 छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —
छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —

स्टैम्पिंग विंडशील्ड वाइपर आर्म: इंजीनियरिंग एवं पहचान मार्गदर्शिका
संक्षिप्त में
ऑटोमोटिव घटकों के संदर्भ में, स्टैम्पिंग विंडशील्ड वाइपर आर्म दो अलग-अलग अवधारणाओं को संदर्भित करता है: उच्च-गति प्रोग्रेसिव डाई stamping निर्माण प्रक्रिया जो धातु संरचना बनाने के लिए उपयोग की जाती है, और भाग सत्यापन के लिए आर्म पर अंकित पहचान कोड। आधुनिक निर्माण अब ज्यादातर धातु ढलाई से स्टैम्पिंग की ओर बढ़ गया है, जो उत्कृष्ट सटीकता के साथ प्रति मिनट तक 60 भागों के उत्पादन की अनुमति देता है।
वाहन मालिकों और पुनर्स्थापना कर्ताओं के लिए, इन स्टैम्प किए गए निशान (जैसे ट्राइको जैसे निर्माता लोगो, या 55L/55R जैसे दिशा संकेतक) को मूल उपकरण भागों की पहचान करने और सही फिटमेंट सुनिश्चित करने के लिए महत्वपूर्ण माना जाता है। चाहे आप बड़े पैमाने पर उत्पादन के लिए निर्माता की खोज कर रहे हों या पुराने भाग संख्या को डिकोड कर रहे हों, स्टैम्पिंग प्रक्रिया को समझना महत्वपूर्ण है।
निर्माण प्रक्रिया: प्रग्रेसिव डाई स्टैम्पिंग
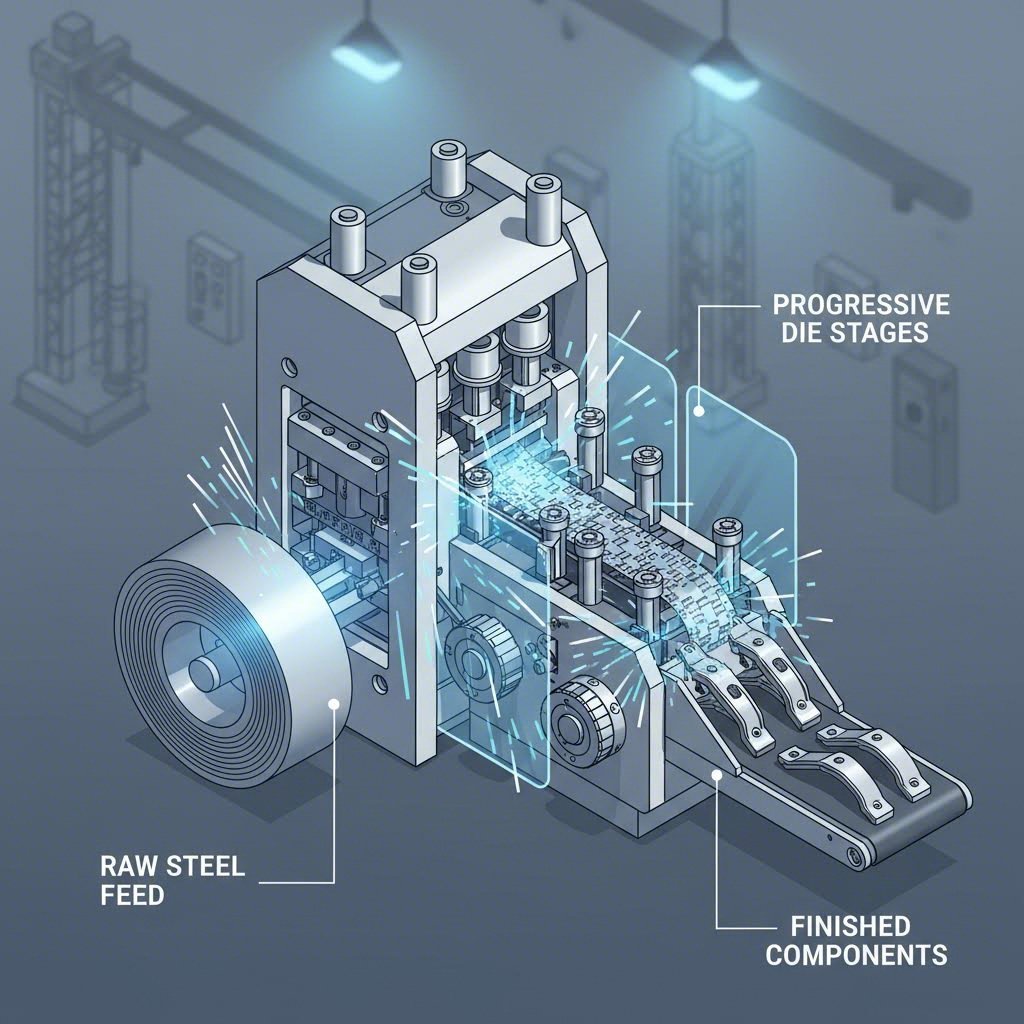
वाहन उद्योग की मांगों को पूरा करने के लिए विंडशील्ड वाइपर आर्म के उत्पादन में काफी विकास हुआ है। पारंपरिक रूप से, कई वाइपर घटकों का उत्पादन धातु ढलाई का उपयोग करके किया जाता था। हालांकि, आधुनिक इंजीनियरिंग ने प्रोग्रेसिव डाई stamping को पसंद किया है, जो सतत अनुक्रम में चपटी धातु कॉइल्स को जटिल, टिकाऊ आकृतियों में बदल देती है।
इस परिवर्तन से उल्लेखनीय दक्षता लाभ मिलते हैं। उद्योग के मामले के अध्ययनों के अनुसार, जैसे कि Penne द्वारा, प्रगतिशील डाई स्टैम्पिंग में परिवर्तन करने से निर्माता प्रति मिनट तक 60 वाइपर आर्म का उत्पादन कर सकते हैं। ढलाई के विपरीत, जिसमें अक्सर अतिरिक्त सामग्री को हटाने या खुरदरे किनारों को समतल करने के लिए द्वितीयक मशीनीकरण की आवश्यकता होती है, स्टैम्प किए गए भाग दबाव से लगभग पूरी तरह से तैयार निकलते हैं। इस प्रक्रिया में जस्तीकृत स्टील या एल्यूमीनियम पट्टियों को एक प्रेस में डाला जाता है, जहां डाई की एक श्रृंखला धातु ब्रैकेट और चैनलों को माइक्रॉन-स्तरीय सटीकता के साथ काटती है, मोड़ती है और आकार देती है।
इस स्तर के उत्पादन और सटीकता की आवश्यकता वाले ऑटोमोटिव OEM के लिए, मजबूत क्षमताओं वाले साझेदार का चयन करना आवश्यक है। शाओयी मेटल टेक्नोलॉजी के व्यापक स्टैम्पिंग समाधान त्वरित प्रोटोटाइपिंग से उच्च मात्रा वाले उत्पादन तक के अंतराल को पाटें, IATF 16949-प्रमाणित प्रेसिज़न और 600 टन तक की प्रेस क्षमताओं का उपयोग करके महत्वपूर्ण घटकों की आपूर्ति करें जो कठोर वैश्विक मानकों को पूरा करते हैं। उच्च टनेज प्रेस यह सुनिश्चित करते हैं कि भारी कार्य वाइपर आर्म के लिए उपयोग किए जाने वाले मोटे गेज स्टील में धातु की थकान के बिना संरचनात्मक बनावट बनी रहे।
वाइपर आर्म स्टैम्प की पहचान: कोड और पहचान
उत्साही लोगों और मैकेनिक्स के लिए, "स्टैम्पिंग" शब्द अक्सर धातु के आर्म में दबाए गए अल्फान्यूमेरिक कोड को संदर्भित करता है। ये स्टैम्प केवल सजावटी नहीं होते; विशेष रूप से क्लासिक कार पुनर्स्थापना में, फिटमेंट और प्रामाणिकता के लिए ये पहचान का प्राथमिक साधन होते हैं।
सबसे आम स्टैम्पिंग में निर्माता और स्थापना की ओर का संकेत होता है। उदाहरण के लिए, पुरानी वाहन समुदाय अक्सर बाजू के निचले हिस्से पर पाए जाने वाले "55L" (बायाँ/चालक दिशा) और "55R" (दायाँ/यात्री दिशा) जैसे विशिष्ट कोड का उल्लेख करते हैं। इन चिह्नों की पहचान करना महत्वपूर्ण है क्योंकि बाएँ और दाएँ वाइपर आर्म में अक्सर कोण या लंबाई में सूक्ष्म अंतर होता है, जो नंगी आँखों से अविभेद्य होता है लेकिन पोछने के प्रदर्शन के लिए महत्वपूर्ण होता है।
इसके अतिरिक्त, मूल उपकरण निर्माता (OEM) आर्म, जैसे ट्रिको द्वारा बनाए गए आर्म अक्सर ट्रिको पेटेंट स्टैम्पिंग या विशिष्ट दिनांक कोड शामिल करते हैं। ये चिह्न सामान्य आफ़्टरमार्केट प्रतिस्थापनों से प्रामाणिक OEM भागों को अलग करते हैं, जिनमें आमतौर पर विस्तृत स्टैम्पिंग का अभाव होता है या सरलीकृत भाग संख्याओं का उपयोग होता है। प्रतिस्थापन की खरीदारी करते समय यांत्रिक विफलता से बचने के लिए यह सत्यापित करें कि स्टैम्प किया गया "बैयोनेट" या "हुक" कनेक्शन आपके वाहन के विनिर्देशों से मेल खाता है।
सतह निष्पादन: पेंटिंग और संक्षारण सुरक्षा
कच्चा स्टैम्प किया हुआ इस्पात जंग लगने के लिए अत्यधिक संवेदनशील होता है, जिसके कारण निर्माण के तुरंत बाद गहन सतह फिनिशिंग की आवश्यकता होती है। औद्योगिक सेटिंग में, वाइपर आर्म आमतौर पर इलेक्ट्रो-कोटिंग (ई-कोट) या पाउडर कोटिंग से गुजरते हैं ताकि एक स्थायी, मौसम-प्रतिरोधी बाधा प्रदान की जा सके। इस फिनिश को बिना उखड़े यूवी त्वरण, नमी और सड़क के नमक का लगातार सामना करना पड़ता है।
DIY पुनर्स्थापनाकर्ताओं के लिए, इस फिनिश को बनाए रखना एक सामान्य चुनौती है। समय के साथ, मूल कोटिंग फीकी पड़ सकती है या छिल सकती है, जिससे खासकर स्टैम्प किए गए हिंग क्षेत्रों के आसपास जंग लग सकती है। एक स्टैम्प किए गए वाइपर आर्म को प्रभावी ढंग से पुनः फिनिश करने के लिए, आपको पहचान कोड को रेत निकाले बिना पुरानी पेंट हटानी होगी। सतह को स्कफ करने के लिए एक बारीक दान वाले सैंडपेपर (लगभग 400-600 ग्रिट) का उपयोग करें, फिर एक विलायक के साथ इसे अच्छी तरह से साफ करें।
उच्च गुणवत्ता वाली सेमी-ग्लॉस या सैटिन ब्लैक पेंट लगाना कारखाना रूप को बहाल करने के लिए उद्योग मानक है। उन स्टैम्प किए गए नंबरों या स्प्रिंग तंत्र को अवरुद्ध करने वाली भारी परतों से बचें। लाइक ऐसे मंचों पर विस्तृत ट्यूटोरियल उपलब्ध हैं GM-Trucks.com तैयारी के महत्व पर जोर दें—स्टैम्प किए गए दरारों से जंग को हटाने में विफल रहने से कुछ महीनों के भीतर नई पेंट उबलने लगेगी।
स्टैम्प किए गए आर्म्स का निदान और रखरखाव
हालांकि स्टैम्प किए गए धातु के आर्म्स मजबूत होते हैं, लेकिन वे यांत्रिक समस्याओं से अछूते नहीं हैं। विफलता का सबसे आम कारण स्प्लाइन्स में होता है—माउंटिंग छेद के अंदर स्टैम्प किए गए खांचे जो वाइपर ट्रांसमिशन पोस्ट को पकड़ते हैं। यदि किसी वाइपर आर्म को जबरदस्ती लगाया जाता है या उचित टोक़ के बिना स्थापित किया जाता है, तो इन नरम धातु के स्प्लाइन्स को नुकसान पहुंच सकता है, जिससे आर्म फिसल सकता है और ब्लेड को स्थानांतरित करने में विफल रह सकता है, भले ही मोटर घूम रहा हो।
एक अन्य समस्या भौतिक विरूपण है। क्योंकि स्टैम्प किए गए स्टील में "मेमोरी" होती है, इसलिए मुड़े हुए आर्म को कभी-कभी ठीक किया जा सकता है, लेकिन इसके लिए सावधानीपूर्वक हेरफेर की आवश्यकता होती है। ब्लेड को फिर से संरेखण में लाने के लिए दो रिंच का उपयोग करके आर्म को मोड़ने से "चैटर" (जहां ब्लेड ग्लास पर छलांग लगाता है) को ठीक किया जा सकता है, लेकिन अत्यधिक बल धातु को तोड़ या स्प्रिंग टेंशन को कमजोर कर सकता है। यदि आंतरिक स्प्रिंग—जो अक्सर एक स्टैम्प किए गए टैब से जुड़ी होती है—टेंशन खो देती है, तो ब्लेड विंडशील्ड पर पर्याप्त दबाव नहीं डालेगा, चाहे रबर ब्लेड कितनी भी नई क्यों न हो।
वाइपर आर्म स्टैम्पिंग पर अंतिम विचार
स्टैम्पिंग की दोहरी प्रकृति को समझना—उच्च-परिशुद्धता विरचन विधि के रूप में और एक महत्वपूर्ण पहचान प्रणाली के रूप में—इंजीनियरों और वाहन मालिकों दोनों को सशक्त बनाता है। निर्माताओं के लिए, प्रगतिशील डाई स्टैम्पिंग में संक्रमण दक्षता और स्थिरता में एक कूद का प्रतिनिधित्व करता है। उपभोक्ताओं के लिए, वाइपर आर्म पर स्टैम्पित कोड पढ़ने का अधिकार एक उत्तम पुनर्स्थापन और एक चिंताजनक फिटमेंट समस्या के बीच का अंतर बन सकता है। चाहे आप उत्पादन चक्र के लिए विरचन निर्दिष्ट कर रहे हों या एक क्लासिक को पुनर्स्थापित कर रहे हों, धातु में स्टैम्पित विस्तार पुरे कहानी बताते हैं कि भाग की उत्पत्ति और कार्य क्या है।

अक्सर पूछे जाने वाले प्रश्न
1. क्या आप वाइपर आर्म को पाउडर कोट कर सकते हैं?
हां, पाउडर कोटिंग वाइपर आर्म के लिए एक उत्तम विकल्प है क्योंकि यह मानक स्प्रे पेंट की तुलना में एक मोटी, अधिक टिकाऊ फिनिश प्रदान करती है। यह चिपिंग और पराबैंगनी क्षति के प्रति अत्यधिक प्रतिरोधी है। हालांकि, आपको यह सुनिश्चित करना चाहिए कि कोटिंग पिवट हिंगे पर हस्तक्षेप न करे या माउंटिंग स्प्लाइन्स में भरे, जो वाहन पर आर्म के सही फिट होने में रोक बन सकता है।
2. मैं अपने वाइपर आर्म के प्रकार की पहचान कैसे करूँ?
अपने वाइपर आर्म की पहचान करने के लिए, आर्म के निचले हिस्से या आधार पर छपे अल्फ़ान्यूमेरिक कोड देखें। "L" या "R" पर समाप्त होने वाले कोड आमतौर पर क्रमशः बाएँ या दाएँ स्थान को दर्शाते हैं। इसके अतिरिक्त, उस संपर्क बिंदु का निरीक्षण करें जहां ब्लेड लगा होता है; सामान्य छापे गए प्रकारों में "हुक", "बैयोनेट" या "साइड पिन" शामिल हैं। इन छापों की तुलना OEM डायग्राम से करना सबसे विश्वसनीय तरीका है।
3. स्टैम्प्ड और कास्ट वाइपर आर्म में क्या अंतर है?
स्टैम्प्ड वाइपर आर्म उच्च-टनेज प्रेस का उपयोग करके शीट धातु से बनाए जाते हैं, जिससे एक हल्का, अधिक समान भाग प्राप्त होता है जिसकी सतह समान रूप से चिकनी होती है। कास्ट आर्म को गर्म धातु को साँचे में डालकर बनाया जाता है, जिससे एक भारी, अधिक भंगुर घटक प्राप्त हो सकता है जिसे सीम और दोषों को चिकना करने के लिए अधिक पोस्ट-प्रोसेसिंग की आवश्यकता हो सकती है।