 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Autófényezési Alkatrészek Stancolása: A Mérnöki Útmutató
TL;DR
Autóipari világítóberendezés-alkatrészek sajtolása az a nagy pontosságú gyártási eljárás, amelyet a járművek világítórendszereinek kritikus fontosságú fémalkatrészeihez használnak, beleértve az elektromos csatlakozókat, hőelvezetőket, reflektorházakat és rögzítőkonzolokat. Mivel a modern LED-szerelvények szigorú hőkezelést és állandó elektromos vezetőképességet igényelnek, a gyártók nagysebességű progresszív nyomtatás -t használnak több millió hibátlan alkatrész előállításához. A legfontosabb beszerzési szempontok közé tartozik az olyan anyagok kiválasztása, mint az alumínium a hőelvezetés érdekében, a réz a csatlakoztatás céljából, valamint annak biztosítása, hogy a partnere rendelkezzen IATF 16949 tanúsítvány -vel a globális autóipari minőségi szabványok teljesítéséhez.
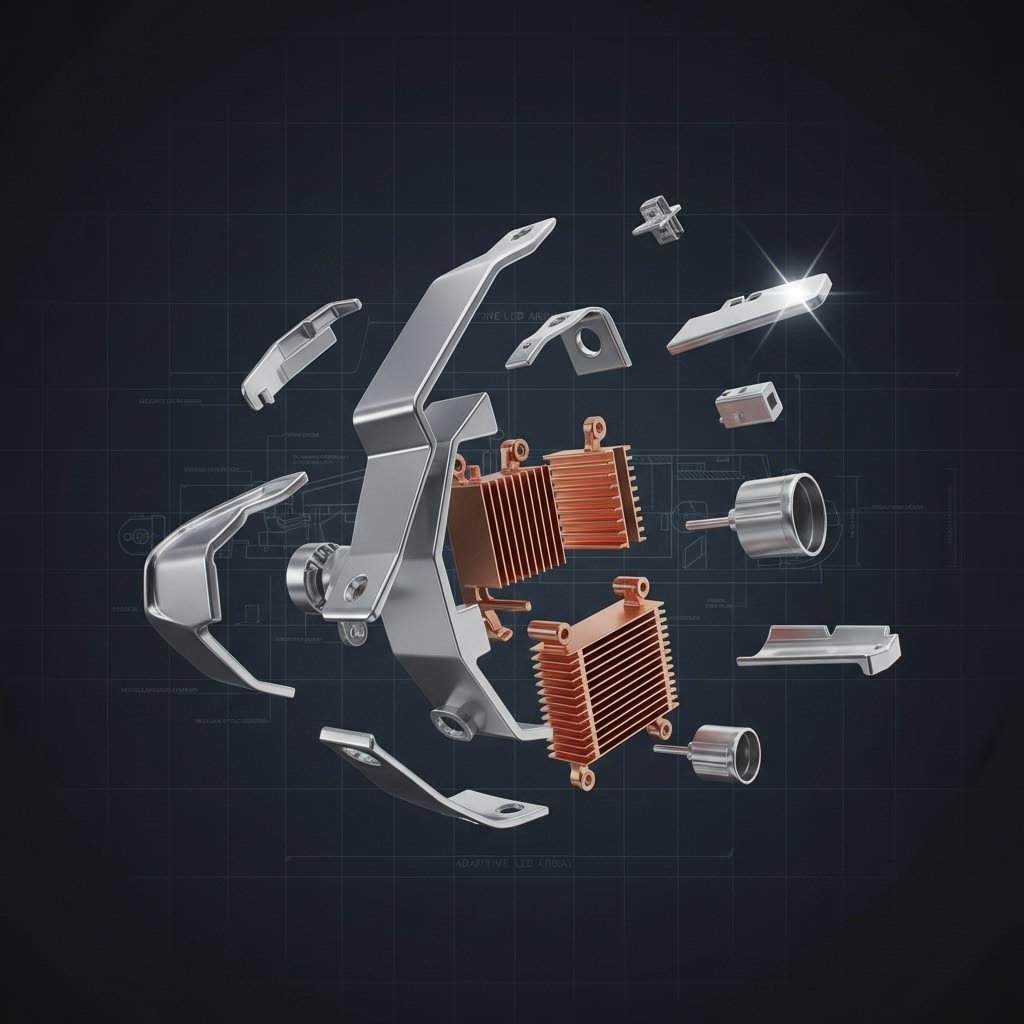
Kritikus sajtolt alkatrészek a modern autóipari világításban
A halogénről LED-es és lézer-mátrix világításra történő áttérés gyökeresen megváltoztatta a sajtolt fémalkatrészek összetettségét. Az autóipari mérnököknek már nem elegendők egyszerű konzolok; olyan bonyolult csatlakozókat és hőkezelési megoldásokat igényelnek, amelyek egyre kompaktabb reflektor- és hátsó lámpaegységekbe illeszkednek. A nagy pontosságú sajtolás e rendszerekben három fő funkciót lát el: elektromos csatlakoztatás, szerkezeti tartás és hőkezelés.
Elektromos csatlakozók
Bármely világítóberendezés idegrendszere a sajtolt elektromos alkatrészekre támaszkodik. Busz vonalak és vezetőkeretek nagy vezetőképességű rézötvözetekből készülnek, hogy hatékonyan juttassák az áramot az LED-sorokon keresztül. Csatlakozók és a csatlakozóknak érintkezési integritást kell fenntartaniuk a motor rezgései és a hőingadozások ellenére is. Ellentétben a szabványos fogyasztási cikkekkel, ezek az autóipari minőségű alkatrészek gyakran olyan bonyolult geometriával rendelkeznek, amelyek biztosan rögzülnek a fröccsöntött műanyag házakban – ezt a folyamatot nevezzük besajtolásnak (insert molding).
Hőkezelési alkatrészek
A LED-ek élettartama közvetlenül függ a hőelvezetéstől. A fémsajtolás költséghatékony megoldást nyújt hőleválasztó és hőterjesztők készítésére. Az alumíniumötvözetek sajtolásával a gyártók könnyű alkatrészeket hozhatnak létre nagy felülettel, hogy hatékonyan elvonják a hőt az érzékeny diódáktól. Ezeket az alkatrészeket gyakran közvetlenül az áramkör (PCB) vagy a házaz integrálják a gyors hőátadás biztosítása érdekében.
Optikai és szerkezeti hardver
Míg a műanyagok dominálnak a lencsék terén, a fémsajtolás továbbra is felülmúlja a szerkezeti merevséget és az optikai pontosságot bizonyos területeken. Reflektorgyűrűk és izzópajzsok nagyon minőségi felületi minőséget igényelnek a fényutak torzításmentes manipulálásához. Eközben a vastag szénszálú acél rögzítő zár és rögzítőkapcsok biztosítják, hogy a teljes világítómodul pontosan igazodva és rögzítve maradjon, még akkor is, ha a jármű durva terepen halad át.
Anyagválasztási stratégia: vezetőképesség, súly és hő
A megfelelő anyag kiválasztása mérnöki kompromisszum a teljesítmény, a súly és a költség között. Az autóipari világítóalkatrészek kihúzása során három anyagcsalád uralkodik, mindegyik különféle mérnöki célt szolgál.
Réz- és rézötvözetek
Elektromos alkatrészekhez Réz C110 (Elektrolitosan keményített öntvény) az ipari sztenderd, kiváló elektromos vezetőképessége miatt (100% IACS). Azonban a tiszta réz puha. Olyan csatlakozókhoz, amelyeknek rugalmasságra van szükségük a kontaktusnyomás fenntartásához, a mérnökök gyakran sárgaréz vagy nagyteljesítményű beryllium copper ötvözetek. Ezek az anyagok rendelkeznek a szükséges húzószilárdsággal a fáradás ellenállásához, miközben megfelelő vezetőképességet is biztosítanak.
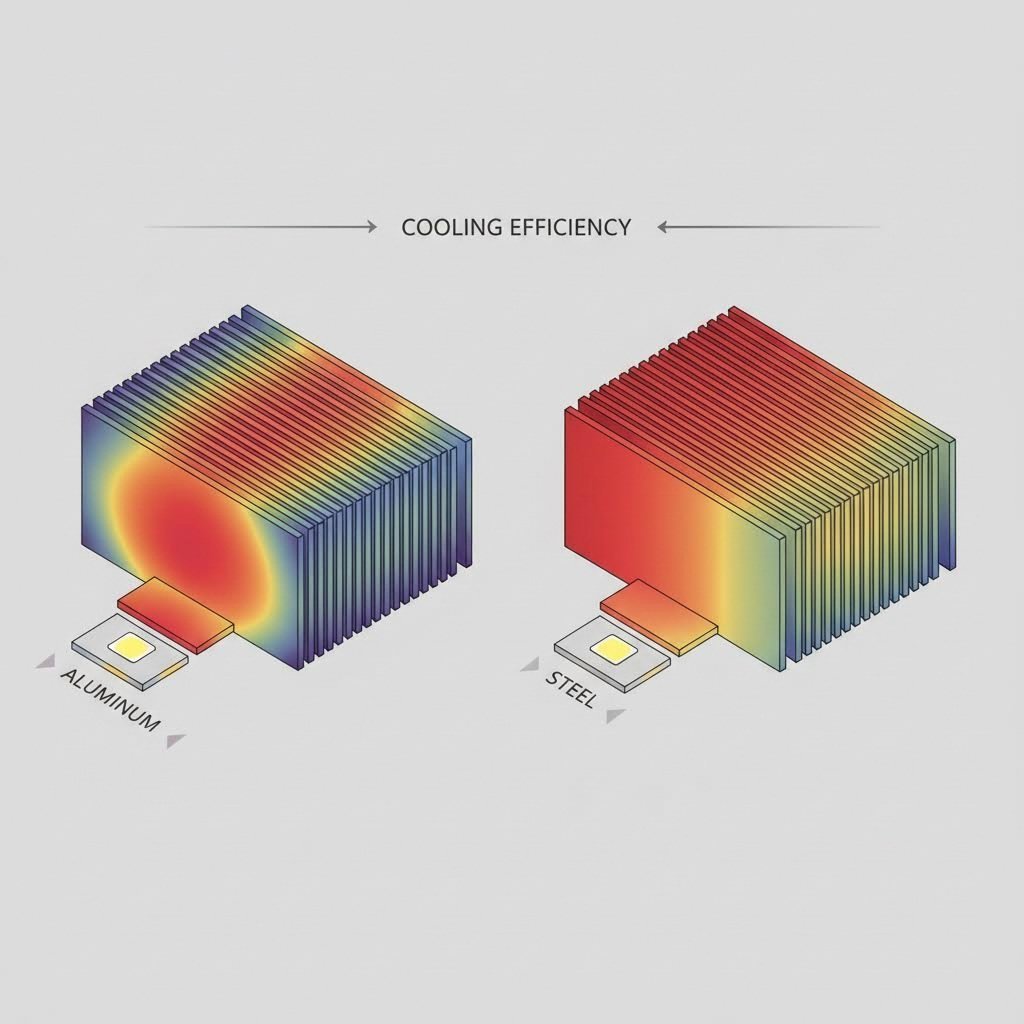
Alumínium-ligaturából
Alumínium 5052 és 6061a hőcsökkentők és házak elsődleges választásai. Az alumínium kiváló hővezető-képességgel rendelkezik – ami kritikus fontosságú a nagy teljesítményű LED-ek hűtése szempontjából –, miközben súlya csak egy töredéke a rézének vagy acélénak. Természetes korrózióállósággal is bír, bár az alakítás (stamping) folyamata során hajlamos lehet a "galling" jelenségre (anyagtapadás), amely speciális szerszámbevonatokat és kenőanyagokat igényel.
Rozsdamentes és hidegen hengerelt acél
Külső szerkezeti elemekhez vagy nedvességnek kitett belső alkatrészekhez az 300-as sorozatú rozsdamentes acél kiváló korrózióállóságot nyújt másodlagos bevonás nélkül. Belső konzolok esetében, ahol a korrózió kevésbé aggasztó, de a szilárdság elsődleges szempont, hűtött tolóvas ez marad a legköltséghatékonyabb megoldás, gyakran cinkbevonattal vagy e-coating bevonással egészül ki a gyártás után.
Gyártási folyamatok: Progresszív sablon vs. Mélyhúzás
A bélyegzési módszer kiválasztása nagyban függ az alkatrész geometriájától és a gyártási mennyiségtől. Az autóipari világítási projektek általában nagy darabszámot (több százezretől több millióig terjedő alkatrészeket) foglalnak magukban, ezért a hatékonyság elsődleges szempont.
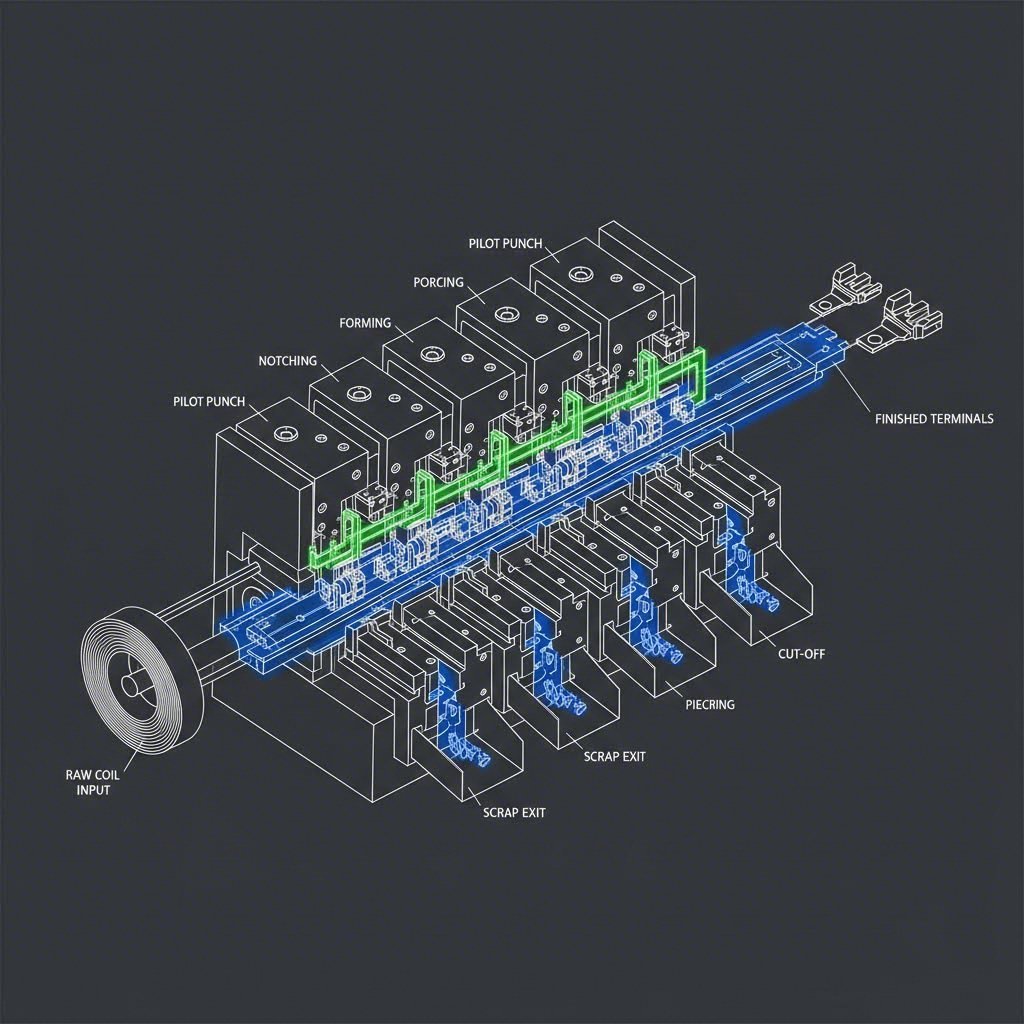
Progresszív nyomtatás
Progresszív nyomtatás az iparági szabvány összetett, kis- és közepes méretű alkatrészek, például kapcsok, csatlakozók és vezetőkeretek gyártásához. Ezen eljárás során egy fémszalag halad végig egyetlen sablonon belül található több állomáson. Minden állomás meghatározott műveletet hajt végre – vágás, hajlítás, lyukasztás vagy domborítás – miközben a szalag előrehalad. A kész alkatrész a végső állomáson kerül leválasztásra. Ez a módszer rendkívül gyors, percről percre több száz ütést is képes végrehajtani, így biztosítva az alacsony egységárakat nagy darabszámú sorozatgyártás esetén.
Mélyhúzásos sajtolás
Hengeres vagy dobozszerű, jelentős mélységgel rendelkező alkatrészekhez – például kondenzátordobozokhoz, izzólámpa foglalatokhoz vagy speciális reflektorházakhoz – mélyhúzásos sajtolás szükséges. Ez a folyamat a fémlapot egy sabancavatba húzza. Technikailag igényes, mivel az anyagnak hibátlanul kell áramlania, repedés vagy gyűrődés nélkül. Bár lassabb, mint a progresszív kihúzás, ez az egyetlen módja a tömör, üreges fémalakok előállítására, amelyek elengedhetetlenek a zárt világítóegységekhez.
Kulcskérdések: Pontosság, hő és felületminőség
Az autóipari világítások kihúzása egyedi kihívásokat jelent, amelyek megkülönböztetik a általános ipari kihúzástól. A beszállítóknak olyan változókat is ellenőrizniük kell, amelyek hatással vannak a világítás esztétikai és funkcionális minőségére.
Optikai felületminőség elsődleges fontosságú a reflektorokhoz és esztétikai keretekhez. Még a mikroszkopikus karcolások vagy saban nyomok is előre nem láthatóan szórhatják a fényt, vagy látható hibákat okozhatnak egy prémium reflektor egységben. A gyártók csiszolt karbid sabanokat és speciális kezelési rendszereket használnak annak érdekében, hogy a alkatrészek hibátlanok maradjanak a teljes gyártási folyamat során.
Hőmérséklet okozta torzulás egy másik kockázat. A LED-ek működése során lokalizált hőt termelnek. A sajtott hűtőbordáknak tökéletesen sík rögzítési felülettel kell rendelkezniük, hogy biztosítsák a teljes érintkezést az LED alaplappal. Bármilyen görbület vagy maradék anyag (burr) légrést hozhat létre, amely hőszigetelőként hatva idő előtti LED-hibához vezethet.
Beszállító kiválasztása: Beszerzés és tanúsítványok
A megfelelő sajtolópartner kiválasztása az autóipari világításhoz nem csupán az ár kérdése; a kockázatok csökkentéséről és a méretezhetőségről szól. Az autóipari ellátási lánc szigorú minőségi szabványok betartását követeli meg a visszahívások elkerülése és a biztonság garantálása érdekében.
Elengedhetetlen követelmény: IATF 16949
Minden olyan beszállítónak, aki alkatrészeket gyárt az autóipari ellátási lánc számára, rendelkeznie kell A szövetek ez a sztenderd a ISO 9001-nél tovább megy, hangsúlyt fektet a hibák megelőzésére, a változékonyság csökkentésére és a folyamatos fejlesztésre. Biztosítja, hogy a kivágó vállalkozó rendelkezzen erős folyamatokkal az FMEA (Hibamód és Hatáselemzés) és a PPAP (Termelési Alkatrész Jóváhagyási Folyamat) terén, így minden tartó vagy csatlakozó pontos műszaki specifikációnak megfelel.
Az átmenet a prototípustól a tömeggyártásig
Gyakori probléma az autóipari beszerzés során a prototípusos szakasz áttérése tömeggyártásba. Mérnökök gyakran kis sorozatokat igényelnek érvényesítéshez, mielőtt az költséges kemény szerszámokba befektetnének. Olyan partnert találni, aki kezelni tudja ezt az egész életciklust, nagy érték. Például, Shaoyi Metal Technology specializálódik erre a résre, komplex bélyegzési megoldásokat kínálva, amelyek gyors prototípusgyártástól 50 egységtől kezdve egymillió darabos nagyüzemi gyártásig terjednek. Kapacitásaik közé tartozik akár 600 tonnás sajtkapacitás és szigorú IATF 16949 szabványok betartása, így képesek olyan kritikus alkatrészek szállítására, mint például az irányítókarok, valamint precíziós világítóalkatrészek OEM minőségben történő állandó szintű leszállítására.
Stratégiai beszerzés könnyűsúlyú alkatrészekhez
Egy jármű világítórendszerének teljesítménye ugyanolyan mértékben függ a lencse mögötti bélyegzett fémről, mint magáról a lencséről. A nyersanyag-tulajdonságok, a bélyegzési folyamatok és a minőségi tanúsítványok kölcsönhatásának megértésével a beszerzési csapatok olyan alkatrészeket biztosíthatnak, amelyek garantálják a biztonságot, hosszú élettartamot és a szabályozási előírások betartását. Elsőbbséget kell adni azoknak a beszállítóknak, akik nemcsak gyártási kapacitást, hanem mérnöki szaktudást is demonstrálnak a hő- és elektromos kihívások terén.
Gyakran Ismételt Kérdések
1. Mi a legjobb anyag az autóipari LED hűtőbordákhoz?
Az alumíniumötvözetek, különösen az 5052-es és a 6061-es típus, szabványos anyagok LED hűtőbordáknál. Ezek optimális egyensúlyt nyújtanak magas hővezető-képesség, alacsony súly és költséghatékonyság tekintetében az óhoz képest. Az alumínium hatékonyan elvezeti a nagy teljesítményű LED-ek által termelt hőt, megelőzve a túlmelegedést és meghosszabbítva a világítóberendezés élettartamát.
2. Miért előnyös a folyamatos bélyegzés a világítás csatlakozóihoz?
A folyamatos bélyegzés azért előnyös, mert lehetővé teszi összetett geometriájú alkatrészek nagy sebességű, folyamatos gyártását szigorú tűréshatárokon belül. Mivel az autóipari világítások millió darab azonos terminált és csatlakozót igényelnek, ez az eljárás biztosítja az egységes minőséget és alacsony darabköltséget, ami elengedhetetlen a tömeggyártáshoz.
3. Lehetséges-e bélyegzett alkatrészekkel helyettesíteni az öntött komponenseket a világítóberendezésekben?
Igen, sok esetben. A sajtolással gyártott lemezalkatrészek gyakran könnyebbek és olcsóbban előállíthatók, mint a nyomásöntéssel készültek. Habár a nyomásöntés változóabb falvastagságok kialakítását teszi lehetővé, a sajtolás felülmúlja azt vékonyfalú, nagy szilárdságú alkalmazásoknál, mint például konzolok, védőburkolatok és kapcsok esetében, így hozzájárul az egész jármű tömegének csökkentéséhez.