 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Cal é o Custe Real das Ferramentas de Moldurado por Inxección?
RESUMO
O custo do utillaxe para o moldeo por inxección é unha inversión considerable dun só uso, que oscila entre 60.000 e máis de 500.000 dólares para ferramentas grandes, complexas e de alta produción. Este alto gasto inicial é necesario porque os moldes están feitos de aceiro para ferramentas premium e duradeiro, capaz de soportar as presións e temperaturas extremas do proceso de fundición. Aínda que a inversión inicial é substancial, compénsase cun custo moi baixo por peza, o que fai que o moldeo por inxección sexa moi económico para a produción en masa.
Comprender o alto custo do utillaxe no moldeo por inxección
A primeira cousa que hai que entender sobre o custo do utillaxe no moldeo por inxección é que se trata dun investimento inicial importante, pero necesario. Ao contrario que noutros procesos de fabricación, o molde ou coxín utilizado na fundición está suxeito a condicións de funcionamento excepcionalmente severas. Segundo o Asociación Norteamericana de Fundición en Moldes (NADCA) , estas matrices deben soportar choques térmicos extremos provocados polo metal fundido e altas presións durante a inxección, o que require materiais de alta calidade e caros, así como enxeñaría de precisión.
Isto leva a un amplo espectro de custos. Para pezas máis grandes e complexas, ou moldes multicavidade deseñados para produción en gran volume, o prezo pode aumentar considerablemente, oscilando entre 60.000 e máis de 500.000 dólares. Este custo de ferramentas é xeralmente un gasto único pagado polo cliente, que logo queda como propietario da ferramenta aínda que esta estea almacenada e mantida pola instalación de fundición por inxección.
A xustificación deste alto investimento inicial atópase na economía de escala. A durabilidade da ferramenta permite a produción de decenas de miles, ou incluso centos de miles, de pezas idénticas con alta precisión e velocidade. Isto amortiza o custo inicial das ferramentas ao longo de toda a serie de produción, dando como resultado un custo por peza individual extraordinariamente baixo, o que a fai frecuentemente o método máis rentable para a fabricación en gran volume.
Factores clave que determinan os custos de ferramentas
O prezo final das ferramentas de fundición por inxección non é arbitrario; é o resultado directo de varias variables interrelacionadas de deseño e produción. Comprender estes factores é fundamental para enxeñeiros e deseñadores de produtos que buscan optimizar as súas pezas para a fabricación e xestionar eficazmente os orzamentos. Cada elemento contribúe á complexidade e robustez requiridas no molde, o que á súa vez dita o custo.
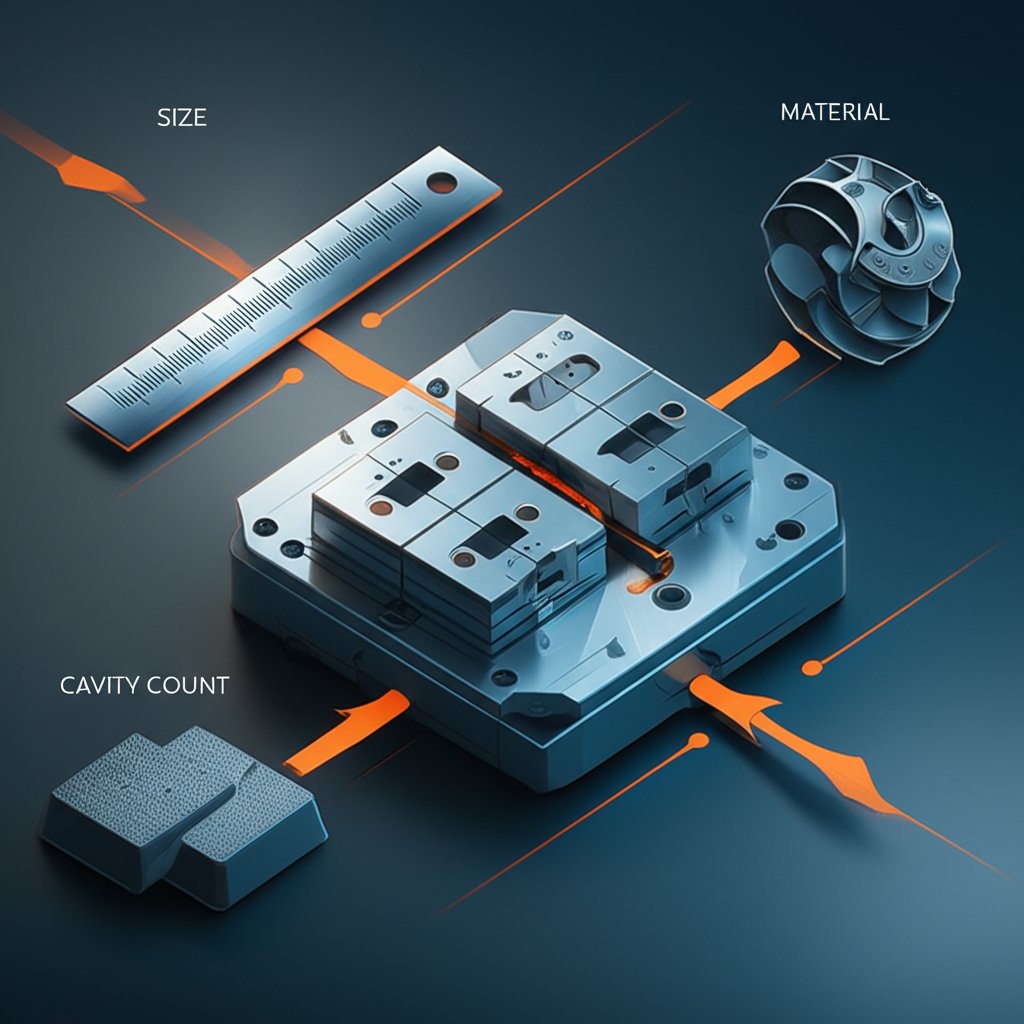
Os principais factores que determinan os custos de ferramentas poden descomporse nas seguintes áreas clave:
- Tamaño e peso da peza: Este é o factor máis sinxelo. Pezas máis grandes e pesadas requiren moldes máis grandes e masivos. Isto incrementa a cantidade de acero para ferramentas, un material caro, e require maquinaria máis grande e potente tanto para a creación do molde como para o proceso de fundición, o que aumenta directamente os custos.
- Complexidade da Peza: A complexidade xeométrica dunha peza é un factor importante no custo. Características como cavidades profundas, esquinas afiadas, ángulos de desmoldeo mínimos e especialmente rebaixos que requiren correderas ou elevadores engaden gran complexidade ao deseño e construción do molde. Cada compoñente móbil do molde incrementa o tempo de mecanizado, a man de obra de montaxe e a posibilidade de mantemento.
- Material do molde: Os moldes de fundición a presión adoitan estar feitos de acero para ferramentas de alta calidade, como o H13, deseñado para resistir a fatiga térmica e a erosión provocada polo metal fundido. A calidade específica do acero e os tratamentos superficiais ou revestimentos requiridos dependerán da aleación que se vaia fundir (por exemplo, aluminio fronte a cinc) e do volume de produción esperado, todo o cal inflúe no custo do material.
- Número de cavidades: Un molde pode deseñarse cunha única cavidade para producir unha peza por ciclo ou con múltiples cavidades para producir varias pezas de forma simultánea. Un molde de múltiples cavidades ten un custo inicial moito máis elevado, pero aumenta considerablemente a eficiencia de produción e reduce o prezo por peza, polo que é ideal para execucións de volume moi alto.
- Tolerancias e acabado superficial: As pezas que requiren tolerancias dimensionais extremadamente estreitas ou un acabado superficial superior no seu estado fundido necesitan un molde mecanizado e pulido con maior precisión. Este nivel de precisión require técnicas de mecanizado máis avanzadas e man de obra cualificada, o que incrementa o custo total do utillaxe.
Como estimar os custos de fundición en moldes
O cálculo do custo total dun proxecto de fundición en moldes implica dous compoñentes distintos: o custo único do utillaxe e o custo por peza que se repite. Un orzamento completo dun fabricante desglosará estes elementos. Aínda que os calculadores en liña poden dar unha idea aproximada, é necesario un orzamento formal baseado nun deseño detallado para elaborar un presuposto preciso.
Segundo un análisis por Neway Precision , o custo do molde en si é a suma de varias partes: honorarios de deseño, custos de materias primas para o acero da ferramenta, custos de procesamento e fabricación (como mecanizado CNC e tratamento térmico) e taxas de proba. O prezo por peza calcúlase despois en función do custo da aleación metálica, do tempo de ciclo na máquina de fundición por inxección e de calquera operación secundaria necesaria como recorte, mecanizado ou acabado superficial.
Para recibir un orzamento exacto e fiable para o seu proxecto, siga estes pasos esenciais:
- Preparar un ficheiro CAD 3D detallado: Este é o documento máis crítico. O seu modelo 3D debe estar finalizado e reflicte a xeometría exacta da peza que pretende producir.
- Especificar a aleación do material: Defina claramente a aleación que require (por exemplo, aluminio A380, cinc Zamak 3). A elección do material afecta directamente ao custo da peza e aos requisitos para o utillaxe.
- Definir o volume de produción: Proporcione o seu uso anual estimado (EAU) ou o volume total esperado durante a vida útil da peza. Isto axuda ao fabricante a determinar a estratexia de moldes máis axeitada (por exemplo, unha única cavidade vs. múltiples cavidades).
- Describa os requisitos de acabado e tolerancia: Especifique algunhas dimensións críticas, tolerancias e acabados superficiais requiridos ou pasos de post-procesamento, como revestimento en pó ou anodizado.
- Solicite un orzamento formal: Envíe o seu paquete técnico completo a varios fornecedores cualificados de fundición por inxección para recibir un desglose detallado de custos.
Comparación de custos de moldes: Fundición por inxección vs. Outros procesos
A elección do proceso de fabricación adecuado depende en gran medida do equilibrio entre os custos dos moldes, o prezo por peza e o volume de produción. A fundición por inxección é coñecida pola súa eficiencia en volumes altos, pero o seu custo inicial elevado faino inadecuado para prototipos ou series pequenas. Comprender como se compara con outros procesos comúns de traballado de metais é fundamental para tomar unha decisión rentable.
Aínda que a mecanización CNC non conleva custos específicos de ferramentas, o seu prezo por peza mantense alto e relativamente constante independentemente do volume, o que a fai ideal para prototipos e produción en baixa cantidade. Polo contrario, a fundición en moldes de area ten un custo de ferramenta baixo pero un prezo por peza máis alto ca na fundición en molde e produce pezas cun acabado superficial máis rugoso. Como detallan os expertos en fabricación de Batesville Products , o importante é atopar o punto de equilibrio no que o elevado investimento inicial en ferramentas de fundición en molde queda xustificado polos aforros en cada peza producida.
Aquí hai unha comparación xeral dos custos de ferramentas e aplicacións ideais para cada proceso:
| Proceso | Custo típico de ferramenta | Mellor para volume de produción | Custo por peza (a escala) |
|---|---|---|---|
| Forxeado | $60.000 - $500.000+ | Alto (10.000+ unidades) | Moi baixo |
| Fundición en molde permanente | $10.000 - $90.000 | Moderado (1.000 - 20.000 unidades) | Baixos |
| Fundición en areia | $6.000 - $20.000 | Baixo (1 - 5.000 unidades) | Moderado |
| Mecánica CNC | $0 | Moito Baixo (1 - máis de 100 unidades) | Alto |
Preguntas frecuentes
1. Canto custa a ferramenta de fundición en areia?
A ferramenta para a fundición en areia, comúnmente chamada patrón, é significativamente menos cara que a ferramenta para a fundición en moldes. Os custos típicos oscilan entre aproximadamente $6.000 e $20.000, dependendo do tamaño e complexidade da peza. Este menor custo inicial fai que a fundición en areia sexa unha opción viable para prototipos e producións de baixo volume.
2. Por que é tan cara a fundición en moldes?
O alto custo da fundición en moldes débese principalmente ás ferramentas. Os moldes están sometidos a presións e temperaturas extremas e deben construírse con aceiro para ferramentas endurecido de alta calidade para resistir decenas de miles de ciclos de produción. O proceso de mecanizado preciso, tratamento térmico e montaxe destes moldes duradeiros é un traballo complexo e costoso que representa unha inversión inicial considerable.
3. É a fundición en moldes máis barata ca CNC?
Depende completamente do volume de produción. Para un único prototipo ou un lote moi pequeno de pezas, o mecanizado CNC é moito máis económico porque non require inversión en moldes. Con todo, cando o volume de produción aumenta ata varios miles, a fundición en molde converteuse en moito máis rentable. O alto custo inicial dos moldes repártese entre moitas pezas, facendo que o custo por peza sexa significativamente inferior ao custo constante e elevado por peza do mecanizado CNC.