 छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —
छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —

रेडिएटर सपोर्ट्स का स्टैम्पिंग: निर्माण विशिष्टताएँ और पुनर्स्थापना के रहस्य
संक्षिप्त में
रेडिएटर सपोर्ट्स के स्टैम्पिंग में दो अलग-अलग श्रेणियाँ शामिल हैं: भारी-गेज धातु को संरचनात्मक वाहन फ्रेम में बनाने की औद्योगिक निर्माण प्रक्रिया, और ऑटोमोटिव पुनर्स्थापना या प्रदर्शन के लिए इन भागों का चयन। निर्माण क्षेत्र में, यह प्रक्रिया उच्च-टनताकत (अक्सर 600–800 टन) प्रेस का उपयोग करती है जो 0.250-इंच एल्युमीनियम या स्टील जैसी सामग्री को +/- 0.010 इंच जितनी सटीक सहनशीलता के साथ आकार देती है। कार उत्साही लोगों के लिए विकल्प OEM-शैली के स्टैम्प्ड स्टील सपोर्ट्स के बीच होता है, जो कारखाने की कठोरता और प्रामाणिकता प्रदान करते हैं, और रेसिंग अनुप्रयोगों में वजन कम करने के लिए डिज़ाइन किए गए आफ्टरमार्केट ट्यूबुलर संस्करणों के बीच। चाहे आप क्लास 8 ट्रक असेंबली का इंजीनियरिंग कर रहे हों या क्लासिक मस्टैंग की पुनर्स्थापना कर रहे हों, संरचनात्मक अखंडता और वाहन के मूल्य सुनिश्चित करने के लिए स्टैम्पिंग की यांत्रिकी और तारीख कोड पहचान को समझना महत्वपूर्ण है।
निर्माण यांत्रिकी: रेडिएटर सपोर्ट्स कैसे स्टैम्प किए जाते हैं
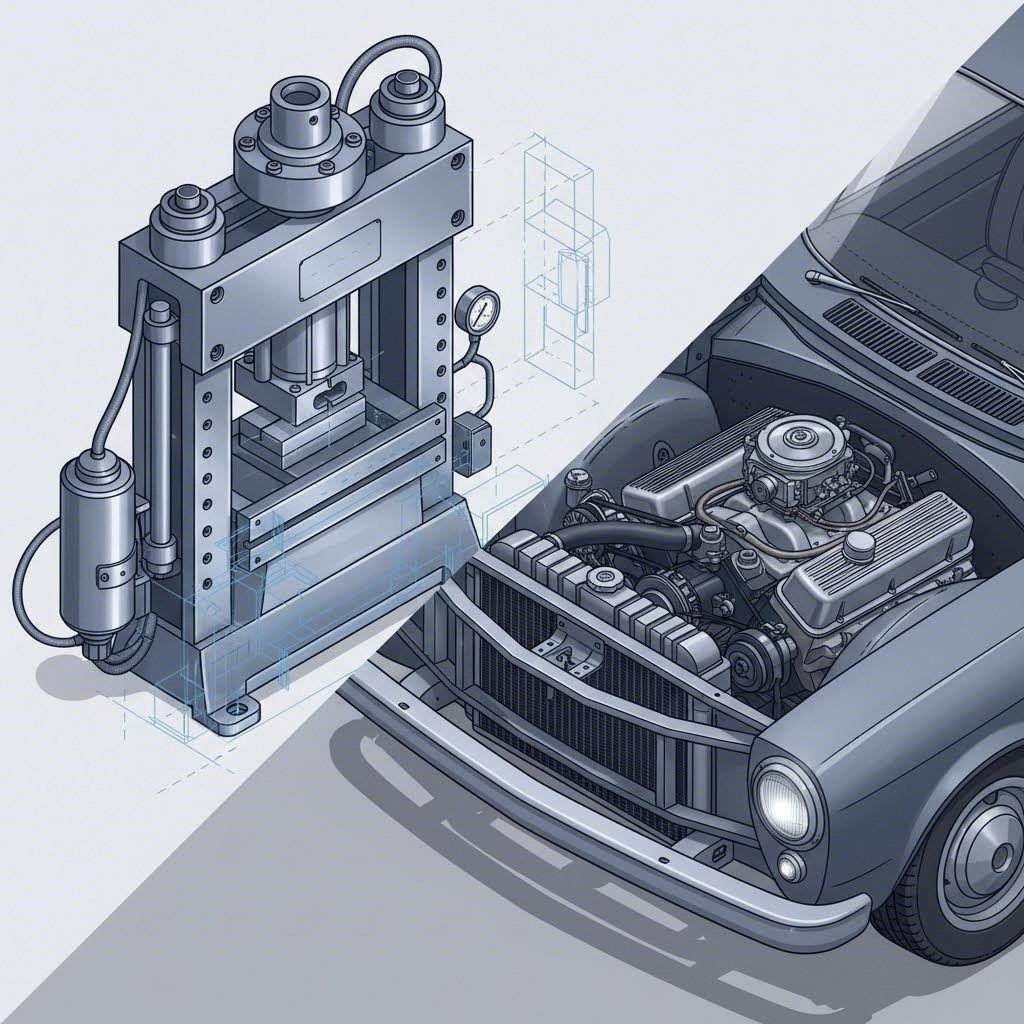
रेडिएटर कोर सपोर्ट के उत्पादन की भारी औद्योगिक इंजीनियरिंग की एक उपलब्धि है। साधारण बॉडी पैनलों के विपरीत, ये सपोर्ट संरचनात्मक घटक होते हैं जो रेडिएटर, कंडेनसर और अक्सर फ्रंट-एंड शीट मेटल के भार को सहन करने के साथ-साथ हुड और फेंडर के लिए कठोर संरेखण बनाए रखने चाहिए। यह प्रक्रिया सामग्री के चयन के साथ शुरू होती है, आमतौर पर उच्च-शक्ति वाले स्टील या मोटी-गेज एल्यूमीनियम का उपयोग किया जाता है। उदाहरण के लिए, क्लास 8 ट्रक जैसे भारी उपयोग में, निर्माता ताकत और वजन के बीच संतुलन बनाए रखने के लिए 0.250-इंच मोटे एल्यूमीनियम का उपयोग कर सकते हैं।
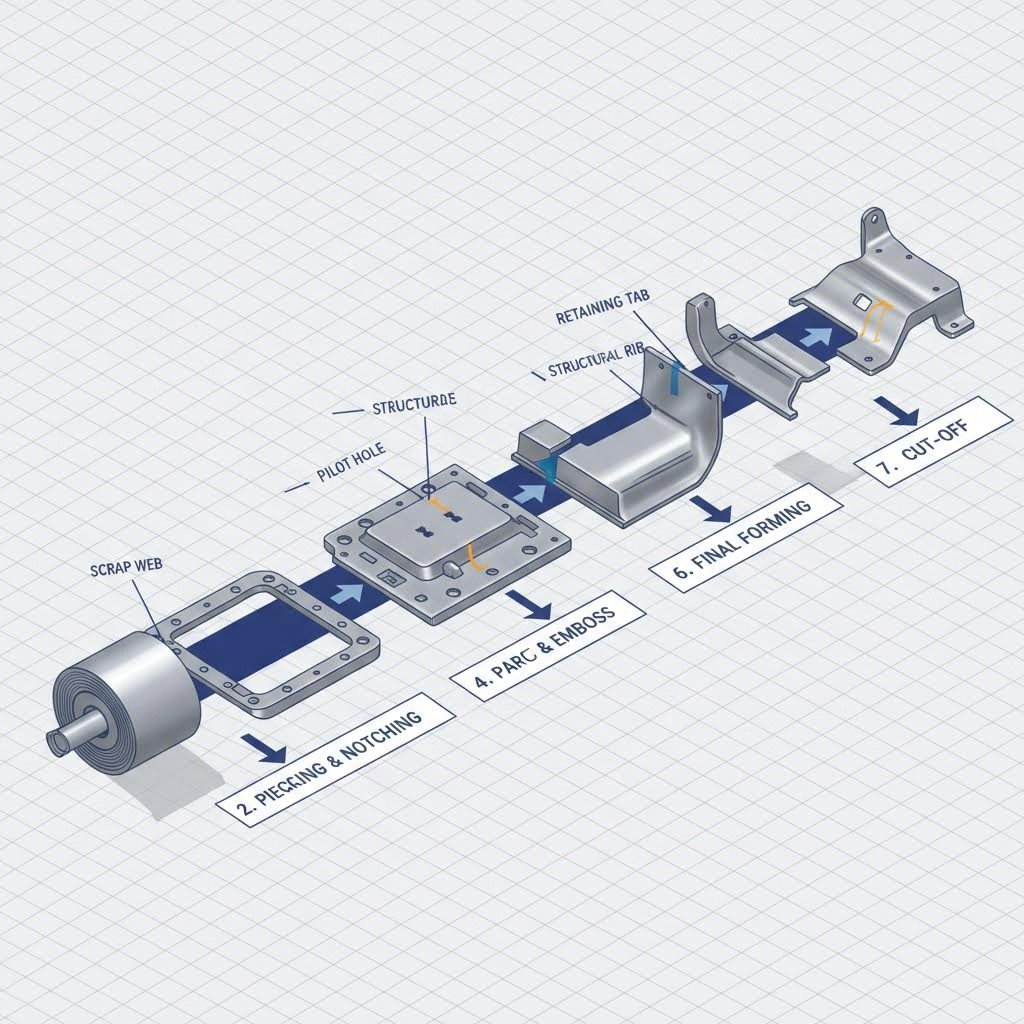
इन मजबूत सामग्रियों के निर्माण के लिए, निर्माता विशाल हाइड्रोलिक या यांत्रिक प्रेसों का उपयोग करते हैं। अरांडा टूलिंग जैसे उद्योग विशेषज्ञों के आंकड़ों से पता चलता है कि रेडिएटर फ्रेम असेंबलियों को स्टैम्प करने के लिए 800-टन प्रेसों का उपयोग किया जाता है। इस प्रक्रिया में अक्सर प्रगतिशील डाई स्टैम्पिंग शामिल होती है, जहाँ धातु की एक लगातार पट्टी कई स्टेशनों के माध्यम से फीड की जाती है। प्रत्येक स्टेशन एक विशिष्ट कट, मोड़ या पंच करता है, जिससे समतल शीट को धीरे-धीरे एक जटिल त्रि-आयामी फ्रेम में आकारित किया जाता है। इस विधि से उच्च पुनरावृत्ति और दक्षता सुनिश्चित होती है, जो वार्षिक 15,000 इकाइयों तक की मात्रा का उत्पादन कर सकती है।
इस क्षेत्र में सटीकता पर कोई बातचीत नहीं होती। रेडिएटर का समर्थन केवल एक ब्रैकेट नहीं है; यह वाहन के पूरे सामने के अंत के लिए एक संदर्भ बिंदु है। अग्रणी निर्माता सख्त गुणवत्ता नियंत्रण मानकों का पालन करते हैं, +/- 0.010 इंच तक की सहिष्णुता बनाए रखते हैं। इस स्तर की सटीकता उन्नत टूलिंग और रोबोट वेल्डिंग जैसे माध्यमिक कार्यों के माध्यम से प्राप्त की जाती है, ताकि कई स्टैम्प्ड घटकों को एक एकल, सामंजस्यपूर्ण इकाई में इकट्ठा किया जा सके। ऑटोमोबाइल कंपनियों के लिए जो तेजी से प्रोटोटाइप और उच्च मात्रा में विनिर्माण के बीच की खाई को पाटने की कोशिश कर रहे हैं, शाओयी मेटल तकनीक आईएटीएफ 16949 प्रमाणित सटीकता प्रदान करता है। 600 टन तक की प्रेस क्षमताओं के साथ, वे वैश्विक OEM विनिर्देशों का पालन करते हुए नियंत्रण हथियारों और सबफ्रेम जैसे महत्वपूर्ण संरचनात्मक घटकों को वितरित करते हैं।
रेगल मेटल प्रोडक्ट्स जैसी कंपनियां ऑटोमोटिव कोर सपोर्ट्स के बड़े आकार को समायोजित करने के लिए बड़े बिछौने के आकार (अधिकतम 60” x 168”) का उपयोग करती हैं। ये क्षमताएं एकल-भाग स्टैम्पिंग या जटिल असेंबली के उत्पादन की अनुमति देती हैं जो सस्पेंशन और कूलिंग सिस्टम के लिए माउंटिंग बिंदुओं को एकीकृत करती हैं, जिससे यह सुनिश्चित होता है कि भाग आधुनिक ऑटोमोटिव असेंबली लाइनों की कठोर मांगों को पूरा करे।
स्टैम्प्ड स्टील बनाम ट्यूबुलर सपोर्ट्स: एक प्रदर्शन तुलना
ऑटोमोटिव उत्साही के लिए, "स्टैम्पिंग रेडिएटर सपोर्ट्स" शब्द अक्सर एक निर्णय बिंदु को दर्शाता है: क्या आप फैक्ट्री स्टैम्प्ड स्टील भाग के साथ रहें या ट्यूबुलर विकल्प में अपग्रेड करें? यह चयन मूल रूप से वाहन के चरित्र को बदल देता है, जो वजन वितरण से लेकर कूलिंग दक्षता तक सभी को प्रभावित करता है।
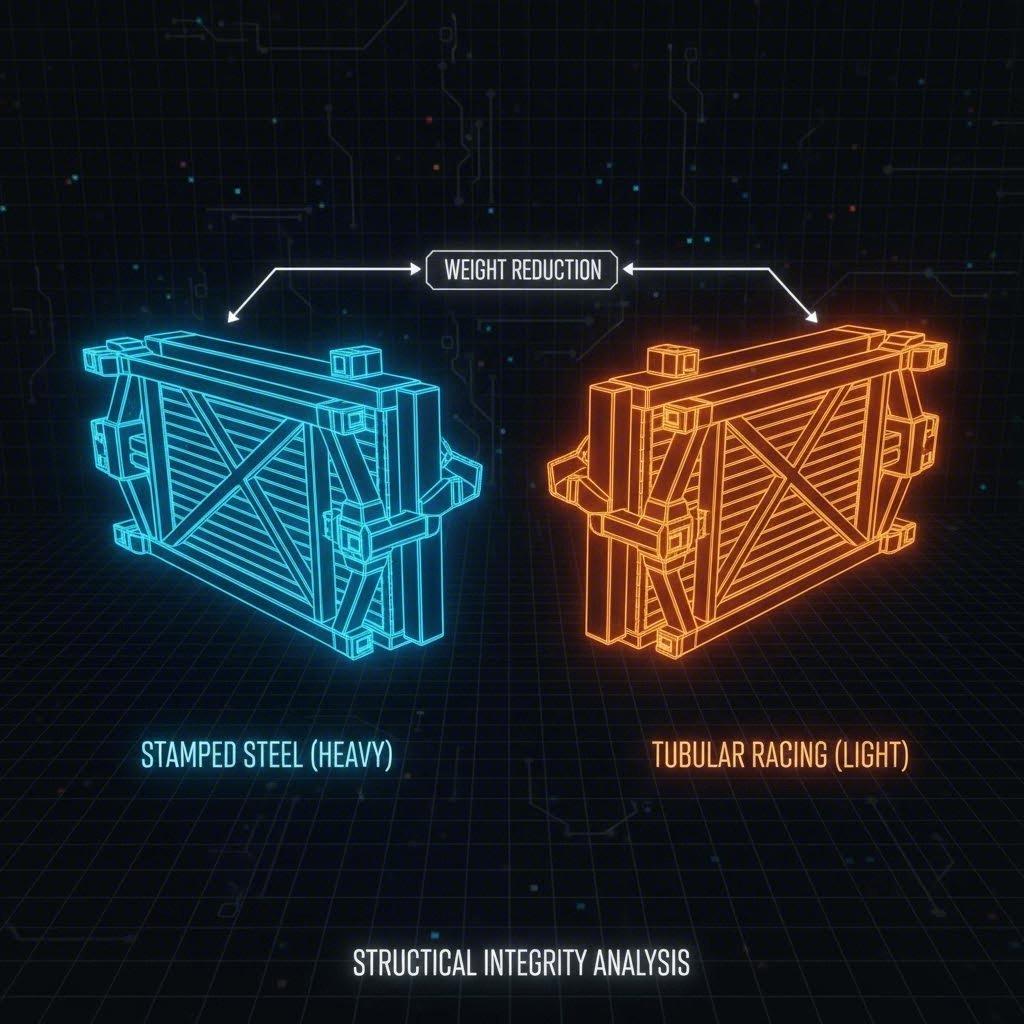
OEM स्टैम्प्ड स्टील सपोर्ट्स पुनर्स्थापना और स्ट्रीट कारों के लिए मानक हैं। ऊपर वर्णित भारी प्रेस विधियों का उपयोग करके निर्मित, इन भागों को दुर्घटना के दौरान लचीलेपन और ऊर्जा अवशोषण के लिए डिज़ाइन किया गया है, जो चेसिस की रक्षा करता है। इनमें कारखाने-सही फिटिंग, वायरिंग हार्नेस के लिए पूर्व-ड्रिल किए गए छेद और विंडशील्ड वॉशर बोतल और हॉर्न जैसे स्टॉक एक्सेसरीज़ के लिए माउंटिंग बिंदु शामिल हैं। हालाँकि, ये भारी होते हैं और उनके बल्की, ठोस निर्माण के कारण रेडिएटर को वायु प्रवाह में बाधा डाल सकते हैं।
ट्यूबुलर और क्रोमोली सपोर्ट्स रोड्स कस्टम ऑटो जैसे निर्माताओं से प्राप्त ये समर्थन ड्रैग रेसिंग और ट्रैक एप्लीकेशन के लिए पसंदीदा विकल्प हैं। हल्के ट्यूबिंग (अक्सर 4130 क्रोमोली) से निर्मित, ये समर्थन महत्वपूर्ण भाग—जहां यह सबसे अधिक मायने रखता है—कार के नाक से 10 से 20 पाउंड तक का वजन कम कर सकते हैं। इनकी खुली डिज़ाइन रेडिएटर के लिए अधिकतम वायु प्रवाह सुनिश्चित करती है, जो उच्च-प्रदर्शन इंजन के लिए एक महत्वपूर्ण लाभ है। कमजोरी यह है कि दैनिक ड्राइविंग परिदृश्यों में कठोरता की कमी और स्टॉक एक्सेसरीज़ के लिए माउंटिंग बिंदुओं का अभाव होता है, जिससे यह पूरी तरह से उपकरणित स्ट्रीट कार के लिए कम आदर्श बन जाता है।
| विशेषता | ओईएम स्टैम्प्ड स्टील | आफ्टरमार्केट ट्यूबुलर / क्रोमोली |
|---|---|---|
| मुख्य उपयोग | पुनर्स्थापन, दैनिक ड्राइविंग, टक्कर मरम्मत | ड्रैग रेसिंग, ट्रैक डे, प्रो-टूरिंग |
| सामग्री | स्टैम्प्ड शीट मेटल (स्टील/एल्यूमीनियम) | वेल्डेड ट्यूबिंग (माइल्ड स्टील या क्रोमोली) |
| वजन | भारी (मानक फैक्टरी वजन) | हल्का (10-20 पाउंड बचत) |
| हवा का प्रवाह | सीमित (ठोस पैनल हवा रोकते हैं) | अधिकतम (खुला डिजाइन) |
| फिटमेंट | कारखाने के सामान के साथ प्रत्यक्ष बोल्ट-ऑन | सामान के लिए संशोधन की आवश्यकता हो सकती है |
पुनर्स्थापना और प्रामाणिकताः रेडिएटर समर्थन डेट स्टैम्प को डिकोड करें
क्लासिक कारों की मरम्मत की दुनिया में, विशेष रूप से मस्टैंग, चेवेल और कैमारो के लिए, स्टैम्प किए गए रेडिएटर समर्थन में सत्यापन की कुंजी होती है। कारों की प्रामाणिकता का आकलन करने वाले और गंभीर कलेक्टर यह पता लगाने के लिए विशिष्ट तारीख के टिकट और निर्माता कोड की तलाश करते हैं कि क्या कार में मूल शीट धातु बनी हुई है या फिर इसे स्पेयर पार्ट्स के साथ मरम्मत की गई है।
क्लासिक फोर्ड मस्टैंग जैसी गाड़ियों पर, तारीख का टिकट खोजना मुश्किल है लेकिन यह प्रतियोगिता के लिए महत्वपूर्ण है। कॉन्कोर्स मस्टैंग फोरम के उत्साही बताते हैं कि ये टिकट अक्सर बैटरी ट्रे के नीचे या पार्श्व समर्थन के पीछे स्थित होते हैं। एक विशिष्ट उत्पादन लाइन स्टाम्प को वाहन के निर्माण की तारीख के साथ संरेखित करने वाले दिनांक कोड (जैसे, "4/14/64") के रूप में पढ़ा जा सकता है। हालांकि, यहां विसंगतियों लाल झंडे हैं। एक मुहर जो "A 62" या इसी तरह के गैर-तारीख प्रारूपों को पढ़ती है, अक्सर एक मुहर का संकेत देती है। सेवा प्रतिस्थापन भाग एक घटक जो कारखाने की असेंबली लाइन पर नहीं, बल्कि एक दुर्घटना के बाद एक डीलर या कारखाने द्वारा स्थापित किया जाता है।
इन स्टैम्प को समझने के लिए तेज नजर की आवश्यकता होती है। शेवरलेट पुनर्स्थापन के लिए, दिनांक कोड आमतौर पर हुड लैच के पास ऊपरी प्लेट या सपोर्ट के इंजन वाली तरफ दिखाई देते हैं। प्रारूप आमतौर पर महीना/सप्ताह/दिन के अनुसार होता है। वर्णों के अलावा, संलग्न करने की विधि एक स्पष्ट संकेत है। कारखाने के सपोर्ट आमतौर पर उच्च-एम्पियर औद्योगिक प्रतिरोध वेल्डर के साथ स्पॉट-वेल्डेड होते थे, जिससे छोटे, सटीक डिम्पल बन जाते थे। प्रतिस्थापन सपोर्ट अक्सर प्लग-वेल्डेड (छिद्रित छेदों के माध्यम से MIG वेल्डेड) होते हैं, जो एक स्पष्ट दृश्य संकेत है कि उस वाहन के "स्टैम्पिंग रेडिएटर सपोर्ट" के इतिहास में टक्कर की मरम्मत शामिल थी।
स्थापना और संरेखण चुनौतियाँ
स्टैम्प किए गए रेडिएटर सपोर्ट को बदलना एक साधारण बोल्ट-ऑन कार्य नहीं है; यह एक संरचनात्मक शल्य चिकित्सा है जो पूरे फ्रंट क्लिप की संरेखण निर्धारित करता है। चूंकि सपोर्ट बाएं और दाएं आंतरिक फेंडर को एक साथ जोड़ता है, यह इंजन डिब्बे की वर्गता निर्धारित करता है। आफ्टरमार्केट स्टैम्प किए गए विकल्पों की एक सामान्य समस्या थोड़ी सी आयामी भिन्नता है। कुछ मिलीमीटर का विचलन भी हुड गैप्स या फेंडर की गलत संरेखण के कारण खराब परिणाम दे सकता है।
सफल स्थापन की शुरुआत तैयारी से होती है। अधिकांश प्रतिस्थापन स्टैम्प किए गए सपोर्ट काले ईडीपी (इलेक्ट्रो-डिपॉजिट प्राइमर) कोटिंग में आते हैं। यद्यपि यह शिपिंग के दौरान जंग लगने को रोकता है, तथापि वेल्ड बिंदुओं पर इसे स्कफ किया जाना चाहिए या हटाया जाना चाहिए ताकि उचित चिपकना सुनिश्चित हो सके। अनुभवी पुनर्स्थापक पूरे फ्रंट एंड—फेंडर, हुड और ग्रिल—को नए सपोर्ट को पूरी तरह से वेल्ड करने से पहले "ड्राई फिटिंग" करने की सिफारिश करते हैं। इससे माउंटिंग छिद्रों में समायोजन किया जा सकता है या शिम्स जोड़े जा सकते हैं।
जो लोग पुराने वाहन की मरम्मत कर रहे होते हैं, उनके लिए मूल VIN स्टैम्प (कुछ मॉडल में अक्सर रेडिएटर सपोर्ट पर पाया जाता है) को बरकरार रखना एक कानूनी और मूल्य-महत्वपूर्ण विचार होता है। यदि सपोर्ट जंग खा चुका है लेकिन स्टैम्प वाला क्षेत्र अभी भी बरकरार है, तो कुछ पुनर्स्थापनकर्ता नए सपोर्ट में मूल स्टैम्प वाले भाग को जोड़ना पसंद करते हैं, हालाँकि इसे अदृश्य रखने के लिए धातु फिनिशिंग के विशेषज्ञ कौशल की आवश्यकता होती है।
अक्सर पूछे जाने वाले प्रश्न
1. क्या आप रेडिएटर सपोर्ट के बिना गाड़ी चला सकते हैं?
नहीं, रेडिएटर सपोर्ट के बिना गाड़ी चलाना अत्यधिक असुरक्षित और यांत्रिक रूप से जोखिम भरा होता है। यह घटक सिर्फ रेडिएटर को सहारा देने से अधिक कार्य करता है; यह वाहन के सामने के हिस्से को संरचनात्मक कठोरता प्रदान करता है, जो फ्रेम रेल्स और आंतरिक फेंडर्स को एक साथ जोड़ता है। इसके बिना, सामने का हिस्सा काफी हद तक झुक सकता है, जिससे बॉडी पैनल्स का गलत संरेखण और हुड लैच की विफलता की संभावना हो सकती है। इसके अतिरिक्त, रेडिएटर के पास कोई सुरक्षित माउंटिंग नहीं होगी, जिससे वह कंपन करेगा, ठंडक लाइनों को नुकसान पहुँचाएगा और अंततः घातक ओवरहीटिंग या इंजन क्षति का कारण बनेगा।
2. रेडिएटर मरम्मत में किस प्रकार के सोल्डर का उपयोग किया जाता है?
पीतल या तांबे के रेडिएटर की मरम्मत करते समय, जो पुराने स्टैम्प्ड सपोर्ट वाले वाहनों में अक्सर पाए जाते हैं, आमतौर पर सीसा-टिन सोल्डर का उपयोग होता है। सामान्य संरचना में 40/60 (40% टिन, 60% सीसा) या 30/70 शामिल हैं। हालाँकि, सटीकता महत्वपूर्ण है; उद्योग की चर्चाओं में उल्लिखित के अनुसार, अत्यधिक गर्मी या गलत सामग्री का उपयोग करने से कोर कमजोर हो सकता है। आधुनिक एल्युमीनियम रेडिएटर, जिनमें प्लास्टिक के टैंक होते हैं और जो नए स्टैम्प्ड सपोर्ट के साथ जुड़े होते हैं, आमतौर पर सोल्डर नहीं किए जा सकते और अस्थायी मरम्मत के लिए आमतौर पर कोर के प्रतिस्थापन या एपॉक्सी पैच की आवश्यकता होती है।