 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

CNC-gépek kategóriái megfejtve: asztali gépektől az ipari méretű berendezésekig
Mit jelent valójában a CNC-technológia a modern gyártásban
Sosem gondolta volna, hogy hogyan kapja meg okostelefonja alumínium háza pontos görbéit, vagy hogy a testreszabott gitárdarabok hogyan jönnek létre minden egyes alkalommal tökéletesen azonosan? A válasz három betűben rejlik, amelyek csendesen forradalmasították a dolgok készítésének módját: CNC.
Tehát mi is pontosan a CNC-gépezet? A CNC a Számítógéppel Számszerűen Szabályozott (Computer Numerical Control) technológiát jelenti – egy olyan technológiát, amely a számítógépeket teszi a gyártóberendezések vezérlőjévé. Ahelyett, hogy egy emberi munkavállaló kézzel irányítaná a vágószerszámokat, egy CNC-gép előre programozott utasításokat követ a nyersanyagok formázásához figyelemreméltó pontossággal. Képzelje úgy, mintha egy gépnek részletes receptet adna, és figyelné, ahogy hibátlanul hajtja végre minden lépést.
A CNC-gép bármely olyan gyártóeszköz, amelyet számítógéppel vezérelt utasítások irányítanak, és amely digitális terveket alakít át fizikai alkatrészekké automatizált, precíz mozgások révén – kézi irányításra nincs szükség.
A digitális tervtől a fizikai valóságig
Képzelje el, hogy egy egyedi rögzítőelemet tervezett CAD szoftverben. A hagyományos megmunkálásnál egy képzett műszaki szakembernek kellene értelmeznie ezeket a rajzokat, és manuálisan irányítania minden vágást. CNC-géppel azonban ez a digitális terv egy kódolt utasításkészletté – úgynevezett G-kóddá – alakul, amely pontosan meghatározza, hová kell mozognia a gépnek, milyen sebességgel kell haladnia, és mikor kell vágania.
Íme, mi történik a háttérben egy CNC-eszköz működése közben:
- Tervezési bemenet: A CAD-rajz megadja a alkatrész méreteit és koordinátáit
- Kód generálása: A CAM-szoftver átalakítja ezeket a terveket G-kód utasításokká
- Pontos végrehajtás: A gép mikroszámítógépe minden parancsot olvas, és ennek megfelelően vezérli a motorokat, a forgóorsót és a vágószerszámokat
- Egyenletes kimenet: Minden alkatrész azonos lesz, akár egy prototípust, akár ezer gyártási egységet készít
A Goodwin Egyetem gyártástechnikai programja a CNC-gépek előre programozott szoftverek és kódok segítségével működnek, amelyek minden gépnek pontosan meghatározzák a mozgását és a végrehajandó feladatokat – mindezt manuális gépkezelő nélkül, aki folyamatosan állítaná a vezérlőelemeket.
Az automatizált gyártás agya
Mi is egy CNC-rendszer lényegében? Alapvetően egy visszacsatolási hurok a számítógépes utasítások és a mechanikai mozgás között. A gép vezérlőegysége kódolt parancsokat kap, azokat elektromos jelekké alakítja, majd meghajtó motorokat indít el, amelyek mikrométeres pontossággal helyezik el a vágószerszámokat.
Egy képzett CNC-gépkezelő továbbra is kulcsszerepet játszik – ő állítja be a berendezést, tölti fel az anyagokat, próbavágásokat végez, és figyeli a működést. De a tényleges vágómozgások? Azok teljesen automatikusan zajlanak, olyan egyenletességgel, amelyet az emberi kezek egyszerűen nem tudnának megismételni száz vagy ezernyi ismétlés során.
Ez akkor is fontos, ha hobbi szinten álmodozik saját faipari projektekről, ha vállalkozóként készít első termékprototípusát, vagy ha gyártási szakemberként optimalizálja a termelési vonalakat. A számítógéppel vezérelt marógép vagy marógép működésének megértése segít a megfelelő berendezés kiválasztásában, a gyártókkal való kommunikációban, valamint abban, hogy értékelni tudjuk a modern gyártásban elérhető lehetőségeket.
A technológia hatalmas utat tett meg az 1950-es években kezdődött lyukkártyás eredetétől. A mai CNC-gépek integrálódnak a robotikával, előrejelző karbantartási rendszerekkel rendelkeznek, és olyan összetett többtengelyes mozgásokat tudnak végrehajtani, amelyek manuálisan lehetetlenek lennének. Akár asztali gépeket vizsgál a garázsos műhelyéhez, akár ipari berendezéseket értékel egy termelőüzem számára, az alapvető elv ugyanaz marad: digitális pontosság, amely fizikai valósággá válik – egy programozott mozgás egyszerre.
A főbb CNC-gépkategóriák megértése
Most, hogy megértette, hogyan működik a CNC-technológia, itt a valódi kérdés: melyik géptípus illik igazán a projektjeihez? Lépjen be bármely gépgyártóüzembe, és találkozni fog marógépekkel, esztergályokkal, marógépekkel (router-ekkel) és lézeres vágógépekkel – mindegyiket speciális feladatokra tervezték. A rossz kategória kiválasztása azt jelenti, hogy vagy túlfizet azokért a funkciókért, amelyekre nincs szüksége, vagy olyan felszereléssel küzd, amely nem képes kezelni az Ön anyagait.
Vegyük sorra az egyes géptípusokat, hogy a berendezést a tényleges igényeihez tudja igazítani.
A CNC-marógépek és marógépek magyarázata
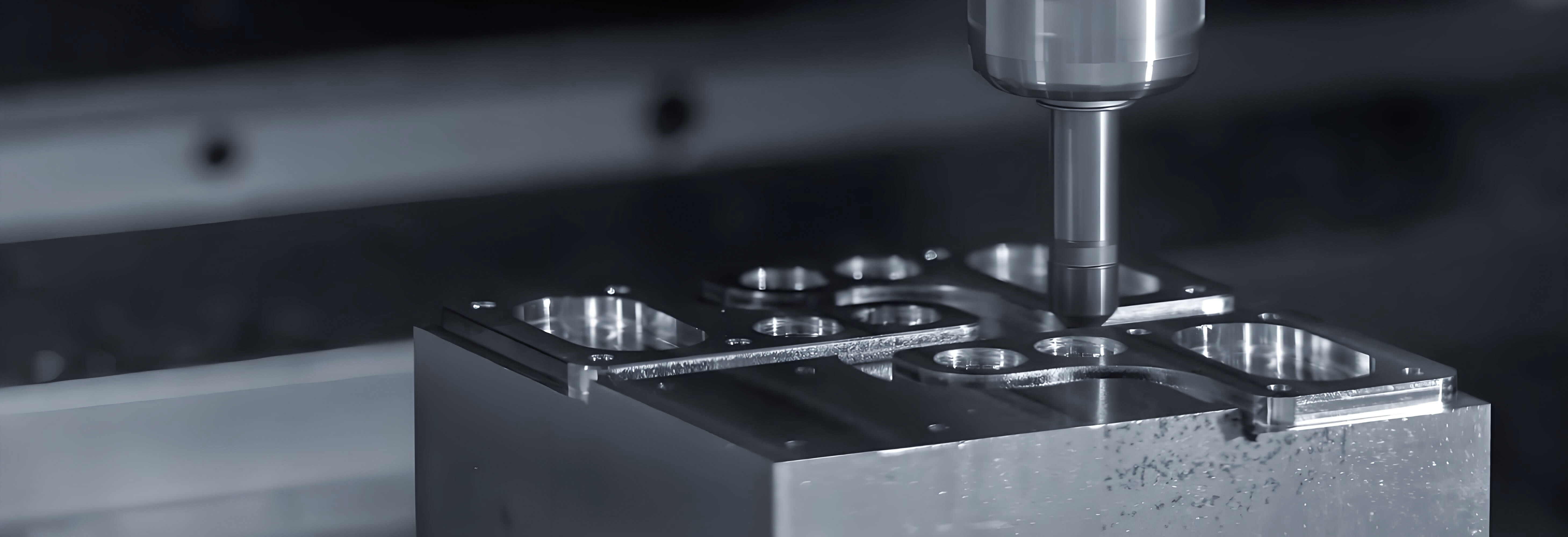
A CNC-marógép a pontossági gyártás munkalócskája. Forgó vágószerszámokat használ a mozdulatlan munkadarab anyagának eltávolítására, így egyszerű rögzítőelemektől kezdve összetett légiközlekedési alkatrészekig mindenféle alkatrészt előállít. Szerint CNC Masters , a marógépek acélt, vasat, alumíniumot, kompozit anyagokat és ötvözeteket vágnak, hogy egyedi tervezésű alkatrészeket állítsanak elő gyorsabban, mint a hagyományos megmunkálási módszerek.
Mi teszi kiemelkedővé egy CNC marógépet? A merevség és a pontosság. Ezek a gépek nehéz, masszív vázakkal, erőteljes szerszámtartókkal és fejlett hűtőrendszerekkel rendelkeznek, amelyek hatékonyan kezelik a hőt a fém megmunkálása során. A marógép általában három- vagy öt tengelyen működik, így olyan összetett 3D-geometriákat, alávágásokat és felületi profilokat képes létrehozni, amelyeket más berendezések egyszerűen nem tudnak megfelelően kivitelezni.
Itt ragyog ki egy CNC marógép teljesítménye:
- Fém prototípusok készítése: Alumínium- vagy acélblokkok funkcionális alkatrészekké alakítása
- Forma- és nyomószerszám-gyártás: Öntőformák és nyomószerszámok gyártása
- Repülési alkatrészek: Kritikus fontosságú, szigorú tűréshatárokkal rendelkező alkatrészek megmunkálása
- Orvosi eszközök: Sebészi eszközök és implantátumalkatrészek gyártása
A bevezető szintű asztali marógépek ára kb. 3500 USD-tól indul, míg a gyártási célra szolgáló, öt tengelyes CNC marógépek ára a CNC Masters iparági áradatai szerint meghaladhatja az 500 000 USD-t.
CNC esztergák hengeres alkatrészekhez
Szüksége van tengelyek, csavarok vagy bármilyen körkeresztmetszetű alkatrész gyártására? A CNC esztergagép a megoldás. Ellentétben a marógépekkel, ahol a vágószerszám forog, az esztergagépeknél maga a munkadarab forog, miközben rögzített vágószerszámok formálják az anyagot. Ez az alapvető különbség teszi a CNC esztergagépet a kerek alkatrészek gyártásának elsődleges választásává.
Modern CNC esztergagépek olyan funkciókkal rendelkeznek, amelyekről a kézi kezelők csak álmodni tudtak – például élő szerszámozás, amely marási műveleteket is lehetővé tesz, aláspindle-ek, amelyek a munkadarab mindkét végét feldolgozzák, valamint automatikus szerszámcserélők, amelyek emberi beavatkozás nélkül váltanak a különböző vágószerszámok között.
Gyakori esztergaalkalmazások:
- Automobil-motorok camtengelyei és hajtókar-tengelyei
- Puskacsövek és precíziós tűzfegyver-alkatrészek
- Zenei hangszeralkatrészek, például hangbeállító kulcsok és harangszakaszok
- Menetes rögzítőelemek és egyedi szerelvények
Marók és marógépek különböző anyagokhoz
Itt szokták sok kezdő összezavarni magukat: a CNC marógépek hasonlítanak a marógépekre, de mi a különbség? A különbség a feldolgozott anyagokban és a méretekben rejlik.
A CNC marógép optimalizálva van nagyobb, laposabb munkadarabok és lágyabb anyagok feldolgozására. A váz szerkezete általában könnyebb, a szerszámtartó forgási sebessége magasabb, és a munkaterület egész lemezanyagok feldolgozására képes. Gondoljon például 4×8 láb (kb. 1,2×2,4 méteres) rétegelt lemezlapokra, MDF-lemezre vagy műanyag alapanyagokra. A Zintilon összehasonlító útmutatója megjegyzi, hogy a CNC marógépek ugyanazon az elven működnek, mint a marógépek, de kifejezetten nagyobb, laposabb munkadarabok és lágyabb anyagok feldolgozására tervezték őket.
A marógépek, ellentétben ezzel, a merevségre helyezik a hangsúlyt a munkaterület helyett. Ez a nehéz szerkezet lehetővé teszi, hogy acélt, titániumot és keményített anyagokat is feldolgozzanak – olyan anyagokat, amelyek rezgést és deformációt okoznának egy könnyebb marógép vázán.
Mikor érdemes marógépet választani marógép helyett?
- Projektjei faanyagot, műanyagot, habanyagot vagy kompozit anyagot fogalmaznak meg
- Nagy lemezanyagokat vagy reklámtáblákat vág
- A gyártási sebesség fontosabb, mint az ultra-pontos tűrések
- Költségvetése nem engedi meg a milliméterpontosságú merevséget
CNC lézeres vágógépek tisztán vágott élekért
A maró- és fúrógépekkel ellentétben, amelyek fizikailag érintkeznek az anyagokkal, a CNC lézeres vágógép egy összpontosított fényfénysugarat használ a munkadarabok olvasztására vagy elpárologtatására. Ez a nem érintkező módszer kiválóan tiszta éleket eredményez, anélkül, hogy a szerszám kopna – a lézer nem veszíti el élességét, mint a keményfém végmarók.
Három fő lézertípus különböző célokra szolgál:
- CO2 lézerek: Legjobban alkalmazható fa, akkril, bőr, üveg és műanyagok esetén
- Szálas lézerek: Ideális fémek, köztük a tükröződő anyagok (pl. réz és sárgaréz) vágására
- Kristálylézerek: Vastagabb anyagok és speciális alkalmazások kezelésére alkalmasak
A lézeres vágógépek kiválóan alkalmazhatók táblák, díszítő panelek, lemezfémmegmunkálás és bármely olyan alkalmazás esetén, ahol bonyolult részletgazdagságra van szükség, anélkül, hogy fizikai szerszámnyomok maradnának.
Gyors összehasonlítás: Géptípus-kiválasztás
| Géptípus | Elsődleges funkció | Legjobb anyagok | Tipikus alkalmazások | Precíziós szintező | Munkaterületi követelmények |
|---|---|---|---|---|---|
| CNC frászó | 3D anyageltávolítás forgó szerszámokkal | Fémek, kemény műanyagok, kompozitok | Prototípusok, formák, precíziós alkatrészek | ±0,001" vagy annál pontosabb | Erős padló, 220 V-os tápfeszültség, hűtőfolyadék-rendszer |
| Cnc eszterga | Forgó munkadarabok megmunkálása | Fémek, műanyagok, fa | Tengelyek, csavarok, hengeres alkatrészek | ±0,0005" elérhető | Közepes helyigény, forgácskezelés |
| Cnc router | Nagyformátumú sík vágás és faragás | Fa, műanyag, hab, lágy fémek | Bútorok, táblák, szekrények, kézműves munkák | ±0,005" tipikus | Nagy padlóterület, porelszívás kritikus fontosságú |
| Cnc laser vágó | Érintésmentes hővágás | Lemezanyagok, vékony fémek, szerves anyagok | Reklámtáblák, ékszerek, lemezfémből készült alkatrészek | ±0,004" tipikus | Szellőztetés elengedhetetlen, tűzoltás szükséges |
A döntés végül három tényezőn múlik: milyen anyagokat vágunk, milyen alakzatokat kell létrehoznunk, és milyen pontosságot igényelnek alkalmazásaink. Hengeres alkatrészek? Akkor esztergát válasszon. Lemezanyagok és fafeladatok? Ekkor a marógép a legmegfelelőbb választás. Szoros tűrésekkel készített fémalapú prototípusok? Ekkor marógépre van szükség. Tiszta vágás vékony anyagokon? Fontolja meg a lézeres vágást.
Ezen különbségek megértése segít elkerülni a gyakori hibát, amikor olyan berendezést vásárolunk, amely vagy túlzottan fejlett a szükségeinkhez, vagy nem képes kezelni a tervezett projekteket. Miután tisztázódott a gépek kategóriája, a következő szempont a méret – otthoni műhelyébe asztali egységet érdemes beszerezni, vagy a termelési volumene már indokolja az ipari szintű felszerelés beszerzését?
Asztali és ipari CNC-gépek közötti választás
Kiválasztotta a projektjeihez megfelelő géptípust — most jön a gyakorlati kérdés: milyen méret illeszkedik valójában a rendelkezésre álló helyre és a költségvetésére? Egy asztali CNC-gép, amely a munkaasztalán áll, teljesen más világban működik, mint egy ipari CNC-gép, amelyet egy gyártóüzem padlójára rögzítettek. Ennek a különbségnek a megértése megakadályozza azt a frusztráló hibát, hogy olyan berendezést vásároljon, amelyet a munkaterülete nem tud támogatni.
A választás nem csupán arról szól, hogy mennyit tud költeni. a gép képességeinek illesztése a fizikai környezethez , az elektromos infrastruktúrához és a gyártási igényekhez.
Asztali CNC otthoni műhelyekhez
Egy otthoni CNC gép gyártási lehetőségeket nyit meg anélkül, hogy külön létesítményre lenne szükség. Ezek a kompakt egységek – amelyeket néha asztali CNC gépeknek is neveznek – erős munkaasztalokra helyezhetők, és szokásos háztartási feszültségről üzemelnek. A JLC CNC összehasonlító útmutatója szerint az asztali gépek kisebbek, olcsóbbak és könnyebben kísérletezhetők vele, így ideálisak hobbi célú felhasználók, terméktervezők és prototípus-mérnökök számára, akik teljes ellenőrzést szeretnének gyakorolni egy termék elkészítésének minden szakaszán.
Mit várhatunk valójában egy hobbi CNC géptől? Íme, hol fordulnak le a műszaki adatok gyakorlati képességekké:
- Munkatér: Általában 300 × 300 mm-től 600 × 600 mm-ig terjedő vágófelület – tökéletes kis méretű prototípusokhoz, egyedi alkatrészekhez és hobbi projektekhez, de korlátozott bútorok méretű munkákhoz
- Orsó teljesítmény: 300 W-tól 2,2 kW-ig terjedő teljesítménytartomány – elegendő fa, műanyag és lágyfémek (pl. alumínium) vágásához, ha óvatosan dolgozunk
- Pontosság: Az asztali egységek általában ±0,05 mm-es pontosságot érnek el, ami megfelelő a prototípus-készítéshez, de hosszabb sorozatgyártás során eltérés léphet fel
- Előtolási sebességek: Lassabb anyagleválasztás ipari berendezésekhez képest, ami azt jelenti, hogy egy alkatrész, amelyet egy gyártó gépen 10 perc alatt készítenek el, egy asztali CNC marógépen akár egy órát is igényelhet.
Mi a kompromisszum? Egy kis CNC gép azonnali elérhetőséget és tanulási lehetőségeket nyújt. Megtervezi valamit, megmunkálja, finomhangolja, majd újra megmunkálja – ez a gyors visszacsatolási hurkot gyorsabban építi fel a megértést, mint bármilyen kiszervezés. Oktatási célra, kutatólaborokban és kreatív felfedezésre az asztali gépek valóban ideális megoldást jelentenek.
Munkaterületre vonatkozó követelmények, amelyeket a versenytársak figyelmen kívül hagynak
Bármilyen CNC-berendezés megrendelése előtt értékelje, hogy a rendelkezésre álló hely ténylegesen támogatja-e a gép üzemeltetését. A gyártási környezetre vonatkozó irányelvek szerint a következő tényezők közvetlenül befolyásolják a gép teljesítményét és élettartamát:
- Teljesítményellátás igénye: Az asztali egységek általában 110 V / 15 A-es áramkörökről működnek, de nagyobb asztali gépek esetleg 220 V-os külön kialakított csatlakozókat igényelnek. Az ipari berendezések háromfázisú áramellátást igényelnek, amelyet lakóépületekben egyszerűen nem biztosítanak. Ellenőrizze a megszakítópaneljét a vásárlás előtt.
- Padlóterület és szabad tér: Tervezzen 0,9–1,2 méteres szabad teret a gép minden oldala körül az üzemeltető mozgásához, az anyagkezeléshez és a karbantartási hozzáféréshez. Egy 60×60 cm-es asztali CNC-gép valójában 2,4×2,4 méteres padlóterületet igényel, ha figyelembe vesszük a munkaterületet.
- Szellőzési szempontok: A CNC-marógépek jelentős mennyiségű port termelnek; a fémfúrógépek hűtőközeg-párlegyűjtést igényelnek. A CNC Works szerint egy megfelelő portartó rendszer javítja a levegőminőséget, meghosszabbítja a gép élettartamát, és biztonságos munkakörnyezetet biztosít. Számítson a szennyeződés-elszívó berendezések beszerzésére is a géppel együtt.
- Zajszint: Az asztali marófejek 70–85 dB zajt termelnek üzemelés közben – ez összehasonlítható egy folyamatosan működő porszívó zajszintjével. Az ipari gépek még hangosabbak. Figyelembe kell venni a szomszédokkal való kapcsolatot, a hallásvédő használatát, valamint az esetleges hangszigetelési igényeket.
- Padló stabilitása: A padlónak síknak kell lennie a pontos megmunkálás biztosítása érdekében. Egyenetlen felületek torzulást okoznak, és negatívan befolyásolják a vágás pontosságát. A betonpadlók a legalkalmasabbak; a felfüggesztett fa padlók rezgést továbbíthatnak.
- Hőmérséklet és páratartalom: A CNC-gépek 60–80 °F (15,6–26,7 °C) hőmérsékleten és 35–60 % relatív páratartalom mellett működnek a legjobban. A garázs-műhelyek extrém hőmérséklet-ingadozásai problémát jelenthetnek a pontosság állandóságának fenntartásában.
Amikor az ipari méretű gép használata ésszerű
Az asztali gépeknek van egy elérhetetlen felső határuk. A JLC CNC szerint az első korlátozó tényező a megmunkálandó anyag teljesítménye – kis méretű szerszámtartók és alacsony merevségű vázak miatt nem lehet hosszú ideig nagy előtolási sebességgel vagy kemény anyagok megmunkálásával dolgozni. A következő probléma a pontosság idővel történő csökkenése: a rezgés, a szerszámkopás és a hőtágulás fokozatosan rombolja a megismételhetőséget.
Az ipari CNC-gépek ezeket a korlátozásokat a következő módon küszöbölik ki:
- Merev felépítés: Öntöttvas vázak és lineáris vezetékek, amelyek megtartják a pontosságot akkor is, ha nehéz megmunkálási terhelés alatt állnak
- Hőstabilitás: Hűtőfolyadék-rendszerek és klímavezérelt burkolatok, amelyek megakadályozzák a hőtágulással összefüggő pontatlanságot
- Termelési sebesség: Magasabb orsóteljesítmény (5–30 kW+), valamint gyorsabb előtolási sebességek, amelyek percek alatt készítik el az alkatrészeket, nem órák alatt
- Ismételhetőség: Az ipari berendezések ±0,005 mm-től ±0,02 mm-ig terjedő tűréseket tartanak fenn egyenletesen száz vagy akár ezernyi alkatrész esetén is
A fordulópont általában akkor következik be, amikor egységes tűrésekkel és felületminőséggel rendelkező, azonos minőségű sorozatokra van szükség. Egy asztali marógép talán egy vagy két alkatrész elkészítésére tökéletesen alkalmas, de a termelési mennyiség növekedésével az ipari színvonalú gépek válnak a gyakorlatias választássá.
Sok felhasználó számára a legokosabb megközelítés mindkét világ kombinálása: egy asztali CNC-gépet használnak fogalmazási fázisban és gyors iterációkhoz, majd ipari szolgáltatókkal együttműködnek a végső sorozatgyártáshoz, amely nagyobb pontosságot és egyenletességet igényel, mint amit a kompakt berendezések nyújtanak.
Miután tisztázódott a szükséges munkaterület, a következő lépés a konkrét gépkategóriák részletes vizsgálata – kezdve a faipari és kreatív projektekhez optimalizált CNC-marógépekkel.
CNC-marógépek faipari és kreatív projektekhez
Készen áll arra, hogy digitális terveket kézzel készített bútorokká, egyedi táblákka vagy bonyolult faragásokká alakítson? A fűrészállványokhoz használt CNC-marógépek a választott eszközök lettek a kézművesek számára, akik számítógéppel vezérelt pontosságot kívánnak anélkül, hogy nehézgépes infrastruktúrára lenne szükségük, amelyet a fémmegmunkálás igényel. De itt van a kihívás: a marógépek műszaki adatai olyanok, mint egy idegen nyelv – amíg meg nem értjük, hogyan fordíthatók le a tényleges vágási teljesítményre.
Akár első fa-CNC gépét vásárolja, akár egy kezdő modellről frissít, az a fontos, hogy a marógép képességeit összeegyeztessük projektjeink ambícióival – így elkerülhető a frusztráció és a pazarlás.
Marógép-képességek fához és kompozit anyagokhoz
Egy fa-CNC marógép kiválóan alkalmazható lemezanyagok és méretes faanyagok feldolgozására, amelyek túlterhelnék a kisebb asztali maróberendezéseket. A Dalton's Machinery vásárlói útmutatója szerint a CNC-marók olyan feladatokat végezhetnek, mint a marás, a zsebmarás, a fúrás, a gravírozás és a faragás ismételhető pontossággal – így sokoldalú eszközök a bútoriparban, a táblakészítésben és a prototípus-gyártásban.
Mi különbözteti meg a CNC-faipari gépeket az általános célú gépektől? Három tényező dominál:
- Magas orsófordulatszám: A faipari marók általában 18 000–24 000 percenkénti fordulatszámon forognak, ami lehetővé teszi, hogy a kis átmérőjű vágófejek tisztán, szálválasztás nélkül vágnak át a rostos anyagokon, nem pedig megszakítják a szálakat.
- Nagy munkaterület: A szabványos lemezanyagok mérete 4×8 láb – a maróágyak ezt a méretet elfogadják, míg a marógépek egyszerűen nem képesek erre.
- Optimalizált portartály-rendszer: A fa sok finom részecskét termel, amelyeket a fémmegmunkálás nem, ezért integrált elszívó rendszerekre van szükség.
A CNC fűrészpontosságú marógépek által feldolgozható anyagok körébe nemcsak a tömör faanyag tartozik. Ugyanezen forrás szerint a kompatibilis anyagok közé tartoznak a puha fajták, például a fenyő és a cédrus, a kemény fajták, mint az tölgy és a dió, a rétegelt lemez, az MDF, az akril, a PVC, a hab, a kompozit anyagok, sőt még lágy fémek is, például az alumínium – megfelelő szerszámok és óvatos előtolási sebességek mellett.
Hobbikategóriás és professzionális marógépek: valójában mi a különbség?
Sétáljon végig bármely maker-közösségen, és meghallhatja a szenvedélyes vitákat a hobbi célú CNC-gépek és a professzionális minőségű berendezések között. A különbség lényegében a gyártási minőségben rejlik, és ez határozza meg a gyakorlati vágási élményt.
A TwoTrees összehasonlító elemzése kiemeli a kulcsfontosságú különbségeket:
| Funkció | Hobbikategóriás marógépek | Professzionális marógépek |
|---|---|---|
| Vázszerkezet | Alumínium extrúziós profil vagy könnyű acél | Hegesztett acél merevített híddal |
| Tipikus munkaterület | 30 × 30 cm-től 60 × 90 cm-ig | 4'×4'–5'×10' vagy nagyobb |
| Főorsó teljesítmény | 300 W–2,2 kW | 3 kW–12 kW+ |
| Meghajtó rendszer | Léptetőmotorok szíj vagy menetes orsó vezérléssel | Szervomotorok golyósorsóval vagy fogaskerék-hajtással |
| Pontos karbantartás | Gyakori újraeffektuálásra lehet szükség | A megadott tűréshatárokat hosszabb időn keresztül tartja fenn a gyártás során |
| Árskála | 500–5000 USD | 10 000–100 000+ USD |
A keret merevsége különös figyelmet érdemel. Dalton útmutatója szerint a keret stabil alapot biztosít az alkatrészek működéséhez, és korlátozza a vágási minőséget és a működési sebességet negatívan befolyásoló rezgéseket. Az alumínium keretek hobbi célú használatra alkalmasak, míg az ipari gépek hegesztett acél konstrukciót alkalmaznak.
Gyakorlatilag ez azt jelenti, hogy egy hobbi router 3/4 hüvelykes rétegelt lemez vágásakor recsegés léphet fel, és homályos széleket hagyhat agresszív előtolási sebességek mellett, amit egy merev professzionális gép zavartalanul kezel. Kompensálható lassabb sebességekkel is, de ez jelentősen meghosszabbítja a munkafolyamat idejét.
Szerszámtartó kiválasztása: A teljesítmény igazítása az anyagokhoz
A szerszámtartó határozza meg, mit tudunk vágni és milyen gyorsan. Kimla szerszámtartó-kiválasztási útmutatója szerint Kimla szerszámtartó-kiválasztási útmutatója a teljesítmény és a maró átmérője közötti kapcsolat rendkívül fontos:
- 0,8 kW-os szerszámtartók: Elegendők legfeljebb 5 mm átmérőjű marókhoz fa, műanyag és laminált anyagokban
- 1 kW-os szerszámtartók: Kényelmesen kezelnek legfeljebb 8 mm átmérőjű marókat
- 3,3 kW-os főorsók: Megfelelő legfeljebb 12 mm átmérőjű vágószerszámokhoz lágyabb anyagokban
- 5,6 kW feletti főorsók: Szükségesek nagyobb átmérőjű szerszámok és keményebb kompozitanyagok feldolgozásához
Miért fontos ez a CNC-faalkalmazásoknál? A nagyobb méretű vágószerszámok gyorsabban távolítanak el anyagot, de több nyomatékot igényelnek. Egy 1/2 hüvelykes egyenes vágószerszám – amely például szekrényfunkciók (pl. rejtett zsanérfészek) kialakítására szolgál – leállhat vagy túlmelegedhet egy alulméretezett főorsón, míg egy túl erős egység az érzékeny gravírozási feladatoknál feleslegesen fogyasztja az áramot.
Ugyanez a forrás megjegyzi, hogy a professzionális főorsók kefe nélküli indukciós motorokat, kerámia csapágyakat és fém házakat használnak – olyan alkatrészeket, amelyeket akár 10 évig tartó folyamatos üzemre terveztek. Az olcsóbb, kefés motorral és műanyag házzal rendelkező főorsók intenzív használat mellett talán csak hónapokig tartanak.
A marógép méretének összeegyeztetése a projekt mértékével
A műszaki adatok átnézése előtt dolgozzon visszafelé a tényleges igényeiből kiindulva. Ez a döntési keret segít az eszközök és a valóságos projektkövetelmények összeegyeztetésében:
- Határozza meg a tipikus projektméreteket: Mérje meg a leggyakrabban használt munkadarabjait. Ha főként vágódeszkákat és kis táblákat készít, akkor egy 24"×24"-es munkaterület elegendő. A bútorlapok és a teljes lemezárucikkek 4'×8'-os vagy nagyobb méretű munkaasztalt igényelnek. Dalton útmutatója szerint valószínűleg nem bánja, ha nagyobb asztalt választ, de biztosan megbánja, ha túl kicsi lesz.
- Értékelje a anyag keménységének követelményeit: A puha fenyő és az MDF bármely marógépen könnyen megmunkálható. A sűrű, keményfajták – például a juhar vagy a tölgy –, valamint az összetett anyagok, mint a G10, merevebb vázat és erősebb forgófejet igényelnek. Ha a tervezett projektek között exotikus keményfajták is szerepelnek, számítson professzionális szintű berendezésre.
- Vizsgálja meg a gyártási mennyiséggel kapcsolatos igényeket: Az egyedi hobbi projektek elviselik a lassabb sebességet és a kézi szerszámváltást. A kisvállalkozások gyártása profitál az automatikus szerszámváltókból és a rövidebb ciklusidőkből. A nagy mennyiségű gyártáshoz ipari megbízhatóság szükséges. TwoTrees megjegyzi hogy a hobbi célra szolgáló gépek folyamatos üzemeltetés mellett gyakrabban igényelhetnek újra kalibrálást vagy alkatrész-cserét.
- Értékelje a szoftverkompatibilitást: Győződjön meg arról, hogy a kiválasztott marógép kompatibilis azzal a CAD/CAM szoftverrel, amelyet Ön jól ismer. Népszerű választások például a Fusion 360, a VCarve, az Easel és a Carbide Create. A legtöbb fa-marógép támogatja a szabványos G-kód kimenetet, de a vásárlás előtt ellenőrizze a vezérlő kompatibilitását.
A műszaki adatok átfordítása valós világbeli teljesítményre
A marógépek műszaki leírásai olyan számokat tartalmaznak, amelyek kontextus nélkül kevéssé beszélnek magukról. Az alábbiakban bemutatjuk, hogyan befolyásolják a kulcsfontosságú műszaki jellemzők a gyakorlati vágási élményt:
- Felbontás vs. pontosság: A felbontás (a legkisebb lehetséges mozgás) akár 0,001 hüvelyk is lehet, de a pontosság (mennyire egyezik meg a vágás a tervezett méretekkel) függ a gépkeret merevségétől, az összeszerelés minőségétől és a kalibrációtól. Egy olcsó gép ellenállhatatlanul jó felbontási értékekkel szolgálhat, mégis kevésbé pontosan vág, mint egy középkategóriás modell, amelynek műszaki adatai hitelesek.
- Gyors elmozdulási sebesség: Milyen gyorsan mozog a hidraulikus kar (gantry) a vágások között. A magasabb sebességek csökkentik a nem vágási időt, de a legtöbb felhasználó számára kevésbé fontosak, mint a vágási teljesítmény.
- Vágási előtolási sebesség: A fúrószerszám anyagban történő haladási sebessége. Ez az anyagtól, a fúrószerszám méretétől és a vágásmélységtől függ – nem csupán a gép teljesítményétől. A körültekintő felhasználók gyakran jobb eredményeket érnek el, ha lassabban működtetik a szerszámot, mint a maximális megengedett sebesség.
Dalton gépgyártási útmutatója szerint a pontosság és az általános precizitás az egyes tengelyeken alkalmazott meghajtási rendszer típusától függ. A léptetőmotorok pontos vezérlést biztosítanak, de korlátozottak a sebesség és a nyomaték tekintetében. A szervomotorok magas pontosságot és zavartalan működést nyújtanak dinamikus feladatokhoz. A mágneses lineáris meghajtások rendkívül magas pontosságot érnek el mechanikai holtjáték nélkül – de prémium áron.
A gyakorlati tanulság? A berendezést inkább a leggyakoribb projektekre kell illeszteni, nem a perifériás esetekre. Egy jól beállított hobbi marógép gyönyörű eredményeket ad a megfelelő anyagokon. A tervezési határokon túli használat frusztrációt okoz – ugyanúgy, mint a ritkán használt képességekért történő túlfizetés.
Miután a router technológiát demisztifikáltuk, a következő szempont azokra a gépekre irányul, amelyeket keményebb anyagok és szűkebb tűrések megmunkálására terveztek – a fém- és precíziós alkalmazásokra kifejlesztett CNC marógépek.
CNC marógépek fém- és precíziós megmunkáláshoz
A fa anyagról a fémre való áttérés nem csupán anyagváltás – teljesen más mérnöki kihívást jelent. A fém megmunkálására tervezett CNC képességekkel rendelkező marógép olyan erőhatások és hőmérsékletek mellett működik, amelyek tönkretennék a lágyabb anyagokhoz készült berendezéseket. Ennek a műszaki igényeknek a megértése segít eldönteni, hogy egy fémfeldolgozásra alkalmas CNC gép megfelel-e alkalmazási területének és költségvetésének.
Mi különbözteti meg azt a asztali marógépet, amely időnként alumíniumot is képes megmunkálni, attól a berendezéstől, amely napi szinten acélt dolgoz fel? A válasz a merevségben, a hőkezelésben és a fémfeldolgozás súlyos igénybevételét kielégítő szerszámozási rendszerekben rejlik.
Fémfeldolgozásra vonatkozó pontossági követelmények
Amikor egy CNC vágószerszám keményített acélba vág, a keletkező erők sokkal nagyobbak, mint fa vagy műanyag esetén. A Jiga CNC tervezési útmutatója szerint az anyagtípus és keménység hatása összetett lehet – a rész, a szerszám vagy más gépfelszerelési tényezők sajátfrekvenciája befolyásolhatja a rezgést, amely zajt (chatter) és pontosságvesztést eredményez.
Ezeket követeli meg a fémfeldolgozás a berendezéseitől:
- Keret szerkezete: A öntöttvas vagy hegesztett acél vázak elnyelik a rezgést, míg az alumínium extrúziós profilok közvetlenül továbbítják azt a megmunkálandó alkatrészre. Ez a merevség fenntartja a méretpontosságot a vágási terhelés alatt is, amely könnyebb szerkezeteknél deformációt okozna.
- Szerszámtengely kialakítása: A fémfeldolgozó szerszámtengelyek lassabban forognak, mint a fára szolgáló marók (általában 5000–15 000 fordulat/perc), de jelentősen nagyobb nyomatékot szolgáltatnak. A magasabb nyomaték megakadályozza a szerszám leállását, ha a vágószerszám kemény régiókba ütközik vagy nagy mélységben vág.
- Hűtőfolyadék-rendszerek: A Pattison CNC marás-útmutatója a CNC marás során hűtőfolyadékokra van szükség, amelyek lehűtik a vágás közben keletkező hőt. Ezek egyúttal kenőanyagként is szolgálnak, csökkentik a súrlódást, megnövelik a szerszám élettartamát és javítják a megmunkált alkatrész felületi minőségét.
- Forgácseltávolítás: A fémforgácsok élesek és forrók. A professzionális gépek forgácseltávolító rendszert, hűtőfolyadék-mosó rendszert és burkolatot tartalmaznak, amelyek kezelik a forgácsot, mielőtt az kárt okozna a lineáris sínben vagy a munkadarab körül felhalmozódna.
Asztali CNC marógépek is elérhetők hobbi célra, például alkalmi alumíniummegmunkáláshoz. A Taig Tools azonban hangsúlyozza, hogy a merevség a gép képessége arra, hogy ellenálljon a deformációnak vagy rezgésnek a vágás során – ez közvetlenül összefügg a végső alkatrész pontosságával és felületi minőségével. Fémvágásnál soha ne engedjük le ezt a követelményt.
A tűrések és pontossági specifikációk megértése
A műszaki adatlapon olyan kifejezések szerepelnek, mint a „ismételhetőség” és a „tűrés”, de nem magyarázzák el, mit jelentenek ezek a gyakorlatban előállított alkatrészekre nézve. Szüntessük meg e számok rejtélyességét, hogy tisztességesen tudjuk értékelni a berendezéseket.
Az ipari szabványok szerint a CNC marás általában nagyon kritikus iparágakban alkalmazott eljárás, ahol a tipikus tűréshatárok -0,001 és +0,005 hüvelyk között mozognak. De mit jelent ez gyakorlati szempontból?
- Tolerancia: A megkívánt mérettől elfogadható eltérés. Egy ±0,001 hüvelykes tűrés azt jelenti, hogy egy 1,000 hüvelykes méret 0,999–1,001 hüvelyk közötti értéket is felvehet, és mégis átmegy az ellenőrzésen. A szigorúbb tűrések drágábbak, mert lassabb előtolási sebességet, finomabb szerszámokat és gondosabb beállítást igényelnek.
- Ismételhetőség: Mennyire konzisztensen tér vissza a gép ugyanarra a pozícióra. A Taig vásárlói útmutatója szerint gyártási vagy összetett alkatrészek esetén gyakran fontosabb a kiváló ismételhetőség, mint az abszolút pontosság, mivel a korrekciós érték beállítható. Egy ±0,0005 hüvelykes ismételhetőséggel rendelkező gép azonos alkatrészeket állít elő, még ha mindegyik kissé eltér is a célponttól – elegendő egyszer beállítani a korrekciót.
- Felbontás: A gép által végrehajtható legkisebb mozgás. A magas felbontás nem garantálja a pontosságot, ha a váz deformálódik vagy a komponensek kopnak. Tekintsük a felbontást potenciális pontosságként, nem pedig garanciált teljesítményként.
- Felületkezelés: Ra (átlagos érdesség) vagy RMS-értékekben mérve. A CNC marás megfelelő szerszámozással és paraméterekkel fémeknél Ra 32-es vagy annál finomabb felületminőséget érhet el. A finomabb felületek lassabb előtolási sebességet, élesebb szerszámokat és néha másodlagos felületkezelési műveleteket igényelnek.
Az anyagtulajdonságok jelentősen befolyásolják az elérhető tűréseket. Pattison tűréstáblázata szerint az alumínium általában ±0,05 mm, a rozsdamentes acél ±0,08 mm, a sárgaréz ±0,05 mm tűrést tart meg, míg a műanyagoknál a hőtágulás és -összehúzódás miatt lazább ±0,15 mm tűrések szükségesek.
Ténylegesen fontos műszaki adatok
Amikor egy CNC vágógépet értékelünk fémmegmunkálási alkalmazásokhoz, a valós világbeli teljesítményre vonatkozó műszaki adatokra kell koncentrálni:
- Szárítóteljesítmény-adatok: A teljesítményt kilowattban vagy lóerőben mérik, és ez határozza meg, milyen erősen tudja végrehajtani a megmunkálást. Egy 2,2 kW-os forgószárú könnyű alumíniummegmunkálásra alkalmas; komoly acélvágáshoz 5 kW vagy több szükséges. A Taig útmutatója szerint a forgószárú határozza meg, milyen anyagokat tud megmunkálni, és milyen gyorsan.
- Tengelyirányú utazási méretek: Határozza meg a legnagyobb alkatrész méretét. Ne feledje, hogy a rögzítő- és befogóeszközök is elfoglalnak egy részt ebből a térbeli korlátozásból – egy 12 hüvelykes × 12 hüvelykes utazási távolság nem jelenti azt, hogy 12 hüvelykes × 12 hüvelykes alkatrészeket tud megmunkálni.
- Golyós menetes orsók és menetes orsók összehasonlítása: A golyós menetes orsók pontosabbak és hosszabb ideig tartanak fémfeldolgozási terhelés mellett. A menetes orsók hobbi célú alkalmazásokhoz megfelelőek, de gyorsabban kopnak, és idővel játszadozás (backlash) alakulhat ki bennük.
- Lineáris sínek minősége: A keményített acél sínek előfeszített csapágyakkal évekig fenntartják a pontosságot. Olcsóbb rúd- és csapágyrendszerek kopás közben megakadhatnak vagy játszadozást fejleszthetnek.
A Jiga tervezési útmutató hangsúlyozza, hogy a minimális falvastagságok meghatározása fémes alkatrészek esetén gondos megítélést igényel – általános szabályként a minimális falvastagságnak 0,8 mm-nek kell lennie fémes anyagoknál. A vékonyabb falak drágábbak, mivel jelentősen növelik a rezgés (chatter) kockázatát, így a pontosság megőrzése érdekében lassabb előtolási sebességet és sekélyebb vágásokat kell alkalmazni.
Kezdőknek, akik éppen felfedezik a fémes megmunkálást, ajánlott az alumíniummal és óvatos paraméterekkel kezdeni. Ahogy tapasztalatot szereznek a forgácsképződés értelmezésében, a rezgés (chatter) hallgatásában és a szerszámkopás mintázatainak megértésében, fokozatosan áttérhetnek keményebb anyagokra és szigorúbb tűrések alkalmazására. A gép fontos, de legalább ilyen fontos az operátor képessége is, hogy a berendezésből a lehető legnagyobb pontosságot hozza ki.
Miután tisztázódtak a pontossági követelmények, a következő gyakorlati szempont a beruházás – meg kell érteni, milyen tényezők befolyásolják a CNC-gépek árát, és ki kell számítani a tényleges tulajdonlási költségeket a kezdeti vételár fölött.

CNC-gépek árazása és beruházási szempontok
Tehát már azonosította a megfelelő géptípust és méretet a projekteihez — most jön az a kérdés, amit mindenki elsőként tesz fel, de utoljára kellene megválaszolni: mennyibe kerül egy CNC-gép? A őszinte válasz több száz dollártól több százezer dollárig terjed, attól függően, hogy milyen funkciókra van ténylegesen szüksége, és milyen jellemzők hangzanak csábítónak a műszaki adatlapokon.
Annak megértése, mi okozza ezeket az árkülönbségeket, segít reális költségvetést készíteni, és elkerülni két gyakori hibát: túlfizetést olyan funkciókért, amelyeket soha nem fog használni, illetve olyan berendezés megvásárlását, amely nem képes kezelni a tervezett alkalmazásait.
Bevezető szintű befektetési szempontok
Mi különbözteti meg az olcsó CNC-gépet attól a berendezéstől, amely tízszer annyiba kerül? Szerint Onefinity CNC árlistája , öt tényező határozza meg leginkább az árkülönbségeket:
- Méret és munkaterület: Egyszerűen fogalmazva: a nagyobb gépek drágábbak. Egy asztali egység, amelynek vágófelülete 8"×8", csak egy tört részét teszi ki annak az árnak, amelyet egy teljes méretű, 4 láb × 8 láb (kb. 122 × 244 cm) munkaasztalú gép igényel. Gondosan mérlegelje tényleges projektjeinek igényeit – nincs értelme olyan vágókapacitásért fizetni, amelyet soha nem használ fel.
- Keretkonstrukció és anyagok: A hobbi célra szolgáló gépek általában alumínium kereteket és könnyebb alkatrészeket használnak. A professzionális gépek acélkeretekből készülnek, golyós menetes orsókkal és lineáris vezetékekkel, amelyek ellenállnak a keményebb anyagok vágásának, és több ezer üzemóra során is megőrzik pontosságukat.
- Mozgási rendszerek: A bejárat-szintű berendezések léptetőmotorokat alkalmaznak szíjhajtásos vagy menetes orsós meghajtással. Az ipari gépek szervomotorokat használnak golyós menetes orsókkal vagy fogaskerekes hajtással, amelyek terhelés alatt is gyorsabb és pontosabb mozgást biztosítanak.
- Vezérlőelektronika: Az alapvető vezérlők egyszerű G-kódot futtatnak korlátozott funkciókkal. A fejlett vezérlők eszközkompenzációt, előre programozott ciklusokat („canned cycles”) és többtengelyes koordinációt kínálnak – ezekhez bonyolultabb (és drágább) hardver szükséges.
- Márka hírnev: A megbízható gyártók által kínált termékek általában magasabb áron kerülnek forgalomba, de gyakran jobb megbízhatóságot és ügyfélszolgálati támogatást nyújtanak. Ugyanebből a forrásból az is kiderül, hogy a megbízható márkákba történő befektetés tízszeres megtérülést hozhat, ha működtetési tanácsadásra vagy jövőbeni javításokra van szükség.
Azok számára, akik költségvetési kategóriában keresnek eladó CNC gépet, a megbízható gyártók asztali CNC marógépei általában alapmodell esetén 300–500 USD-tól, míg képzett hobbihasználatra alkalmas gépek esetén 1500–2000 USD-ig terjednek. Szerint Lunyee CNC 2025-ös költségvetési útmutatója , a mai legjobb költségvetési CNC marógép-opciók professzionális eredményeket nyújtanak, amelyek tíz évvel ezelőtt tízezres dolláros összeget igényeltek volna.
Árkategóriák a funkciók szintje szerint
A CNC felszerelések ára drámaian eltér az előre látható felhasználási céluktól függően. Az alábbiakban a hivatkozott adatok tükrözik a jelenlegi piaci árakat:
| Kategória | Tipikus Árkeret | Mit várhat szertől | Legjobban alkalmas |
|---|---|---|---|
| Bevezető szintű asztali modell | 300–800 USD | Munkaterület kb. 300×180 mm, 300 W-os marófej, alumínium váz, alapvető vezérlők | Tanulás, kis méretű kézműves munkák, PCB-prototípusok készítése |
| Hobbikészülék / Fogyasztói szakfelhasználói készülék | 1500–3000 USD | Nagyobb munkaterületek (legfeljebb 32"×32"), javított merevség, erősebb orsók | Komolyabb hobbielőállítók, kis méretű táblák, egyedi alkatrészek |
| Középkategóriás szakember | 3000–5000 USD | 48"×48"-es feldolgozási kapacitás, nehézüzemű kivitel, jobb pontosság és ismételhetőség | Kisvállalkozások, gyártási feladatok, keményebb anyagok |
| Ipari bevezető kategória | 10 000–50 000 USD | Teljes lemezformátumú feldolgozás, acélvázak, automatikus szerszámcserélők, fejlett vezérlőrendszerek | Kereskedelmi gyártás, bútorüzletek, táblacégek |
| Ipari termelés | $50 000 - $500 000+ | Extrém pontosság, folyamatos üzemelési képesség, többtengelyes konfigurációk | Gyártóüzemek, űrkutatási és légiipari szektor, autóipar |
A SendCutSend költségelemzése szerint minden ezredinchnyi pontosság különbség 10 000–100 000 USD-os gépköltség-különbséget jelenthet. Az olcsó hobbi gépek általában ±0,010 hüvelyk (vagy annál jobb) pontossággal működnek, ami a legtöbb garázs-műhely alkalmazásra megfelelő. A ±0,0003 hüvelyk (vagy annál jobb) pontosságot elérő berendezésekért jelentősen magasabb árat kell fizetni.
Tulajdonlási teljes költség – a vételár fölé
Ez az, ami sok vevőt váratlanul ér: a CNC-gép számlán feltüntetett ára csupán része a tényleges befektetésnek. Az Onefinity részletes útmutatója szerint a költségvetés elkészítésekor számítsa be az alábbi további kiadásokat:
Szerszámok és kiegészítők: A kezdeti vágószerszámok és kiegészítők beszerzése 300–1500+ dollárba vagy akár többe is kerülhet, gépe és alkalmazási területei függvényében. A vágófejek és marófejek kopnak, és idővel cserére szorulnak – ezek a folyamatos költségek hosszú távon jelentős összeget tesznek ki.
Szoftverberuházások: Bár egyes gépek alapvető szoftvert is tartalmaznak, a professzionális CAD/CAM programok éves díja néhány száz dollártól akár több ezer dollárig is terjedhet. Számos gyártó előfizetéses modellt kínál, amely hosszú távon kedvezményt nyújt a saját szoftvereire.
Karbantartási igények: Tervezzen rendszeres kenést, szíjcsereket és időszakos kalibrációt. Termelési környezetben használt fejlett gépek esetén a forgófejek újraépítésére néhány évenként szükség lehet. A szerint SendCutSend szintén figyelembe kell venni a gép kezelőinek foglalkoztatásának költségét, az alapanyagok és tárolás költségeit, valamint a karbantartási igényeket – mindezek a működés méretétől függően százas vagy akár ezerdolláros összegek lehetnek.
Infrastrukturális költségek: Az ipari gépek speciális villamos telepítést igényelhetnek, ami potenciálisan 500–2000 USD-t adhat a beállítási költségekhez. A portartó rendszerek, burkolatok és szellőztetés további beruházásokat jelentenek, amelyekről a hivatkozott anyagok szerint a költség 500–10 000 USD között mozoghat a követelményektől függően.
Választható feljavítások, amelyek értéket adnak:
- Automatikus szerszámcserélők: 1000–3000 USD bejáratias szinten, 5000–30 000 USD ipari rendszerek esetén
- Vákuumos rögzítőrendszerek: 500–2000 USD alap szinten, 2000–10 000 USD professzionális kialakítások esetén
- 4. tengelyes forgó tartozékok: 1000–3000 USD hobbi szinten, 5000–50 000 USD professzionális egységek esetén
- Biztonsági burkolatok: 300–1500 USD alap szinten, 2000–10 000 USD professzionális rendszerek esetén
Okos befektetési döntések meghozatala
Amikor eldönti, hogy vásároljon-e gépet, vagy inkább akciós CNC gépet keres, vegye figyelembe SendCutSend elemzésének valóságalapú megállapításait: ha magánszemély vagy kisvállalkozás, előfordulhat, hogy a CNC megmunkálási feladatok gyártóhoz történő kiszervezése gazdaságosabb megoldást jelent, mint egy gép belső beszerzése.
Egyfinity ROI-elemzése szerint a CNC gépek gyorsan megtérülhetik az árukat a következők révén:
- Állandó minőség: Minden alkatrész azonos minőségű – ezt a kézi szerszámok egyszerűen nem tudják biztosítani
- Anyaghatékonyság: A CNC beillesztési szoftver 30–50%-kal csökkentheti az anyagveszteséget a kézi vágáshoz képest
- Munkaerő-megtakarítás: Miután programozták, a CNC gép önállóan működik, így más feladatokra is szabadíthatja fel magát
- Termelési sebesség: Amire kézzel napok kellenek, azt gyakran órák alatt elvégezheti
Számos kisvállalkozás jelentette, hogy a CNC berendezésre történő befektetését 6–18 hónapon belül megtérítették a növekedett termelési kapacitás és az új termékcsaládok bevezetése révén. A kulcs a költségvetési CNC gépvásárlás és a valósághoz igazított bevételi várakozások összehangolása, nem pedig az álmokban élő projektek listájának követése.
Azok számára, akik használt berendezéseket fontolgatnak, a SendCutSend megjegyzi, hogy a használt gépek vásárlása jelentős összeget takaríthat meg olyan gépek esetében, amelyek ára 10 000 dollárnál is több. Azonban alaposan ellenőrizze a kopott menetes orsókat, a sérült elektronikai egységeket és a keretproblémákat. Kérjen bemutató vágásokat, és ellenőrizze a karbantartási előzményeket, mielőtt döntést hozna.
Miután tisztázódtak a befektetési szempontok, a következő gyakorlati kérdés az eszközök zavartalan működésének biztosítása – azaz a karbantartási rutinok és az üzemeltetési gyakorlatok, amelyek védelmet nyújtanak a befektetésének, és hosszú távon fenntartják a pontosságot.

CNC-gépe karbantartása hosszú távú teljesítmény érdekében
Berendezési eszközöket vásárolt, amelyek pontosságot és megbízhatóságot ígérnek – de itt van az, amit a legtöbb vevő kemény úton tanul meg: a pontosság csökken, ha nem történik folyamatos karbantartás. A WorkTrek karbantartási kutatása szerint az elmúlt három évben a vállalatok 82%-a tapasztalt tervezetlen leállást, és az átlagos gyártó évente átlagosan 800 órányi berendezésleállást él meg.
A jó hír? A legtöbb meghibásodás megelőzhető. Egy megfelelően karbantartott gép évekig pontos vágásokat biztosít, míg a figyelmen kívül hagyott berendezés eltér a megengedett tűréshatároktól, rejtélyes problémákat fejleszt ki, és végül a legrosszabb időpontban meghibásodik. Nézzük át azokat a karbantartási rutinokat, amelyek elkülönítik a jól működő műhelyeket azoktól, amelyek folyamatosan hibaelhárítással foglalkoznak.
Napi és heti karbantartási rutinok
Tekintsük a napi karbantartást egy 10–15 perces befektetésnek, amely óráknyi leállásidőt megelőz. A SainSmart karbantartási útmutatója szerint ezeknek a rutinoknak a követése tartja gépét optimális állapotban:
Minden munkamenet előtt:
- Lineáris sínek tisztítása: Törölje le a látható síneket egy tiszta, száraz ruhával a por és szennyeződések eltávolításához. Fémeket vágó gépek esetén győződjön meg róla, hogy a vezetőfelületeken nem halmozódtak fel forgácsok.
- Kenés ellenőrzése: Az automatikus kenőrendszer olajszintjének ellenőrzése: Győződjön meg arról, hogy az automatikus kenőrendszer megfelelő mennyiségű olajjal rendelkezik. Ha gépe manuális kenőpontokat használ, alkalmazza a zsírt a karbantartási terv szerint.
- Hűtőfolyadék-ellenőrzés: Ellenőrizze a szinteket, és használjon refraktométert a koncentráció ellenőrzéséhez. Szükség esetén töltsön fel — a megfelelő hűtőfolyadék-koncentráció fenntartja a vágási teljesítményt, és megakadályozza a korróziót
- Vészhelyzeti leállítás tesztje: Győződjön meg arról, hogy minden vészhelyzeti leállító funkcionál megfelelően, mielőtt bármilyen programot futtatna
Minden munkamenet után:
- Tisztítsa meg a gép felületeit a forgácsok és a hűtőfolyadék-maradékok eltávolítására
- Ürítse ki a forgácsgyűjtő edényeket a szállítószalag problémáinak megelőzésére
- Dokumentálja karbantartási naplójában az esetleges rendellenes hangokat, viselkedéseket vagy egyéb problémákat
Hetente elvégzendő karbantartási feladatok:
- Golyósorsó ellenőrzése: Vizsgálja meg a golyósorsókat kopás, szennyeződés vagy kenési problémák jelei után. Ezek a precíziós alkatrészek mozgást továbbítanak a vágófejének — a minőségromlás közvetlenül befolyásolja a pontosságot
- Szabályozó doboz tisztítása: A FoxAlien karbantartási ajánlásai , heti por- és forgácseltávolítást végezzen a vezérlőegység tisztaságának megőrzése érdekében. A lerakódott por károsíthatja az alaplapot, a meghajtó chipeket és a csatlakozófelületeket
- Szerszámtartó karbantartása: Figyelje az idegen hangokat, valamint az erős rezgést vagy túlmelegedést. A szerszámtartó problémái ritkán jelentik magukat időben, általában csak akkor, amikor már késő
- Kábelvizsgálat: Ellenőrizze a mozgó csuklókat érintkezési hiba, leválás vagy rövidzárlat kockázata miatt
A gép élettartamának meghosszabbítása megfelelő gondozással
A rutinkarbantartáson túl a működtetési gyakorlatok is jelentősen befolyásolják a berendezés élettartamát. A SainSmart legjobb gyakorlatok útmutatója szerint vegye figyelembe az alábbi tényezőket:
Kenési ütemterv használat szerint:
- Intenzív használatú gépek: Kenőanyag felvitelére kerüljön sor a lineáris sínre és a golyósorsókra minden 1–2 hónapban
- Kevésbé intenzív használatú gépek: Kenőanyag felvitelére kerüljön sor minden 3–4 hónapban
- Használjon többfunkciós kenőanyagokat megbízható márkáktól, és kerülje a túlkenést – a felesleges zsír porfelhalmozódást okoz
Működtetési ajánlott gyakorlatok:
- Megfelelő munkadarab-rögzítés: Rögzítse biztonságosan a munkadarabokat, hogy megakadályozza a mozgásukat vágás közben. A lazán rögzített anyag esetén törhetnek a szerszámok, megsérülhetnek a munkadarabok, és károsodhatnak a gép alkatrészei
- Megfelelő előtolási sebességek: A SainSmart szerint kerülje a gép túlterhelését – túlzottan agresszív szerszámpályák korai kopást és károsodást okoznak
- Szerszám kiválasztása és figyelése: Rendszeresen ellenőrizze a vágószerszámok kopását, és cserélje ki őket, mielőtt meghibásodnának vágás közben. A tompa szerszámok növelik a vágóerőt és terhelik a gép alkatrészeit
Szoftver- és pályatervezési optimalizáció:
A CNC-szoftver fontos szerepet játszik a gép egészségi állapotában. Olyan programok – például a VCarve Pro és hasonló CAM-csomagok – optimalizált vágópályákat hozhatnak létre, amelyek minimalizálják a gép terhelését. Rendszeresen frissítse CAM-szoftverét, és optimalizált G-kódot használjon a szerszámkopás és az alkatrészterhelés csökkentésére.
Havi ellenőrzési lista:
- Ellenőrizze az összes csavar meghúzását – a műhely rezgéseinek hatására a kapcsolatok természetes módon lazaodnak idővel
- Ellenőrizze az elektromos csatlakozásokat korrózió, elszíneződés vagy túlmelegedés jelei után
- Győződjön meg arról, hogy a határolókapcsolók megfelelően működnek
- Alaposan tisztítsa meg a belső alkatrészeket, különös tekintettel azokra a területekre, ahol a keményacél alkatrészek – például sínek és csavarok – szennyeződést gyűjtenek
A CNC-felszerelések karbantartásához szükséges elköteleződés nem túlzottan terhelő — inkább folyamatos. Napi tíz perc, heti egy óra és időszakos alapos tisztítási munkák összessége olyan gépeket eredményeznek, amelyek évekig, nem pedig hónapokig tartják meg pontosságukat. Ez a proaktív megközelítés jóval olcsóbb, mint a vészhelyzeti javítások, és megelőzi azt a termelési káoszt, amely váratlan meghibásodások után következik be.
Miután megtörtént a karbantartás alapelveinek meghatározása, az utolsó lépés ennek az egész tudásnak a gyakorlatba való átültetése – az Ön konkrét gyártási céljaihoz legmegfelelőbb út kiválasztása.
Lépjen tovább a CNC-gyártásban
Átjárta a CNC-technológia alapjait, megismerte a CNC-maróktól kezdve a precíziós marógépekig terjedő gépkategóriákat, és átgondolta mindent: a munkaterületre vonatkozó követelményektől kezdve a teljes tulajdonlási költségekig. Most jön a gyakorlati kérdés: mit is kezd mindezzel a tudással?
Az előre haladás útja teljes mértékben attól függ, hogy milyen konkrét helyzetben van – milyenek a projektjének követelményei, milyen erőforrások állnak rendelkezésére, és milyenek a hosszú távú gyártási céljai. Akár egy hobbi szintű felhasználó, aki éppen első gépét kívánja megvenni, akár egy vállalkozó, aki termékötleteit teszteli, akár egy vállalkozás tulajdonosa, aki gyártási lehetőségeket értékel, az alábbi döntési keret segít áttérni a kutatásról a cselekvésre.
A géptípus megfeleltetése a célokhoz
A tőkebefektetés vagy szerződések aláírása előtt járja be ezt a döntési útvonalat, amely összekapcsolja profilját a leggyakorlatiasabb következő lépéssel:
- Határozza meg fő alkalmazási területét: Fárból készülő projekteket és táblákat készít? Ekkor egy CNC marógép felel meg igényeinek. Fém prototípusokat gyárt? Akkor maróberendezésekre van szüksége. Hengeres alkatrészeket állít elő? A forgácsoló esztergák a megoldás. A gépkategóriának egyeznie kell a domináns anyaggal és az alkatrész geometriájával.
- Értékelje őszintén gyártási volumenét: Egyedi projektek és tanulási gyakorlatok indokolják az asztali berendezések beszerzését. A rendszeres, kis tételben történő gyártás esetén középkategóriás gépek szükségesek, amelyek jobb merevséggel és megbízhatósággal rendelkeznek. A Noble-X elemzése szerint a külső megbízás lehetővé teszi a vállalkozások számára, hogy működésüket igazítsák saját igényeikhez – legyen szó egyetlen prototípusról vagy nagyobb sorozatgyártásról.
- Számítsa ki valós költségvetését: Ne feledje, hogy a vásárlási ár csupán része a befektetésének. Vegye figyelembe a szerszámokat, a szoftvereket, a munkaterület módosításait és a folyamatos karbantartást. Egy 3000 dolláros gép előkészítése – például a támogató felszerelés és infrastruktúra beszerzése – akár 1500 dollárt is igényelhet, mielőtt első alkatrészt vágnának vele.
- Értékelje a tanulási görbe toleranciáját: A CNC-eszközök hatékony kezelése szakértelem fejlesztést igényel. Egy CNC-gépkezelőnek ismernie kell a szerszámokat, a megmunkálási paramétereket (előtolás és fordulatszám), a munkadarab rögzítését és a hibaelhárítást. A YCM Alliance vásárlói útmutatója szerint átfogó képzés és megbízható műszaki támogatás döntő különbséget jelenthet a termelékeny működés és a költséges frusztráció között.
- Vegye figyelembe a gyártási időkereteket: Az eszközök beszerzése hónapokig tartó tanulási folyamatot jelent, amíg folyamatosan minőségi alkatrészeket tud gyártani. A kiszervezés során már akkor kap kész alkatrészeket, amikor éppen egy új gépet csomagol ki. Igazítsa meg megközelítését a projekt határidejéhez.
Akik a faipari CNC-gépek kategóriáját vizsgálják, ne feledjék: a keret merevsége, a marófej teljesítménye és a megmunkálási tér mérete fontosabbak, mint a lenyűgöző műszaki adatok. Egy jól kiválasztott kisebb gép jobban teljesít, mint egy túlzottan nagy méretű egység, amelyet nem tud megfelelően kihasználni.
Szakmai gyártási partnerek
Itt egy olyan valóság, amely sok újoncot meglep a CNC-gyártás területén: a berendezések beszerzése nem mindig a legokosabb út a fejlődés érdekében. A külső szolgáltatások előnyeiről készült iparági kutatások szerint a professzionális gépi megmunkálási partnerek jelentős előnyöket kínálnak:
- Költséghatékonyság: A vállalkozások elkerülik a saját üzem fenntartásával járó költségeket, ideértve a gépek és berendezések karbantartását, a személyzet képzését és az általános költségeket
- Szakértelem elérése: A szakmai műhelyek tapasztalt, CNC-megmunkálásban specializálódott technikusokat fogadnak fel, így biztosítva a magas minőségű és pontos eredményeket
- Gyorsabb visszafordulás: A megbízhatóan működő létesítmények rendelkeznek legmodernebb technológiával és állami színvonalon lévő felszerelésekkel, amelyek lehetővé teszik a hatékony projektelvégzést és a szigorú határidők betartását
- Minőségbiztosítás: A szakmai műhelyek fejlett ellenőrző eszközöket és szigorú minőségellenőrzési eljárásokat alkalmaznak, amelyek túlhaladják a tipikus belső képességeket
- Skálázhatóság: A partnerek rugalmasan alkalmazkodnak a termelési mennyiségek változásához, így költséghatékony megoldásokat nyújtanak bármekkora méretű projektekhez
Amikor CNC megmunkálást keresek a közelben, vagy CNC szervizeket kutatok a közelben, előnyösen válasszunk olyan szállítókat, akik rendelkeznek az adott iparágra vonatkozó tanúsítványokkal. A gyártási együttműködési irányelvek szerint az ISO 9001, az IATF 16949 és az AS9100D tanúsítványok azt mutatják, hogy a vállalat elkötelezett a többipari minőségi szabványok betartása iránt – ezek a tanúsítványok egy folyamatos fejlődésre épülő kultúrát tükröznek, amely minimálisra csökkenti a kritikus projektek kockázatait.
Különösen az autóipari és a precíziós alkatrészek alkalmazásaihoz Shaoyi Metal Technology iATF 16949 tanúsítvánnyal rendelkező CNC megmunkálási szolgáltatásokat kínál, amelyeket igényes tűrések teljesítésére terveztek. Üzemük képes gyors prototípusgyártástól a tömeggyártásig terjedő széles skálájú megoldások nyújtására, és a megfelelő projektek esetében vezetési időként már egy munkanap is elérhető. Akár összetett alvázegységekre, akár egyedi fémbélésre van szüksége, statisztikai folyamatszabályozási (SPC) protokolljaik biztosítják a termelési sorozatokon átívelő egyenletes minőséget.
Ez a megközelítés – a professzionális gyártási partnerek bevonása – különösen ésszerű akkor, ha pontos alkatrészekre van szüksége, de nincs tőkéje ipari berendezések beszerzésére, ha a projektek mennyisége váratlanul ingadozik, vagy ha még mindig fejleszti a terveket, amelyek a végső gyártás előtt változhatnak.
A CNC-gyártással kapcsolatos hírek naprakészen tartása
A CNC-ipar folyamatosan fejlődik. A CNC-gyártással kapcsolatos hírek követése segít nyomon követni a technológiai fejlesztéseket, az új anyagokra vonatkozó innovációkat és a felmerülő új képességeket, amelyek előnyt jelenthetnek projektek számára. Az iparági szaklapok, a gyártók hírlevelei és a szakmai szervezetek értékes betekintést nyújtanak mind a berendezéseket üzemeltetők, mind azok számára, akik gyártási partnerekkel együttműködve dolgoznak.
Figyelendő kulcsfontosságú területek:
- Az automatizálás fejlődése, amely csökkenti az operátorok beavatkozásának szükségességét
- Új vágószerszám-anyagok és -bevonatok, amelyek meghosszabbítják a szerszám élettartamát
- A CAM-optimalizálással és szimulációval kapcsolatos szoftverfejlesztések
- Hibrid gyártási megközelítések, amelyek ötvözik az additív és szubtraktív folyamatokat
A továbblépésre vonatkozó cselekvési terv
Bármely útvonalat választja is, kerülje el az elemzési bénulást. A legjobb következő lépés a konkrét helyzettől függ:
- Ha hobbi- vagy tanuló szinten működik: Kezdjen egy bejárat-levelű asztali géppel a célkategóriájában. Fogadja el, hogy az első gépe megtanítja Önt arra, hogy valójában mire van szüksége a második gépéhez. Szánjon 1500–3000 USD-t egy képes kezdőberendezésre, beleértve az alapvető szerszámokat.
- Ha egy termékkoncepció érvényesítését végzi: Közösen dolgozzon egy professzionális CNC-szolgáltatóval az első prototípusok elkészítéséhez. Ez a megközelítés gyártási minőségű alkatrészeket biztosít a piaci teszteléshez berendezésbefektetés nélkül. Amint a kereslet állandóvá válik, értékelje újra a saját gyártási kapacitás lehetőségét.
- Ha egy meglévő vállalkozását bővíti: Számítsa ki jelenlegi külső gyártási költségeit a berendezések tulajdonlásának költségeivel szemben három–öt év időszakra. Pontos fémalkatrészek esetében, amelyek autóipari minőségi követelményeknek megfelelő tűréseket igényelnek, tanúsított gyártási partnerek, mint például Shaoyi Metal Technology gyakran jobb értéket nyújtanak, mint a belső működtetés, amíg a mennyiségek nem indokolják a külön készülékek beszerzését.
- Ha azonnali gyártási kapacitásra van szüksége: A kiszervezés a leggyorsabb út a piacra jutáshoz. A prototípustól a gyártásig tartó kutatás szerint a digitális gyártás sebességelőnyöket kínál: a prototípus-készítés 1–3 napot vesz igénybe, a gyártási sorozatok pedig standard anyagok esetén 5–10 napot.
A CNC-gyártás világa ma elérhetőbb, mint valaha. Az asztali gépek számítógéppel vezérelt pontosságot hoznak a házi műhelyekbe. A professzionális szolgáltatások demokratizálják az ipari képességekhez való hozzáférést. És a jelen útmutató segítségével szerzett ismeretei lehetővé teszik, hogy megbízható döntéseket hozzon, ne pedig drága találgatásokra támaszkodjon.
Akár az első próbadarabot vágja egy új marógépen, akár pontossági alkatrészeket kap egy gyártási partnertől, most már érti a technológiát, a kategóriákat és azokat a szempontokat, amelyek elkülönítik a sikeres CNC-projekteket a költséges tanulási folyamatoktól. A következő lépés ön kezében van.
Gyakran ismételt kérdések a CNC-gépekről
1. Mennyibe kerülnek a CNC-gépek?
A CNC-gépek ára drámaian változik a teljesítményüktől és méretüktől függően. A bevezető szintű asztali modellek 300–800 USD között kezdődnek, míg a hobbi szintű gépek 1500–3000 USD-ért kaphatók. A közepes szintű professzionális berendezések 3000–5000 USD-ba kerülnek, az ipari bevezető szintű gépek 10 000–50 000 USD között mozognak, és a teljes termelési szintű berendezések ára meghaladhatja az 500 000 USD-t. Ne feledje, hogy a vásárlási ár csak része a teljes tulajdonlási költségnek – a költségvetés elkészítésekor vegye figyelembe a szerszámokat (300–1500+ USD), a szoftvereket, a karbantartást és az infrastrukturális módosításokat is.
2. Jól keresnek-e a CNC-szakmunkások?
A CNC gépkezelők versenyképes bért keresnek, az iparági adatok szerint az átlagbér az Egyesült Államokban körülbelül 27,43 dollár óránként. A keresetek jelentősen növekednek a tapasztalattal, a szakosított képességekkel és a tanúsításokkal. Az űrkutatási, orvosi eszközök gyártásában vagy az autóipari szektorban dolgozó gépkezelők gyakran magasabb díjakat számíthatnak fel a szektorok pontossági követelményei miatt. A fejlett programozási ismeretek és a többtengelyes gépek kezelése tovább növelheti a kereseti lehetőséget.
3. Szükséges engedély egy CNC gép tulajdonlásához?
A CNC gépek üzemeltetéséhez nem szükséges szövetségi engedély sem személyes, sem üzleti célra. Bizonyos államok vagy városok azonban kereskedelmi működés esetén gépkezelő-képzést vagy biztonsági tanúsítást követelhetnek meg. A pontossági iparágakban – különösen az űrkutatási és az orvostechnikai gyártásban – dolgozó munkaadók gyakran előnyben részesítik, vagy akár kötelezővé is teszik a tanúsított gépkezelők alkalmazását. Az IATF 16949 és az ISO 9001 tanúsítások fontosabbak a CNC-szolgáltatásokat nyújtó vállalkozások számára, mint egyéni géptulajdon esetén.
4. Mi a különbség egy CNC marógép és egy CNC maróközpont között?
A CNC marógépek nagyobb, laposabb munkadarabok és puha anyagok – például fa, műanyag és hab – megmunkálására optimalizáltak, könnyebb vázuk és magasabb orsóforgási sebességük van. A CNC maróközpontok a merevségre helyezik a hangsúlyt a munkaterület helyett, erősebb felépítésük, hatékony orsóik és hűtőrendszerük révén képesek acél, titán és keményített anyagok megmunkálására. Válasszon marógépet lapos anyagok (pl. lemezek) és faipari projektek esetén; maróközpontot akkor válasszon, ha nagy pontosságú fémfeldolgozásra van szükség szoros tűréshatárok mellett.
5. Vásároljak CNC gépet, vagy bízzam ki a megmunkálási feladatokat?
A döntés a gyártási mennyiségétől, a költségvetéstől és az időkerettől függ. A gépek beszerzése ésszerű választás a kézműves szakma elsajátítására törekvő hobbi-alkotók számára, illetve azoknak a vállalkozásoknak, amelyeknek állandó, előrejelezhető megmunkálási igényei vannak. A tanúsított gyártókhoz, például a Shaoyi Metal Technology-hoz történő kiszervezés akkor nyújt előnyöket, ha pontos alkatrészekre van szüksége anélkül, hogy nagyobb tőkebefektetést kellene elvégeznie, ha a termelési mennyiségek ingadoznak, vagy ha autóipari minőségű tűréseket és gyors teljesítési időt igényel. Számos vállalkozás prototípust készít kiszervezéssel, mielőtt saját belső kapacitásba fektetne.