – például a körte és a alma – összehasonlítását.
- Értékelje a válaszokat ellenőrzőlistája alapján: Pontozza mindegyik gyártót a fenti szempontok szerint. Jegyezze fel, mely kérdésekre válaszoltak részletesen, és melyekre kerülték el vagy hanyagolták a választ.
- Kérjen ajánlóleveleket, és ellenőrizze az állításokat: Lépjen kapcsolatba meglévő ügyfelekkel hasonló iparágakban. Kérdezzen konkrétan a minőség egyenletességéről, a szállítási teljesítményről és a problémamegoldásról.
- Végezzen létesítmény-felülvizsgálatot: Jelentős gyártási kapcsolatok esetén látogasson el a létesítménybe, vagy kérjen virtuális túrát. A gépgyártó üzletek fényképei csak részben mesélnek a történetről; a működés megfigyelése mutatja meg a többit.
- Kezdjen próba rendeléssel: A gyártási mennyiségek végleges megbízása előtt helyezzen egy kisebb rendelést annak ellenőrzésére, hogy a megadott képességek valóban a gyakorlatban is megvalósulnak-e.
- Építse fel a kapcsolatot szándékosan: Miután azonosított egy alkalmas partnert, fektessen be a kommunikációba, ossza meg előrejelzéseit, és kezelje őket saját csapatának kiterjesztéseként, ne pedig kizárólag tranzakciós beszállítóként.
A legalacsonyabb árajánlatot adó gyártó ritkán nyújtja a legjobb értéket. A képességek illeszkedését – azaz partnerük valódi erősségeinek megfeleltetését saját konkrét igényeihez – részesítse előnyben az ár mellett. Egy olyan partner, aki folyamatosan minőségi alkatrészeket szállít időben és méltányos áron, jobban teljesít, mint egy olcsó beszállító, aki minőségi hiányosságokat, lejáratok elmulasztását és folyamatos krízis-kezelést okoz.
A sok CNC-gyártó közül, akik versenyeznek az Ön üzletéért, azok a CNC-gépgyártók, amelyek szakosodtak az Ön iparágára és anyagaira, folyamatosan túlszárnyalják az általános képességeket hirdető, univerzális megoldásokat kínáló gyártókat. A légiközlekedési alkalmazásokhoz legmegfelelőbb CNC-gépek eltérnek azoktól, amelyeket az autóipari gyártásra vagy az orvostechnikai eszközök gyártására optimalizáltak. Az Ön értékelési keretrendszere segít azonosítani, mely gyártó erősségei illeszkednek valóban az Ön igényeihez.
Azoknak az olvasóknak, akik tanúsított minőségirányítási rendszerrel rendelkező autóipari CNC-megmunkálást keresnek, olyan gyártók, mint Shaoyi Metal Technology gyakorlatban mutatják be, hogy mi a valódi képesség. Az IATF 16949 tanúsításuk, a statisztikai folyamatszabályozás (SPC) bevezetésük és akár egy munkanapra rövidített szállítási határidők pontosan azokat az igényeket elégítik ki, amelyeket az autóipari vásárlók elsődlegesen fontosnak tartanak. Legyen szó precíziós alvázegységekről vagy egyedi fémbélésről, a tanúsított gyártóhelyeik olyan minőségirányítási rendszerekkel és gyártási rugalmassággal rendelkeznek, amelyek a beszállítói kapcsolatokat versenyelőnyökké alakítják.
Keresése a CNC megmunkálási gyártók után nem kell, hogy egy frusztráló feladat legyen, amely során a marketing állításokat kell összehasonlítania. Ezek kilenc értékelési szempontjával most már rendelkezik egy kerettel, amellyel át tudja vágni a zajt, és azon partnerekre bukkanhat rá, akik valóban értéket tudnak nyújtani. Pontosan azokat a gyártókat kell elkerülnie, akik remélik, hogy soha nem ellenőrzi ezeket a szempontokat. Azokkal a partnerekkel érdemes hosszú távú kapcsolatot építeni, akik nyitottak az ellenőrzésre – akik átlátható válaszokat adnak, dokumentált képességekkel rendelkeznek, és ellenőrizhető referenciákkal állnak elő.
Tegye meg az első lépést még ma: határozza meg követelményeit, készítsen rövid listát, és kezdje meg azokat a beszélgetéseket, amelyek olyan gyártási partnerségekhez vezetnek, amelyekre évekig támaszkodhat.
Gyakran ismételt kérdések a CNC-megmunkáló gyártókkal kapcsolatban
1. Mi a különbség a CNC gépgyártók és a CNC megmunkálási szolgáltatók között?
A CNC-gépeket gyártó vállalatok, például a Haas, a Mazak és a DMG MORI tervezik és gyártják a gyárak számára szükséges tényleges CNC-felszereléseket. A CNC-megmunkálási szolgáltatók tulajdonosai és üzemeltetői ezeknek a gépeknek, és egyedi alkatrészeket állítanak elő megbízásodra. Amikor alkatrészeket szerzel be, szolgáltatókat kell keresned; ha azonban saját létesítményedbe gépeket vásárolsz, akkor a gépgyártókkal kell kapcsolatba lépned. Ez a megkülönböztetés elkerüli a felesleges időt, amelyet a helytelen típusú szállítóval való kapcsolattartással töltenél el.
2. Melyek az USA legjobb CNC-megmunkálási vállalatai?
Az USA legjobb CNC-megmunkálási vállalatai a konkrét igényeidtől függenek. A legkiemelkedőbb szolgáltatók közé tartozik az Uptive Manufacturing általános pontossági munkákhoz, a Makino nagyteljesítményű alkalmazásokhoz, valamint specializált műhelyek, mint például a Shaoyi Metal Technology az IATF 16949 tanúsítvánnyal rendelkező autóipari alkatrészek gyártásához. Az értékelést a szakmai tanúsítványok (amelyek illeszkednek az iparágadhoz), az anyagokkal kapcsolatos szakértelem, a megengedett tűrések és a termelési kapacitás alapján kell elvégezni, nem pedig általános rangsorok alapján.
3. Hogyan válasszak megfelelő CNC-megmunkálási gyártót a projektjemhez?
Válasszon egy CNC megmunkáló gyártót kilenc kulcsfontosságú szempont alapján: ellenőrizze, hogy szolgáltató (nem felszerelés-gyártó), igazolja, hogy a folyamatképességeik megfelelnek alkatrészei követelményeinek, ellenőrizze a tűréshatárok elérését dokumentált bizonyítékokkal, érvényesítse az iparági tanúsításokat (ISO 9001, AS9100, IATF 16949), értékelje az anyagokkal kapcsolatos szakértelmet, vizsgálja meg a kapacitást és a szállítási határidőket, elemezze az árazás átláthatóságát, értékelje a kommunikáció minőségét, és kérjen ajánló leveleket hasonló projektekből.
4. Milyen tanúsításokkal kell rendelkeznie egy CNC megmunkáló gyártónak?
A szükséges tanúsítások az iparágtól függenek. Az ISO 9001 a minőségirányítás alapvető szintjét jelenti. A légi- és űripari projektekhez az AS9100 tanúsítás szükséges, amely kiterjesztett nyomvonalazhatóságot és kockázatkezelést követel meg. Az autóipari alkatrészek gyártásához az IATF 16949 szükséges a statisztikai folyamatszabályozás és a hibák megelőzése érdekében. Az orvosi eszközök gyártásához az ISO 13485 szükséges az FDA-el való összhang biztosításához. A honvédelmi célú termékekhez az ITAR-regisztráció szükséges a szabályozott technikai adatok kezeléséhez.
5. Milyen tényezők befolyásolják a CNC megmunkálás költségeit és szállítási idejét?
A megmunkálási idő a költségek 50–70%-át teszi ki, amelyet a alkatrész összetettsége, a tűrések és a géptípus befolyásol. Az anyagköltségek jelentősen eltérnek – az alumínium gazdaságos, míg a titán különösen magas áron kerül kereskedelmi forgalomba. A beállítási költségek függetlenek a gyártott darabszámtól, így nagyobb tételnél az egyes alkatrészekre jutó költség kedvezőbb. A szállítási időt az anyagok rendelkezésre állása, az alkatrész összetettsége, a gyártó kapacitása, valamint a hőkezelés vagy felületkezelés (pl. nikkel- vagy krómozás) mint másodlagos megmunkálási lépések határozzák meg.