 छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —
छोटे पर्चे, उच्च मानदंड। हमारी तेजी से प्रोटोटाइपिंग सेवा मान्यता को तेजी से और आसानी से बनाती है —

ऑनलाइन सीएनसी मशीनिंग सेवा को समझना: कोटेशन से लेकर तैयार भाग तक
ऑनलाइन सीएनसी मशीनिंग को पारंपरिक मशीन शॉप्स से क्या अलग बनाता है
कल्पना कीजिए कि आप आधी रात को एक सीएडी फ़ाइल अपलोड करते हैं और सुबह उठकर अपने इनबॉक्स में एक विस्तृत कोटेशन पाते हैं। यह है एक ऑनलाइन सीएनसी मशीनिंग सेवा — एक डिजिटल-प्रथम दृष्टिकोण जिसने इंजीनियरों, डिज़ाइनरों और उत्पाद विकासकर्ताओं द्वारा परिशुद्ध निर्माण तक पहुँच के तरीके को मौलिक रूप से पुनर्गठित कर दिया है।
पारंपरिक मशीन शॉप्स एक परिचित लय में काम करते हैं: फ़ोन कॉल, ईमेल आदान-प्रदान, व्यक्तिगत परामर्श और कोटेशन जो दिनों या यहाँ तक कि सप्ताहों तक लग सकते हैं। आप स्थानीय मशीनिस्टों के साथ संबंध बनाते हैं, काउंटर पर विशिष्टताओं पर चर्चा करते हैं और अक्सर यह सोचते हैं कि क्या आपको प्रतिस्पर्धी मूल्य प्राप्त हो रहा है। यद्यपि इस हाथ से किए गए दृष्टिकोण के अपने गुण हैं, यह बाधाएँ उत्पन्न करता है— विशेष रूप से तब जब आप किसी समयसीमा के खिलाफ प्रतिस्पर्धा कर रहे हों या गुणवत्तापूर्ण सीएनसी सेवा प्रदाताओं से दूर स्थित हों।
सीएनसी ऑनलाइन सेवा इस मॉडल को पूरी तरह से उलट देती है। ये डिजिटल प्लेटफॉर्म आपको एकल इंटरफ़ेस के माध्यम से प्रमाणित निर्माताओं के नेटवर्क से सीधे जोड़ते हैं, जिससे "मेरे पास के सीएनसी" की भौगोलिक सीमाओं की खोज और पारंपरिक उद्धरण प्रक्रियाओं के समय-सापेक्ष आगे-पीछे के संचार से मुक्ति मिल जाती है।
सीएडी फ़ाइल से तैयार भाग तक कुछ ही दिनों में
कार्यप्रवाह आश्चर्यजनक रूप से सरल है। आप अपनी डिज़ाइन फ़ाइलें—आमतौर पर STEP या IGES प्रारूपों में—अपलोड करते हैं, और AI-आधारित एल्गोरिदम तुरंत आपके भाग की ज्यामिति का विश्लेषण करते हैं। कुछ सेकंड के भीतर, आप ऑनलाइन मशीनिंग उद्धरण प्राप्त करते हैं, जिनमें सामग्री का चयन, सहिष्णुता, सतह के फ़िनिश और उत्पादन की जटिलता को ध्यान में रखा जाता है। इंस्टावर्क के अनुसार, ये एल्गोरिदम आपके घटक की तुलना लाखों पहले निर्मित भागों के डेटाबेस से करके तत्काल सटीक मूल्य निर्धारित करते हैं।
यह गति मायने रखती है। हार्डवेयर विकासकर्ता जानते हैं कि भौतिक उत्पादों का मान्यन (वैधीकरण) प्रयोगों के माध्यम से—केवल सिमुलेशन के द्वारा नहीं—किया जाना चाहिए। जितनी जल्दी आप भागों को हाथ में ला सकते हैं, उतनी ही जल्दी आप अपने डिज़ाइनों को दोहरा सकते हैं, परीक्षण कर सकते हैं और उन्हें सुधार सकते हैं।
डिजिटल मंचों ने निर्माण तक पहुँच को कैसे बदल दिया
इस परिवर्तन को सक्षम करने वाली प्रौद्योगिकी की मूलभूत संरचना कई तत्वों को जोड़ती है:
- त्वरित कोटेशन इंजन जो ऑनलाइन सीएनसी कोटेशन के लिए दिनों भर प्रतीक्षा को समाप्त कर देते हैं
- स्वचालित डिज़ाइन प्रतिक्रिया जो उत्पादन से पहले निर्माणीयता संबंधी समस्याओं को पकड़ लेती है
- ऑर्डर प्रबंधन प्रणालियाँ जो विशाल आपूर्तिकर्ता नेटवर्क के भीतर विशिष्ट निर्माताओं को कार्य आवंटित करती हैं
- लाइव ट्रैकिंग जो उत्पादन के समग्र प्रक्रिया के दौरान आपको सूचित रखती हैं
ये मंच अपनी खरीद शक्ति का लाभ उठाकर ऑर्डरों को समूहित करते हैं और कार्य को अत्यधिक विशिष्ट सीएनसी निर्माण साझेदारों को आवंटित करते हैं। एक टाइटेनियम टर्न्ड भाग उन निर्माताओं को भेजा जाता है जो टाइटेनियम के साथ उत्कृष्ट प्रदर्शन करते हैं; एक जटिल 5-अक्ष एल्यूमीनियम घटक को उन दुकानों में भेजा जाता है जिनमें उस विशिष्ट विशेषज्ञता का होना आवश्यक है। परिणाम? सुसंगत गुणवत्ता, प्रतिस्पर्धी मूल्य और ऐसी क्षमताओं तक पहुँच जो आपके स्थानीय क्षेत्र में मौजूद नहीं हो सकती हैं।
उत्पाद विकासकर्ताओं के लिए, इसका अर्थ है कि डिज़ाइन कार्य पर ध्यान केंद्रित करना, बजाय डेटा पैकेज तैयार करने, ईमेल के माध्यम से निर्माताओं से संपर्क करने और उनके उत्तर के लिए दिनों तक प्रतीक्षा करने में घंटों व्यतीत करने के। डिलीवरी समय और लागत के लिए कोटेशन की तुलना करने की उबाऊ प्रक्रिया अब सप्ताहों के बजाय कुछ मिनटों का काम बन जाती है।
सीएनसी मिलिंग, टर्निंग और मल्टी-एक्सिस मशीनिंग को समझना
तो आपने अपनी सीएडी फ़ाइल अपलोड कर दी है और तुरंत कोटेशन प्राप्त कर लिया है—लेकिन आप कैसे जान सकते हैं कि आपके भाग के लिए कौन सी मशीनिंग प्रक्रिया उपयुक्त है? सीएनसी मिलिंग, सीएनसी टर्निंग और ईडीएम जैसी विशिष्ट विधियों के बीच के अंतर को समझना आपको लागत, लीड टाइम और भाग की गुणवत्ता के संबंध में बुद्धिमान निर्णय लेने में सहायता करता है। आइए प्रत्येक प्रक्रिया को सरल शब्दों में समझें।
सीएनसी मिलिंग को सरल भाषा में समझाया गया
एक घूर्णन करते हुए कटिंग टूल की कल्पना करें एक स्थिर कार्य टुकड़े पर गतिमान होकर, सामग्री को परत दर परत काटकर हटाना। यही सीएनसी मिलिंग का सारांश है। सीएनसी कटिंग मशीन बहु-बिंदु उपकरणों—जैसे एंड मिल्स, फेस मिल्स, या बॉल-नोज कटर्स—का उपयोग करती है ताकि समतल सतहें, पॉकेट्स, स्लॉट्स और जटिल 3D कंटूर्स बनाई जा सकें।
मिलिंग की इतनी विविधता का कारण इसकी बहु-अक्षीय गति करने की क्षमता है। यहाँ इसकी क्षमताओं का विवरण दिया गया है:
- 3-अक्षीय मिलिंग: उपकरण X (बाएँ-दाएँ), Y (सामने-पीछे) और Z (ऊपर-नीचे) अक्षों के अनुदिश गति करता है। यह सीधी ज्यामितीय आकृतियों—जैसे ब्रैकेट्स, हाउसिंग्स और समतल पैनल्स—के लिए उपयुक्त है। Xometry के अनुसार, ये मशीनें लागत-प्रभावी हैं और इनके संचालन के लिए न्यूनतम प्रशिक्षण की आवश्यकता होती है, जिससे ये सरल भागों के लिए आदर्श हो जाती हैं।
- 4-अक्ष मिलिंग: एक अक्ष के चारों ओर घूर्णन की क्षमता जोड़ता है, जिससे भाग को हाथ से पुनः स्थिति न देकर उसके कई पक्षों पर सुविधाजनक रूप से मशीनिंग की जा सकती है।
- 5-अक्ष सीएनसी मशीनिंग सेवाएँ: यह उपकरण आपके भाग के लगभग किसी भी कोण से निकट आ सकता है, जिससे एकल सेटअप में जटिल कंटूर, अंडरकट और चिकनी शिल्पात्मक सतहों का निर्माण संभव हो जाता है। ये मशीनें एयरोस्पेस घटकों, चिकित्सा प्रत्यारोपणों और मॉल्ड कैविटीज़ के निर्माण में उत्कृष्ट प्रदर्शन करती हैं।
इसका समझौता? अधिक अक्षों का अर्थ है उच्च मशीन लागत और प्रोग्रामिंग जटिलता। एक 3-अक्ष मशीन की कीमत $25,000 से $50,000 के बीच हो सकती है, जबकि 5-अक्ष उपकरणों की कीमत $80,000 से लेकर $500,000 से अधिक तक हो सकती है। हालाँकि, जटिल भागों के लिए, 5-अक्ष मशीनिंग अक्सर कई सेटअप्स को समाप्त करके और सटीकता में सुधार करके कुल लागत को कम कर देती है।
सीएनसी मिल्ड भागों के लिए आदर्श अनुप्रयोग:
- पॉकेट्स और माउंटिंग सुविधाओं के साथ एन्क्लोज़र्स और हाउसिंग्स
- बहु-फलकीय सतहों पर छिद्रों के साथ ब्रैकेट्स और संरचनात्मक घटक
- चिकनी, कंटूर्ड सतहों की आवश्यकता वाली मॉल्ड कैविटीज़
- जटिल 3D ज्यामिति वाले प्रोटोटाइप भाग
जब टर्निंग, मिलिंग से बेहतर होती है
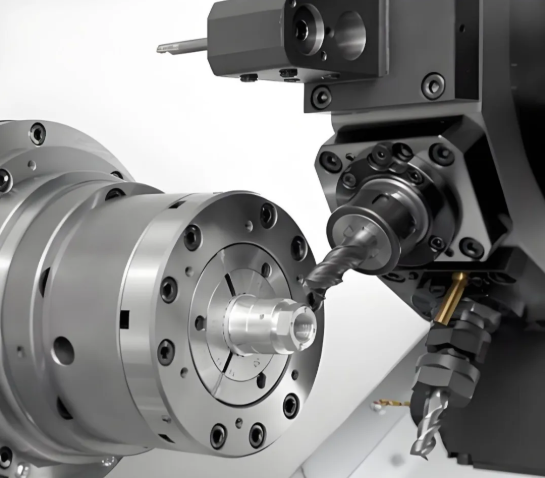
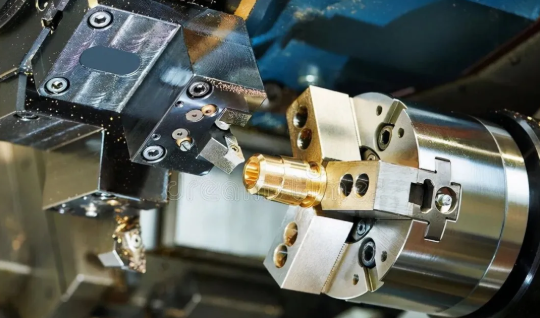
अब विपरीत कल्पना करें: आपका कार्य-टुकड़ा तेज़ी से घूम रहा है, जबकि एक स्थिर कटिंग टूल उसकी सतह को आकार दे रहा है। यही सीएनसी टर्निंग है, और यह शाफ्ट, पिन, बुशिंग और थ्रेडेड घटकों जैसे बेलनाकार या शंक्वाकार भागों के उत्पादन का सबसे तेज़ मार्ग है।
एक सीएनसी टर्निंग सेवा में X और Z अक्ष के अनुदिश गति करने वाले एकल-बिंदु कटिंग टूलों से लैस लेथ का उपयोग किया जाता है। चूँकि भाग लगातार घूमता रहता है, इसलिए टर्निंग सटीक असेंबली में फिट होने वाले घटकों के लिए आवश्यक संकेंद्रिकता (कॉन्सेंट्रिसिटी) और गोलाकारता (राउंडनेस) को बनाए रखने में उत्कृष्ट प्रदर्शन करती है।
सीएनसी टर्निंग सेवाएँ क्यों चुनें?
- गति: गोल भागों के लिए टर्निंग, मिलिंग की तुलना में अधिक सरल टूलपाथ और निरंतर कटिंग क्रिया के कारण तेज़ है
- लागत प्रभावीता: एकल-बिंदु टूल सस्ते होते हैं, और बार फीडर्स न्यूनतम ऑपरेटर हस्तक्षेप के साथ उच्च-मात्रा उत्पादन की अनुमति देते हैं
- प्रसिद्धता: ±0.002" की सहिष्णुता (टॉलरेंस) मानक है, जबकि अच्छी तरह से कैलिब्रेटेड उपकरण पर ±0.001" की सहिष्णुता प्राप्त की जा सकती है
आधुनिक सीएनसी टर्निंग केंद्रों में अक्सर लाइव टूलिंग शामिल होती है—टर्नट में माउंट किए गए घूर्णनशील उपकरण—जो ड्रिलिंग क्रॉस-होल्स या मिलिंग फ्लैट्स जैसे सीएनसी कटिंग संचालन कर सकते हैं, बिना भाग को अलग मशीन पर स्थानांतरित किए। यह संकर क्षमता शुद्ध टर्निंग और मिलिंग के बीच के अंतर को पाटती है।
टर्न किए गए भागों के लिए आदर्श अनुप्रयोग:
- शाफ्ट, एक्सल और रोलर
- धागेदार फास्टनर और फिटिंग्स
- बुशिंग, स्पेसर और स्लीव
- घूर्णन सममिति वाला कोई भी घटक
विशिष्ट अनुप्रयोगों के लिए ईडीएम
जब पारंपरिक सीएनसी कटिंग काम नहीं करती है—उदाहरण के लिए, आपको तीव्र आंतरिक कोनों की आवश्यकता हो या कठोर टूल स्टील को मशीन करना हो? ऐसे मामलों में विद्युत डिस्चार्ज मशीनिंग (ईडीएम) का उपयोग किया जाता है।
ईडीएम एक इलेक्ट्रोड और आपके चालक कार्य-टुकड़े के बीच विद्युत चिंगारियों का उपयोग करके सामग्री को हटाती है, जहाँ दोनों को डाइइलेक्ट्रिक द्रव में डुबोया जाता है। यहाँ कोई यांत्रिक कटिंग बल नहीं होता है, जिसका अर्थ है कि आप अत्यधिक कठोर सामग्री या नाजुक विशेषताओं को मशीन कर सकते हैं जो पारंपरिक उपकरणों से टूट जाएँगे।
सामान्य ईडीएम अनुप्रयोग:
- जटिल प्रोफाइल और कड़ी सहिष्णुता वाले डाई घटकों के लिए वायर ईडीएम
- जटिल मॉल्ड कैविटीज़ के लिए सिंकर ईडीएम
- एयरोस्पेस भागों में शीतलन पैसेज के लिए छोटे-छिद्र ईडीएम
ईडीएम, फ्रेजिंग या टर्निंग की तुलना में धीमी और अधिक महंगी है, इसलिए इसका उपयोग आमतौर पर सामान्य उत्पादन के बजाय विशिष्ट आवश्यकताओं के लिए किया जाता है।
अपनी परियोजना के लिए सही प्रक्रिया का चयन करना
यहाँ एक त्वरित निर्णय ढांचा दिया गया है: यदि आपका भाग मुख्य रूप से गोलाकार है या केंद्रीय अक्ष के चारों ओर सममित है, तो टर्निंग से शुरुआत करें। यदि इसमें सपाट सतहें, पॉकेट्स या बहु-पक्षीय मशीनिंग की आवश्यकता है, तो फ्रेजिंग आपका विकल्प है। दोनों की आवश्यकता है? कई ऑनलाइन प्लेटफॉर्म आपके कार्य को मिल-टर्न केंद्रों पर असाइन करते हैं, जो एकल सेटअप में दोनों प्रक्रियाओं को संयोजित करते हैं।
आपके भाग की ज्यामिति अंततः प्रक्रिया चयन को निर्धारित करती है—और इन मूलभूत बातों को समझना आपको अपने विनिर्माण साझेदार के साथ अधिक प्रभावी ढंग से संवाद करने में सहायता करता है, जबकि लागत और लीड टाइम के लिए अनुकूलन किया जाता है।
सीएनसी मशीन किए गए भागों के लिए सामग्री चयन मार्गदर्शिका
आपने अपनी ज्यामिति के लिए सही मशीनिंग प्रक्रिया की पहचान कर ली है—लेकिन सामग्री के बारे में क्या? यह निर्णय अक्सर यह तय करता है कि आपका भाग निर्दोष रूप से कार्य करेगा या क्षेत्र में विफल हो जाएगा। गलत सामग्री का चयन करने से अत्यधिक उपकरण घिसावट, आयामी अस्थिरता या भाग का शीघ्र विफल होना हो सकता है। सही चयन यांत्रिक आवश्यकताओं, पर्यावरणीय परिस्थितियों, मशीनीकरण क्षमता और बजट के बीच संतुलन बनाता है।
अन्यत्र मिलने वाली सरल सामग्री सूचियों के विपरीत, आइए एक निर्णय लेने का ढांचा तैयार करें जो आपकी विशिष्ट परियोजना की आवश्यकताओं के आधार पर विकल्पों का मूल्यांकन करने में आपकी सहायता करता है।
वे धातुएँ जो सर्वोत्तम रूप से मशीन की जा सकती हैं
एल्यूमीनियम मशीनिंग के मामले में, कुछ ही सामग्रियाँ इतनी अच्छी मशीनीकरण क्षमता, शक्ति-से-भार अनुपात और लागत-प्रभावशीलता का संयोजन प्रदान करती हैं। यही कारण है कि एल्यूमीनियम मिश्र धातुएँ एयरोस्पेस से लेकर उपभोक्ता इलेक्ट्रॉनिक्स तक के उद्योगों में सीएनसी उत्पादन को प्रभुत्व देती हैं।
लेकिन एल्यूमीनियम आपका एकमात्र विकल्प नहीं है। जब आप ऑनलाइन सीएनसी मशीनिंग सेवा का मूल्यांकन कर रहे होते हैं, तो सामान्य धातुओं की तुलना इस प्रकार की जाती है:
| सामग्री | महत्वपूर्ण गुण | मशीनीकरण रेटिंग | विशिष्ट अनुप्रयोग | सापेक्ष लागत |
|---|---|---|---|---|
| एल्यूमिनियम 6061 | अच्छी ताकत, उत्कृष्ट संक्षार प्रतिरोध, वेल्ड करने योग्य | उत्कृष्ट (90%) | संरचनात्मक घटक, फ्रेम, फिक्सचर, सामान्य उद्देश्य के भाग | कम ($) |
| एल्यूमिनियम 7075 | उच्च ताकत, थकान प्रतिरोधी, 6061 की तुलना में कम संक्षारण प्रतिरोधी | अच्छा (70%) | एयरोस्पेस संरचनाएँ, उच्च-तनाव घटक, खेल उपकरण | मध्यम ($$) |
| स्टेनलेस स्टील 304 | उत्कृष्ट संक्षारण प्रतिरोध, अच्छी शक्ति, गैर-चुंबकीय | मध्यम (45%) | खाद्य उपकरण, चिकित्सा उपकरण, समुद्री अनुप्रयोग | मध्यम ($$) |
| स्टेनलेस स्टील 316 | उत्कृष्ट संक्षारण प्रतिरोध, विशेष रूप से क्लोराइड्स के प्रति | मध्यम (40%) | रासायनिक प्रसंस्करण, समुद्री हार्डवेयर, सर्जिकल उपकरण | मध्यम-उच्च ($$$) |
| पीतल | उत्कृष्ट यांत्रिक कार्यक्षमता, अच्छा संक्षारण प्रतिरोध, सजावटी फिनिश | उत्कृष्ट (100%) | फिटिंग्स, वाल्व, विद्युत कनेक्टर्स, सजावटी हार्डवेयर | मध्यम ($$) |
| तांबा | उत्कृष्ट घर्षण प्रतिरोध, कम घर्षण, अच्छा संक्षारण प्रतिरोध | अच्छा (65%) | बेयरिंग्स, बुशिंग्स, समुद्री हार्डवेयर, गियर | मध्यम-उच्च ($$$) |
| टाइटेनियम ग्रेड 5 | अद्वितीय शक्ति-से-वजन अनुपात, जैव-संगत, संक्षारण प्रतिरोधी | कमजोर (22%) | एयरोस्पेस, चिकित्सा प्रत्यारोपण, उच्च-प्रदर्शन ऑटोमोटिव | उच्च ($$$$) |
ध्यान दें कि यांत्रिक कार्यक्षमता का मापांक सीधे आपकी उत्पादन लागत को प्रभावित करता है। पीतल को बिल्कुल मक्खन की तरह संसाधित किया जाता है—यह वास्तव में अन्य सामग्रियों के मापन के लिए आधार (100%) है। कठोरता के कारण कांस्य के संसाधन के लिए अधिक सावधानी की आवश्यकता होती है, लेकिन कांस्य सीएनसी भाग बेयरिंग और बुशिंग अनुप्रयोगों के लिए उत्कृष्ट घर्षण प्रतिरोध प्रदान करते हैं। टाइटेनियम, जो अतुलनीय प्रदर्शन विशेषताएँ प्रदान करता है, विशिष्ट औजारों, धीमी फीड और अधिक मशीन समय की आवश्यकता रखता है—जो सभी आपके उद्धरण में वृद्धि करते हैं।
एल्यूमीनियम स्टील और विशेष मिश्र धातुओं के बीच चयन करना
जटिल लगता है? यहाँ HPPI के सामग्री चयन मार्गदर्शिका द्वारा अनुशंसित एक व्यावहारिक ढांचा दिया गया है:
चरण 1: अपनी कार्यात्मक आवश्यकताओं को परिभाषित करें। भाग पर कौन-से भार लगेंगे? क्या इसे विद्युत चालकता की आवश्यकता है? क्या यह क्षरणकारी पदार्थों या अत्यधिक तापमान के संपर्क में आएगा?
चरण 2: कार्यपरिवेश पर विचार करें। जो भाग समुद्री जल के उपयोग के लिए निर्धारित है, उसे एक जलवायु-नियंत्रित आवरण के अंदर स्थित भाग की तुलना में भिन्न क्षरण प्रतिरोध की आवश्यकता होगी।
चरण 3: अपने बजट के आधार पर यांत्रिक कार्यक्षमता का मूल्यांकन करें। कभी-कभी थोड़ा कम प्रदर्शन वाली, लेकिन अधिक यांत्रिक रूप से कार्य करने योग्य सामग्री, जब आप कम उपकरण घिसावट और त्वरित चक्र समय को ध्यान में रखते हैं, तो वास्तव में बेहतर मूल्य प्रदान करती है।
वजन-संवेदनशील अनुप्रयोगों जैसे एयरोस्पेस घटकों के लिए, एल्युमीनियम 7075 का उपयोग अक्सर 6061 की तुलना में अधिक महंगा होने के बावजूद किया जाता है—इसका उत्कृष्ट शक्ति-से-वजन अनुपात इसकी अतिरिक्त लागत को औचित्यपूर्ण बनाता है। सर्पण संपर्क में अत्यधिक पहन प्रतिरोध की आवश्यकता वाले भागों के लिए, सीएनसी कांस्य घटक अधिकांश विकल्पों की तुलना में उत्कृष्ट प्रदर्शन करते हैं, भले ही इनकी सामग्री लागत अधिक हो।
इंजीनियरिंग प्लास्टिक्स: जब धातु उत्तर नहीं है
धातु हमेशा सही विकल्प नहीं होती है। डेल्रिन और नायलॉन जैसे इंजीनियरिंग प्लास्टिक्स सही अनुप्रयोगों के लिए आकर्षक लाभ प्रदान करते हैं—हल्का वजन, कम लागत, प्राकृतिक स्नेहन और उत्कृष्ट रासायनिक प्रतिरोध।
लेकिन इन दो लोकप्रिय प्लास्टिक्स के बीच चयन करने के लिए उनके विशिष्ट गुणों को समझना आवश्यक है। पेंटा प्रिसिज़न की तुलना के अनुसार, ये अंतर व्यावहारिक रूप से स्पष्ट रूप से प्रकट होते हैं:
| संपत्ति | डेल्रिन (एसीटल/पीओएम) | नायलॉन (पीए6/पीए66) |
|---|---|---|
| नमी अवशोषण | बहुत कम (0.2%) | उच्च (2.5–3%) |
| आयामी स्थिरता | उत्कृष्ट | मध्यम (आर्द्रता के साथ सूजन होती है) |
| ऊष्मा प्रतिरोध | 100–110°C निरंतर | 120–130°C (ग्लास-फिल्ड ग्रेड) |
| प्रभाव प्रतिरोध | अच्छा | उत्कृष्ट |
| यांत्रिक कार्यक्षमता | उत्कृष्ट—साफ कट, चिकनी समाप्ति | मध्यम—फज़िंग और विक्षेपण के प्रवण |
| सापेक्ष लागत | 10–30% अधिक | निचली सामग्री लागत कम होना |
डेल्रिन सामग्री उन स्थितियों में उत्कृष्ट प्रदर्शन करती है जहाँ कड़ी सहिष्णुता (टॉलरेंस) और आर्द्रता प्रतिरोध की आवश्यकता होती है। यह स्पष्ट किनारों और चिकनी सतहों के साथ सीधे उपकरण से साफ-साफ मशीन की जा सकती है—जिससे बाद की कोई प्रक्रिया (पोस्ट-प्रोसेसिंग) की आवश्यकता नहीं होती या बहुत कम आवश्यकता होती है। उदाहरण के लिए, उच्च सटीकता वाले गियर, वाल्व घटक, और कड़ी सहिष्णुता वाले असेंबलीज़ के बारे में सोचें, जहाँ आकारिक स्थिरता (डायमेंशनल स्टेबिलिटी) अटल होनी चाहिए।
मशीनिंग के लिए नायलॉन का उपयोग तब उचित होता है जब आपको उत्कृष्ट प्रभाव प्रतिरोध या उच्च तापमान सहनशीलता की आवश्यकता होती है। यह उन भागों के लिए प्राथमिक विकल्प है जो भारी तनाव झेलते हैं—जैसे गतिशील घटक, इंजन डिब्बे के अनुप्रयोग, या ऐसी स्थितियाँ जहाँ भार के अधीन लचक वास्तव में वांछनीय होती है। केवल इतना ध्यान रखें कि नायलॉन की आर्द्रता अवशोषित करने की प्रवृत्ति (हाइग्रोस्कोपिक प्रकृति) के कारण आर्द्र वातावरण में भाग २–३% तक फूल सकते हैं, जिससे महत्वपूर्ण फिटिंग्स प्रभावित हो सकती हैं।
धातु बनाम प्लास्टिक: एक संक्षिप्त निर्णय मार्गदर्शिका
आपको एल्यूमीनियम के बजाय डेल्रिन प्लास्टिक का उपयोग कब करना चाहिए? इन परिस्थितियों पर विचार करें:
- इंजीनियरिंग प्लास्टिक्स का चयन तब करें जब: आपको वजन कम करने की आवश्यकता है, प्राकृतिक स्नेहन, विद्युत विलगन, या धातुओं को क्षति पहुँचाने वाले पदार्थों के प्रति रासायनिक प्रतिरोधकता की आवश्यकता है
- जब निम्नलिखित स्थितियाँ हों, तो धातुओं का चयन करें: संरचनात्मक शक्ति सर्वोच्च प्राथमिकता है, कार्यकारी तापमान 150°C से अधिक है, या भाग को उच्च यांत्रिक भार का सामना करना है
- पर्यावरण को ध्यान में रखें: प्लास्टिक आमतौर पर अधिकांश धातुओं की तुलना में संक्षारण के प्रति अधिक प्रतिरोधी होते हैं, लेकिन पराबैंगनी (UV) प्रकाश के संपर्क और कुछ रसायनों के कारण पॉलिमर के प्रदर्शन में समय के साथ कमी आ सकती है
बजट की सीमाएँ भी अक्सर निर्णय को प्रभावित करती हैं। डेल्रिन प्लास्टिक की कीमत प्रति किलोग्राम एल्युमीनियम की तुलना में आमतौर पर अधिक होती है, लेकिन इसका कम घनत्व आपको प्रति पाउंड सामग्री में अधिक भाग प्राप्त करने की अनुमति देता है—और इसकी उत्कृष्ट यांत्रिक कार्यक्षमता उत्पादन समय को कम करती है।
जिस सामग्री का आप चयन करते हैं, वह आपकी पूरी परियोजना के प्रत्येक पहलू को प्रभावित करती है—प्रारंभिक उद्धरण से लेकर दीर्घकालिक भाग प्रदर्शन तक। अपनी CAD फ़ाइल अपलोड करने से पहले इन समझौतों को समझना आपके भागों को विनिर्देशों के अनुरूप बनाए रखने और बजट को बर्बाद होने से बचाने में सहायता करता है।
वास्तव में आपको क्या आवश्यकता है, यह कैसे निर्दिष्ट करें
आपने अपनी सामग्री का चयन कर लिया है, सही यांत्रिक प्रक्रिया का चयन कर लिया है—अब वह विनिर्देशन आ गया है जो आपके बजट को सफल या विफल बना सकता है: सहिष्णुता (टॉलरेंस)। यहाँ समस्या यह है कि कई इंजीनियर स्वतः ही संभव के रूप में सबसे कड़ी सहिष्णुता को चुन लेते हैं, यह सोचकर कि यह गुणवत्ता की गारंटी देता है। वास्तव में, सहिष्णुता को अत्यधिक निर्दिष्ट करने से आपके भागों की लागत दोगुनी या तिगुनी हो सकती है, बिना कार्यक्षमता में कोई सुधार किए।
तो थ्रेड छिद्रों, मिल्ड विशेषताओं या टर्न किए गए व्यासों के लिए सहिष्णुता क्या है? अधिक महत्वपूर्ण बात यह है कि कब वास्तव में कड़े विनिर्देशन मायने रखते हैं? आइए जार्गन (तकनीकी शब्दावली) को दूर करें और आपको एक व्यावहारिक ढांचा प्रदान करें जो आपके यांत्रिक भागों के लिए ठीक-ठीक उसी को निर्दिष्ट करे जो आवश्यक है—न कुछ अधिक, न कुछ कम।
मानक बनाम उच्च सटीकता वाली सहनशीलता की व्याख्या
सहिष्णुता किसी आयाम में स्वीकार्य विचरण को परिभाषित करती है। जब आप 0.500" ± 0.005" के एक छिद्र व्यास को निर्दिष्ट करते हैं, तो आप निर्माता को यह बता रहे होते हैं कि आपके अनुप्रयोग के लिए 0.495" और 0.505" के बीच कुछ भी उपयुक्त है।
Xometry के सहिष्णुता दिशानिर्देशों के अनुसार, सटीक CNC मशीनिंग के लिए मानक सहिष्णुताएँ इस प्रकार विभाजित होती हैं:
- धातु के भाग: ±0.005" (±0.127 मिमी) डिफ़ॉल्ट मानक सहनशीलता है
- प्लास्टिक के भाग: कटिंग के दौरान सामग्री की लचीलापन के कारण ±0.010" (±0.254 मिमी)
संदर्भ के लिए, एक कागज़ की शीट लगभग 0.003" मोटी होती है। मानक सहनशीलताएँ अधिकांश अनुप्रयोगों के लिए पूर्णतः उपयुक्त होती हैं—ब्रैकेट, हाउसिंग, कवर और सामान्य यांत्रिक घटक जहाँ सटीक फिट की आवश्यकता नहीं होती है।
लेकिन जब आपको अधिक सटीक विनिर्माण सेवाओं की आवश्यकता होती है, तो क्या होता है? यहाँ से लागत बढ़ना शुरू हो जाती है:
| टॉलरेंस श्रेणी | सामान्य सीमा | लागत गुणक | अतिरिक्त आवश्यकताएँ |
|---|---|---|---|
| मानक | ±0.005" (±0.127 मिमी) | 1x (आधाररेखा) | मानक उपकरण, नमूना निरीक्षण |
| शुद्धता | ±0.001" (±0.025 mm) | 3-5x | विशिष्ट औजार, वातावरणीय नियंत्रण, विस्तारित निरीक्षण |
| अति-सटीकता | ±0.0004" (±0.010 मिमी) | 8–15 गुना | विशिष्ट उपकरण, 100% निरीक्षण, तनाव उपशमन प्रक्रियाएँ |
ध्यान दीजिए कि यह संबंध? के अनुसार मोडस एडवांस्ड का DFM अनुसंधान , जब सहनशीलताएँ ±0.005" से अधिक कड़ी होती हैं, तो लागत घातीय रूप से—रैखिक रूप से नहीं—बढ़ती है। मानक से सटीक सहनशीलताओं पर जाने से भाग की लागत ज्यामिति और आकार के आधार पर तीन से दस गुना तक बढ़ सकती है।
जब टाइट टॉलरेंस का वास्तव में महत्व होता है
यहाँ एक प्रश्न है जिसे अधिकांश सहनशीलता मार्गदर्शिकाएँ टालती हैं: आपको वास्तव में कब सटीक सीएनसी विनिर्माण सेवाओं की आवश्यकता होती है और कब मानक विनिर्देशों से काम चल जाता है?
तंग सहिष्णुताएँ तब उचित होती हैं जब:
- जुड़ने वाले भागों को न्यूनतम खाली स्थान (प्रेस फिट, बेयरिंग बोर) के साथ एक साथ फिट करना आवश्यक हो
- सीलिंग सतहों को सुसंगत संपर्क की आवश्यकता होती है (ओ-रिंग ग्रूव, गैस्केट फेस)
- घूर्णन या सरकने वाले घटकों को सटीक संरेखण की आवश्यकता होती है (शाफ्ट, पिस्टन, वाल्व स्टेम)
- ऑप्टिकल या इलेक्ट्रॉनिक असेंबलियों को सटीक स्थिति की आवश्यकता होती है
मानक सहिष्णुताएँ निम्नलिखित के लिए अच्छी तरह काम करती हैं:
- फास्टनर्स के लिए क्लियरेंस होल
- गैर-महत्वपूर्ण बाह्य आयाम
- जिन सतहों पर द्वितीयक फिनिशिंग की जाती है
- वे विशेषताएँ जो असेंबली या कार्यक्षमता को प्रभावित नहीं करती हैं
चिड़िया के धागे वाली विशेषताओं को एक व्यावहारिक उदाहरण के रूप में विचार करें। 3/8 NPT धागे के आयामों के लिए, मुख्य व्यास 0.675" है, जिसमें धागे के विनिर्देशन में ही मानकीकृत सहिष्णुताएँ अंतर्निहित हैं। इसी तरह, 1 4 npt छिद्र का आकार भी स्थापित मानकों का पालन करता है—आपको इन विशेषताओं को अत्यधिक विनिर्दिष्ट करने की आवश्यकता नहीं है, क्योंकि धागा काटने की प्रक्रिया स्वतः ही महत्वपूर्ण आयामों को नियंत्रित करती है।
निर्माण-योग्यता के लिए डिज़ाइन: महंगी गलतियों से बचना
मोडस एडवांस्ड के शोध के अनुसार, लगभग 70% निर्माण लागत डिज़ाइन चरण के दौरान निर्धारित की जाती है। इसका अर्थ है कि आपके ड्रॉइंग पर सहिष्णुता के निर्णय का लागत पर प्रभाव शॉप फ्लोर पर होने वाली लगभग किसी भी अन्य चीज़ की तुलना में अधिक है।
अपने विनिर्देशों को अनुकूलित करने के लिए यहाँ कुछ व्यावहारिक सिद्धांत दिए गए हैं:
- केवल महत्वपूर्ण विशेषताओं पर ही कड़ी सहिष्णुताएँ लागू करें। यदि कोई आयाम फिट, फॉर्म या कार्यक्षमता को प्रभावित नहीं करता है, तो उसे मानक सहिष्णुता पर ही छोड़ दें।
- सामग्री के व्यवहार पर विचार करें। नायलॉन या एचडीपीई जैसी नरम सामग्रियाँ कटिंग के दौरान लचीली हो जाती हैं, जिससे कड़ी सहिष्णुता (टॉलरेंस) प्राप्त करना कठिन हो जाता है। एल्यूमीनियम और स्टील अधिक विश्वसनीय रूप से सटीकता बनाए रखते हैं।
- निरीक्षण के बारे में सोचें। जिन सुविधाओं को मशीन करना कठिन है, उन्हें मापना भी कठिन है। जटिल सहिष्णुता निर्दिष्टियाँ विशेषीकृत निरीक्षण उपकरणों की आवश्यकता हो सकती हैं, जिससे लागत में वृद्धि होती है।
- प्रक्रिया में परिवर्तन पर ध्यान रखें। ±0.001" के बोर का निर्दिष्टीकरण, जो ±0.005" पर मिलिंग द्वारा किया जा सकता है, निर्माता को इसे लेथ पर बोर करने के लिए बाध्य कर सकता है—जिससे सेटअप लागत और लीड टाइम में वृद्धि होती है।
सहिष्णुताओं को लागू करने का सबसे अच्छा तरीका यह है कि केवल उन महत्वपूर्ण क्षेत्रों पर ही कड़ी और/या ज्यामितीय सहिष्णुताएँ लागू की जाएँ, जहाँ डिज़ाइन मानदंडों को पूरा करने के लिए यह आवश्यक हो।
जब आप अपनी डिज़ाइन को ऑनलाइन सीएनसी मशीनिंग सेवा पर अपलोड करते हैं, तो कोटिंग एल्गोरिदम प्रत्येक सहिष्णुता निर्दिष्टि का मूल्यांकन करता है। गैर-महत्वपूर्ण विनिर्देशों को ±0.001" से ढीला करके ±0.005" कर देने से आपका कोट 30% या अधिक कम हो सकता है—बिना किसी प्रभाव के भाग के प्रदर्शन पर।
मशीनिंग लागत को क्या प्रभावित करता है, इसे समझना आपको सटीकता और बजट के बीच संतुलन के निर्णय लेने का नियंत्रण देता है—जो हमें पूर्ण ऑर्डरिंग कार्यप्रवाह और उसके माध्यम से सामान्य त्रुटियों से बचने के तरीके की ओर ले जाता है।
ऑनलाइन सीएनसी ऑर्डरिंग प्रक्रिया: चरण-दर-चरण पूर्ण प्रक्रिया
आप मशीनिंग प्रक्रियाओं को समझ चुके हैं, आपने अपनी सामग्री का चयन कर लिया है, और आपने उचित सहिष्णुताएँ (टॉलरेंस) निर्दिष्ट कर दी हैं। अब व्यावहारिक प्रश्न यह उठता है: आप वास्तव में उस CAD फ़ाइल को अपने डेस्क पर रखे गए कस्टम मशीन किए गए भागों में कैसे बदल सकते हैं?
ऑनलाइन सीएनसी मशीनिंग भागों के ऑर्डर करने का कार्यप्रवाह पारंपरिक विनिर्माण से काफी भिन्न होता है। दुकान प्रबंधकों के साथ फ़ोन पर बार-बार बातचीत नहीं, उद्धरणों के लिए नमूनों को शहर के दूसरे छोर तक ले जाने की आवश्यकता नहीं। इसके बजाय, आप एक ऐसी डिजिटल प्रणाली का उपयोग कर रहे हैं जो गति के लिए डिज़ाइन की गई है—लेकिन जो तैयारी को सम्मान देती है और असावधान फ़ाइल कार्य को दंडित करती है।
चलिए, फ़ाइल अपलोड से लेकर आपके पूर्ण सीएनसी मशीन किए गए भागों को खोलने तक की पूर्ण प्रक्रिया के माध्यम से चलते हैं।
सफलता के लिए अपनी CAD फ़ाइलों की तैयारी
यहाँ एक वास्तविकता जाँच है: बोलैंग के ऑर्डरिंग गाइड के अनुसार, आपके ऑनलाइन ऑर्डर की सफलता आपकी फ़ाइलों की गुणवत्ता पर 90% निर्भर करती है। स्वचालित कोटिंग इंजन और मानव इंजीनियर्स दोनों ही सटीक मूल्य निर्धारण और टूलपाथ उत्पन्न करने के लिए विशिष्ट फ़ाइल प्रारूपों पर निर्भर करते हैं।
आपका 3D मॉडल सत्य का प्राथमिक स्रोत है। लेकिन सभी फ़ाइल प्रारूप समान नहीं होते:
- STEP (.step / .stp): सीएनसी मशीनिंग के लिए सुनहरा मानक। STEP फ़ाइलें सटीक ज्यामिति, वक्रों और किनारों की परिभाषाओं को संरक्षित करती हैं, जो मेश-आधारित प्रारूपों में खो जाते हैं। अधिकांश ऑनलाइन प्लेटफ़ॉर्म इस प्रारूप को प्राथमिकता देते हैं।
- IGES (.iges / .igs): एक अन्य उद्योग-मानक प्रारूप जो विभिन्न CAD सिस्टम के बीच 3D सतह डेटा के स्थानांतरण के लिए अच्छी तरह काम करता है।
- Parasolid (.x_t / .x_b): सिमेंस NX और SolidWorks के लिए नेटिव, ये फ़ाइलें उच्च ज्यामितीय सटीकता बनाए रखती हैं।
- SOLIDWORKS (.sldprt): कई प्लेटफ़ॉर्म सीधे नेटिव SolidWorks फ़ाइलों को स्वीकार करते हैं।
STL फ़ाइलों के बारे में क्या? के अनुसार डाइपेक का फ़ाइल तैयारी मार्गदर्शिका , आपको सीएनसी कार्य के लिए STL फ़ाइलों से बचना चाहिए। STL फ़ाइलें मेश-आधारित होती हैं और सतहों को त्रिभुजों का उपयोग करके अनुमानित करती हैं, जिससे टूलपाथ उत्पादन के दौरान विवरण खो जा सकते हैं। ये 3D मुद्रण के लिए अच्छी तरह काम करती हैं, लेकिन सीएनसी मशीनों के लिए आवश्यक सटीक ज्यामिति की कमी होती है।
फ़ाइल प्रारूप के अतिरिक्त, तैयारी के विवरण भी महत्वपूर्ण हैं:
- सही इकाइयाँ सेट करें। मिलीमीटर बनाम इंच की गलतियाँ ऐसे भाग बनाती हैं जो गलत आकार के 25 गुना होते हैं।
- एक स्पष्ट मूल बिंदु परिभाषित करें। यह निर्माताओं को आपके भाग को सही दिशा में अभिविन्यसित करने में सहायता करता है।
- खुली सतहों या अंतराल की जाँच करें। जलरोधी मॉडल उद्धरण त्रुटियों और निर्माण संबंधी भ्रम को रोकते हैं।
- अनावश्यक विशेषताओं को हटा दें। निर्माण ज्यामिति, छुपे हुए शरीर और डुप्लिकेट सतहें स्वचालित विश्लेषण को भ्रमित कर सकती हैं।
कड़ी सहिष्णुता वाले भागों के लिए, कभी भी केवल 3D मॉडल पर निर्भर न रहें। महत्वपूर्ण आयामों, सतह के फिनिश आवश्यकताओं और ज्यामितीय सहिष्णुताओं को निर्दिष्ट करने वाला एक 2D PDF ड्रॉइंग शामिल करें। इससे अनुमान लगाने की आवश्यकता समाप्त हो जाती है और यह सुनिश्चित किया जाता है कि आपके सीएनसी टर्न्ड पार्ट्स या मिल्ड घटक ठीक-ठीक विनिर्देशों को पूरा करते हैं।
आप फ़ाइलें अपलोड करने के बाद क्या होता है
एक बार जब आपकी फ़ाइलें प्लेटफ़ॉर्म पर पहुँच जाती हैं, तो यहाँ डिजिटल मॉडल से भौतिक भाग तक की चरणबद्ध यात्रा है:
- तत्काल ज्यामिति विश्लेषण: AI एल्गोरिदम आपके मॉडल का सेकंडों के भीतर स्कैन करते हैं, जिसमें छेद, जेब, थ्रेड और अंडरकट जैसी विशेषताओं की पहचान की जाती है। सिस्टम संभावित निर्माणीयता समस्याओं को चिह्नित करता है—EDM की आवश्यकता वाले तीव्र आंतरिक कोने, कटिंग के दौरान विक्षेपित होने वाली पतली दीवारें, या मानक टूलिंग के साथ पहुँचे जाने के लिए असंभव विशेषताएँ।
- स्वचालित कोटिंग: ज्यामितीय जटिलता, सामग्री का चयन, सहिष्णुता आवश्यकताओं और मात्रा के आधार पर, आपको लगभग तुरंत मूल्य उद्धरण प्राप्त हो जाता है। बोलैंग के आँकड़ों के अनुसार, सामग्री मशीनिंग लागत का लगभग 20% और मशीन समय 80% योगदान देता है—अतः डिज़ाइन की जटिलता आपके उद्धरण पर सबसे बड़ा प्रभाव डालती है।
- डिज़ाइन प्रतिक्रिया लूप: प्रतिष्ठित प्लेटफ़ॉर्म आपके प्रतिबद्ध होने से पहले निर्माण के लिए डिज़ाइन (DFM) प्रतिक्रिया प्रदान करते हैं। वे लागत कम करने के लिए संशोधनों के सुझाव देंगे—जैसे आंतरिक कोनों पर फिलेट त्रिज्या जोड़ना, दीवार की मोटाई समायोजित करना, या सामग्री प्रतिस्थापन की सिफारिश करना। इस प्रकार की आपसी चर्चा जटिल भागों पर 20-50% तक की बचत करा सकती है।
- आदेश पुष्टिकरण और मार्गनिर्देश: एक बार जब आप उद्धरण को स्वीकार कर लेते हैं, तो आपका कार्य उत्पादन कतार में प्रवेश कर जाता है। डिजिटल प्लेटफ़ॉर्म अपने नेटवर्क के भीतर विशिष्ट निर्माताओं को आदेशों का मार्गनिर्देश करते हैं—आपका टाइटेनियम भाग उन दुकानों को भेजा जाता है जिनमें टाइटेनियम के क्षेत्र में विशेषज्ञता है, जबकि एक बहु-अक्ष एल्युमीनियम घटक 5-अक्ष क्षमता वाली सुविधाओं को भेजा जाता है।
- उत्पादन: सीएनसी प्रोग्रामर आपके मॉडल से टूलपाथ उत्पन्न करते हैं, उचित कटिंग टूल्स का चयन करते हैं, और मशीन की सेटिंग करते हैं। सीएनसी प्रोटोटाइपिंग ऑर्डर के लिए, उत्पादन आमतौर पर ऑर्डर की पुष्टि के 24–48 घंटों के भीतर शुरू हो जाता है।
- गुणवत्ता निरीक्षण: पूर्ण सीएनसी मशीन भागों की आयामी सत्यापन की जाती है। मानक ऑर्डर्स के लिए आमतौर पर नमूना निरीक्षण किया जाता है, जबकि उच्च-परिशुद्धता वाले भागों का 100% निरीक्षण किया जा सकता है तथा मापन रिपोर्ट्स के दस्तावेज़ीकरण के साथ।
- सतह फीनिशिंग: यदि आपने एनोडाइज़िंग, पाउडर कोटिंग या बीड ब्लास्टिंग जैसे उपचारों का निर्दिष्ट किया है, तो भागों को अंतिम पैकेजिंग से पहले फिनिशिंग ऑपरेशन्स के लिए भेजा जाता है।
- शिपिंग: भागों को परिवहन के दौरान क्षति से बचाने के लिए सावधानीपूर्ण रूप से पैक किया जाता है। मानक एल्यूमीनियम प्रोटोटाइप्स आमतौर पर 3–5 कार्यदिवसों के भीतर शिप किए जाते हैं; 100+ इकाइयों के उत्पादन रन आमतौर पर फिनिशिंग आवश्यकताओं के आधार पर 2–4 सप्ताह का समय लेते हैं।
ऑर्डर्स को विफल करने वाली सामान्य गलतियाँ
यहाँ तक कि अनुभवी इंजीनियर भी ऑर्डरिंग प्रक्रिया में भूल सकते हैं। जूपाइसीएनसी के विश्लेषण के अनुसार, ये गलतियाँ सबसे अधिक देरी और लागत अतिव्यय का कारण बनती हैं:
- अधूरी विशिष्टताएं: टॉलरेंस, सामग्री के निर्देश या परिष्करण आवश्यकताओं के बिना 3D मॉडल प्रदान करना निर्माताओं को अनुमान लगाने के लिए — या स्पष्टीकरण की प्रतीक्षा में आपके ऑर्डर को अस्वीकार करने के लिए — बाध्य करता है।
- गलत सामग्री का चयन: अनुप्रयोग की आवश्यकताओं के बजाय नाम की पहचान के आधार पर चयन करना। यदि ताकत की आवश्यकताएँ अनुमति देती हैं, तो उस स्टेनलेस स्टील के भाग को आधी कीमत पर एल्यूमीनियम में सटीक रूप से मशीन किया जा सकता है।
- अतिरिक्त निर्दिष्ट सहिष्णुताएँ: प्रत्येक आयाम पर ±0.001" की टॉलरेंस का अनुरोध करना, जबकि ±0.005" पूरी तरह से पर्याप्त होगी, भाग के कार्य को बेहतर नहीं बनाते हुए लागत को काफी बढ़ा देता है।
- अवास्तविक समयसीमा: सीएनसी मशीनिंग को 3D प्रिंटिंग के जितना तेज़ मानना। जटिल भागों के लिए प्रोग्रामिंग, कई सेटअप और निरीक्षण समय की आवश्यकता होती है। जल्दबाज़ी करने से गुणवत्ता में समझौता करना पड़ता है।
- DFM प्रतिक्रिया को अनदेखा करना: जब प्लेटफॉर्म डिज़ाइन संशोधनों का सुझाव देता है, तो उन्हें बिना विचार के अस्वीकार करना अक्सर ऐसी विशेषताओं के लिए प्रीमियम मूल्य चुकाने का अर्थ होता है जिन्हें सरल बनाया जा सकता था।
आपकी फ़ाइल जितनी बेहतर होगी, आपका परिणाम भी उतना ही बेहतर होगा।
अतिरिक्त एक घंटे का समय लेकर स्वच्छ फ़ाइलें तैयार करना, केवल आवश्यक सहिष्णुताओं को निर्दिष्ट करना और DFM प्रतिक्रिया की समीक्षा करना आपके अनुकूलित मशीन किए गए भागों के ऑर्डर में दिनों की देरी और सैकड़ों डॉलर की बचत कर सकता है।
जब आपके भाग रास्ते में होते हैं, तो उस अंतिम कोटेशन को निर्धारित करने वाले कारकों को समझना—और भविष्य के ऑर्डर को कैसे अनुकूलित किया जाए—अगला मूल्यवान कौशल बन जाता है जिसे विकसित करने की आवश्यकता होती है।
मूल्य निर्धारण कारक और लागत अनुकूलन रणनीतियाँ
आपके भाग पिछले ऑर्डर से शिप कर दिए गए हैं, और अब आप एक इनवॉइस की ओर देख रहे हैं और सोच रहे हैं: यह कोटेशन इतना ऊँचा क्यों आया? या शायद आप एक नई डिज़ाइन अपलोड कर रहे हैं और पैरामीटर्स को समायोजित करते समय मूल्य में उतार-चढ़ाव को देख रहे हैं। सीएनसी मशीनिंग की कीमत को वास्तव में क्या निर्धारित करता है, यह समझना आपको "ऑर्डर" पर क्लिक करने से पहले बुद्धिमान निर्णय लेने में सहायता करता है।
यहाँ वह बात है जो अधिकांश प्लेटफ़ॉर्म आपको सीधे नहीं बताएँगे: मशीनिस्ट द्वारा उपयोग किए गए धातु की लागत आपके कुल व्यय का केवल लगभग 20% होती है। शेष 80% मशीन के समय से आता है—जिसका अर्थ है कि डिज़ाइन की जटिलता, सहिष्णुता (टॉलरेंस) आवश्यकताएँ और उत्पादन दक्षता, केवल सामग्री के चयन की तुलना में आपके अंतिम लाभ पर कहीं अधिक प्रभाव डालते हैं।
सीएनसी मशीनिंग लागत को क्या निर्धारित करता है
आइए प्राथमिक लागत ड्राइवर्स को विस्तार से समझें, ताकि आप अपनी CAD फ़ाइल अपलोड करने से पहले ही मूल्य निर्धारण की भविष्यवाणी कर सकें:
- सामग्री चयन: कच्चे माल की कीमतें काफी भिन्न होती हैं। यूनियनफ़ैब के लागत विश्लेषण के अनुसार, एल्यूमीनियम सबसे कम स्तर ($), जबकि टाइटेनियम और मैग्नीशियम प्रीमियम मूल्य ($$$$$) पर हैं। लेकिन याद रखें—कठिन सामग्रियाँ उपकरणों को तेज़ी से क्षतिग्रस्त करती हैं और धीमी कटिंग गति की आवश्यकता होती है, जिससे कच्चे माल की लागत से अधिक लागतों में वृद्धि हो जाती है।
- भाग की जटिलता: गहरे खोखले हिस्से, तीव्र आंतरिक कोने, पतली दीवारें और जटिल ज्यामिति सभी मशीनिंग समय को बढ़ा देते हैं। कई सेटअप या विशिष्ट औजारों की आवश्यकता वाले हिस्सों के कारण श्रम लागत और मशीन परिवर्तन की लागत बढ़ जाती है। एक ही सेटअप में पूरा किया जा सकने वाला कोई हिस्सा हमेशा तीन बार पुनःस्थिति की आवश्यकता वाले हिस्से की तुलना में कम लागत वाला होता है।
- सहिष्णुता आवश्यकताएँ: जैसा कि हम पहले चर्चा कर चुके हैं, मानक (±0.005") से सटीक (±0.001") टॉलरेंस में परिवर्तन लागत को 3 से 5 गुना तक बढ़ा सकता है। प्रत्येक कड़ी टॉलरेंस की आवश्यकता धीमी कटिंग गति, अतिरिक्त निरीक्षण समय और संभवतः विशिष्ट उपकरणों को ट्रिगर करती है।
- मात्रा: यह एक आपके पक्ष में काम करता है। सेटअप लागत—प्रोग्रामिंग, फिक्सचरिंग, औजार चयन—चाहे आप 1 हिस्सा या 100 हिस्से बना रहे हों, निश्चित रहती हैं। इन लागतों को अधिक इकाइयों पर फैलाने से प्रति-टुकड़ा मूल्य में काफी कमी आती है। यूनियनफैब के आंकड़ों के अनुसार, एकल प्रोटोटाइप से पाँच टुकड़ों के बैच तक ऑर्डर बढ़ाने पर इकाई लागत 50% या अधिक कम हो सकती है।
- सतह समाप्त होना: "जैसा मशीन किया गया है" फिनिश मानक रूप से कोई अतिरिक्त लागत के बिना प्रदान की जाती है। लेकिन एनोडाइज़िंग प्रति भाग 3-12 डॉलर की अतिरिक्त लागत जोड़ती है, इलेक्ट्रोप्लेटिंग 10-30 डॉलर की लागत लगाती है, और पैसिवेशन या लेज़र एटचिंग जैसे विशिष्ट उपचार लागत को और अधिक बढ़ा देते हैं। प्रत्येक फिनिश के लिए अतिरिक्त हैंडलिंग, प्रोसेसिंग समय और गुणवत्ता जाँच की आवश्यकता होती है।
- लीड टाइम: मानक उत्पादन शेड्यूल (7-15 कार्यदिवस) सबसे अच्छा मूल्य प्रदान करते हैं। 1-3 दिन के त्वरित टर्नअराउंड की आवश्यकता वाले आपातकालीन ऑर्डर ओवरटाइम श्रम, उत्पादन शेड्यूल में व्यवधान और त्वरित शिपिंग की मांग करते हैं—मानक मूल्य निर्धारण की तुलना में 25-100% के प्रीमियम की अपेक्षा करें।
भाग लागत को कम करने के स्मार्ट तरीके
अब जब आप लागत निर्धारक कारकों को समझ चुके हैं, तो यहाँ आपके मशीनिंग पार्ट्स के ऑर्डर को कार्यक्षमता को बिना कम किए अनुकूलित करने का तरीका दिया गया है:
- जहां संभव हो ज्यामिति को सरल बनाएं। तीव्र आंतरिक कोनों को न्यूनतम करें—गुहा की गहराई के कम से कम एक-तिहाई के बराबर कोने की त्रिज्या निर्दिष्ट करें। हब्स के DFM दिशानिर्देशों के अनुसार, बड़ी त्रिज्या बड़े उपकरणों की अनुमति देती है, जो तेज़ी से काटते हैं और कम लागत लगाते हैं।
- मानक उपकरण आकारों का उपयोग करें। आमतौर पर उपलब्ध एंड मिल्स और ड्रिल्स के आसपास डिज़ाइन सुविधाएँ। छिद्रों के व्यास 0.1 मिमी के अंतराल (10 मिमी तक) या मानक भिन्नात्मक आकारों में होते हैं, जिससे विशेष औजारों की लागत समाप्त हो जाती है।
- दीवार की मोटाई को अनुकूलित करें। धातु के भागों के लिए, दीवारों की मोटाई 0.8 मिमी से अधिक रखें; प्लास्टिक के लिए, 1.5 मिमी से अधिक रखें। पतली दीवारों के लिए धीमी गति से काटने की आवश्यकता होती है और विक्षेपण का खतरा होता है, जिससे चक्र समय बढ़ जाता है।
- कठोर टॉलरेंस को चुनिंदा रूप से लागू करें। केवल महत्वपूर्ण संलग्न सतहों को ही उच्च-सटीकता विशिष्टताओं की आवश्यकता होती है। गैर-आवश्यक आयामों को ±0.001" से ±0.005" तक ढीला करने से लागत में 30% या अधिक की कमी हो सकती है।
- जब स्वीकार्य हो, तो "जैसा मशीन किया गया" फिनिश का चयन करें। केवल वहाँ जहाँ कार्यात्मक रूप से आवश्यक हो, सतह के फिनिश को निर्दिष्ट करने से द्वितीयक संचालन और उनसे संबंधित लागतें समाप्त हो जाती हैं।
- अपने ऑर्डर को रणनीतिक रूप से बैच करें। यदि आपको अभी 3 भागों की आवश्यकता है और बाद में और 10 की आवश्यकता हो सकती है, तो सामान्यतः सभी 13 को एक साथ ऑर्डर करने की लागत, दो अलग-अलग ऑर्डर की तुलना में कम होती है, क्योंकि सेटअप लागत साझा की जाती है।
- मशीन करने योग्य सामग्री का चयन करें। एल्यूमीनियम 6061 स्टेनलेस स्टील की तुलना में तेज़ी से मशीन किया जाता है—अक्सर दोगुनी गति से। जब शक्ति की आवश्यकताएँ अनुमति प्रदान करती हैं, तो अधिक मशीन-योग्य मिश्र धातुओं का चयन करने से चक्र समय और उपकरण क्षरण दोनों कम हो जाते हैं।
जब त्वरित सेवाएँ उचित होती हैं
जल्दी के आदेश हमेशा पैसे की बर्बादी नहीं होते हैं। यहाँ बताया गया है कि कब प्रीमियम का भुगतान करना औचित्यपूर्ण है:
- महत्वपूर्ण पथ परियोजनाएँ: जब एक देरी किए गए प्रोटोटाइप के कारण पूर्ण उत्पाद लॉन्च अवरुद्ध हो जाता है, तो जल्दी के शुल्क की तुलना में बाज़ार के अवसरों को छूटने की लागत बहुत अधिक होती है।
- टूलिंग के अंतिम निर्णय से पहले डिज़ाइन की पुष्टि: इंजेक्शन मोल्ड या उत्पादन टूलिंग में निवेश करने से पहले डिज़ाइन की पुष्टि करने के लिए अतिरिक्त खर्च करना अक्सर बहुत अधिक महंगी गलतियों को रोकता है।
- ग्राहक प्रतिबद्धता: जब डिलीवरी के वादे जोखिम में होते हैं, तो जल्दी के उत्पादन से उन संबंधों की रक्षा होती है जो त्वरित सेवा शुल्क से कहीं अधिक मूल्यवान हैं।
गैर-आपातकालीन परियोजनाओं के लिए, मानक समयसीमाएँ काफी कम लागत पर समान गुणवत्ता प्रदान करती हैं। पहले से योजना बनाना—फ़ाइलें जल्दी अपलोड करना, DFM प्रतिक्रिया के प्रति त्वरित प्रतिक्रिया देना और अंतिम क्षण में डिज़ाइन परिवर्तनों से बचना—आपके आदेशों को आर्थिक रूप से अनुकूल शेड्यूल पर रखता है।
सीएनसी काटने की सबसे महंगी लागत वह नहीं है जिसके लिए विशेष उपकरणों की आवश्यकता होती है—बल्कि यह वह है जो लागत अनुकूलन के बिना डिज़ाइन किए गए भागों पर की जाती है। इन रणनीतियों के साथ, अब आप केवल यह नहीं आकलन कर सकते कि आपके भागों की क्या लागत होगी, बल्कि यह भी तुलना कर सकते हैं कि विभिन्न उत्पादन प्रौद्योगिकियों के आधार पर निर्माण विधि का चयन कैसे किया जाए।
सीएनसी मशीनिंग बनाम 3डी प्रिंटिंग, इंजेक्शन मोल्डिंग और शीट मेटल
आपने अपने डिज़ाइन को सीएनसी मशीनिंग के लिए अनुकूलित कर लिया है और लागत-निर्धारक कारकों को समझ लिया है—लेकिन यहाँ एक महत्वपूर्ण प्रश्न उठता है: क्या आपकी परियोजना के लिए सीएनसी वास्तव में सही निर्माण विधि है? कभी-कभी उत्तर 'हाँ' होता है। कभी-कभी 3डी प्रिंटिंग, इंजेक्शन मोल्डिंग या शीट मेटल निर्माण कम लागत पर बेहतर परिणाम प्रदान करते हैं।
इस चयन को शुरुआत में करने से धन, समय और तनाव दोनों की बचत होती है। प्रोटोलैब्स के निर्माण चयन मार्गदर्शिका के अनुसार, यह समझना कि प्रत्येक प्रक्रिया किन परिस्थितियों में उत्कृष्ट प्रदर्शन करती है, आपको वास्तविक परियोजना आवश्यकताओं के अनुसार उत्पादन विधियों का चयन करने में सक्षम बनाता है, न कि केवल परिचित तकनीकों पर निर्भर रहने के लिए।
चलिए इन चार प्रमुख विनिर्माण दृष्टिकोणों की एक साथ तुलना करते हैं।
सीएनसी बनाम 3D मुद्रण निर्णय रूपरेखा
उत्पाद विकास में लगातार CNC बनाम 3D मुद्रण की चर्चा उठती रहती है—और इसमें कोई सार्वभौमिक विजेता नहीं है। प्रत्येक विधि विशिष्ट उपयोग के मामलों में प्रभुत्व दर्शाती है।
सीएनसी मशीनिंग का चयन तब करें जब आपको आवश्यकता हो:
- ठोस धातु या इंजीनियरिंग प्लास्टिक स्टॉक से उत्कृष्ट यांत्रिक गुण
- कड़ी सहिष्णुता (±0.001" प्राप्त करना संभव है, जबकि 3D मुद्रण के लिए ±0.005" आमतौर पर होती है)
- उत्पादन-ग्रेड सामग्री गुणों के समान कार्यात्मक प्रोटोटाइप
- 1 से कई सौ भागों तक की मात्रा आर्थिक रूप से उत्पादित करना
जब आपको निम्नलिखित की आवश्यकता हो, तो 3D मुद्रण चुनें:
- त्वरित CNC प्रोटोटाइपिंग का त्वरित टर्नअराउंड—कभी-कभी उसी दिन डिलीवरी
- जटिल आंतरिक ज्यामितियाँ जो मशीनिंग द्वारा असंभव हैं (लैटिस, कॉनफॉर्मल कूलिंग चैनल)
- CNC प्रोटोटाइप मशीनिंग में प्रतिबद्ध होने से पहले कम लागत वाली डिज़ाइन सत्यापन
- निरंतर फाइबर प्रबलन के साथ कार्बन फाइबर प्रोटोटाइपिंग
- अत्यधिक अनुकूलित, एकल-उपयोग भाग जहाँ टूलिंग लागत का औचित्य सिद्ध करना संभव नहीं है
के अनुसार गिज़मोस्प्रिंग का विनिर्माण विश्लेषण , 3D मुद्रण तीव्र प्रोटोटाइपिंग में उत्कृष्टता प्रदर्शित करता है क्योंकि इसके त्वरित डिलीवरी समय और कम लागत के कारण तीव्र पुनरावृत्ति संभव होती है। हालाँकि, जब सटीकता, सामग्री की शक्ति और सतह की गुणवत्ता सबसे अधिक महत्वपूर्ण होती है, तो CNC मशीनिंग बेहतर परिणाम देती है।
CNC मशीनिंग प्रोटोटाइपिंग के लिए मीठा बिंदु तब उभरता है जब आपको कार्यात्मक मान्यीकरण की आवश्यकता हो—ऐसे भाग जो वास्तविक दुनिया के भार के तहत कार्य करें, केवल फिट जाँच के लिए नहीं। एक 3D-मुद्रित ब्रैकेट ज्यामिति की पुष्टि कर सकता है, लेकिन एक मशीन किए गए एल्युमीनियम संस्करण वास्तविक प्रदर्शन की पुष्टि करता है।
इंजेक्शन मोल्डिंग कब अधिक उपयुक्त होती है
यहाँ आयतन पूरी तरह से सब कुछ बदल देता है। इंजेक्शन मोल्डिंग के लिए टूलिंग में महत्वपूर्ण प्रारंभिक निवेश की आवश्यकता होती है—आमतौर पर जटिलता के आधार पर $3,000 से $100,000+ तक—लेकिन बड़े पैमाने पर उत्पादन के साथ प्रति भाग लागत में काफी कमी आ जाती है।
क्रॉसओवर बिंदु: प्रोटोलैब्स के डेटा के अनुसार, इंजेक्शन मोल्डिंग की लागत सीएनसी मशीनिंग की तुलना में आमतौर पर 100-500 भागों के बीच कहीं भी कम हो जाती है, जो ज्यामिति और सामग्री पर निर्भर करता है। 10,000+ भागों के उत्पादन चक्र के लिए, इंजेक्शन मोल्डिंग की लागत सीएनसी विकल्पों की तुलना में केवल एक छोटा सा अंश होती है।
इंजेक्शन मोल्डिंग तब जीतती है जब:
- उत्पादन मात्रा 500+ समान भागों से अधिक है
- भागों में जटिल विशेषताएँ आवश्यक हैं जिन्हें मशीन करना महंगा होगा (स्नैप फिट्स, लिविंग हिंजेस, पतली दीवारें)
- आपको हज़ारों इकाइयों में सुसंगत दोहराव की आवश्यकता है
- दीर्घकालिक उत्पादन अनुसूचियाँ टूलिंग निवेश को औचित्यपूर्ण ठहराती हैं
सीएनसी मशीनिंग तब भी श्रेष्ठ बनी रहती है जब:
- आप मॉल्ड्स पर प्रतिबद्ध होने से पहले डिज़ाइन मान्यीकरण के लिए प्रोटोटाइप मशीनिंग सेवाओं की आवश्यकता होती है
- मात्रा इंजेक्शन मोल्डिंग के क्रॉसओवर बिंदु से कम रहती है
- धातु के भागों की आवश्यकता होती है (इंजेक्शन मोल्डिंग मुख्य रूप से प्लास्टिक के साथ काम करती है)
- डिज़ाइन में परिवर्तन की संभावना बनी रहती है—मोल्ड संशोधन महंगे होते हैं
कई सफल उत्पाद दोनों विधियों का रणनीतिक रूप से उपयोग करते हैं। प्रोटोटाइप मशीनिंग डिज़ाइन को त्वरित रूप से मान्य करती है, फिर विनिर्देशों के तय होने के बाद इंजेक्शन मोल्डिंग बड़े पैमाने पर उत्पादन को संभालती है।
निर्माण विधि तुलना सारणी
यह तुलना सभी चार प्रमुख निर्माण विधियों के आधार पर मुख्य निर्णय आधार को शामिल करती है:
| मानदंड | सीएनसी मशीनिंग | 3डी प्रिंटिंग | इंजेक्शन मोल्डिंग | चादर धातु निर्माण |
|---|---|---|---|---|
| आदर्श मात्राएँ | 1–500 भाग | 1–50 भाग | 500–1,000,000+ भाग | 10–10,000 भाग |
| सामग्री के विकल्प | धातुएँ, प्लास्टिक, कंपोजिट (50+ विकल्प) | पॉलिमर, रेजिन, कुछ धातुएँ (सीमित चयन) | मुख्यतः थर्मोप्लास्टिक्स (व्यापक पॉलिमर चयन) | शीट धातुएँ: एल्युमीनियम, इस्पात, स्टेनलेस स्टील, तांबा |
| सटीकता क्षमता | ±0.001" प्राप्त करने योग्य | ±0.005" आम | ±0.003" आमतौर पर | ±0.005" से ±0.010" |
| सामान्य नेतृत्व समय | 3–15 कार्यदिवस | 1-5 व्यापारिक दिन | 2–6 सप्ताह (मॉल्डिंग सहित) | 5-15 व्यापारिक दिन |
| स्थापना/उपकरण की लागत | कम ($0–500) | कोई नहीं | उच्च ($3,000–100,000+) | कम से मध्यम ($100–2,000) |
| प्रति भाग लागत (10 इकाइयाँ) | $$ | $$ | $$$$$ (टूलिंग को अपलिखित किया गया) | $$ |
| प्रति भाग लागत (1,000 इकाइयाँ) | $$ | $$$ | $ | $ |
| के लिए सबसे अच्छा | उच्च परिशुद्धता वाले धातु/प्लास्टिक के भाग, कार्यात्मक प्रोटोटाइप | त्वरित प्रोटोटाइपिंग, जटिल ज्यामितीय आकृतियाँ, अनुकूलन | उच्च-मात्रा प्लास्टिक उत्पादन | आवरण, ब्रैकेट, पैनल |
अपने प्रोजेक्ट के लिए सही विकल्प चुनना
जब आप प्रोटोटाइप मशीनिंग सेवाओं या उत्पादन निर्माण का मूल्यांकन कर रहे हों, तो इन निर्णय आधारभूत मापदंडों पर विचार करें:
- आपकी मात्रा क्या है? कम मात्रा के लिए सीएनसी या 3डी प्रिंटिंग अधिक उपयुक्त है; उच्च मात्रा के लिए इंजेक्शन मोल्डिंग या शीट मेटल अधिक उपयुक्त है।
- आपको किन सामग्री गुणों की आवश्यकता है? यदि ताकत, ऊष्मा प्रतिरोधकता या विशिष्ट धातु मिश्र धातुओं का महत्व है, तो सीएनसी मशीनिंग या शीट मेटल निर्माण संभवतः श्रेष्ठ विकल्प होगा।
- आपकी सहिष्णुता (टॉलरेंस) कितनी कड़ी है? उच्च परिशुद्धता की आवश्यकताएँ अक्सर 3डी प्रिंटिंग और शीट मेटल को विचार से बाहर कर देती हैं।
- आपका समय सीमा क्या है? आपातकालीन सीएनसी प्रोटोटाइप की आवश्यकता के लिए 3डी प्रिंटिंग की गति लाभदायक हो सकती है; उत्पादन कार्यक्रम इंजेक्शन मोल्डिंग के लंबे नेतृत्व समय को समायोजित कर सकते हैं।
- क्या आपका डिज़ाइन अंतिम रूप ले चुका है? यदि परिवर्तन अभी भी संभव हैं, तो इंजेक्शन मोल्डिंग के महंगे टूलिंग संशोधनों से बचें।
कई ऑनलाइन सीएनसी मशीनिंग सेवा प्रदाता अब एकल प्लेटफ़ॉर्म के माध्यम से कई निर्माण विधियाँ प्रदान करते हैं—जिससे आप त्वरित सीएनसी प्रोटोटाइपिंग के साथ प्रोटोटाइप बना सकते हैं, कार्यात्मक मशीन किए गए भागों के साथ मान्यीकरण कर सकते हैं, और फिर विक्रेता बदले बिना बड़े पैमाने पर उत्पादन के लिए इंजेक्शन मोल्डिंग में संक्रमण कर सकते हैं।
इन व्यापारिक समझौतों को समझना आपको परियोजना की आवश्यकताओं के आधार पर निर्माण निर्णय लेने में सक्षम बनाता है, न कि प्रक्रिया के परिचित होने के आधार पर। लेकिन सही विधि का चुनाव केवल समीकरण का एक हिस्सा है—यह सुनिश्चित करना कि आपका निर्माण साझेदार आपके उद्योग के लिए उपयुक्त गुणवत्ता मानकों को पूरा करता है, इस पर विचार करने के लिए एक और महत्वपूर्ण आयाम जोड़ता है।
उद्योग प्रमाणन और गुणवत्ता मानकों की व्याख्या
आपने एक निर्माण विधि का चयन कर लिया है और मूल्य निर्धारण को क्या प्रभावित करता है, यह समझ गए हैं—लेकिन यहाँ एक प्रश्न है जो असावधानी से किए गए प्रोटोटाइपिंग को गंभीर उत्पादन से अलग करता है: क्या आपका सीएनसी साझेदार आपके उद्योग द्वारा आवश्यक प्रमाणन रखता है? एयरोस्पेस घटकों, चिकित्सा उपकरणों या ऑटोमोटिव असेंबलियों के लिए, गलत उत्तर का अर्थ अस्वीकृत भाग, विफल ऑडिट या उससे भी बदतर परिणाम हो सकता है।
प्रमाणन केवल वेबसाइट पर शानदार लोगो नहीं हैं। 3ERP के प्रमाणन मार्गदर्शिका के अनुसार, ये एक निर्माता द्वारा गुणवत्ता प्रबंधन प्रणालियों को लागू करने, नियमित तृतीय-पक्ष ऑडिट से गुजरने और उत्पादन के पूरे दौरान ट्रेसैबिलिटी बनाए रखने का दस्तावेज़ीकृत प्रमाण हैं। प्रत्येक प्रमाणन का वास्तव में क्या अर्थ है, यह समझना आपको सटीक मशीनिंग कंपनियों को अपनी विशिष्ट परियोजना आवश्यकताओं के अनुरूप चुनने में सहायता करता है।
ISO AS9100 और IATF प्रमाणन को समझना
चलिए विनिर्माण प्रमाणनों के अक्षर-सूप (Alphabet Soup) को सरल बनाते हैं। प्रत्येक मानक विशिष्ट उद्योग-संबंधी चिंताओं को संबोधित करता है—और इन अंतरों को समझना आपको यह सुनिश्चित करने में सहायता करता है कि कोई संभावित साझेदार वास्तव में आपके अनुप्रयोग की आवश्यकताओं को पूरा करने में सक्षम है या नहीं।
ISO 9001: गुणवत्ता प्रबंधन की आधारशिला
ISO 9001 को किसी भी गंभीर विनिर्माण संचालन के लिए आधारभूत प्रमाणन के रूप में सोचें। यह एक गुणवत्ता प्रबंधन प्रणाली (QMS) के लिए आवश्यकताओं को निर्धारित करता है, जो ग्राहक संतुष्टि, सुसंगत उत्पादन और निरंतर सुधार पर केंद्रित होती है। अनुसार, हार्टफोर्ड टेक्नोलॉजीज iSO 9001 का लागू होना सभी पैमानों के उद्योगों में होता है—यह एक मौलिक प्रमाणन है जो एक मजबूत गुणवत्ता प्रणाली के लिए आवश्यकताओं को परिभाषित करता है।
जब आप ISO 9001 प्रमाणित ऑनलाइन सीएनसी मशीनिंग सेवा के साथ काम करते हैं, तो आपको यह सुनिश्चित किया जाता है कि:
- प्रत्येक उत्पादन चरण को दस्तावेज़ीकृत प्रक्रियाओं द्वारा नियंत्रित किया जाता है
- ग्राहक की आवश्यकताओं को प्रणालीगत रूप से पहचाना जाता है और उनका ट्रैक रखा जाता है
- आंतरिक ऑडिट निरंतर अनुपालन की पुष्टि करते हैं
- सुधारात्मक कार्रवाइयाँ गैर-अनुपालनों को उनके पैटर्न में बदलने से पहले दूर करती हैं
AS9100: एयरोस्पेस-ग्रेड गुणवत्ता नियंत्रण
एयरोस्पेस घटकों का सीएनसी मशीनिंग सामान्य गुणवत्ता प्रबंधन से अधिक मांग करता है। AS9100, ISO 9001 की आधारशिला पर निर्माण करता है, जबकि जोखिम प्रबंधन, विन्यास नियंत्रण और उत्पाद ट्रेसैबिलिटी के लिए एयरोस्पेस-विशिष्ट आवश्यकताओं को जोड़ता है। प्रत्येक घटक को उसके कच्चे माल के स्रोत तक ट्रेस किया जा सकना चाहिए, और डिज़ाइन सत्यापन के दौरान विफलता जोखिम का आकलन अनिवार्य है।
एयरोस्पेस मशीनिंग अनुप्रयोगों के लिए, AS9100 प्रमाणन यह संकेत देता है कि एक निर्माता विमानन के शून्य-सहनशीलता वातावरण को समझता है। विमानों के लिए निर्धारित भाग—चाहे वे संरचनात्मक घटक हों, इंजन असेंबलियाँ हों या एवियोनिक्स हाउसिंग हों—इस स्तर के दस्तावेज़ीकृत नियंत्रण की आवश्यकता रखते हैं।
ISO 13485: चिकित्सा उपकरण निर्माण मानक
चिकित्सा उपकरणों का यांत्रिकीकरण विशिष्ट ज़िम्मेदारियाँ लाता है। एक सर्जिकल उपकरण या प्रत्यारोपण घटक में विफलता जानलेवा हो सकती है। ISO 13485 चिकित्सा उपकरणों के उत्पादन के लिए विशेष रूप से अनुकूलित एक गुणवत्ता प्रबंधन प्रणाली (QMS) बनाता है, जो जोखिम प्रबंधन, विनियामक अनुपालन और डिज़ाइन से लेकर सेवारत करने तक पूर्ण पहचान योग्यता पर ज़ोर देता है।
ISO 13485 के अंतर्गत चिकित्सा उपकरणों की यांत्रिकीकरण आवश्यकताएँ:
- डिज़ाइन, निर्माण और प्रमाणन प्रक्रियाओं की कठोर दस्तावेज़ीकरण
- रोगी सुरक्षा से संबंधित जोखिमों की पहचान और उनके शमन की प्रदर्शित क्षमता
- लक्ष्य बाज़ारों में विनियामक आवश्यकताओं का अनुपालन
- निर्धारित सुरक्षा और प्रदर्शन मानदंडों को पूरा करने वाले उत्पाद
IATF 16949: ऑटोमोटिव उद्योग में उत्कृष्टता
अंतर्राष्ट्रीय ऑटोमोटिव कार्य बल द्वारा विकसित, आईएटीएफ 16949 ऑटोमोटिव निर्माण के लिए विशेष रूप से अनुकूलित वैश्विक गुणवत्ता प्रबंधन मानक है। यह आईएसओ 9001 पर आधारित है, जबकि उत्पाद डिज़ाइन, उत्पादन प्रक्रियाओं और ग्राहक-विशिष्ट मानकों जैसी अतिरिक्त आवश्यकताओं को शामिल करता है, जो ऑटोमोटिव आपूर्ति श्रृंखला को परिभाषित करते हैं।
आईएटीएफ 16949 को विशेष रूप से मूल्यवान क्यों बनाता है? प्रमाणित सुविधाएँ उत्पादन परिवर्तनशीलताओं की वास्तविक समय में निगरानी के लिए सांख्यिकीय प्रक्रिया नियंत्रण (SPC) को लागू करती हैं, जिससे लंबी उत्पादन चलाने के दौरान निरंतर उच्च-सहिष्णुता वाले घटकों का उत्पादन सुनिश्चित होता है। यह तब महत्वपूर्ण होता है जब आप चेसिस असेंबलियाँ, ब्रेक घटक या सटीक धातु बुशिंग्स का निर्माण कर रहे होते हैं, जहाँ आकारिक स्थिरता सीधे वाहन की सुरक्षा और प्रदर्शन को प्रभावित करती है।
प्रमाणित निर्माण क्षमताओं की आवश्यकता वाले ऑटोमोटिव अनुप्रयोगों के लिए, शाओयी के ऑटोमोटिव मशीनिंग समाधान यह दिखाने के लिए कि IATF 16949-प्रमाणित उत्पादन व्यवहार में कैसा दिखता है—जटिल चैसिस असेंबलियों और सटीक धातु घटकों की आपूर्ति करना, जिनकी लीड टाइम एक कार्यदिवस जितनी तेज़ हो सकती है, जबकि कड़े गुणवत्ता नियंत्रण को बनाए रखा जाता है।
आपके उद्योग की आवश्यकताओं के अनुसार प्रमाणनों का मिलान
आपको ऑर्डर देने से पहले कौन-से प्रमाणपत्रों की जाँच करनी चाहिए? यह पूर्णतः इस बात पर निर्भर करता है कि आपके घटक कहाँ उपयोग किए जाएँगे। यहाँ उद्योग के आधार पर एक व्यावहारिक विभाजन दिया गया है:
सामान्य विनिर्माण और प्रोटोटाइपिंग:
- ISO 9001 प्रमाणन पर्याप्त गुणवत्ता आश्वासन प्रदान करता है
- संचार की गुणवत्ता और DFM प्रतिक्रिया की तीव्रता पर ध्यान केंद्रित करें
- सटीकता क्षमताएँ विशिष्ट प्रमाणनों की तुलना में अधिक महत्वपूर्ण होती हैं
एरोस्पेस और रक्षा:
- उड़ान-महत्वपूर्ण घटकों के लिए AS9100 प्रमाणन आमतौर पर अनिवार्य होता है
- अमेरिकी गोला-बारूद सूची (U.S. Munitions List) में शामिल रक्षा संबंधित वस्तुओं के लिए ITAR अनुपालन आवश्यक है
- कठोर प्रलेखन और पूर्ण सामग्री ट्रेसैबिलिटी की अपेक्षा करें
चिकित्सा उपकरण और स्वास्थ्य सेवा:
- नियमित चिकित्सा उत्पादों के लिए ISO 13485 प्रमाणन अनिवार्य है
- संयुक्त राज्य अमेरिका के बाज़ार में चिकित्सा उपकरणों के लिए FDA पंजीकरण की आवश्यकता हो सकती है
- सामग्री प्रमाणन और जैव-संगतता प्रलेखन अक्सर आवश्यक होता है
ऑटोमोटिव उद्योग:
- प्रमुख OEM और टियर-1 आपूर्तिकर्ताओं द्वारा IATF 16949 प्रमाणन की आवश्यकता होती है
- PPAP (उत्पादन भाग मंजूरी प्रक्रिया) प्रलेखन अक्सर अपेक्षित होता है
- सांख्यिकीय प्रक्रिया नियंत्रण क्षमताएँ सुसंगत उत्पादन गुणवत्ता सुनिश्चित करती हैं
प्रमाणन हमारे ग्राहकों को दिखाते हैं कि हम गुणवत्ता के प्रति गंभीर हैं। ये केवल कागजी कार्रवाई नहीं हैं—ये हर भाग के निर्माण में उत्कृष्टता के प्रति एक प्रतिबद्धता हैं।
मशीन शॉप डायरेक्टरी के प्रमाणन मार्गदर्शिका के अनुसार, OEM का 67% अपने आपूर्तिकर्ताओं से ISO 9001 प्रमाणन की आवश्यकता रखता है—और उद्योग-विशिष्ट प्रमाणन वाली दुकानें औसतन 15% अधिक अनुबंध जीतती हैं। प्रमाणन में निवेश का लाभ विस्तारित बाज़ार पहुँच और ग्राहक विश्वास के माध्यम से मिलता है।
नियमित उद्योगों के लिए दरवाज़े खोलने के अतिरिक्त, प्रमाणन आंतरिक सुधारों को भी प्रेरित करते हैं। ऑडिट प्रक्रिया निर्माताओं को अपने कार्यप्रवाह की जांच करने, प्रक्रियाओं के दस्तावेज़ीकरण करने और त्रुटियों और अपव्यय को कम करने के लिए नियंत्रणों को लागू करने के लिए बाध्य करती है। आप इन दक्षता लाभों से लाभान्वित होते हैं, क्योंकि समय के साथ संचालन सुधारों के संचय से गुणवत्ता में अधिक स्थिरता और अक्सर कम मूल्य प्राप्त होता है।
आपके अनुप्रयोग के लिए कौन-से प्रमाणन महत्वपूर्ण हैं, यह जानना आवश्यक है—लेकिन यह सुनिश्चित करना कि कोई संभावित साझेदार वास्तव में उन योग्यताओं को धारण करता है और व्यवहार में निरंतर गुणवत्ता प्रदान करता है, एक व्यवस्थित मूल्यांकन दृष्टिकोण की आवश्यकता होती है।
ऑनलाइन सीएनसी साझेदार का मूल्यांकन और उचित चयन कैसे करें
आप प्रमाणनों को समझते हैं, आप जानते हैं कि आपके उद्योग की कौन-सी मानकों की आवश्यकता होती है—लेकिन वास्तव में आप यह कैसे सत्यापित करते हैं कि एक संभावित विनिर्माण साझेदार अपने वादों पर खरा उतर रहा है? गलत सीएनसी मशीनिंग शॉप का चयन करना डेडलाइन छूट जाने, भागों के अस्वीकृत होने और पूरे परियोजना के कार्यक्रम को बाधित करने वाले फ्रस्ट्रेटिंग संचार विफलताओं का अर्थ हो सकता है।
चाहे आप "मेरे निकट की सीएनसी मशीन शॉप्स" की खोज कर रहे हों या वैश्विक डिजिटल प्लेटफॉर्म का मूल्यांकन कर रहे हों, चयन प्रक्रिया के लिए अंतर्ज्ञान पर आधारित निर्णय के बजाय एक व्यवस्थित मूल्यांकन की आवश्यकता होती है। टीक्यू मैन्युफैक्चरिंग के साझेदार चयन मार्गदर्शिका के अनुसार, कंपनियाँ अक्सर असंगत गुणवत्ता, देरी से डिलीवरी और खराब संचार जैसी सामान्य चुनौतियों का सामना करती हैं—ऐसे मुद्दे जो महंगे पुनर्कार्य, उत्पादन देरी और असंतुष्ट ग्राहकों का कारण बनते हैं।
चलिए एक व्यावहारिक ढांचा तैयार करते हैं जो कस्टम सीएनसी मशीनिंग सेवाओं के मूल्यांकन के लिए विश्वसनीय साझेदारों को जोखिम भरे विक्रेताओं से अलग करता है।
सीएनसी साझेदार का चयन करते समय लाल झंडे
क्या देखना है, इस पर गहराई से विचार करने से पहले, आइए उन चेतावनी संकेतों की पहचान करें जो आपको किसी अन्य स्रोत की ओर मोड़ देने चाहिए। JUPAICNC के इंजीनियर चेकलिस्ट के अनुसार, अनुभवी खरीदार इन मुद्दों को शुरुआत में ही पहचानना सीख जाते हैं—जिससे समय की बचत होती है और महंगी गलतियों को रोका जा सकता है।
संभावित समस्याओं को इंगित करने वाले चेतावनी संकेत:
- प्रमाणन का अभाव: ISO 9001 जैसे उद्योग-मान्यता प्राप्त गुणवत्ता नियंत्रण प्रमाणपत्रों का अभाव संकेत देता है कि प्रक्रिया नियंत्रण अपर्याप्त हैं। विनियमित उद्योगों के लिए, क्षेत्र-विशिष्ट प्रमाणपत्रों (AS9100, ISO 13485, IATF 16949) का अभाव एक आपूर्तिकर्ता को तुरंत अयोग्य घोषित कर देता है।
- क्षमताओं के बारे में अस्पष्ट उत्तर: जब आप सहिष्णुता क्षमताओं, सामग्री विशेषज्ञता या नेतृत्व समय के बारे में पूछते हैं और अस्पष्ट उत्तर प्राप्त करते हैं, तो उत्पादन के दौरान भी इसी तरह की अस्पष्टता की अपेक्षा करें।
- मूल्यांकन के दौरान धीमे प्रतिक्रिया समय: यदि वे प्रारंभिक पूछताछ के उत्तर देने में दिनों का समय लेते हैं, तो उत्पादन के दौरान भी संचार में देरी की अपेक्षा करें। प्रतिबद्ध होने से पहले उनकी प्रतिक्रियाशीलता का परीक्षण करें।
- कोई DFM प्रतिक्रिया उपलब्ध नहीं: मेरे आसपास की गुणवत्तापूर्ण मशीनिस्ट दुकानें—या कहीं भी—निर्माणीयता संबंधी समस्याओं को सक्रिय रूप से पहचानती हैं। जो विक्रेता केवल डिज़ाइन इनपुट के बिना कोटेशन देते हैं, अक्सर उनके द्वारा दिए गए भागों में रोके जा सकने वाली समस्याएँ होती हैं।
- सीमित सामग्री अनुभव: मेरे आसपास की एक सीएनसी मशीन शॉप जो केवल एल्यूमीनियम के साथ काम करती है, आपकी सेवा अच्छी तरह से नहीं करेगी जब आपकी परियोजना में स्टेनलेस स्टील या टाइटेनियम के विशेषज्ञता की आवश्यकता हो।
- बार-बार डिलीवरी में देरी: समय पर डिलीवरी की दरों के बारे में पूछें। खराब प्रदर्शन एक संकेत है कि क्षमता प्रबंधन में समस्याएँ हैं, जो आपकी परियोजना को प्रभावित करेंगी।
- संरचित त्वरित ऑर्डर प्रक्रिया का अभाव: जब आपातकालीन प्रोटोटाइप की आवश्यकता होती है—और ऐसा होगा—तो त्वरित निष्पादन की क्षमता रखने वाले विक्रेता के बिना आप फँस जाते हैं।
यदि कोई आपूर्तिकर्ता कई लाल झंडे दिखाता है, तो अन्य विकल्पों का पता लगाना सर्वोत्तम है।
अपना ऑर्डर देने से पहले पूछे जाने वाले प्रश्न
अब चलिए स्क्रिप्ट को उलट देते हैं। यहाँ आपके निकटस्थ मशीनिंग शॉप्स या डिजिटल विनिर्माण प्लेटफॉर्म का मूल्यांकन करते समय सक्रिय रूप से सत्यापित करने के लिए क्या-क्या जाँचना चाहिए। UPTIVE के विनिर्माण मार्गदर्शिका के अनुसार, संबंधित अनुभव वाले सही साझेदार का चयन करने से आपको हज़ारों डॉलर की बचत करने की संभावना हो सकती है, क्योंकि वे सामान्य गलतियों और उनसे बचने के सबसे प्रभावी तरीकों से परिचित होते हैं।
प्रमाणन और गुणवत्ता सत्यापन:
- आप किन गुणवत्ता प्रमाणनों को धारण करते हैं, और वे अंतिम बार कब ऑडिट किए गए थे?
- क्या आप निरीक्षण रिपोर्ट्स, गुणवत्ता नियंत्रण दस्तावेज़ीकरण या प्रथम-लेख निरीक्षण (FAI) रिपोर्ट्स प्रदान कर सकते हैं?
- आप गैर-अनुपालन भागों को कैसे संभालते हैं—आपकी सुधारात्मक कार्रवाई प्रक्रिया क्या है?
संचार और परियोजना प्रबंधन:
- क्या मुझे एक समर्पित खाता प्रबंधक या एकल संपर्क बिंदु उपलब्ध होगा?
- उत्पादन के दौरान परियोजना के अद्यतन, देरी या अप्रत्याशित समस्याओं के बारे में आप संचार कैसे करते हैं?
- तकनीकी प्रश्नों या कोटेशन स्पष्टीकरणों के लिए आपका सामान्य प्रतिक्रिया समय क्या है?
तकनीकी क्षमताएँ:
- आप विश्वसनीय रूप से किन सहिष्णुता सीमाओं को प्राप्त कर सकते हैं? (संभव होने पर उदाहरण भागों के साथ सत्यापित करें)
- आप किन सामग्रियों में विशेषज्ञता रखते हैं, और क्या आप समान परियोजनाओं के मामले के अध्ययन साझा कर सकते हैं?
- आप किन मशीन विन्यासों का संचालन करते हैं—3-अक्ष, 4-अक्ष, 5-अक्ष, मिल-टर्न केंद्र?
स्केलेबिलिटी और लचीलापन:
- क्या आप प्रोटोटाइप मात्रा के साथ-साथ 1,000+ भागों के उत्पादन चक्र को भी संभाल सकते हैं?
- बिना डिलीवरी में देरी किए बढ़ते ऑर्डर वॉल्यूम को संभालने की आपकी क्षमता क्या है?
- क्या आप आपातकालीन परियोजनाओं या अंतिम क्षण में डिज़ाइन परिवर्तनों को स्वीकार करते हैं?
नेतृत्व समय और डिलीवरी:
- आपका सामान्य नेतृत्व समय क्या है, और आपकी समय पर डिलीवरी दर क्या है?
- क्या आप वास्तविक समय में ऑर्डर ट्रैकिंग और स्थिति अपडेट प्रदान करते हैं?
- उच्च मांग की अवधि के दौरान देरी से बचने के लिए आप उत्पादन क्षमता का प्रबंधन कैसे करते हैं?
स्केलेबिलिटी कारक: प्रोटोटाइप से उत्पादन तक
यहाँ कई निर्माता कमजोर पड़ जाते हैं। एकल-उद्देश्य प्रोटोटाइप बनाने वाली स्थानीय मशीन शॉप्स को खोजना आसान है। लेकिन तेज़ प्रोटोटाइपिंग से लेकर निरंतर गुणवत्ता के साथ बड़े पैमाने पर उत्पादन तक सुचारू रूप से संक्रमण करने वाले साझेदारों को खोजना—यही चुनौती है।
UPTIVE के अनुसंधान के अनुसार, प्रोटोटाइप से उत्पादन तक की यात्रा के लिए ऐसे साझेदारों की आवश्यकता होती है जो निम्नलिखित का प्रबंधन कर सकें:
- डिज़ाइन पुनरावृत्ति समर्थन: गुणवत्तापूर्ण साझेदार DFM (निर्माण के लिए डिज़ाइन) प्रतिक्रिया प्रदान करते हैं, जो आपके प्रोटोटाइप को लागत-प्रभावी और स्केलेबल उत्पादन के लिए अधिक सुदृढ़ बनाती है
- कम मात्रा वैलिडेशन रन: पूर्ण उत्पादन में शामिल होने से पहले, छोटे बैचों का उपयोग उत्पादन संबंधित समस्याओं को शुरुआत में ही पकड़ने के लिए किया जाता है
- उत्पादन में वृद्धि: जब मांग बढ़ती है, तो आपका साझेदार आपके साथ-साथ बिना गुणवत्ता में कमी के अपनी क्षमता का विस्तार करने में सक्षम होना चाहिए
- निरंतर गुणवत्ता नियंत्रण: जो कठोर निरीक्षण आपके प्रोटोटाइप की वैधता सिद्ध करता है, वही निरीक्षण प्रत्येक उत्पादन इकाई पर लागू होना चाहिए
आदर्श संतुलन क्या है? ऐसी सुविधाएँ जो आपातकालीन प्रोटोटाइप के लिए एक दिन के लीड टाइम की पेशकश करती हों, जबकि उत्पादन-ग्रेड गुणवत्ता मानकों को बनाए रखती हों। यह संयोजन ऑपरेशनल उत्कृष्टता और ग्राहक-केंद्रित लचीलापन दोनों का संकेत देता है।
ऑटोमोटिव अनुप्रयोगों के लिए जिनमें इस प्रोटोटाइप-से-उत्पादन क्षमता की आवश्यकता होती है, शाओयी की सटीक सीएनसी मशीनिंग सेवाएँ उत्पादन-तैयार ऑनलाइन विनिर्माण के रूप को उदाहरणित करती हैं—जो त्वरित प्रोटोटाइपिंग से लेकर जटिल चैसिस असेंबलियों और कस्टम धातु घटकों के बड़े पैमाने पर उत्पादन तक के विस्तार को सक्षम बनाती हैं, जिसका समर्थन IATF 16949 प्रमाणन और सांख्यिकीय प्रक्रिया नियंत्रण (SPC) द्वारा किया जाता है, जो निरंतर उच्च-सहिष्णुता आउटपुट सुनिश्चित करता है।
आपकी मूल्यांकन चेकलिस्ट
अपने अगले ऑर्डर को रखने से पहले, इन महत्वपूर्ण कारकों की जाँच करें:
| मूल्यांकन मानदंड | क्या सत्यापित करना है | क्यों मायने रखता है |
|---|---|---|
| प्रमाणपत्र | न्यूनतम ISO 9001; आवश्यकतानुसार उद्योग-विशिष्ट प्रमाणपत्र | दस्तावेज़ीकृत गुणवत्ता प्रणालियाँ दोषों और पुनर्कार्य को कम करती हैं |
| संचार | 24 घंटे से कम का प्रतिक्रिया समय; समर्पित संपर्क उपलब्ध | खराब संचार के कारण देरी और विनिर्देश त्रुटियाँ होती हैं |
| डीएफएम सुझाव | उत्पादन से पहले सक्रिय डिज़ाइन सुझाव | महंगी समस्याओं को तब पकड़ता है जब वे निर्मित समस्याओं में परिवर्तित होने लगती हैं |
| सहनशीलता क्षमता | आपकी आवश्यकताओं के अनुरूप दस्तावेज़ित सटीकता | भागों के कार्यात्मक विनिर्देशों को पूरा करने की गारंटी देता है |
| सामग्री विशेषज्ञता | आपकी विशिष्ट सामग्रियों के साथ अनुभव; मामले के अध्ययन उपलब्ध हैं | सामग्रि-विशिष्ट ज्ञान यांत्रिक संसाधन त्रुटियों को रोकता है |
| पैमाने पर वृद्धि | प्रोटोटाइप और उत्पादन मात्रा दोनों के लिए क्षमता | जैसे-जैसे आपका प्रोजेक्ट बढ़ता है, विक्रेता परिवर्तन से बचाता है |
| समय पर डिलीवरी | 95%+ के समय पर डिलीवरी दर का सत्यापित रिकॉर्ड | देरी से प्राप्त भाग उत्पादन कार्यक्रमों और ग्राहक प्रतिबद्धताओं को बाधित करते हैं |
सही ऑनलाइन सीएनसी मशीनिंग सेवा साझेदार का चयन करना आपके द्वारा की जा सकने वाली सबसे महत्वपूर्ण विनिर्माण निर्णयों में से एक है। एक विश्वसनीय साझेदार उत्पाद की गुणवत्ता में सुधार करता है, उत्पादन दक्षता को अनुकूलित करता है और समय पर डिलीवरी सुनिश्चित करता है—जिससे आप डिज़ाइन नवाचार पर ध्यान केंद्रित कर सकते हैं, न कि आपूर्ति श्रृंखला से उत्पन्न संकटों के निपटारे पर।
इन मापदंडों के आधार पर विक्रेताओं का प्रणालीगत मूल्यांकन करके, आप उस निर्माण साझेदार का आत्मविश्वासपूर्ण चयन कर सकते हैं जो आपके गुणवत्ता मानकों, डिलीवरी की अपेक्षाओं और स्केलेबिलिटी की आवश्यकताओं के अनुरूप हो। उचित मूल्यांकन में प्रारंभिक निवेश से हर ऑर्डर के लिए लाभ प्राप्त होता है जो समय पर, निर्दिष्ट विनिर्देशों के अनुसार और कार्य करने के लिए तैयार पहुँचता है।
ऑनलाइन सीएनसी मशीनिंग सेवाओं के बारे में अक्सर पूछे जाने वाले प्रश्न
1. ऑनलाइन सीएनसी मशीनिंग और पारंपरिक मशीन शॉप्स में क्या अंतर है?
ऑनलाइन सीएनसी मशीनिंग सेवाएँ डिजिटल प्लेटफॉर्म का उपयोग करती हैं जो त्वरित कोटेशन, सीएडी फ़ाइल अपलोड और फ़ोन कॉल या व्यक्तिगत परामर्श के बिना परिशुद्ध निर्माण की वैश्विक पहुँच सक्षम करते हैं। पारंपरिक मशीन शॉप्स में हाथ से कोटेशन के अनुरोध, ईमेल आदान-प्रदान और अक्सर भौगोलिक सीमाएँ होती हैं। डिजिटल प्लेटफॉर्म कार्यों को विशाल नेटवर्क के भीतर विशिष्ट निर्माताओं को निर्देशित करते हैं, जिससे सुसंगत गुणवत्ता और प्रतिस्पर्धी मूल्य निर्धारण सुनिश्चित होता है, जबकि प्रोटोटाइप के लिए भाग 1-3 दिनों के भीतर डिलीवर किए जा सकते हैं।
2. मैं ऑनलाइन सीएनसी मशीनिंग के लिए त्वरित कोटेशन कैसे प्राप्त करूँ?
अपनी 3D CAD फ़ाइल (जितना संभव हो, STEP या IGES प्रारूप में) को ऑनलाइन CNC प्लेटफ़ॉर्म पर अपलोड करें। AI-आधारित एल्गोरिदम तुरंत आपके भाग की ज्यामिति, चयनित सामग्री, सहनशीलता और सतह के फ़िनिश का विश्लेषण करते हैं तथा कुछ सेकंड के भीतर सटीक मूल्य निर्धारण करते हैं। प्रणाली निर्माण संभवता से संबंधित समस्याओं को चिह्नित करती है और उत्पादन से पूर्व निर्माण के लिए डिज़ाइन (Design for Manufacturing) प्रतिक्रिया प्रदान करती है। अधिकांश प्लेटफ़ॉर्म आपको मात्रा, सामग्री और नेतृत्व समय को समायोजित करने की अनुमति भी देते हैं, ताकि आप वास्तविक समय में मूल्य परिवर्तन देख सकें।
3. ऑनलाइन CNC मशीनिंग ऑर्डर के लिए कौन-से फ़ाइल प्रारूप सर्वोत्तम हैं?
STEP (.step/.stp) फ़ाइलें CNC मशीनिंग के लिए सुनहरा मानक हैं, क्योंकि वे सटीक ज्यामिति, वक्रों और किनारों की परिभाषाओं को संरक्षित करती हैं। IGES और Parasolid प्रारूप भी अच्छी तरह से काम करते हैं। STL फ़ाइलों से बचें, क्योंकि वे त्रिकोणीय मेश अनुमानों का उपयोग करती हैं, जिनमें CNC टूलपाथ उत्पादन के लिए आवश्यक परिशुद्धता का अभाव होता है। दृढ़ सहनशीलता वाले भागों के लिए, अपने 3D मॉडल के साथ-साथ महत्वपूर्ण आयामों, सतह के फ़िनिश और ज्यामितीय सहनशीलताओं को निर्दिष्ट करने वाला एक 2D PDF ड्रॉइंग शामिल करें।
4. सीएनसी मशीनिंग की लागत कितनी होती है और मूल्य निर्धारण को कौन-कौन से कारक प्रभावित करते हैं?
सीएनसी मशीनिंग की लागत सामग्री के चयन (लागत का 20%), मशीन समय (लागत का 80%), भाग की जटिलता, सहिष्णुता आवश्यकताएँ, मात्रा, सतह के फिनिश और डिलीवरी समय पर निर्भर करती है। टाइटेनियम की तुलना में एल्यूमीनियम के भागों की लागत कम होती है; मानक सहिष्णुता (±0.005") परिशुद्ध विनिर्देशों (±0.001") की तुलना में काफी कम लागत वाली होती हैं। बैच ऑर्डर सेटअप व्यय को वितरित करके प्रति टुकड़े की लागत को कम करते हैं। 1-3 दिन के त्वरित डिलीवरी समय वाले ऑर्डर आमतौर पर मानक 7-15 दिन के समयसीमा की तुलना में 25-100% अधिक शुल्क लगाते हैं।
5. मैं कब सीएनसी मशीनिंग को 3डी प्रिंटिंग या इंजेक्शन मोल्डिंग के बजाय चुनूँ?
जब आपको ठोस धातु या इंजीनियरिंग प्लास्टिक से उत्कृष्ट यांत्रिक गुणों, कड़ी सहिष्णुता (±0.001"), उत्पादन-ग्रेड सामग्रियों के अनुरूप कार्यात्मक प्रोटोटाइप, या 1 से 500 भागों की मात्रा की आवश्यकता हो, तो सीएनसी मशीनिंग का चयन करें। 3डी प्रिंटिंग त्वरित पुनरावृत्ति, जटिल आंतरिक ज्यामिति और कम लागत वाले डिज़ाइन मान्यीकरण के लिए उत्कृष्ट है। इंजेक्शन मोल्डिंग 500 से अधिक भागों के लिए लागत-प्रभावी हो जाती है, लेकिन इसके लिए महत्वपूर्ण प्रारंभिक टूलिंग निवेश ($3,000–$100,000+) की आवश्यकता होती है। कई परियोजनाएँ प्रोटोटाइपिंग के लिए सीएनसी का उपयोग करती हैं, फिर मात्रा उत्पादन के लिए इंजेक्शन मोल्डिंग पर संक्रमण करती हैं।