 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

A2 vs D2 acél: Melyik a megfelelő a tüntetőkivezetőihez?

TL;DR
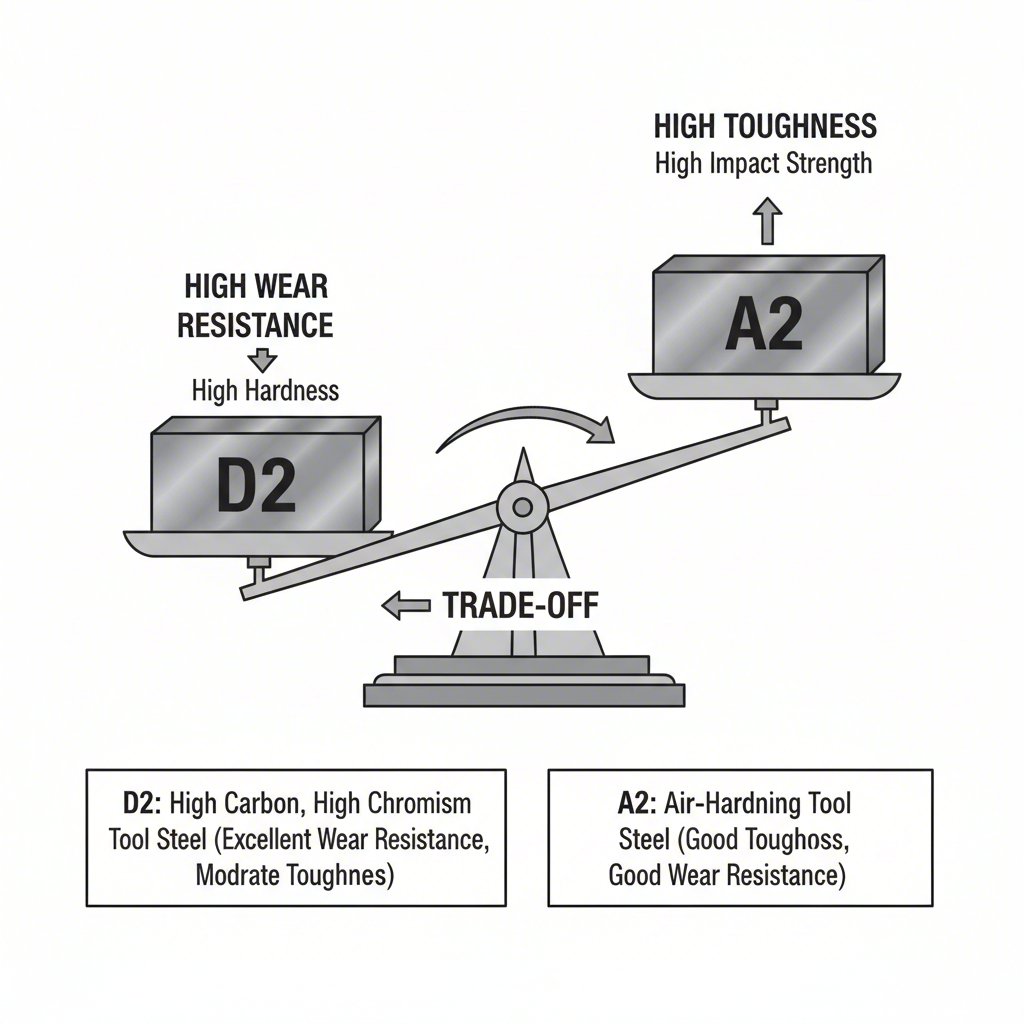
A sablonok anyagának kiválasztásakor az A2 és D2 szerszámacél közötti választás egy kritikus kompromisszumot jelent. A D2 szerszámacél kiváló kopásállóságot nyújt, így ideális hosszabb gyártási sorozatokhoz és abrazív anyagokhoz, ahol a sablon élettartama elsődleges fontosságú. Ezzel szemben az A2 szerszámacél lényegesen jobb ütésállósággal rendelkezik, amely megakadályozza a hasadást vagy repedést olyan sablonoknál, amelyek összetett geometriával vagy nagy ütésigénybevétel mellett működnek. Az A2 továbbá könnyebben és költséghatékonyabban megmunkálható, ami sokoldalú választássá teszi széleskörű alkalmazások esetén.
Alapvető tulajdonságok: Bevezetés az A2 és D2 szerszámacélokba
Az A2 és a D2 is magas szén- és króm tartalmú, hidegalakító szerszámacél, de konkrét összetételük különböző tulajdonságokat kölcsönöz nekik. Az A2-t gyakran univerzális, általános célú minőségként tekintik, amely egyensúlyt teremt a szívósság és a kopásállóság között. Hidaként szolgál az olajban edződő acélok és a D2-hez hasonló magas krómtartalmú acélok között. A D2 viszont szakértőként funkcionál, elsősorban maximális kopásállóságra van tervezve igényes, nagy volumenű alkalmazásokhoz.
A fő különbség a kémiai összetételükben rejlik, amely meghatározza teljesítményüket. A D2 lényegesen magasabb króm- és szén tartalma kulcsfontosságú kiváló kopásállóságához. Hőkezelés során ezek az elemek nagy mennyiségű kemény krómkarbonát-részecskét hoznak létre az acél mátrixában, amelyek ellenállnak az elhasználódásnak a sajtolási műveletek alatt. Az A2 alacsonyabb ötvözőtartalommal rendelkezik, így szívósabb és egyenletesebb mikroszerkezettel bír.
Az alábbi táblázat bemutatja a jellemzőiket meghatározó tipikus kémiai összetételeket:
| Elemens | A2 szerszámacél (tipikus %) | D2 szerszámacél (tipikus %) |
|---|---|---|
| Kén (C) | 0.95 - 1.05 | 1.40 - 1.60 |
| Krom (Cr) | 4.75 - 5.50 | 11.00 - 13.00 |
| Molybdén (Mo) | 0.90 - 1.40 | 0.70 - 1.20 |
| Vanádium (V) | 0.15 - 0.50 | ≤ 1.10 |
Megfelelő hőkezelés után mindkét acél elérheti a hasonló keménységet, általában 57–62 HRC az A2 és 55–62 HRC a D2 esetében. Azonban a keménység önmagában nem mondja el a teljes történetet. A szívósság és a kopásállóság teljesítménybeli különbségei ezen keménységi szinteknél igazán megkülönböztetik őket a sajtóformák alkalmazásában.
Fő összehasonlítás: Kopásállóság és szívósság sajtóformáknál
Az A2 és D2 közötti választás fő döntési tényezője a kopásállóság és a szívósság közötti egyensúly. Ezek a két tulajdonság fordítottan arányosak; az egyik növelése majdnem mindig a másik rovására megy. Ennek a kompromisszumnak a megértése elengedhetetlen a forma teljesítményének és élettartamának optimalizálásához.
A D2 szerszámacél a kopásállóság terén határozottan vezető. Nagy kemény krómkarbid-tartalma kiváló ellenállást biztosít az anyagok, különösen a kemény vagy abrasív elemeket tartalmazó anyagok, mint például a magas szilíciumtartalmú acél, kihajtása során fellépő súrlódással szemben. Ez hosszabb gyártási ciklusokat jelent élezés között, csökkenti a leállások idejét, és alacsonyabb darabköltséget eredményez nagy mennyiségű termelés esetén. Ugyanakkor ez a magas kopásállóság a szívósság rovására megy. Ugyanezek a karbidok, amelyek a kopással szemben ellenállnak, belső feszültségi pontokként is viselkedhetnek, így a D2 ridegebbé válik, és hajlamosabb lehet repedni vagy hirtelen ütés vagy nagy oldalirányú terhelés hatására teljesen törni.
Az A2 szerszámacél viszont kiváló szívósságot nyújt. Alacsonyabb ötvözőtartalma és finomabb karbid szerkezete sokkal ellenállóbbá teszi a törésnek és hasadásnak. Ezért az A2 kiváló választás részletekben gazdag, éles sarkú sablonokhoz, illetve olyan alkalmazásokhoz, ahol nagy igénybevételű alakítás vagy kivágás történik, és a dinamikus terhelés jelentős tényező. Bár kopásállósága alacsonyabb, mint a D2-é, még mindig jó minőségűnek számít, és elegendő rövid–közepes sorozatgyártáshoz vagy lágyabb anyagok kihúzásához.
A2 szerszámacél
- Előnyök: Kiváló szívósság és ütésállóság, kevésbé hajlamos a hasadásra, jobb megmunkálhatóság
- Hátrányok: Alacsonyabb kopásállóság a D2-höz képest, nagy mennyiségű alkalmazásnál gyakoribb élezést igényel
D2 szerszámacél
- Előnyök: Kiváló kopásállóság és élszilárdság, ideális hosszabb sorozatokhoz és abrazív anyagokhoz
- Hátrányok: Alacsonyabb szívósság (ridegebb), ütés hatására hajlamos a hasadásra, nehezebben megmunkálható
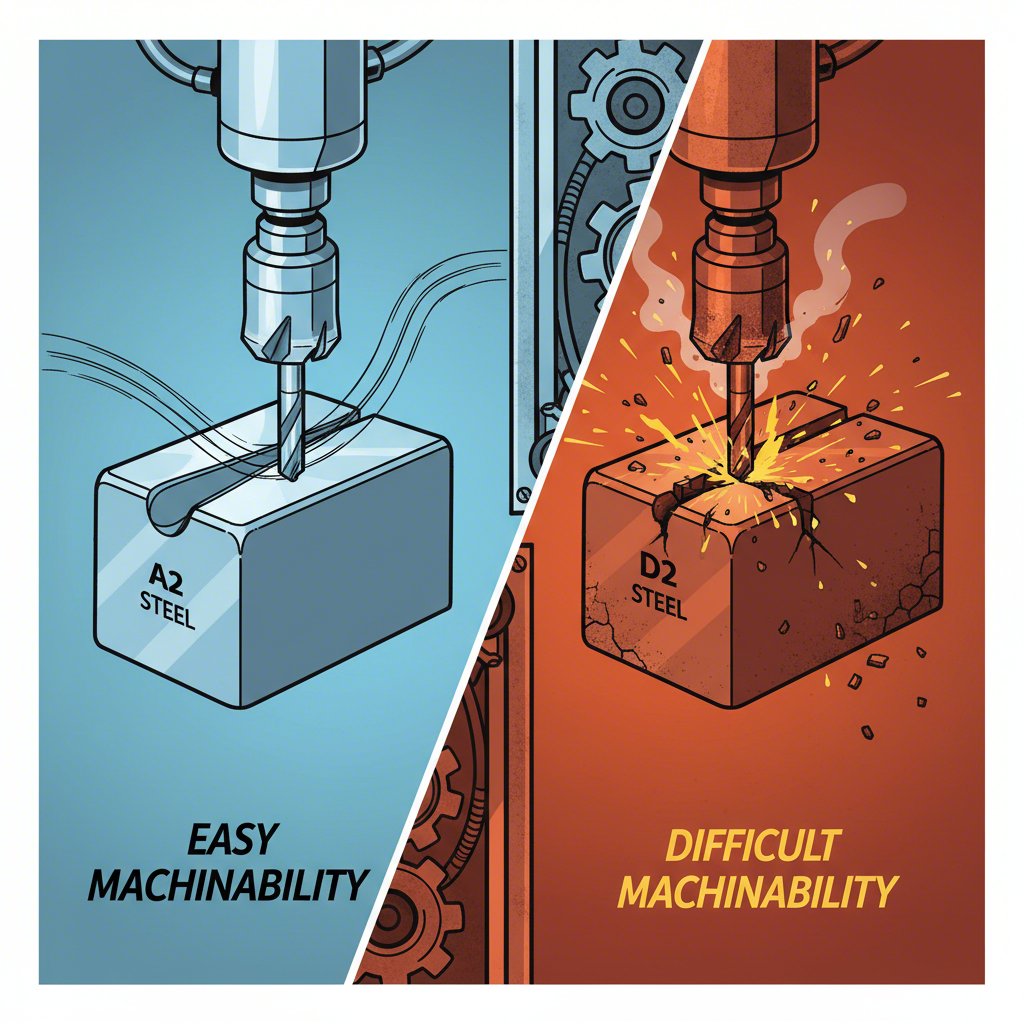
Megmunkálhatóság és gyártási szempontok
A teljesítményjellemzőkön túl a sajtóforma gyártásának gyakorlati szempontjai is kritikusak. Ez egy másik terület, ahol az A2 és a D2 jelentősen eltér. Az A2 szerszámacél lényegesen könnyebben megmunkálható és köszörülhető. Mikroszerkezete kevésbé terheli a vágószerszámokat, lehetővé téve a nagyobb megmunkálási sebességeket, csökkentve a szerszámkopást, és végül alacsonyabb gyártási költségekhez vezetve. Ez jelentős előnyt jelent összetett formák gyártása során, amelyek kiterjedt megmunkálást igényelnek.
A D2 a magas mennyiségű, kopásálló krómkarbonit miatt hírhedten nehezen megmunkálható. Gyorsan elkopasztja a vágószerszámokat, lassabb megmunkálási sebességet igényel, és speciális felszerelések, például karbid szerszámok vagy fejlett technikák, mint az elektromos szikrafúrás (EDM) alkalmazását teheti szükségessé. A köszörülési folyamat is nehezebb lehet, ami további időt és költséget jelent a forma készítése során. Ezek a gyártási nehézségek a D2 egyik fő hátránya, és figyelembe kell őket venni a teljes költségszámításnál.
Az A2 és a D2 is levegőn edződő acélok, ami jelentős előnyt jelent, mivel kiváló mérettartósságot biztosítanak hőkezelés során. Ez azt jelenti, hogy az edzési folyamat során kevésbé hajlanak torzulni vagy deformálódni, ami elengedhetetlen a sajtoló sablonokhoz szükséges szoros tűréshatárok fenntartásához. Bár mindkét acél stabil, általában az A2-t tekintik kissé toleránsabbnak, míg a D2 magasabb ötvözőtartalma miatt érzékenyebb lehet a hőkezelési paraméterekre.
| Tényező | A2 szerszámacél | D2 szerszámacél |
|---|---|---|
| Megmunkálhatósággal | Jó | Gyenge / Nehéz |
| Keményesztergálhatóság | Jó | Szegények. |
| Hőkezelési stabilitás | Kiváló | Nagyon jó. |
Költség-teljesítmény elemzés és végső ajánlás
Az A2 és D2 szerszámacél közötti végső döntés sajtoló sablonokhoz egy átfogó költség-teljesítmény elemzésen alapul. A választás nem csupán arról szól, hogy melyik acél „jobb”, hanem arról, hogy melyik gazdaságilag életképesebb adott alkalmazás esetén. Ez azt jelenti, hogy a döntésnél túl kell lépni a kiinduló anyagárakon, és figyelembe kell venni a gyártási költségeket és a sablon teljes várható élettartamát.
Az A2 általában olcsóbb nyersanyag, és – mint említettük – lényegesen alacsonyabb a gépi megmunkálása során keletkező költsége egy kész sablonál. Rövid–közepes sorozatgyártás vagy nem szúrós anyagok kihajtásakor az A2 gyakran a legköltséghatékonyabb megoldást jelenti. Kiváló szívóssága megbízható biztonsági tartalékot nyújt a sablon idő előtti meghibásodással szemben, így megbízható munkalóvá válik számos különböző feladatnál.
A D2 magasabb anyag- és megmunkálási költségei csak olyan alkalmazásokban igazolhatók, ahol kiváló kopásállósága egyértelmű megtérülést biztosít. Például hosszú sorozatgyártás során, amikor erősen tömörített rozsdamentes acélt alakítanak, egy D2-es bélyegzőszerszám akár többször is hosszabb ideig szolgálhat, mint egy A2-es szerszám. Ez a meghosszabbodott élettartam csökkenti a költséges leállások szükségességét a szerszám karbantartása vagy cseréje miatt, így a teljes tulajdonlási költség alacsonyabb lehet, annak ellenére, hogy a kezdeti beruházás magasabb. A döntés végül gazdasági számítássá válik: a csökkentett leállási időből és kevesebb cseréből származó megtakarítás felülmúlja-e a kezdeti kiadást?
Kritikus projektek esetén, különösen igényes szektorokban, például az autógyártásban, szakemberrel való konzultáció rendkívül hasznos lehet. Olyan vállalatok, mint a Shaoyi (Ningbo) Metal Technology Co., Ltd. speciálisak nagy pontosságú autóipari bélyegzőszerszámok terén, és szakértői tanácsadást nyújtanak az anyagválasztáshoz és a szerszámtervezéshez, hogy biztosítsák adott alkatrészei optimális teljesítményét és költséghatékonyságát.
A végső döntés meghozatalához használja az alábbi mátrixot az alkalmazás specifikus igényeinek értékeléséhez:
| Tényező | A2 szerszámacél | D2 szerszámacél |
|---|---|---|
| Kopásállóság | Jó | Kiváló |
| Szívósság (Repedésállóság) | Kiváló | Igazságos. |
| Megmunkálhatósággal | Jó | Szegények. |
| Kezdeti költség (Anyag + megmunkálás) | Alsó | Magasabb |
| Legmegfelelőbb alkalmazás | Általános célú, összetett kivágószerszámok, közepes sorozatgyártás, nagy ütésállóságú kivágás | Nagy mennyiségű gyártás, abrazív anyagok, egyszerű szerszámformák |
Gyakran Ismételt Kérdések
1. Keményebb a D2, mint az A2?
Bár a D2 kissé magasabb maximális Rockwell-keménységet (HRC) érhet el, mindkét acél nagyon hasonló keménységi tartományban működik (általában 55–62 HRC). A lényegesebb különbség nem a keménységben, hanem az elhasználódási ellenállásban van. A D2 egyedi, szén- és krómban gazdag kémiai összetétele nagy mennyiségű kemény karbidrészecskét képez. Ezek a karbidok jelentősen jobb ellenállást biztosítanak az abrazív koprással szemben, amit gyakran „keményebbnek” éreznek a gyakorlatban, annak ellenére, hogy az átlagos HRC-mérés hasonló az A2-éhez.
2. Mire jó az A2 szerszámacél?
Az A2 szerszámacél egy rendkívül sokoldalú anyag, amelyet kiváló ütőállóságának és jó kopásállóságának kiváló egyensúlya miatt értékelnek. Ideális választás széles körű hidegalakító alkalmazásokhoz, beleértve a kivágó sablonokat, alakító sablonokat, sajtolószerszámokat és ipari késeket. Magas ütőállósága különösen alkalmas olyan szerszámokhoz, amelyek ütésnek vannak kitéve, vagy olyan sablonokhoz, amelyek bonyolult mintázattal rendelkeznek, és amelyek törékenyebb anyagból könnyen repedhetnének.
3. Mik a D2 acél hátrányai?
A D2 acél fő hátrányai ugyanabból a tulajdonságból erednek, amely kiváló kopásállóságát biztosítja. Alacsonyabb ütőállósága miatt ridegebb, és ütés hatására könnyebben repedhet vagy törhet. Emellett lényegesen nehezebb és költségesebb megmunkálni és csiszolni természeténél fogva, mivel nagyon kopásálló. Végül, bár magas króm tartalma biztosít némi korrózióállóságot, nem rozsdamentes acél, és rozsdásodik, ha nincs megfelelően karbantartva.