 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

CNC gépek árajánlatának titkai: 8 költségvetési tényező, amelyekről a gyártók nem szólnak

A CNC gépi árajánlatok megértése és miért fontosak
Sosem gondolta volna, mennyibe kerül egy fémdarab elkészítése? A válasz nem olyan egyszerű, mint egy árcédula megnézése. Egy CNC gépi árajánlat sokkal többet jelent, mint egy egyszerű dollárösszeg – ez egy komplex gyártási folyamatot feltáró részletes útmutató , a beszállító képességeit és a projekt megvalósíthatóságát egyetlen dokumentumban.
Így gondoljon rá: amikor árajánlatot kap megmunkált alkatrészekre, valójában egy részletes felosztást lát minden erőforrásról, szakértelemről és munkaóráról, amelyek szükségesek a nyersanyagból készült végleges alkatrész előállításához. Ennek a folyamatnak a megértése nem csupán a megfelelő költségvetés elkészítését segíti – hanem passzív vásárlóból tájékozott tárgyaló félleé alakítja Önt, aki képes azonosítani a költségcsökkentési lehetőségeket, és elkerülni a drága meglepetéseket.
Mit tartalmaz valójában egy CNC árajánlat
Egy professzionális CNC megmunkálási árajánlat jóval többet jelent, mint egy egyszerű CNC gépár felsorolása. A szakértők szerint minél részletesebb az árajánlat, annál jobban képes dönteni. Az alábbiakban a fő összetevőket soroljuk fel, amelyeket elvárhat egy árajánlatban:
- Alkatrészspecifikációk: Méretek, tűrések és geometriai követelmények a 2D rajzokból vagy műszaki rajzokból
- Anyag költségek: Nyersanyagárak, amelyek jelentősen befolyásolhatják a teljes CNC gépköltséget
- Megmunkálási idő: Becsült munkaórák a alkatrész összetettsége, a szerszámváltások és a vágási műveletek alapján
- Befejezési követelmények: Másodlagos műveletek, például felületkezelések, bevonatok vagy gravírozások
- Szállítási idő: Gyártási ütemterv a megrendelés megerősítésétől a szállításig
- Mennyiségi árak: Mennyiség alapú költségfelosztás, amely a skálázási előnyöket mutatja
Miért határozza meg az árajánlat pontossága a projekt sikeres lezárását
Itt van valami, amit a legtöbb üzlet nem mond el előre: a hideg árajánlatok – azaz azok az árajánlatok, amelyeket alapos átvizsgálat vagy részletes műszaki leírás nélkül nyújtanak be – gyakran túllépik a költségvetést és időzítési katasztrófákhoz vezetnek. Amikor egy CNC-gyártási szolgáltató sietve készíti az árajánlatot, általában biztonsági tartalékot épít be, hogy magát védje az ismeretlen változóktól.
Egy részletes, pontos árajánlat több kritikus funkciót is ellát. Először is segít Önnek a teljes projekt költségeinek becslésében és ennek megfelelő költségvetés-készítésben. Másodszor, egyértelmű elvárásokat határoz meg a minőségellenőrzési intézkedésekről és a gyártási folyamatokról. Harmadszor, csökkenti a félreértéseket, mivel biztosítja, hogy minden érintett – a mérnököktől a beszerzési csapatokig – ugyanabból a „játszmafüzetből” dolgozzon.
A vevő előnye az árajánlatok megértésében
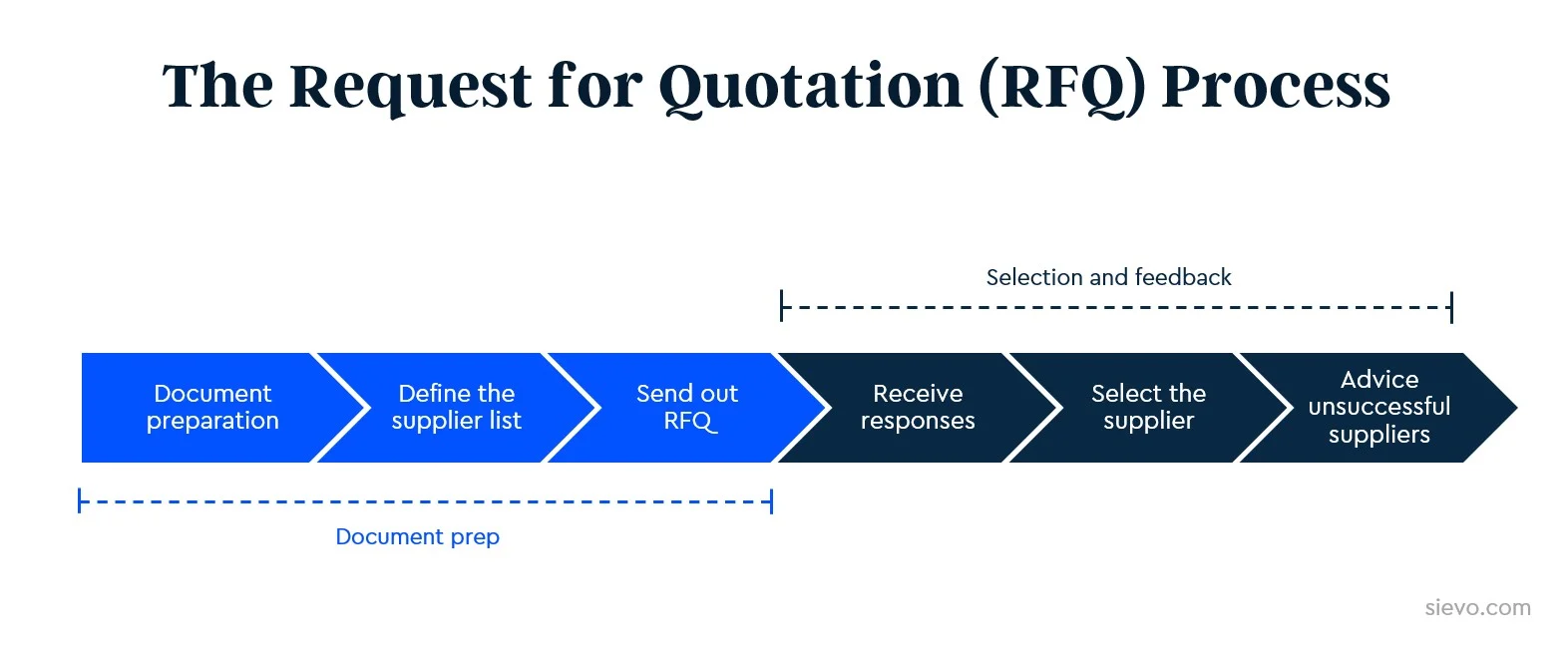
Miért érdemes időt fordítania a árajánlat-kérési folyamat elsajátítására? Mert a tudás közvetlenül erőfölényként jelenik meg. Amikor érti, mi határozza meg az árakat, okosabb döntéseket hozhat a tervezési módosításokról, az anyagválasztásról és a gyártási mennyiségekről még a szállító kiválasztása előtt.
Gondolja meg: a jól előkészített árajánlat-kéréseket (RFQ – Request for Quote) kapó szállítók általában gyorsabban válaszolnak, és versenyképesebb árakat kínálnak. Kevesebb időt töltenek a kérdések tisztázásával, így a pontos számok megadására tudnak koncentrálni. Az eredmény? Olyan árajánlatokat kap, amelyek a tényleges gyártási költségeket tükrözik, nem pedig a bizonytalanságok fedezésére szolgáló túlzott becsléseket.
Ebben az útmutatóban felfedezi azokat a konkrét tényezőket, amelyek minden egyes pozíciót befolyásolnak az árajánlatán – és ami még fontosabb: azt is megtudja, hogyan használhatja ezt a tudást a következő projektje számára kedvezőbb árak, gyorsabb teljesítés és magasabb minőségű megmunkált alkatrészek eléréséhez.
Kulcsfontosságú tényezők, amelyek meghatározzák a CNC megmunkálási árajánlatát
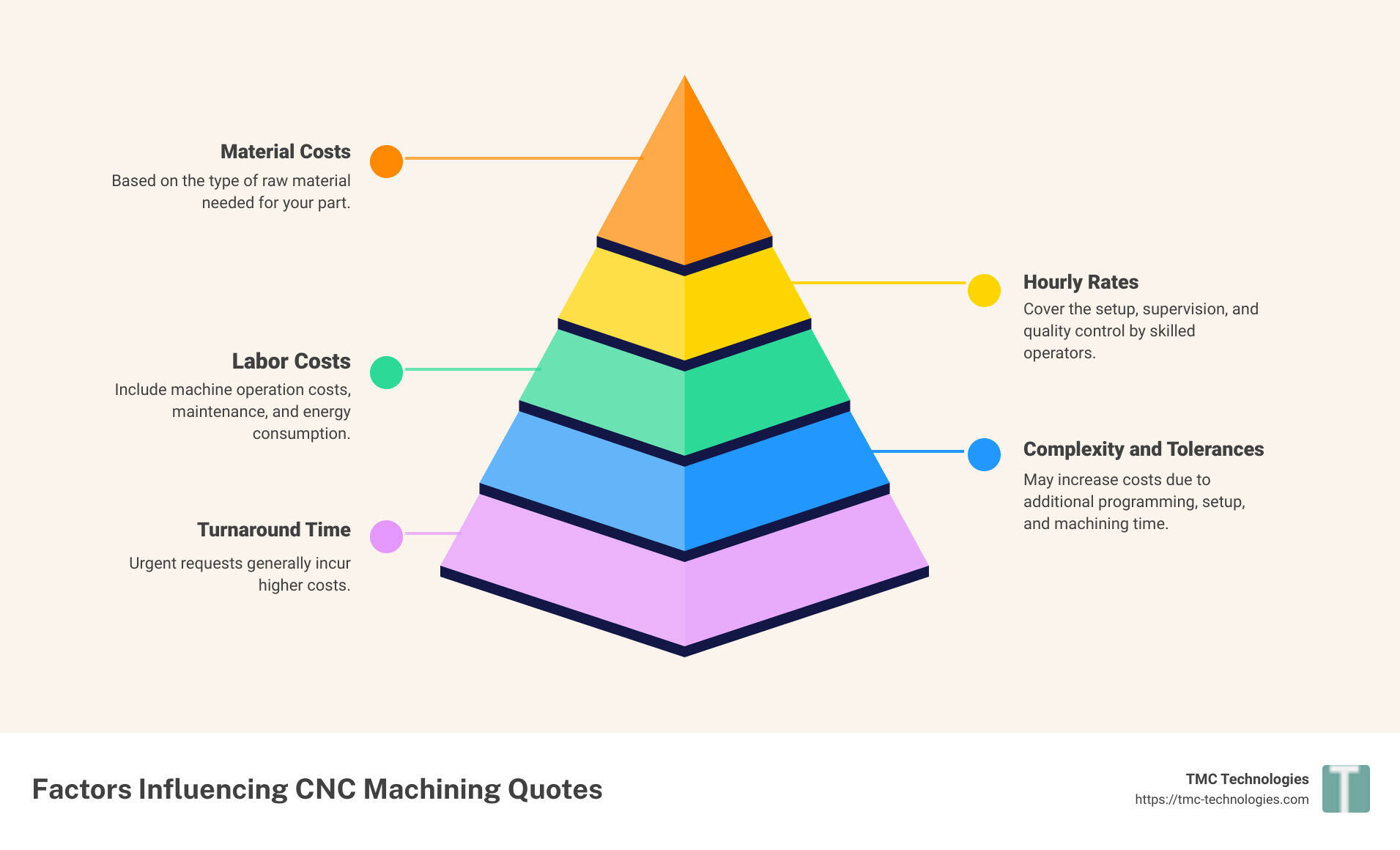
De vajon mi is határozza meg a közvetített árajánlat számait? Az árképzési tényezők megértése hatalmat ad Önnek, hogy stratégiai tervezési és beszerzési döntéseket hozzon . Nézzük meg részletesen azokat a hat fő elemet, amelyeket a gépgyártók a végösszeg kiszámításához használnak – és azt is, hogy mindegyik miért fontosabb, mint azt elsőre gondolnánk.
Anyagválasztás és költséghatás
Az anyagválasztása nemcsak a nyersanyag-költségekre van hatással. A szakmai elemzések szerint az anyagválasztás befolyásolja a vágószerszámok kopását, a megmunkálási sebességet, sőt akár az utómegmunkálási igényeket is – mindezek összeadódnak a végső árajánlatban.
Vegyük példaként az alumínium és a titán különbségét. Az alumíniumot gyorsan lehet megmunkálni szokványos szerszámokkal, és minimális a szerszámkopás. A titán esetében viszont speciális vágószerszámokra, lassabb megmunkálási sebességre és gyakoribb szerszámcserekre van szükség. Az eredmény? Egy titán alkatrész akár három-öt alkalommal is drágább lehet, mint egy azonos alumínium alkatrész.
Itt van egy dolog, amit sok vevő figyelmen kívül hagy: a különleges anyagok, például az acél 316L vagy a speciális műanyagok, mint a poliacetál, eltérő kezelést igényelnek az egész gyártási folyamat során. Ezekhez az anyagokhoz speciális hűtőfolyadékok, külön gépfelszerelések vagy további minőségellenőrzések szükségesek – mindezek tényezők, amelyek növelik az árajánlatot.
Gyakori anyagkategóriák és költségvetési hatásaik:
- Alumínium ötvözetek (6061, 7075): Kiváló megmunkálhatóság, alacsonyabb szerszámkopás, költséghatékony választás a legtöbb alkalmazáshoz
- Rozsdamentes acélok: Keményebb anyagok, amelyek lassabb forgási sebességet és erősebb szerszámokat igényelnek
- Mérnöki műanyagok (delrin, nylon megmunkáláshoz): Lágyabb anyagok, amelyek gyorsan megmunkálhatók, de óvatos hőmérséklet-szabályozást igényelhetnek
- Titán és szuperalapok: Prémium árképzés az anyagköltség és a nehéz megmunkálhatóság miatt
- Speciális lemezek (lexan lemez, akril): Speciális vágási paraméterekre van szükség a repedések vagy olvadás megelőzéséhez
A alkatrész összetettsége hogyan növeli a megmunkálási időt
Képzeljen el két azonos méretű alkatrészt: az egyik egy egyszerű téglalap alakú blokk, a másik belső üregeket, aláhúzásokat és vékony falakat tartalmaz. Bár ugyanakkora alapterületük van, a bonyolultabb alkatrész gyártása CNC marógépen tízszer hosszabb ideig tarthat. Ez az időkülönbség közvetlenül költségnövekedésként jelenik meg.
Az alkatrész bonyolultsága több irányból is hatással van az árra. A gyártási szakértők megjegyzik, hogy a bonyolult geometriák gyakran töbtengelyes gépeket, speciális rögzítőberendezéseket és többszörös szerszámváltást igényelnek – mindegyik további időt és költséget jelent a projektje számára.
A megmunkálási időt jelentősen megnövelő jellemzők a következők:
- Mély zsebek és üregek: Hosszabb szerszámkinyúlást és lassabb vágási sebességet igényelnek a szerszám eltérítésének megelőzése érdekében
- Vékony falak: Körültekintő megmunkálási stratégiákat igényelnek a torzulás elkerülése érdekében
- Éles belső sarkok: ESZK (elektromos szikraforgácsolás) vagy többféle szerszámozási megközelítés alkalmazását tehetik szükségessé
- Alulmaradások: Gyakran öttengelyes megmunkálást vagy egyedi rögzítőberendezéseket igényelnek
- Többszörös beállítások: Minden egyes újrafogásnál a beállítási idő további költséget jelent
A jó hír? A tervek egyszerűsítése – ott, ahol funkcionálisan lehetséges – drámaian csökkentheti árajánlatát. A felesleges funkciók kiküszöbölése, a belső sarkok sugárának növelése, valamint az egyetlen beállítással történő megmunkálásra való tervezés mind olyan stratégiák, amelyek jelentős megtakarítást biztosítanak a teljesítményt nem befolyásolva.
Tűrések megadása és az ár összefüggése
Itt egy titok, amelyet sok gyártó nem szívesen oszt meg: a túlzottan szigorú tűrések megadása az egyik legdrágább hiba, amelyet a vásárlók elkövetnek. A pontos megmunkálással foglalkozó szakértők szerint a legtöbb berendezésen +/– 0,005 hüvelyk (0,127 mm) szabványos tűrések érhetők el minimális költségnövekedéssel. Ha azonban ezt +/– 0,001 hüvelykre (0,0254 mm) szűkíti, akkor a darabköltség kétszeresére is emelkedhet.
Miért ilyen drámai a különbség? A szigorúbb tűrések lassabb vágási sebességet, több ellenőrzési lépést, klímavezérelt környezetet és gyakran speciális mérőeszközöket igényelnek. Minden tűrésmegadás a rajzon időt és erőforrásokat köt meg.
A felületi minőség specifikációi ugyanazt a mintát követik. Egy szokásos gépi megmunkálási felületi minőség nem jár további költséggel az alapárhoz képest, míg egy tükörsima felület akár 30%-kal vagy még többel is növelheti a költségeket a további megmunkálási folyamatok és kézi utómunkák miatt. A Delrin műanyag és hasonló mérnöki anyagok gyakran kiváló felületi minőséget nyújtanak közvetlenül a gép után, így költséghatékony választást jelentenek, ha a megjelenés fontos.
Mennyiség, szállítási határidő és nagyobb mennyiségre vonatkozó kedvezmények
A CNC megmunkálás gazdaságtana a nagyobb mennyiségeket részesíti előnyben. A beállítási költségek – például a programozás, a rögzítőberendezések kialakítása, a szerszámok kiválasztása – viszonylag állandóak, függetlenül attól, hogy 10 vagy 1000 darabot rendel. Ezeket a fix költségeket több egységre elosztva drámaian csökken az egyes darabokra jutó ár.
Az ipari adatok megerősítik, hogy a nagyobb termelési mennyiségek élveznek nagykereskedelmi árakat, és az egyes alkatrészekre jutó költségek jelentősen csökkennek a mennyiség növekedésével. A prototípusgyártás során egy-egy alkatrész ára 50–100 USD lehet, míg ugyanez az alkatrész sorozatgyártásban már 5–15 USD-ra csökkenhet darabonként.
A szállítási határidő sürgősségének hatása éppen ellenkező irányú. A sürgősségi megrendelések túlórákat, gyorsított anyagbeszerzést és ütemezési zavarokat igényelnek – mindezek prémium árképzést vonnak maguk után. Ha előre tervez, és rugalmas határidőket ad meg, a beszállítók számára lehetőséget biztosít, hogy optimalizálják gyártási ütemtervüket, ami gyakran kedvezőbb árakhoz vezet Ön számára.
| Tényező | Alacsony hatású példa | Magas hatású példa | Tipikus költség-hatás |
|---|---|---|---|
| Anyagválasztás | Alumínium 6061 | Titán 5. osztály | az alapár 2–5-szöröse |
| Rész összetettsége | Egyszerű prizmatikus forma | Mély üregek és aláhúzások | a megmunkálási idő 3–10-szerese |
| Tűrési követelmények | ±0,005 hüvelyk (standard) | ±0,001 hüvelyk vagy szigorúbb | 1,5–3-szoros ellenőrzési és megmunkálási költség |
| Felületi minőség | Gyártási állapot (125 Ra) | Tükrös polírozás (8 Ra vagy jobb) | 1,2–2-szeres felületkezelési költség |
| Rendelési mennyiség | 1000+ darabos gyártási sorozat | 1–5 darab prototípus | 5–20-szoros egységköltség-különbség |
| Gyártási idő | szokásos határidő: 4–6 hét | gyorsított rendelés: 3–5 nap | 1,25–2-szeres gyorsítási díj |
Ezeknek a tényezőknek a megértése nem csupán segít az árajánlatok értelmezésében – hozzájárul ahhoz is, hogy okosabban tervezzünk, megfelelően adjunk meg műszaki követelményeket, és tudás alapján tárgyaljunk. A következő szakaszban megtudja, pontosan milyen információkat kell megadnia árajánlat-kérésekor, hogy a lehető legpontosabb árakat kapja.
Alapvető információk pontos árajánlat-kérésekhez
Készen áll egy CNC gép árajánlatának kérésére? Íme a kellemetlen igazság: az Ön által megadott információk minősége közvetlenül meghatározza, milyen gyorsan és pontosan kapja meg az árajánlatot. Minden nap olyan kéréseket kapnak a gépgyártó üzemek, amelyek például így szólnak: „Meg tudja munkálni ezt? Mennyibe kerül?”, és csupán egy fájl van csatolva. Az eredmény? Egy frusztráló e-mail-közvetítés, amely egy 2 órás árajánlatkérést 3 napos levelezési láncra nyújt ki.
A pontossági megmunkálási szolgáltatásokat nyújtó cégek a megállapodási ajánlatok késésének 80%-a abból ered, hogy hiányzik csupán a szükséges információk 20%-a. A jó hír? Egy teljes RFQ-csomag elkészítése nem bonyolult – csupán tudnia kell, milyen információkra van szüksége a beszállítóknak, hogy pontos árajánlatot adjanak.
CAD-fájlformátumok, amelyek leegyszerűsítik az árajánlat-kérési folyamatot
Kezdjük a leggyakoribb hibával: a fájlformátum kiválasztásával. A helytelen fájltípus küldése már a kezdetektől is megakadályozhatja az egész árajánlat-kérési folyamatot.
Ezt kell tudnia: a STEP-fájlok (.step vagy .stp kiterjesztéssel) az iparág szabványa a CNC-gépekhez szükséges árajánlat-kérések esetében. Ezek pontos 3D-geometriát, mérnöki adatokat és pontos méreteket tartalmaznak, amelyekre a megmunkáláshoz szükséges alkatrészek programozásához szükség van. Az STL-fájlok? Ezek háromszögekből álló hálós közelítések – kiválók 3D nyomtatáshoz, de teljesen alkalmatlanok CNC-vágási műveletekhez, amelyek dimenziós pontosságot igényelnek.
Gondoljon bele: szoros tűréseket kérni egy STL-fájl alapján olyan, mintha submilliméteres pontosságot kérne egy kézzel rajzolt vázlat alapján. A fájlformátum egyszerűen nem képes ezt a pontossági szintet reprezentálni.
Ajánlott fájlformátumok hasznosság szerinti rangsorolása:
- STEP (.step, .stp): Első választás—univerzális kompatibilitás, pontos geometria, minden CAM-rendszerrel működik
- Parasolid (.x_t, .x_b): Kiváló összetett felületek és nagyfokú minőségű alkalmazások esetén
- IGES (.igs, .iges): Régebbi szabvány, de a legtöbb gyártóüzem számára továbbra is elfogadható
- PDF rajzok: Elengedhetetlen kiegészítő a GD&T-jelölésekhez és kritikus méretekhez
- Natív CAD fájlok: SolidWorks, Fusion 360 vagy hasonló szoftverek—hasznos, de nem mindig kompatibilis
Szakmai tipp: mindig mellékeljen egy PDF technikai rajzot a 3D modelljéhez. A STEP fájlok nem jelenítik meg a menetes jelöléseket, a tűrések megadását vagy a felületi minőségi követelményeket. Ez a kiegészítő dokumentáció kizárja a találgatást, és gyorsítja az árajánlat elkészítését.
Műszaki specifikációk ellenőrzőlistája pontos árajánlatokhoz
Mi különbözteti meg azt az árajánlat-kérést, amelyre 4 órán belül válaszolnak, attól, amelyre 3 nap telik el? A teljes információ. Az alábbi prioritásos ellenőrzőlista azokat a pontokat tartalmazza, amelyeket a precíziós megmunkálási szolgáltatók ajánlanak RFQ-k (árajánlat-kérés) benyújtásakor:
- CAD-fájl (STEP formátumban): Tiszta geometria felesleges rétegek, blokkok vagy segéd elemek nélkül
- Anyagspecifikáció: Pontos ötvözet és hőkezelési állapot – például „6061-T651 alumínium”, nem csupán „alumínium”
- A következő mennyiség: Jelenlegi megrendelés plusz a jövőbeni mennyiségi potenciál (ez befolyásolja az szerszám- és rögzítőberendezés-döntéseket)
- Tűréshatár-előírások: Általános tűrés értékek, valamint kritikus funkciókra vonatkozó külön megjelölések
- Felületkezelés: Felületi érdesség (Ra) értékek vagy leíró követelmények (pl. gépi megmunkálás utáni állapot, anódolt, polírozott)
- Menetelési részletek: Minden menetes elem mérete, szabványa, osztálya és mélysége
- Másodlagos műveletek: Anódolás, felületi bevonat, hőkezelés vagy egyéb felületkezelési eljárások
- Időbeli elvárások: Konkrét határidő vagy rugalmasságra utaló megjegyzés
- A alkatrész funkciójának kontextusa: A komponens alkalmazási módja és azok a részek, amelyekkel kapcsolatba lép
Speciális anyagok esetén, például a CNC-műanyag szolgáltatásokhoz vagy az akril-CNC megmunkáláshoz használt anyagoknál további specifikációk válnak kritikussá. A műanyagok más vágási paramétereket igényelnek, mint a fémek – az anyag tervezett környezete, hőmérséklet-kitérődése és vegyszerállósága segít a beszállítóknak megfelelő megmunkálási stratégiák kiválasztásában.
Hasonlóképpen a CNC-polikarbonát megmunkálás különös figyelmet igényel a repedések vagy feszültségnyomok megelőzése érdekében. Az ilyen követelmények előzetes kommunikációja megakadályozza a költséges újrafeldolgozást, és biztosítja, hogy alkatrészei megfeleljenek a funkcionális követelményeknek.
Gyakori információhiányok, amelyek késleltetik az árajánlatot
Miért vezetnek a hiányos specifikációk túlzottan magas árajánlatokhoz? Mert a bizonytalanság kockázatot jelent, és a gyártók a kockázatot beépítik árajánlataikba. Amikor a szállítók nem tudják meghatározni a pontos követelményeket, biztonsági tartalékot („kontingenciapótlékot”) adnak hozzá, hogy védelmet nyújtsanak maguknak az ismeretlen változókkal szemben.
A szakmai szakértők megerősítik, hogy a tapasztalt CNC-műhelyek csapatai az árajánlatok elkészítése előtt átnézik a dokumentációs csomagokat ellentmondások, szűk tűréshatárok, aggodalmak és folyamattechnikai kihívások szempontjából. A hiányzó információk további átnézési ciklusokat indítanak el, és gyakran konzervatív (magasabb) árazáshoz vezetnek.
A CNC-prototípusok árajánlatának késleltetését leggyakrabban okozó információhiányok a következők:
- Pontatlan anyagmeghatározás: "Rozsdamentes acél" lehet például 304-es, 316-os vagy 17-4 PH típusú – mindegyik drámaian eltérő költséggel és megmunkálhatósággal rendelkezik
- Hiányzó menetjelölések: A menetméretek nem láthatók a STEP fájlokban, és külön meg kell őket határozni dokumentációban
- Nem egyértelmű a tűrés szándéka: A szigorú tűrések mindenütt való megadása bizonytalanságra utal, és feleslegesen növeli a költségeket
- Meghatározatlan felületi minőségi követelmények: a „polírozott” kifejezés különböző emberek számára eltérő dolgot jelent – az Ra-értékek megszüntetik a bizonytalanságot
- Rejtett másodlagos műveletek: Az árajánlat kézhezvétele után anódizálás vagy felületkezelés kérése teljes újraértékelést igényel
Vegyük figyelembe e két gyakorlati példát ugyanarra a alkatrészkére adott árajánlat-kérésre:
„Gyártani tudja ezt az alumínium tartóelemet? Mennyibe kerül?”
Ellenben:
"Árajánlat motoradapter tartóelemre: 6061-T651 alumínium, 1 darab prototípus azonnal, 50 darabos gyártási sor Q2-ben, általános tűréshatár ±0,005 hüvelyk, a rögzítőfuratoknál ±0,002 hüvelyk, fekete II. típusú anódolt felület, (4×) 10–32 menet, 0,375 hüvelyk mélyen. A prototípusra március 15-ig szükség van illesztésellenőrzéshez. STEP fájl és GD&T-vel ellátott PDF csatolva."
Az első kérés több követő e-mailt eredményez. A második esetben az árajánlat ugyanazon a napon elkészül, anélkül, hogy bármilyen visszajelzésre lenne szükség. Fontosabb még, hogy a második árajánlat pontosabb lesz, mivel a beszállító nem épít be bizonytalanságokra való tartalékot.
Egy teljes RFQ-csomag elkészítése 15 percet vesz igénybe, de ez a befektetett idő jutalmat hoz az egész projekt során – gyorsabb árajánlatok, versenyképesebb árak és kevesebb meglepetés a gyártás idején. Most, hogy tudja, milyen információkat kell megadnia, nézzük meg a különböző árajánlat-kéréseket lehetővé tevő módszereket, valamint azt, mikor érdemes mindegyiket alkalmazni.
Online azonnali árajánlatok vs. hagyományos RFQ-folyamatok
Most, hogy tudja, milyen információkat kell tartalmaznia árajánlat-kérésében, a következő kérdés az: hová is kellene ténylegesen benyújtania azt? A mai CNC-megmunkálási piac két különböző útvonalat kínál: azonnali online árajánlat-kérő platformokat, amelyek másodpercek alatt megadnak árakat, valamint a hagyományos RFQ-folyamatokat, amelyek közvetlen kapcsolatot jelentenek a CNC-szolgáltatókkal. Mindkét megközelítésnek vannak valódi erősségei, és a megfelelő választás időt, pénzt és frusztrációt takaríthat meg Önnek.
Ezt a legtöbb vevő nem veszi észre: a legjobb módszer teljes mértékben függ a konkrét projektjének jellemzőitől. Az egyszerű prototípus-megmunkálási feladatok kiválóan működnek az online platformokon, míg a bonyolult, magas pontossági igényű munkák gyakran profitálnak a hagyományos árajánlat-kérés emberi érintéséből. Nézzük meg részletesen, hogyan működik mindegyik megközelítés, hogy tájékozott döntést hozhasson.
Az azonnali online árajánlat-kérő platformok magyarázata
Képzelje el, hogy feltölti CAD-fájlját, és 60 másodpercen belül online CNC-árajánlatot kap. Ez az azonnali árajánlat-kérési platformok ígérete – és szabványos alkatrészek esetén rendkívül jól teljesítenek.
Ezek a rendszerek kifinomult algoritmusokat, mesterséges intelligenciát és gépi tanulást alkalmaznak a feltöltött geometria elemzésére, a megmunkálási idő becslésére és az árak automatikus kiszámítására. A szakmai elemzések szerint a vezető platformok a hagyományos árajánlat-kérési időt akár 90%-kal is csökkenthetik, így lehetővé teszik, hogy a mérnökök a tervezési iterációra koncentráljanak, ne pedig napokig várjanak az árazási visszajelzésre.
A technológia a legegyszerűbb geometriák esetén működik a legjobban. Amikor azonnali kérést nyújt be olyan platformokon, mint az Xometry vagy a Protolabs, rendszereik a következőket értékelik:
- Alkatrész geometriája: Mennyiség, felület és funkciók összetettsége
- Anyagválasztás: Árazás a szabványos anyagkönyvtárak alapján
- Tűréshatár-előírások: Szabványos és pontos megmunkálás közötti különbségek
- Mennyiség és szállítási határidő: Mennyiségi kedvezmények és gyorsítási felárak
A fő előny? A sebesség és a könnyű elérhetőség. Az online megmunkálási árajánlatok 24/7 elérhetők, így a világ bármely pontjáról érkező felhasználók azonnal összehasonlíthatják a költségeket különböző anyagok és felületkezelések esetén. A prototípus-megmunkálás és a szabványos alkatrészek kis sorozatú gyártása szempontjából ez a kényelem forradalmi változást jelent.
A valós körülmények között végzett tesztelés azonban korlátozásokat is felfedett. Egy mérnöki csapat azt tapasztalta, hogy az MI-rendszerek néha félreértik a tervezési szándékot – például büntetik a gondosan kiválasztott tervezési módosításokat, amelyek valójában egyszerűsítik a gyártási folyamatot. A tesztjük során például a hegyesszögű sarkok kiküszöbölése érdekében alkalmazott lekerekítések (amelyek csökkentik a megmunkálás bonyolultságát) ténylegesen növelték az árajánlatot, mert az algoritmus a lekerekítéseket további funkcióként értelmezte.
Az azonnali online platformok előnyei
- Árajánlatok másodpercek vagy percek alatt, nem napok alatt
- 24/7 elérhetőség a globális csapatok számára
- Valós idejű gyártásra optimalizált tervezési (DFM) visszajelzés
- Könnyű költségösszehasonlítás különböző anyagok és mennyiségek esetén
- Egyszerűsített rendelési folyamat az árajánlat elfogadását követően
Az azonnali online platformok hátrányai
- Az algoritmusok félreérthetik a bonyolult geometriákat, ami ±10–15%-os árazási hibákhoz vezethet
- Korlátozott rugalmasság nem szabványos anyagok vagy exotikus specifikációk esetén
- Kevesebb lehetőség tárgyalásra vagy tervezési konzultációra
- A minőség egyenletessége változó a beszállítói hálózatokon belül
- Csökkent átláthatóság abban, hogy mely gyártó készíti valójában az alkatrészeiket
Hagyományos RFQ-folyamat gépgyártó cégekkel
A hagyományos megközelítés során közvetlenül elküldi műszaki specifikációit a CNC-gyártó cégeknek, és kézzel összeállított árajánlatokat kap. Ez lassabb – az első árajánlatok általában 12–48 órán belül érkeznek –, de előnyöket kínál, amelyeket az algoritmusok egyszerűen nem tudnak reprodukálni.
Amikor tapasztalt mérnökök vizsgálják a rajzait, nem csupán a megmunkálási időt számítják ki. Azonosítják a lehetséges gyárthatósági problémákat, költségmegtakarítást eredményező alternatív megoldásokat javasolnak, és tisztázásra váró specifikációkat egyértelműsítenek az árajánlat elkészítése előtt. Ez az emberi intelligencia olyan finomságokat észlel, amelyeket az automatizált rendszerek kihagynak.
A gyártási szakértők megjegyzik, hogy amint egy hagyományos gyártó kapja az árajánlat-kérést (RFQ), a gyártástechnikusok azonnal átnézik, és általában 12 órán belül – néha még gyorsabban – pontos árajánlatot és szükség esetén DFM-jelentést küldenek. Ez a jelentés egyedül is ezrek forintot takaríthat meg, mivel a gyártás megkezdése előtt azonosítja a tervezési módosításokat.
A hagyományos árajánlás különösen alkalmas:
- Bonyolult geometriák: Olyan alkatrészekre, amelyekhez öt tengelyes megmunkálás, egyedi rögzítőberendezések vagy speciális szerszámok szükségesek
- Nem szabványos anyagokra: Exotikus ötvözetek, speciális műanyagok vagy ügyfél által biztosított nyersanyag
- Magas pontossági igények: Különösen szigorú tűréshatárokra, ahol az emberi ítélet döntő fontosságú
- Nagy léptékű projektekre: Gyártási mennyiségekre, ahol a partnerség és az áralku értéket képvisel
- Speciális iparágakra: Repülőgépipar, egészségügy vagy védelmi alkalmazások, amelyek tanúsításokat és nyomon követhetőséget igényelnek
A kompromisszum az idő. A hagyományos árajánlatkérési folyamatok visszajelzés-alapú kommunikációt igényelnek, különösen összetett projektek esetén. Ez a kommunikáció azonban gyakran olyan költségmegtakarítási lehetőségeket tár fel, amelyeket a pillanatnyi rendszerek teljesen figyelmen kívül hagynak.
A projektjéhez legmegfelelőbb módszer kiválasztása
Melyik módszert érdemes tehát alkalmazni? A válasz a projekt jellemzőitől, az időkeret szorongatásától és attól függ, mennyi tervezési rugalmasság maradt még a rendelkezésre.
Fontolja meg az online platformok használatát, ha gyors határidőt kell betartania szabványos alkatrészek esetén, amelyekhez gyakori anyagok és tűrések tartoznak. Ezek ideálisak gyors prototípus-készítési iterációkhoz, ahol fogalmakat tesztel, nem pedig végleges alkatrészeket gyárt.
A hagyományos RFQ-folyamatok felé hajlik, ha a projekt összetett geometriákat, speciális követelményeket tartalmaz, vagy ha hosszú távú beszállítói kapcsolat kialakítása fontos. A kezdeti kommunikációba fektetett erőfeszítés gyakran megtérül pontosabb árazással és jobb gyártási eredményekkel.
Az ipari szakértők javasolják hogy a beszerzési csapatok több platformot is kombinálhatnak a sebesség, átláthatóság, funkcionalitás és kockázat egyensúlyozására a különböző fejlesztési szakaszokban. Használja az azonnali árajánlatokat a korai prototípus-készítéshez és költségbecsléshez, majd fokozatosan térjen át a hagyományos RFQ-folyamatra, amint a tervek érettek lesznek, és növekszik a pontossági igény.
| Méret | Online azonnali árajánlat | Hagyományos RFQ-folyamat |
|---|---|---|
| Árajánlat-készítés sebessége | 5–60 másodperc | 12 óra – 3 nap |
| Pontosság összetett alkatrészek esetén | ±10–15% árbeli eltérés lehetséges | Magas pontosság mérnöki felülvizsgálattal |
| Testreszabási rugalmasság | Korlátozott a platform paramétereire | Teljesen testreszabható műszaki adatok |
| Kommunikáció mélysége | Automatizált válaszok, korlátozott párbeszéd | Közvetlen mérnök–mérnök szintű tárgyalás |
| DFM Visszajelzés | Automatizált elemzés, finomabb részleteket esetleg figyelmen kívül hagy | Szakértői ajánlások és alternatívák |
| Anyag lehetőségek | Standard könyvtár (50–150 anyag) | Gyakorlatilag korlátlan, ideértve az exotikus anyagokat is |
| Áralku | Rögzített árak, csak mennyiségi kedvezmények | Rugalmas, a partnerség és a megrendelt mennyiség alapján |
| Legjobb felhasználási esetek | Prototípusok, standard alkatrészek, gyors költségbecslések | Összetett alkatrészek, sorozatgyártás, speciális igények |
Egy utolsó szempont: adatbiztonság. A tulajdonosi CAD-fájlok feltöltése online platformokra szellemi tulajdonra vonatkozó aggályokat vet fel egyes szervezeteknél. Bár a megbízható platformok biztonságos szervereket használnak és titoktartási megállapodások (NDA) lehetőségét is kínálják, a különösen érzékeny tervekkel rendelkező vállalatok előnyben részesíthetik a hagyományos gépgyártó partnerekkel való közvetlen együttműködést és a velük kötött bizalmassági megállapodásokat.
Függetlenül attól, melyik útvonalat választja, a gépek képességeinek árképzésre gyakorolt hatásának megértése további betekintést nyújt a folyamatba. A következő szakaszban azt vizsgáljuk meg, hogyan befolyásolja drámaian ajánlatát a 3 tengelyes és az 5 tengelyes megmunkálás közötti különbség – és mikor éri meg valójában kifizetni a többtengelyes megmunkálás prémiumát.
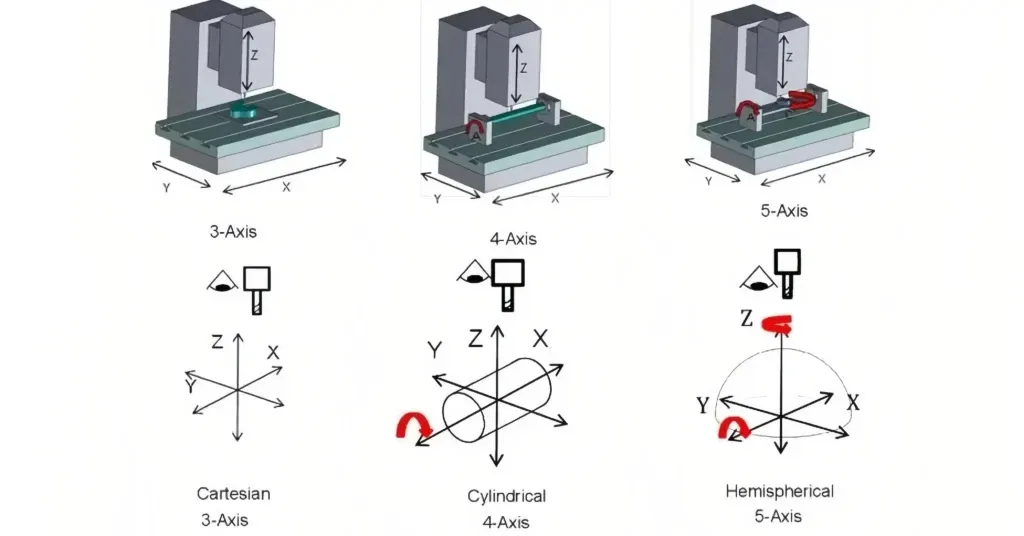
Hogyan befolyásolja ajánlatát a 3 tengelyes és az 5 tengelyes megmunkálás
Észrevette már, hogy két látszólag hasonló alkatrész is teljesen eltérő CNC-gépes ajánlatot eredményezhet? A válasz gyakran abban rejlik, hogy a gyártó melyik gépet tervezi használni. A 3 tengelyes CNC-gép és az 5 tengelyes CNC-gép közötti különbség nem csupán technikai zsargon – ez közvetlenül meghatározza a végső költséget, a szállítási időt és az elérhető alkatrész-bonyolultságot.
Íme a valóság: az 5 tengelyes berendezések magasabb kezdeti beruházást és összetettebb programozást igényelnek, ami magasabb óradíjakat eredményez. De ez a prémium nem mindig rossz üzlet. A megfelelő alkatrészek esetében a többtengelyes megmunkálás valójában csökkenti az összköltséget, mivel kiküszöböli a többszörös befogásokat és javítja a minőséget. Az, ha értjük, mikor melyik megközelítés célszerű, lehetővé teszi, hogy kérdéseket tegyünk fel az árajánlatokkal kapcsolatban, és optimalizáljuk terveinket.
Amikor a 3 tengelyes megmunkálás megfelel az igényeinek
Egy 3 tengelyes CNC gép a vágószerszámot három egymásra merőleges irányban mozgatja: X, Y és Z irányban. A munkadarab mozdulatlanul marad az asztalon, miközben a szerszámtartó felülről közelíti meg. Egyszerűnek hangzik? Az is – és ez az egyszerűség közvetlenül költségmegtakarításként jelenik meg.
A gyártási szakértők a 3 tengelyes megmunkálás kiválóan alkalmas lapos felületek, egyszerű kontúrok és alapvető geometriai alakzatok gyártására kiváló pontossággal. A beállítási idő rövidebb, a programozási igények kevésbé összetettek, és az operátorok képzésére vonatkozó követelmények alacsonyabbak, mint a többtengelyes alternatívák esetében.
Az 3 tengelyes megmunkálásra ideális alkatrészek közé tartoznak:
- Síkmarási profilok: Sík felületek, zsebek és egyszerű lépcsőzött elemek
- Fúrt és menetelt furatok: A munkaasztal felületére merőlegesen elhelyezkedő elemek
- Egyszerű prizmatikus alakzatok: Téglalap alakú blokkok, lemezek és alapvető burkolatok
- Egyoldalas alkatrészek: Olyan alkatrészek, amelyeknél minden kritikus elem ugyanazon a felületen helyezkedik el
Mi a korlátozás? A hozzáférés. Ha az alkatrész több síkon is rendelkezik elemekkel, akkor minden felülethez külön beállítás szükséges. Ez azt jelenti, hogy le kell állítani a gépet, újra kell pozicionálni a munkadarabot, újra meg kell határozni a méretadatokat (datums), majd folytatni a megmunkálást. Minden egyes beállítás potenciális pontossági eltéréseket okozhat, és meghosszabbítja az összes ciklusidőt – ezek a költségek gyorsan összeadódnak bonyolult geometriák esetén.
5 tengelyes képességek és prémium árképzés
Egy 5 tengelyes CNC gép két forgó tengelyt ad a szokásos három lineáris mozgáshoz. Ezek a további szabadságfokok—általában A és B (vagy A és C) tengelyekként jelölve—lehetővé teszik a vágószerszám vagy a megmunkálandó alkatrész elforgatását, így korlátlan hozzáférést biztosítanak összetett alkatrészgeometriákhoz .
Miért fontos ez az ajánlatkéréséhez? Az 5. tengely képessége lehetővé teszi a több irányból történő egyidejű megmunkálást a munkadarab újrapozícionálása nélkül. Ez az egyetlen beállításon alapuló megközelítés számos előnnyel jár, amelyek ellensúlyozhatják a magasabb óránkénti gépköltséget:
- A beállítási idő megszüntetése: Nincs újrapozícionálás, így a teljes gyártási ciklus gyorsabb
- Kiváló pontosság: Minden funkciót egyetlen referenciafelületre (datumra) vonatkoztatva megmunkálnak, így elkerülhető a tűrések egymásra halmozódása
- Jobb felületminőség: Az optimális szerszámorientáció fennmarad a bonyolult kontúrok mentén végig
- Hosszabb szerszámélettartam: A konstans forgácsleválasztási mélység és az ideális vágási szögek csökkentik a szerszámkopást
A CNC-megmunkálás légi- és űrhajózási alkalmazásai esetében ezek az előnyök kritikussá válnak. A légi- és űrhajózási alkatrészek gyakran összetett geometriával, szűk tűréshatárokkal és exotikus anyagokkal rendelkeznek, amelyek 5 tengelyes CNC-megmunkálási szolgáltatásokat igényelnek. A turbinalapátok, impulzuskerék-alkatrészek és szerkezeti elemek egyszerűen nem érhetik el a szükséges specifikációkat 3 tengelyes megközelítéssel.
Ez a képesség azonban árat is jelent. Az 5 tengelyes gépek beszerzése, karbantartása és üzemeltetése jelentősen költségesebb. A programozás bonyolultsága speciális CAM-szoftvert és magasan képzett programozókat igényel. Ezek a tényezők együttesen olyan óradíjakat eredményeznek, amelyek általában 1,5–2,5-ször magasabbak, mint a 3 tengelyes berendezéseké.
A gép komplexitásának illesztése az alkatrész igényeihez
De hogyan tudja eldönteni, hogy melyik megközelítésre van valójában szüksége az alkatrészéhez? A geometria meséli el a történetet. Egyes funkciók egyszerűen nem gyárthatók hatékonyan – vagy egyáltalán nem – többtengelyes képesség nélkül.
Az alkatrészek jellemzői, amelyek általában 5 tengelyes megmunkálást igényelnek:
- Felülről nem elérhető alávágások és belső üregek
- Összetett 3D-domborulatú felületek, például szerves formák vagy aerodinamikai profilok
- Többoldalú alkatrészek, amelyeknél 5 vagy több felületen kell funkciókat kialakítani
- Összetett szögek, amelyek a rész felületén átmenetileg változtatják az orientációjukat
- Mély üregek ferde falakkal vagy aljfelületi elemekkel
- Vékonyfalú alkatrészek, amelyekhez a stabilitás érdekében folyamatos szerszámmegfogás szükséges
Alkatrészek jellemzői, amelyek alkalmasak 3 tengelyes megmunkálásra:
- Az összes funkció egy vagy két párhuzamos felületen elhelyezett alkatrészek
- Egyszerű zsebek, horpadások és lépcsőzött profilok
- Fúrt lyukak és menetek sík felületekre merőlegesen
- Téglalap alakú geometriák szögletes elemek nélkül
- Olyan alkatrészek, amelyeknél több beállítás nem veszélyezteti a tűréshatárokat
Itt egy belső információ, amellyel pénzt takaríthat meg: az alkatrészek gyártásának egyszerűsítése egyszerű 3-tengelyes CNC-technológiával – a forgácsolás, marás és fúrás folyamatainak figyelembevétele a gyártás során – biztosítja a legrövidebb megmunkálási határidőket és a leggazdaságosabb árakat. Mielőtt elfogadna egy 5-tengelyes ajánlatot, gondolja át, hogy a tervezés módosítása lehetővé teszi-e a 3-tengelyes gyártást anélkül, hogy funkcionális kompromisszumokra kényszerülne.
A lényeg? Ne feltételezze, hogy a 5-tengelyes mindig jobb – vagy hogy a 3-tengelyes mindig olcsóbb. A leggazdaságosabb megközelítés azonosítja a gép teljesítményét az alkatrész tényleges igényeivel. Ennek a kapcsolatnak a megértése segít intelligensen megkérdőjelezni az ajánlatokat, és olyan alkatrészeket tervezni, amelyek már a kezdetektől optimalizálják a gyártási költségeket. A következő részben a gyakori ajánlatkérési hibákat vizsgáljuk, amelyek megemelik a költségeit – és azt, hogyan kerülheti el őket, mielőtt azok negatívan befolyásolnák projektjének költségvetését.
Gyakori idézési hibák és megelőzésük
Elkészítette a CAD-fájljait, kiválasztotta az anyagot, és benyújtotta az árajánlatkérést. Majd megérkezik az árajánlat – és 40%-kal magasabb, mint amire számított. Ismerős? A frusztráló igazság az, hogy sok ár meglepetés olyan elkerülhető hibákból ered, amelyeket még az árajánlat-kérés gyártónak történő elküldése előtt követnek el.
Ezeknek a csapdáknak a megértése átalakítja az árajánlat-kérési tapasztalatát. A CNC-tervezési szakértők szerint a gyakori tervezési és műszaki leírási hibák nemcsak megemelik az árajánlatokat – hanem projektelmaradásokat, minőségi problémákat és költséges újrafeldolgozást is okozhatnak. Vizsgáljuk meg a leggyakoribb árajánlat-kérési hibákat és azt, hogyan kerülhetjük el őket, mielőtt azok negatívan befolyásolnák költségvetésünket.
Túlzott pontossági követelmények és az ebből fakadó költségnövekedés
Íme a legdrágább hiba, amelyet a vásárlók elkövetnek: a szigorú tűréshatárok megadása mindenütt „biztonság kedvéért”. Ez a megközelítés drámaian ellentétes eredményt hoz. A gyártási szakértők megerősítik, hogy a szigorú tűréshatárok növelik a CNC-megmunkálás költségét, és csak akkor szabad alkalmazni őket, ha a funkció ezt megköveteli.
Gondolja át, mi történik, ha az egész rajzon ±0,001" (±0,0254 mm) tűréshatárt ad meg. A gépgyárnak le kell lassítania a vágási sebességet, további ellenőrzési lépéseket kell bevezetnie, esetleg klímavezérelt környezetet kell biztosítania, és speciális mérőeszközöket kell használnia. Minden szigorú tűréshatár időt és erőforrásokat igényel, amelyek összeadódnak, és jelentősen növelik a végső árajánlatot.
Az okosabb megközelítés? A szokásos megmunkálási műveletek általában ±0,005" (±0,13 mm) pontosságot érnek el – ez több mint elegendő a legtöbb nem kritikus geometriai elem esetében. A szigorúbb tűréshatárokat kizárólag a kapcsolódó felületekre, mozgó alkatrészekre és funkcionális interfészekre szabad fenntartani, ahol a méretbeli pontosság valóban számít.
Használjon egyetlen referenciapontot minden tűréssel ellátott méret esetében. Ez kiküszöböli a tűrések összeadódásának hatását, és csökkenti a minőségellenőrzés bonyolultságát.
Anyagválasztási hibák, amelyek megemelik az árajánlatokat
Az anyagok kiválasztása anélkül, hogy ismernénk a megmunkálásukra gyakorolt hatásukat, egy másik gyakori árajánlat-elvető tényező. Mi az a delrin, és miért fontos az árajánlatára? A delrin – amelyet poliacetál delrinnak vagy POM-nak is neveznek – az egyik legkönnyebben megmunkálható műanyag, kiváló méretstabilitással és felületminőséggel rendelkezik. Akkor, ha a delrin anyag elegendő lenne, egy nehezebben megmunkálható anyag kiválasztása feleslegesen megnöveli költségeit.
Az acetal anyag megértése és az alternatívákhoz való viszonyítása segít költséghatékony döntések meghozatalában. Amikor acetal és Delrin anyagokat hasonlít össze alkalmazásához, vegye figyelembe, hogy az acetal kopolimer általában 15–35%-kal olcsóbb a homopolimernél (Delrin), és jobban megmunkálható, kiválóbb méretstabilitással rendelkezik. Az acetal műanyag kiválóan alkalmazható pontossági alkatrészek gyártására a gyógyászati és űrkutatási szektorokban.
Anyagválasztási hibák, amelyek növelik az árajánlatokat:
- Különleges ötvözetek megadása akkor, amikor szokványos anyagok is elegendők: A titán megmunkálása ugyanolyan geometriák esetén 3–5-ször drágább, mint az alumíniumé
- A megmunkálhatósági különbségek figyelmen kívül hagyása: a 303-as rozsdamentes acél 70%-kal gyorsabban megmunkálható, mint a 304-es – hasonló összetételük ellenére drámaian eltérő költség
- A tömbanyag-költségek figyelmen kívül hagyása: A PEEK anyag prémium árként kerül kiszámlázásra, és csak akkor szabad megadni, ha teljesítménye feltétlenül szükséges
- Alternatívák figyelmen kívül hagyása: Az alumínium 6061 kiváló megmunkálhatósággal rendelkezik alacsony anyagköltséggel – ideális prototípusokhoz
Gyártást bonyolító tervezési jellemzők
A tervezési döntései közvetlenül befolyásolják a megmunkálási időt, a költséget és a ráfordított erőfeszítést. A tervezési szakértők kiemelik, hogy a szükségtelenül összetett geometriai elemek egyik leggyakoribb CNC-tervezési hiba – olyan funkciók, amelyekhez fejlett 5-tengelyes megmunkálásra vagy speciális eljárásokra van szükség, miközben egyszerűbb alternatívák ugyanolyan jól működnének.
A leggyakoribb árajánlati buktatók:
- Éles belső sarkok: Henger alakú vágószerszámok nem képesek éles belső éleket megmunkálni. A belső lekerekítések méretét legalább 30%-kal nagyobbra kell tervezni, mint a vágószerszám sugara, hogy csökkenjen a mechanikai feszültség és növekedjen a vágási sebesség.
- Túlzottan mély üregek: A CNC-szerszámok optimális teljesítményt nyújtanak, ha az üreg mélysége a szerszám átmérőjének 2–3-szorosa. Mélyebb vágások speciális szerszámokat vagy többtengelyes rendszereket igényelnek, ami növeli a költségeket.
- Adekvát támasztás nélküli vékony falak: A fémből készült falak esetében 0,8 mm-nél, a műanyagból készültek esetében 1,5 mm-nél vékonyabb falak több, alacsony mélységű megmunkálási menetet igényelnek a deformáció megelőzése érdekében – ez jelentős megmunkálási időtöbbletet eredményez.
- Nem szabványos furatméretek: A szokásos fúrószerszámok gyorsan és pontosan fúrnak lyukakat. A nem szabványos átmérők esetében az élmaradék-funkciójú marószerszámokat kell fokozatosan alkalmazni a méretek megmunkálásához, ami növeli a ciklusidőt
- Túlzott menetmélység: A menetes kapcsolat a lyuk átmérőjének 1,5-szorosán túl csak csekély további szilárdságnövekedést eredményez. A menethossz legfeljebb a lyuk átmérőjének háromszorosa lehet
- Felesleges esztétikai elemek: Díszítő minták, domborítások és betűzések, amelyeknek nincs funkcionális céljuk, jelentősen megnövelik a megmunkálási időt
- Több beállítást igénylő jellemzők: Minden újrafelszerelés manuális időt igényel, potenciálisan csökkenti a pontosságot, és költséget generál. A lehető legtöbb esetben tervezzen egyetlen felszerelésre való megmunkálásra
Hogyan kerülhetők el ezek a költséges hibák
A közbeszerzési ajánlatok hibáinak elkerülése érdekében a gondolkodásmódot a „Mit szeretnék?” kérdésről a „Mi szükséges a gyártáshoz?” kérdésre kell átállítani. Ez a gyártásra optimalizált tervezés (DFM) megközelítés a gyártási körülményeket már a tervezési fázisban figyelembe veszi – nem pedig csak akkor, amikor az ajánlatok feltárják a problémákat.
Könyvjelzője előtt, hogy következő RFQ-ját benyújtja, tegye fel magának ezeket a kérdéseket az iparági irányelvek alapján:
- Minden funkció lényeges, vagy el lehet távolítani vagy leegyszerűsíteni bármelyiket anélkül, hogy a működés megszűnne?
- Csak ott alkalmaztam tűréseket, ahol a funkció ezt megköveteli?
- Lehet-e a tervezést több, könnyebben megmunkálható és összeszerelhető részre bontani?
- Módosításokkal kiküszöbölhetők-e több gépbeállítás vagy speciális szerszámozás igényei?
- Létezik-e olcsóbb vagy jobban megmunkálható anyag, amely még mindig megfelel a tervezési követelményeknek?
A kommunikáció szintén döntő szerepet játszik. Ha a műszaki leírások nem egyértelműek, a gyártók biztonsági felárat számítanak be. A kritikus funkciók szándékát egyértelműen dokumentálja, és magyarázza el a szoros tűrések mögött rejlő funkcionális követelményeket. Ez a kontextus segít a tapasztalt megmunkáló szakembereknek olyan költséghatékony alternatívák javaslatában, amelyekre esetleg nem is gondolt.
Mi a jutalmazás? A gyártási szempontokat figyelembe vevően tervezett alkatrészek általában 30–50%-kal olcsóbbak, mint a túltervezett megfelelőik – a teljesítményt nem csökkentve. Most, hogy már tudja, milyen hibákat érdemes elkerülni, nézzük meg, hogyan értékelhetők és hasonlíthatók össze hatékonyan több CNC-ajánlat, valamint hogyan azonosítható a legjobb összértéket nyújtó beszállító.
Több CNC-ajánlat hatékony értékelése és összehasonlítása
Három CNC-gépesítési ajánlatot kapott, amelyek most az e-mail-fiókjában vannak. Az egyik 20%-kal olcsóbb, mint a többi. Egyszerű döntés, ugye? Ne siessünk! A legalacsonyabb ár gyorsan a legdrágább hibává válhat, ha az alkatrészek késve érkeznek, nem felelnek meg a minőségellenőrzési követelményeknek, vagy drága újrafeldolgozást igényelnek. Olyan gyártási partnert választani kizárólag az ár alapján, mint egy alkalmazott kiválasztása csupán a fizetési elvárások alapján – ezzel elmulasztjuk azokat a tényezőket, amelyek meghatározzák a tényleges teljesítményt.
A CNC megmunkálási szakértők egyszerűen a megállapodások egymás mellé helyezése és a legalacsonyabb szám kiválasztása gyakori hiba. Egy valódi, azonos típusú összehasonlításhoz strukturált megközelítés szükséges, amely figyelembe veszi az ajánlat minden aspektusát. Építsünk egy keretrendszert, amely segít azonosítani azt a beszállítót, aki tényleges értéket nyújt – nem csupán vonzó árjegyet.
Az áron túl: A teljes érték összehasonlítása
Mit is jelent valójában a „teljes érték” a közelben található CNC-megmunkálási lehetőségek értékelésekor? Gondoljon túl az első árajánlaton, és vegye figyelembe mindazt, ami befolyásolja projektje sikerét: minőségi egyenletesség, szállítási megbízhatóság, kommunikációs reagálóképesség és hosszú távú partnerségi potenciál.
Íme egy prioritások szerint rendezett értékelési keretrendszer több árajánlat hatékony összehasonlításához:
- Műszaki képességek egyezése: A beszállító gépeinek, tapasztalatának és szakértelmének megfelel-e konkrét alkatrész-igényeinek? Egy közelben található megmunkáló, aki csak 3 tengelyes gépekkel rendelkezik, nem képes ugyanazt az eredményt elérni, mint egy 5 tengelyes szakember bonyolult légi- és űrhajóalkatrészek esetében.
- Minőségbiztosítási tanúsítványok és rendszerek: Az ellenőrzött tanúsítások rendszerszintű minőségirányítást jeleznek – megbízhatóbbak, mint a szóbeli ígéretek.
- Szállítási határidő megbízhatósága: A megadott szállítási dátumok kevésbé fontosak, mint az aktuális időben történő szállítás teljesítése. Kérjen ajánlóleveleket.
- Kommunikációs reakcióidő: Milyen gyorsan és alaposan válaszoltak a kért árajánlatkérésére (RFQ)? Ez előrevetíti viselkedésüket a gyártási folyamat során.
- Teljes tulajdonlási költség: Vegye figyelembe a szállítási költségeket, az ellenőrzési követelményeket, az esetleges újrafeldolgozási költségeket és az adminisztrációs ráfordításokat.
- Skálázhatósági potenciál: Képes-e ez a beszállító növekedni az Ön igényeivel együtt a prototípusozástól a tömeggyártási mennyiségekig?
- Árversenyképesség: Igen, az ár számít – de ennek ellenére csak a hatodik helyen szerepel ebben a listában, és erre jó ok van.
Az iparági elemzések megerősítik, hogy egy szokatlanul alacsony ár vörös zászló lehet a kompromisszumokra, rejtett díjakra vagy alacsony minőségre, amely hosszú távon további költségekkel járhat késedelmek, újrafeldolgozás vagy alkatrész-hibák miatt. Egy egyszerű táblázat elkészítése, amellyel a beszállítókat konzisztensen összehasonlíthatja ezen szempontok alapján, objektív döntéshozatalhoz segít.
Fontos minőségi tanúsítványok
Amikor fémfeldolgozó szállítókat értékelünk, a tanúsítások objektív bizonyítékot nyújtanak a minőségirányítási képességről. Azonban nem minden tanúsítás egyenértékű súlyú – annak megértése, hogy milyen követelményeket támaszt valójában minden egyes szabvány, segít a szállító megbízhatóságának értékelésében.
A minőségirányítási szakértők az IATF 16949 szabvány az ISO 9001 elveit integrálja az autóipari szektorra specifikus követelményekkel, így egy erős keretrendszert hoz létre a szállítók értékeléséhez és teljesítményük méréséhez. Az e követelményeknek megfelelő szervezetek jelentős előnyökhöz jutnak, például javult termékminőség, csökkent hibaráta és erősödött szállítói kapcsolatok.
Fontos tanúsítások értékeléséhez:
- ISO 9001: Általános minőségirányítási szabvány, amely dokumentált, ismételhető folyamatokat garantál. Ez az alapszint – elvárható, hogy a legtöbb professzionális műhely rendelkezzen ezzel a tanúsítással.
- IATF 16949: Az autóiparra szabott szabvány, amely kiemelt figyelmet fordít a gyártási folyamatok konzisztenciájára, a folyamatos fejlődésre és a statisztikai folyamatszabályozásra. Kritikus fontosságú a CNC esztergálási szolgáltatásoknál, különösen akkor, ha autóipari alkalmazásokhoz szállítanak.
- AS9100: A légi- és űrhajóipari megmunkálási szabvány az ISO 9001-en alapul, de szigorúbb folyamatszabályozást, nyomon követhetőséget és kockázatkezelést ír elő. Elengedhetetlen a légi- és űrhajóipari CNC-megmunkálási projektekhez.
- ISO 13485: Az orvostechnikai eszközök gyártására vonatkozó szabvány a dokumentációra, a szabályozási előírások betartására és a higiéniai protokollokra helyezi a hangsúlyt.
A tanúsításokon túl érdeklődjön konkrét minőségirányítási intézkedésekről is. Használja-e a gyártóüzem a statisztikai folyamatszabályozást (SPC) a termelési egyenletesség figyelésére? Végzik-e első darab ellenőrzéseket (FAI) és készítenek-e méretellenőrzési jelentéseket? Ezek a gyakorlatok azt mutatják, hogy a minőség nem csupán dokumentált – hanem aktívan kezelt is.
A legvonzzóbb árajánlat nem feltétlenül a legjobb. A magasabb ár tükrözhet jobb minőségirányítási eljárásokat, minőségibb anyagokat és megbízhatóbb szolgáltatást, amelyek megakadályozzák a későbbi, költséges hibákat.
Az autóipari és nagy pontosságú alkalmazásokhoz, ahol a folyamatos egyenletesség feltétlenül szükséges, a tanúsított beszállítók mérhető előnyöket biztosítanak. Shaoyi Metal Technology szemlélteti ezt a megközelítést—az IATF 16949 tanúsításuk és a szigorú SPC alkalmazásuk lehetővé teszi egy munkanapon belüli gyártási időtartamot, miközben fenntartják az autóipari alvázegységek és egyedi fémbélésű csapágyak számára szükséges szoros tűréseket.
Szállító megbízhatóságának és kommunikációjának értékelése
A tanúsítások információt nyújtanak a rendszerekről. De hogyan értékelhetők azok az emberi tényezők, amelyek meghatározzák a mindennapi teljesítményt? Amikor CNC-es gépkezelőt keresünk a közelünkben, a reagáláskészség és a kommunikáció minősége gyakran jobban jelezheti a projekt sikeres lezárását, mint bármely tanúsítás.
A gyártási szakértők kiemelik, hogy a közbeszerzési ajánlatkérési szakaszban zajló gyors és egyértelmű kommunikáció gyakran előrevetíti a gyártóüzem későbbi működését. Felmerítettek-e tisztázó kérdéseket a tervezetével kapcsolatban? Proaktívan jelezték-e a potenciális problémákat? Egy olyan szállító, aki gyorsan válaszol, de hiányzik a technikai bevonódása, a gyártás megkezdése után késedelmet okozhat.
Vörös zászlók, amelyek potenciális megbízhatósági problémákat jelezhetnek:
- Pontatlan vagy hiányzó tételsorok: Egy olyan árajánlat, amely nem bontja le a költségeket, rejtett díjakat takarhat, amelyek később bukkanhatnak fel
- Nincs említés az ellenőrzésről: A megbízható szállítók eleve megbeszélik a minőségellenőrzést
- Lassú vagy hiányos válaszok: Az árajánlatkérés során fellépő kommunikációs problémák általában a gyártás folyamán tovább romlanak
- Hajlandóság hiánya a képességekről való beszélgetésre: A transzparens szállítók szívesen magyarázzák el folyamataikat és korlátaikat
- Nyomás gyors döntés meghozatalára: A professzionális műhelyek értik, hogy a bonyolult projektek értékelési időt igényelnek
Pozitív jelek, amelyek a szállító minőségére utalnak:
- Részletes árajánlat-felbontás: Átláthatóság az anyagokról, megmunkálási időről, felületkezelésről és ellenőrzési költségekről
- DFM-hozzászólások megadva: A tervezési javításokra vonatkozó javaslatok technikai érdeklődést jeleznek
- Egyértelmű kommunikációs csatornák: Kijelölt projektmenedzserek és meghatározott válaszidő-elvárások
- Referenciák elérhetők: Hajlandóság ügyfélkapcsolatok megadására ellenőrzés céljából
- Szállítást követő támogatási kötelezettség: Egyértelmű szabályzatok a minőségi problémák kezelésére, amennyiben felmerülnek
A CNC megmunkálás óránkénti díja általában 35–200 USD között mozog, gép összetettségétől és a megmunkálandó anyagtól függően. A gyakori átlag kb. 60–75 USD/óra, de ez jelentősen eltérhet fejlett többtengelyes berendezések esetén. Ezeknek a referenciaértékeknek a megismerése segít abban, hogy megítéljük, vajon az árajánlatok ésszerűek-e – szokatlanul alacsony díjak gyakran arra utalnak, hogy valahol lekerekítettek vagy leegyszerűsítettek.
Emlékezzen: egy szállító kiválasztása egy kapcsolat kiválasztását jelenti. A bolt, amely ma a alkatrészeit szállítja, évekig támogathatja gyártási folyamatait. Az alapos értékelésre fordított idő megtérül a minőségi problémák csökkenésével, a határidőre történő szállításokkal és egy olyan partnerrel, aki megérti igényeit anélkül, hogy ismételten magyaráznia kellene őket. Miután elkészítette az értékelési keretrendszerét, az utolsó lépés a tudásának gyakorlatba ültetése – nézzük meg részletesen, hogyan szerezhet jobb árajánlatokat a következő projektjéhez.
Következő lépések a jobb CNC megmunkálási árajánlatok megszerzéséhez
Megismerte azt a szakmai ismeretet, amely elválasztja a tájékozott vásárlókat azoktól, akik egyszerűen elfogadják bármilyen érkező árajánlatot. Most ideje ezt a tudást gyakorlatba ültetni. Az a különbség, hogy túlfizet-e a CNC alkatrészekért, vagy versenyképes árakat szerez be, a felkészültségén, a kommunikáción és a kapcsolatépítésen múlik – ezek olyan készségek, amelyeket azonnal alkalmazhat a következő projektjén.
Itt van a lényeg: azok a vásárlók, akik értik az árajánlat-kérés folyamatát, következetesen jobb eredményeket érnek el. Kevesebbet fizetnek, gyorsabban kapják meg a alkatrészeket, és kevesebb minőségi problémával szembesülnek. Miért? Mert szakértő partnerekként, nem pedig passzív fogadókként közelítenek meg a beszállítókat. Fordítsuk le mindazt, amit eddig megtanultunk, konkrét cselekvési lépésekké.
Árajánlat-kérési felkészülési ellenőrzőlistája
Mielőtt benyújtja következő RFQ-ját, járja végig ezt a részletes ellenőrzőlistát. Mindegyik tétel közvetlen hatással van az árajánlat pontosságára és a feldolgozási időre:
- Készítsen STEP fájlokat tisztább geometriával: Távolítsa el a felesleges rétegeket, blokkokat és segéd-elemeket, amelyek zavarják a CAM rendszereket
- Mellékeljen méretezett PDF rajzokat: Dokumentálja a menetes megjegyzéseket, a GD&T-specifikációkat és a kritikus tűréseket, amelyeket a STEP fájlok nem tudnak átadni
- Adja meg pontosan az anyagminőségeket: "6061-T651 alumínium" – nem "alumínium"; a pontatlan specifikációk tartalékárakat váltanak ki
- Alkalmazza a tűréseket stratégiai módon: Használjon szokásos tűréseket (±0,005") a nem kritikus jellemzők esetén; a szigorú tűrések kizárólag funkcionális felületekre érvényesek
- Határozza meg a felületi minőségi követelményeket: Adja meg az Ra-értékeket, ne tárgytalan leírásokat, például „csiszolt” kifejezést
- Jelölje meg a mennyiségi fokozatokat: Tartalmazza a jelenlegi rendelést és a várható jövőbeli mennyiségeket is – ez befolyásolja az szerszámozási és árazási döntéseket
- Határozza meg egyértelműen a határidőket: Különítsen el merev határidőket és rugalmas szállítási időablakokat
- Sorolja fel az összes másodlagos műveletet: Az anódosítás, a felületi bevonat, a hőkezelés és az összeszerelési követelmények befolyásolják a teljes költséget
- Magyarázza el a alkatrész funkcióját: A kontextus segít a szállítóknak költséghatékony gyártási alternatívák javaslatában
Ennek az ellenőrzőlistának a kitöltése mindössze 15 percet vesz igénybe, és csökkentheti az árajánlat elkészítésének idejét napokról órákra – továbbá kiküszöböli azokat a visszajelzésre váró e-maileket, amelyek késleltetik projektjeit.
Hosszú távú beszállítói kapcsolatok kiépítése
A legsikeresebb gyártási partnerségek messze túlmutatnak az egyedi tranzakciókon. Amikor olyan CNC gépgyárat talál közel magához, amely minőséget, megbízhatóságot és gyors reagálású kommunikációt nyújt, ennek a kapcsolatnak a fejlesztése hosszú távon jutalmat ér.
A gyártási együttműködés szakértői szerint azok a vállalatok, amelyek elsajátítják a kollegiális együttműködés módszereit, versenyelőnyt szereznek egyre versengőbb piaci környezetben. A szilárd szállítói kapcsolatok mérhető előnyöket biztosítanak:
- Prioritásos ütemezés: A megbízott ügyfelek gyakran gyorsabb árajánlatot kapnak, ha a kapacitás korlátozott
- Proaktív problémamegoldás: Azok a szállítók, akik ismerik alkalmazásait, problémákat azok költségesekké válása előtt észlelnek
- Versenyképes árképzés: Hosszú távú mennyiségi megrendelések olyan árakat nyitnak meg, amelyekhez az egyedi megrendelések nem férnek hozzá
- Tervezési tanácsadás: Tapasztalt partnerek hozzájárulnak az alumínium-feldolgozási szakértelemhez, amely javítja termékeik minőségét
- Ellátási lánc stabilitása: A meglévő kapcsolatok csökkentik a kockázatot anyaghiány vagy kapacitáskorlátok idején
Ezeknek a kapcsolatoknak az építése a világos kommunikációból, az ésszerű elvárásokból és a kölcsönös tiszteletből indul ki. Fizessék ki számláikat időben, adjanak konstruktív visszajelzést, és ismerjék el a jó teljesítményt. Ezek a gyakorlatok a tranzakciós beszállítókat stratégiai partnerré alakítják, akik érdekeltek a sikerükben.
Lépéseket tesznek a következő CNC-projektjükön
Készen áll arra, hogy alkalmazza a megszerzett ismereteket? Íme a cselekvési tervük egyedi megmunkált alkatrészek jobb árajánlatainak megszerzéséhez:
- Vizsgálja át jelenlegi terveit a gyárthatóság szempontjából: Szüntesse meg a felesleges bonyolultságot, standardizálja a funkciókat, és olyan módon tervezzen, amely lehetővé teszi az egyetlen beállítással történő megmunkálást
- Illessze a közbeszerzési módszereket a projekt igényeihez: Használjon azonnali platformokat szokványos prototípusokhoz; vonja be a hagyományos RFQ-eljárásokat összetett vagy nagy pontosságú munkák esetén
- Értékelje a beszállítókat komplex módon: Értékelje a tanúsításokat, a kommunikáció minőségét és a szállítási teljesítményt – ne csak az árat
- Kérjen proaktívan DFM-visszajelzést: Kérje meg a beszállítókat, hogy azonosítsák a költségcsökkentési lehetőségeket a tervek véglegesítése előtt
- Dokumentálja a tapasztalatokból levont tanulságokat: Figyelje nyomon, mi működött és mi nem, hogy folyamatosan javítsa ajánlatkérési folyamatát
Olyan projektek esetében, amelyek gyártási konzisztenciát és szoros tűréseket igényelnek – különösen az autóipari alkalmazásoknál, ahol pontos alvázösszeszerelések vagy egyedi fémbélésű csapágyak szükségesek – válasszon olyan gyártópartnereket, akik szisztematikus minőségmenedzsmentet alkalmaznak. Shaoyi Metal Technology ez a megközelítés példáját mutatja be, ötvözve az IATF 16949-es tanúsítással a gyors prototípus-gyártást és a tömeggyártási képességet, valamint vezetési időkkel, amelyek akár egy munkanapra is csökkenhetnek.
A megszerzett ismeretek átalakítják, hogyan közelíti meg minden CNC-gép árajánlatát. Most már érti, mi határozza meg az árakat, hogyan készítsen teljes RFQ-csomagokat, és mely értékelési szempontok jeleznek valójában a beszállító teljesítményét. Alkalmazza ezeket az elveket következetesen, és jobb árakat, gyorsabb szállítási időt és magasabb minőségű alkatrészeket fog biztosítani minden projektje számára.
Gyakran ismételt kérdések a CNC-gépek árajánlataival kapcsolatban
1. Mennyi egy CNC-gép átlagos ára?
A CNC-gépek árai jelentősen eltérnek a típustól és a funkcióktól függően. A bevezető szintű CNC-marógépek ára 5 000–20 000 USD között mozog, kisvállalkozások és hobbi célú felhasználók számára alkalmasak. A középkategóriás gépek 20 000–75 000 USD-ba kerülnek, és bővített funkciókkal rendelkeznek nagyobb projektekhez. Az ipari 5-tengelyes gépek ára akár 100 000 USD felett is lehet. Amikor azonban gépi megmunkálási szolgáltatásokat keres, nem pedig berendezést vásárol, az óradíjak általában 35–200 USD között mozognak, a gép összetettségétől és az anyagkövetelményektől függően.
2. Mennyi a CNC gép óránkénti díja?
A CNC-megmunkálás óránkénti díjszabása általában 50–150 USD között mozog, az iparági átlag kb. 60–75 USD/óra. A háromtengelyes gépek általában 25–50 USD/óra, míg a fejlett öttengelyes berendezések 100–200 USD/óra díjat igényelnek a magasabb beruházási költség és a programozási bonyolultság miatt. A díjakat befolyásoló tényezők közé tartozik a megmunkálandó anyag, a megengedett tűréshatárok és a gyártóüzem helye. Az IATF 16949 tanúsítással rendelkező létesítmények, például a Shaoyi Metal Technology, versenyképes árakat kínálhatnak szigorú minőségi szabványok fenntartása mellett.
3. Mennyit számítsunk fel a CNC-munkáért?
A CNC megmunkálás költségei több tényezőtől függenek, mint a gépóradíj. A beállítási díjak legalább 50 USD-tól indulnak, és összetett feladatok esetén meghaladhatják az 1000 USD-t. Az alapanyag-költségek jelentősen változnak – az alumínium gazdaságos választás, míg a titán ára akár 3–5-szörös is lehet. A tűrések megadása szintén lényegesen befolyásolja az árat; a szokásos ±0,005 hüvelykes tűrések minimális költségnövekedést eredményeznek, de a ±0,001 hüvelykes követelmények a darabonkénti költséget kétszeresére emelhetik. A mennyiség is számít – egy prototípusgyártás során a darabonkénti költség 50–100 USD között mozoghat, míg nagyobb sorozatgyártás esetén ez 5–15 USD-ra csökkenhet.
4. Milyen információkra van szükségem egy pontos CNC árajánlat elkészítéséhez?
Pontos árajánlatokhoz adjon meg STEP fájlokat tisztított geometriával, méretelt PDF rajzokat GD&T-specifikációkkal, pontos anyagminőségeket (pl. „6061-T651 alumínium”), tűrések szükségességét kritikus jellemzők esetén, felületi érdesség (Ra) értékeket, mennyiségi szinteket, beleértve a jövőbeli előrejelzéseket is, időkereteket, valamint másodlagos műveleteket, például anódosítást vagy bevonást. A teljes RFQ-csomagok az árajánlat elkészítésének idejét napokról órákra csökkentik, és kizárják a gyártók által bizonytalan specifikációk miatt alkalmazott tartalékárakat.
5. Használjam az online azonnali árajánlatokat vagy a hagyományos RFQ-folyamatokat?
Válasszon a projekt összetettsége alapján. Az online platformok másodpercek alatt adják meg az árajánlatokat – ez ideális a szokásos anyagokból és tűrésekkel készülő standard prototípusok esetén. A 24/7-es elérhetőség mellett valós idejű DFM-visszajelzést is nyújtanak. A hagyományos ajánlatkérési (RFQ) folyamat 12–48 órát vesz igénybe, de szakértő mérnöki felülvizsgálatot, exotikus anyagok használatának rugalmasságát és tárgyalási lehetőségeket biztosít. Összetett geometriák, szigorú tűrések vagy nagyobb sorozatgyártás esetén a hagyományos folyamatok gyakran pontosabb árazást és tapasztalt gépészek értékes tervezési tanácsadását eredményezik.