 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Autóipari sajtoló beszállítók kiválasztása: A 2025-ös audit útmutató
TL;DR
A gépjármű sajtoló beszállítók kiválasztása magas kockázatú stratégiai döntés, ahol a legalacsonyabb egységár gyakran jelentős ellátási lánc-kockázatokat takar el. Termelési sorvédelme érdekében elsőbbséget kell élvezniük azoknak a beszállítóknak, akik rendelkeznek érvényes IATF 16949 tanúsítvány (nemcsak ISO 9001), szigorú PPAP és APQP keretrendszerekkel, valamint igazolt elutasítási rátával, amely alacsonyabb, mint 100 ppm (0.01%).
Hatékony beszállítókiválasztás az audit során meg kell vizsgálni a beszállító technikai képességeit – különösen sajtónyomásuk tartománya (általában 100–600+ tonnás) és saját szerszámkészítési képességeik. Akár szerkezeti alkatrészeket, akár precíziós konzolokat vásárol, a döntéshozóknak érvényesíteniük kell a partner pénzügyi stabilitását és képességét a prototípus gyártástól a tömeggyártásig híddal, hogy elkerüljék a költséges leállásokat.
1. fázis: Az elengedhetetlen minőségi kapuk
Az autóipari ellátási láncban a minőségirányítás az elsődleges szűrő. Egy megfelelő tanúsítvánnyal nem rendelkező beszállító felelősséget jelent, nem pedig költségmegtakarítást. Az általános gyártási szabványok és az autóipari specifikus követelmények közötti különbség az első pont a felülvizsgálati listán.
IATF 16949 vs. ISO 9001: A kritikus különbség
Míg az ISO 9001 általános minőségirányítási alapot biztosít, az nem elegendő az autógyártók és a Tier 1 beszállítók szigorú igényeinek kielégítésére. A szövetek az iparági szabvány, amelyet kifejezetten a hibák megelőzésére, a változékonyság csökkentésére és az anyagpazarlás minimalizálására terveztek az autóipari ellátási láncban. Egy IATF-tanúsítvánnyal rendelkező beszállító olyan rendszerekkel rendelkezik, amelyek képesek biztonságtechnikailag kritikus alkatrészek kezelésére, míg egy kizárólag ISO-tanúsítvánnyal rendelkező vállalat hiányozhat a fékalkatrészek vagy alvázgerendákhoz szükséges nyomkövethetőségi és kockázatkezelési protokollokból.
Szállítók kiválasztásakor ügyeljen a „megfelelő” kifejezés használatára. Egy szállító, aki azt állítja, hogy „IATF-megfelelő”, de nincs meg a tényleges tanúsítványa, nem esett át azokon a szigorú független ellenőrzéseken, amelyek a szabványok betartását garantálják. Mindig kérjen egy érvényes másolatot a tanúsítványukról, és ellenőrizze annak hitelességét.
A minőség háromszöge: PPAP, APQP és FAI
A falon lévő tanúsítványon túl ki kell értékelnie a szállító működési minőségi keretrendszerét. Egy megbízható autóipari sajtoló három rövidítés szerint él:
- APQP (Haladó Termékminőség-tervezés): Ez a keretrendszer biztosítja, hogy a minőséget már a gyártási folyamatba építsék, mielőtt egyetlen alkatrészt is sajtolnának. Olyan kockázatelemzési eszközöket foglal magában, mint az FMEA (hibaüzemmód és hatáselemzés), amely előrejelzi és megelőzi a hibákat.
- PPAP (Production Part Approval Process): Ez az igazolás arra, hogy a szállító képes folyamatosan előírt specifikációnak megfelelő alkatrészeket gyártani a megkövetelt termelési sebességgel. Kérjen megtekinteni korábbi projektekből származó kivonatolt PPAP-dokumentumcsomagokat, hogy felmérje azok részletességét és alaposságát.
- FAI (Első mintaellenőrzés): Ez igazolja, hogy az első gyártósor minden műszaki követelménynek megfelel.
A szakmai adatok szerint a legjobb minősítésű fémstancolók kiselejtezési rátája akár 0,01% (100 PPM) , míg az átlagos beszállítók körülbelül 0,53% (5 300 PPM) . Ez a hiányosság jelentheti a különbséget egy zökkenőmentes gyártósor és költséges leállások között.
2. fázis: Műszaki képességek és berendezések felülvizsgálata
Miután a minőségi rendszereket ellenőrizték, a figyelem a hardverre irányul. Rendelkezik-e a beszállító a szükséges fizikai gépekkel és mérnöki szakértelemmel ahhoz, hogy konkrét geometriájú és mennyiségű alkatrészeket gyárthasson? Ennek az értékelésnek ki kell terjednie az erőgépek tonnázsára, sablon típusaira és skálázhatóságra.
Erőgép tonnázsa és sablon összetettsége
Az autóipari könnyűsúlyú tendenciák növelték az olyan anyagok használatát, mint a nagy szilárdságú, alacsony ötvözetű (HSLA) acélok és az alumínium, amelyek magasabb erőgép tonnázst és speciális szerszámokat igényelnek. Győződjön meg arról, hogy a lehetséges beszállító különböző erőgép-kapacitásokkal rendelkezik – általában 100 és 600+ tonna —kis méretű, pontos tartozékok és nagyobb szerkezeti elemek, például kormányzott futóművek vagy alvázrészek kezelésére egyaránt.
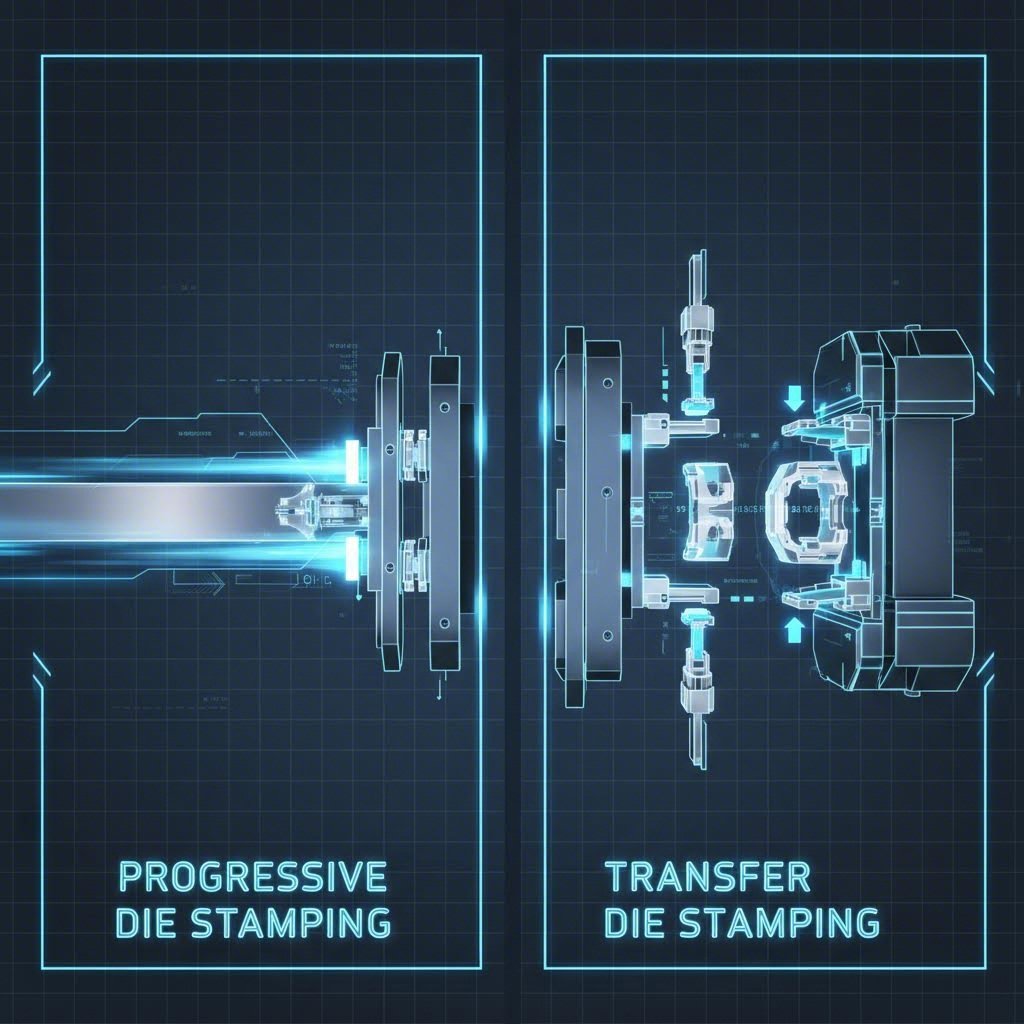
Le kell térképeznie a sablonképességeiket a saját mennyiségi igényeihez igazítva is. Progresszív nyomtatás ideális nagy volumenű rendelésekhez (250 000+ alkatrész/év), ahol a sebesség és az anyaghatékonyság fontos. Ezzel szemben Átviteli ütés nagyobb, mélyhúzású vagy összetett geometriájú alkatrészekhez alkalmasabb, amelyek állomásról állomásra haladnak.
Az űr áthidalása: A prototípustól a tömeggyártásig
Gyakori probléma az autóipari beszerzés során az elválasztottság a prototípusgyártók és a tömegtermelő üzemek között. Számos beszállító kitűnő az egyik területen, de nem képes áttérni a másikra. Ideális esetben olyan partnert keres, aki kezelni tudja az egész életciklust.
Például olyan gyártók, mint a Shaoyi Metal Technology ezt az űrt hidalja át komplex sajtolási megoldások kínálatával, amelyek gyors prototípusgyártástól (50 darab legyártása akár öt nap alatt) kezdve skálázódnak a nagy térfogatú tömeggyártásig. IATF 16949 minősítéssel rendelkező üzemük akár 600 tonnás sajtókat is használ, így kritikus biztonsági alkatrészeket, például alvázkereteket és lengéscsillapító karokat OEM-szintű pontossággal tudnak gyártani.
Saját telephelyen történő szerszámkarbantartás
Különösen fontos megkérdezni, hogy a beszállító saját telephelyén karbantartja-e a sablonjait. Saját telephelyen elvégezhető szerszámképességek jelentősen csökkentheti a leállásokat. Ha egy sablon meghibásodik egy termelési folyamat közben, a javítás kiszervezése napokat vagy heteket is igénybe vehet. Egy olyan beszállító, amelynek saját szerszám- és sablonkészítő műhelye van, gyakran órák alatt képes elhárítani a hibát, így a JIT ütemterv változatlan marad.

3. fázis: Pénzügyi helyzet és ellátási lánc rugalmassága
A Just-in-Time (JIT) gyártás korában a szállító pénzügyi stabilitása ellátási lánc-kockázati tényező. Pénzügyileg instabil helyzetben lévő sajtógyártó nehézségekbe ütközhet az alapanyagok beszerzésénél a piaci volatilitás idején, ami leálláshoz vezethet a ön üzemében.
Pénzügyi könyvvizsgálat és anyagbeszerzési erő
A vizsgálat során értékelje a beszállító újrabefektetési gyakorlatát. Modernizálják-e berendezéseiket, vagy már elavult eszközökkel dolgoznak? Egy olyan beszállító, amely szervós sajtokba, automatizált ellenőrző kamerákba és robotizált átviteli rendszerekbe fektet be, hosszú távú életképességről tesz tanúbizonyságot.
Kérdezze meg továbbá a nyersanyaggyártókkal ápolt kapcsolataikról is. A szilárd pénzügyi háttérrel rendelkező és hosszú távú kapcsolatokat ápoló beszállítók gyakran rendelkeznek nagyobb "vásárlóerővel", így akkor is képesek acél vagy alumínium beszerzésére, ha globális hiány lép fel. Ez különösen fontos, amikor költség és rendelkezésre állás pontos anyagokról van szó.
Munkaerő-állapot
A bonyolult progresszív sablonok karbantartásához szükséges technikai tudás a munkavállalókban él. A magas forgalom azt jelezheti, hogy elveszik a kollektív tudás, ami gyakran minőségromlással jár együtt. Konkrétan kérdezzen a sablon- és formagyártók, valamint a projektmenedzserek átlagos munkaviszonyának időtartamáról. A stabil munkaerő gyakran a konzisztens minőség jelzője.
4. fázis: A helyszíni ellenőrzés ellenőrzőlistája (10 kulcskérdés)
Ahhoz, hogy áttérjünk egy passzív átvizsgálásról aktív auditálásra, használja ezeket a tíz kérdést az oldal látogatása vagy RFI (Tájékoztatási Igény) folyamata során. Ne csak a válaszra figyeljen, hanem arra az adatra is, amely alátámasztja azt.
- "Belső erőforrásból tervezi és készíti a sablonokat, vagy kiszervezi azt?" (A belső szerszámkészítés gyakran gyorsabb javításokat és műszaki változtatásokat jelent.)
- "Mekkora jelenlegi kapacitáskihasználtsága a csúcskihasználtsághoz képest?" (Szüksége van tartalékra a keresleti hullámok kezelésére.)
- "Megmutathatna egy nemrégiben elkészült PPAP csomagot?" (Ellenőrizze dokumentációik mélységét.)
- "Mekkora volt az elmúlt 12 hónapban a belső és külső visszautasítási arányuk (PPM)?" (Keressen tendenciákat, ne csak pillanatképet.)
- "Hogyan kezeli a nyersanyag-árak ingadozását?" (Van kockázatkezelő stratégiájuk vagy áthárítási megállapodásaik?)
- "Mi a vészhelyzeti helyreállítási tervük eszközök sérülése esetén?" (Van érzékelővédelmük, amely megakadályozza az alkatrész-sérülést?)
- "Rendelkeznek konkrét tapasztalattal Nagy Szilárdságú Acél vagy Alumínium felhasználásában?" (Ezek más kenőanyagot és nyomóerő-stratégiát igényelnek.)
- "Milyen gyakran kalibrálják ellenőrző berendezéseiket?" (A megfelelőség szigorú kalibrálási ütemtervet követel meg.)
- "Mekkora az időben történő teljesítési arányuk?" (98% alatti érték figyelmeztető jelzés a JIT sorok számára.)
- "Hajlandóak-e befektetni erre a programra dedikált tőkeberendezésekbe?" (Teszteli a hosszú távú partnerség iránti elkötelezettségüket.)
Záró gondolat: A kockázatkezelési szemlélet
Az autóipari sajtálószállító kiválasztása ugyanannyira kockázatkezelési feladat, mint beszerzési tevékenység. A legalacsonyabb darabár gyakran a hibák, késedelmes szállítások és a felesleges menedzsment ráfordítások formájában magas rejtett költségekkel jár.
Az IATF 16949 tanúsítványra való fókuszálással, a technikai tartalékrendszerek ellenőrzésével és a pénzügyi egészség állapotának ellenőrzésével olyan ellátási láncot építhet, amely nemcsak alacsony költségű, hanem ellenálló is. A megfelelő partner az Ön saját mérnöki csapatának kiterjesztéseként működik, és proaktívan megoldja a tervezési kihívásokat, mielőtt azok termelési rémálommá válnának.
Gyakran Ismételt Kérdések
1. Mi a különbség a ISO 9001 és az IATF 16949 között sajtálás esetén?
Az ISO 9001 egy általános minőségirányítási szabvány, amely bármely iparágban alkalmazható. Az IATF 16949 kiegészítés az autóipari iparág számára készült, és szigorúbb követelményeket tartalmaz a hibák megelőzésére, a beszállítói lánc változékonyságának csökkentésére, valamint az ügyfél-specifikus követelményekre. Az autóipari sajtoláshoz az IATF 16949 általában kötelező.
2. Miért szükséges a PPAP az autóipari sajtoló szállítók számára?
A Gyártási Alkatrész Jóváhagyási Folyamat (PPAP) azt igazolja, hogy a szállító gyártási folyamata képes folyamatosan előállítani a terméket az összes követelménynek megfelelően, tényleges sorozatgyártás során, a megadott gyártási sebességgel. Ez csökkenti a meghibásodás kockázatát a tömeggyártás megkezdése előtt.
3. Hogyan határozhatom meg az alkatrészeimhez szükséges megfelelő sajtolóerőt?
A sajtolóerőt a alkatrész kerülete, az anyag vastagsága és a fém nyírószilárdsága határozza meg. A nagy szilárdságú acélok és a vastagabb lemezek lényegesen magasabb tonnás erőt igényelnek. Egy képzett beszállító kiszámítja a szükséges tonnázist, plusz egy biztonsági tűrést, hogy biztosítsa az élek élettartamát és az alkatrészek minőségét.
4. Milyen kockázatokkal jár az autóipari sajtolt alkatrészek külföldről történő beszerzése?
Bár a külföldi beszerzés alacsonyabb egységköltséget kínálhat, a hosszabb átfutási idők, magasabb készletgazdálkodási költségek, kommunikációs akadályok, esetleges szellemi tulajdon problémák, valamint ellátási lánc-megszakadások a logisztikai vagy geopolitikai kérdések miatt jelentenek kockázatot. Az összesített beérkezési költség (Total Landed Cost) elemzése elengedhetetlen.