 छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —
छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —

वेल्डेड शीट मेटल विशेषज्ञता कंपनी के रहस्य: कच्चे स्टील से तैयार भागों तक

वेल्डेड शीट धातु विशेषज्ञ कंपनी क्या है
कल्पना कीजिए कि आपको एक कस्टम ब्रैकेट, एक जटिल एन्क्लोज़र, या एक संरचनात्मक घटक की आवश्यकता है जो सामान्य रूप से बाज़ार में उपलब्ध नहीं है। आप कहाँ जाएँगे? यहीं पर एक वेल्डेड शीट धातु विशेषज्ञ कंपनी की महत्वपूर्ण भूमिका आती है। ये विशेषज्ञ निर्माता कच्चे धातु स्टॉक को आपकी सटीक आवश्यकताओं के अनुसार सटीक रूप से इंजीनियर किए गए घटकों में परिवर्तित करते हैं—डिज़ाइन अवधारणाओं और कार्यात्मक वास्तविकता के बीच का अंतर पाटते हुए।
विशेषज्ञ वेल्डेड शीट धातु सेवाओं की परिभाषा
एक वेल्डेड शीट धातु विशेषज्ञ कंपनी मुख्य रूप से निम्नलिखित के माध्यम से कस्टम धातु भागों और असेंबलियों के निर्माण पर केंद्रित होती है: विशेषज्ञ शीट धातु वेल्डिंग तकनीकें काटने, आकार देने और परिष्करण प्रक्रियाओं के साथ संयुक्त। मानकीकृत वस्तुओं का बड़े पैमाने पर उत्पादन करने वाली सुविधाओं के विपरीत, ये विशेषज्ञ सीएडी फ़ाइलों, इंजीनियरिंग ड्रॉइंग्स या ग्राहक के विवरणों के आधार पर फ्रेम, फिटिंग्स, एनक्लोज़र्स और संरचनात्मक असेंबलियों जैसे अद्वितीय घटकों का निर्माण करते हैं।
विशेषज्ञ निर्माताओं को क्या अलग करता है? आप कई प्रमुख भिन्नताओं को ध्यान में रखेंगे:
- अनुकूल योग्यताएँ: डिज़ाइन की व्याख्या से लेकर अंतिम निरीक्षण तक प्रत्येक परियोजना को व्यक्तिगत ध्यान दिया जाता है
- सामग्री का ज्ञान: विभिन्न मिश्र धातुओं के शीट धातु वेल्डिंग प्रक्रियाओं के दौरान व्यवहार के प्रति गहन समझ, जिसमें स्प्रिंग-बैक गणना और दाने की दिशा के विचार शामिल हैं
- सटीक सहनशीलता: जबकि सामान्य निर्माण ±1/16" से ±1/8" के भीतर कार्य करता है, विशेषज्ञ दुकानें अक्सर ±0.005" से ±0.010" तक के बेहद सटीक टॉलरेंस प्राप्त करती हैं
- गुणवत्ता प्रमाणन: एयरोस्पेस, चिकित्सा उपकरण, स्वचालित वाहन और अन्य नियमित उद्योगों के लिए दस्तावेज़ीकृत गुणवत्ता प्रणालियाँ
ये कंपनियाँ विशिष्ट अनुप्रयोगों के लिए गहरी पैठ या ऐसी बाहरी कार्य स्थितियों में काम करने के लिए, जहाँ शील्डिंग गैस का उपयोग व्यावहारिक नहीं होता, फ्लक्स कोर के साथ शीट मेटल की वेल्डिंग जैसी विशिष्ट तकनीकों को भी संभालती हैं।
विनिर्माण में सटीक फैब्रिकेशन क्यों महत्वपूर्ण है
तो सटीकता इतनी महत्वपूर्ण क्यों है? इस पर विचार करें: जो घटक सही ढंग से फिट नहीं होते, उनके लिए महंगे क्षेत्रीय संशोधनों की आवश्यकता होती है, जिससे श्रम लागत बढ़ जाती है और परियोजना की समय सीमा बढ़ जाती है। आयामी विचरण उत्पाद विफलताओं, वारंटी दावों और प्रतिputation को नुकसान पहुँचा सकते हैं। उन उद्योगों के लिए, जिन्हें सटीक टॉलरेंस की आवश्यकता होती है, अपर्याप्त गुणवत्ता वाले शीट मेटल और वेल्डिंग क्षमताओं का अर्थ महंगी देरी या पूर्ण अस्वीकृति हो सकती है।
गुणवत्तापूर्ण शीट मेटल वेल्डिंग सेवाएँ निम्नलिखित के माध्यम से मूल्य प्रदान करती हैं:
- कुल परियोजना लागत में कमी: पुनर्कार्य और क्षेत्रीय संशोधनों का उन्मूलन
- असेंबली दक्षता में सुधार: सटीक घटक पहली बार में ही एक-दूसरे के साथ फिट होते हैं
- उन्नत उत्पाद प्रदर्शन: आयामी सटीकता सीधे ऑपरेशनल विश्वसनीयता को प्रभावित करती है
- प्रायोजनीय अनुपालन: पूर्ण प्रशिक्षण योग्यता, सांख्यिकीय प्रक्रिया नियंत्रण और प्रथम लेख निरीक्षण प्रलेखन
विशेष निर्माण में निवेश का लाभ असेंबली समय में कमी, पुनर्कार्य के उन्मूलन और उत्पाद प्रदर्शन में सुधार के माध्यम से प्राप्त होता है। चाहे आप मानव सुरक्षा जिस पर ठीक आयामी शुद्धता निर्भर करती है, ऐसे चिकित्सा उपकरणों का विकास कर रहे हों या सटीक ईएमआई शील्डिंग की आवश्यकता वाले इलेक्ट्रॉनिक्स एन्क्लोज़र्स का निर्माण कर रहे हों, अनुभवी शीट मेटल वेल्डिंग सेवाओं के साथ साझेदारी बनाने से आपके घटक उन कठोर मानकों को पूरा करते हैं जो आपके अनुप्रयोगों द्वारा आवश्यक हैं।
शीट मेटल निर्माण में वेल्डिंग के प्रकार
क्या आपने कभी सोचा है कि कुछ शीट मेटल घटकों में लगभग अदृश्य सीमें क्यों होती हैं, जबकि अन्य में स्पष्ट वेल्ड बीड्स दिखाई देते हैं? इसका उत्तर प्रत्येक अनुप्रयोग के लिए सही वेल्डिंग विधि का चयन करने में छिपा है। शीट मेटल में वेल्डिंग के प्रकारों को समझना आपको निर्माताओं के साथ प्रभावी ढंग से संवाद करने में सक्षम बनाता है और यह सुनिश्चित करता है कि आपके प्रोजेक्ट्स को शक्ति, उपस्थिति और लागत-दक्षता के लिए आदर्श जोड़ने की तकनीक प्राप्त हो।
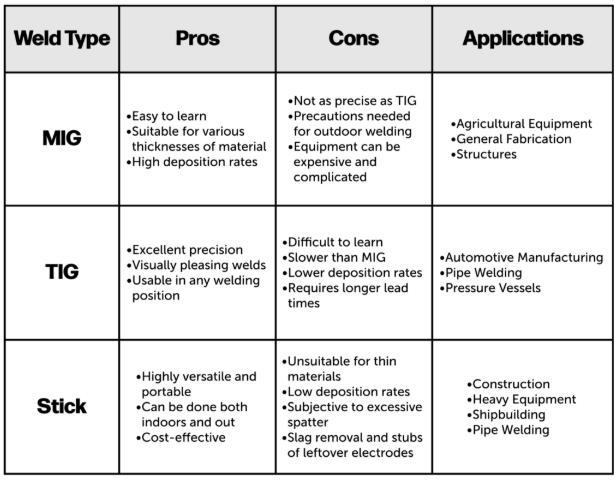
उत्पादन दक्षता के लिए MIG वेल्डिंग
जब उत्पादन की गति महत्वपूर्ण होती है, तो MIG वेल्डिंग शीट मेटल विशेषज्ञ फैब्रिकेटर्स के लिए पसंदीदा विकल्प बन जाती है मेटल इनर्ट गैस (MIG) वेल्डिंग—जिसे गैस मेटल आर्क वेल्डिंग (GMAW) भी कहा जाता है—एक निरंतर फीड की गई तार इलेक्ट्रोड का उपयोग करती है जो वेल्ड पूल में पिघल जाती है, जबकि एक निष्क्रिय शील्डिंग गैस वातावरणीय दूषण से सुरक्षा प्रदान करती है।
MIG वेल्डर के साथ शीट मेटल की वेल्डिंग इतनी लोकप्रिय क्यों है? इन लाभों पर विचार करें:
- त्वरित वेल्डिंग समय: निरंतर तार फीड के कारण वेल्डर्स इलेक्ट्रोड को बदलने के लिए रुके बिना जोड़ों को त्वरितता से पूरा कर सकते हैं
- बहुमुखी सामग्री संगतता: यह कार्बन स्टील, स्टेनलेस स्टील और एल्यूमीनियम के साथ उत्कृष्ट रूप से काम करता है
- आसान तकनीक: ऑपरेटर अन्य विधियों की तुलना में कम प्रशिक्षण के साथ भी गुणवत्तापूर्ण परिणाम प्राप्त कर सकते हैं
- स्वच्छ संचालन: न्यूनतम स्लैग और स्पैटर के कारण पोस्ट-वेल्ड सफाई कम हो जाती है
MIG वेल्डिंग ऑटोमोटिव बॉडी निर्माण, औद्योगिक उपकरण निर्माण और संरचनात्मक असेंबलियों में उत्कृष्ट प्रदर्शन करती है, जहाँ उत्पादन मात्रा तेज़ वेल्डिंग गति के लिए औचित्य प्रदान करती है। गहरी पैठ की आवश्यकता वाली मोटी सामग्री के लिए, निर्माता कभी-कभी फ्लक्स-कोर्ड आर्क वेल्डिंग (FCAW) जैसी फ्लक्स वेल्डिंग शीट मेटल तकनीकों का सहारा लेते हैं, जिसे बाहरी शील्डिंग गैस के बिना अक्सर खुले में किया जा सकता है, जिससे यह विभिन्न वातावरणों के लिए अत्यधिक लचीला बन जाता है।
सटीक अनुप्रयोगों के लिए TIG वेल्डिंग
जब आपकी परियोजना अत्युत्तम वेल्ड गुणवत्ता और दृश्य उपस्थिति की मांग करती है, तो TIG वेल्डिंग शीट मेटल अतुलनीय परिणाम प्रदान करती है। टंगस्टन इनर्ट गैस (TIG) वेल्डिंग—जिसे तकनीकी रूप से गैस टंगस्टन आर्क वेल्डिंग (GTAW) कहा जाता है—एक गैर-उपभोग्य टंगस्टन इलेक्ट्रोड का उपयोग करके चाप उत्पन्न करती है, जबकि वेल्डर आवश्यकतानुसार भराव सामग्री को हाथ से भरता है।
निर्माता महत्वपूर्ण घटकों के लिए TIG की सिफारिश क्यों करते हैं? यह प्रक्रिया निम्नलिखित लाभ प्रदान करती है:
- उत्कृष्ट सटीकता और नियंत्रण: वेल्डर्स पतली सामग्री पर जलने को रोकने के लिए ऊष्मा इनपुट को सटीक रूप से नियंत्रित कर सकते हैं
- अद्वितीय वेल्डिंग दृश्यात्मकता: साफ़, दृश्य में आकर्षक बीड्स उत्पन्न करता है जिन्हें अक्सर कोई अतिरिक्त समापन आवश्यकता नहीं होती है
- सामग्री लचीलापन: स्टेनलेस स्टील, एल्यूमीनियम, टाइटेनियम और विदेशी मिश्र धातुओं सहित विभिन्न प्रकार की धातुओं को संभाल सकता है
- बिखराव नहीं: शुद्ध कार्य क्षेत्र और घटकों का निर्माण करता है
टिग वेल्डिंग को खाद्य प्रसंस्करण उपकरणों के लिए लोकप्रिय बनाया गया है, जहाँ स्वच्छता अत्यंत महत्वपूर्ण है, ईंधन लाइनें और टैंक, एक्जॉस्ट सिस्टम और एयरोस्पेस घटक। जबकि स्टिक वेल्डिंग पतली चादर धातु के लिए क्षेत्र में मरम्मत और बाहरी अनुप्रयोगों के लिए एक विकल्प बनी हुई है, टिग की सटीकता उन नियंत्रित शॉप वातावरणों में इसे वरीयता देती है जहाँ गुणवत्ता को गति की तुलना में प्राथमिकता दी जाती है।
असेंबली ऑपरेशन के लिए स्पॉट वेल्डिंग
स्पॉट वेल्डिंग शीट मेटल एक पूरी तरह से अलग दृष्टिकोण प्रदान करती है—जिसमें सामग्रियों को जोड़ने के लिए आर्क के बजाय विद्युत प्रतिरोध का उपयोग किया जाता है। दो इलेक्ट्रोड ओवरलैपिंग धातु की शीट्स पर दबाव और विद्युत धारा लगाते हैं, जिससे संपर्क बिंदु पर पर्याप्त ऊष्मा उत्पन्न होती है जो उन्हें एक साथ विलयित कर देती है।
इस विधि से कई स्पष्ट लाभ प्राप्त होते हैं:
- अद्वितीय गति: प्रत्येक वेल्ड कुछ सेकंड के अंश में पूर्ण हो जाता है
- फिलर सामग्री की आवश्यकता नहीं है: उपभोग्य लागत में कमी आती है और फिलर के चयन से संबंधित चिंताएँ समाप्त हो जाती हैं
- स्वचालन करना आसान है: रोबोटिक उत्पादन लाइनों में इसका सुग्राही एकीकरण होता है
- न्यूनतम पोस्ट-प्रोसेसिंग: वेल्ड की लगभग कोई सफाई या फिनिशिंग की आवश्यकता नहीं होती है
- सुरक्षित संचालन: कोई खुली लौ या शील्डिंग गैस की आवश्यकता नहीं है
स्पॉट वेल्डिंग का उपयोग ऑटोमोटिव बॉडी असेंबली, घरेलू उपकरण निर्माण और पतली ओवरलैपिंग शीट्स के त्वरित जोड़ने की आवश्यकता वाले किसी भी अनुप्रयोग में प्रमुखता से किया जाता है। यही कारण है कि आधुनिक कार बॉडीज़ को हज़ारों सुसंगत, विश्वसनीय जोड़ों के साथ असेंबल किया जा सकता है।
आपकी परियोजना के लिए वेल्डिंग विधियों की तुलना
सही वेल्डिंग तकनीक का चयन आपकी विशिष्ट आवश्यकताओं पर निर्भर करता है। शीट मेटल के लिए लेज़र वेल्डर माइक्रो-घटकों और ऊष्मा-संवेदनशील सामग्रियों के लिए अत्यधिक सटीकता प्रदान करता है, जबकि पारंपरिक विधियाँ व्यापक अनुप्रयोगों के लिए उपयुक्त हैं। यहाँ प्राथमिक विधियों की तुलना कैसे की जाती है:
| विधि | सर्वश्रेष्ठ उपयोग | सामग्री की मोटाई सीमा | गति |
|---|---|---|---|
| एमआईजी वेल्डिंग | ऑटोमोटिव बॉडीज़, औद्योगिक उपकरण, संरचनात्मक असेंबलीज़, उत्पादन फैब्रिकेशन | 24 गेज से 1/2" (0.6 मिमी से 12.7 मिमी) | तीव्र—उच्च मात्रा वाले उत्पादन के लिए आदर्श |
| टीआईजी वेल्डिंग | एयरोस्पेस घटक, खाद्य प्रसंस्करण उपकरण, ईंधन प्रणालियाँ, सटीक एनक्लोज़र्स | 26 गेज से 1/4" (0.5 मिमी से 6.4 मिमी) | धीमी—गति के बजाय गुणवत्ता को प्राथमिकता देती है |
| स्पॉट वेल्डिंग | ऑटोमोटिव असेंबली, उपकरण, आवरण, ओवरलैपिंग शीट जॉइंट्स | 28 गेज से 1/8" (0.4 मिमी से 3.2 मिमी) | बहुत तेज़—प्रति वेल्ड कुछ सेकंड |
| लेजर वेल्डिंग | चिकित्सा उपकरण, इलेक्ट्रॉनिक्स, परिशुद्धता यंत्र, ऊष्मा-संवेदनशील सामग्री | 30 गेज से 1/8" (0.3 मिमी से 3.2 मिमी) | न्यूनतम विरूपण के साथ बहुत तेज़ |
| फ्लक्स-कोर्ड (FCAW) | भारी उपकरण, बाहरी निर्माण, मोटे संरचनात्मक घटक | 18 गेज से 1" (1.2 मिमी से 25.4 मिमी) | गहरी पैठ के साथ तेज़ |
के अनुसार वेल्डिंग उद्योग के विशेषज्ञ लेज़र वेल्डिंग पतली सामग्री पर पारंपरिक आर्क वेल्डिंग विधियों की तुलना में लगभग तीन से पाँच गुना तेज़ होती है, जबकि इसके द्वारा उत्पादित जोड़ लगभग अदृश्य होते हैं और ऊष्मा-प्रभावित क्षेत्र (हीट-अफेक्टेड ज़ोन) न्यूनतम होते हैं। यह उन अनुप्रयोगों के लिए आदर्श बनाता है जिनमें गति और सटीकता दोनों की आवश्यकता होती है।
मुख्य निष्कर्ष क्या है? अपनी वेल्डिंग विधि को अपनी परियोजना की प्राथमिकताओं के अनुसार चुनें। यदि आपको स्टील असेंबलियों पर त्वरित उत्पादन की आवश्यकता है, तो MIG विधि उपयुक्त है। यदि आपको स्टेनलेस स्टील के भोजन संबंधी उपकरणों पर निर्मल दृश्य गुणवत्ता की आवश्यकता है, तो TIG विधि आपका उत्तर है। यदि आप हज़ारों समान एन्क्लोज़र्स को असेंबल कर रहे हैं, तो स्पॉट वेल्डिंग अतुलनीय दक्षता प्रदान करती है। इन अंतरों को समझना आपको अपने विशिष्ट अनुप्रयोगों के लिए सही क्षमताओं से लैस एक निर्माण साझेदार का चयन करने में सहायता करता है।
शीट मेटल वेल्डिंग विशेषज्ञों द्वारा संभाली जाने वाली सामग्रियाँ
आप अपनी अगली निर्माण परियोजना के लिए किस सामग्री का चयन करें? उत्तर आपके अनुप्रयोग की आवश्यकताओं—जैसे शक्ति, वजन, संक्षारण प्रतिरोध और बजट—पर निर्भर करता है। एक कुशल वेल्डेड शीट मेटल विशेषज्ञ कंपनी विविध सामग्रियों के साथ काम करती है—प्रत्येक सामग्री में अद्वितीय गुण होते हैं जो उसे विशिष्ट उपयोगों के लिए आदर्श बनाते हैं। इन विकल्पों को समझना आपको सूचित निर्णय लेने और अपने निर्माण साझेदार के साथ प्रभावी ढंग से संवाद करने में सहायता करता है।
इस्पात के ग्रेड और उनके औद्योगिक उपयोग
इस्पात बना हुआ है शीट मेटल निर्माण का कार्यशील घोड़ा , जो कई अनुप्रयोगों में उत्कृष्ट शक्ति-से-लागत अनुपात प्रदान करता है। हालाँकि, सभी इस्पात समान नहीं होते हैं। विशेषज्ञ निर्माता कई अलग-अलग श्रेणियों के इस्पात के साथ काम करते हैं:
- गर्म रोल्ड स्टील: उच्च तापमान पर आकारित किया गया यह सामग्री कम लागत पर लचीलापन और कार्ययोग्यता प्रदान करता है। यह संरचनात्मक घटकों, फ्रेमों और उन अनुप्रयोगों के लिए आदर्श है जहाँ सतह का फिनिश महत्वपूर्ण नहीं है
- ठंडा बेलनित इस्पात: कमरे के तापमान पर संसाधित किया गया, जिससे मजबूत और अधिक आयामी रूप से सटीक उत्पाद प्राप्त होते हैं—वाणिज्यिक भवन निर्माण और भंडारण प्रणालियों के लिए आदर्श
- गैल्वेनाइज़्ड स्टील: जंगरोधी गुणों के लिए जिंक के साथ लेपित सामान्य स्टील शीट्स, जो आमतौर पर निर्माण, स्वचालित वाहन, दूरसंचार, और पवन एवं सौर ऊर्जा उद्योगों में उपयोग की जाती हैं
जस्तलेपित शीट धातु के वेल्डिंग के संबंध में, निर्माता विशिष्ट चुनौतियों का सामना करते हैं। क्या आप जस्तलेपित शीट धातु को सफलतापूर्वक वेल्ड कर सकते हैं? बिल्कुल—लेकिन इसके लिए विशेषज्ञता की आवश्यकता होती है। जिंक का लेप वेल्ड प्रवेश को कम कर सकता है और पूर्ण जोड़ में छिद्रता (पोरोसिटी) का कारण बन सकता है। कुशल वेल्डर आमतौर पर तुरंत वेल्ड क्षेत्र से जिंक के लेप को हटा देते हैं, फिर वेल्डिंग पूरी करने के बाद जंग से सुरक्षा पुनः प्रदान करने के लिए पुनः जस्तलेपित करते हैं।
जस्तलेपित शीट धातु की MIG वेल्डिंग में स्वास्थ्य संबंधी विचार भी शामिल होते हैं। अनुसार धातु निर्माण सुरक्षा विशेषज्ञों जस्त (जिंक) वेल्डिंग के दौरान वाष्पीकृत हो जाता है, जिससे जिंक ऑक्साइड के धुएँ उत्पन्न होते हैं, जो 'धातु धुआँ ज्वर'—एक फ्लू-जैसी स्थिति—का कारण बन सकते हैं, जिसमें उल्टी, सिरदर्द और सर्दी जैसे लक्छन शामिल हैं। इसके अतिरिक्त, गैल्वेनाइज्ड कोटिंग्स में उपस्थित सूक्ष्म मात्रा में सीसा (लेड) भी वाष्पीकृत हो सकता है, जिससे दीर्घकालिक स्वास्थ्य समस्याएँ उत्पन्न हो सकती हैं। गैल्वेनाइज्ड शीट मेटल वेल्डिंग कार्यों के लिए उचित वेंटिलेशन, रेस्पिरेटर्स और सुरक्षा प्रशिक्षण आवश्यक हैं।
एल्यूमीनियम और हल्के धातु अनुप्रयोग
जब वजन महत्वपूर्ण होता है, तो एल्यूमीनियम अतुलनीय प्रदर्शन प्रदान करता है। एल्यूमीनियम का वजन लगभग इस्पात के एक-तिहाई के बराबर होता है, जिसके कारण यह कई उद्योगों में अपरिहार्य बन गया है। वेल्डिंग परियोजनाओं के लिए शीट मेटल में अक्सर एल्यूमीनियम शामिल होता है, जब अनुप्रयोगों की आवश्यकता होती है:
- घटकों के वजन में कमी: एयरोस्पेस, ऑटोमोटिव और परिवहन अनुप्रयोगों के लिए महत्वपूर्ण, जहाँ प्रत्येक पाउंड ईंधन दक्षता को प्रभावित करता है
- प्राकृतिक संक्षारण प्रतिरोध: एल्यूमीनियम एक सुरक्षात्मक ऑक्साइड परत बनाता है जो पर्यावरणीय क्षरण के खिलाफ सुरक्षा प्रदान करती है
- उत्कृष्ट ऊष्मीय और वैद्युत चालकता: इसे ऊष्मा विनिमायकों, इलेक्ट्रॉनिक्स आवरणों और विद्युत घटकों के लिए आदर्श बनाता है
- पुनर्चक्रणीयता: एल्यूमीनियम को गुणों को खोए बिना बार-बार पुनर्चक्रित किया जा सकता है, जो सततता के लक्ष्यों का समर्थन करता है
उद्योग के सामग्री मार्गदर्शिकाओं के अनुसार, एल्यूमीनियम की तन्य शक्ति गुणसूत्र के संयोजन के आधार पर 40 से 690+ एमपीए तक होती है, जिसमें अतिरिक्त मिश्र धातुओं को जोड़ने से शक्ति विशेषताओं में काफी वृद्धि होती है। खाद्य एवं पेय निर्माता पैकेजिंग के लिए एल्यूमीनियम पर निर्भर करते हैं, जबकि वाहन निर्माता शरीर पैनलों के लिए इसका व्यापक रूप से उपयोग करते हैं ताकि कुल वजन को कम किया जा सके।
एल्यूमीनियम को वेल्ड करने के लिए इस्पात की तुलना में अलग तकनीकों की आवश्यकता होती है। जैसे पेशेवर वेल्डर्स ध्यान देते हैं , एल्यूमीनियम का गलनांक कम होता है और यह ऊष्मा को तेज़ी से चालित करता है, जिससे वेल्डिंग के दौरान सटीक नियंत्रण की आवश्यकता होती है। टिग (TIG) वेल्डिंग आमतौर पर एल्यूमीनियम पर सर्वश्रेष्ठ परिणाम देती है, हालाँकि मिग (MIG) वेल्डिंग मोटे अनुभागों और उत्पादन वातावरण के लिए अच्छी तरह काम करती है।
स्टेनलेस स्टील का उपयोग बदलाव प्रतिरोध के लिए
जब आपके अनुप्रयोग को दोनों—शक्ति और उत्कृष्ट संक्षारण प्रतिरोध—की आवश्यकता होती है, तो स्टेनलेस स्टील चुने जाने वाले सामग्री बन जाता है। इसकी क्रोमियम सामग्री एक स्व-उपचारक ऑक्साइड परत बनाती है जो जंग और रासायनिक आक्रमण के खिलाफ सुरक्षा प्रदान करती है। विशेषज्ञ निर्माता आमतौर पर इन स्टेनलेस स्टील प्रकारों के साथ काम करते हैं:
- ऑस्टेनिटिक (300 श्रृंखला): सबसे आम प्रकार, जो उत्कृष्ट संक्षारण प्रतिरोध और आकार देने की क्षमता प्रदान करता है—खाद्य प्रसंस्करण उपकरण, चिकित्सा उपकरण और स्थापत्य अनुप्रयोगों के लिए आदर्श
- फेरिटिक (400 श्रृंखला): चुंबकीय, अच्छा संक्षारण प्रतिरोध और कम लागत के साथ—ऑटोमोटिव ट्रिम और घरेलू उपकरणों के लिए उपयुक्त
- मार्टेन्सिटिक: उच्च कठोरता के लिए ऊष्मा-उपचारणीय—काटने वाले उपकरणों और सर्जिकल उपकरणों में उपयोग किया जाता है
स्टेनलेस स्टील उन परिवेशों में उत्कृष्ट प्रदर्शन करता है जहाँ स्वच्छता का महत्व होता है। व्यावसायिक रसोईघर, फार्मास्यूटिकल सुविधाएँ और खाद्य प्रसंस्करण संयंत्र इसकी गैर-सम्पीड़ित सतह पर निर्भर करते हैं, जो जीवाणु वृद्धि का प्रतिरोध करती है और आसानी से साफ़ की जा सकती है। यह सामग्री अपने चमकदार, आधुनिक फ़िनिश के साथ दृश्यात्मक आकर्षण भी प्रदान करती है—जिससे यह दृश्यमान स्थापत्य तत्वों और उपभोक्ता उपकरणों के लिए लोकप्रिय हो गई है।
हालाँकि स्टेनलेस स्टील की कीमत आमतौर पर कार्बन स्टील या एल्यूमीनियम की तुलना में अधिक होती है, फिर भी इसकी टिकाऊपन अक्सर कम रखरखाव और लंबे सेवा जीवन के माध्यम से दीर्घकालिक बचत प्रदान करती है।
ताँबा और विशेष धातुएँ
प्राथमिक सामग्रियों के अतिरिक्त, विशेष निर्माता विशिष्ट अनुप्रयोगों के लिए ताँबा और अन्य धातुओं के साथ भी काम करते हैं:
- तांबा: इसमें अत्युत्तम विद्युत और तापीय चालकता होती है, जिससे यह वायरिंग, इलेक्ट्रॉनिक्स, प्लंबिंग घटकों और सजावटी अनुप्रयोगों के लिए आवश्यक हो जाता है। ताँबे की चादरों में जंग लगने के लिए पर्याप्त मात्रा में लोहा नहीं होता है और यह अन्य तत्वों के साथ मिश्रित होने पर और अधिक मजबूत हो जाता है।
- पीतल और कांस्य: तांबे के मिश्र धातुएँ जो समुद्री उपकरणों, सजावटी फिटिंग्स और संगीत वाद्ययंत्रों के लिए अद्वितीय सौंदर्य गुणों के साथ-साथ संक्षारण प्रतिरोध प्रदान करती हैं
- टाइटेनियम: उत्कृष्ट शक्ति-से-भार अनुपात के साथ उत्कृष्ट संक्षारण प्रतिरोध, जो एयरोस्पेस, चिकित्सा प्रत्यारोपण और उच्च-प्रदर्शन अनुप्रयोगों के लिए उपयुक्त है
प्रत्येक सामग्री के लिए विशिष्ट वेल्डिंग पैरामीटर, भराव सामग्री और हैंडलिंग प्रक्रियाओं की आवश्यकता होती है। एक अनुभवी निर्माण साझेदार के साथ काम करने से यह सुनिश्चित होता है कि आपकी सामग्री का चयन आपकी प्रदर्शन आवश्यकताओं और निर्माण संभवता दोनों के अनुरूप हो—जो किसी भी उद्योग अनुप्रयोग में सफल परियोजना परिणामों की नींव रखता है

विशेषता शीट धातु निर्माताओं द्वारा सेवित उद्योग
वास्तव में एक वेल्डेड शीट धातु विशेष कंपनी की क्षमताओं की जरूरत कौन है? जवाब आपको हैरान कर सकता है। वाहन से लेकर काम करने वाली इमारत तक, शीट धातु का निर्माण और वेल्डिंग आधुनिक जीवन के लगभग हर पहलू को प्रभावित करती है। यह समझना कि कौन से उद्योग इन सेवाओं पर निर्भर हैं, आपको अपने विशिष्ट अनुप्रयोग के लिए गुणवत्तापूर्ण परिणाम देने के लिए अपने विनिर्माण भागीदार को विशेषज्ञता और विशेष उपकरण की आवश्यकता को पहचानने में मदद करता है।
ऑटोमोटिव और परिवहन घटकों में
ऑटोमोबाइल उद्योग वेल्डिंग शीट धातु निर्माण सेवाओं के सबसे बड़े उपभोक्ताओं में से एक है। के अनुसार औद्योगिक विशेषज्ञ आधुनिक ऑटोमोटिव शीट धातु निर्माण सरल स्टैम्पिंग और वेल्डिंग से परे विकसित हुआ है जिसमें सामग्री विज्ञान नवाचार और डिजिटल सिमुलेशन महारत शामिल है।
इस उद्योग को किन-किन घटकों की आवश्यकता है? सूची व्यापक हैः
- चेसिस घटक: फ्रेम रेल, क्रॉसमेम्बर और सबफ्रेम असेंबली जो वाहन की संरचनात्मक रीढ़ बनाते हैं
- सस्पेंशन पार्ट्स: नियंत्रण हथियार, ब्रैकेट और माउंटिंग प्लेटें जिन्हें उचित संरेखण के लिए सटीक सहिष्णुता की आवश्यकता होती है
- संरचनात्मक असेंबली: क्रैश सुरक्षा प्रदान करने वाले ए-पिलर्स, बी-पिलर्स, रॉकर पैनल्स और फ्लोर पैन्स
- बॉडी पैनल: वाहन की सौंदर्यशास्त्र को परिभाषित करने वाले हुड्स, फेंडर्स, दरवाज़े, साइड पैनल्स और छतें
- बैटरी एनक्लोज़र: इलेक्ट्रिक वाहनों के लिए महत्वपूर्ण घटक जो लोड-बेयरिंग चैसिस तत्वों, थर्मल प्रबंधन हब्स और सुरक्षा संरचनाओं के रूप में कार्य करते हैं
ऑटो बॉडी शीट मेटल के लिए सर्वश्रेष्ठ वेल्डर खोजने के लिए यह समझना आवश्यक है कि ऑटोमोटिव अनुप्रयोगों में दोनों—शक्ति और सटीकता—की आवश्यकता होती है। कई निर्माता मिश्रित-सामग्री निर्माण को समायोजित करने के लिए संकर जोड़ने की तकनीकों का उपयोग करते हैं—जिनमें स्पॉट वेल्डिंग, लेज़र वेल्डिंग, स्व-भेदन रिवेट्स और संरचनात्मक चिपकाने वाले पदार्थों का संयोजन शामिल है। ऑटोमोटिव शीट मेटल परियोजनाओं के लिए सर्वश्रेष्ठ वेल्डर का चयन करते समय, पारंपरिक प्रतिरोध वेल्डिंग और रिमोट लेज़र वेल्डिंग जैसी उन्नत तकनीकों में क्षमताओं की जाँच करें, जो पारंपरिक स्पॉट वेल्डिंग की तुलना में लगभग पाँच गुना अधिक गति प्राप्त करती है।
औद्योगिक उपकरण निर्माण
भारी उपकरण, मशीनरी और औद्योगिक प्रणालियाँ वेल्डिंग और शीट मेटल के विशेषज्ञता पर बहुत अधिक निर्भर करती हैं। इन अनुप्रयोगों में अक्सर मजबूत संरचनात्मक अखंडता के साथ-साथ सटीक आयामी शुद्धता की आवश्यकता होती है।
औद्योगिक उपकरण निर्माता विशेषज्ञ फैब्रिकेटर्स पर निम्नलिखित के लिए निर्भर करते हैं:
- मशीन एनक्लोज़र्स और गार्ड्स: सुरक्षात्मक आवरण जो चलते हुए भागों से ऑपरेटरों की रक्षा करते हैं, जबकि रखरोट के लिए पहुँच की अनुमति भी देते हैं
- नियंत्रण कैबिनेट्स और विद्युत एनक्लोज़र्स: सटीक आवरण जो संवेदनशील इलेक्ट्रॉनिक्स के लिए ईएमआई शील्डिंग और पर्यावरणीय सुरक्षा प्रदान करते हैं
- कन्वेयर प्रणाली: सामग्री हैंडलिंग ऑपरेशन के लिए च्यूट्स, हॉपर्स और संरचनात्मक फ्रेम्स
- कृषि उपकरण: कृषि उपकरणों के घटक, ट्रैक्टर बॉडी के भाग और भंडारण प्रणालियाँ
- HVAC घटक: वाणिज्यिक और औद्योगिक जलवायु नियंत्रण के लिए डक्टवर्क, प्लीनम्स और वायु हैंडलिंग यूनिट्स
- चिकित्सा उपकरण आवरण: जटिल नैदानिक मशीनों, सर्जिकल उपकरणों और अस्पताल के बुनियादी ढांचे के लिए चैसिस और एनक्लोज़र्स
विनिर्माण उद्योग के स्रोतों के अनुसार, कई चिकित्सा उपकरण—जटिल मशीनों से लेकर सर्जिकल उपकरणों तक—शीट धातु से बनाए जाते हैं। धातु सर्जिकल उपकरणों को सटीक आयामों में निर्मित किया जा सकता है और आवश्यक मात्रा में ऑर्डर किया जा सकता है, जिससे अस्पतालों को कभी भी महत्वपूर्ण उपकरणों की कमी नहीं होती है।
स्थापत्य और निर्माण अनुप्रयोग
निर्माण उद्योग ने संरचनात्मक और सजावटी दोनों प्रयोगों में शीट धातु के वेल्ड्स को आवश्यक तत्व के रूप में अपनाया है। शीट धातु निर्माण आधुनिक वास्तुकला द्वारा आवश्यक शक्ति, टिकाऊपन और अनुकूलन क्षमता प्रदान करता है।
निर्माण अनुप्रयोगों में शामिल हैं:
- संरचनात्मक घटक: सहारा स्तंभ, मॉड्यूलर फ्रेमिंग, फर्श ड्रेन, ग्रेटिंग्स, फ्लैंज़ वाले चैनल, और औद्योगिक पैदल यातायात के रास्ते
- छत व्यवस्था: धातु पैनल, फ्लैशिंग्स, गटर और जल निकास घटक
- फैसेड तत्व: सजावटी पैनल, सनस्क्रीन और मौसम प्रतिरोधी छात्र
- आंतरिक विशेषताएं: रेलिंग प्रणाली, मिलवर्क, स्पायर्स और कस्टम सजावटी पैनल
- बुनियादी सुविधाएं: पुल संरचनात्मक भाग, दूरसंचार उपकरणों के आवरण और उपयोगिता आवरण
निर्माण विशेषज्ञों का कहना है कि वास्तुकार और डिजाइनर शीट धातु के निर्माण का उपयोग ऐसे तत्वों को जोड़ने के लिए करते हैं जो न केवल सुरक्षा प्रदान करते हैं बल्कि दृश्य अपील को भी बढ़ाते हैं। संरचनात्मक अखंडता बनाए रखते हुए जटिल आकारों में बनने की सामग्री की क्षमता इसे कार्यात्मक और सौंदर्य दोनों अनुप्रयोगों के लिए अमूल्य बनाती है।
अतिरिक्त उद्योगों में विशेष निर्माण की आवश्यकता होती है
इन प्राथमिक क्षेत्रों के अलावा, विशेष विनिर्माण उद्योग कई अतिरिक्त उद्योगों की सेवा करते हैंः
- एयरोस्पेस: हवाई जहाज और अंतरिक्ष यान के घटकों के लिए तंग सहिष्णुता की आवश्यकता होती है और टाइटेनियम और विशेष एल्यूमीनियम मिश्र धातु जैसे विदेशी सामग्री
- इलेक्ट्रॉनिक्स: गर्मी के विसर्जन, विद्युत चुम्बकीय परिरक्षण और सौंदर्यशास्त्र के लिए विशिष्ट आवश्यकताओं के साथ चेसिस, अलमारियाँ और पैनल
- भोजन प्रसंस्करण: स्टेनलेस स्टील के उपकरण जिनमे सेनेटरी वेल्ड्स और बैक्टीरियल वृद्धि के प्रतिरोधी सतहों की आवश्यकता होती है
- घरेलू उपकरण: रेफ्रिजरेटर, वाशिंग मशीन, एयर कंडीशनर और अन्य घरेलू उपकरणों के लिए खोल और आंतरिक संरचनात्मक घटक
- फर्निचर मैन्युफैक्चरिंग: धातु के टेबल के पैर, कुर्सियों के पीछे के हिस्से और सजावटी तत्व जो टिकाऊपन को आधुनिक सौंदर्यशास्त्र के साथ मिलाते हैं
- ऑटोमेशन और रोबोटिक्स: विशिष्ट मशीनरी और उपकरणों के लिए टिकाऊ भाग और घटक
प्रत्येक उद्योग की अपनी विशिष्ट आवश्यकताएँ होती हैं—समुद्री अनुप्रयोगों द्वारा मांगी गई संक्षारण प्रतिरोधक क्षमता से लेकर चिकित्सा प्रत्यारोपणों के लिए आवश्यक जैव-संगतता मानकों तक। एक योग्य विशेषज्ञ फैब्रिकेटर इन विविध आवश्यकताओं को समझता है और विविध ग्राहक आवश्यकताओं की सेवा करने के लिए आवश्यक प्रमाणन, उपकरण और विशेषज्ञता बनाए रखता है। यह उद्योग विविधता यह भी स्पष्ट करती है कि परियोजना की सफलता के लिए अपने विशिष्ट क्षेत्र में अनुभव रखने वाले फैब्रिकेशन साझेदार का चयन करना कितना महत्वपूर्ण है।
कस्टम फैब्रिकेशन प्रक्रिया की व्याख्या
तो आपने अपनी परियोजना के लिए सही क्षमताओं वाली एक वेल्डेड शीट मेटल विशेषज्ञ कंपनी की पहचान कर ली है। अब आगे क्या होता है? निर्माण कार्यप्रवाह को समझना आपको यथार्थवादी अपेक्षाएँ निर्धारित करने, सही दस्तावेज़ीकरण तैयार करने और पूरी प्रक्रिया के दौरान अपने निर्माण साझेदार के साथ प्रभावी ढंग से संवाद करने में सहायता करता है। प्रारंभिक पूछताछ से लेकर अंतिम डिलीवरी तक, यहाँ प्रत्येक चरण में आपको क्या उम्मीद करनी चाहिए।
डिज़ाइन समीक्षा और डीएफएम विश्लेषण
प्रत्येक सफल परियोजना एक व्यापक डिज़ाइन समीक्षा के साथ शुरू होती है। जब आप अपनी CAD फ़ाइलें, इंजीनियरिंग ड्रॉइंग्स या अवधारणा रेखाचित्र प्रस्तुत करते हैं, तो निर्माता की इंजीनियरिंग टीम आपके डिज़ाइन का निर्माण योग्यता के लिए मूल्यांकन करती है—जिसे अक्सर DFM विश्लेषण कहा जाता है।
यह समीक्षा किस बारे में है? सटीक शीट धातु विशेषज्ञों के अनुसार, उचित DFM विश्लेषण में सामग्री की आकृति निर्माण क्षमता, मशीन क्षमताएँ, नेतृत्व समय और लागत अनुकूलन को ध्यान में रखा जाता है। हालाँकि, यहाँ एक गुप्त तथ्य है: यदि आप त्वरित डिलीवरी के साथ शीर्ष-गुणवत्ता वाले भाग चाहते हैं, तो DFM को समझना पर्याप्त नहीं है। अपने CAD मॉडल को संभवतः सबसे शुरुआत में ही एक सटीक शीट धातु दुकान पर भेजने से उनके विशेषज्ञता का उपयोग आपके डिज़ाइन निर्णयों को आकार देने में किया जा सकता है।
इस चरण के दौरान, आप अपने निर्माण साझेदार से निम्नलिखित मुद्दों को संबोधित करने की अपेक्षा कर सकते हैं:
- सामग्री चयन: आपकी अनुप्रयोग आवश्यकताओं और बजट के आधार पर इष्टतम सामग्रियों की सिफारिश करना
- सहिष्णुता मूल्यांकन: विश्वसनीय निर्माण के लिए संभावित रूप से समायोजन की आवश्यकता वाले आयामों की पहचान करना
- बेंड त्रिज्या अनुकूलन: सुनिश्चित करना कि बेंड विनिर्देश आपूर्ति सामग्री के गुणों और उपलब्ध उपकरणों के साथ संरेखित हों
- वेल्डिंग पर विचार: आपके असेंबली के लिए उपयुक्त mig वेल्डर या अन्य विधियों द्वारा शीट धातु को कैसे वेल्ड करना है, इस पर सलाह देना
- लागत कम करने के अवसर: विनिर्माण की जटिलता को कम करने के लिए डिज़ाइन संशोधनों का सुझाव देना, बिना कार्यक्षमता को समाप्त किए हुए
यह सहयोगात्मक दृष्टिकोण भविष्य में महंगे परिवर्तन आदेशों और पुनर्कार्य को रोकता है। उद्योग के विशेषज्ञों के अनुसार, आपके शीट मेटल फैब्रिकेटर को आपके कार्य के लिए सर्वोत्तम निर्णय लेने के लिए कुछ लचीलापन की आवश्यकता होती है— चाहे वह सामग्री के संदर्भ में हो या दृष्टिकोण के संदर्भ में।
प्रोटोटाइपिंग और नमूना उत्पादन
डिज़ाइन अनुकूलन पूरा होने के बाद, अधिकांश परियोजनाएँ प्रोटोटाइपिंग में स्थानांतरित हो जाती हैं। यह महत्वपूर्ण चरण आपको उत्पादन मात्रा में प्रतिबद्ध होने से पहले अपने डिज़ाइन की भौतिक वैधता सुनिश्चित करने की अनुमति देता है।
विशेषज्ञ फैब्रिकेटर प्रोटोटाइपिंग के लिए कौन-कौन सी विधियाँ उपयोग करते हैं? धातु निर्माण प्रक्रिया के मार्गदर्शिकाओं के अनुसार, सामान्य दृष्टिकोण इस प्रकार हैं:
- CNC मशीनिंग: उच्च सटीकता, बहुमुखी प्रतिभा और त्वरित टर्नअराउंड की पेशकश करता है— छोटी सहिष्णुता और जटिल ज्यामिति वाले भागों के निर्माण के लिए आदर्श
- शीट धातु प्रोटोटाइपिंग: आवरण, पैनल और बेंडिंग तथा फॉर्मिंग संचालन की आवश्यकता वाले घटकों के लिए उपयोग किया जाता है
- लेज़र कटिंग के साथ मैनुअल फॉर्मिंग: प्रारंभिक अवधारणा की वैधता सुनिश्चित करने के लिए त्वरित पुनरावृत्ति क्षमता प्रदान करता है
प्रोटोटाइप्स का उपयोग केवल साधारण फिट-चेकिंग के लिए नहीं किया जाता है। वे कार्यात्मक परीक्षण की अनुमति देते हैं, शीट मेटल असेंबलियों को वेल्ड करने के सर्वोत्तम तरीके की पहचान करने में सहायता करते हैं, और संभावित समस्याओं को उजागर करते हैं जिनसे वे महंगी उत्पादन समस्याओं में बदल सकती हैं। कई ग्राहक उत्पादन को मंजूरी देने से पहले दो या तीन प्रोटोटाइप संशोधनों के माध्यम से पुनरावृत्ति करते हैं—और यह निवेश आमतौर पर क्षेत्र में विफलताओं को रोककर कई गुना अपना मूल्य वसूल कर लेता है।
उत्पादन और असेंबली
मंजूर किए गए प्रोटोटाइप्स के साथ, उत्पादन शुरू हो जाता है। निर्माण क्रम आमतौर पर इस प्रवाह का अनुसरण करता है:
- सामग्री खरीद: आवश्यक प्रमाणन और मिल परीक्षण रिपोर्ट के साथ निर्दिष्ट सामग्रियों का ऑर्डर देना
- कटिंग ऑपरेशन: लेज़र कटिंग, वॉटरजेट कटिंग, या रॉ शीट्स को घटक ब्लैंक्स में काटने के लिए शियरिंग
- आकृति निर्माण की प्रक्रियाएँ: सीएनसी प्रेस ब्रेक बेंडिंग, स्टैम्पिंग, या रोल फॉर्मिंग के माध्यम से त्रि-आयामी आकृतियाँ बनाना
- वेल्डिंग और जोड़ना: सामग्री और अनुप्रयोग की आवश्यकताओं के आधार पर उचित वेल्डिंग और शीट मेटल कटिंग तकनीकों का उपयोग करना
- सतह फीनिशिंग: निर्दिष्ट उपस्थिति और सुरक्षा प्राप्त करने के लिए ग्राइंडिंग, पॉलिशिंग, ब्लास्टिंग, या पाउडर कोटिंग लगाना
- संयोजन: हार्डवेयर, फास्टनर्स की स्थापना और उप-घटकों को पूर्ण असेंबलियों में एकीकृत करना
उत्पादन के दौरान, आपके निर्माण साझेदार से नियमित संचार की अपेक्षा करें। गुणवत्तापूर्ण विनिर्माण सुविधाएँ प्रमुख मील के पत्थरों पर स्थिति अद्यतन प्रदान करती हैं और यदि कोई भी समस्या उत्पन्न होती है जो डिलीवरी के समय या विशिष्टताओं को प्रभावित कर सकती है, तो वे तुरंत आपको सूचित करती हैं।
गुणवत्ता नियंत्रण और प्रमाणन
किसी भी भाग को शिप करने से पहले, व्यापक गुणवत्ता नियंत्रण सुनिश्चित करता है कि वे आपकी विशिष्टताओं को पूरा करते हैं। अनुसार गुणवत्ता प्रबंधन विशेषज्ञों , प्रभावी गुणवत्ता आश्वासन में कच्चे माल का व्यापक निरीक्षण, प्रक्रिया के दौरान निगरानी, आयामी सत्यापन और निर्माण के बाद का परीक्षण शामिल है।
आप किन निरीक्षण विधियों की अपेक्षा कर सकते हैं?
- दृश्य जाँच: दोषों के लिए वेल्ड, सतहों और समग्र कारीगरी का निरीक्षण करना
- आयामी सत्यापन: महत्वपूर्ण आयामों की पुष्टि के लिए कैलिपर्स, माइक्रोमीटर्स, सीएमएम मशीनों और गेज पिनों का उपयोग करना
- फर्स्ट आर्टिकल इंस्पेक्शन: प्रारंभिक उत्पादन भागों का सभी ड्रॉइंग आवश्यकताओं के अनुसार व्यापक दस्तावेज़ीकरण
- कार्यात्मक परीक्षण: सत्यापित करना कि असेंबलियाँ वास्तविक उपयोग की स्थितियों में अपने उद्देश्य के अनुसार कार्य करती हैं
- अ-विनाशी परीक्षण: महत्वपूर्ण वेल्ड की अखंडता की पुष्टि के लिए डाई पेनिट्रेंट या अल्ट्रासोनिक निरीक्षण जैसी विधियाँ
नियमित उद्योगों के लिए, आपका फैब्रिकेटर सामग्री प्रमाणपत्र, निरीक्षण रिपोर्ट्स और अनुरूपता प्रमाणपत्र सहित पूर्ण दस्तावेज़ीकरण पैकेज प्रदान करना चाहिए। उन अनुभवी फैब्रिकेटर्स के साथ काम करना जो शीट मेटल को लागू कोड्स के अनुसार MIG वेल्डिंग करने की विधि समझते हैं, यह सुनिश्चित करता है कि आपके घटक शुरुआत से ही उद्योग के मानकों को पूरा करें।
समय-सीमा की अपेक्षाएँ और संचार
आपको प्रक्रिया को पूरा होने में कितना समय लगने की अपेक्षा करनी चाहिए? समय-सीमा परियोजना की जटिलता पर काफी हद तक निर्भर करती है, लेकिन यहाँ एक सामान्य ढांचा दिया गया है:
| परियोजना चरण | आम अवधि | प्रमुख परिणाम |
|---|---|---|
| उद्धरण | 24-72 घंटे | विस्तृत लागत विवरण, नेतृत्व समय का अनुमान |
| DFM समीक्षा | 2-5 कार्यदिवस | इंजीनियरिंग प्रतिक्रिया, डिज़ाइन अनुकूलन सुझाव |
| प्रोटोटाइपिंग | 5-15 व्यापारिक दिन | मान्यता और परीक्षण के लिए भौतिक नमूने |
| उत्पादन | 2-6 सप्ताह | सभी विनिर्देशों को पूरा करने वाले पूर्ण भाग |
| अंतिम जांच | 1–3 कार्यदिवस | गुणवत्ता दस्तावेज़ीकरण और शिपिंग तैयारी |
संचार के प्राथमिकता वाले तरीकों को शुरुआत में ही निर्धारित करना चाहिए। पतली धातु (शीट मेटल) के प्रोजेक्ट्स के लिए सबसे अच्छी वेल्डिंग उन साझेदारियों से प्राप्त होती है, जहाँ दोनों पक्ष पूरी प्रक्रिया के दौरान खुले संवाद को बनाए रखते हैं। आप अपने फैब्रिकेटर से आशा कर सकते हैं कि वह सक्रिय रूप से सामग्री की उपलब्धता, उत्पादन प्रगति और किसी भी डिज़ाइन स्पष्टीकरण की आवश्यकता के बारे में संचार करे।
इस कार्यप्रवाह को समझना आपको शुरुआत में ही सही जानकारी प्रदान करने, निर्णय लेने के बिंदुओं की पूर्वानुमान लगाने और अपने स्वयं के समय-सारणी की योजना इसी के अनुसार बनाने में सक्षम बनाता है। लेकिन वास्तव में कौन-से उपकरण और तकनीकें गुणवत्तापूर्ण पतली धातु (शीट मेटल) वेल्डिंग को संभव बनाती हैं? यही वह क्षेत्र है जिसमें विशेषज्ञ फैब्रिकेटर्स निपुण होते हैं—और उनकी क्षमताओं को समझना आपको संभावित निर्माण साझेदारों का मूल्यांकन करने में सहायता प्रदान करता है।

गुणवत्तापूर्ण पतली धातु (शीट मेटल) वेल्डिंग के लिए उपकरण और तकनीकें
आपने अपने निर्माण साझेदार का चयन कर लिया है और प्रक्रिया को समझ लिया है—लेकिन वास्तव में एक मध्यम स्तर की वेल्डिंग और उस वेल्डिंग के बीच क्या अंतर है जो वर्षों तक निर्दोष रूप से कार्य करती है? इसका उत्तर उचित उपकरण चयन और तकनीक के दक्षता में निहित है। चाहे आप किसी वेल्डेड शीट मेटल विशेषज्ञ कंपनी का मूल्यांकन कर रहे हों या अपनी स्वयं की दुकान स्थापित कर रहे हों, इन मूलभूत बातों को समझना आपको गुणवत्तापूर्ण कार्य को पहचानने और अपनी अपेक्षाओं को प्रभावी ढंग से संप्रेषित करने में सहायता प्रदान करता है।
अपनी सामग्री के लिए सही वेल्डर का चयन करना
शीट मेटल के लिए सर्वोत्तम वेल्डर का चयन करना कई कारकों पर निर्भर करता है: सामग्री का प्रकार, मोटाई, उत्पादन मात्रा और आवश्यक वेल्ड गुणवत्ता। यहाँ अनुभवी निर्माताओं द्वारा उपकरणों को अनुप्रयोगों के साथ मिलाने के समय विचार किए जाने वाले मुख्य बिंदु दिए गए हैं:
- पतले कार्बन स्टील (24 गेज और उससे कम) के लिए: एक एमआईजी वेल्डर जो शीट मेटल के लिए वोल्टेज और तार की गति को समायोजित करने की सुविधा प्रदान करता है, जलने को रोकने के लिए आवश्यक नियंत्रण प्रदान करता है। ऐसी मशीनों की तलाश करें जो चिकने आर्क स्टार्ट और स्थिर तार फीडिंग प्रदान करती हों
- स्टेनलेस स्टील के लिए: टिग वेल्डर शुद्ध, संक्षारण-प्रतिरोधी वेल्ड के लिए आवश्यक सटीकता और ताप नियंत्रण प्रदान करते हैं, बिना सामग्री के गुणों को समाप्त किए।
- एल्यूमीनियम के लिए: एल्युमीनियम की विशिष्ट विशेषताओं के लिए डिज़ाइन किए गए विशेषीकृत मिग उपकरण—जिनमें स्पूल गन या पुश-पुल प्रणालियाँ या एसी टिग वेल्डर शामिल हैं।
- उच्च मात्रा के उत्पादन के लिए: स्वचालित या अर्ध-स्वचालित प्रणालियाँ जो हज़ारों वेल्ड के दौरान स्थिर पैरामीटर को बनाए रखती हैं।
शीट मेटल पर वेल्ड की गुणवत्ता पर तार के आकार का चयन काफी प्रभाव डालता है। मिलर इलेक्ट्रिक के वेल्डिंग दिशानिर्देशों के अनुसार, आपको अपनी एम्पियरेज सीमा के अनुसार तार के व्यास का चयन करना चाहिए:
- 0.023 इंच तार: 30–130 एम्पियर—पतली सामग्री के लिए आदर्श
- 0.030 इंच तार: 40–145 एम्पियर—हल्के से मध्यम गेज के लिए बहुमुखी
- 0.035 इंच तार: 50-180 एम्पियर—मध्यम मोटाई के कार्य के लिए उपयुक्त
- 0.045 इंच का तार: 75-250 एम्पियर—भारी सामग्री के लिए उपयुक्त
टिग (TIG) अनुप्रयोगों के लिए शीट मेटल वेल्डिंग रॉड का उपयोग करते समय, फिलर सामग्री आमतौर पर आधार धातु की संरचना के अनुरूप होनी चाहिए। महत्वपूर्ण अनुप्रयोगों के लिए, धातुरसायनिक संगतता सुनिश्चित करने के लिए अपने सामग्री आपूर्तिकर्ता की सिफारिशों से परामर्श करें।
आदर्श परिणामों के लिए गैस का चयन
शील्डिंग गैस वेल्ड की गुणवत्ता, प्रवेश और उपस्थिति को गहराई से प्रभावित करती है। शीट मेटल की एमआईजी (MIG) वेल्डिंग के लिए सबसे अच्छी गैस का चयन करने के लिए विभिन्न मिश्रणों के विभिन्न सामग्रियों पर प्रदर्शन को समझना आवश्यक है।
के अनुसार उद्योग शील्डिंग गैस मार्गदर्शिकाएँ , यहाँ जो सबसे अच्छा काम करता है:
| सामग्री | मोटाई | अनुशंसित गैस | लाभ |
|---|---|---|---|
| कार्बन स्टील | 14 गेज तक | 92% आर्गन / 8% CO2 | अच्छा बर्न-थ्रू और विकृति नियंत्रण |
| कार्बन स्टील | 14 गेज – 1/8 इंच | 75% आर्गन / 25% CO2 | उच्च वेल्डिंग गति, न्यूनतम विकृति और स्पैटर |
| स्टेनलेस स्टील | सभी गेज | 92% आर्गन / 8% CO2 | जहाँ संक्षारण प्रतिरोध महत्वपूर्ण नहीं है, वहाँ अच्छा नियंत्रण |
| एल्युमीनियम | अधिकतम 3/8 इंच तक | 100% आर्गन | सर्वश्रेष्ठ धातु स्थानांतरण, आर्क स्थिरता, न्यूनतम स्पैटर |
पतली चादर धातु की वेल्डिंग के लिए सर्वश्रेष्ठ गैस का इतना महत्व क्यों है? गलत मिश्रण अत्यधिक स्पैटर, कम पैठ या संधि को कमजोर करने वाली छिद्रता का कारण बन सकता है। शुद्ध CO2 गहन पैठ प्रदान करती है, लेकिन अधिक स्पैटर उत्पन्न करती है—जो दृश्यमान भागों के लिए समस्याग्रस्त है जिन्हें साफ़ समाप्ति की आवश्यकता होती है, लेकिन दृश्य से छुपे हुए संरचनात्मक कार्यों के लिए स्वीकार्य है।
वार्पिंग और विकृति को रोकना
वार्पिंग (मोड़ना) पतली चादर धातु की वेल्डिंग में सबसे अधिक निराशाजनक चुनौतियों में से एक है। इसके कारणों को समझने से आप इसे रोक सकते हैं। पतली चादर धातु निर्माण विशेषज्ञों के अनुसार, विकृति के लिए कई कारक योगदान देते हैं:
- सामग्री के गुण: तापीय चालकता, तापीय प्रसार का गुणांक और यील्ड स्ट्रेंथ सभी धातु को वेल्डिंग की गर्मी के प्रति प्रतिक्रिया को प्रभावित करते हैं
- ऊष्मा निवेश: तेज़ या असमान गर्म करने और ठंडा करने से तापीय प्रतिबल उत्पन्न होते हैं, जो सामग्री को आकार से बाहर खींचते हैं
- यांत्रिक बल: अनुचित क्लैंपिंग या अपर्याप्त समर्थन के कारण वेल्डिंग के दौरान सामग्री को हिलने की अनुमति मिलती है
प्रभावी ऊष्मा प्रबंधन तकनीकों में शामिल हैं:
- स्टिच वेल्डिंग: लगातार वेल्ड बीड्स के बजाय पैसों के बीच ठंडा होने के अवसर के साथ छोटी वेल्डिंग करना
- बैक-स्टेपिंग: ऐसे खंडों में वेल्डिंग करना जो समग्र वेल्ड दिशा के विपरीत दिशा में आगे बढ़ते हैं
- संतुलित वेल्डिंग: सममित असेंबलियों पर तापीय प्रतिबल को समान करने के लिए दोनों ओर वैकल्पिक रूप से वेल्डिंग करना
- हीट सिंक्स: पतली सामग्रियों से ऊष्मा को दूर खींचने के लिए तांबे या एल्युमीनियम के बैकिंग बार का उपयोग करना
- नियंत्रित एम्पियरेज: उचित पैनिट्रेशन के लिए आवश्यक न्यूनतम ऊष्मा इनपुट का उपयोग करना
वेल्डिंग पैरामीटर गाइड्स में ध्यान दिया गया है कि बहुत धीमी यात्रा गति से अत्यधिक ऊष्मा प्रविष्टि होती है, जिससे वेल्ड बीड्स अत्यधिक चौड़े हो जाते हैं और पैनिट्रेशन कम हो जाता है—पतली सामग्री पर, यह बर्न-थ्रू का कारण भी बनता है। सही यात्रा गति खोजना पैनिट्रेशन और ऊष्मा प्रबंधन के बीच संतुलन स्थापित करता है।
आवश्यक क्लैम्प और फिक्सचर
गुणवत्तापूर्ण शीट मेटल वेल्डिंग क्लैम्प और फिक्सचर आपके कार्य-टुकड़े के साथ संघर्ष करने और उसे पूरी तरह नियंत्रित करने के बीच का अंतर बनाते हैं। उचित फिक्सचरिंग कई उद्देश्यों की सेवा करती है:
- संरेखण बनाए रखता है: वेल्डिंग प्रक्रिया के दौरान घटकों को सही स्थिति में रखता है
- विरूपण का प्रतिरोध करता है: ऊष्मीय तनाव का विरोध करता है जो अन्यथा भागों को आकार से बाहर खींच देता है
- स्थिरता में सुधार करता है: उत्पादन चक्रों के दौरान पुनरावृत्ति योग्य परिणामों को सुनिश्चित करता है
- सुरक्षा में बढ़ोतरी करता है: कार्य-टुकड़े की गति को रोकता है, जिससे चोट या वेल्डिंग दोष हो सकते हैं
आवेदन के आधार पर व्यवस्थित शीट मेटल के लिए अनुशंसित वेल्डिंग क्लैम्प:
- सामान्य स्थिति निर्धारण के लिए: घूर्णन योग्य पैड के साथ लॉकिंग सी-क्लैम्प जो अनियमित सतहों के अनुरूप होते हैं
- किनारे पर वेल्डिंग के लिए: कैंटूर-शैली के क्लैम्प जो वेल्ड तक पहुँच को बाधित किए बिना शीट के किनारे के साथ पकड़ते हैं
- बट जॉइंट्स के लिए: चुंबकीय वर्ग और कोण क्लैम्प जो सटीक संरेखण बनाए रखते हैं
- पैनल कार्य के लिए: ऑटोमोटिव बॉडी और समान अनुप्रयोगों के लिए विशेष रूप से डिज़ाइन किए गए इंटरग्रिप या पैनल क्लैम्प
- उत्पादन चलाने के लिए: टॉगल क्लैम्प के साथ कस्टम फिक्सचर जो त्वरित लोडिंग और अनलोडिंग की अनुमति देते हैं
निर्माण के सर्वोत्तम अभ्यासों के अनुसार, संचालन के दौरान शीट मेटल घटकों को सुरक्षित रूप से क्लैम्प या फिक्सचर में लगाना सुनिश्चित करें—यह सामग्री को स्थिर करता है और वेल्डिंग बलों के कारण होने वाली गति या विकृति को रोकता है। एकसमान दबाव वितरण सुनिश्चित करने के लिए उपयुक्त क्लैम्प, जिग्स या फिक्सचर का उपयोग करें।
समर्थन प्रणालियाँ भी उतनी ही महत्वपूर्ण हैं। विकृति को न्यूनतम करने के लिए प्रभावी समर्थन को लागू करें—इसमें बेंडिंग या फॉर्मिंग ऑपरेशन के दौरान समर्थन ब्लॉक, बैकगॉज, या मैंड्रल का उपयोग शामिल हो सकता है, जो वेल्डिंग से पहले किए जाते हैं। उचित समर्थन बलों को वितरित करता है और वेल्डिंग शुरू होने से पहले ही विकृति की संभावना को कम करता है।
इन उपकरणों और तकनीकी मूलभूत बातों को समझने से आपको निर्माताओं के साथ गुणवत्ता की अपेक्षाओं पर चर्चा करने के लिए आवश्यक शब्दावली प्राप्त होती है। लेकिन जब बातें सही तरीके से नहीं चलतीं, तो क्या होता है? यहाँ तक कि अनुभवी वेल्डर्स भी चुनौतियों का सामना करते हैं—यह जानना कि पेशेवर लोग सामान्य समस्याओं का समाधान कैसे करते हैं, आपको योग्य साझेदारों और वास्तविक समाधानों को पहचानने में सहायता करता है।
पतली धातु की शीट वेल्डिंग की सामान्य चुनौतियों का सामना करना
यहाँ तक कि सबसे कुशल वेल्डर्स भी पतली सामग्री के साथ काम करते समय समस्याओं का सामना करते हैं। बर्न-थ्रू (जलन), वार्पिंग (विकृति) और दृश्य में अप्रिय दोष परियोजनाओं को विफल कर सकते हैं और निर्माताओं तथा ग्राहकों दोनों को निराश कर सकते हैं। यह समझना कि पेशेवर लोग इन चुनौतियों का सामना कैसे करते हैं, आपको गुणवत्तापूर्ण कार्यप्रणाली को पहचानने और वेल्डेड शीट मेटल विशेषज्ञ कंपनी के साथ साझेदारी करते समय वास्तविक अपेक्षाएँ निर्धारित करने में सहायता करता है। आइए सबसे आम समस्याओं और उनके प्रमाणित समाधानों का पता लगाएँ।
पतली सामग्री पर ऊष्मा इनपुट का प्रबंधन
पतली शीट धातु को वेल्डिंग करने से इतने सारे दिक्कतें क्यों होती हैं? इसका उत्तर भौतिकी पर निर्भर करता है। पतली सामग्री—आमतौर पर 1/8 इंच या उससे कम—गर्मी को तेज़ी से अवशोषित करती है, लेकिन उसे फैलाने के लिए उसका द्रव्यमान बहुत कम होता है। इससे आपके कार्य-टुकड़े में उचित संलयन प्राप्त करने और पूरी तरह से पिघल जाने के बीच एक संकरी सीमा बन जाती है।
के अनुसार पेशेवर वेल्डिंग गाइड , पतली शीट धातु को वेल्ड करने का सबसे अच्छा तरीका कई प्रमुख रणनीतियों पर आधारित होता है:
- कम एम्पियरेज सेटिंग्स: अधिकांश पतली धातु TIG वेल्डिंग 50 एम्पियर या उससे कम पर की जाती है, जबकि कुछ अनुप्रयोगों के लिए केवल 5–10 एम्पियर की आवश्यकता होती है
- तेज़ यात्रा गति: बहुत धीमी गति से चलने से गर्मी जमा होने लगती है, जिससे जलने के जोखिम में काफी वृद्धि हो जाती है
- छोटे उपभोग्य घटक: MIG वेल्डिंग के लिए 0.023 से 0.030 इंच के तार का उपयोग करने से बड़े व्यास के तारों की तुलना में गर्मी का इनपुट कम हो जाता है
- पल्स वेल्डिंग मोड: उच्च और निम्न धारा पल्स के बीच वैकल्पिक रूप से स्विच करने से वेल्ड पूल को शिखरों के बीच थोड़ा ठंडा होने का अवसर मिलता है
विशेष रूप से पतली शीट धातु की आर्क वेल्डिंग के बारे में क्या? यह तकनीक अत्यधिक सटीक आर्क नियंत्रण की आवश्यकता रखती है। जहाँ संभव हो, आर्क की शुरुआत मोटी सामग्री पर करें, फिर तुरंत पतले भाग पर जाएँ। यह दृष्टिकोण आपको नाजुक क्षेत्रों को तुरंत अत्यधिक गर्म किए बिना ही आर्क स्थापित करने में सहायता करता है।
अंतरालिक वेल्डिंग एक अन्य प्रभावी समाधान प्रदान करती है। लगातार बीड्स बनाने के बजाय, कुशल वेल्डर गुजरने के बीच ठंडा होने के अवसर के साथ छोटे-छोटे टाँके लगाते हैं। इससे ऊष्मा के संकेंद्रित क्षेत्रों में जमा होने से रोका जाता है, जबकि संपूर्ण जोड़ की पूर्ण प्रवेशन (पेनिट्रेशन) प्राप्त करना भी संभव रहता है।
वेल्डिंग के बाद मरोड़ (वार्पिंग) का समाधान
अतः यदि आपके सर्वश्रेष्ठ रोकथाम प्रयासों के बावजूद भी मरोड़ (वार्पिंग) हो जाती है, तो घबराएँ नहीं—पेशेवर फैब्रिकेटर्स ने वेल्डिंग कार्यों के कारण विकृत शीट धातु को ठीक करने के लिए विश्वसनीय विधियाँ विकसित कर ली हैं।
सबसे पहले, वार्पिंग के होने के कारणों को समझें। जब आप वेल्डिंग करते हैं, तो गर्म किए गए क्षेत्र का विस्तार होता है, जबकि चारों ओर की ठंडी धातु उस विस्तार का प्रतिरोध करती है। जैसे-जैसे वेल्ड ठंडा होकर सिकुड़ता है, वह चारों ओर की सामग्री को खींचता है, जिससे विकृति उत्पन्न होती है। सामग्री जितनी पतली होगी, यह प्रभाव उतना ही अधिक स्पष्ट होगा।
सुधार तकनीकों में शामिल हैं:
- यांत्रिक सीधा करना: धातु को सावधानीपूर्ण रूप से पुनः आकार देने के लिए हथौड़े, डॉली और प्लैनिशिंग उपकरणों का उपयोग करना
- ऊष्मा सिकुड़न: खिंचे हुए क्षेत्रों पर रणनीतिक रूप से ऊष्मा लगाने से नियंत्रित सिकुड़न होती है, जो वार्पिंग का प्रतिकार करती है
- तनाव उपशमन: नियंत्रित तापन और धीमे ठंडा होने के चक्र आंतरिक तनाव को कम कर सकते हैं जो विकृति का कारण बनते हैं
- प्लैनिशिंग: हल्का हथौड़ा कार्य जो विशिष्ट क्षेत्रों में धातु को फैलाता है, ताकि वेल्डिंग के कारण हुई सिकुड़न का प्रतिकार किया जा सके
रोकथाम सुधार की तुलना में अभी भी आसान है। वेल्डिंग विशेषज्ञों के अनुसार, वेल्ड क्षेत्र के निकट एल्यूमीनियम या तांबे की छड़ों जैसे हीट सिंक्स को लगाने से ऊष्मा का त्वरित अपवहन होता है। बड़े भागों के लिए, जल-शीतित चिल प्लेट्स और अधिक प्रभावी ऊष्मा प्रबंधन प्रदान करती हैं।
मुख्य अंतर्दृष्टि? वेल्डिंग प्रक्रिया के दौरान तापमान की निगरानी करना। अंतर-पास तापमान को ट्रैक करने के लिए तापमान-संकेतक क्रेयॉन या अवरक्त थर्मामीटर का उपयोग करें। पतली सामग्री पर निम्न अंतर-पास तापमान बनाए रखने से गंभीर विरूपण का कारण बनने वाली संचयी ऊष्मा की वृद्धि रोकी जाती है।
छिद्रों को भरना और दोषों की मरम्मत
चाहे आप पुराने माउंटिंग छिद्रों को बंद कर रहे हों या दुर्घटनावश बर्न-थ्रू की मरम्मत कर रहे हों, शीट मेटल में छिद्रों को वेल्ड करने के लिए मानक जॉइंट वेल्डिंग से भिन्न विशिष्ट तकनीकों की आवश्यकता होती है।
1/4 इंच से छोटे छिद्रों के लिए, पेशेवर बॉडी मरम्मत गाइड तांबे की बैकिंग बार का उपयोग करने की सिफारिश की जाती है। छेद के पीछे तांबे को क्लैंप करें—यह वेल्ड से ऊष्मा को अवशोषित करता है और निर्माण के लिए एक सतह प्रदान करता है। MIG तार तांबे से चिपकता नहीं है, जिससे आपको पीछे की ओर उभरे हुए गड़बड़ गोले के बजाय एक साफ आंतरिक सतह मिलती है।
बड़े छेदों के लिए, आपको पैच डिस्क्स या कस्टम-कट फिलर प्लेट्स की आवश्यकता होगी:
- पैच का आकार उचित रूप से निर्धारित करें: पैच को छेद से थोड़ा छोटा काटें ताकि परिधि के चारों ओर पूर्ण संलयन संभव हो सके
- रणनीतिक रूप से स्थान निर्धारित करें: पैच को थोड़ा धंसा कर स्थापित करने से आप वेल्ड को समतल करने के लिए ग्राइंड कर सकते हैं, बिना उभरे हुए क्षेत्र बनाए
- पहले टैक करें: पैच को स्थिति में रखने के लिए प्रारंभिक टैक्स को विपरीत बिंदुओं (180 डिग्री के अंतर पर) पर रखें
- परिधि को स्टिच वेल्ड करें: वेल्ड को पूरा करने के लिए पैच के चारों ओर वैकल्पिक रूप से छोटे-छोटे स्टिच का उपयोग करें ताकि ऊष्मा समान रूप से वितरित हो सके
शीट धातु में छिद्रों को सफलतापूर्वक वेल्ड करने के लिए, महंगे उपकरणों की तुलना में उचित तकनीक अधिक महत्वपूर्ण होती है। अपनी आर्क शुरू करें मोटे पैच सामग्री पर, फिर तेज़ी से पतली आधार धातु की ओर खींचें। यह दृष्टिकोण अधिक सुभेद्य सामग्री पर ऊष्मा को नियंत्रित करता है। आधार धातु पर विशिष्ट नीले रंग के ऊष्मा वृत्त को देखें—यह वृत्त जितना छोटा होगा, उतना ही कम विरूपण आपको अनुभव करना पड़ेगा।
छिद्र मरम्मत के दौरान जलने (बर्न-थ्रू) की घटना वास्तव में मूल्यवान सबक सिखाती है। अनुभवी फैब्रिकेटर्स ध्यान देते हैं कि जलना आपको पुनर्प्राप्ति कौशल विकसित करने के लिए बाध्य करता है और जंग से कमज़ोर हुई सामग्री जैसी छिपी हुई समस्याओं को उजागर करता है, जो वैसे भी उचित रूप से वेल्ड नहीं होती।
मरम्मत पूरी करने के बाद, वेल्ड को फ्लैप डिस्क्स का उपयोग करके सावधानीपूर्वक ग्राइंड करें, जबरदस्त ग्राइंडिंग व्हील्स के बजाय। फ्लैप डिस्क्स सामग्री को धीरे-धीरे हटाते हैं और कम ऊष्मा प्रविष्ट कराते हैं—जो मरम्मत की अखंडता बनाए रखने के लिए आवश्यक है। लक्ष्य क्या है? एक चिकनी सतह जिस पर केवल न्यूनतम बॉडी फिलर या समापन कार्य की आवश्यकता होती है।
ये ट्रबलशूटिंग कौशल शौकिया कार्य को पेशेवर परिणामों से अलग करते हैं। लेकिन समस्याओं का समाधान करने का तरीका जानना किसी निर्माण साझेदार का चयन करते समय केवल एक कारक है। यह समझना कि किन प्रमाणपत्रों, क्षमताओं और सेवा मानकों को खोजना चाहिए, यह सुनिश्चित करता है कि आपके प्रोजेक्ट्स को उनके योग्य विशेषज्ञता प्राप्त हो।

सही शीट मेटल निर्माण भागीदार का चयन करना
आपने वेल्डिंग विधियों, सामग्रियों और ट्रबलशूटिंग तकनीकों के बारे में सीखा है—लेकिन वास्तव में आप ऐसे निर्माण साझेदार को कैसे खोजते हैं जो आपकी प्रोजेक्ट आवश्यकताओं को पूरा कर सके? सही शीट मेटल वेल्डर का चयन करना केवल किसी ऐसे व्यक्ति को ढूंढने के बारे में नहीं है जिसके पास उपकरण हों। यह तो एक ऐसे साझेदार की पहचान करने के बारे में है जिसके पास आपके अनुप्रयोगों की मांग के अनुसार प्रमाणपत्र, क्षमताएँ और गुणवत्ता के प्रति प्रतिबद्धता हो। आइए उन महत्वपूर्ण मूल्यांकन मानदंडों का पता लगाएँ जो असाधारण निर्माताओं को औसत निर्माताओं से अलग करते हैं।
जिन प्रमाणपत्रों और गुणवत्ता मानकों की तलाश करनी चाहिए
क्या आप दस्तावेज़ीकृत गुणवत्ता प्रणालियों के बिना ही पतली धातु की चादरों को सटीक मानकों के अनुसार वेल्ड कर सकते हैं? तकनीकी रूप से हाँ—लेकिन इसे ग्राहकों, ऑडिटर्स और नियामक प्राधिकरणों को साबित करना लगभग असंभव हो जाता है। प्रमाणन प्रदान करते हैं कि कोई फैब्रिकेटर निरंतर परिणामों के लिए आवश्यक प्रक्रियाओं, प्रशिक्षण और गुणवत्ता नियंत्रण को बनाए रखता है—यह एक वस्तुनिष्ठ साक्ष्य है।
मूल्यांकन के लिए प्रमुख प्रमाणन इस प्रकार हैं:
- ISO 9001:2015: गुणवत्ता प्रबंधन का मूलभूत मानक जो निरंतर उत्पाद गुणवत्ता के लिए व्यवस्थित प्रक्रियाओं की स्थापना करता है—यह किसी भी गंभीर फैब्रिकेटर के लिए अनिवार्य है
- IATF 16949:2016: ऑटोमोटिव अनुप्रयोगों के लिए आवश्यक, यह प्रमाणन वैश्विक ऑटोमोटिव आपूर्ति श्रृंखला में गुणवत्ता आवश्यकताओं को समन्वित करता है। मास्टर प्रोडक्ट्स के उद्योग विशेषज्ञों के अनुसार, IATF 16949 दोषों और उत्पादन विचरणों को रोकने पर केंद्रित है, जबकि कचरा और अपशिष्ट को न्यूनतम करने का प्रयास किया जाता है
- AWS D9.1 पतली धातु की चादर वेल्डिंग कोड: AWS शीट मेटल वेल्डिंग कोड शीट मेटल निर्माण करने वाले वेल्डरों के लिए न्यूनतम आवश्यकताओं को निर्धारित करता है—जिससे यह सुनिश्चित होता है कि कर्मचारियों ने अपने कार्यक्षेत्र में दक्षता का प्रदर्शन किया है
- AWS D1.2 स्ट्रक्चरल वेल्डिंग कोड – एल्यूमीनियम: एल्यूमीनियम वेल्डिंग अनुप्रयोगों के लिए सामग्री और डिज़ाइन, निर्माण, निरीक्षण और योग्यता को शामिल करता है
- AS9100: ऐसे एयरोस्पेस अनुप्रयोगों के लिए आवश्यक जहाँ विफलता का कोई विकल्प नहीं है
ऑटोमोटिव कार्य के लिए IATF 16949 प्रमाणन क्यों इतना महत्वपूर्ण है? यह मानक ग्राहक-विशिष्ट उत्पादन आवश्यकताओं, अपेक्षाओं और आवश्यकताओं पर बढ़ते ध्यान की मांग करता है। जैसा कि प्रमाणित निर्माताओं ने नोट किया है, IATF प्रमाणन प्रमुख ऑटोमोटिव निर्माताओं के बीच "पसंदीदा आपूर्तिकर्ता" के दर्जे की स्थापना करता है, जिससे मजबूत और अधिक विश्वसनीय आपूर्ति श्रृंखलाएँ बनती हैं।
उदाहरण के लिए, शाओयी (निंगबो) मेटल टेक्नोलॉजी iATF 16949 प्रमाणन को अपने ऑटोमोटिव स्टैम्पिंग और सटीक असेंबली ऑपरेशन्स के लिए बनाए रखता है—जो चैसिस, सस्पेंशन और संरचनात्मक घटकों के उत्पादन के लिए आवश्यक गुणवत्ता अवसंरचना को प्रदर्शित करता है। यह प्रमाणन स्तर यह इंगित करता है कि निर्माता ऑटोमोटिव गुणवत्ता आवश्यकताओं को गंभीरता से लेता है।
उत्पादन क्षमताओं का आकलन
प्रमाणन गुणवत्ता प्रणालियों की पुष्टि करते हैं, लेकिन आपको यह भी आकलन करने की आवश्यकता है कि कोई फैब्रिकेटर आपकी विशिष्ट परियोजना के लिए उचित उपकरण और विशेषज्ञता रखता है या नहीं। आपके अनुप्रयोग के लिए सर्वश्रेष्ठ शीट मेटल वेल्डर आवश्यकताओं के साथ क्षमताओं के सटीक मिलान पर निर्भर करता है।
मूल्यांकन के लिए प्रमुख क्षमता कारक:
- उपकरण श्रेणी: क्या सुविधा में आपकी परियोजना के लिए आवश्यक कटिंग, फॉर्मिंग और वेल्डिंग उपकरण हैं? सीएनसी लेज़र, प्रेस ब्रेक और बहु-वेल्डिंग स्टेशनों की तलाश करें
- सामग्री का ज्ञान: क्या उन्होंने आपके निर्दिष्ट सामग्रियों के साथ सफलतापूर्वक कार्य किया है? समान परियोजनाओं के उदाहरण माँगें
- क्षमता और स्केलेबिलिटी: क्या वे आपकी मात्रा आवश्यकताओं—वर्तमान और भविष्य में अपेक्षित वृद्धि दोनों—को पूरा करने में सक्षम हैं?
- स्वचालन स्तर: उच्च मात्रा के उत्पादन के लिए, स्वचालित या रोबोटिक वेल्डिंग हज़ारों भागों में सुसंगतता सुनिश्चित करती है
- द्वितीयक कार्य: क्या सुविधा आपकी आपूर्ति श्रृंखला की जटिलता को कम करने के लिए फ़िनिशिंग, असेंबली और हार्डवेयर स्थापना प्रदान करती है?
निर्माण उद्योग के मार्गदर्शकों के अनुसार, शीर्ष-स्तरीय प्रदाता नवीनतम CNC मशीनिंग केंद्रों, वेल्डिंग स्टेशनों, कटिंग उपकरणों और अत्याधुनिक निर्माण उपकरणों में निवेश करते हैं। सुविधा की देखभाल की गुणवत्ता पर ध्यान दें—एक स्वच्छ, सुव्यवस्थित कार्यस्थल शिल्प के प्रति गर्व और गुणवत्ता नियंत्रण के प्रति प्रतिबद्धता का संकेत देता है।
निरीक्षण क्षमताओं को नज़रअंदाज़ न करें। उन्नत शीट धातु और वेल्डिंग प्रक्रियाओं के लिए सत्यापन उपकरणों की आवश्यकता होती है, जिनमें शामिल हैं:
- कोऑर्डिनेट मीजरिंग मशीन (सीएमएम): जटिल ज्यामितियों के सटीक आयामी सत्यापन के लिए
- ऑप्टिकल कंपेरेटर: प्रोफाइल और कंटूर निरीक्षण के लिए
- सतह परिष्करण परीक्षक: जब दिखावट संबंधी विनिर्देश महत्वपूर्ण होते हैं
- वेल्ड निरीक्षण उपकरण: दृश्य निरीक्षण उपकरणों और महत्वपूर्ण अनुप्रयोगों के लिए गैर-विनाशकारी परीक्षण क्षमताओं सहित
त्वरित प्रोटोटाइपिंग और गतिशील वापसी समय
आज के त्वरित उत्पाद विकास वातावरण में, गति का महत्व है। कोई संभावित साझेदार आपकी प्रारंभिक पूछताछ से लेकर आपके हाथों में भौतिक भागों तक कितनी जल्दी पहुँच सकता है?
इन समय-सीमा कारकों का मूल्यांकन करें:
- उद्धरण वापसी: गुणवत्तापूर्ण निर्माता 24–72 घंटों के भीतर विस्तृत उद्धरण प्रदान करते हैं। कुछ निर्माता, जैसे शाओयी मेटल तकनीक , त्वरित प्रतिक्रिया समय की आवश्यकता वाले ग्राहकों के लिए 12-घंटे के उद्धरण प्रसंस्करण समय की सुविधा प्रदान करते हैं
- प्रोटोटाइपिंग गति: वे मान्यता के लिए नमूना भागों का उत्पादन कितनी जल्दी कर सकते हैं? जब विकास की समय-सीमा महत्वपूर्ण होती है, तो 5-दिवसीय त्वरित प्रोटोटाइपिंग क्षमता की तलाश करें
- DFM समर्थन की प्रतिक्रियाशीलता: त्वरित डिज़ाइन प्रतिक्रिया उत्पाद विकास के दौरान अवरोधों को रोकती है। व्यापक DFM समर्थन उन निर्माणीयता समस्याओं की पहचान करता है जो बाद में महंगी समस्याओं में परिवर्तित हो सकती हैं
- उत्पादन लीड टाइम: मानक लीड टाइम को समझें और यह भी जानें कि आपातकालीन आवश्यकताओं के लिए त्वरित विकल्प उपलब्ध हैं या नहीं
जैसा कि उद्योग के विशेषज्ञों की सिफारिश है, अपनी समय सीमा और बजट प्रतिबंधों के बारे में शुरू में ही संचार करें। सुनिश्चित करें कि निर्माण कंपनी आपके कार्यक्रम को समायोजित कर सकती है और साझेदारी में प्रतिबद्ध होने से पहले सटीक लागत अनुमान प्रदान कर सकती है।
परियोजना प्रबंधन और संचार मानक
यहां तक कि तकनीकी रूप से कुशल निर्माता भी तभी निराश कर सकते हैं जब उनमें मजबूत परियोजना प्रबंधन की क्षमता न हो। संभावित साझेदारों के ग्राहक अनुभव को संभालने के तरीके का मूल्यांकन करें:
- समर्पित परियोजना प्रबंधक: एक एकल संपर्क बिंदु जो आपकी परियोजना को समझता हो और समय पर अद्यतन प्रदान कर सकता हो
- प्रोत्साहनपूर्ण संचार: क्या वे स्वयं स्थिति के अद्यतन के साथ संपर्क करते हैं, या क्या आपको हमेशा सूचना के लिए पीछा करना पड़ता है?
- परिवर्तन आदेश संसाधन: क्या वे उत्पादन के दौरान डिज़ाइन संशोधनों को कुशलतापूर्वक संसाधित कर सकते हैं?
- दस्तावेज़ीकरण की गुणवत्ता: क्या वे आपके उद्योग द्वारा आवश्यक सामग्री प्रमाणपत्र, निरीक्षण रिपोर्ट और अनुरूपता प्रमाणपत्र प्रदान कर सकते हैं?
के अनुसार निर्माण चयन विशेषज्ञ सर्वश्रेष्ठ प्रदाता ग्राहक-केंद्रित दृष्टिकोण के साथ, प्रतिक्रियाशील संचार और अतिरिक्त प्रयास करने की इच्छा का प्रदर्शन करते हैं। बोली प्रक्रिया के दौरान ध्यान दें—क्या वे त्वरित प्रतिक्रिया करते हैं? क्या वे आपकी आवश्यकताओं को पूर्ण रूप से समझने के लिए समय लेते हैं?
अपना अंतिम चयन करना
इसे सभी को एक साथ लाकर, यहाँ एक व्यापक मूल्यांकन जाँच सूची दी गई है:
| मूल्यांकन मानदंड | क्या सत्यापित करना है | क्यों मायने रखता है |
|---|---|---|
| गुणवत्ता सर्टिफिकेशन | ISO 9001, IATF 16949, AWS D9.1 शीट मेटल वेल्डिंग कोड अनुपालन | दस्तावेज़ीकृत गुणवत्ता प्रणालियों और प्रशिक्षित कर्मचारियों की गारंटी देता है |
| तकनीकी क्षमताएं | उपकरण सूची, सामग्री का अनुभव, क्षमता | आपकी विशिष्ट आवश्यकताओं को निष्पादित करने की क्षमता की पुष्टि करता है |
| प्रोटोटाइपिंग गति | नमूनों और प्रथम लेखों के लिए टर्नअराउंड समय | आपके विकास कालक्रम और बाज़ार में प्रवेश के समय को प्रभावित करता है |
| DFM समर्थन | इंजीनियरिंग संसाधन और डिज़ाइन प्रतिक्रिया की गुणवत्ता | महंगे पुनर्डिज़ाइन और निर्माण संबंधी समस्याओं को रोकता है |
| संचार | प्रतिक्रियाशीलता, परियोजना प्रबंधन दृष्टिकोण | दिन-प्रतिदिन के कार्य करने के संबंध की गुणवत्ता निर्धारित करता है |
| उद्योग अनुभव | समान परियोजनाओं का पोर्टफोलियो, ग्राहक संदर्भ | आपकी परियोजना पर सीखने के वक्र और जोखिम को कम करता है |
याद रखें कि एक निर्माण साझेदार का चयन आपके उत्पाद की गुणवत्ता, विकास के समय-सीमा और अंततः आपकी प्रतिस्पर्धात्मक स्थिति को प्रभावित करने वाला एक रणनीतिक निर्णय है। विकल्पों का व्यापक मूल्यांकन करने के लिए समय लें, जहाँ संभव हो नमूना भागों का अनुरोध करें, और उत्पादन मात्रा के लिए प्रतिबद्ध होने से पहले प्रमाणनों की पुष्टि करें।
सही साझेदार केवल उपकरण ही नहीं लाता—वह विशेषज्ञता, समस्या-समाधान क्षमता और आपकी सफलता में वास्तविक निवेश भी प्रदान करता है। चाहे आपको IATF 16949 मानकों को पूरा करने वाले परिशुद्ध स्वचालित घटकों की आवश्यकता हो या औद्योगिक उपकरणों के लिए अनुकूलित आवरण, आपकी आवश्यकताओं को किसी निर्माता की सिद्ध शक्तियों के साथ सुमेलित करना सफल सहयोग और उत्कृष्ट परिणामों की नींव रखता है।
वेल्डेड शीट मेटल विशेषज्ञ कंपनियों के बारे में अक्सर पूछे जाने वाले प्रश्न
1. 5 शीट धातु संचालन क्या हैं?
पाँच प्राथमिक शीट धातु संचालन कटाव (शियरिंग), ब्लैंकिंग, पंचिंग, मोड़ना (बेंडिंग) और ड्रॉइंग हैं। विशेषज्ञ निर्माता इन्हें MIG, TIG और स्पॉट वेल्डिंग जैसी वेल्डिंग तकनीकों के साथ संयोजित करके पूर्ण असेंबलियाँ बनाते हैं। अतिरिक्त संचालनों में एम्बॉसिंग, पियर्सिंग और ट्रिमिंग शामिल हैं, जो ऑटोमोटिव, औद्योगिक और स्थापत्य अनुप्रयोगों के लिए जटिल घटकों के उत्पादन में सहायता करते हैं।
2. कस्टम शीट मेटल निर्माण की लागत कितनी होती है?
कस्टम शीट धातु निर्माण की लागत आमतौर पर प्रति परियोजना $418 से $3,018 के बीच होती है, जिसका औसत लगभग $1,581 है। लागत सामग्री के प्रकार, मोटाई, जटिलता और कस्टमाइज़ेशन के स्तर के आधार पर प्रति वर्ग फुट $4 से $48 तक हो सकती है। IATF 16949 प्रमाणन आवश्यकताएँ, सटीक टॉलरेंस और आयतन मात्रा जैसे कारक भी अंतिम मूल्य निर्धारण को प्रभावित करते हैं। सटीक अनुमान के लिए शाओयी मेटल टेक्नोलॉजी जैसे प्रमाणित निर्माताओं से कोटेशन का अनुरोध करें।
3. सबसे अधिक भुगतान प्राप्त करने वाला शीट धातु कार्यकर्ता कौन है?
शीट मेटल के फॉरमैन सबसे अधिक वेतन कमाते हैं, जो वार्षिक रूप से 57,000 डॉलर से 77,000 डॉलर तक होता है। शीट मेटल के जर्नीमैन इसके बाद आते हैं, जिनका वेतन 51,000 डॉलर से 64,500 डॉलर तक होता है, जबकि तकनीशियन 43,500 डॉलर से 61,000 डॉलर तक कमाते हैं। एयरोस्पेस या चिकित्सा घटकों पर TIG वेल्डिंग करने वाले विशेषज्ञ वेल्डर्स अक्सर इन अनुप्रयोगों के लिए आवश्यक सटीक कौशल के कारण प्रीमियम वेतन प्राप्त करते हैं।
4. पतली शीट मेटल के लिए सबसे उपयुक्त वेल्डिंग विधि कौन-सी है?
पतली शीट मेटल के लिए TIG वेल्डिंग को सबसे उत्तम विधि माना जाता है, क्योंकि यह सटीक ताप नियंत्रण प्रदान करती है और विकृति को न्यूनतम करती है। उत्पादन वातावरण के लिए, छोटे तार व्यास (0.023–0.030 इंच) और उचित शील्डिंग गैस मिश्रण के साथ MIG वेल्डिंग प्रभावी ढंग से काम करती है। दोनों विधियाँ स्टिच वेल्डिंग, बैक-स्टेपिंग और ताप सिंक या तांबे के बैकिंग बार के उपयोग के संयोजन के साथ बर्न-थ्रू को रोकती हैं।
5. शीट मेटल फैब्रिकेशन के साथी के पास कौन से प्रमाणपत्र होने चाहिए?
ISO 9001:2015 को गुणवत्ता के मूलभूत मानक के रूप में खोजें, साथ ही वाहन उद्योग के अनुप्रयोगों के लिए IATF 16949 की भी आवश्यकता होती है। AWS D9.1 शीट मेटल वेल्डिंग कोड के अनुपालन से प्रशिक्षित कर्मचारियों की पुष्टि होती है। एयरोस्पेस कार्यों के लिए AS9100 प्रमाणन अनिवार्य है। ये प्रमाणन दस्तावेज़ीकृत गुणवत्ता प्रणालियों, सुसंगत प्रक्रियाओं और दोष रोकथाम की पुष्टि करते हैं—जो सटीक घटकों के लिए साझेदारों का चयन करते समय महत्वपूर्ण कारक हैं।